CN108116871B - 货物搬入搬出装置 - Google Patents
货物搬入搬出装置 Download PDFInfo
- Publication number
- CN108116871B CN108116871B CN201711214420.XA CN201711214420A CN108116871B CN 108116871 B CN108116871 B CN 108116871B CN 201711214420 A CN201711214420 A CN 201711214420A CN 108116871 B CN108116871 B CN 108116871B
- Authority
- CN
- China
- Prior art keywords
- conveyor
- chain
- conveying
- cargo
- pallet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/52—Devices for transferring articles or materials between conveyors i.e. discharging or feeding devices
- B65G47/64—Switching conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G17/00—Conveyors having an endless traction element, e.g. a chain, transmitting movement to a continuous or substantially-continuous load-carrying surface or to a series of individual load-carriers; Endless-chain conveyors in which the chains form the load-carrying surface
- B65G17/26—Conveyors having an endless traction element, e.g. a chain, transmitting movement to a continuous or substantially-continuous load-carrying surface or to a series of individual load-carriers; Endless-chain conveyors in which the chains form the load-carrying surface comprising a series of co-operating units, e.g. interconnected by pivots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0235—Containers
- B65G2201/0258—Trays, totes or bins
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Intermediate Stations On Conveyors (AREA)
- Warehouses Or Storage Devices (AREA)
Abstract
本发明提供一种货物搬入搬出装置。通过使用一个马达驱动货物输送用链式输送机和空托盘输送用链式输送机,实现活动框架的轻型化、节能及成本减少。货物搬入搬出装置(2)具备左右成对的货物输送用链式输送机(3)和空托盘输送用链式输送机(4)。各链式输送机被设置于上端部被吊装的左右活动框架(21L、21R)。货物输送用链式输送机具有张紧设置于链轮(32)~(36)之间的第一输送机链(30)。空托盘输送用链式输送机具有张紧设置于链轮(41、42)之间的第二输送机链(40)。在各活动框架设置有使第一输送机链做行走动作的马达(5)和将马达的驱动力传递到第二输送机链的动力传递机构(6)。第一输送机链、第二输送机链向相反方向行走。
Description
技术领域
本发明涉及用于将货物相对于升降输送机构的升降工作台搬入搬出的货物搬入搬出装置。本发明特别涉及用于将装载有货物的托盘和未装载有货物的空托盘相对于升降输送机构的升降工作台搬入搬出的货物搬入搬出装置。
背景技术
以往,如图9所示,作为将货物载置于托盘并跨多个楼层进行输送的货物输送装置,有由升降输送机构1和货物搬入搬出装置2构成的货物输送装置,该升降输送装置1沿塔体13在地表楼层与其它楼层(例如2楼)之间使升降工作台10做升降动作来运输货物,该货物搬入搬出装置2在地表楼层和2楼的地面上与升降输送机构1的出入口G1、G2对置设置(例如,参见专利文献1)。
升降工作台10分上下两层设置有:第一输送机11,其用于输送装载有货物的托盘P1;和第二输送机(未图示),其用于输送未装载有货物的空托盘P2。使各楼层的货物搬入搬出装置2相对于该升降工作台10动作,由此将装载有货物的托盘P1搬入或搬出,或者将空托盘P2搬入或搬出。
各楼层的货物搬入搬出装置2由左右成对的货物搬入搬出机构2L、2R构成。各货物搬入搬出机构2L、2R具备:货物输送用链式输送机3,其用于将装载有货物的托盘P1相对于升降工作台10的第一输送机11搬入搬出;空托盘输送用链式输送机4,其用于将空托盘P2相对于升降工作台10的第二输送机搬入搬出;以及装卸机构7,其用于将装载有货物的托盘P1和空托盘P2相对于左右成对的货物输送用链式输送机3、3和左右成对的空托盘输送用链式输送机4、4装卸。
左右成对的货物输送用链式输送机3、3和左右成对的空托盘输送用链式输送机4、4分别设置于左右成对的活动框架21L、21R(图10示出)。各活动框架21L、21R以隔着将装载有货物的托盘P1和空托盘P2相对于升降工作台10搬入搬出的作业空间S相互对置的方式,各自的上端部被吊装于固定框架的上部框架25。
图10示出一个货物搬入搬出机构(图9中位于右侧的货物搬入搬出机构)2R的结构。此外,另一个货物搬入搬出机构2L的结构也与之相同,故省略图示和说明。
在设置于货物搬入搬出机构2R的活动框架21R连接有往复运动机构(未图示),该往复运动机构用于使左右成对的活动框架21L、21R一起摆动,从而使货物输送用链式输送机3、3和空托盘输送用链式输送机4、4相对于作业空间S做前进动作和后退动作。
在活动框架21R的靠作业空间S侧的面,分上下两层设置有货物输送用链式输送机3和空托盘输送用链式输送机4。在货物输送用链式输送机3的两端部的链轮101、102之间呈环状张紧设置有第一输送机链103,通过使用能够正反转的马达M1驱动一个链轮101,由此第一输送机链103沿货物搬出方向和货物搬入方向中的某个方向都行走。
在空托盘输送用链式输送机4的两端部的链轮104、105之间呈环状地张紧设置有第二输送机链106,通过使用能够正反转的马达M2驱动一个链轮104,由此第二输送机链106沿托盘搬出方向和托盘搬入方向中的哪个方向都行走。
专利文献1:日本特许第3896373号公报
在上述结构的货物搬入搬出装置中,货物输送用链式输送机3由独立的马达M1驱动,空托盘输送用链式输送机4由独立的马达M2驱动,因此需要在各活动框架21L、21R分别搭载两个马达M1、M2,各活动框架21L、21R受到的载荷增大。另外,空托盘输送用链式输送机4尽管输送空托盘所需的动力小,但也被分配了一个马达M2,会消耗不必要的能量。并且,还需要用于使两个马达M1、M2同步运转的控制,而相应地,使控制复杂化。并且,驱动空托盘输送用链式输送机4的马达M2设置于上下链式输送机3、4之间,因此在使用高效率马达作为马达M2的情况下,由于马达M2增大,因此需要将链式输送机3、4之间的间隔设定得大,从而导致活动框架21L、21R大型化。
发明内容
本发明鉴于上述问题而产生,目的在于提供通过使用一个马达驱动货物输送用链式输送机和空托盘输送用链式输送机来实现活动框架的轻型化、节能、成本减少的货物搬入搬出装置。
本发明的货物搬入搬出装置用于相对于分上下两层设置有用于对装载有货物的托盘进行输送的第一输送机和用于对空托盘进行输送的第二输送机的升降输送机构的升降工作台,在规定楼层的出入口将装载有货物的托盘和空托盘搬入搬出,该货物搬入搬出装置一上一下地具备:用于将装载有货物的托盘搬入搬出的左右成对的货物输送用链式输送机、和用于将空托盘搬入搬出的左右成对的空托盘输送用链式输送机。货物输送用链式输送机和空托盘输送用链式输送机分别以隔着作业空间而相互对置的方式被设置于被以能够摆动的方式吊装的左右成对的活动框架,其中的作业空间为将装载有货物的托盘和空托盘相对于升降工作台搬入搬出的作业空间。货物输送用链式输送机具有第一输送机链,第一输送机链以对装载有货物的托盘进行支承和输送的上边部沿正反各方向水平行走的方式呈环状地张紧设置于多个链轮间。空托盘输送用链式输送机具有第二输送机链,第二输送机链以支承和输送空托盘的上边部沿正反各方向水平行走的方式呈环状地张紧设置于多个链轮间。在各活动框张紧设置有:马达,其能够正反转,使第一输送机链和第二输送机链中的任一者做行走动作;和动力传递机构,其将马达的供给到一个输送机链的驱动力传递到另一个输送机链并使另一个输送机链向与一个输送机链相反的方向行走。
使用上述结构的货物搬入搬出装置执行装载有货物的托盘相对于升降工作台的搬入搬出和空托盘相对于升降工作台的搬入搬出。为了将装载有货物的托盘搬出并将装载有货物的托盘搬入升降工作台上,首先,使左右成对的活动框架向外侧摆动,并使左右成对的货物输送用链式输送机和空托盘输送用链式输送机从作业空间后退,之后使用装卸机构、叉车等将装载有货物的托盘提升至货物输送用链式输送机的上方位置。在提升装载有该货物的托盘时,各链式输送机从作业空间的两侧缘退避到外侧区域,因此各链式输送机不会妨碍装载有货物的托盘的提升。
接下来,使左右成对的各活动框架向内侧摆动并使货物输送用链式输送机和空托盘输送用链式输送机前进至作业空间的两侧缘,之后使装载有货物的托盘下降些许,卸到货物输送用链式输送机上。
接下来,若将搭载于各活动框架的马达向规定方向驱动,则左右成对的货物输送用链式输送机被驱动,第一输送机链沿货物搬出方向行走。各马达的驱动力经由动力传递机构被传递到空托盘输送用链式输送机,空托盘输送用链式输送机的第二输送机链沿托盘搬入方向行走。与马达的驱动同时,向货物搬入方向驱动升降工作台的第一输送机,并向托盘搬出方向驱动第二输送机。由此,货物输送用链式输送机上的装载有货物的托盘被搬出,并被搬入到升降工作台的第一输送机上。同时,升降工作台的第二输送机上的空托盘被搬出,并被搬入到空托盘输送用链式输送机上。
接下来,若支承和提升空托盘输送用链式输送机上的空托盘,使左右成对的活动框架向外侧摆动,并使货物输送用链式输送机和空托盘输送用链式输送机从作业空间后退,则能够卸下空托盘。
在拟从升降工作台上搬出装载有货物的托盘的情况下,首先,使左右成对的活动框架向外侧摆动并使左右成对的货物输送用链式输送机和左右成对的空托盘输送用链式输送机从作业空间后退,之后使用装卸机构、叉车等支承空托盘,并将其提升至左右成对的空托盘输送用链式输送机的上方。提升该空托盘时,左右成对的空托盘输送用链式输送机从作业空间的两侧缘退避到外侧区域,因此各链式输送机不妨碍空托盘的提升。
接下来,使左右成对的活动框架向内侧摆动并使左右成对的空托盘输送用链式输送机前进到作业空间,之后,使空托盘下降些许,卸到左右成对的空托盘输送用链式输送机上。
接下来,若将搭载于各活动框架的马达向与上述规定方向相反的方向驱动,则左右成对的货物输送用链式输送机被驱动,第一输送机链沿货物搬入方向行走。各马达的驱动力经由动力传递机构传递到空托盘输送用链式输送机,空托盘输送用链式输送机的第二输送机链沿托盘搬出方向行走。与马达的驱动同时,向货物搬出方向驱动升降工作台的第一输送机,并向托盘搬入方向驱动第二输送机。由此,升降工作台的第一输送机上的装载有货物的托盘被搬出,并被搬入到货物输送用链式输送机上。同时,空托盘输送用链式输送机上的空托盘被搬出,并被搬入到升降工作台的第二输送机上。
接下来,若支承和提升左右成对的货物输送用链式输送机上的装载有货物的托盘,使左右成对的活动框架向外侧摆动并使左右成对的货物输送用链式输送机和左右成对的空托盘输送用链式输送机从作业空间后退,则能够使装载有货物的托盘降落。
在本发明的上述结构中,优选形态的“托盘”具备与水平的货物装载面的两侧部垂直的侧壁,且在各侧壁的上端部朝外形成有凸缘,但未必一定是这样的形态,例如,也可以是整体为扁平形态的托盘。
在本发明的优选实施方式中,所述马达驱动与第一输送机链啮合的多个链轮中的任一者,其它链轮因输送机链的行走而从动。此外,本发明使用高效率的通用交流马达作为所述马达,但并不局限于此。
在本发明的优选实施方式中,所述货物输送用链式输送机包括:在两端部与第一输送机链啮合的链轮、以及在中间部与使第一输送机链做返回动作的下边部啮合的第一链轮和第二链轮,由马达驱动在中间部啮合的第一链轮,并使第二链轮沿与第一链轮相反的方向旋转。
根据该实施方式,借助马达的驱动,中间部的第一链轮被驱动,第一输送机链行走,两端部的链轮因第一输送机链的行走而旋转。根据该实施方式,马达驱动与第一输送机链的下边部啮合的中间部的第一链轮,因此能够将马达在活动框架上的设置位置设定得低,从而能够降低活动框架的高度。
作为所述动力传递机构,考虑了各种实施方式,但其中一个实施方式包括:第一动力传递用链轮,其在中间部与使第一输送机链做返回动作的下边部啮合的第一链轮和第二链轮中的第二链轮位于同一轴上;第二动力传递用链轮,其同与第二输送机链在两端部啮合的链轮中的任一者位于同一轴上;以及动力传递用链,其张紧设置于第一动力传递用链轮与第二动力传递用链轮之间。
在该实施方式的动力传递机构中,若第一输送机链行走,则与第一输送机链啮合的中间部的第二链轮旋转,且第一动力传递用链轮与之一体地旋转。该旋转通过动力传递用链传递到第二动力传递用链轮,与第二输送机链啮合的链轮与第二动力传递用链轮一体地旋转。通过该链轮的旋转,第二输送机链沿与第一输送机链相反的方向行走。
根据本发明,使用一个马达驱动货物输送用链式输送机和空托盘输送用链式输送机,因此能够实现活动框架的轻型化、节能、成本减少。
附图说明
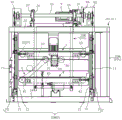
图1是从作业空间侧观察本发明的一个实施例即货物搬入搬出装置的一个货物搬入搬出机构的侧视图。
图2是示出一个货物搬入搬出机构的结构的主视图。
图3是从与作业空间相反的一侧观察一个货物搬入搬出机构的主要部分的侧视图。
图4是从正面观察一个货物搬入搬出机构的主要部分的图。
图5是一个货物搬入搬出机构的俯视图。
图6是示出一个活动框架的摆动状态的主视图。
图7-1是示出向升降工作台的货物搬出动作的主视图。
图7-2是示出向升降工作台的货物搬出动作的主视图。
图7-3是示出向升降工作台的货物搬出动作的主视图。
图8-1是示出从升降工作台的货物搬入动作的主视图。
图8-2是示出从升降工作台的货物搬入动作的主视图。
图9是现有货物搬入搬出装置的立体图。
图10是从作业空间侧观察现有货物搬入搬出装置的一个货物搬入搬出机构的侧视图。
附图标记说明
1…升降输送机构;10…升降工作台;11…第一输送机;12…第二输送机;2…货物搬入搬出装置;2L、2R…货物搬入搬出机构;21L、21R…活动框架;3…货物输送用链式输送机;30…第一输送机链;32、33、34、35、36…链轮;4…空托盘输送用链式输送机;40…第二输送机链;41、42…链轮;5…马达;6…动力传递机构;62、64…动力传递用链轮;65…链;7…装卸机构;8…往复运动机构;P1…装载有货物的托盘;P2…空托盘;S…作业空间。
具体实施方式
本发明所涉及的货物搬入搬出装置与图9所示的以往例子相同,设置于升降输送机构1的各楼层的出入口G1、G2,因此能够同时实施装载有货物的托盘P1相对于升降输送机构1的升降工作台10的搬入搬出和空托盘P2相对于升降输送机构1的升降工作台10的搬入搬出。图9示出2层结构的升降输送机构1。此外,本发明的货物搬入搬出装置2也能设置于3层以上结构的升降输送机构的各出入口。另外,本发明所涉及的货物搬入搬出装置2的外观与图9所示的以往例子相似,因此省略装置整体的图示。下面参照图9具体说明与以往例子共用的结构。
升降工作台10借助未图示的驱动装置做升降动作,并被控制升降动作,以在各楼层的出入口G1、G2的位置停止。升降工作台10分上下两层设置有用于在其与各楼层的货物搬入搬出装置2之间输送装载有货物的托盘P1的第一输送机11和输送空托盘P2的第二输送机12。此外,第二输送机12在图9中未图示。第一输送机11、第二输送机12由辊式输送机等构成,并由未图示的驱动装置独立驱动,沿正反方向都能旋转。
被用于输送货物的托盘在水平的货物装载面15的两侧部折曲形成有侧壁16、16,并在各侧壁16的上端部折曲形成有朝外的凸缘17。在使装载有货物的托盘P1、空托盘P2升降时,左右凸缘17的两端部由货物搬入搬出装置2的左右成对的托盘支承机构70L、70R的支承爪71支承。
货物搬入搬出装置2由左右成对的货物搬入搬出机构2L、2R构成。此外,在图9中,朝向出入口G1、G2,位于左侧的货物搬入搬出机构用2L表示,位于右侧的货物搬入搬出机构用2R表示。下面,根据需要,对与左侧的货物搬入搬出机构2L相关的结构标注“L”,并根据需要,对与右侧的货物搬入搬出机构2R相关的结构标注“R”。
如图1和图2所示,各货物搬入搬出机构2L、2R具有固定框架20L、20R和活动框架21L、21R。固定框架20L、20R从两侧隔着位于出入口G1、G2前的用于货物搬入搬出的作业空间S而相互对置配置。活动框架21L、21R在各固定框架20L、20R,上端部分别被吊装于后述的旋转轴93。
图1和图2示出一个货物搬入搬出机构2R中的固定框架20R和活动框架21R的结构,但另一个货物搬入搬出机构2L中的固定框架20L和活动框架21L的结构也与之相同,这里省略图示和说明。下面,对一个活动框架21R的结构进行说明。
图示的活动框架21R在靠作业空间S侧面,分上下两层设置有:货物输送用链式输送机3,其用于在与升降工作台10的第一输送机11之间,相互间输送装载有货物的托盘P1;和空托盘输送用链式输送机4,其用于在与升降工作台10的第二输送机12之间,相互间输送空托盘P2。此外,货物输送用链式输送机3和空托盘输送用链式输送机4与设置于另一个活动框架21L的货物输送用链式输送机3和空托盘输送用链式输送机4成对,由左右成对的货物输送用链式输送机3、3支承装载有货物的托盘P1的两端的朝外的凸缘17,由空托盘输送用链式输送机4、4支承空托盘P2的两端的朝外的凸缘17。
货物输送用链式输送机3位于与升降工作台10停止时的第一输送机11相同高度的位置。空托盘输送用链式输送机4位于与升降工作台10停止时的第二输送机12相同高度的位置。
如图1、图3、图4所示,货物输送用链式输送机3由第一输送机链30和轮组31构成,该轮组由多个(该实施例中为5个)链轮32~36构成。第一输送机链30以支承并输送装载有货物的托盘P1的上边部30a沿正反各方向水平行走的方式呈环状地张紧设置于链轮32~36之间。
该轮组31中的位于两端部的链轮32、33在相同的高度位置与第一输送机链30啮合。位于中间部的中央的链轮34位于比两端部的链轮32、33低的位置,并与使第一输送机链30做返回动作的下边部30b啮合。使第一输送机链30的下边部30b向链轮34迂回的两个链轮35、36位于中央位置的链轮34的两侧附近。
中央位置的链轮34与能够正反转的马达5连结并被驱动。借助链轮34向正反各方向旋转,第一输送机链30的上边部30a沿正反各方向行走。马达5使用高效率的通用的交流马达,具有齿轮箱51,该齿轮箱51内置由多个齿轮组合而成的减速机构。马达5纵向安装于活动框架21R。在从齿轮箱51突出的输出轴52安装有中央位置的链轮34。
空托盘输送用链式输送机4由第二输送机链40和多个(该实施例中为2个)链轮41、42构成。第二输送机链40以支承并输送空托盘P2的上边部40a沿正反各方向水平行走的方式呈环状地张紧设置于链轮41、42之间。链轮41、42在相同的高度位置与第二输送机链40啮合。
在活动框架21R设置有将马达5的施加于第一输送机链30的驱动力传递到第二输送机链40的动力传递机构6。该实施例的动力传递机构6包括:第一动力传递用链轮62,其与链轮35位于相同的轴61上;第二动力传递用链轮64,其与同第二输送机链40啮合的一个链轮41位于相同的轴63上;动力传递用链65,其张紧设置于第一动力传递用链轮62与第二动力传递用链轮64之间;以及链轮66,其与链65啮合并施加张力。
动力传递机构6以第二输送机链40沿与第一输送机链30相反的方向行走的方式,将驱动力传递到第二输送机链40。使链轮35与第一输送机链30啮合,并使链轮35向与链轮34相反的方向旋转,链轮35的旋转运动通过动力传递用链65被传递到与第二输送机链40啮合的链轮41,第二输送机链40与第一输送机链30同步,沿与第一输送机链30相反的方向行走。
此外,动力传递机构6只要以第二输送机链40沿与第一输送机链30相反的方向行走的方式将动力传递到第二输送机链40,就不局限于该实施方式的动力传递机构。
另外,在上述实施例中,使用马达5驱动货物输送用链式输送机3,并将该驱动力传递到空托盘输送用链式输送机4,但并不局限于此,也可以利用马达驱动空托盘输送用链式输送机4,并将该驱动力传递到货物输送用链式输送机3。
如图1、图2、图5所示,固定框架20R为上下较长的长方体,具有支承于地面上的矩形状的下部框架24和位于下部框架24的上方的规定高度处的矩形状的上部框架25。活动框架21R的上端部贯通上部框架25内的空间,并向上部框架25之上突出。
活动框架21R是将多个金属制的框架件纵横连结并且安装多个板材而组装为面状而成的。在活动框架21R的上端部,在一前一后的位置安装有摆动板26、26,在各摆动板26安装有轴承27。各活动框架21R经由轴承27、27被摆动自如地吊装于在固定框架20L、20R的上部框架25上横架的装卸机构7的水平的旋转轴93。
在活动框架21R的下端连接有图6所示的往复运动机构8。一方面,如图6中的单点划线所示,往复运动机构8用于在使装载有货物的托盘P1、空托盘P2做升降动作时,使货物输送用链式输送机3和空托盘输送用链式输送机4从作业空间S向两侧方做后退动作,另一方面,往复运动机构8用于在将装载有货物的托盘P1、空托盘P2由后述的托盘支承机构70R支承时,使各链式输送机3、4向作业空间S做前进动作。图示的往复运动机构8由设置于下部框架24上的能够正反转的马达80、将马达80的旋转转换为往复直线运动并传递到活动框架21R的曲柄81以及决定活动框架21R的摆动角度的一对位置传感器(未图示)构成。
各位置传感器设置于固定框架20R的下部框架24。在活动框架21R设置有使各位置传感器做开关动作的动作件。一个位置传感器在活动框架21R处于垂直姿势(图6中用实线表示的姿势)时打开。另一个位置传感器在活动框架21R处于向外侧倾斜了规定角度的姿势(图6中用点划线表示的姿势)时打开。在这些位置传感器打开时,马达80的旋转停止,活动框架21R停止摆动而固定位置。此外,上述往复运动机构8与另一个活动框架21L侧的往复运动机构8同步动作。
各货物搬入搬出机构2L、2R分别具备相对于左右成对的货物输送用链式输送机3、3装卸装载有货物的托盘P1和相对于左右成对的空托盘输送用链式输送机4、4装卸空托盘P2的装卸机构7。各装卸机构7具备托盘支承机构70L、70R,托盘支承机构70L、70R分别用于在左右凸缘17的前部和后部支承装载有货物的托盘P1、空托盘P2。各托盘支承机构70L、70R在隔着作业空间S的两侧位置,同步做升降动作。
若对一个托盘支承机构70R的结构进行说明,则托盘支承机构70R包括:一对支承爪71、71,它们在该凸缘17的前后端部,与装载有货物的托盘P1、空托盘P2的凸缘17卡定、脱开;各支承爪71的升降引导件72、72,它们设置于固定框架20R;链73、73,它们沿各升降引导件72使各支承爪71做升降动作;以及平衡配重74,其分别安装于各链73的另一端。
支承爪71安装于图2所示的滑动板75的下端部。在滑动板75设置有沿升降引导件72滚动的多个导轮76和对在各支承爪71的升降停止位置配置的限位开关(未图示)进行操作的操作件77。
前后各位置的链73分别与设置于固定框架20R的上部框架25上的两个链轮91、92啮合。支承各链轮91、92的旋转轴93借助由马达9和链轮、链等构成的传导机构94,被向正反任一方向驱动。由此各支承爪71沿升降引导件72一起做升降动作,在其升降中途,与装载有货物的托盘P1、空托盘P2的凸缘17卡定脱开。
接下来,对上述结构的货物搬入搬出装置2的动作进行说明。
在规定楼层,同时由货物搬入搬出装置2执行装载有货物的托盘P1相对于升降工作台10的搬入搬出和空托盘P2相对于升降工作台10的搬入搬出。
现在,针对在任一楼层的货物搬入搬出装置2,将装载有货物的托盘P1搬出到升降工作台10上的同时,将空托盘P2从升降工作台10上搬入货物搬入搬出装置2的情况,参照图7-1~图7-3,详细说明货物搬入搬出装置2的动作。
为了从货物搬入搬出装置2将装载有货物的托盘P1搬出并将其搬入到升降输送机构1的升降工作台10上,如图7-1中的(A)所示,首先,驱动往复运动机构8,使各货物搬入搬出机构2L、2R的活动框架21L、21R向外侧摆动。由此,货物输送用链式输送机3、3和空托盘输送用链式输送机4、4从作业空间S后退。接下来,驱动装卸机构7,由各托盘支承机构70L、70R的支承爪71支承地面上的装载有货物的托盘P1,并如图7-1中的(B)所示,将装载有货物的托盘P1提升到货物输送用链式输送机3、3的上方位置。在提升装载有货物的托盘P2时,各链式输送机3、4从作业空间S的两侧缘退避到外侧区域,因此各链式输送机3、4不会妨碍装载有货物的托盘P1的提升。
接下来,如图7-2中的(C)所示,驱动往复运动机构8,使各活动框架21L、21R向内侧摆动,由此使各货物搬入搬出机构2L、2R的货物输送用链式输送机3和空托盘输送用链式输送机4前进,并以垂直的姿势面对作业空间S。之后,使各托盘支承机构70L、70R的支承爪71下降,使装载有货物的托盘P1降落到货物输送用链式输送机3、3上,解除支承爪71与装载有货物的托盘P1的卡合。
接下来,若一起驱动搭载于活动框架21L、21R的各马达5,则各货物搬入搬出机构2L、2R的货物输送用链式输送机3被驱动,第一输送机链30沿货物搬出方向行走。各马达5的驱动力经由动力传递机构6被传递到空托盘输送用链式输送机4、4,空托盘输送用链式输送机4的第二输送机链40沿托盘搬入方向行走。与马达5的驱动同时,向货物搬入方向驱动升降工作台10的第一输送机11,并且向托盘搬出方向驱动第二输送机12。由此,如图7-2中的(D)所示,货物输送用链式输送机3、3上的装载有货物的托盘P2被搬出,并被搬入到升降工作台10的第一输送机11上。同时,升降工作台10的第二输送机12上的空托盘P1被搬出,并被搬入到空托盘输送用链式输送机4、4上。
接下来,如图7-3中的(E)所示,在由各托盘支承机构70L、70R的支承爪71对支承于左右链式输送机4、4上的空托盘P2进行支承并提升之后,驱动往复运动机构8,使各货物搬入搬出机构2L、2R的活动框架21L、21R向外侧摆动。由此,货物输送用的左右链式输送机3和空托盘输送用的左右链式输送机4向作业空间S的两侧后退。之后,使各托盘支承机构70L、70R做下降动作,使空托盘P2降落到地面上。
接下来,在任一楼层,为了将货物装载托盘P1从升降输送机构1的升降工作台10搬出,首先,如图8-1中的(A)所示,驱动往复运动机构8,使各货物搬入搬出机构2L、2R的活动框架21L、21R向外侧摆动。由此,货物输送用链式输送机3、3和空托盘输送用链式输送机4、4从作业空间S后退。之后,驱动装卸机构7,由左右托盘支承机构70L、70R的支承爪71支承地面上的空托盘P2,并将其提升至空托盘输送用链式输送机4、4的上方位置。在提升该空托盘P2时,各链式输送机3、4退避到作业空间S的两侧方的区域,因此各链式输送机3、4不妨碍空托盘P2的提升。
接下来,如图8-1中的(B)所示,驱动往复运动机构8,使左右活动框架21L、21R向内侧摆动,由此使货物输送用链式输送机3和空托盘输送用链式输送机4前进,并以垂直的姿势面对作业空间S。之后,使左右托盘支承机构70L、70R的支承爪71下降,使空托盘P2降落到空托盘输送用链式输送机4、4上,解除支承爪71与货物装载托盘P1的卡合。
接下来,如图8-2中的(C)所示,向相同方向驱动升降工作台10的第一输送机11和货物输送用链式输送机3、3,并且向与上述方向相反的方向驱动空托盘输送用链式输送机4、4和升降工作台10的第二输送机12。由此,升降工作台10的第一输送机11上的装载有货物的托盘P1被搬出,并被搬入到货物输送用链式输送机3、3上而被支承。同时,被支承于空托盘输送用链式输送机4、4上的空托盘P2被搬出,并被搬入到升降工作台10的第二输送机12上。
接下来,如图8-2中的(D)所示,驱动左右托盘支承机构70L、70R,由支承爪71对被支承于货物输送用链式输送机3、3上的装载有货物的托盘P1进行支承并提升之后,驱动往复运动机构8,使各货物搬入搬出机构2L、2R的活动框架21L、21R向外侧摆动。由此,货物输送用链式输送机3和空托盘输送用链式输送机4后退到作业空间S的两侧方的区域,之后,使托盘支承机构70L、70R做下降动作,使装载有货物的托盘P1降落到地面上。
Claims (1)
1.一种货物搬入搬出装置,用于相对于分上下两层设置有用于对装载有货物的载货托盘进行输送的第一输送机和用于对空托盘进行输送的第二输送机的升降输送机构的升降工作台,在规定楼层的出入口将所述载货托盘和空托盘搬入搬出,其中,
一上一下地具备:左右成对的货物输送用链式输送机,其用于将载货托盘搬入搬出;和左右成对的空托盘输送用链式输送机,其用于将空托盘搬入搬出,所述货物输送用链式输送机和空托盘输送用链式输送机分别以隔着作业空间相互对置的方式设置于以能够摆动的方式吊装的左右成对的活动框架,其中的作业空间为将载货托盘和空托盘相对于所述升降工作台搬入搬出的作业空间,
所述货物输送用链式输送机具有:以对载货托盘进行支承和输送的上边部沿正反各方向水平行走的方式呈环状地张紧设置的第一输送机链、在两端部与所述第一输送机链啮合的链轮、在中间部与使所述第一输送机链做返回动作的下边部啮合的第一链轮和第二链轮、以及对在所述中间部啮合的第一链轮进行驱动而能正反旋转的马达,
所述空托盘输送用链式输送机具有:以支承和输送空托盘的上边部沿正反各方向水平行走的方式呈环状地张紧设置的第二输送机链;以及在两端部与所述第二输送机链啮合的链轮,
在所述各活动框上设置有动力传递机构,该动力传递机构使所述第二链轮向与所述第一链轮相反的方向旋转,并通过动力传递用链,将该旋转运动传递给在两端部与所述第二输送机链啮合的所述链轮中的一者,从而使向所述第一输送机链供给的所述马达的驱动力向所述第二输送机链传递,使所述第二输送机链向与所述第一输送机链相反的方向行走,
所述动力传递机构包括:第一动力传递用链轮,其与在中间部啮合的所述第二链轮位于同一轴上;第二动力传递用链轮,其与所述空托盘输送用链式输送机的在两端部啮合的链轮中的任一链轮位于同一轴上,在所述第一动力传递用链轮和所述第二动力传递用链轮之间张紧设置所述动力传递用链。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-232343 | 2016-11-30 | ||
| JP2016232343A JP6273337B1 (ja) | 2016-11-30 | 2016-11-30 | 荷搬出入装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108116871A CN108116871A (zh) | 2018-06-05 |
| CN108116871B true CN108116871B (zh) | 2021-09-07 |
Family
ID=61074778
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201711214420.XA Active CN108116871B (zh) | 2016-11-30 | 2017-11-28 | 货物搬入搬出装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6273337B1 (zh) |
| CN (1) | CN108116871B (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109095148B (zh) * | 2018-07-16 | 2020-06-16 | 安徽新境界自动化技术有限公司 | 一种机械手打磨生产线双层升降输送机 |
| IT201900002051A1 (it) * | 2019-02-13 | 2020-08-13 | Nuova Sima Spa | Sistema di carico / scarico piastrelle in / da un magazzino |
| CN109795863A (zh) * | 2019-02-20 | 2019-05-24 | 浙江德马科技股份有限公司 | 一种升降移载装置 |
| CN110304435B (zh) * | 2019-05-13 | 2021-04-13 | 深圳市大族数控科技股份有限公司 | 换料暂存装置 |
| JP7236359B2 (ja) * | 2019-09-13 | 2023-03-09 | オークマ株式会社 | 工作機械における自動パレット交換装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2746462B2 (ja) * | 1990-05-31 | 1998-05-06 | ニチデン機械株式会社 | バッファ装置 |
| JPH0595482U (ja) * | 1992-05-19 | 1993-12-27 | シンガー日鋼株式会社 | 幅広縫製物の供給装置 |
| JP2003226404A (ja) * | 2001-11-29 | 2003-08-12 | Yoshida Sharyo Kiki Kk | 手押台車およびピッキング作業支援装置 |
| JP3896373B2 (ja) * | 2004-12-10 | 2007-03-22 | 吉田車輌機器株式会社 | パレット利用の荷搬送装置 |
| CN201424277Y (zh) * | 2009-06-23 | 2010-03-17 | 大连佳林设备制造有限公司 | C型连续式输送机 |
| JP5649890B2 (ja) * | 2010-09-21 | 2015-01-07 | 株式会社オシキリ | パン搬送装置及びパン包装システム |
| CN203638527U (zh) * | 2013-11-13 | 2014-06-11 | 珠海格力电器股份有限公司 | 双层双驱动输送装置 |
| CN104773494B (zh) * | 2015-04-15 | 2017-02-22 | 昆山华恒工程技术中心有限公司 | 换轨穿梭车 |
-
2016
- 2016-11-30 JP JP2016232343A patent/JP6273337B1/ja active Active
-
2017
- 2017-11-28 CN CN201711214420.XA patent/CN108116871B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP6273337B1 (ja) | 2018-01-31 |
| JP2018090337A (ja) | 2018-06-14 |
| CN108116871A (zh) | 2018-06-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108116871B (zh) | 货物搬入搬出装置 | |
| JP4317059B2 (ja) | 車両入出庫方法及びエレベータ式駐車装置 | |
| CN105083902A (zh) | 一种适用于楼板布置的贴地式辊道输送机构 | |
| KR20110035040A (ko) | 포크리프트용 컨베이어 파렛트 | |
| CN210213645U (zh) | 一种用于货物搬运的升降机构 | |
| CN212832262U (zh) | 一种托盘可循环流转的提升机 | |
| JP3896373B2 (ja) | パレット利用の荷搬送装置 | |
| US6866138B2 (en) | Apparatus for discharging load carriers | |
| KR101320958B1 (ko) | 주행방향이 직각으로 전환되는 수동대차 | |
| JP2003040440A (ja) | パレット利用の荷搬送装置 | |
| JP7217139B2 (ja) | 荷物の搬送装置 | |
| KR100591789B1 (ko) | 하물 상차장치 | |
| JP7406238B2 (ja) | 荷搬出入装置 | |
| JP2003285783A (ja) | パレット搬送装置 | |
| JP2732420B2 (ja) | 箱状荷物搬送装置 | |
| JP7511896B2 (ja) | パレット利用の荷搬送装置 | |
| CN220115737U (zh) | 一种上方导轨吊装式装车码垛设备 | |
| JP2004060156A (ja) | 駐車装置の入出庫方法及び駐車装置 | |
| JP4258059B2 (ja) | 倉庫設備における入出庫台車装置 | |
| JP7384394B2 (ja) | 荷搬送用のパレットおよび荷搬送装置 | |
| JP3988564B2 (ja) | 物品受け体処理設備 | |
| JP3510239B1 (ja) | パレット利用の荷搬送装置 | |
| JP3835748B2 (ja) | 自動倉庫用トラバーサ | |
| CN110654896A (zh) | 一种多功能装卸运输机 | |
| KR20150007456A (ko) | 컨테이너 대차 이송 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |