RU2215813C2 - Низколегированная, практически не содержащая бора сталь - Google Patents
Низколегированная, практически не содержащая бора сталь Download PDFInfo
- Publication number
- RU2215813C2 RU2215813C2 RU2000104834/02A RU2000104834A RU2215813C2 RU 2215813 C2 RU2215813 C2 RU 2215813C2 RU 2000104834/02 A RU2000104834/02 A RU 2000104834/02A RU 2000104834 A RU2000104834 A RU 2000104834A RU 2215813 C2 RU2215813 C2 RU 2215813C2
- Authority
- RU
- Russia
- Prior art keywords
- steel
- strength
- niobium
- temperature
- boron
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 238
- 239000010959 steel Substances 0.000 title claims abstract description 238
- 229910001563 bainite Inorganic materials 0.000 claims abstract description 65
- 229910000734 martensite Inorganic materials 0.000 claims abstract description 61
- 239000010955 niobium Substances 0.000 claims abstract description 53
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 50
- 239000000203 mixture Substances 0.000 claims abstract description 48
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 claims abstract description 45
- 229910052720 vanadium Inorganic materials 0.000 claims abstract description 41
- 229910001566 austenite Inorganic materials 0.000 claims abstract description 39
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 38
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 claims abstract description 37
- 229910052750 molybdenum Inorganic materials 0.000 claims abstract description 34
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims abstract description 30
- 239000011733 molybdenum Substances 0.000 claims abstract description 30
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 21
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 16
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims abstract description 14
- 239000010936 titanium Substances 0.000 claims abstract description 14
- 229910052719 titanium Inorganic materials 0.000 claims abstract description 13
- 229910052742 iron Inorganic materials 0.000 claims abstract description 8
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 claims abstract 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 28
- 229910001567 cementite Inorganic materials 0.000 claims description 18
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 claims description 18
- 229910052759 nickel Inorganic materials 0.000 claims description 16
- 239000010949 copper Substances 0.000 claims description 14
- 229910052802 copper Inorganic materials 0.000 claims description 13
- 239000011572 manganese Substances 0.000 claims description 12
- 229910052748 manganese Inorganic materials 0.000 claims description 11
- 229910045601 alloy Inorganic materials 0.000 claims description 10
- 239000000956 alloy Substances 0.000 claims description 10
- 229910052782 aluminium Inorganic materials 0.000 claims description 10
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 10
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 9
- 239000011575 calcium Substances 0.000 claims description 9
- 229910052710 silicon Inorganic materials 0.000 claims description 9
- 229910052791 calcium Inorganic materials 0.000 claims description 8
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 claims description 7
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 7
- 150000001247 metal acetylides Chemical class 0.000 claims description 7
- 239000010703 silicon Substances 0.000 claims description 7
- 238000012360 testing method Methods 0.000 claims description 7
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 claims description 6
- 239000011777 magnesium Substances 0.000 claims description 6
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims description 5
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims description 5
- 229910052749 magnesium Inorganic materials 0.000 claims description 5
- 238000007664 blowing Methods 0.000 claims 1
- 230000001376 precipitating effect Effects 0.000 claims 1
- 230000000694 effects Effects 0.000 abstract description 16
- 238000000034 method Methods 0.000 abstract description 16
- 239000000126 substance Substances 0.000 abstract description 16
- 238000005496 tempering Methods 0.000 abstract description 11
- 238000005728 strengthening Methods 0.000 abstract description 2
- 238000005272 metallurgy Methods 0.000 abstract 1
- 229910052796 boron Inorganic materials 0.000 description 59
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 57
- 238000010791 quenching Methods 0.000 description 52
- 230000000171 quenching effect Effects 0.000 description 52
- 238000001816 cooling Methods 0.000 description 39
- 229910000859 α-Fe Inorganic materials 0.000 description 29
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 26
- 239000002245 particle Substances 0.000 description 26
- 238000005096 rolling process Methods 0.000 description 24
- 238000003466 welding Methods 0.000 description 20
- 238000012545 processing Methods 0.000 description 19
- 229910052757 nitrogen Inorganic materials 0.000 description 18
- 238000006243 chemical reaction Methods 0.000 description 17
- 230000009466 transformation Effects 0.000 description 15
- 230000005540 biological transmission Effects 0.000 description 14
- 230000015572 biosynthetic process Effects 0.000 description 14
- 238000005098 hot rolling Methods 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 12
- 238000001000 micrograph Methods 0.000 description 12
- 239000002244 precipitate Substances 0.000 description 12
- 230000007423 decrease Effects 0.000 description 11
- 239000000654 additive Substances 0.000 description 10
- 238000005336 cracking Methods 0.000 description 10
- 238000001953 recrystallisation Methods 0.000 description 10
- 239000012071 phase Substances 0.000 description 9
- 239000000047 product Substances 0.000 description 9
- 229910052761 rare earth metal Inorganic materials 0.000 description 9
- 150000002910 rare earth metals Chemical class 0.000 description 9
- 238000003303 reheating Methods 0.000 description 9
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 8
- 239000011651 chromium Substances 0.000 description 8
- 239000010953 base metal Substances 0.000 description 7
- 229910052804 chromium Inorganic materials 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 229910052739 hydrogen Inorganic materials 0.000 description 7
- -1 niobium carbides Chemical class 0.000 description 7
- 238000001556 precipitation Methods 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- 229910000851 Alloy steel Inorganic materials 0.000 description 6
- 238000005275 alloying Methods 0.000 description 6
- 230000006872 improvement Effects 0.000 description 6
- 230000009467 reduction Effects 0.000 description 6
- 230000002829 reductive effect Effects 0.000 description 6
- 238000011282 treatment Methods 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 5
- 238000004140 cleaning Methods 0.000 description 5
- 230000006866 deterioration Effects 0.000 description 5
- 239000012530 fluid Substances 0.000 description 5
- 239000001257 hydrogen Substances 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 239000013049 sediment Substances 0.000 description 5
- 229910052717 sulfur Inorganic materials 0.000 description 5
- 229910000712 Boron steel Inorganic materials 0.000 description 4
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 4
- 238000004881 precipitation hardening Methods 0.000 description 4
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 3
- 230000000875 corresponding effect Effects 0.000 description 3
- 230000008021 deposition Effects 0.000 description 3
- 238000004090 dissolution Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 238000000746 purification Methods 0.000 description 3
- 239000011593 sulfur Substances 0.000 description 3
- 230000000930 thermomechanical effect Effects 0.000 description 3
- QIJNJJZPYXGIQM-UHFFFAOYSA-N 1lambda4,2lambda4-dimolybdacyclopropa-1,2,3-triene Chemical compound [Mo]=C=[Mo] QIJNJJZPYXGIQM-UHFFFAOYSA-N 0.000 description 2
- 229910039444 MoC Inorganic materials 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 238000000137 annealing Methods 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000000635 electron micrograph Methods 0.000 description 2
- 230000009931 harmful effect Effects 0.000 description 2
- 230000005764 inhibitory process Effects 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 230000036961 partial effect Effects 0.000 description 2
- 235000019362 perlite Nutrition 0.000 description 2
- 239000010451 perlite Substances 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 239000011574 phosphorus Substances 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 229910001208 Crucible steel Inorganic materials 0.000 description 1
- 229910000760 Hardened steel Inorganic materials 0.000 description 1
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000012084 conversion product Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 239000010779 crude oil Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- ZWHFRFBMLZSTRV-UHFFFAOYSA-N dicalcium oxygen(2-) sulfide Chemical compound [S-2].[Ca+2].[O-2].[Ca+2] ZWHFRFBMLZSTRV-UHFFFAOYSA-N 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- JAGQSESDQXCFCH-UHFFFAOYSA-N methane;molybdenum Chemical compound C.[Mo].[Mo] JAGQSESDQXCFCH-UHFFFAOYSA-N 0.000 description 1
- ZLANVVMKMCTKMT-UHFFFAOYSA-N methanidylidynevanadium(1+) Chemical class [V+]#[C-] ZLANVVMKMCTKMT-UHFFFAOYSA-N 0.000 description 1
- UNASZPQZIFZUSI-UHFFFAOYSA-N methylidyneniobium Chemical compound [Nb]#C UNASZPQZIFZUSI-UHFFFAOYSA-N 0.000 description 1
- 238000012821 model calculation Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000005541 quenching (cooling) Methods 0.000 description 1
- 238000004626 scanning electron microscopy Methods 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000010583 slow cooling Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 230000002269 spontaneous effect Effects 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- CADICXFYUNYKGD-UHFFFAOYSA-N sulfanylidenemanganese Chemical compound [Mn]=S CADICXFYUNYKGD-UHFFFAOYSA-N 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 238000000844 transformation Methods 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical group C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 1
Images










Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Изобретение относится к металлургии, а именно изысканию сверхпрочной свариваемой толстолистовой стали, которую используют для изготовления трубопроводов. Предложена низколегированная, практически не содержащая бора сталь, имеющая прочность на растяжение по меньшей мере 900 МПа, ударную вязкость, измеренную в испытании образцов с V-надрезом по Шарпи при -40oC, по меньшей мере 120 Дж и микроструктуру, содержащую преимущественно мелкозернистый нижний бейнит, мелкозернистый сетчатый мартенсит или их смесь, образованную из практически нерекристаллизованных зерен аустенита. Сталь содержит компоненты в следующем соотношении, мас. %: углерод 0,03-0,10; марганец 1,6-2,1; ниобий 0,01-0,10; ванадий 0,01-0,1; молибден 0,3-0,6; титан 0,005-0,03; железо - остальное, причем углеродный эквивалент Сэ стали находится в интервале 0,5 ≤ Сэ ≤0,7, а показатель свариваемости Рсм ≤ 0,35. Техническим результатом изобретения является повышение прочности стали без проведения отпуска для получения вторичного упрочнения. При этом отношение предела текучести к пределу прочности на растяжение составляет не более 0,93. 13 з.п.ф-лы, 13 ил., 2 табл.
Description
Область техники, к которой относится изобретение.
Это изобретение относится к сверхпрочной свариваемой толстолистовой стали, обладающей превосходной ударной вязкостью, и к изготавливаемым из нее трубопроводам. Более конкретно, это изобретение относится к сверхпрочной свариваемой низколегированной трубопроводной стали с высокой ударной вязкостью, в которой минимизирована потеря прочности в зоне термического воздействия (ЗТВ), относительно остального трубопровода, и к способу получения толстолистовой стали, из которой производят трубопровод.
Настоящее изобретение может быть использовано в производстве трубопроводов и конструкционных сталей.
Уровень техники
В следующем ниже описании определены различные термины. Для удобства в описании предоставлен словарь терминов, расположенный непосредственно до формулы изобретения.
В следующем ниже описании определены различные термины. Для удобства в описании предоставлен словарь терминов, расположенный непосредственно до формулы изобретения.
В настоящее время при промышленном использовании трубопровода его сталь обладает наибольшим пределом текучести, приблизительно 550 МПа. В промышленности имеются трубопроводные стали с повышенным пределом текучести, например приблизительно до 690 МПа, но, насколько известно заявителю, они не используются в промышленном производстве трубопроводов. Более того, как описано в патентах США 5545269, 5545270 и 5531842 (Коу и Лутон), было установлено, что практично производить сверхпрочные марки стали с пределом текучести по меньшей мере приблизительно 830 МПа и пределом прочности на растяжение по меньшей мере приблизительно 900 МПа в качестве исходного материала для трубопроводов. Прочность стали, описанной Коу и Лутоном в патенте США 5545269, достигнута путем компенсации между химией стали и технологией обработки, в результате чего была получена однородная микроструктура, в которую входят, главным образом, мелкозернистый, отпущенный мартенсит и бейнит, которые упрочняются вторично путем осаждения ε-фазы меди и некоторых карбидов или нитридов, или карбонитридов ванадия, ниобия и молибдена.
В патенте США 5545269 Коу и Лутон описали способ получения высокопрочной стали, в котором сталь закаливают от конечной температуры горячей прокатки до температуры не выше чем 400oС со скоростью по меньшей мере 20oС в секунду, предпочтительно приблизительно 30oС в секунду, чтобы получить в основном микроструктуры мартенсита и бейнита. Более того, для достижения целевых микроструктуры и свойств в изобретении Коу и Лутона требуется, чтобы толстолистовая сталь была подвергнута вторичному процессу упрочнения на дополнительной технологической стадии, включающей отпуск охлажденного водой листа при температуре не выше, чем точка превращения Ac1, т.е. температуре, при которой в ходе нагревания начинает формироваться аустенит, в течение времени, которое достаточно для того, чтобы вызвать осаждение ε-фазы меди и некоторых карбидов или нитридов, или карбонитридов ванадия, ниобия и молибдена. Эта дополнительная технологическая стадия отпуска после закаливания существенно увеличивает затраты на производство стального листа. Поэтому желательно разработать новую методологию переработки стали, в которой обходятся без стадии отжига и в то же время еще достигаются желаемые механические свойства. Кроме того, стадия отпуска, хотя и необходима для требуемого упрочнения с получением целевых микроструктуры и свойств, также приводит к отношению предел текучести/прочность растяжения выше 0,93. С точки зрения предпочтительной конструкции трубопровода желательно поддерживать отношение предел текучести/прочность растяжения ниже 0,93, сохраняя высокий предел текучести и прочность на растяжение.
Существует потребность в трубопроводах с повышенной прочностью по сравнению с существующими в настоящее время для транспорта сырой нефти и природного газа на очень далекие расстояния. Эта потребность обусловлена необходимостью а) увеличения эффективности транспорта посредством применения повышенного давления газа и б) снижения затрат на материалы и прокладку трассы путем уменьшения толщины стенки и внешнего диаметра трубопровода. В результате увеличивается спрос на трубопроводы с повышенной прочностью по сравнению с существующими в настоящее время.
Следовательно, целью настоящего изобретения является разработка композиций стали и альтернативной технологии для получения дешевой низколегированной сверхпрочной толстолистовой стали и производства из нее трубопровода, высокая прочность которой достигается без привлечения стадии отпуска для получения вторичного упрочнения. Кроме того, другой целью настоящего изобретения является разработка высокопрочной толстолистовой стали для трубопровода, которая подходит для конструирования трубопроводов и для которой отношение предел текучести/прочность растяжения составляет ниже чем приблизительно 0,93.
Проблемой, связанной с исключительно прочной сталью, т.е. сталью, имеющей предел текучести больше чем приблизительно 550 МПа, является размягчение в зоне термического воздействия (ЗТВ) после сварки. В этой ЗТВ может произойти локальное фазовое превращение или отжиг в ходе термических циклов, обусловленных сваркой, что приводит к значительному, т.е. приблизительно до 15% или более, размягчению ЗТВ по сравнению с основным металлом. Хотя были получены сверхпрочные стали с пределом текучести 830 МПа или выше, обычно эти стали не обладали ударной вязкостью, необходимой для трубопровода, и не удовлетворяли требованию свариваемости, необходимому для трубопровода, поскольку такие материалы обладают относительно высоким показателем Рсм (хорошо известный технический термин для выражения способности к сварке), который обычно выше чем приблизительно 0,35.
Следовательно, другой целью настоящего изобретения является получение низколегированной сверхпрочной толстолистовой стали в качестве исходного материала для трубопровода, которая имеет предел текучести по меньшей мере приблизительно 690 МПа, прочность на растяжение по меньшей мере приблизительно 900 МПа и достаточную ударную вязкость для применения при низких температурах, т.е. вплоть до -40oC, и в то же время сохраняет совместимое качество продукта при минимальной потере прочности в ЗТВ в течение термического цикла, вызванного сваркой.
Дополнительной целью настоящего изобретения является получение сверхпрочной стали с ударной вязкостью и свариваемостью, которые необходимы для трубопровода, и имеющей показатель Рсм меньше чем приблизительно 0,35. Хотя оба показателя широко применяются в связи со способностью к сварке, и Рем, и Сэ (углеродный эквивалент, другой хорошо известный технический термин, используемый для определения способности к сварке), также отражают способность стали к закалке, в том, что они обеспечивают руководство относительно склонности стали к образованию твердых микроструктур в основном металле. При использовании в этом описании показатель Рсм определяется таким образом: Рсм = мас.% С + мас.% Si/30 + (мас.% Mn + мас.% Cu + мас.% Cr)/20 + маc.% Ni/60 + мас.% Мо/15 + мac.% V/10 + 5 (мас.% В); а Сэ определяется так: Сэ = мас.% С + мас. % Mn/6 + (мас.% Cr + мас.% Мо + мас.% V)/5 + (мас.% Cu + мас.% Ni)/15.
Сущность изобретения
Как описано в патенте США 5545269, было установлено, что при указанных в нем условиях стадию закалки в воде до температуры не выше 400oС (предпочтительно до температуры окружающей среды) с последующей окончательной прокаткой сверхпрочной стали нельзя заменять охлаждением на воздухе, поскольку при таких условиях охлаждение на воздухе может вызвать превращение аустенита в агрегаты феррита/перлита, что приводит к ухудшению прочности стали.
Как описано в патенте США 5545269, было установлено, что при указанных в нем условиях стадию закалки в воде до температуры не выше 400oС (предпочтительно до температуры окружающей среды) с последующей окончательной прокаткой сверхпрочной стали нельзя заменять охлаждением на воздухе, поскольку при таких условиях охлаждение на воздухе может вызвать превращение аустенита в агрегаты феррита/перлита, что приводит к ухудшению прочности стали.
Кроме того, было установлено, что прерывание охлаждения водой такой стали выше 400oС может привести к недостаточной трансформационной закалке в процессе охлаждения и в результате прочность стали снижается.
В толстолистовой стали, полученной по способу, описанному в патенте США 5545269, применяется отпуск после охлаждения водой, например путем повторного нагрева до температуры в интервале приблизительно от 400 до 700oC в течение заданного интервала времени, для того чтобы обеспечить равномерную закалку по всему объему толстолистовой стали и для улучшения ударной вязкости стали. Испытание образцов с V-надрезом по Шарпи представляет собой хорошо известный тест для измерения ударной вязкости стали. Один из параметров, который может быть получен с использованием испытания образцов с V-надрезом по Шарпи, представляет собой энергию, поглощенную при разрыве образца стали (энергия удара) при заданной температуре, например энергия удара при -40oС (vE-40).
После усовершенствований, описанных в патенте США 5545269, было обнаружено, что сверхпрочную сталь с высокой ударной вязкостью можно получить без применения дорогостоящей стадии окончательного отпуска. Было найдено, что этот желательный результат может быть достигнут путем прерывания закалки в конкретном температурном интервале, в зависимости от конкретного химического состава стали, при котором микроструктура стали представляет собой преимущественно мелкозернистый нижний бейнит, мелкозернистый сетчатый мартенсит или их смеси, которые развиваются при температуре прерванного охлаждения или при последующем охлаждении воздухом до температуры окружающей среды. Кроме того, было обнаружено, что эта новая последовательность технологических стадий обеспечивает неожиданный и неочевидный результат - толстолистовую сталь с еще более высокой прочностью и ударной вязкостью по сравнению с имеющимися для уровня техники.
В соответствии с изложенными выше целями настоящего изобретения была разработана методология обработки, которая называется в описании изобретения как Прерванная непосредственная закалка (ПНЗ), при которой низколегированная толстолистовая сталь заданного химического состава быстро охлаждается, в конце горячей прокатки, посредством закалки подходящей текучей средой, такой как вода, до подходящей Температуры прекращения закалки (ТПЗ) с последующим охлаждением воздухом до температуры окружающей среды, чтобы получить микроструктуру, содержащую преимущественно мелкозернистый нижний бейнит, мелкозернистый сетчатый мартенсит или их смеси. Используемый при описании настоящего изобретения термин закалка относится к ускоренному охлаждению с помощью любого средства, при котором используется текучая среда, выбранная для обеспечения увеличения скорости охлаждения стали по сравнению с охлаждением стали воздухом до температуры окружающей среды.
Согласно настоящему изобретению в нем предоставляется сталь со способностью согласования режима скорости охлаждения с параметрами температуры прекращения закалки, что обеспечивает упрочнение, для способа частичной закалки, который называется ПНЗ, с последующей фазой охлаждения воздухом, чтобы получить в конечном листовом продукте микроструктуру, содержащую преимущественно мелкозернистый нижний бейнит, мелкозернистый сетчатый мартенсит или их смеси.
Из области техники хорошо известно, что добавка небольшого количества бора, порядка от 5 до 20 миллионных долей (м.д.), может обеспечить существенное влияние на упрочнение малоуглеродистой низколегированной стали. Таким образом, добавка бора в сталь эффективно применялась в прошлом для образования твердых фаз, таких как мартенсит, в низколегированной стали с обедненным химическим составом, т.е. с низким углеродным эквивалентом (Сэ), для получения дешевой высокопрочной стали с превосходной свариваемостью. Однако соответствующий контроль желательных небольших добавок бора трудно реализуется. Для него требуются технически усовершенствованные производственные мощности и секреты производства. В настоящем изобретении представляется интервал химического состава сталей, с добавкой бора и без добавки, которые могут быть обработаны по методологии Прерванной непосредственной закалки, с получением желательных микроструктур и свойств стали.
В соответствии с этим изобретением достигнуто равновесие между химическим составом стали и технологией ее обработки, в результате которого можно получать высокопрочную толстолистовую сталь, имеющую предел текучести по меньшей мере приблизительно 690 МПа, более предпочтительно по меньшей мере приблизительно 760 МПа и еще более предпочтительно по меньшей мере приблизительно 830 МПа, с предпочтительным соотношением предел текучести/прочность растяжения меньше чем приблизительно 0,93, более предпочтительно меньше чем приблизительно 0,90 и еще более предпочтительно меньше чем приблизительно 0,85, из которой можно изготовлять трубопроводы. После сварки этой толстолистовой стали, при использовании в трубопроводах, потеря прочности в зоне термического воздействия (ЗТВ) составляет меньше чем приблизительно 10 %, предпочтительно меньше чем приблизительно 5 %, относительно прочности основной стали. Кроме того, эти сверхпрочные низколегированные толстолистовые стали, подходящие для производства трубопроводов, имеют толщину предпочтительно по меньшей мере приблизительно 10 мм, более предпочтительно по меньшей мере приблизительно 15 мм и еще более предпочтительно по меньшей мере приблизительно 20 мм. Дополнительно эти сверхпрочные низколегированные толстолистовые стали или не содержат добавки бора, или для конкретных целей содержат добавку бора в количестве приблизительно между 5 и 20 м.д. и предпочтительно приблизительно между 8 и 12 м.д. Качество продукта - трубопровода - остается существенно плотным, и обычно продукт не обладает склонностью к растрескиванию под действием водорода.
Предпочтительный продукт - сталь - имеет существенно однородную микроструктуру, которая предпочтительно состоит преимущественно из мелкозернистого нижнего бейнита, мелкозернистого сетчатого мартенсита или их смесей. Предпочтительно мелкозернистый сетчатый мартенсит содержит самопроизвольно отпущенный мелкозернистый сетчатый мартенсит. Используемый в описании настоящего изобретения и в формуле изобретения термин "преимущественно" означает по меньшей мере приблизительно 50 об. %. Остальная часть микроструктуры может состоять из дополнительного мелкозернистого сетчатого мартенсита, верхнего бейнита или феррита. Более предпочтительно микроструктура содержит по меньшей мере приблизительно от 60 до 80 об. % мелкозернистого нижнего бейнита, мелкозернистого сетчатого мартенсита или их смесей. Еще более предпочтительно микроструктура содержит по меньшей мере приблизительно 90 об. % мелкозернистого низшего бейнита, мелкозернистого сетчатого мартенсита или их смесей.
Как нижний бейнит, так и сетчатый мартенсит могут дополнительно упрочняться за счет осаждения карбидов или карбонитридов ванадия, ниобия и молибдена. Эти осадки, особенно те, что содержат ванадий, могут способствовать минимизации размягчения в зоне термического воздействия, вероятно, путем предотвращения любого существенного снижения плотности дислокации в областях, нагретых до температуры, не превышающей точку превращения Ac1, или вызывая дисперсионное упрочнение в областях, которые нагреты до температуры выше точки превращения Ac1, или обоими путями.
Толстолистовую сталь этого изобретения производят, получая обычным образом заготовки, и в одном варианте воплощения сталь содержит железо и следующие легирующие элементы в указанных ниже весовых процентах:
0,03 - 0,10% углерода (С), предпочтительно 0,05 - 0,09% С,
0 - 0,6% кремния (Si),
1,6 - 2,1% марганца (Mn),
0 - 1,0% меди (Cu),
0 - 1,0% никеля (Ni), предпочтительно от 0,2 до 1,0% Ni,
0,01 - 0,10% ниобия (Nb), предпочтительно 0,03 - 0,06% Nb,
0,01 - 0,10% ванадия (V), предпочтительно 0,03 - 0,08% V,
0,3 - 0,6% молибдена (Мо),
0 - 1,0% хрома (Cr),
0,005 - 0,03% титана (Ti), предпочтительно 0,015 - 0,02% Ti,
0 - 0,06% алюминия (Аl), предпочтительно 0,001 - 0,06% (Al),
0 - 0,006% кальция (Са),
0 - 0,02% редкоземельных металлов (РЗМ),
0 - 0,006% магния (Mg),
и дополнительно отличается тем, что
Сэ ≤ 0,7 и
Рсм ≤ 0,35.
0,03 - 0,10% углерода (С), предпочтительно 0,05 - 0,09% С,
0 - 0,6% кремния (Si),
1,6 - 2,1% марганца (Mn),
0 - 1,0% меди (Cu),
0 - 1,0% никеля (Ni), предпочтительно от 0,2 до 1,0% Ni,
0,01 - 0,10% ниобия (Nb), предпочтительно 0,03 - 0,06% Nb,
0,01 - 0,10% ванадия (V), предпочтительно 0,03 - 0,08% V,
0,3 - 0,6% молибдена (Мо),
0 - 1,0% хрома (Cr),
0,005 - 0,03% титана (Ti), предпочтительно 0,015 - 0,02% Ti,
0 - 0,06% алюминия (Аl), предпочтительно 0,001 - 0,06% (Al),
0 - 0,006% кальция (Са),
0 - 0,02% редкоземельных металлов (РЗМ),
0 - 0,006% магния (Mg),
и дополнительно отличается тем, что
Сэ ≤ 0,7 и
Рсм ≤ 0,35.
Альтернативно указанный выше химический состав модифицируют, причем он включает 0,0005-0,0020 мас.% бора, предпочтительно 0,0008-0,0012 мас.% бора, а содержание молибдена составляет 0,2-0,5 мас.%.
Для стали настоящего изобретения, практически не содержащей бора, предпочтительно значение Сэ больше чем приблизительно 0,5 и меньше чем приблизительно 0,7. Для стали настоящего изобретения, содержащей бор, предпочтительно значение Сэ больше чем приблизительно 0,3 и меньше чем приблизительно 0,7.
Кроме того, содержание хорошо известных примесей азота (N), фосфора (Р) и серы (S) в стали предпочтительно минимизировано, даже если некоторое количество азота желательно для обеспечения частиц нитрида титана, ингибирующих рост зерен, как пояснено ниже. Концентрация азота предпочтительно составляет приблизительно от 0,001 до 0,006 мас.%, концентрация серы не больше чем приблизительно 0,005 мас.%, более предпочтительно не больше чем приблизительно 0,002 мас. %, и концентрация фосфора не больше чем приблизительно 0,015 мас.%. При таком химическом составе сталь либо практически не содержит бора, в том смысле, что добавка бора отсутствует, причем концентрация бора предпочтительно составляет меньше чем приблизительно 3 м.д., более предпочтительно меньше чем приблизительно 1 м.д., либо сталь содержит добавку бора, как указано выше.
В соответствии с настоящим изобретением предпочтительный способ получения сверхпрочной стали, имеющей микроструктуру, состоящую преимущественно из мелкозернистого нижнего бейнита, мелкозернистого сетчатого мартенсита или их смесей, заключается в нагревании стальной заготовки до температуры, достаточной для растворения практически всех карбидов и карбонитридов ванадия и ниобия; уменьшении размера заготовки до листа, прокатывая ее один или несколько раз на горячих вальцах в первом температурном интервале, в котором происходит рекристаллизация аустенита; дополнительном уменьшении размера листа, прокатывая его один или несколько раз на горячих вальцах во втором температурном интервале, ниже температуры Тнр, т.е. температуры, ниже которой не происходит рекристаллизация аустенита, и выше точки превращения Аr3, т.е. температуры, при которой аустенит начинает превращаться в феррит при охлаждении; закалке окончательно прокатанного листа до температуры по меньшей мере ниже, чем точка превращения Ar1, т.е. температуры, при которой завершается превращение аустенита в феррит или феррит плюс цементит при охлаждении предпочтительно до температуры между приблизительно 550 и 150oС и более предпочтительно до температуры между приблизительно 500 и 150oС; прекращении закалки и охлаждении закаленного листа воздухом до температуры окружающей среды.
Каждая из величин температуры Тнр, точка превращения Ar1 и точка превращения Аr3 зависят от химического состава стальной заготовки, причем они легко определяются либо экспериментально, либо путем расчета с использованием подходящих моделей.
Сверхпрочная низколегированная сталь в соответствии с первым предпочтительным воплощением изобретения обладает прочностью на растяжение, предпочтительно равной по меньшей мере приблизительно 900 МПа, более предпочтительно по меньшей мере приблизительно 930 МПа, имеет микроструктуру, содержащую преимущественно мелкозернистый нижней бейнит, мелкозернистый сетчатый мартенсит или их смеси, и дополнительно включает тонкие выделения цементита и необязательно еще более тонкие выделения карбидов или карбонитридов ванадия, ниобия и молибдена. Предпочтительно мелкозернистый сетчатый мартенсит включает самопроизвольно отпущенный мелкозернистый сетчатый мартенсит.
Сверхпрочная низколегированная сталь в соответствии со вторым предпочтительным воплощением изобретения обладает прочностью на растяжение, предпочтительно равной по меньшей мере приблизительно 900 МПа, более предпочтительно по меньшей мере приблизительно 930 МПа, и имеет микроструктуру, содержащую преимущественно мелкозернистый нижний бейнит, мелкозернистый сетчатый мартенсит или их смеси, и дополнительно включает бор и мелкие частицы осадка цементита и необязательно еще более мелкие частицы осадка карбидов или карбонитридов ванадия, ниобия и молибдена. Предпочтительно мелкозернистый сетчатый мартенсит включает самопроизвольно отпущенный мелкозернистый сетчатый мартенсит.
Описание чертежей
На фиг.1 схематически показаны стадии обработки согласно настоящему изобретению с перекрыванием различных компонентов микроструктуры, связанных с конкретными сочетаниями прошедшего времени обработки и температуры.
На фиг.1 схематически показаны стадии обработки согласно настоящему изобретению с перекрыванием различных компонентов микроструктуры, связанных с конкретными сочетаниями прошедшего времени обработки и температуры.
На фиг.2А и 2В приведены электронно-микроскопические снимки на просвечивание, соответственно в светлом и темном поле, на которых преимущественно обнаруживается микроструктура самопроизвольно отпущенного мелкозернистого сетчатого мартенсита для стали, причем на фиг.2В видны хорошо проявившиеся частицы осадка цементита внутри сетки мартенсита.
Фиг.3 представляет собой электронно-микроскопический снимок на просвечивание в светлом поле, на котором преимущественно обнаруживается микроструктура мелкозернистого нижнего бейнита для стали, обработанной при Температуре прекращения закалки, приблизительно равной 385oC.
На фиг.4А и 4В приведены электронно-микроскопические снимки на просвечивание, соответственно в светлом и темном поле, стали, обработанной при Температуре прекращения закалки, приблизительно равной 385oС, причем на фиг.4А показана микроструктура преимущественно мелкозернистого нижнего бейнита, а на фиг. 4В продемонстрировано наличие частиц карбидов молибдена, ванадия и ниобия, имеющих диаметр меньше чем приблизительно 10 нм.
Фиг. 5 представляет собой составную диаграмму, включающую график и электронно-микроскопические снимки на просвечивание, которые демонстрируют влияние Температуры прекращения закалки на относительные величины ударной вязкости и прочности на растяжение для конкретных химических составов бористой стали, обозначенной в табл. 2 этого описания как Н и Т (кружки) и обедненной бористой стали, обозначенной в табл. 2 описания как G (квадраты), все согласно настоящему изобретению. На ординате приведена ударная энергия по Шарпи в Джоулях, при -40oС (vE-40); на абсциссе - прочность на растяжение в МПа.
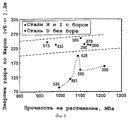
Фиг. 6 представляет собой график, демонстрирующий влияние на относительные величины ударной вязкости и прочности на растяжение для конкретных химических составов бористой стали, обозначенной в табл. 2 описания как Н и Т (кружки) и практически не содержащей бора стали, обозначенной в табл. 2 описания как "" (квадраты), все согласно настоящему изобретению. На ординате приведена ударная энергия по Шарпи в Джоулях, при -40oС (vE-40); на абсциссе - прочность на растяжение в МПа.
Фиг. 7 представляет собой электронно-микроскопический снимок на просвечивание в светлом поле, на котором обнаруживается сетчатый мартенсит с дислокациями в образце стали D, которая была подвергнута обработке ПНЗ с Температурой прекращения закалки, равной приблизительно 380oС.
Фиг. 8 представляет собой электронно-микроскопический снимок на просвечивание в светлом поле, на котором обнаруживается микроструктура преимущественно нижнего бейнита в образце стали D (согласно табл. 2 описания), которая была подвергнута обработке ПНЗ с Температурой прекращения закалки, равной приблизительно 428oС. Внутри сетки бейнита можно увидеть ориентированные в одном направлении пластинки цементита, которые являются характерными для нижнего бейнита.
Фиг.9 представляет собой электронно-микроскопический снимок на просвечивание в светлом поле, на котором обнаруживается микроструктура верхнего бейнита в образце стали D (согласно табл. 2 описания), которая была подвергнута обработке ПНЗ с Температурой прекращения закалки, равной приблизительно 461oС.
Фиг.10А представляет собой электронно-микроскопический снимок на просвечивание в светлом поле, на котором обнаруживается область мартенсита (в центре), окруженная ферритом, в образце стали D (согласно табл. 2 описания), которая была подвергнута обработке ПНЗ с Температурой прекращения закалки, равной приблизительно 534oС. Внутри феррита, вблизи границы раздела феррит/мартенсит можно увидеть мелкие частицы осадка карбида.
Фиг. 10В представляет собой электронно-микроскопический снимок на просвечивание в светлом поле, на котором обнаруживается высокоуглеродистый двойниковый мартенсит в образце стали D (согласно табл. 2 описания), которая была подвергнута обработке ПНЗ с Температурой прекращения закалки, равной приблизительно 534oС.
Хотя это изобретение будет описано в связи с его предпочтительными вариантами воплощения, следует понимать, что изобретение не ограничивается этими вариантами. Напротив, подразумевается, что это изобретение защищает все альтернативные, модифицированные и эквивалентные варианты, которые могут быть охвачены в пределах духа и объема изобретения, как определено в приложенной формуле изобретения.
Подробное описание изобретения
В соответствии с одним замыслом настоящего изобретения стальную заготовку обрабатывают посредством существенно равномерного нагрева заготовки до температуры, которая достаточна для растворения практически всех карбидов и карбонитридов ванадия и ниобия, предпочтительно в интервале приблизительно от 1000 до 1250oС и более предпочтительно в интервале приблизительно от 1050 до 1150oС; первой горячей прокатки заготовки для предпочтительного уменьшении ее толщины приблизительно на 20-60% с образованием листа, за один или несколько проходов, в первом температурном интервале, в котором происходит рекристаллизация аустенита; второй горячей прокатки для предпочтительного уменьшения толщины приблизительно на 40-80%, за один или несколько проходов, во втором температурном интервале, который немного ниже первого интервала температуры, в котором не происходит рекристаллизация аустенита, и выше точки превращения Аr3; упрочнения прокатанного листа путем закалки со скоростью, приблизительно равной по меньшей мере 10oС/сек, предпочтительно по меньшей мере приблизительно 20oС/сек, более предпочтительно по меньшей мере приблизительно 30oС/сек, еще более предпочтительно по меньшей мере приблизительно 35oС/сек, от температуры не ниже, чем точка превращения Аr3, до Температуры прекращения закалки (ТПЗ), которая по меньшей мере не выше точки превращения Ar1, предпочтительно в интервале приблизительно от 550 до 150oС и более предпочтительно в интервале приблизительно от 500 до 150oС, и прекращения закалки, оставляя толстолистовую сталь охлаждаться на воздухе до температуры окружающей среды, с тем чтобы облегчить завершение превращения стали в преимущественно мелкозернистый нижний бейнит, мелкозернистый сетчатый мартенсит или их смеси. Как понимают специалисты в этой области техники, использованное здесь выражение "уменьшение толщины в процентах" означает процент уменьшения толщины стальной заготовки или толстолистовой стали до обсуждаемого уменьшения. Только с целью примера, без ограничения настоящего изобретения, в первом температурном интервале толщина стальной заготовки приблизительно 25,4 см может быть уменьшена приблизительно на 50% (50-процентное уменьшение) до толщины приблизительно 12,7 см, затем во втором температурном интервале толщина уменьшается приблизительно на 80% (80-процентное уменьшение) приблизительно до 2,54 см.
В соответствии с одним замыслом настоящего изобретения стальную заготовку обрабатывают посредством существенно равномерного нагрева заготовки до температуры, которая достаточна для растворения практически всех карбидов и карбонитридов ванадия и ниобия, предпочтительно в интервале приблизительно от 1000 до 1250oС и более предпочтительно в интервале приблизительно от 1050 до 1150oС; первой горячей прокатки заготовки для предпочтительного уменьшении ее толщины приблизительно на 20-60% с образованием листа, за один или несколько проходов, в первом температурном интервале, в котором происходит рекристаллизация аустенита; второй горячей прокатки для предпочтительного уменьшения толщины приблизительно на 40-80%, за один или несколько проходов, во втором температурном интервале, который немного ниже первого интервала температуры, в котором не происходит рекристаллизация аустенита, и выше точки превращения Аr3; упрочнения прокатанного листа путем закалки со скоростью, приблизительно равной по меньшей мере 10oС/сек, предпочтительно по меньшей мере приблизительно 20oС/сек, более предпочтительно по меньшей мере приблизительно 30oС/сек, еще более предпочтительно по меньшей мере приблизительно 35oС/сек, от температуры не ниже, чем точка превращения Аr3, до Температуры прекращения закалки (ТПЗ), которая по меньшей мере не выше точки превращения Ar1, предпочтительно в интервале приблизительно от 550 до 150oС и более предпочтительно в интервале приблизительно от 500 до 150oС, и прекращения закалки, оставляя толстолистовую сталь охлаждаться на воздухе до температуры окружающей среды, с тем чтобы облегчить завершение превращения стали в преимущественно мелкозернистый нижний бейнит, мелкозернистый сетчатый мартенсит или их смеси. Как понимают специалисты в этой области техники, использованное здесь выражение "уменьшение толщины в процентах" означает процент уменьшения толщины стальной заготовки или толстолистовой стали до обсуждаемого уменьшения. Только с целью примера, без ограничения настоящего изобретения, в первом температурном интервале толщина стальной заготовки приблизительно 25,4 см может быть уменьшена приблизительно на 50% (50-процентное уменьшение) до толщины приблизительно 12,7 см, затем во втором температурном интервале толщина уменьшается приблизительно на 80% (80-процентное уменьшение) приблизительно до 2,54 см.
Например, обращаясь к фиг.1, толстолистовая сталь, обработанная согласно этому изобретению, подвергается контролируемой прокатке 10 в указанном интервале температур (более подробно это описано в последующем); затем сталь подвергается закалке 12 от точки начала закалки 14 до Температуры прекращения закалки (ТПЗ) 16. После прекращения закалки стали дают охладиться на воздухе 18 до температуры окружающей среды, с тем чтобы облегчить завершение превращения стали в преимущественно мелкозернистый нижний бейнит (в области нижнего бейнита 20), мелкозернистый сетчатый мартенсит (в области мартенсита 22) или их смеси. Область верхнего бейнита 24 и область феррита 26 устранены.
Для сверхпрочной стали необходимо наличие множества свойств, которые обеспечиваются сочетанием легирующих элементов и термомеханических обработок; обычно небольшие изменения химического состава стали могут привести к значительным изменениям получаемых характеристик. Ниже пояснена роль различных легирующих элементов и предпочтительных пределов их концентраций в стали настоящего изобретения.
Углерод обеспечивает матричное упрочнение стали и сварных соединений, независимо от их микроструктуры, а также обеспечивает дисперсионное упрочнение, главным образом, посредством образования малых частиц карбидов железа (цементита), карбонитридов ниобия [Nb (C, N)], карбонитридов ванадия [V (C, N)] и частиц или осадков Мo2С (вид карбида молибдена), если они достаточно мелки и многочисленны. Кроме того, осаждение карбонитридов ниобия, в ходе горячей прокатки, обычно обеспечивает торможение рекристаллизации аустенита и ингибирует рост зерен, тем самым представляется средство очистки зерен аустенита, что приводит к улучшению показателей предела текучести, прочности на растяжение и ударной вязкости при низкой температуре (например, энергии удара в испытании по Шарпи). Углерод также увеличивает способность к упрочнению, т.е. способность образовывать более жесткие и прочные микроструктуры при охлаждении стали. Обычно, если содержание углерода меньше чем приблизительно 0,03 мас.%, то эти эффекты упрочнения не проявляются. Если содержание углерода больше чем приблизительно 0,10 мас.%, то сталь обычно становится восприимчивой в холодному растрескиванию после сварки в полевых условиях, причем снижается ударная вязкость в толстолистовой стали и в зоне термического воздействия сварных швов.
Марганец является существенным для получения микроструктур, необходимых для стали настоящего изобретения, которые содержат мелкозернистый нижний бейнит, мелкозернистый сетчатый мартенсит или их смеси, и которые обусловливают хороший баланс между прочностью и ударной вязкостью при низкой температуре. Для этой цели нижний предел содержания марганца установлен около 1,6 мас. %. Верхний предел установлен около 2,1 мас.%, поскольку при содержании больше чем приблизительно 2,1 мас.% марганец способствует осевой ликвации в непрерывно разливаемой стали, а также может привести к ухудшению ударной вязкости стали. Более того, при высоком содержании марганца наблюдается тенденция избыточного увеличения упрочняемости стали, в результате снижается свариваемость в полевых условиях за счет уменьшения ударной вязкости в зоне термического воздействия сварных швов.
Кремний добавляют для раскисления и повышения прочности стали. Верхний предел содержания кремния установлен около 0,6 мас.%, для того чтобы избежать значительного ухудшения свариваемости в полевых условиях и ударной вязкости в зоне термического воздействия, что может быть следствием избыточного содержания кремния. Для раскисления стали не всегда необходим кремний, так как для этой же цели можно использовать алюминий или титан.
Ниобий добавляют для того, чтобы способствовать очищению зерен микроструктуры стали после прокатки, что улучшает как прочность, так и ударную вязкость. Осаждение карбонитрида ниобия в ходе горячей прокатки приводит к торможению рекристаллизации и ингибированию роста зерен, тем самым обеспечивается средство для очищения зерен аустенита. Это также может дать дополнительное упрочнение в ходе окончательного охлаждения за счет образования осадка карбонитрида ниобия. В присутствии молибдена ниобий эффективно очищает микроструктуру, подавляя рекристаллизацию аустенита в ходе контролируемой прокатки, и упрочняет сталь, обеспечивая дисперсионное упрочнение и давая вклад в усиление способности к упрочнению. В присутствии бора ниобий дает синергическое улучшение упрочняемости. Для достижениях таких эффектов предпочтительно добавляют по меньшей мере приблизительно 0,01 мас.% ниобия. Однако при содержании ниобия больше чем приблизительно 0,1 мас.%, ниобий обычно оказывает вредное воздействие на свариваемость и на ударную вязкость в зоне термического воздействия, так что предпочтительным содержанием является максимум приблизительно 0,1 мас.%. Более предпочтительно добавляют приблизительно от 0,03 до 0,06 мас.% ниобия.
Титан образует мелкозернистые частицы нитрида титана и дает вклад в очистку микроструктуры, подавляя укрупнение зерен аустенита в ходе повторного нагрева заготовки. Кроме того, присутствие частиц нитрида титана ингибирует укрупнение зерен в зоне термического воздействия при сварке. Соответственно титан обеспечивает улучшение ударной вязкости при низкой температуре в зоне основного металла и в зоне термического воздействия. Так как титан связывает азот в виде нитрида титана, он предотвращает ухудшающее действие азота на упрочняемость вследствие образования нитрида бора. Предпочтительно количество добавляемого с этой целью титана составляет по меньшей мере приблизительно в 3,4 раза больше, чем количество азота (по весу). При низком содержании алюминия (т. е. меньше чем приблизительно 0,005 мас.%) титан образует оксид, который служит в качестве зародыша для образования феррита внутри зерен в зоне термического воздействия при сварке, и вследствие этого очищает микроструктуру в этих областях. Для достижения этих целей предпочтительно добавляют по меньшей мере приблизительно 0,005 мас.% титана. Верхний предел установлен на уровне приблизительно 0,03 мас.%, так как избыточное содержание титана приводит к укрупнению частиц нитрида титана и дисперсионному упрочнению, вызванному осаждением карбида титана, причем оба эти процесса приводят к ухудшению ударной вязкости при низкой температуре.
Медь увеличивает прочность основного металла и в зоне термического воздействия сварных швов, однако добавление избытка меди сильно ухудшает ударную вязкость в зоне термического воздействия и свариваемость в полевых условиях. Поэтому верхний предел добавки меди установлен на уровне приблизительно 1,0 мас.%.
Никель добавляют для улучшения свойств малоуглеродистой стали, полученной согласно настоящему изобретению, без ухудшения свариваемости в полевых условиях и ударной вязкости при низкой температуре. В отличие от марганца и молибдена добавки никеля снижают тенденцию к образованию компонентов упрочненных микроструктур, которые ухудшают ударную вязкость толстолистовой стали при низкой температуре. Оказалось, что добавка никеля в количестве больше чем 0,2 мас.% является эффективной для улучшения ударной вязкости в зоне термического воздействия сварных швов. Вообще, никель является улучшающей добавкой, за исключением склонности к сульфидному растрескиванию под действием напряжений в некоторых средах, когда содержание никеля больше чем приблизительно 2 мас.%. Для сталей, полученных согласно изобретению, верхний предел установлен на уровне приблизительно 1,0 мас.%, так как никель становится дорогостоящим легирующим элементом, причем он может ухудшать ударную вязкость в зоне термического воздействия сварных швов. Кроме того, добавка никеля эффективна для предотвращения растрескивания поверхности, вызванного медью, в процессе непрерывного литья и горячей прокатки. Добавка никеля с этой целью предпочтительно составляет больше чем приблизительно 1/3 от содержания меди.
Алюминий обычно добавляют в эти стали с целью раскисления. Кроме того, алюминий является эффективным средством очистки микроструктуры стали. Алюминий также может играть важную роль в обеспечении ударной вязкости в зоне термического воздействия, путем выведения свободного азота в крупные зерна зоны термического воздействия, в которой тепло сварки обеспечивает частичное растворение нитрида титана, в результате чего выделяется свободный азот. Если содержание алюминия слишком велико, т.е. приблизительно больше 0,06 мас. %, то имеется тенденция к образованию включений типа оксида алюминия (Al2O3), которые могут ухудшать ударную вязкость стали, в том числе в зоне термического воздействия. Раскисление стали может быть осуществлено добавками титана или кремния, причем нет необходимости всегда добавлять алюминий.
Ванадий оказывает аналогичное ниобию, но менее выраженное действие. Однако добавка ванадия к сверхпрочным сталям дает заметный эффект при введении в сочетании с ниобием. Совместное введение ниобия и ванадия дополнительно улучшает превосходные свойства стали согласно изобретению. Хотя предпочтительный верхний предел составляет приблизительно 0,10 мас.% ванадия, с точки зрения ударной вязкости в зоне термического воздействия сварных швов и, следовательно, свариваемости в полевых условиях, особенно предпочтительным интервалом является приблизительно от 0,03 до 0,08 мас.%.
Молибден добавляют для улучшения упрочняемости стали, и тем самым облегчается образование микроструктуры нижнего бейнита. Сильное воздействие молибдена на упрочняемость стали особенно выражено в борсодержащих сталях. Когда молибден добавляют вместе с ниобием, молибден усиливает подавление рекристаллизации аустенита в процессе контролируемой прокатки, и тем самым он дает вклад в очистку микроструктуры аустенита. Для достижения этих эффектов количество молибдена, добавленного в сталь, практически не содержащую бора, и в сталь, содержащую бор, предпочтительно составляет по меньшей мере приблизительно 0,3 мас. % и приблизительно 0,2 мас.% соответственно. Верхний предел для молибдена устанавливается на уровне приблизительно 0,6 мас.% и приблизительно 0,5 мас.% соответственно для стали, практически не содержащей бора, и стали, содержащей бор, так как избыточное количество молибдена ухудшает ударную вязкость в зоне термического воздействия, образующейся при сварке в полевых условиях, ухудшая свариваемость в полевых условиях.
Хром обычно увеличивает упрочняемость стали при непосредственной закалке. Он также увеличивает стойкость к растрескиванию под действием коррозии и водорода. Как и в случае молибдена, при избытке хрома, т.е. свыше 1,0 мас. %, появляется тенденция к холодному растрескиванию после сварки в полевых условиях и тенденция к ухудшению ударной вязкости стали и в зоне термического воздействия, так что предпочтительно максимальное содержание хрома составляет приблизительно 1,0 мас.%.
Азот подавляет укрупнение зерен аустенита в ходе повторного нагрева заготовки и в зоне термического воздействия сварных швов, образуя нитрид титана. Поэтому азот дает вклад в улучшение ударной вязкости при низкой температуре как основного металла, так и в зоне термического воздействия сварных швов. Для этой цели минимальное содержание азота составляет приблизительно 0,001 мас.%. Верхний предел предпочтительно поддерживают на уровне приблизительно 0,006 мас.%, так как избыточный азот увеличивает сферу действия поверхностных дефектов заготовки и снижает эффективную способность бора к упрочнению. Кроме того, присутствие свободного азота вызывает ухудшение ударной вязкости в зоне термического воздействия сварных швов.
Кальций и редкоземельные металлы (РЗМ) обычно регулируют форму включений сульфида марганца (MnS) и улучшают ударную вязкость при низкой температуре (например, энергию удара в испытании по Шарпи). Для регулирования формы сульфида желательно иметь по меньшей мере приблизительно 0,001 мас.% кальция или приблизительно 0,001 мас.% РЗМ. Однако, если содержание кальция превышает 0,006 мас.% или если содержание РЗМ превышает 0,02 мас.%, то могут образоваться большие количества CaO-CaS (в виде оксида кальция-сульфида кальция) или РЗМ-CaS (в виде РЗМ-сульфида кальция) и превратиться в крупные кластеры и крупные включения, которые не только загрязняют сталь, но также оказывают вредное воздействие на свариваемость в полевых условиях.
Предпочтительно концентрация кальция ограничена приблизительно 0,006 мас. %, а концентрация РЗМ ограничена приблизительно 0,02 мас.%. В сверхпрочных сталях для трубопроводов может быть особенно эффективным для улучшения ударной вязкости и свариваемости уменьшение содержания серы приблизительно ниже 0,001 мас.% и уменьшение содержания кислорода приблизительно ниже 0,003 мас.%, предпочтительно приблизительно ниже 0,002 мас.%, при сохранении величины ESSP предпочтительно выше чем приблизительно 0,5 и меньше чем приблизительно 10, где ESSP представляет собой показатель, связанный с регулированием формы сульфидных включений в стали, который определяется соотношением ESSP = (мас.% Са) [1 - 124 (мас.% О)]/1,25(мас.% S).
Магний обычно образует мелко диспергированные частицы оксида, которые могут подавить укрупнение зерен и/или способствовать образованию феррита в зернах в зоне термического воздействия и тем самым улучшить ударную вязкость в зоне термического воздействия. Для того чтобы добавка магния была эффективной, желательно, чтобы ее количество составляло по меньшей мере приблизительно 0,0001 мас.%. Однако, если содержание магния превышает приблизительно 0,006 мас.%, образуются крупные частицы оксида и ухудшается ударная вязкость в зоне термического воздействия.
Бор в небольших добавках, приблизительно от 0,0005 до 0,0020 мас.% (от 5 до 20 м.д.), в малоуглеродистые стали (содержание углерода меньше чем приблизительно 0,3 мас.%) может резко улучшить упрочняемость таких сталей, способствуя образованию сильно упрочняющих компонентов, бейнита или мартенсита, и в то же время бор замедляет образование более мягких компонентов, феррита и перлита, в процессе охлаждения стали от высокой температуры до температуры окружающей среды. Избыток бора в количестве приблизительно 0,002 мас.% может способствовать образованию хрупких частиц типа борокарбида железа Fe23(С, В)6. Поэтому предпочтительным верхним пределом содержания бора является 0,0020 мас.%. Для получения максимального эффекта в отношении способности к упрочнению желательная концентрация бора заключена
приблизительно между 0,0005 и 0,0020 мас.% (от 5 до 20 м.д.). Учитывая изложенное выше, можно использовать бор как альтернативу дорогостоящим легирующим добавкам для обеспечения микроструктурной однородности по всей толщине стальных листов. Кроме того, бор усиливает эффективность действия как молибдена, так и ниобия при увеличении способности стали к упрочнению. Следовательно, добавки бора позволяют использовать композиции стали с низким значением Сэ с получением высокопрочных базовых листов. Кроме того, добавки бора в сталь обеспечивают возможность сочетания высокой прочности с превосходной свариваемостью и стойкостью к холодному растрескиванию. Бор также может усилить прочность межзерновой фазы, а следовательно, и стойкость к межзерновому растрескиванию под действием водорода.
приблизительно между 0,0005 и 0,0020 мас.% (от 5 до 20 м.д.). Учитывая изложенное выше, можно использовать бор как альтернативу дорогостоящим легирующим добавкам для обеспечения микроструктурной однородности по всей толщине стальных листов. Кроме того, бор усиливает эффективность действия как молибдена, так и ниобия при увеличении способности стали к упрочнению. Следовательно, добавки бора позволяют использовать композиции стали с низким значением Сэ с получением высокопрочных базовых листов. Кроме того, добавки бора в сталь обеспечивают возможность сочетания высокой прочности с превосходной свариваемостью и стойкостью к холодному растрескиванию. Бор также может усилить прочность межзерновой фазы, а следовательно, и стойкость к межзерновому растрескиванию под действием водорода.
Первой целью термомеханической обработки согласно изобретению, которая схематически проиллюстрирована на фиг.1, является достижение микроструктуры, содержащей преимущественно мелкозернистый низший бейнит, мелкозернистый сетчатый мартенсит или их смеси, полученной превращением практически нерекристаллизованных зерен аустенита и предпочтительно также содержащая дисперсию мелких частиц цементита. Компоненты низшего бейнита и сетчатого мартенсита могут быть дополнительно упрочнены еще более мелкой дисперсией осадков карбида молибдена (Мo2С), карбонитридов ванадия и ниобия или их смесей, и в некоторых случаях могут содержать бор. Сильно диспергированная микроструктура мелкозернистого нижнего бейнита, мелкозернистого сетчатого мартенсита и их смесей обеспечивает материал с высокой прочностью и хорошей ударной вязкостью при низкой температуре. Для получения желаемой микроструктуры, во-первых, нагретые зерна аустенита в стальных заготовках измельчаются до малых размеров и, во-вторых, деформируются и делаются плоскими, так чтобы размер по всей толщине зерен аустенита стал еще меньше, например предпочтительно меньше чем приблизительно 5-20 мкм, и в-третьих, эти уплощенные зерна аустенита заполняются дислокациями (до высокой плотности) и зонами сдвига. Эти поверхности раздела ограничивают рост превращающихся фаз (т. е. нижний бейнит и сетчатый мартенсит), когда толстолистовая сталь охлаждается после завершения горячей прокатки.
Второй целью является удержание достаточного количества молибдена, ванадия и ниобия, главным образом, в твердом растворе, после охлаждения листа до Температуры прекращения закалки, так чтобы молибден, ванадий и ниобий были доступны для осаждения в виде Мo2С, Nb (C,N) и V (C, N) в ходе превращения бейнита или в процессе термических циклов сварки для усиления и сохранения прочности стали. Температура повторного нагрева стальной заготовки до горячей прокатки должна быть достаточно высокой, чтобы получить максимальное растворение ванадия, ниобия и молибдена, и в то же время предотвращая растворение частиц нитрида титана (TiN), которые образовались в ходе непрерывной разливки стали и служат для предотвращения укрупнения зерен аустенита до горячей прокатки. Для достижения этих двух целей для составов стали настоящего изобретения температура повторного нагрева заготовки до горячей прокатки должна составлять по меньшей мере приблизительно 1000oС и не выше чем приблизительно 1250oС. Предпочтительно заготовку повторно нагревают с помощью подходящего средства для повышения температуры практически всей заготовки, предпочтительно всей заготовки, до заданной температуры, например, помещая эту заготовку в печь на определенное время. Конкретное значение температуры повторного нагрева, которую необходимо использовать для любого состава стали в пределах настоящего изобретения, легко может определить специалист в этой области техники или экспериментально, или расчетным путем, используя подходящие модели. Кроме того, температура печи и время повторного нагрева, которое необходимо для повышения температуры практически всей заготовки до заданного значения, могут быть легко определены специалистом в этой области техники со ссылкой на опубликованные промышленные стандарты.
Для любого состава стали в пределах настоящего изобретения температура, которая определяет границу между областью рекристаллизации и областью, где нет рекристаллизации, температура Тнр зависит от химического состава стали и более конкретно от температуры повторного нагрева до прокатки, концентрации углерода, концентрации ниобия и степени уменьшения толщины, заданной при проходе на валках. Специалист в этой области техники сможет определить эту температуру для каждого состава стали или экспериментально, или с помощью расчетов по модели.
За исключением температуры повторного нагрева, которая относится практически ко всей заготовке, следующие ниже значения температуры, на которые ссылаются при описании способа обработки этого изобретения, представляют собой значения, замеренные на поверхности стали. Температура поверхности стали может быть измерена, например, с помощью оптического пирометра или любого другого устройства, подходящего для измерения температуры поверхности стали. Приведенные здесь значения скорости закалки (охлаждения) относятся к центру или практически к центру толщины листа, причем Температура прекращения закалки (ТПЗ) является самой высокой или практически наивысшей температурой, которая реализуется на поверхности листа после прекращения закалки вследствие тепла, перенесенного из середины толщины листа. Специалист в этой области техники сможет определить требуемую температуру и скорость потока закалочной текучей среды для достижения повышенной скорости охлаждения, обращаясь к опубликованным промышленным стандартам.
Условия горячей прокатки настоящего изобретения, в дополнение к операции уменьшения размера мелких зерен аустенита, обеспечивают увеличение плотности дислокации посредством образования зон деформации в зернах аустенита, что приводит к дополнительной очистке микроструктуры, путем ограничения размера продуктов превращения, т.е. мелкозернистого нижнего бейнита и мелкозернистого сетчатого мартенсита, в процессе охлаждения, после окончания прокатки. Если толщина при прокатке в интервале температур рекристаллизации уменьшается ниже описанного здесь интервала, в то время как толщина при прокатке в интервале температур, где нет рекристаллизации, увеличивается выше описанного здесь интервала, зерна аустенита обычно будут недостаточно мелкими по размеру, т. е. образуются крупные зерна аустенита, в результате снижается прочность, а также ударная вязкость стали и возникает повышенная восприимчивость к растрескиванию под действием водорода. С другой стороны, если толщина при прокатке в интервале температур рекристаллизации увеличивается выше описанного здесь интервала, в то время как толщина при прокатке в интервале температур, где нет рекристаллизации, уменьшается ниже описанного здесь интервала, образование зон деформации и дислокационных субструктур в зернах аустенита может не соответствовать обеспечению достаточной степени очистки продуктов превращения, когда сталь охлаждается после завершения прокатки.
После окончания прокатки сталь подвергают закалке от температуры предпочтительно не ниже, чем приблизительно точка превращения Ar3, которую прекращают при температуре не выше чем точка превращения Ar1, т.е. при температуре, при которой завершается превращение аустенита в феррит или в феррит плюс цементит в ходе охлаждения, предпочтительно не выше чем приблизительно 550oС и более предпочтительно не выше чем приблизительно 500oС. Обычно используют закалку водой; однако для осуществления закалки можно использовать любую подходящую текучую среду. В соответствии с настоящим изобретением обычно не применяют длительное охлаждение воздухом между прокаткой и закалкой, так как это прерывает обычный поток материала, проходящего на стадии прокатки и охлаждения на типичном сталепрокатном стане. Однако было установлено, что, прерывая цикл закалки в подходящем интервале температур с последующим охлаждением закаленной стали холодным воздухом, имеющим температуру окружающей среды, до окончательного состояния, получаются особенно выгодные компоненты микроструктуры, без прерывания процесса прокатки, и таким образом с незначительным влиянием на производительность прокатного стана.
Стальной лист, подвергнутый горячей прокатке и закалке, направляется таким образом на окончательную обработку охлаждающим воздухом, которая завершается при температуре не выше, чем точка превращения Ar1, которая не выше чем приблизительно 550oС и более предпочтительно не выше чем приблизительно 500oС. Эту окончательную холодную обработку проводят с целью улучшения ударной вязкости стали, обеспечивая достаточное существенно однородное осаждение частиц мелкодисперсного цементита по всей микроструктуре мелкозернистого низшего бейнита и мелкозернистого сетчатого мартенсита. Кроме того, в зависимости от Температуры прекращения закалки и состава стали могут сформироваться даже более тонко диспергированные осажденные частицы Мо2С и карбонитридов ниобия и ванадия, которые могут увеличить прочность.
Толстолистовая сталь, полученная с помощью описанного способа, обладает высокой прочностью и высокой ударной вязкостью при высокой однородности микроструктуры по всей толщине листа, несмотря на низкое содержание углерода. Например, такой стальной лист обычно обладает пределом текучести по меньшей мере приблизительно 830 МПа, прочностью на растяжение по меньшей мере приблизительно 900 МПа и ударной вязкостью (измеренной при -40oС, например vE-40) по меньшей мере приблизительно 120 Дж, причем эти свойства приемлемы для использования стали в трубопроводе. Кроме того, снижается тенденция размягчения в зоне термического воздействия за счет наличия и дополнительного образования в процессе сварки осадков карбонитридов ниобия и ванадия. Более того, значительно снижается чувствительность стали к растрескиванию под действием водорода.
Зона термического воздействия (ЗТВ) в стали развивается в ходе термического цикла, вызванного сваркой, причем она может простираться приблизительно на 2-5 мм от линии расплава при сварке. В ЗТВ градиент температуры составляет, например, приблизительно от 1400 до 700oС, причем этот интервал охватывает область, в которой обычно происходят явления размягчения, от пониженной до более высокой температуры: размягчение за счет высокой температуры режима отпуска и размягчение за счет аустенизации и медленного охлаждения. При пониженных температурах, около 700oС, присутствуют ванадий, и ниобий, и их карбиды или карбонитриды, которые предотвращают или существенно минимизируют размягчение за счет сохранения высокой плотности дислокации и субструктур; в то время как при повышенных температурах, около 850-950oС, осаждается дополнительное количество карбидов или карбонитридов ванадия и ниобия, которые минимизируют размягчение. Суммарный эффект в ходе термического цикла, вызванного сваркой, заключается в том, что потеря прочности в ЗТВ составляет меньше чем приблизительно 10%, предпочтительно меньше чем приблизительно 5%, относительно прочности основной стали. Таким образом, прочность в зоне термического воздействия составляет по меньшей мере приблизительно 90% от прочности основного металла, предпочтительно по меньшей мере приблизительно 95% от прочности основного металла. Прочность в ЗТВ сохраняется, главным образом, благодаря тому, что общая концентрация ванадия и ниобия составляет больше чем приблизительно 0,06 мас.%, а предпочтительно и ванадий, и ниобий присутствуют в стали в концентрации больше чем приблизительно 0,03 мас.%.
Как хорошо известно из уровня техники трубопровод формуется из листа с использованием известного процесса U-O-Е, в котором листу придают U-образную форму (U), затем ее превращают в кольцевую форму (О), и эту О-форму, после роликовой сварки, расширяют приблизительно на 1% (Е). Формование и расширение, вместе с сопутствующими работе эффектами упрочнения, обеспечивают повышенную прочность трубопроводу.
Следующие примеры служат для иллюстрации описанного выше изобретения.
Предпочтительные варианты обработки с ПНЗ
Согласно настоящему изобретению предпочтительная микроструктура состоит из преимущественно мелкозернистого нижнего бейнита, мелкозернистого сетчатого мартенсита или их смесей. Конкретно для наилучшего сочетания прочности и ударной вязкости, и стойкости к размягчению в ЗТВ более предпочтительная микроструктура состоит из преимущественно мелкозернистого нижнего бейнита, упрочненного в дополнение к частицам цементита мелкодисперсным и стабильным сплавом карбидов, содержащим молибден, ванадий, ниобий или их смеси. Конкретные примеры этих микроструктур представлены ниже.
Согласно настоящему изобретению предпочтительная микроструктура состоит из преимущественно мелкозернистого нижнего бейнита, мелкозернистого сетчатого мартенсита или их смесей. Конкретно для наилучшего сочетания прочности и ударной вязкости, и стойкости к размягчению в ЗТВ более предпочтительная микроструктура состоит из преимущественно мелкозернистого нижнего бейнита, упрочненного в дополнение к частицам цементита мелкодисперсным и стабильным сплавом карбидов, содержащим молибден, ванадий, ниобий или их смеси. Конкретные примеры этих микроструктур представлены ниже.
Влияние Температуры прекращения закалки на микроструктуру
1. Борсодержащие стали с достаточной способностью к упрочнению.
1. Борсодержащие стали с достаточной способностью к упрочнению.
Микроструктура стали, обработанной в процессе прерванной непосредственной закалки (ПНЗ) при скорости закалки приблизительно от 20 до 35oС/с, в основном регулируется способностью стали к упрочнению, которая определяется такими композиционными параметрами, как углеродный эквивалент Сэ и Температура прекращения закалки. Борсодержащие стали с достаточной способностью к упрочнению для толстолистовой стали, имеющие предпочтительную толщину для толстолистовой стали настоящего изобретения, а именно с Сэ больше чем приблизительно 0,45 и меньше чем приблизительно 0,7, особенно пригодны для обработки в ПНЗ, обеспечивая расширенные возможности обработки для получения целевых микроструктур (предпочтительно, преимущественно мелкозернистый нижний бейнит) и механических свойств. Значение ТПЗ для этих сталей может находиться в широком интервале, предпочтительно приблизительно от 550 до 150oС, и при этом еще образуются целевые микроструктуры и свойства. Когда эти стали обрабатывают в ПНЗ при низкой Температуре прекращения закалки, а именно приблизительно при 200oС, их микроструктура представляет собой преимущественно самопроизвольно отпущенный сетчатый мартенсит. Когда ТПЗ возрастает приблизительно до 270oC, микроструктура незначительно отличается от той, которая была при ТПЗ около 200oС, за исключением слабого укрупнения частиц самопроизвольно отпущенного сетчатого мартенсита. В микроструктуре образца, обработанного при ТПЗ приблизительно 295oC обнаружена смесь сетчатого мартенсита (основная часть) и нижнего бейнита. Однако для сетчатого мартенсита наблюдается значительный самопроизвольный отпуск, приводящий к хорошо развитым частицам самопроизвольно отпущенного цементита. Обратимся теперь к фиг. 5, где на микрофотографии 52 приведены микроструктуры упомянутых выше сталей, обработанных при ТПЗ около 200oС, около 270oС и около 295oС. Вновь рассмотрим фиг. 2А и 2В, на которых приведены микрофотографии в светлом и темном поле, демонстрирующие наличие обширных частиц цементита при ТПЗ около 295oС. Эти особенности сетчатого мартенсита могут привести к некоторому снижению предела текучести; однако прочность стали, показанной на фиг.2А и 2В, еще соответствует требованиям для трубопровода. Обратимся теперь к фиг.3 и 5: при увеличении ТПЗ до значения приблизительно 385oС микроструктура стали представляет собой преимущественно нижний бейнит, как видно из фиг.3 и микрофотографии 54 на фиг.5. На фиг.3, электронно-микроскопическом снимке на просвечивание в светлом поле, обнаруживаются характерные осажденные частицы (тонкие выделения) цементита в матрице нижнего бейнита. В сплавах этого примера микроструктура нижнего бейнита характеризуется превосходной стабильностью в ходе термического воздействия, которая сопротивляется размягчению даже в мелкозернистой и межкритической зоне термического воздействия при сварке. Это можно объяснить наличием очень мелкого сплава карбонитридов, содержащих молибден, ванадий и ниобий.
На фиг.4А и 4В приведены электронно-микроскопические снимки на просвечивание соответственно в светлом и темном поле, которые демонстрируют наличие частиц карбидов, имеющих диаметр меньше чем приблизительно 10 нм. Эти мелкие частицы карбидов (тонкие выделения) могут обеспечить значительное увеличение предела текучести.
На фиг. 5 представлена сводка наблюдений микроструктур и свойств, полученных на образце бористой стали с предпочтительными вариантами химического состава. Цифры под точками экспериментальных данных означают Температуру прекращения закалки в градусах Цельсия, при которой получены эти данные. Для этой конкретной стали, при увеличении ТПЗ выше 500oС, например приблизительно до 515oС, преимущественным компонентом микроструктуры стали становится верхний бейнит, как видно из микрофотографии 56 на фиг.5. Кроме того, при ТПЗ около 515oС образуется небольшое, но заметное количество феррита, что также иллюстрируется микрофотографией 56 на фиг.5. Суммарным результатом является то, что существенно снижается прочность без соответствующего улучшения ударной вязкости. В этом опыте было установлено, что следует избегать значительных количеств верхнего бейнита и особенно преобладания микроструктур верхнего бейнита, чтобы получить хорошее сочетание прочности и ударной вязкости.
2. Борсодержащие стали обедненного состава.
Когда борсодержащие стали обедненного состава (Сэ меньше чем приблизительно 0,5 и больше чем приблизительно 0,3) обрабатывают в ПНЗ, получая стальные листы, имеющие предпочтительную толщину для толстолистовой стали настоящего изобретения, образующиеся микроструктуры могут содержать различные количества проэвтектоидного и эвтектоидного ферритов, которые представляют собой гораздо более мягкие фазы, чем микроструктуры стали нижнего бейнита и сетчатого мартенсита. Для достижения целей настоящего изобретения по прочности общее количество мягких фаз должно быть меньше чем приблизительно 40%. В пределах этого ограничения ферритсодержащие бористые стали, обработанные в ПНЗ, могут обеспечить довольно привлекательное значение ударной вязкости при высоком уровне прочности, как показано на фиг.5, для более обедненной борсодержащей стали с ТПЗ приблизительно 200oС. Эта сталь характеризуется смесью феррита и самопроизвольно отпущенного сетчатого мартенсита, причем последняя фаза преобладает в этом образце, как видно из микрофотографии 58 на фиг.5.
3. Стали с достаточной упрочняемостью, практически не содержащие бора.
Для сталей настоящего изобретения, практически не содержащих бора, требуется повышенное содержание других легирующих элементов по сравнению с борсодержащими сталями, для того чтобы достигнуть тот же самый уровень упрочняемости. Поэтому эти стали, практически не содержащие бора, характеризуются высоким углеродным эквивалентом, предпочтительно больше чем приблизительно 0,5 и меньше чем приблизительно 0,7, для того чтобы их можно было эффективно обработать и получить приемлемую микроструктуру и свойства для листов стали, имеющих предпочтительную толщину для толстолистовой стали настоящего изобретения. На фиг.6 приведены данные измерений механических свойств, полученные для стали, практически не содержащей бора, с предпочтительными вариантами химического состава (квадраты), которые сопоставлены с данными механических свойств для борсодержащих сталей настоящего изобретения (кружки). Цифры у каждой экспериментальной точки означают Температуру прекращения закалки (в oС), при которой получены эти данные. Были проведены исследования свойств микроструктуры для стали, практически не содержащей бора. При ТПЗ, равной 534oС, микроструктура стали представляет собой преимущественно феррит с осадками плюс верхний бейнит и двойниковый мартенсит. При ТПЗ, равной 461oС, микроструктура представляет собой преимущественно верхний и нижний бейнит. При ТПЗ, равной 428oС, микроструктура представляет собой преимущественно нижний бейнит с осадками. При ТПЗ, равной 380 и 200oС, микроструктура представляет собой преимущественно сетчатый мартенсит с осадками. В этом примере было установлено, что следует избегать значительных количеств верхнего бейнита и особенно преобладания микроструктур верхнего бейнита, чтобы получить хорошее сочетание прочности и ударной вязкости. Более того, также следует избегать очень высоких значений Температуры прекращения закалки, так как смешанные микроструктуры феррита и двойникового мартенсита не обеспечивают хорошее сочетание прочности и ударной вязкости. Когда стали, практически не содержащие бора, обрабатывают в ПНЗ при Температуре прекращения закалки приблизительно 380oС, их микроструктура представляет собой преимущественно сетчатый мартенсит, как показано на фиг.7. Из этого электронно-микроскопического снимка на просвечивание в светлом поле видна четкая параллельная сетчатая структура с высокой плотностью дислокаций, за счет которой достигается высокая прочность этой структуры. Предполагается, что эта микроструктура является желательной с точки зрения высокой прочности и ударной вязкости. Однако примечательно, что ударная вязкость не столь велика, по сравнению с достигаемой для микроструктур с преимущественно нижним бейнитом, полученных в борсодержащих сталях настоящего изобретения при эквивалентных значениях Температуры прекращения закалки в ПНЗ, или, конечно, при Температурах прекращения закалки столь низких, как приблизительно 200oС. Когда ТПЗ увеличивается приблизительно до 428oС, микроструктура стали быстро изменяется от структуры, содержащей сетчатый мартенсит, до структуры, содержащей преимущественно нижний бейнит. На фиг.8, электронно-микроскопическом снимке на просвечивание в светлом поле, в образце стали D (согласно табл. 2 описания), которая была подвергнута обработке ПНЗ с Температурой прекращения закалки, равной приблизительно 428oС, обнаружены характерные осажденные частицы цементита в матрице нижнего бейнита. В сплавах этого образца микроструктура нижнего бейнита характеризуется отличной стабильностью при термическом воздействии, стойкостью к размягчению даже в мелкозернистой, и субкритической, и межкритической зоне термического воздействия в сварных изделиях. Это можно объяснить наличием очень мелких сплавных карбонитридов, типа содержащих молибден, ванадий и ниобий.
Когда Температуры прекращения закалки повышается приблизительно до 460oС, микроструктура стали с преимущественно нижним бейнитом заменяется другой, содержащей смесь верхнего и нижнего бейнита. Как можно было ожидать, это повышение Температуры прекращения закалки приводит к снижению прочности. Это снижение прочности сопровождается падением ударной вязкости, что приписывается наличию значительной объемной доли верхнего бейнита. На фиг.9 представлен электронно-микроскопический снимок на просвечивание в светлом поле, на котором показана область образца стали D (согласно табл. 2 описания), которая была подвергнута обработке ПНЗ с Температурой прекращения закалки, равной приблизительно 461oС. На микрофотографии проявляется сетка верхнего бейнита, отличающаяся наличием пластинок цементита на границах ферритных сеток бейнита.
При еще более высокой Температуре прекращения закалки, например 534oС, микроструктура стали состоит из смеси осадка, содержащего феррит и двойниковый мартенсит. Электронно-микроскопические снимки на просвечивание в светлом поле, представленные на фиг. 10А и 10В, взяты из областей образца стали D (согласно табл. 2 описания), которая была подвергнута обработке ПНЗ с Температурой прекращения закалки, равной приблизительно 534oС. В этом образце образуется значительное количество феррита, содержащего осадок, наряду с хрупким двойниковым мартенситом. Суммарным результатом является то, что существенно снижается прочность, без соответствующего улучшения ударной вязкости.
Для получения приемлемых свойств сталей настоящего изобретения, практически не содержащих бора, предлагается соответствующий интервал Температуры прекращения закалки, предпочтительно от 200 до 450oС, при этом получаются желательные структуры и свойства стали. При температуре ниже приблизительно 150oС сетчатый мартенсит является слишком жестким для оптимальной ударной вязкости, в то время как при температуре выше приблизительно 450oС сначала в стали образуется слишком много верхнего бейнита и последовательно возрастающие количества феррита, с вредным осадком, и окончательно образуется двойниковый мартенсит, который приводит к плохой ударной вязкости этих образцов.
Свойства микроструктуры этих сталей, практически не содержащих бора, являются результатом не столь желательных характеристик превращений в стали при непрерывном охлаждении. В отсутствие добавки бора образование зародышей феррита не подавляется столь эффективно, как в случае борсодержащей стали. В результате при высоких значениях Температуры прекращения закалки сначала образуются значительные количества феррита в ходе превращения, что вызывает разделение углерода в оставшемся аустените, который в последующем превращается в высокоуглеродистый двойниковый мартенсит. Во-вторых, в отсутствие добавки бора в сталь аналогично не подавляется превращение в высший бейнит, что приводит к нежелательной смешанным микроструктурам высшего и низшего бейнита, которые не обладают соответствующими свойствами ударной вязкости. Тем не менее в случае, когда в сталепрокатном цехе нет опыта последовательного производства борсодержащей стали, обработку в ПНЗ еще можно эффективно использовать для получения сталей с исключительной прочностью и ударной вязкостью, при условии соблюдения сформулированных выше правил при обработке этих сталей, особенно в отношении Температуры прекращения закалки.
Стальные заготовки, обработанные согласно настоящему изобретению, предпочтительно подвергают соответствующему повторному нагреву до прокатки, для того чтобы вызвать желательные воздействия на микроструктуру. Целью повторного нагревания является значительное растворение в аустените карбидов и карбонитридов молибдена, ниобия и ванадия, с тем чтобы эти элементы могли повторно осадиться позднее, в ходе обработки стали, в более желательном виде, т. е. в виде мелких частиц в аустените или в продуктах превращения аустенита, до закалки, а также при охлаждении и сварке. В настоящем изобретении повторное нагревание осуществляют при температурах в интервале приблизительно от 1000 до 1250oС и предпочтительно приблизительно от 1050 до 1150oС. Разработка состава сплава и его термомеханическая обработка приспособлены для получения следующего баланса относительно сильных агентов формирования карбонитридов, особенно ниобия и ванадия:
- приблизительно одна треть этих элементов предпочтительно осаждается в аустените до закалки,
- приблизительно одна треть этих элементов предпочтительно осаждается в продуктах превращения аустенита при охлаждении после закалки,
- приблизительно одна треть этих элементов предпочтительно остается в твердом растворе, чтобы они были доступны для осаждения в зоне термического воздействия, для того чтобы улучшить процесс обычного размягчения, наблюдающийся в сталях, имеющих предел текучести больше чем 550 МПа.
- приблизительно одна треть этих элементов предпочтительно осаждается в аустените до закалки,
- приблизительно одна треть этих элементов предпочтительно осаждается в продуктах превращения аустенита при охлаждении после закалки,
- приблизительно одна треть этих элементов предпочтительно остается в твердом растворе, чтобы они были доступны для осаждения в зоне термического воздействия, для того чтобы улучшить процесс обычного размягчения, наблюдающийся в сталях, имеющих предел текучести больше чем 550 МПа.
Режим прокатки, использованный для получения образцов стали, дан в табл. 1.
Эти образцы стали закаливали от конечной температуры прокатки до Температуры прекращения закалки со скоростью охлаждения 35oС/сек с последующим охлаждением воздухом до температуры окружающей среды. При этой обработке ПНЗ получают желаемую микроструктуру, содержащую преимущественно мелкозернистый нижний бейнит, мелкозернистый сетчатый мартенсит или их смеси.
Обращаясь вновь к фиг.6, можно видеть, что можно подготовить состав и получить сталь D (табл. 2), которая практически не содержит бора (нижний ряд экспериментальных точек, соединенных пунктирной линией), а также стали Н и I (табл. 2), которые содержат заданное небольшое количество бора (верхний ряд экспериментальных точек, между параллельными линиями), таким образом, что эти стали имеют прочность на растяжение более 900 МПа и ударную вязкость при -40oС свыше 120 Дж, например vE-40 свыше 120 Дж. В каждом случае полученная сталь характеризуется преимущественно мелкозернистым нижним бейнитом и/или мелкозернистым сетчатым мартенситом. Как показано экспериментальной точкой, помеченной "534" (означает Температуру прекращения закалки в градусах Цельсия, при которой получен этот образец), когда технологические параметры находятся вне пределов способа настоящего изобретения, образовавшаяся микроструктура (феррит с осадками плюс верхний бейнит и/или двойниковый мартенсит или сетчатый мартенсит) не является целевой микроструктурой стали настоящего изобретения, причем прочность на растяжение или ударная вязкость, или оба показателя становятся хуже заданных пределов для применения стали в трубопроводах.
Примеры сталей, составленных в соответствии с настоящим изобретением, приведены в табл. 2. Стали, обозначенные как А - D, практически не содержат бора, тогда как образцы Е - I содержат добавку бора.
Стали, обработанные согласно способу настоящего изобретения, пригодны для использования в производстве трубопроводов, но не ограничиваются этим применением. Такие стали могут быть использованы в других областях, например в качестве конструкционных сталей.
Хотя это изобретение описано в виде предпочтительных вариантов осуществления, следует понимать, что могут быть произведены другие модификации, без отклонения от объема изобретения, который изложен в следующей ниже формуле изобретения.
Словарь терминов
Точка превращения Ac1: температура, при которой в ходе нагревания начинает формироваться аустенит.
Точка превращения Ac1: температура, при которой в ходе нагревания начинает формироваться аустенит.
Точка превращения Ar1: температура, при которой в ходе охлаждения заканчивается превращение аустенита в феррит или феррит плюс цементит.
Точка превращения Аr3: температура, при которой в ходе охлаждения аустенит начинает превращаться в феррит.
Цементит: карбиды железа.
Сэ (углеродный эквивалент): хорошо известный технический термин, используемый для определения способности к сварке, также Сэ = мас.% С + мас.% Mn/6 + (мас.% Cr + мас.% Мо + мас.% V)/5 + (мас.% Cu + мac.% Ni)/15.
ESSP представляет собой показатель, связанный с регулированием формы сульфидных включений в стали, также
ESSP = (мас.% Са)[1 - 124(мас.% О)]/1,25(мас.% S).
ESSP = (мас.% Са)[1 - 124(мас.% О)]/1,25(мас.% S).
Fe23(С, В)6: тип борокарбида железа.
ЗТВ: зона термического воздействия.
ПНЗ: прерванная непосредственная закалка.
Обедненный химический состав: Сэ меньше чем приблизительно 0,50.
Мо2С: тип карбида молибдена.
Nb (C, N): карбонитрид ниобия.
Рсм: хорошо известный технический термин для выражения способности к сварке, также Рсм = мас.% С + мac.% Si/30 + (мас.% Mn + мас.% Cu + мас.% Cr)/20 + маc.% Ni/60 + мас.% Мо/15 + мас.% V/10 + 5 мас.% В)).
Преимущественно: как используется в описании настоящего изобретения, означает по меньшей мере приблизительно 50 об.%.
Закалка: как используется в описании настоящего изобретения, означает ускоренное охлаждение с помощью любого средства, при котором используется текучая среда, выбранная для обеспечения увеличения скорости охлаждения стали, по сравнению с охлаждением стали воздухом.
Скорость закалки (охлаждения): скорость охлаждения в центре или практически в центре толщины листа.
Температура прекращения закалки (ТПЗ): самая высокая или практически наивысшая температура, которая реализуется на поверхности листа после прекращения закалки вследствие тепла, перенесенного из середины толщины листа.
РЗМ: редкоземельные металлы.
Температура Тнр: температура, ниже которой не происходит рекристаллизация аустенита.
V (C, N): карбонитрид ванадия.
vE-40: энергия удара, определяемая в испытании образцов с V-надрезом по Шарпи при -40oС.
Claims (13)
1. Низколегированная, практически не содержащая бора сталь, включающая углерод, марганец, ниобий, ванадий, молибден, титан и железо, отличающаяся тем, что она имеет прочность на растяжение по меньшей мере 900 МПа, ударную вязкость, измеренную в испытании образцов с V-надрезом по Шарпи при -40oС, по меньшей мере 120 Дж и микроструктуру, содержащую преимущественно мелкозернистый нижний бейнит, мелкозернистый сетчатый мартенсит или их смесь, образованную из практически нерекристаллизованных зерен аустенита, при этом сталь содержит компоненты в следующем соотношении, мас. %:
Углерод - 0,03-0,10
Марганец - 1,6-2,1
Ниобий - 0,01-0,10
Ванадий - 0,01-0,1
Молибден - 0,3-0,6
Титан - 0,005-0,03
Железо - Остальное
причем углеродный эквивалент Сэ стали находится в интервале 0,5 ≤ Сэ ≤ 0,7, а показатель свариваемости Рсм ≤ 0,35.
Углерод - 0,03-0,10
Марганец - 1,6-2,1
Ниобий - 0,01-0,10
Ванадий - 0,01-0,1
Молибден - 0,3-0,6
Титан - 0,005-0,03
Железо - Остальное
причем углеродный эквивалент Сэ стали находится в интервале 0,5 ≤ Сэ ≤ 0,7, а показатель свариваемости Рсм ≤ 0,35.
2. Сталь по п. 1, отличающаяся тем, что она дополнительно содержит по меньшей мере один компонент, выбранный из группы, включающей, мас. %:
Кремний - 0-0,6
Медь - 0-1,0
Никель - 0-1,0
Хром - 0-1,0
Кальций - 0-0,006
Алюминий - 0-0,06
РЗМ - 0-0,02
Магний - 0-0,006
3. Сталь по п. 1, отличающаяся тем, что она дополнительно содержит тонкие выделения цементита.
Кремний - 0-0,6
Медь - 0-1,0
Никель - 0-1,0
Хром - 0-1,0
Кальций - 0-0,006
Алюминий - 0-0,06
РЗМ - 0-0,02
Магний - 0-0,006
3. Сталь по п. 1, отличающаяся тем, что она дополнительно содержит тонкие выделения цементита.
4. Сталь по п. 1, отличающаяся тем, что она дополнительно содержит выделения карбидов или карбонитридов ванадия, ниобия и молибдена.
5. Сталь по п. 4, отличающаяся тем, что общее содержание в ней ванадия и ниобия больше 0,06 мас. %.
6. Сталь по п. 4, отличающаяся тем, что содержание в ней ванадия и ниобия по каждому из компонентов больше 0,03 мас. %.
7. Сталь по п. 1, отличающаяся тем, что ее микроструктура представляет собой преимущественно мелкозернистый нижний бейнит.
8. Сталь по п. 1, отличающаяся тем, что она выполнена в виде листа толщиной, по меньшей мере, 10 мм.
9. Сталь по п. 1, отличающаяся тем, что она содержит 0,05-0,09 мас. % углерода.
10. Сталь по п. 1, отличающаяся тем, что она содержит 0,2-1,0 мас. % никеля.
11. Сталь по п. 1, отличающаяся тем, что она содержит 0,03-0,06 мас. % ниобия.
12. Сталь по п. 1, отличающаяся тем, что она содержит 0,03-0,08 мас. % ванадия.
13. Сталь по п. 1, отличающаяся тем, что она содержит 0,015-0,02 мас. % титана.
14. Сталь по п. 1, отличающаяся тем, что она содержит 0,001-0,06 мас. % алюминия.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US5396497P | 1997-07-28 | 1997-07-28 | |
| US60/053,964 | 1997-07-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2000104834A RU2000104834A (ru) | 2001-11-10 |
| RU2215813C2 true RU2215813C2 (ru) | 2003-11-10 |
Family
ID=21987778
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2000104834/02A RU2215813C2 (ru) | 1997-07-28 | 1998-07-28 | Низколегированная, практически не содержащая бора сталь |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US6224689B1 (ru) |
| EP (1) | EP1025271B1 (ru) |
| JP (1) | JP4105380B2 (ru) |
| KR (1) | KR100375085B1 (ru) |
| CN (1) | CN1087357C (ru) |
| AT (1) | ATE307912T1 (ru) |
| AU (1) | AU736152B2 (ru) |
| BR (1) | BR9811059A (ru) |
| CA (1) | CA2295586C (ru) |
| DE (1) | DE69832088T2 (ru) |
| ES (1) | ES2251096T3 (ru) |
| RU (1) | RU2215813C2 (ru) |
| UA (1) | UA57798C2 (ru) |
| WO (1) | WO1999005334A1 (ru) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2281975C1 (ru) * | 2004-12-06 | 2006-08-20 | Федеральное государственное унитарное предприятие "Комбинат "Электрохимприбор" | Способ определения причины пониженной ударной вязкости низкоуглеродистых сталей |
| RU2338807C1 (ru) * | 2007-03-05 | 2008-11-20 | Юлия Алексеевна Щепочкина | Сталь |
| RU2470085C1 (ru) * | 2009-05-21 | 2012-12-20 | Ниппон Стил Корпорейшн | Сталь для сварной конструкции и способ ее получения |
| RU2502820C1 (ru) * | 2009-09-30 | 2013-12-27 | ДжФЕ СТИЛ КОРПОРЕЙШН | Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высоким равномерным относительным удлинением, и способ ее изготовления |
| US8668784B2 (en) | 2009-05-19 | 2014-03-11 | Nippon Steel & Sumitomo Metal Corporation | Steel for welded structure and producing method thereof |
| RU2669487C2 (ru) * | 2013-12-11 | 2018-10-11 | Арселормиттал | Высокопрочная сталь и способ изготовления |
| RU2711698C2 (ru) * | 2013-01-22 | 2020-01-21 | Баошан Айрон Энд Стил Ко., Лтд. | Высокопрочная стальная полоса и способ ее производства |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3519966B2 (ja) * | 1999-01-07 | 2004-04-19 | 新日本製鐵株式会社 | 低温靱性に優れた超高強度ラインパイプおよびその製造法 |
| JP4013549B2 (ja) | 2000-02-02 | 2007-11-28 | Jfeスチール株式会社 | ラインパイプ用高強度高靱性継目無鋼管およびその製造方法 |
| EP1297910B8 (en) * | 2000-06-09 | 2008-10-01 | Nippon Steel Corporation | Method of producing a high-strength steel pipe |
| EP1325966B1 (en) * | 2000-09-12 | 2009-04-01 | JFE Steel Corporation | Super-high strength cold-rolled steel sheet and method for production thereof |
| US6650457B2 (en) * | 2001-05-21 | 2003-11-18 | Gentex Corporation | Rearview mirror constructed for efficient assembly |
| US7048810B2 (en) * | 2001-10-22 | 2006-05-23 | Exxonmobil Upstream Research Company | Method of manufacturing hot formed high strength steel |
| CA2468163A1 (en) | 2001-11-27 | 2003-06-05 | Exxonmobil Upstream Research Company | Cng fuel storage and delivery systems for natural gas powered vehicles |
| US6852175B2 (en) * | 2001-11-27 | 2005-02-08 | Exxonmobil Upstream Research Company | High strength marine structures |
| US20050106411A1 (en) * | 2002-02-07 | 2005-05-19 | Jfe Steel Corporation | High strength steel plate and method for production thereof |
| EP2192205B1 (en) * | 2003-10-17 | 2013-06-12 | Nippon Steel & Sumitomo Metal Corporation | High-strength steel sheets excellent in hole-expandability and ductility and a method for producing the same |
| JP4781767B2 (ja) * | 2005-10-05 | 2011-09-28 | 三菱重工業株式会社 | 高温用構造体の製造方法 |
| WO2007051080A2 (en) * | 2005-10-24 | 2007-05-03 | Exxonmobil Upstream Research Company | High strength dual phase steel with low yield ratio, high toughness and superior weldability |
| JP4751224B2 (ja) * | 2006-03-28 | 2011-08-17 | 新日本製鐵株式会社 | 靭性と溶接性に優れた機械構造用高強度シームレス鋼管およびその製造方法 |
| KR100851189B1 (ko) * | 2006-11-02 | 2008-08-08 | 주식회사 포스코 | 저온인성이 우수한 초고강도 라인파이프용 강판 및 그제조방법 |
| EP2128288B1 (en) * | 2007-01-31 | 2013-10-09 | JFE Steel Corporation | High tensile steel products excellent in the resistance to delayed fracture and process for production of the same |
| KR101018131B1 (ko) * | 2007-11-22 | 2011-02-25 | 주식회사 포스코 | 저온인성이 우수한 고강도 저항복비 건설용 강재 및 그제조방법 |
| US9011936B2 (en) * | 2009-10-16 | 2015-04-21 | Naturex, S.A. | Extract of Rosmarinus officinalis L. leaves for pharmaceutical applications |
| CN101805820A (zh) * | 2010-04-22 | 2010-08-18 | 山西太钢不锈钢股份有限公司 | 一种塑料模具钢的预硬化处理方法 |
| CN102011068B (zh) * | 2010-12-13 | 2012-07-25 | 首钢总公司 | 一种800MPa级低屈强比结构钢板及其生产方法 |
| US10974349B2 (en) * | 2010-12-17 | 2021-04-13 | Magna Powertrain, Inc. | Method for gas metal arc welding (GMAW) of nitrided steel components using cored welding wire |
| CN105506494B (zh) | 2014-09-26 | 2017-08-25 | 宝山钢铁股份有限公司 | 一种屈服强度800MPa级高韧性热轧高强钢及其制造方法 |
| JP6314921B2 (ja) * | 2015-06-25 | 2018-04-25 | Jfeスチール株式会社 | 曲げ加工性に優れた低降伏比高張力厚鋼板およびその製造方法 |
| KR20170074319A (ko) | 2015-12-21 | 2017-06-30 | 주식회사 포스코 | 저온인성 및 수소유기균열 저항성이 우수한 후판 강재 및 그 제조방법 |
| CN106906413A (zh) * | 2015-12-22 | 2017-06-30 | 宝山钢铁股份有限公司 | 一种大线能量焊接热影响区韧性优异的厚钢板及其制造方法 |
| KR101736638B1 (ko) * | 2015-12-23 | 2017-05-30 | 주식회사 포스코 | 수소유기 균열 (hic) 저항성이 우수한 압력용기용 강재 및 그 제조방법 |
| CN106636590B (zh) * | 2016-12-02 | 2018-04-03 | 燕山大学 | 一种可替代调质处理的中碳钢热机械处理方法 |
| CN114959439B (zh) * | 2021-02-25 | 2023-05-09 | 宝山钢铁股份有限公司 | 一种高强韧贝氏体地质钻探管及其制造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU631555A1 (ru) * | 1977-05-05 | 1978-11-05 | Мурманское высшее инженерное морское училище им.Ленинского комсомола | Сталь |
| RU2022047C1 (ru) * | 1991-11-20 | 1994-10-30 | Акционерное общество "Ижорские заводы" | Сталь |
| US5531842A (en) * | 1994-12-06 | 1996-07-02 | Exxon Research And Engineering Company | Method of preparing a high strength dual phase steel plate with superior toughness and weldability (LAW219) |
| US5545270A (en) * | 1994-12-06 | 1996-08-13 | Exxon Research And Engineering Company | Method of producing high strength dual phase steel plate with superior toughness and weldability |
| US5545269A (en) * | 1994-12-06 | 1996-08-13 | Exxon Research And Engineering Company | Method for producing ultra high strength, secondary hardening steels with superior toughness and weldability |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57134514A (en) * | 1981-02-12 | 1982-08-19 | Kawasaki Steel Corp | Production of high-tensile steel of superior low- temperature toughness and weldability |
| JPS605647B2 (ja) | 1981-09-21 | 1985-02-13 | 川崎製鉄株式会社 | 低温靭性と溶接性に優れたボロン含有非調質高張力鋼の製造方法 |
| JPH02250941A (ja) * | 1989-03-24 | 1990-10-08 | Sumitomo Metal Ind Ltd | 低炭素クロムモリブデン鋼及びその製造方法 |
| JP3246993B2 (ja) * | 1993-10-29 | 2002-01-15 | 新日本製鐵株式会社 | 低温靭性に優れた厚鋼板の製造方法 |
| JPH07292416A (ja) | 1994-04-22 | 1995-11-07 | Nippon Steel Corp | 超高強度ラインパイプ用鋼板の製造方法 |
| JP3550726B2 (ja) | 1994-06-03 | 2004-08-04 | Jfeスチール株式会社 | 低温靱性に優れた高張力鋼の製造方法 |
| JPH08104922A (ja) | 1994-10-07 | 1996-04-23 | Nippon Steel Corp | 低温靱性の優れた高強度鋼管の製造方法 |
| US5900075A (en) | 1994-12-06 | 1999-05-04 | Exxon Research And Engineering Co. | Ultra high strength, secondary hardening steels with superior toughness and weldability |
| JPH08176659A (ja) | 1994-12-20 | 1996-07-09 | Sumitomo Metal Ind Ltd | 低降伏比高張力鋼の製造方法 |
| CA2186476C (en) | 1995-01-26 | 2001-01-16 | Hiroshi Tamehiro | Weldable high strength steel having excellent low temperature toughness |
| US5755895A (en) | 1995-02-03 | 1998-05-26 | Nippon Steel Corporation | High strength line pipe steel having low yield ratio and excellent in low temperature toughness |
| JPH08311549A (ja) | 1995-03-13 | 1996-11-26 | Nippon Steel Corp | 超高強度鋼管の製造方法 |
| JPH08311550A (ja) | 1995-03-13 | 1996-11-26 | Nippon Steel Corp | 超高強度鋼管用鋼板の製造方法 |
| JPH08311548A (ja) | 1995-03-13 | 1996-11-26 | Nippon Steel Corp | 溶接部靭性の優れた超高強度鋼管用鋼板の製造方法 |
| JP3314295B2 (ja) | 1995-04-26 | 2002-08-12 | 新日本製鐵株式会社 | 低温靱性に優れた厚鋼板の製造方法 |
| JP3612115B2 (ja) | 1995-07-17 | 2005-01-19 | 新日本製鐵株式会社 | 低温靭性に優れた超高強度鋼板の製造方法 |
| JP3258207B2 (ja) | 1995-07-31 | 2002-02-18 | 新日本製鐵株式会社 | 低温靭性の優れた超高張力鋼 |
-
1998
- 1998-07-28 AU AU86674/98A patent/AU736152B2/en not_active Ceased
- 1998-07-28 EP EP98938068A patent/EP1025271B1/en not_active Expired - Lifetime
- 1998-07-28 KR KR10-2000-7000910A patent/KR100375085B1/ko not_active Expired - Lifetime
- 1998-07-28 DE DE69832088T patent/DE69832088T2/de not_active Expired - Lifetime
- 1998-07-28 JP JP2000504300A patent/JP4105380B2/ja not_active Expired - Lifetime
- 1998-07-28 CA CA002295586A patent/CA2295586C/en not_active Expired - Lifetime
- 1998-07-28 CN CN98807745A patent/CN1087357C/zh not_active Expired - Lifetime
- 1998-07-28 WO PCT/US1998/015630 patent/WO1999005334A1/en not_active Ceased
- 1998-07-28 RU RU2000104834/02A patent/RU2215813C2/ru not_active IP Right Cessation
- 1998-07-28 UA UA2000021128A patent/UA57798C2/ru unknown
- 1998-07-28 AT AT98938068T patent/ATE307912T1/de active
- 1998-07-28 BR BR9811059-4A patent/BR9811059A/pt not_active IP Right Cessation
- 1998-07-28 ES ES98938068T patent/ES2251096T3/es not_active Expired - Lifetime
- 1998-07-28 US US09/123,859 patent/US6224689B1/en not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU631555A1 (ru) * | 1977-05-05 | 1978-11-05 | Мурманское высшее инженерное морское училище им.Ленинского комсомола | Сталь |
| RU2022047C1 (ru) * | 1991-11-20 | 1994-10-30 | Акционерное общество "Ижорские заводы" | Сталь |
| US5531842A (en) * | 1994-12-06 | 1996-07-02 | Exxon Research And Engineering Company | Method of preparing a high strength dual phase steel plate with superior toughness and weldability (LAW219) |
| US5545270A (en) * | 1994-12-06 | 1996-08-13 | Exxon Research And Engineering Company | Method of producing high strength dual phase steel plate with superior toughness and weldability |
| US5545269A (en) * | 1994-12-06 | 1996-08-13 | Exxon Research And Engineering Company | Method for producing ultra high strength, secondary hardening steels with superior toughness and weldability |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2281975C1 (ru) * | 2004-12-06 | 2006-08-20 | Федеральное государственное унитарное предприятие "Комбинат "Электрохимприбор" | Способ определения причины пониженной ударной вязкости низкоуглеродистых сталей |
| RU2338807C1 (ru) * | 2007-03-05 | 2008-11-20 | Юлия Алексеевна Щепочкина | Сталь |
| US8668784B2 (en) | 2009-05-19 | 2014-03-11 | Nippon Steel & Sumitomo Metal Corporation | Steel for welded structure and producing method thereof |
| RU2470085C1 (ru) * | 2009-05-21 | 2012-12-20 | Ниппон Стил Корпорейшн | Сталь для сварной конструкции и способ ее получения |
| RU2470085C9 (ru) * | 2009-05-21 | 2013-09-20 | Ниппон Стил Корпорейшн | Сталь для сварной конструкции и способ ее получения |
| US8920713B2 (en) | 2009-05-21 | 2014-12-30 | Nippon Steel & Sumitomo Metal Corporation | Steel for welded structure and producing method thereof |
| RU2502820C1 (ru) * | 2009-09-30 | 2013-12-27 | ДжФЕ СТИЛ КОРПОРЕЙШН | Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высоким равномерным относительным удлинением, и способ ее изготовления |
| RU2711698C2 (ru) * | 2013-01-22 | 2020-01-21 | Баошан Айрон Энд Стил Ко., Лтд. | Высокопрочная стальная полоса и способ ее производства |
| US11268176B2 (en) | 2013-01-22 | 2022-03-08 | Baoshan Iron & Steel Co., Ltd. | High strength steel plate and manufacturing method thereof |
| RU2669487C2 (ru) * | 2013-12-11 | 2018-10-11 | Арселормиттал | Высокопрочная сталь и способ изготовления |
| US10597745B2 (en) | 2013-12-11 | 2020-03-24 | Arcelormittal | High strength steel and manufacturing method |
Also Published As
| Publication number | Publication date |
|---|---|
| KR100375085B1 (ko) | 2003-03-07 |
| CN1087357C (zh) | 2002-07-10 |
| AU8667498A (en) | 1999-02-16 |
| US6224689B1 (en) | 2001-05-01 |
| KR20010022331A (ko) | 2001-03-15 |
| EP1025271A1 (en) | 2000-08-09 |
| JP4105380B2 (ja) | 2008-06-25 |
| UA57798C2 (ru) | 2003-07-15 |
| CA2295586C (en) | 2007-05-15 |
| ES2251096T3 (es) | 2006-04-16 |
| CA2295586A1 (en) | 1999-02-04 |
| EP1025271A4 (en) | 2001-07-18 |
| ATE307912T1 (de) | 2005-11-15 |
| AU736152B2 (en) | 2001-07-26 |
| JP2001511481A (ja) | 2001-08-14 |
| CN1265711A (zh) | 2000-09-06 |
| DE69832088T2 (de) | 2006-07-13 |
| BR9811059A (pt) | 2000-09-19 |
| WO1999005334A1 (en) | 1999-02-04 |
| EP1025271B1 (en) | 2005-10-26 |
| DE69832088D1 (de) | 2005-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2215813C2 (ru) | Низколегированная, практически не содержащая бора сталь | |
| AU736035B2 (en) | Ultra-high strength, weldable steels with excellent ultra-low temperature toughness | |
| RU2210603C2 (ru) | Способ получения сверхвысокопрочных свариваемых сталей | |
| AU736078B2 (en) | Ultra-high strength, weldable, boron-containing steels with superior toughness | |
| US7815755B2 (en) | Seamless steel pipe and manufacturing method thereof | |
| JP6492862B2 (ja) | 低温用厚鋼板及びその製造方法 | |
| JP2024500851A (ja) | 低温衝撃靭性に優れた極厚物鋼材及びその製造方法 | |
| JP2022510214A (ja) | 冷間加工性及びssc抵抗性に優れた超高強度鋼材及びその製造方法 | |
| JP2020509181A (ja) | 低温靭性及び後熱処理特性に優れた耐サワー厚板鋼材及びその製造方法 | |
| WO2023223694A1 (ja) | 鋼板およびその製造方法 | |
| JP2025521378A (ja) | 強度及び低温衝撃靭性に優れたフランジ用極厚物鋼材及びその製造方法 | |
| JP7197699B2 (ja) | 水素誘起割れ抵抗性に優れた圧力容器用鋼材及びその製造方法 | |
| JPH07109519A (ja) | 耐水素誘起割れ性および低温靭性の優れた高強度鋼板の製造法 | |
| KR20240100530A (ko) | 강판 및 그 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20120729 |