CN1076652C - 机械表面处理工具 - Google Patents
机械表面处理工具 Download PDFInfo
- Publication number
- CN1076652C CN1076652C CN95195277A CN95195277A CN1076652C CN 1076652 C CN1076652 C CN 1076652C CN 95195277 A CN95195277 A CN 95195277A CN 95195277 A CN95195277 A CN 95195277A CN 1076652 C CN1076652 C CN 1076652C
- Authority
- CN
- China
- Prior art keywords
- nonwoven
- instrument
- belt
- fabric
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000835 fiber Substances 0.000 claims abstract description 52
- 238000005498 polishing Methods 0.000 claims abstract description 29
- 239000004744 fabric Substances 0.000 claims description 62
- 239000011230 binding agent Substances 0.000 claims description 15
- 239000007788 liquid Substances 0.000 claims description 15
- 239000004745 nonwoven fabric Substances 0.000 claims description 14
- 230000000694 effects Effects 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 12
- 238000004381 surface treatment Methods 0.000 claims description 7
- 229920000297 Rayon Polymers 0.000 claims description 4
- 229910052500 inorganic mineral Inorganic materials 0.000 claims description 3
- 239000011707 mineral Substances 0.000 claims description 3
- 238000010521 absorption reaction Methods 0.000 claims description 2
- 230000015572 biosynthetic process Effects 0.000 claims description 2
- 238000001816 cooling Methods 0.000 claims description 2
- 238000005520 cutting process Methods 0.000 claims description 2
- 230000003628 erosive effect Effects 0.000 claims description 2
- 230000003068 static effect Effects 0.000 claims description 2
- 238000005728 strengthening Methods 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 21
- 238000001035 drying Methods 0.000 abstract description 7
- 238000004140 cleaning Methods 0.000 abstract description 2
- 230000001680 brushing effect Effects 0.000 abstract 1
- 238000010297 mechanical methods and process Methods 0.000 abstract 1
- 230000005226 mechanical processes and functions Effects 0.000 abstract 1
- 238000009736 wetting Methods 0.000 abstract 1
- 238000000034 method Methods 0.000 description 24
- 229920000742 Cotton Polymers 0.000 description 9
- 241000219146 Gossypium Species 0.000 description 9
- 230000008569 process Effects 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 239000002245 particle Substances 0.000 description 5
- 238000005507 spraying Methods 0.000 description 5
- 208000034189 Sclerosis Diseases 0.000 description 4
- 230000000996 additive effect Effects 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 239000000654 additive Substances 0.000 description 3
- 238000009960 carding Methods 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229920002994 synthetic fiber Polymers 0.000 description 3
- -1 timber Substances 0.000 description 3
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 2
- 238000001467 acupuncture Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000007812 deficiency Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 210000004209 hair Anatomy 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 238000010298 pulverizing process Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 238000009423 ventilation Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- RZVAJINKPMORJF-UHFFFAOYSA-N Acetaminophen Chemical compound CC(=O)NC1=CC=C(O)C=C1 RZVAJINKPMORJF-UHFFFAOYSA-N 0.000 description 1
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 1
- 244000198134 Agave sisalana Species 0.000 description 1
- 235000011624 Agave sisalana Nutrition 0.000 description 1
- 240000008564 Boehmeria nivea Species 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 240000000491 Corchorus aestuans Species 0.000 description 1
- 235000011777 Corchorus aestuans Nutrition 0.000 description 1
- 235000010862 Corchorus capsularis Nutrition 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- 235000004431 Linum usitatissimum Nutrition 0.000 description 1
- 240000006240 Linum usitatissimum Species 0.000 description 1
- 229920000914 Metallic fiber Polymers 0.000 description 1
- 229920000715 Mucilage Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000003623 enhancer Substances 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 230000002045 lasting effect Effects 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 210000000050 mohair Anatomy 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000010412 perfusion Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001290 polyvinyl ester Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000011378 shotcrete Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 230000007306 turnover Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images






Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/02—Backings, e.g. foils, webs, mesh fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Cleaning In General (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
- Turning (AREA)
Abstract
本发明涉及一种用于通过摩擦对加工对象进行表面机构处理,例如擦拭、抛光、光亮处理、清洗、湿润或擦干的工具,它由经过裁剪和处理的纤维无纺布制成,其中为了改善工具的性能无纺布仅仅通过机械的方法制成柔软的、允许在处理压力作用下深入和至少局部包容加工对象的非定向纤维无纺布,它的机械强度为150-500N/50mm,最好至少是300N/50mm,并具有中等的断裂延伸率为50-150%,最好是80-100%。
Description
本发明涉及一种用于通过摩擦对物体进行机械表面处理,例如擦拭、抛光、光亮处理、清洗、湿润或擦干的工具,它由切断的,经过处理的纤维无纺布制成。
机械表面处理广泛应用于由金属、木材、石头、玻璃、皮革、塑料等等制造的产品,例如厨房用具、成套工具、仪表、架子、成形棒材、工业零件、首饰或乐器的加工以及地板、墙、玻璃盘、瓷砖等等的维护保养。
表面处理,例如在抛光时,在多个工步中在分档使用不同的工具或工具组合的条件下进行,它通过分档选择产生越来越精细的表面。这些工具例如由抛光环或抛光轮组成,它们由多层织物叠在一起并通常装在一个共同的转轴或夹紧环上。剪成条状的织物折叠起来以形成抛光环,它们并绕一个核芯环状放置并在它上面或者用它固定起来,核芯由硬纸圈或法兰或一个金属夹紧环组成。对于抛光轮可将剪开的织物层相互叠在一起,其中相互转过一个30°角,缝在一起,通过装订起来的硬纸法兰固定在一起,用于这个目的,但是特别是用于抛光的织物通常都是棉织物。对于第一道抛光工步也可以应用强度更高的纤维,例如麻织物。某种抛光环或盘也可以由棉麻混纺织物制成。在必要的情况下抛光环或盘可以是用一种用作结合剂的树脂浸渍的织物,以提高它的强度。
最近几年来由棉花或其他非混纺或混纺纤维材料制成的织物在剪切和加工成折叠环以前还要斜裁(biaisiert),这意思是指经线和纬线相对于与织物原有的织边倾斜分布的剪切边的斜置,对于这个过程必须专用的翻领机(Wendemaschine),它把织物的边缝在一起形成一个筒子。然后织物筒螺旋形地切成段(斜裁)并卷成捆。在折叠环的外围上交错线形成45°角。通过斜裁(Biaisierung)可以防止折叠环的边缘磨散问题(参见杂志:《L′usine Nouvelle,Marz1961,“Techniques modernesde Bufflage et de Pollisage”》)
通过织物带的折叠抛光环在旋转时自动地通风;它具有必要的柔软性,以便更好地包容抛光的零件,并在外围上形成蜂窝,它可以容纳抛光膏。由于其磨光和润滑性能在表面抛光时抛光膏始终是必需的。
然而普通的抛光工具不管在经济性方面还是技术方面都存在缺点。特别是以下方面:
-由于官僚主义的欧共体棉织品进口条例世界市场上物资采购变得困难,
-交贸所挂牌的世界市场原棉价格波动剧烈,
-由于高工资在欧共体国家缺少制造能力,
-由于线线制造过程造成混合织物制造的困难,
-技术上迫使斜裁(Biaisierung)作为附加的,不能自动化的带有干扰附加效应的坚硬而宽阔斜裁(Biaisiernhte)接缝的工作过程,这既影响制造过程也影响表面处理质量,
-可观的不能翻新的织物废弃物,
-由于织物的边缘磨散使磨光环或盘不规则的磨损,
-由于磨光环或盘有限的寿命经常交换工具。
人们很少使用无纺布制成的抛光工具。FR-PS1 426 721介绍一个与此有关的例如由合成的、永久卷曲的长丝制造的无纺布做的抛光或者磨光材料。其中在张紧力作用之下的长丝上涂以带或不带磨粒的粘结剂。一旦张紧力消除,纤维相互交织在一起,接着进行热固性处理。这样制成的无纺布剪裁并制作成一个环状的抛光工具。FR-PS2 310 838同样叙述一种由多层无纺布制成的抛光环。这种无纺布不规则排列的纤维用一种树脂在它们的交错点处相互连接。
这种无纺布抛光环或盘与织物环或盘相比尽管有一定改进,但是还有以下缺点:
-大量废弃部分,它由于有粘结剂而无法重新利用,
-由于粘结剂的渗透能力有限(过滤作用),无纺布的密度较小,
-由此而产生的机械强度的不足,相应地寿命较低,
-由于粘结剂分布不均匀,由此产生不同的稳定结果,限制了使用可能性,
-热稳定性不足,导致非预期的润滑作用,
-由于粘结剂在不同种类的纤维材料上附着和粘结能力不同,制造混合纤维的可能性受到限制,和
-由于粘结剂纤维变得非期望地硬化。
由EP-A-0 178 577已知一种用于抛光和磨光加工的带有磨光或抛光膏的毛毡体,特别是毛毡环,为了牢固地与磨粒或抛光颗粒连接毛毡至少会有35%的毛或类似毛发物品,其中在毛毡周围的空隙内包含颗粒大小1000μm以下的磨光或抛光颗粒。毛毡体应该用一种硬化剂加以处理,其中毛毡体的硬化添加剂的成分至少应达到40%。作为硬化添加剂例如可以采用水溶性的、热塑性的、带20至50%干含量的聚乙烯酯聚醋酸分散体的添加剂。毛毡体由此而达到的刚性使它在许多应用场合中不适用。
本发明的目的在于:开发一种开头新说的那类工具,它在避免前面所提到的这些缺点的前提下在较简单的制造可能性和较长的使用寿命的同时具有可靠的应用可能性,特别是对于具有非平面表面的物体。
这个目的在开头所述的那种按本发明的工具主要通过这样的途径来解决:仅仅借助于一种机械方法无粘接剂地制成柔软的、在操作压力之下可以深入并至少在局部包住(加工)对象的非定向纤维无纺布,它具有机械强度至500N/500mm,但是至少300N/50mm,中等的断裂延伸率为50-150%,最好是80-100%(按照DIN53 857/2)。
制造是在无粘结剂的情况下进行的。也就是说不使用会导致影响无纺布柔软性的纤维硬化的物质。
由此达到由摩擦作表面处理的领域中一个显著的技术和经济上的进步。按本发明的工具具有下述优点:
-与不稳定的原材料价格无关,因为按本发明的无纺布也可以由人造或合成纤维制造,
-可重新利用的废料,因为既没有织物结构也不存在粘结剂,
-广泛的纤维混合可能性,因为取消了纱线制造,
-取消了斜裁(Biaisieren)加工程序,
-由于取消了斜裁(Biaisierung)接缝具有更好的加工性和应用可能性,
-易于自动化的制造方法,
-没有边缘磨散并因此具有均匀的径向磨损,
-因此具有较长的使用寿命和因而较长的工具更换时间,
-由于更好的径向运转精度而具有更高的运转平稳性,
-更少和更易去除的磨屑,因此更高的清洁度和减少工作位置的低温燃烧(Schwelbrand)的危险,
-由于无粘结剂而具有很好的柔软性,并因此没有硬化的非定向纤维无纺布对于非平面加工对象具有很好的深入性能,在无纺布深入加工对象时可以将它包容起来。柔软性最好做得至少达到50mm的深入深度。
在表面处理时磨光或抛光膏可以根据要求和消耗量各不相同地添加,不再有必要使磨光或抛光颗粒固定在纤维无纺布上。
工具的柔软性和深入特性还可以通过以下方法进一步的提高,使非定向纤维无纺布具有悬垂能力(Fallvermgen),也就是悬垂系数D按照DIN54306在大约70到90%之间。
在本发明的一种优良的结构形式中机械制造无纺布的方法既可以是众所周知的针刺法,或者也可以通过液束和/或气束进行,从而形成一种异常耐用的、对于按照本发明的使用目的特别合适的非定向纤维无纺布,它特别能够很好地满足对于通过摩擦进行机械表面处理的工具较长的使用寿命的要求。
这里作为液体最为是使用水,和/或作为气体最好是使用空气。这两种方法(就象用针刺技术时一样)得到一种没有粘结剂的纤维连接,其中水作为液体具有这样的优点,它在干燥时可以完全排除。
制造无纺布的纤维可以是天然的、人造的或者合成的,并且在无纺布中可以是非混纺的或者是混纺的。作为天然植物纤维例如可以是棉花、亚麻、黄麻或者是剑麻,作为天然动物纤维可以是羊毛、马海毛或丝绸,作为人造纤维可以是粘胶纤维、矿物纤维、陶瓷纤维、碳素纤维和金属纤维,作为合成纤维可以是那些由聚酯、聚酰胺、聚丙烯、聚酰亚胺、丙烯酰胺、芳族聚酰胺制成的纤维。采用用矿物材料灌注的纤维也可能有好处。用这种方法可以改善材料的耐磨性。由于这种纤维的刮刷作用对无纺布的抛光效果产生有利影响。
如果按照本发明的另一个特征,无纺布包含一部分,在热作用下会在它们的交叉点处粘结在一起的粘结纤维,可以进一步达到纤维组织的机械强化,而不必采用液态的、会硬化的粘结剂,粘结剂会导致纤维非期望的硬化。通过这种热固作用单个纤维的柔软性不会受到影响。粘结纤维具有比其余的纤维较低的熔点。
在采用一部分皱缩纤维(它在热作用下会收缩,而且在冷却以后也会保持这种状态)时可以使纤维组织进一步致密,从而达到随之而来的机械强度的提高。
最好采用切断纤维,它的长度在约10和100mm之间,它的纤度在约0.02和150dtex之间。
其次在本发明考虑的范围内,如果在制造时无纺布的密度和厚度通过一个所用液体的压力在5和230巴之间可调的液束来确定的话有好处。
其中为产生制造无纺布所用液束的喷咀最好具有约80和140×10-6m之间的直径。
其次无纺布最好具有50到500g/m2的面密度和约0.3到5mm之间的厚度。
例如无纺布可以做成折叠环、平盘、团、滚子、轧辊、带子或刷子,以便适应一定的使用条件。
作为折叠环无纺布具有一个圆环形,它至少由一个由至少一层无纺布剪裁而成的带子制成,将带子折叠,径向围绕一个刚性的核芯放置并固定在哪里。
另外一种选择方案在于:由至少一条由至少一层无纺布裁剪成的带子制成环形无纺布,将它折叠和/或打折,通过一个中心夹紧环固定在一起。
其次例如也可以使环形无纺布由至少二个由至少一层无纺布裁剪成的,相互重叠的盘组成,它通过中间件和/或缝合接缝固定在一起。
在采用盘形或环形工具不太适应的地方,例如将折叠的无纺布固定在一个无端的皮带形载体上会有好处,它就像传动皮带由一个或几个皮带轮带动一样。
由此无纺布可以以单个形式做成薄片形的一层或多层布条固定在一个传动皮带形的无端头的载体上。其次为了使工具适应不同的应用目的本发明建议加工好的和必要情况下装配好的无纺布为了减少磨损或可燃性,或者为了改善抛光膏的附着性、刮刷性能、表面侵蚀作用、使用寿命、液体的吸收作用、液体的撞击作用、非静态作用等等,后续地在无纺布中配备适当选择的材料,而对纤维的机械结合则不作大的变动。
本发明的其他目标、特征、优点和应用可能性可以从下面借助于附图对一些实施例的阐述中得出。其中所有阐述的和/或图形表示的其本身或它的任意组合的特征均构成本发明的内容,包括与权利要求中的综述或它的追溯阐述不相关的内容。
它们是:图1按本发明的无纺布制造方法一种实施例的示意图,图2a至2d
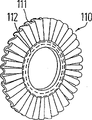
抛光环和抛光盘各种不同结构形式的斜视图,图2e一个带有薄片的抛光环的斜视图,图2f和2g
传动皮带形工具的斜视图,图3a和3b
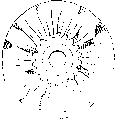
两个用过的抛光环的示图,其中一个普通类型的(图3a),另一个是按本发明类型的(图3b),和图4a和4b
类似于图3a和3b的另一种盘形工具的视图。
按照图1按本发明的无粘结剂的通过液束制造的无纺布11的生产线10包括例如下列主要装置:带混和腔20的用于纤维包以制造松软均匀的散织纤维的开松机(ffner),称量配料装置30、梳理机40、织物扩幅机50,用来将纤维机械结合成非定向纤维无纺布11的喷射设备60、干燥炉70和络筒机80。在按针刺法加工的生产线中用一台针刺机来代替喷射设备。
在开松机20中纤维包被开松。这最好使用天然的、人造的或合成的,长度为10到100mm之间,纤度为约0.02到150dtex之间的切断纤维。开松机20可以用它的相连接的混和腔处理同一种的或不同种类的纤维。在混和腔中同一种纤维可以均匀化,或者制造不同各类纤维的混合物。因此可采用一个或几个同一种类的纤维包或者几个不同种类的纤维包。
称量配料装置30给梳理机40供料,在梳理机中松散纤维变成纤维网层,在网层中纤维同方向排列,纤维网层的面密度由称量配料装置30供给的纤维量决定和调整。这个数值可以例如在5到10g/m2之间变化。然后纤维网层借助于织物扩幅机50在传送带上铺成薄层,它们共同制成纤维无纺布51。纤维无纺布51的面密度大约在50到500g/m2之间。纤维无纺布51接着通过喷射设备60,或者作为另一种选择通过针刺机,以制造成一种无粘结剂的非定向纤维无纺布11。差不多直到面密度为150g/m2液体喷射法的成本要低于针刺法在此之上则针刺法有利。通过液体喷射制造无纺布的方法例如由FR-PS1 460 513已经众所周知。喷射设备由下列喷咀61组成,它对纤维无纺布51的前面或者背面用高压喷射(加载)以形成非定向纤维无纺布。根据所希望的结合强度一列喷咀也可能足够了。喷咀的孔具有约80至140×10-6m的直径,并用压力为5到230巴之间的水喷射。开口垂直于放在一个金属网62上的纤维无纺布设置。为了将多余的水从纤维无纺布51上排出,在金属网62下面与喷咀61相对的位置上装一个排水机63。水束穿透纤维无纺布51并将纤维相互交织成一个固定的平面结构。在这个过程中将例如2cm厚的稀松布压缩成1mm厚的无纺布11。在非定向无纺布的形成过程中厚度减小的比例在10∶1到50∶1之间。在本发明的范围内可以采用的无纺布11可能的厚度例如在约0.3到5mm之间。厚度强烈的压缩促使无纺布11密度显著提高,它例如在约0.1到0.5g/cm3之间,除了纤维材料的初始面密度外,密度主要由水束的压力决定。接着无纺布11通过干燥机70,在干燥机内把残余的湿度去除。干燥机70例如可以是一个热风吹风机、滚筒、高频或微波干燥机。在干燥以后无纺布11用络筒机80卷绕起来。
作为例子下面给出了制造用于按本发明的工具的、由100%的粘胶面密度为200g/m2和1.7dtex的纤维组成的无纺布11的具体过程参数:
-梳理:
制造三种纤维薄层,各为140、120、90g/m2
-喷射结合:
第一面:用70巴的压力
第二面:用110巴的压力
这样制成的无纺布11具有非常好的机械性能和一个涉及氢桥键且与方法有关的高的纤维机械凝聚力。无纺布11可以像普通的织物一样处理。
构成本发明对象的工具在采用新型的无纺布材料的条件下制造。制造过程和其他将通过取消斜裁(Biaisieren)而简化。这形成高质量的工具,因为按本发明制造的和应用非定向纤维无纺布具有一个很好的磨光膏容纳能力和一个持久的磨光膏保持能力。用它能够达到表面质量的改善,因为取消了顽固的斜裁(Biasierung)接缝。由于均匀的,微小的磨损使用寿命提高了。
图2a至g表示不同的同工具,折叠环形的(图2a至c)、平面盘形的(图2a)、薄片盘形的(图2e)和带形的(图2f和2g)。环101(图2a)例如由一个折叠的无纺布带102、平平的几层绕一个核芯放置,用两个装订起来的硬纸板法兰103固定。这种制作型式的特征是:对各种不同的加工轮廓的广泛适应性,在旋转时有效的自通风,良好的表面磨光能力和最佳的包容性。在图2b中表示的折叠环110由多层相互重叠的、折成波浪形的无纺布带111加工而成,它包绕一个核芯,固定在两个装订起来的硬纸板圈112之间。这种制作型式具有良好的形状保持性和高的强度。在图2c中表示的折叠环120由无纺布带121组成,它多层卷起来并通过扎紧打折,以及通过带金属钩123的夹紧环固定。这种制作型式具有良好的自通风性、高的形状保持性和有效的表面磨光能力。在图2d中表示的平盘130由裁剪好的单个盘131组成,它们相互重叠并通过同心的缝合线132相互连接在一起。中心用一个缝上去的或装订上去的硬纸板133加强。
在图2e中表示的工具140由多个单个无纺布薄片141组成,无纺布的边缘最好通过粘结,但是也可以通过缝合或铆接单片地或成组(143)地,也可以折成U形144,以一定的间距或没有间隔145设置固定在一个圆柱形的、圆锥形的或碟形的核芯142上。
在图2f和2g表示的工具150和160具有一个传动带形状的无端的载体151或161组成,在它上面固定了折叠成多层的无纺布152(图2f)或单个无纺布薄片162或薄片组163,它们也可以折成U形164,通过缝合165和/或粘结和/或铆接(图2g)在载体上。
图3a和3b表示两个用废了的抛光环。这两个环都具有图2c所示的组构,其中第一个(图3a)是由一种棉织品制成的普通类型,第二个(图3b)是由一个按本发明的棉制无纺布制成的。引人注目的是:第二个环与第一个相比均匀的径向磨损。对于由针刺或液束法制成的非定向纤维无纺布与织造材料相反其径向磨损是规则的。由于这种性能第二个环能够比第一个使用更长时间,第一种环的不规则散边的轮廓对抛光质量有不利影响。
这种不同的性能也可以从图4a和4b的表述中反映出来,图中表示两个按图2d的多层平盘的用旧的布层。第一层(图4a)是以普通的方法由棉织品制成,第二层(图4b)按照本发明由棉无纺布制成。可以看出,第一层(图4a)以剧烈的纤维粉碎显示出明显的磨损,导致几何形状完全的改变,而第二层(图4b)仅仅表现出轻微的、规则的纤维粉碎。
本发明不局限于所阐述的和作为例子表示的结构形式,而是在专业人员能力的范围内可以知悉它的不同的细微变化,而不脱离本发明的构想。
Claims (12)
1.由经过裁剪和处理的纤维无纺布制成的用于通过摩擦对加工对象进行机械表面处理,例如擦试、抛光、光亮处理、清洗、湿润或擦干的工具,其特征在于:所述的无纺布(11)是一种仅仅机械加强的无粘结剂的柔软的并且允许在处理压力作用下深入和至少局部包容加工对象的非定向纤维无纺布,它的机械强度为小于500N/500mm,但至少是300N/50mm,并具有按照DIN53857/2为50-150%的平均断裂延伸率。
2.按照权利要求1所述的工具,其特征在于:所述的平均断裂延伸率为80%-100%。
3.按权利要求1的工具,其特征在于:非定向纤维无纺布具有悬垂能力,也就是说具有按DIN 54 306在约70到90%之间的悬垂系数D。
4.按权利要求1的工具,其特征在于:无纺布(11)具有天然的、人造的或合成的和/或用在无纺布(11)中非混和地或者混和地存在的矿物材料填充的纤维。
5.按权利要求1的工具,其特征在于:无纺布(11)包含一部分在热作用下在交叉点上相互连接起来的粘结纤维。
6.按权利要求1的工具,其特征在于:无纺布(11)包含一部分在热作用下会收缩并在冷却以后继续保持这种状态的皱缩纤维。
7.按权利要求1的工具,其特征在于:制成无纺布(11)的纤维是切断纤维,它的长度在10到100mm之间,纤度在0.02到150dtex之间。
8.按权利要求1的工具,其特征在于:无纺布(11)具有约50到500g/m2之间的面密度,或者无纺布(11)的密度在约0.1到0.5g/cm3之间。
9.按权利要求1的工具,其特征在于:无纺布(11)的厚度在约0.3到5.0mm之间。
10.按权利要求1的工具,其特征在于:无纺布(11)做成单层或多层的折叠环、平盘、团、滚子、轧辊、带子或刷子。
11.按权利要求12的工具,其特征在于:无纺布(11)具有一个圆环形,它至少由一个由至少一层裁剪好的无纺布带(102)制成,将带子折叠,径向绕一个刚性的核芯放置并固定在那里;或者环形(110)无纺布(11)由至少一条由至少一层无纺布裁剪成的带子(111)制成,它折叠成波浪形,围绕一个刚性的核芯放置并固定在那里;或者环形(120)无纺布(11)由至少一条由至少一层无纺布裁剪成的带子(121)制成,将它折叠和/或打折并通过一个夹紧环固定在一起;或者环形(130)无纺布(11)由至少二个由至少一层无纺布裁剪成并相互叠在一起的圆盘制成,它们通过中间件(133)和/或缝合接缝(132)固定在一起;或者做成单个形成薄片(141)的一层或多层布段形状的无纺布(11)固定在圆柱形、圆锥形或者碟形核芯(142)上;或者例如折叠的无纺布(11)固定在一个传动带形状的、无端的载体(151,161)上,就像一条传动带由皮带轮带动一样;或者无纺布(11)以折叠成多层的带子的形状(152)或以单个做成薄片(162)的一层或多层布段的形状固定在传动带形的、无端载体(161)上。
12.按权利要求1的工具,其特征在于:所述的无纺布(11)配备相应选择的材料以减少其磨损和可燃性、或者改善抛光膏的附着性、刮刷性能、表面侵蚀能力、使用寿命、液体的吸收作用、液体的撞击作用、非静态作用等。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DEG9415441.4U | 1994-09-26 | ||
| DE9415441 | 1994-09-26 | ||
| DEG9417186.6 | 1994-10-26 | ||
| DEG9417186.6U | 1994-10-26 | ||
| DE9417186U DE9417186U1 (de) | 1994-09-26 | 1994-10-26 | Werkzeug für die mechanische Oberflächenbehandlung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1158583A CN1158583A (zh) | 1997-09-03 |
| CN1076652C true CN1076652C (zh) | 2001-12-26 |
Family
ID=25962476
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN95195277A Expired - Fee Related CN1076652C (zh) | 1994-09-26 | 1995-05-24 | 机械表面处理工具 |
Country Status (18)
| Country | Link |
|---|---|
| US (1) | US5989113A (zh) |
| EP (1) | EP0804316B1 (zh) |
| JP (1) | JP3146261B2 (zh) |
| CN (1) | CN1076652C (zh) |
| AT (1) | ATE185507T1 (zh) |
| AU (1) | AU702066B2 (zh) |
| BR (1) | BR9509157A (zh) |
| CA (1) | CA2200976A1 (zh) |
| CZ (1) | CZ74397A3 (zh) |
| DK (1) | DK0804316T3 (zh) |
| ES (1) | ES2139902T3 (zh) |
| FI (1) | FI971185A0 (zh) |
| GR (1) | GR3032309T3 (zh) |
| HU (1) | HU218811B (zh) |
| PL (1) | PL178324B1 (zh) |
| PT (1) | PT804316E (zh) |
| RU (1) | RU2147506C1 (zh) |
| WO (1) | WO1996009915A1 (zh) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6524164B1 (en) * | 1999-09-14 | 2003-02-25 | Applied Materials, Inc. | Polishing pad with transparent window having reduced window leakage for a chemical mechanical polishing apparatus |
| US6713413B2 (en) | 2000-01-03 | 2004-03-30 | Freudenberg Nonwovens Limited Partnership | Nonwoven buffing or polishing material having increased strength and dimensional stability |
| DE20004553U1 (de) * | 2000-03-07 | 2000-09-28 | Vliestec AG, 39112 Magdeburg | Bastfaservliesstoff |
| WO2001092620A1 (en) | 2000-06-01 | 2001-12-06 | Polymer Group Inc. | Method of making nonwoven fabric for buffing applications |
| EP1752574A1 (en) | 2000-06-01 | 2007-02-14 | Polymer Group, Inc. | A nonwoven fabric for buffing applications |
| DE10042109C2 (de) * | 2000-08-28 | 2003-07-03 | M & F Entw & Patentverwertungs | Polierwerkzeug |
| US6595843B1 (en) * | 2000-10-31 | 2003-07-22 | Jason Incorporated | Buffing tools and methods of making |
| JP3901939B2 (ja) * | 2000-12-05 | 2007-04-04 | 帝人コードレ株式会社 | 研磨用基布および研磨方法 |
| GB0411467D0 (en) * | 2004-05-22 | 2004-06-23 | Ball Burnishing Mach Tools | A tapered applicator for treating and cleaning surfaces |
| JP4948382B2 (ja) | 2006-12-22 | 2012-06-06 | キヤノン株式会社 | 感光ドラム取り付け用カップリング部材 |
| JP4498407B2 (ja) | 2006-12-22 | 2010-07-07 | キヤノン株式会社 | プロセスカートリッジ、電子写真画像形成装置、及び、電子写真感光体ドラムユニット |
| JP5311854B2 (ja) | 2007-03-23 | 2013-10-09 | キヤノン株式会社 | 電子写真画像形成装置、現像装置、及び、カップリング部材 |
| JP5306050B2 (ja) | 2008-06-20 | 2013-10-02 | キヤノン株式会社 | カートリッジ、カップリング部材の取り付け方法、及び、カップリング部材の取り外し方法 |
| CN102343561B (zh) * | 2011-09-27 | 2016-03-09 | 中国林业科学研究院木材工业研究所 | 木制品异型砂光用条状刷式砂带及其柔化处理方法 |
| CN102328259A (zh) * | 2011-10-26 | 2012-01-25 | 中国科学院光电技术研究所 | 光学元件超光滑表面的抛光装置 |
| JP6025486B2 (ja) * | 2012-10-06 | 2016-11-16 | ユニチカ株式会社 | 円盤状研磨バフの製造方法 |
| JP6316547B2 (ja) * | 2013-06-13 | 2018-04-25 | 株式会社東京洗染機械製作所 | ロールアイロナー用異物除去装置 |
| CN103586762B (zh) * | 2013-10-31 | 2016-04-20 | 胡炳锋 | 一种塑料加工件高光涂层的抛光方法 |
| CN103654659A (zh) * | 2013-12-05 | 2014-03-26 | 吴江市亨德利纺织厂 | 一种吸水拖把用布料 |
| CN105033875A (zh) * | 2015-07-29 | 2015-11-11 | 阳江市伟艺抛磨材料有限公司 | 一种无纺布抛光轮浸泡润滑剂的生产方法 |
| TWI713526B (zh) * | 2016-05-20 | 2020-12-21 | 智勝科技股份有限公司 | 基底層、具有基底層的研磨墊及研磨方法 |
| CN108098608A (zh) * | 2016-11-25 | 2018-06-01 | 马专利 | 可更换内套的竖摆列方式的抛光布麻轮 |
| CN110355700A (zh) * | 2019-07-19 | 2019-10-22 | 安徽省潜山县富源特种制刷有限公司 | 一种夹片工业刷 |
| CN110883708B (zh) * | 2019-11-29 | 2021-10-01 | 宁波江北金光磨具有限公司 | 一种磨片的制备方法 |
| CN112476151B (zh) * | 2020-11-23 | 2022-02-11 | 华辰精密装备(昆山)股份有限公司 | 轧辊支撑方法及用于支撑轧辊的中心架系统 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3976525A (en) * | 1973-08-10 | 1976-08-24 | Fiber Bond Corporation | Method of making a needled scouring pad |
| FR2310838A1 (fr) * | 1975-05-12 | 1976-12-10 | Minnesota Mining & Mfg | Disques de lustrage constitues de fibres synthetiques |
| EP0287286A2 (en) * | 1987-04-14 | 1988-10-19 | Minnesota Mining And Manufacturing Company | Abrasive article containing helically crimped fibers |
| EP0451944A2 (en) * | 1990-03-29 | 1991-10-16 | Minnesota Mining And Manufacturing Company | Nonwoven surface finishing articles reinforced with a polymer backing layer and method of making same |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE234655C (zh) * | ||||
| US1529701A (en) * | 1924-04-24 | 1925-03-17 | Purity Wool Preparing Company | Composite fabric |
| US3122766A (en) * | 1953-07-13 | 1964-03-03 | Osborn Mfg Co | Brush construction |
| DE1694594C3 (de) * | 1960-01-11 | 1975-05-28 | Minnesota Mining And Manufacturing Co., Saint Paul, Minn. (V.St.A.) | Reinigungs- und Polierkörper |
| DE6932770U (de) * | 1969-08-19 | 1969-12-18 | Bernd Messing | Polierkissen aus fasermaterial, insbesondere fuer den handbetrieb |
| US3597887A (en) * | 1970-07-01 | 1971-08-10 | F L & J C Godman Co | Resilient abrasion |
| DE2218295A1 (de) * | 1972-04-15 | 1973-10-25 | Picard Friedr Aug Kg | Polierkoerper, insbesondere polierscheibe |
| DE3438381A1 (de) * | 1984-10-19 | 1986-04-24 | Jack 3330 Helmstedt Brand | Filzkoerper als technisches hilfsmittel sowie verfahren und vorrichtung zu dessen herstellung |
| DE3717204A1 (de) * | 1987-05-22 | 1988-12-15 | Gottfried Baumann | Aus fasermaterial, vorzugsweise metallfasern, bestehender kreisscheibenfoermiger koerper, insbesondere zur verwendung als schleif- und/oder polierscheibe sowie verfahren zu seiner herstellung |
| DE8810629U1 (de) * | 1988-08-22 | 1988-09-29 | Norddeutsche Schleifmittel-Industrie Christiansen & Co (GmbH & Co), 2000 Hamburg | Schleifvlieswerkzeug mit Kletthaftrückseite |
| DE3938578A1 (de) * | 1988-12-05 | 1990-06-07 | Jason Inc | Drehbares schwabbelwerkzeug |
| DE4109692C2 (de) * | 1991-03-23 | 1995-06-22 | Filzfabrik Schwabach Gmbh | Verfahren zum Herstellen von gewalktem Filz |
-
1995
- 1995-05-24 BR BR9509157A patent/BR9509157A/pt not_active Application Discontinuation
- 1995-05-24 DK DK95920077T patent/DK0804316T3/da active
- 1995-05-24 RU RU97106798A patent/RU2147506C1/ru active
- 1995-05-24 AT AT95920077T patent/ATE185507T1/de not_active IP Right Cessation
- 1995-05-24 JP JP51130396A patent/JP3146261B2/ja not_active Expired - Fee Related
- 1995-05-24 WO PCT/EP1995/001978 patent/WO1996009915A1/de not_active Application Discontinuation
- 1995-05-24 ES ES95920077T patent/ES2139902T3/es not_active Expired - Lifetime
- 1995-05-24 CN CN95195277A patent/CN1076652C/zh not_active Expired - Fee Related
- 1995-05-24 AU AU25666/95A patent/AU702066B2/en not_active Ceased
- 1995-05-24 HU HU9702082A patent/HU218811B/hu not_active IP Right Cessation
- 1995-05-24 CA CA002200976A patent/CA2200976A1/en not_active Abandoned
- 1995-05-24 PL PL95319628A patent/PL178324B1/pl unknown
- 1995-05-24 EP EP95920077A patent/EP0804316B1/de not_active Expired - Lifetime
- 1995-05-24 PT PT95920077T patent/PT804316E/pt unknown
- 1995-05-24 CZ CZ97743A patent/CZ74397A3/cs unknown
- 1995-05-24 US US08/809,227 patent/US5989113A/en not_active Expired - Fee Related
-
1997
- 1997-03-21 FI FI971185A patent/FI971185A0/fi unknown
-
2000
- 2000-01-04 GR GR20000400009T patent/GR3032309T3/el unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3976525A (en) * | 1973-08-10 | 1976-08-24 | Fiber Bond Corporation | Method of making a needled scouring pad |
| FR2310838A1 (fr) * | 1975-05-12 | 1976-12-10 | Minnesota Mining & Mfg | Disques de lustrage constitues de fibres synthetiques |
| EP0287286A2 (en) * | 1987-04-14 | 1988-10-19 | Minnesota Mining And Manufacturing Company | Abrasive article containing helically crimped fibers |
| EP0451944A2 (en) * | 1990-03-29 | 1991-10-16 | Minnesota Mining And Manufacturing Company | Nonwoven surface finishing articles reinforced with a polymer backing layer and method of making same |
Also Published As
| Publication number | Publication date |
|---|---|
| PT804316E (pt) | 2000-04-28 |
| US5989113A (en) | 1999-11-23 |
| ES2139902T3 (es) | 2000-02-16 |
| CZ74397A3 (en) | 1997-08-13 |
| EP0804316B1 (de) | 1999-10-13 |
| FI971185A (fi) | 1997-03-21 |
| ATE185507T1 (de) | 1999-10-15 |
| BR9509157A (pt) | 1997-10-14 |
| WO1996009915A1 (de) | 1996-04-04 |
| GR3032309T3 (en) | 2000-04-27 |
| AU702066B2 (en) | 1999-02-11 |
| JP3146261B2 (ja) | 2001-03-12 |
| CA2200976A1 (en) | 1996-04-04 |
| EP0804316A1 (de) | 1997-11-05 |
| CN1158583A (zh) | 1997-09-03 |
| HU218811B (hu) | 2000-12-28 |
| RU2147506C1 (ru) | 2000-04-20 |
| PL319628A1 (en) | 1997-08-18 |
| JPH10506062A (ja) | 1998-06-16 |
| DK0804316T3 (da) | 2000-05-08 |
| HUT77143A (hu) | 1998-03-02 |
| FI971185A0 (fi) | 1997-03-21 |
| AU2566695A (en) | 1996-04-19 |
| PL178324B1 (pl) | 2000-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1076652C (zh) | 机械表面处理工具 | |
| EP0663028B1 (en) | Entangled continuous filament nonwoven scouring articles and methods of making same | |
| US6919117B1 (en) | Composite nonwoven fabric and method for making same | |
| US5626512A (en) | Scouring articles and process for the manufacture of same | |
| CN1097116C (zh) | 多孔性纤维结构体及其制造方法 | |
| CN101219534B (zh) | 抛光垫及其制造方法 | |
| CN1871392A (zh) | 水刺成网式非织造材料 | |
| JP2002525444A (ja) | 不織布 | |
| NO145019B (no) | Vandige blandinger for belegning av papir og papp | |
| CN1539036A (zh) | 包含回用合成纤维材料的水刺缠结非织造复合结构 | |
| US6695941B2 (en) | Method of making nonwoven fabric for buffing applications | |
| US7160183B2 (en) | Buffing tools and methods of making | |
| CN1473217A (zh) | 包含回用合成纤维材料的水刺缠结非织造物 | |
| US20110003536A1 (en) | Polishing Pad and Method of Producing the Same | |
| US5196037A (en) | Products for use in polishing and the like and process for producing same | |
| CN1048420A (zh) | 棉/聚酯纤维混合物及其层状制品 | |
| US20230249317A1 (en) | Abrasive product and method for manufacturing abrasive product | |
| KR0160460B1 (ko) | 부직포 인공피혁 제조방법 | |
| RU2070509C1 (ru) | Абразивное полотно | |
| GB2182050A (en) | Coated flexible sheet and process of manufacture thereof | |
| RU2102222C1 (ru) | Абразивное полотно | |
| EP1752574A1 (en) | A nonwoven fabric for buffing applications | |
| JP2010077547A (ja) | 研磨用布帛およびその製法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |