CN106739039B - 一种塑料管的自动弯管机 - Google Patents
一种塑料管的自动弯管机 Download PDFInfo
- Publication number
- CN106739039B CN106739039B CN201611100427.4A CN201611100427A CN106739039B CN 106739039 B CN106739039 B CN 106739039B CN 201611100427 A CN201611100427 A CN 201611100427A CN 106739039 B CN106739039 B CN 106739039B
- Authority
- CN
- China
- Prior art keywords
- bending
- cylinder
- seat
- drive
- motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D23/00—Producing tubular articles
- B29D23/001—Pipes; Pipe joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/02—Bending or folding
- B29C53/08—Bending or folding of tubes or other profiled members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/16—Straightening or flattening
- B29C53/20—Straightening or flattening of tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/80—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/80—Component parts, details or accessories; Auxiliary operations
- B29C53/84—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C69/00—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore
- B29C69/001—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore a shaping technique combined with cutting, e.g. in parts or slices combined with rearranging and joining the cut parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C69/00—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore
- B29C69/02—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore of moulding techniques only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/22—Tubes or pipes, i.e. rigid
Abstract
本发明提供了一种塑料管的自动弯管机,包括工作台和依次按加工工序设置在工作台上的整平机构、送料机构、加热机构、压紧机构、切割机构、折弯机构、定型机构、下料机械手机构,通过将塑料管的校直、切割、加热、夹紧、弯管和取料等工序衔接在一起,所有操作均在一台设备上完成,使各操作工序可以连贯性地完成。体现出本发明生产成本低,效率高,占地面积小,能够实现塑料管的自动折弯,省时省力。
Description
技术领域
本发明涉及自动弯管机设备领域,具体涉及一种塑料管的自动弯管机。
背景技术
塑料管中的一种PE管由于其强度高、耐腐蚀、无毒等特点,被广泛应用于给水管制造领域。因为它不会生锈,所以,是替代普通铁管的理想管材。现有技术中对PE管的折弯是通过人工手动操作折弯机进行折弯的,由于对PE管的折弯工艺复杂,该工艺包括把PE管整直、切断、加热、折弯和定型,采用人工操作的话,需要的工人要非常多,而且这种作业方式提高了工人的劳动强度,生产效率低下。同时,这么多工序需要不同的装置进行加工,这些装置多且占地面积大,操作不方便,在进行大批量PE管加工时,生产成本高,效率低。而且,人工操作折弯机时还存在较大的安全隐患。随着工业自动化水平的提高,现有的折弯机,自动化程度低,工序步骤多需要人工完成上料、定位和下料等操作,并没有充分解放劳动力。
发明内容
本发明的目的在于克服上述缺陷,提供一种塑料管的自动弯管机,该弯管机成本低廉,效率高,能耗低,占地面积小,能够实现塑料管的自动折弯,省时省力。
为了实现上述目的,本发明提供了如下技术方案:
一种塑料管的自动弯管机,包括工作台和依次按加工工序设置在工作台上的整平机构、送料机构、加热机构、压紧机构、切割机构、折弯机构、定型机构、下料机械手机构;所述整平机构包括竖直调直轮组件和水平调直轮组件,所述水平调直轮组件设置在竖直调直轮组件左侧;所述送料机构设置在水平调直轮组件的出料端,所述送料机构包括两块竖直安装板、主动轮、从动轮、第一电机和第一气缸,所述主动轮和从动轮安装在两块竖直安装板之间,且从动轮设置在主动轮上方,所述第一电机可驱动主动轮做旋转运动,所述第一气缸可驱动从动轮做升降运动;所述加热机构设置在送料机构的出料端,所述加热机构包括加热箱体,所述加热箱体上开设有用于加热塑料管的通孔;所述加热机构的出料端设置有切割机构和压紧机构,所述切割机构和压紧机构相对设置在塑料管的两侧,所述切割机构包括切刀、第二电机、移动座和移动座驱动装置,所述切刀安装在移动座上,所述第二电机驱动切刀做旋转运动,所述移动座驱动装置驱动移动座带动切刀对塑料管做切割运动;所述压紧机构包括第一压紧块、定位座和第二气缸,所述第一压紧块可转动的安装在定位座上,所述第二气缸驱动第一压紧块将塑料管压紧在定位座上;所述折弯机构设置在切割机构的左侧,所述折弯机构包括压紧组件、折弯组件和塞胶组件,所述压紧组件包括第二压紧块、第一滑板、固定座和第三气缸,所述第二压紧块安装在第一滑板前端,所述第一滑板可滑动的安装在固定座上,所述第三气缸可驱动第一滑板带动第二压紧块压紧塑料管,所述折弯组件包括第三电机、转动轴、安装在转动轴上且可绕轴旋转的折弯模和折弯座,所述折弯座上设置有折弯滑块和第九气缸,所述折弯滑块在第九气缸的驱动下可压紧塑料管,所述折弯模和折弯座在第三电机的驱动下做旋转运动可将塑料管折弯,所述塞胶组件设置在折弯座上,所述塞胶组件包括塞胶夹持臂和第四气缸,所述第四气缸可驱动塞胶夹持臂将胶体塞入塑料管内,所述定型机构和下料机械手机构均安装在折弯机构的上方,所述定型机构包括第五气缸和风枪,所述第五气缸可驱动风枪做上下运动。
进一步地,所述下料机械手机构包括横梁、安装在横梁上的前后移动滑台和第四电机,所述第四电机可驱动前后移动滑台在横梁上做前后移动,所述前后移动滑台上设置有上下移动滑台和第六气缸,所述第六气缸可驱动上下移动滑台做上下移动,所述上下移动滑台上设置有左右移动座和第七气缸,所述第七气缸可驱动左右移动座做左右移动,所述左右移动座上设置有夹料手指和第八气缸,所述第八气缸可驱动夹料机械手指夹紧塑料管。
进一步地,所述竖直调直轮组件包括设置有两排且平行设置的调直轮和竖直板,所述竖直板安装在工作台上,所述调直轮安装在竖直板上。
进一步地,所述水平调直轮组件包括水平板和设置有两排且平行设置在水平板上的调直轮。
进一步地,所述加热箱体内还设置有加热棒和加热板,所述加热棒设置有四条且围绕加热箱体上的通孔设置。
进一步地,所述第一电机为步进电机。
进一步地,所述第四电机为步进电机。
本发明的有益效果为:
本发明通过在工作台上依次按加工工序设置在工作台上的整平机构、送料机构、加热机构、压紧机构、切割机构、折弯机构、定型机构、下料机械手机构;塑料管首先在送料机构的自动牵引下通过整平机构将一卷一卷的塑料管整平;接着又在送料机构的驱动下塑料管经过加热机构后到达折弯机构上,通过加热机构把塑料管软化,使得在折弯时更容易成型;在折弯前,先通过切割机构将塑料管切断刀需要的长度,切割时压紧机构会自动将塑料管夹紧再由切割机构切断;切断后折弯机构会先将塑料管压紧,再通过折弯组件将塑料管折弯,塑料管折弯后定型机构会对塑料管先吹热风再吹冷风使得折弯后的塑料管定型,定型后,下料机械手自动将塑料管夹出,从而完成塑料管的全部加工工序,折弯机会自动继续下一条塑料管的折弯;从而体现出本发明的优点如下:1、本发明结构简单,效率高,能耗低,实现了塑料管的自动整平、送料、加热、切断、折弯和下料,降低了工人的劳动强度及生产成本,避免了安全事故的发生 ;2、本发明塑料管能够实现全自动折弯,解放了人力,并且减小了占地面积,提高了生产效率。
附图说明
图1是本发明的立体结构示意图;
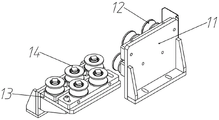
图2是本发明的整平机构的结构示意图;
图3是本发明的送料机构的结构示意图;
图4是本发明的加热机构的结构示意图;
图5是本发明的压紧机构的结构示意图;
图6是本发明的切割机构的结构的示意图;
图7是本发明的折弯机构的结构示意图;
图8是本发明的定型机构的结构示意图;
图9是本发明的下料机构手机构的结构示意图。
具体实施方式
以下结合附图对本发明进行进一步说明:
如图1到图4所示的一种塑料管的自动弯管机,包括工作台和依次按加工工序设置在工作台上的整平机构1、送料机构2、加热机构3、压紧机构5、切割机构4、折弯机构6、定型机构7、下料机械手机构8。
所述整平机构1包括竖直调直轮组件和水平调直轮组件,所述水平调直轮组件设置在竖直调直轮组件左侧,所述竖直调直轮组件包括设置有两排且平行设置的调直轮12和竖直板11,所述竖直板11安装在工作台上,所述调直轮安装在竖直板11上,这样可以先对弯曲的塑料管先进行竖直方向的调直,方便后续的加工,所述水平调直轮组件包括水平板13和设置有两排且平行设置在水平板上的调直轮14,在水平方向调直后,塑料管的平行度还是无法达到要求的,故还需要水平方向再次对塑料管进行调直。
所述送料机构2设置在水平调直轮组件的出料端,所述送料机构2包括两块竖直安装板21、主动轮22、从动轮23、第一电机24和第一气缸25,所述主动轮22和从动轮23安装在两块竖直安装板21之间,且从动轮23设置在主动轮22上方,所述第一电机24可驱动主动轮22做旋转运动,该第一电机24为步进电机,从而使主动轮22每次转动可精确停顿,使得塑料管的长度定位更为精确,所述第一气缸25可驱动从动轮23做升降运动,这样可以适应不同型号的塑料管,当传送大直径的塑料管可以调节从动轮的高度来实现,提高了本发明的通用性。
所述加热机构3设置在送料机构2的出料端,所述加热机构3包括加热箱体31,所述加热箱体31上开设有用于加热塑料管的通孔32,所述加热箱体31内还设置有加热棒33和加热板,所述加热棒33设置有四条且围绕加热箱体31上的通孔32设置,当塑料管通过该通孔32时,由于该加热棒33是均匀围绕该通孔32设置的,这样使得加热速度更快,塑料管的受热更为均匀。
所述加热机构3的出料端设置有切割机构4和压紧机构5,所述切割机构4和压紧机构5相对设置在塑料管的两侧,所述切割机构4包括切刀41、第二电机42、移动座43和移动座驱动装置,移动座驱动装置包括同步带45、丝杆、同步轮47、导轨48和第五电机49,该第五电机49为步进电机,所述切刀41安装在移动座43上,移动座43安装在导轨48上,所述第五电机49通过同步带45带动同步轮47转动,同步轮47带动丝杆旋转,丝杆带动移动座43在导轨48上运动,该第五电机49为步进电机,从而使同步带每次转动可精确停顿,切割管材的进给也因此定位精确,第二电机42可驱动切刀41做旋转运动,所述移动座驱动装置驱动移动座43带动切刀41对塑料管做切割运动;所述压紧机构5包括第一压紧块51、定位座52和第二气缸53,所述第一压紧块51可转动的安装在定位座52上,所述第二气缸53驱动第一压紧块51将塑料管压紧在定位座52上,该第一压紧块51的运动为杆杠原理,第二气缸53与第一压紧块51的端部相连接,第一压紧块51的中部通过轴可转动的安装在定位座52上,这样第二气缸53可轻易的将塑料管压紧,而且第一压紧块51上方还是定位件。
所述折弯机构6设置在切割机构4的左侧,所述折弯机构6包括压紧组件、折弯组件和塞胶组件,所述压紧组件包括第二压紧块611、第一滑板612、固定座和第三气缸613,所述第二压紧块611安装在第一滑板612前端,所述第一滑板612可滑动的安装在固定座上,所述第三气缸613可驱动第一滑板612带动第二压紧块611压紧塑料管,所述折弯组件包括第三电机、转动轴622、安装在转动轴622上且可绕轴旋转的折弯模623和折弯座624,所述折弯座624上设置有折弯滑块625和第九气缸626,所述折弯滑块625在第九气缸626的驱动下可压紧塑料管,所述折弯模623和折弯座624在第三电机的驱动下做旋转运动可将塑料管折弯,所述塞胶组件设置在折弯座624上,所述塞胶组件包括塞胶夹持臂631和第四气缸632,所述第四气缸632可驱动塞胶夹持臂631将胶体塞入塑料管内,塞入的胶体为优力胶,防止塑料管在弯的过程中折弯处变型扁了,所述定型机构7和下料机械手机构8均安装在折弯机构6的上方,所述定型机构7包括第五气缸71和风枪72,所述第五气缸71可驱动风枪72做上下运动,风枪72上连接有一条出热风的管73和一条出冷风的管74,塑料管折弯后首先进行吹热风然后再吹冷风冷却。
进一步地,所述下料机械手机构8包括横梁81、安装在横梁81上的前后移动滑台83和第四电机82,所述第四电机82为步进电机,所述第四电机82可驱动前后移动滑台83在横梁81上做前后移动,所述前后移动滑台83上设置有上下移动滑台85和第六气缸84,所述第六气缸84可驱动上下移动滑台85做上下移动,所述上下移动滑台85上设置有左右移动座87和第七气缸86,所述第七气缸86可驱动左右移动座87做左右移动,所述左右移动座87上设置有夹料手指88和第八气缸89,所述第八气缸89可驱动夹料机械手指88夹紧塑料管。
工作时,塑料管首先在送料机构的自动牵引下通过整平机构1将一卷一卷的塑料管整平;接着又在送料机构2的驱动下塑料管经过加热机构3后到达折弯机构6上,通过加热机构3把塑料管软化,使得在折弯时更容易成型;在折弯前,先通过切割机构4将塑料管切断刀需要的长度,切割时压紧机构5会自动将塑料管夹紧再由切割机构4切断;切断后折弯机构6会先将塑料管压紧,再通过折弯组件将塑料管折弯,塑料管折弯后定型机构7会对塑料管先吹热风再吹冷风使得折弯后的塑料管定型,定型后,下料机械手机构8自动将塑料管夹出,从而完成塑料管的全部加工工序,折弯机会自动继续下一条塑料管的折弯。
以上所述并非对本发明的技术范围作任何限制,凡依据本发明技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本发明的技术方案的范围内。
Claims (5)
1.一种塑料管的自动弯管机,其特征在于:包括工作台和依次按加工工序设置在工作台上的整平机构、送料机构、加热机构、压紧机构、切割机构、折弯机构、定型机构、下料机械手机构;所述整平机构包括竖直调直轮组件和水平调直轮组件,所述水平调直轮组件设置在竖直调直轮组件左侧;所述送料机构设置在水平调直轮组件的出料端,所述送料机构包括两块竖直安装板、主动轮、从动轮、第一电机和第一气缸,所述主动轮和从动轮安装在两块竖直安装板之间,且从动轮设置在主动轮上方,所述第一电机可驱动主动轮做旋转运动,所述第一气缸可驱动从动轮做升降运动;所述加热机构设置在送料机构的出料端,所述加热机构包括加热箱体,所述加热箱体上开设有用于加热塑料管的通孔;所述加热机构的出料端设置有切割机构和压紧机构,所述切割机构和压紧机构相对设置在塑料管的两侧,所述切割机构包括切刀、第二电机、移动座和移动座驱动装置,所述切刀安装在移动座上,所述第二电机驱动切刀做旋转运动,所述移动座驱动装置驱动移动座带动切刀对塑料管做切割运动;所述压紧机构包括第一压紧块、定位座和第二气缸,所述第一压紧块可转动的安装在定位座上,所述第二气缸驱动第一压紧块将塑料管压紧在定位座上;所述折弯机构设置在切割机构的左侧,所述折弯机构包括压紧组件、折弯组件和塞胶组件,所述压紧组件包括第二压紧块、第一滑板、固定座和第三气缸,所述第二压紧块安装在第一滑板前端,所述第一滑板可滑动的安装在固定座上,所述第三气缸可驱动第一滑板带动第二压紧块压紧塑料管,所述折弯组件包括第三电机、转动轴、安装在转动轴上且可绕轴旋转的折弯模和折弯座,所述折弯座上设置有折弯滑块和第九气缸,所述折弯滑块在第九气缸的驱动下可压紧塑料管,所述折弯模和折弯座在第三电机的驱动下做旋转运动可将塑料管折弯,所述塞胶组件设置在折弯座上,所述塞胶组件包括塞胶夹持臂和第四气缸,所述第四气缸可驱动塞胶夹持臂将胶体塞入塑料管内,所述定型机构和下料机械手机构均安装在折弯机构的上方,所述定型机构包括第五气缸和风枪,所述第五气缸可驱动风枪做上下运动,所述下料机械手机构包括横梁、安装在横梁上的前后移动滑台和第四电机,所述第四电机可驱动前后移动滑台在横梁上做前后移动,所述前后移动滑台上设置有上下移动滑台和第六气缸,所述第六气缸可驱动上下移动滑台做上下移动,所述上下移动滑台上设置有左右移动座和第七气缸,所述第七气缸可驱动左右移动座做左右移动,所述左右移动座上设置有夹料手指和第八气缸,所述第八气缸可驱动夹料机械手指夹紧塑料管,所述竖直调直轮组件包括设置有两排且平行设置的调直轮和竖直板,所述竖直板安装在工作台上,所述调直轮安装在竖直板上。
2.根据权利要求1所述的一种塑料管的自动弯管机,其特征在于:所述水平调直轮组件包括水平板和设置有两排且平行设置在水平板上的调直轮。
3.根据权利要求1所述的一种塑料管的自动弯管机,其特征在于:所述加热箱体内还设置有加热棒和加热板,所述加热棒设置有四条且围绕加热箱体上的通孔设置。
4.根据权利要求1所述的一种塑料管的自动弯管机,其特征在于:所述第一电机为步进电机。
5.根据权利要求1所述的一种塑料管的自动弯管机,其特征在于:所述第四电机为步进电机。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201611100427.4A CN106739039B (zh) | 2016-12-05 | 2016-12-05 | 一种塑料管的自动弯管机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201611100427.4A CN106739039B (zh) | 2016-12-05 | 2016-12-05 | 一种塑料管的自动弯管机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN106739039A CN106739039A (zh) | 2017-05-31 |
| CN106739039B true CN106739039B (zh) | 2022-11-11 |
Family
ID=58884386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201611100427.4A Active CN106739039B (zh) | 2016-12-05 | 2016-12-05 | 一种塑料管的自动弯管机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN106739039B (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107471616A (zh) * | 2017-06-26 | 2017-12-15 | 苏州华日金菱机械有限公司 | 圆提带的全自动成型装置 |
| CN107718524A (zh) * | 2017-11-03 | 2018-02-23 | 东莞市科雷明斯智能科技有限公司 | 一种管料折弯装置及折弯方法 |
| CN108437419A (zh) * | 2018-03-27 | 2018-08-24 | 淮北三友塑胶有限公司 | 一种塑料管折弯装置 |
| CN109333980A (zh) * | 2018-08-23 | 2019-02-15 | 芜湖市崇兴乐塑胶有限公司 | 一种塑料管折弯装置 |
| CN113085151A (zh) * | 2021-04-09 | 2021-07-09 | 浙江旭瑞建设有限公司 | 一种市政用管道处理装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201350685Y (zh) * | 2009-02-09 | 2009-11-25 | 广州市高澜水技术有限公司 | 一种应用于pvdf工程塑料管道热风循环弯管装置 |
| JP2011183411A (ja) * | 2010-03-05 | 2011-09-22 | Daikin Industries Ltd | ベンダー |
| DE102012219639A1 (de) * | 2012-05-31 | 2013-12-05 | Kunststoff-Technik Scherer & Trier Gmbh & Co. Kg | Verfahren zum Rollbiegen eines Profils, Profil, Verfahren zur Herstellung gebogener Profilwerkstücke, gebogenes Profilwerkstück, Vorrichtung zum Rollbiegen eines Profils sowie Extrusions- und Rollbiegelinie |
| CN203245216U (zh) * | 2012-12-05 | 2013-10-23 | 岳阳大力神电磁机械有限公司 | 方型管校正装置 |
| CN202984367U (zh) * | 2012-12-12 | 2013-06-12 | 西华大学 | 双辊全自动液压卷圆机 |
| CN102950176B (zh) * | 2012-12-12 | 2014-12-10 | 西华大学 | 双辊全自动液压卷圆机 |
| CN203235786U (zh) * | 2013-03-18 | 2013-10-16 | 庞远河 | 管内焊道整平装置 |
| CN103660266B (zh) * | 2013-09-29 | 2016-12-07 | 广东联塑科技实业有限公司 | 一种塑料薄壁管材在线校圆机构 |
| CN203665929U (zh) * | 2013-11-05 | 2014-06-25 | 赫比(上海)通讯科技有限公司 | 多功能精密自动折弯机 |
| CN203864005U (zh) * | 2013-12-30 | 2014-10-08 | 广东联塑机器制造有限公司 | 一种铝塑板生产线的校平装置 |
| CN105398037B (zh) * | 2015-09-21 | 2017-10-20 | 南通伊诺精密塑胶导管有限公司 | 一种自动弯管机 |
| CN205291547U (zh) * | 2016-01-06 | 2016-06-08 | 丹阳市铁龙机客车配件有限公司 | 一种pvc管定型加工装置 |
| CN105798620B (zh) * | 2016-04-15 | 2017-12-26 | 宁波金田铜管有限公司 | 铜管的自动弯管自动整形和自动平口装置 |
| CN206589368U (zh) * | 2016-12-05 | 2017-10-27 | 东莞市普华精密机械有限公司 | 一种塑料管的自动弯管机 |
| CN112264495A (zh) * | 2020-10-27 | 2021-01-26 | 张家港市华奥特种制冷设备有限公司 | 冷风机的蒸发器所用铜管的弯管机 |
-
2016
- 2016-12-05 CN CN201611100427.4A patent/CN106739039B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN106739039A (zh) | 2017-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106739039B (zh) | 一种塑料管的自动弯管机 | |
| CN205325187U (zh) | 全自动平面钢筋桁架焊接生产线 | |
| CN201969794U (zh) | 一种触点铆接机 | |
| CN212239043U (zh) | 一种弹簧自动送料绕制成型切断装置 | |
| CN106925633A (zh) | 一种板材的自动折弯装置 | |
| CN206951844U (zh) | 一种板材的自动折弯装置 | |
| CN205551161U (zh) | 一种自动折弯机器人 | |
| CN111009741A (zh) | 一种接线端子线夹、加工机械及加工方法 | |
| CN202155424U (zh) | 一种双管开料成型弯管一体机 | |
| CN206589368U (zh) | 一种塑料管的自动弯管机 | |
| CN103203400A (zh) | 角钢弯曲机及角钢弯曲生产线 | |
| CN112828211A (zh) | 大螺距大直径异形弹簧机 | |
| CN109834370B (zh) | 一种用于直缝钢管的焊接装置 | |
| CN208433883U (zh) | 一种新能源电机线圈成型机 | |
| CN215546604U (zh) | 一种微通道换热器芯体的水室自动组装设备 | |
| CN203526270U (zh) | 一种对中线弯管机 | |
| CN209614095U (zh) | 一种全自动铁杆校直打点弯折成型机 | |
| CN215143597U (zh) | 一种板材冲压弯折装置 | |
| CN104511734A (zh) | 刷簧安装机 | |
| CN209886870U (zh) | 一种用于直缝钢管的焊接装置 | |
| CN102615124A (zh) | 一种半轴缩杆生产工艺及其生产设备 | |
| CN218486936U (zh) | 一种折弯设备 | |
| CN203712213U (zh) | 一种两器自动穿管机 | |
| CN206028384U (zh) | 一种半挂车整体轴管预应力矫直成形装置 | |
| CN205763157U (zh) | 一种铜管折弯成型结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |