CN1064320A - 具有优异冲压成型性和磷化处理性的镍合金电镀冷轧钢薄板及其制造方法 - Google Patents
具有优异冲压成型性和磷化处理性的镍合金电镀冷轧钢薄板及其制造方法 Download PDFInfo
- Publication number
- CN1064320A CN1064320A CN92100779A CN92100779A CN1064320A CN 1064320 A CN1064320 A CN 1064320A CN 92100779 A CN92100779 A CN 92100779A CN 92100779 A CN92100779 A CN 92100779A CN 1064320 A CN1064320 A CN 1064320A
- Authority
- CN
- China
- Prior art keywords
- steel sheet
- rolled steel
- cold
- weight
- nickelalloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/56—Electroplating: Baths therefor from solutions of alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/56—Electroplating: Baths therefor from solutions of alloys
- C25D3/562—Electroplating: Baths therefor from solutions of alloys containing more than 50% by weight of iron or nickel or cobalt
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/06—Wires; Strips; Foils
- C25D7/0614—Strips or foils
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S428/00—Stock material or miscellaneous articles
- Y10S428/922—Static electricity metal bleed-off metallic stock
- Y10S428/9335—Product by special process
- Y10S428/934—Electrical process
- Y10S428/935—Electroplating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12583—Component contains compound of adjacent metal
- Y10T428/1259—Oxide
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12937—Co- or Ni-base component next to Fe-base component
Abstract
一种具有优异冲压成型性和磷化处理性、电镀了
镍合金的冷轧钢薄板,它包括一种冷轧钢薄板。一种
在该冷轧钢薄板至少一个表面上生成的镍合金电镀
层,在该层中镍合金颗粒以至少1×1012/米2的分布
密度沉淀,该镍合金颗粒以1~15%(重量)范围的数
量含有磷(P)、硼(B)和硫(S)中至少一种,该镍合金电
镀层的镀层重量在5~60毫克/米2冷轧钢薄板;和
一层在该镍合金电镀层表面上生成的镍合金氧化物
膜,其平均厚度在0.0002~0.005微米范围内。上述
冷轧钢薄板可进一步含有最多达0.15%(重量)钛(Ti)
和最多达0.15%(重量)铌(Nb)中至少一种。在添加
钛和/或铌的情况下,也可以进一步添加最多达
0.003%(重量)硼(B)。
Description
本发明涉及具有优异冲压成形性和磷化处理性的镍合金电镀冷轧钢薄板及其制造方法。
一般来说,用于汽车或电器的冷轧钢片材(薄板)都借助于大容量压机制成规定形状。为了制造大型车体、减少汽车在行驶期间的空气阻力并获得款式较好的外观,目前的习惯做法是把防护板、门和车身尾部制成圆形。
另一方面,从经济优点和环境保护的观点来看,也正在努力减少车体重量,从而减少油耗。为了减少车体重量,有必要降低制作车体的钢薄板的厚度;对于应当受到深冲压的钢薄板(如外露板)情况也是如此。用作外露板的钢薄板需要满意的耐凹陷性能和形状稳定性。因此,有必要使用薄的高强度钢制作外露板。为了采用深冲压使薄的高强度冷轧钢薄板成形,有必要事先利用强力压机增加钢薄板的皱纹抑制力,从而防止冲压成形期间在冷轧钢薄板上产生皱纹。
可采用连续退火或装箱退火,使冷轧钢薄板退火,以达到使在其冷轧期间严重变形的晶粒重结晶的目的。
一种普通低碳铝镇静钢已被用作深冲压软冷轧钢薄板的材料。一种含硅、锰和磷的低碳铝镇静钢已被用作深冲压高强度钢薄板的材料。装箱退火已被用于上述深冲压软冷轧钢薄板和深冲压高强度钢薄板退火。装箱退火的特征是加热时间长、冷却时间长、晶粒易生长,可得到具有高Lankford值的冷轧钢薄板。
装箱退火的钢薄板比连续退火的钢薄板暴露于高温的时间更长。结果,装箱退火的钢薄板中所含的硅、锰和磷以氧化物形式集中于钢薄板的表面。这些集中在钢薄板表面上的氧化物在冲压成形期间起到润滑剂膜的作用。此外,装箱退火的钢薄板比连续退火的钢薄板具有更高的Lankford值。因此,在装箱退火的钢薄板中几乎不发生诸如压裂这样的麻烦。
当装箱退火的钢薄板进行冲压成形、然后进行磷化处理时,钢薄板中所含的元素和富集到钢薄板表面上的元素(例如,锰)便使形成磷酸盐膜的反应活化,从而在钢薄板表面上形成一层致密的薄磷酸盐膜。这层磷酸盐膜具有在该钢薄板涂漆后提高漆粘合力和耐腐蚀性能的功能。
然而,最近由于简化制造工艺、提高产率和节省劳动力等理由,用连续退火法进行钢薄板退火正在日益成为常规做法。已知适合于应用连续退火处理的冷轧钢薄板包括一种超低碳钢或一种称为无间隙钢的钢材(以下简称为“IF钢”)。
为了改善用作超低碳钢薄板冲压成形性的指标的Lankford值,采取了下列措施:在炼钢期间进行钢脱气,以使碳含量降低到100PPm以下,并使其它杂质元素含量降到最低限度,从而使晶粒能快速生长。
IF钢是通过把钛和铌中的至少一种添加到超低碳钢中生产的,借助于这些添加的元素使起固体溶液元素作用的碳和氮固定,从而使得有可能以短时间的连续退火获得高Lankfora值。
由于上述超低碳钢和IF钢的发展,现在即使利用连续退火法也有可能制造具有高Lankford值的冷轧钢薄板。
然而,进行连续退火的深冲压冷轧钢薄板(以下简称“连续退火冷轧钢薄板”)的Lankford值等于或甚至超过进行普通装箱退火的深冲压冷轧钢薄板(以下简称“装箱退火冷轧钢薄板”)的Lankford值。不过,连续退火冷轧钢薄板在冲压成形期间容易发生破裂,而且当加工成复杂形状时,比装箱退火冷轧钢薄板更容易磨损。根据为找出原因而进行的各种研究的结果,如表1所示,揭示了在连续退火冷轧钢薄板和装箱退火冷轧钢薄板之间钢薄板表面的摩擦系数值有很大差异。表1表明普通连续退火和装箱退火冷轧钢薄板的表面摩擦系数(μ)的数值、Lankford值( r值)和极限延伸比(LDR),表2列出这些研究中所使用的连续退火和装箱退火冷轧钢薄板的化学组成。

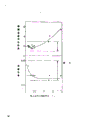
图1是说明连续退火冷轧钢薄板和装箱退火冷轧钢薄板的Lankford值和极限延伸比之间关系的曲线图。在图1中,记号“○”代表装箱退火冷轧钢薄板,记号“△”代表连续退火冷轧钢薄板。如图1中所示,连续退火和装箱退火冷轧钢薄板之间在Lankford值和极限延伸比方面的差异被认为是由如下事实造成的:连续退火冷轧钢薄板中这样的钢薄板表面的高摩擦系数减少了钢薄板表面和皱纹抑制夹具或模具之间的润滑性,从而影响材料在压机模具中的顺利流动。
现在来描述连续退火冷轧钢薄板的磷化处理性。对冲压成形的连续退火冷轧钢薄板进行磷化处理,便在该连续退火冷轧钢薄板的表面上形成一层磷酸盐膜。由于连续退火冷轧钢薄板只有含量很低的杂质元素,而且该钢薄板表面在退火期间暴露于高温的时间远短于装箱退火钢薄板,所以,该钢薄板中所含的元素几乎不富集到其表面上。结果,在连续退火冷轧钢薄板的表面上只有极少数阴极形成磷酸盐晶粒的沉淀核,因而,在钢薄板表面上生成的磷酸盐膜包含粗糙的晶粒。
图5是一幅SEM(扫描电子显微镜)显微照片,显示在装箱退火冷轧钢薄板表面上生成的磷酸盐膜晶体的金相结构,图6是一幅说明在连续退火冷轧钢薄板表面上形成的磷酸盐膜晶体金相结构的SEM显微照片。如图6中所示,在连续退火冷轧钢薄板表面上形成的磷酸盐膜晶粒比在图5中所示的装箱退火冷轧钢薄板表面上形成的磷酸盐膜晶粒更粗大。因此,连续退火冷轧钢薄板在磷化处理性,油漆粘合性和涂漆后的耐腐蚀性方面均劣于装箱退火冷轧钢薄板。
连续退火冷轧钢薄板在磷化处理性方面的上述劣势,当用无机酸对该钢薄板进行酸洗时就能观察到,不仅在超低碳钢中如此,在普通低碳金去铝钢和加盖钢的情况中也是如此。
作为解决酸洗连续退火冷轧钢薄板的低劣磷化处理性问题的一种办法,已经提出了在冷轧钢薄板表面上形成一层含磷和镍与铌中至少一种的合金镀层的技术,具体内容如下:
日本专利临时出版物NO.63-79,996(1988年4月9日)公开了一种在磷化处理性方面优异的、镀了合金的超低碳钢薄板,包括:
一种超低碳钢薄板,含碳量可多达0.005%(重量),钛和铌中至少一种,数量范围为0.005~0.15%(重量),余额为铁和伴随的杂质;和一层在所述超低碳钢薄板表面上形成的合金镀层,它包括磷和镍与钴中至少一种,所述磷的含量为1~30%(重量),所述超低碳钢表面所述合金镀层的镀层重量范围为10~500毫克/米2(以下简称“先有技术1”)。
按照先有技术1,有可能获得一种在磷化处理性方面优异、镀了合金的连续退火冷轧钢薄板,包括超低碳钢。这可归因于如下事实:在合金镀层中所含的磷促进该钢薄板表面上的阴极反应,从而使得有可能获得优异的磷化处理性。
然而,先有技术1有下列问题。
毫克/米2时,合金镀层对钢薄板表面的覆盖比提高,磷酸盐沉淀核的分布密度下降,磷酸盐膜的晶粒变得更粗大。结果,磷酸盐膜的沉积量相对于规定值而言显得不足,导致油漆粘合力差,油漆后的耐腐蚀性能也差。
由于难以在钢薄板表面上单独镀磷,因此,磷与用于电镀的镍和/或钴形成合金。磷所具有的功能是:增加合金镀层硬度,有利于在钢薄板表面的滑动面上形成油膜,从而降低摩擦系数。然而,磷含量超过15%(重量)时会严重地降低电镀时的电解效率,因而增加需要高速运转连续退火的设备费用。
由于含镍和/或钴和磷的合金镀层的镀层重量增加会导致冷轧钢薄板的磷化处理性降低,因此,有必要尽可能降低上述合金镀层的镀层重量。然而,当合金镀层的镀层重量减少时,钢薄板表面的摩擦系数增加,从而导致冲压成形性更差。因此,按照先有技术1无法总是得到优异的冲压成形性。
作为改进冷轧钢薄板磷化处理性和耐腐蚀性的一种技术,提出了如下的冷轧钢薄板;
公开于1990年4月12日日本专利公开出版物NO.2-101,200中的一种在磷化处理性和耐腐蚀性方面优异的镀镍冷轧钢薄板,它包括:
一种冷轧钢薄板;和一种在所述冷轧钢薄板表面上生成的镍镀层,在该层中镍颗粒是以1×1012~5×1014/米2的分布密度沉淀的,所述冷轧钢薄板表面所述镍镀层的镀层重量在1~50毫克/米2,每个所述镍颗粒都含有金属镍和非金属镍,其厚度为0.0009~0.03微米,粘着到所述金属镍表面,而所述镍颗粒的粒度为0.001~0.3微米(以下简称“先有技术2”)。
按照上述先有技术2,有可能形成一种致密、均匀的磷酸盐膜,其晶粒粒度在一定范围内,从而使得有可能获得一种磷化处理性和耐腐蚀性优异的冷轧钢薄板。此外,先有技术2使得能降低连续退火冷轧钢薄板表面的摩擦系数。
然而,我们的详细研究表明先有技术2有下列问题。
在先有技术2中,当镍镀层的镀层重量在5毫克/米2以下时,无法使冷轧钢薄板具有优异的磷化处理性。理由如下:借助于磷化处理形成致密和均匀磷酸盐膜,并使晶粒粒度在一定范围内所需要的磷酸盐初始沉淀核数目,按分布密度计在1×1010~5×1011/米2范围内。
然而,为了把镍镀层中镍颗粒的分布密度限制在如上所述的1×1012~5×1014/米2范围内,镍镀层的镀层重量必须是至少5毫克/米2。不过,按照先有技术2,公开的镍镀层的镀层重量是在1~50毫克/米2范围内。所以,当镍镀层的镀层重量在5毫克/米2以下时,不可能达到镍颗粒至少1×1012/米2的分布密度。因此,磷酸盐初始沉淀核数目在某些情况下无法保持在以上先有技术2所述的预期范围内,在这种情况下,无法使该钢薄板具有优异的磷化处理性。
此外,在先有技术2中,在镍镀层表面上形成非金属镍膜的目的是改善冷轧钢薄板表面磷化处理性并降低摩擦系数。然而,非金属镍基本上是一种金属氧化物,而且如在先有技术3的实例中所公开的,当通过使钢薄板在碱性槽液中进行阳极电解处理而在钢薄板表面形成一层平均厚度为至少0.005微米的非金属氧化镍膜时,在一部分没有镍镀层的钢薄板表面形成了平均厚度比上述更大的非金属氧化镍膜。结果,尽管冲压成形性改善了,磷酸盐膜沉积重量小的部分却更多了,从而导致涂漆后油漆粘合力降低,耐腐蚀性能变差。
由于镍的硬度低,所以,通过降低钢薄板表面的摩擦系数来改善冲压成形性需要在镍电镀层表面上形成一层更厚的氧化镍膜。然而,增加氧化镍膜的沉积量会降低磷化处理性。
因此,在先有技术2中,难以同时改善冲压成形性和磷酸盐化处理性。
当通过使用低碳钢薄板作为材料并对其进行连续退火处理来制造深冲压冷轧钢薄板时,需要同时解决磷化处理性降低和冲压成形性降低这两个问题。
在这种情况下,十分有必要开发一种适合于连续退火处理的、在深冲压加工冲压成形性和磷化处理性优异的、电镀了镍合金的冷轧钢薄板,但目前还没有人提出这样一种冷轧钢薄板及其制造方法。
因此,本发明的一个目的是提供一种适合于连续退火处理的、在深冲压加工中冲压成形性和磷化处理性优异的、电镀了镍合金的冷轧钢薄板。
按照本发明的特征之一,提供的是一种冲压成形性和磷化处理性优异、电镀了镍合金的冷轧钢薄板,它包括:
一种冷轧钢薄板,其基本组成为:
碳(C):最多为0.06%(重量)
硅(Si):最多为0.5%(重量)
锰(Mn):最多为2.5%(重量)
磷(P):最多为0.1%(重量)
硫(S):最多为0.025%(重量),
可溶铝(Sol.Al):最多为0.10%(重量),
氮(N):最多为0.005%(重量),
余额是铁(Fe)和伴随杂质;
一种在所述冷轧钢薄板至少一个表面上形成的镍合金电镀层,在该层中镍合金颗粒以至少1×1012/米2的分布密度沉淀,所述镍合金颗粒含有磷(P)、硼(B)和硫(S)中至少一种,其数量在1~15%(重量)范围之内,所述镍合金电镀层的镀层重量是每个所述冷轧钢薄板表面都在5~60毫克/米2的范围内;和
一种在所述镍合金电镀层表面上形成的镍合金氧化物膜,其平均厚度在0.0002~0.005微米的范围内。
按照本发明的另一个特征,提供的是一种制造冲压成形性和磷化处理性优异、电镀了镍合金的冷轧钢薄板的方法,包括如下步骤:
制备一种钢锭,其基本组成为:
碳(C):最多为0.06%(重量),
硅(Si):最多为0.5%(重量),
锰(Mn):最多为2.5%(重量),
磷(P):最多为0.1%(重量),
硫(S):最多为0.025%(重量),
可溶铝(Sol.Al):最多为0.10%(重量),
氮(N):最多为0.005%(重量),
余额是铁(Fe)和伴随杂质;然后
热轧所述钢锭,以制备一种热轧钢薄板;然后
冷轧所述热轧钢薄板,压缩率在60~85%范围之内,以制备一种冷轧钢薄板;然后
对所述冷轧钢薄板进行连续退火处理,包括把所述冷轧钢薄板加热到重结晶温度,然后将其缓慢冷却;然后
在酸性电镀槽中对所述连续退火的冷轧钢薄板进行连续镍合金电镀处理,以形成一个镍合金电镀层,在该层中镍合金颗粒以至少1×1012/米2的分布密度沉淀在所述冷轧钢薄板的至少一个表面上,所述镍合金颗粒含有磷(P)、硼(B)和硫(S)中至少一种,其数量在1~15%(重量)范围之内,所述镍合金电镀层的镀层重量为每个所述冷轧钢薄板表面在5~60毫克/米2范围之内;然后
把在其所述至少一个表面上有所述镍合金电镀层的所述冷轧钢薄板浸入一种中性槽液或碱性槽液中,以便在所述镍合金电镀层上形成一个平均厚度在0.0002~0.005微米范围之内的镍合金氧化物膜。
在上述电镀了镍合金的冷轧钢薄板及其制造方法中,所述冷轧钢薄板可进一步含有下列元素中的任何一种
(1)钛(Ti),数量最多达0.15%(重量);
(2)铌(Nb),数量最多达0.15%(重量);
(3)钛(Ti),数量最多达0.15%(重量),和铌(Nb),数量为0.15%(重量);
(4)钛(Ti),数量最多达0.15%(重量),和硼(B),数量最多达0.003%(重量);
(5)铌(Nb),数量最多达0.15%(重量),和硼(B),数量最多达0.003%(重量);及
(6)钛(Ti),数量最多达0.15%(重量),铌(Nb),数量最多达0.15%(重量),和硼(B),数量最多达0.003%(重量)。
图1是说明均无镀层的普通连续退火冷轧钢薄板和普通装箱退火冷轧钢薄板的Lankford值和极限延伸比之间关系的曲线图;
图2是说明镍合金电镀层的镀层重量对磷酸盐初始沉淀核数目、镍合金颗粒分布密度、摩擦系数和磷酸盐膜晶体粒度的影响的曲线图,它反映的是本发明实例和本发明范围外的对比实例;
图3是说明Lankford值和极限延伸比之间关系的曲线图,它反映的是本发明实例和本发明范围外的对比实例;
图4是说明镍合金氧化物膜平均厚度对磷酸盐膜晶体粒度和摩擦系数的影响的曲线图,它反映的是本发明实例和本发明范围外的对比实例;
图5是一幅扫描电子显微镜(SEM)显微照片,说明在装箱退火冷轧钢薄板表面上形成的磷酸盐膜晶体的金相结构;
图6是一幅扫描电子显微镜(SEM)显微照片,说明在连续退火冷轧钢薄板表面上形成的磷酸盐膜晶体的金相结构;
图7是一幅扫描电子显微镜(SEM)显微照片,说明在发明NO.1的样品表面上形成的磷酸盐膜晶体的金相结构,其镍合金电镀层的镀层重量为20毫克/米2,镍合金氧化物膜的平均厚度为13  (埃),和
(埃),和
图8是一幅扫描电子显微镜(SEM)显微照片,说明在本发明范围外的对比例NO.6的样品表面上形成的磷酸盐膜晶体的金相结构,其镍合金镀层的镀层重量为150毫克/米2,镍合金氧化物膜的平均厚度为18  (埃)。
(埃)。
从上述观点进行了广泛研究,以便发展一种冲压成形性和磷化处理性优异的、电镀了镍合金的冷轧钢薄板及其制造方法。取得了下列成果:
(1)通过在有特定化学组成的连续退火冷轧钢薄板表面形成一个有规定镀层重量的镍合金电镀层,在该层中镍合金颗粒以规定分布密度沉淀,然后在镍合金电镀层表面形成具有规定平均厚度的镍合金氧化物膜,最后对该冷轧钢薄板进行磷化处理,在镍合金氧化物膜表面形成磷酸盐膜,该磷酸盐膜变得更致密。进一步改善了涂漆后的漆粘合性和耐腐蚀性能。
(2)在该钢薄板表面形成的镍合金电镀层中所含的磷、硼和硫,改善了镍合金电镀层的硬度和该钢薄板的冲压成形性。
本发明就是在上述成果基础上进行的。现在,进一步详细说明本发明的,具有优异冲压成形性和磷化处理性的、电镀了镍合金的冷轧钢薄板及其制造方法。
本发明冷轧钢薄板的化学组成因下列理由而限制在上述范围内。
(1)碳:
碳含量高于0.06%(重量)会严重损害冷轧钢薄板的延展性,从而导致可塑性较差。另一方面,碳含量低于0.0005%(重量)会导致钢的精炼时间长,这在经济上不可取。
(2)硅和锰:
把硅和锰添加到需要有高冲压成形性的高强度钢薄板中。硅和锰是能增加该固体溶液的元素。加入硅和锰提高了该冷轧钢薄板的强度而不会严重损害其可塑性。然而,由于这些元素容易氧化,所以,硅含量高于0.5%(重量)或锰含量高于2.5%(重量)都会引起钢薄板表面的氧化,从而损害该冷轧钢薄板特有的表面外观。另一方面,硅含量低于0.005%(重量)或锰含量低于0.05%(重量)都会导致更长的钢精炼时间,这在经济上不可取。
(3)磷:
磷有提高冷轧钢薄板强度的功能。然而,磷含量高于0.1%(重量)会引起冷轧钢薄板深冲压期间的纵向断裂。另一方面,磷含量低于0.001%(重量)会导致更长的钢精炼时间,这在经济上不可取。
(4)硫和氮:
较低的硫含量或较低的氮含量都会提高冷轧钢薄板的冲压成形性。然而,硫含量高于0.025%(重量)或氮含量高于0.005%(重量)在经济上都不可取。另一方面,硫含量低于0.005%(重量)或氮含量低于0.0005%(重量)都会导致更长的钢精炼时间,这在经济上不可取。
(5)可溶铝:
可溶铝是作为用作脱氧剂的残留铝(Al)含于钢中的。当在至少640℃的盘卷温度用热轧工艺制备热轧薄板卷时,可溶铝有固氮和提高成形性的功能。通过将可溶铝含量调节到至少0.01%(重量),可获得稳定脱氧的铝镇静钢。然而,随着可溶铝含量超过0.1%(重量),上述效应便饱和了。
(6)钛和铌:
如果要求冷轧钢薄板具有很高的成形性,就需要额外添加入钛和铌。钛和铌有使碳和氮固定的功能,因此,使得采取向钢中添加钛和/或铌来制造IF钢成为可能。钛和铌的含量取决于碳和氮的含量。随着钛和铌的含量分别超过0.15%(重量),也就不能得到使碳和氮固定的预期效应,并遇到经济上不利的局面。当钛和铌分别低于0.001%(重量)时,也不能得到如上所述的效应。
(7)硼
硼的功能是防止纵向断裂,而这在含有钛和/或铌的IF钢的冷轧钢薄板中是必然发生的。添加硼改善冷轧钢薄板的可深冲压性能。因此,硼是根据需要同钛和/或铌一起额外添加的。然而,硼含量超过0.003%(重量)会导致冷轧钢薄板的延展性较低。另一方面,如果硼含量低于0.0002%(重量),便不能得到如上所述的预期效应。
在本发明中,镍合金电镀层是在有上述化学组成的连续退火冷轧钢薄板表面形成的。各以1~15%(重量)的数量含有磷(P)、硼(B)和硫(S)中至少一种的镍合金颗粒,是以至少1×1012/米2的分布密度沉淀于镍合金电镀层中,而且镍合金电镀层的镀层重量是每平方米冷轧钢薄板表面5~60毫克。理由如下。
为了提高连续退火冷轧钢薄板的磷化处理性,必要的是,将起到使磷锌矿(Zn3(PO4)2)和磷硬绿泥石(Zn2Fe(PO4)2)这些磷酸盐晶体沉淀的沉淀核作用的阴极以一定密度分布于连续退火冷轧钢薄板表面上,以便生成称为局部晶胞的磷酸盐初始沉淀核。分布于钢薄板表面上的阴极数目等于在由富集于钢薄板表面的元素和沉淀于在钢薄板表面形成的镍合金电镀层中的镍合金颗粒所产生的电位差作用下形成的局部晶胞数目。
为了保证优异的漆粘合性和涂漆后优异的耐腐蚀性,磷酸盐膜的晶粒的粒度应在一定的范围内,为此,磷酸盐初始沉淀核数目的分布密度应为1×1010~5×1011/米2。为了使磷酸盐初始沉淀核数目达到上述分布密度,沉淀于镍合金电镀层中的镍合金颗粒的分布密度应为1×1012~5×1014/米2。此外,为了达到上述沉淀镍合金颗粒分布密度,有必要将镍合金电镀层的镀层重量限制在每平米冷轧钢薄板表面5~60毫克的范围内。通过把镍合金电镀层的镀层重量限制在上述范围内,就有可能把沉淀于镍合金电镀层中的镍合金颗粒的分布密度调节到至少1×1012/米2,从而保证磷化处理所必需的磷酸盐初始沉淀核数目,因而降低了摩擦系数。
因此,通过限制镍合金电镀层的镀层重量和沉淀镍合金颗粒的分布密度而能得到的磷酸盐晶体平均粒度为1~3微米,这等于在装箱退火冷轧钢薄板表面上形成的磷酸盐晶体的平均粒度。这使得能在涂漆后达到令人满意的漆粘合力和耐腐蚀性能。
然而,如果每平方米冷轧钢薄板表面上镍合金电镀层的镀层重量低于5毫克,就不可能把镍合金颗粒的分布密度调整到至少1×1012/米2,因而也不可能保证磷化处理所必需的初始沉淀核数目。此外,也不能得到减少钢薄板表面摩擦系数的预期效应。另一方面,如果每平方米镍合金电镀层的镀层重量超过60毫克,上述效应便达到饱和,这只能造成浪费。此外,镍合金电镀层的镀层重量超过60毫克/米2会导致磷酸盐初始沉淀核数目减少,这是一种有害效应。
磷有增加镍合金电镀层的硬度、从而改善冷轧钢薄板的冲压成形性的功能,对其磷化处理性不产生有害影响。含镍和磷的合金的硬度在维氏硬度(Vickers hardness)HV500~HV600范围之内,这比镍的硬度高得多,后者的维氏硬度在HV200~HV250范围之内。然而,如果镍合金电镀层中磷含量低于1%(重量),便不能得到如上所述的预期效应。另一方面,如果镍合金电镀层中磷含量超过15%(重量),上述效应便达到其饱和值。磷含量超过15%(重量)进一步导致电解效率大大降低,从而需要通过(例如)控制PH值和离子来提高电镀槽液的控制精度。然而,在高速连续退火操作中,即使通过扩大辅助设施和增加镀槽数目,也难以实现完善的控制。
硼有增加镍合金电镀层硬度、从而改善冷轧钢薄板的冲压成形性的功能,对其磷化处理性不产生有害影响。含镍和硼的合金的硬度在维氏硬度HV600~HV800的范围之内,这比镍的硬度高得多。然而,如果镍合金电镀层中硼含量低于1%(重量),便不能得到如上所述的预期效应。另一方面,如果镍合金电镀层中硼含量高于15%(重量),上述效应便达到其饱和值。
磷和硼降低镍合金电镀层摩擦系数的原因还不清楚,但据推测可归因于如下事实:镍合金电镀层的较高硬度使得接触表面之间的粘合更难以发生,而且沉淀的镍合金颗粒起到滚珠的作用。难以发生粘合有利于在接触表面之间形成一层润滑剂膜。润滑油中所含的酯和脂肪酸等油性改进剂,被吸附在借助于在镍合金电镀层上产生的局部晶胞而活化的镍合金电镀层表面上,从而形成一层强力的润滑剂膜。
硫的硬度尽管化磷和硼低,但是硫具有使镍合金电镀层的摩擦系数降低到与磷和硼同一程度的功能。原因不清楚,但据认为可归因于如下事实:由于硫的氢过电压低于磷和硼的氢过电压,所以提高了油性改进剂的活性,从而增加了在镍合金电镀层表面上吸附的润滑油数量。然而,如果镍合金电镀层中硫含量低于1%(重量),便不能获得如上所述的预期效应。另一方面,如果镍合金电镀层中硫含量高于15%(重量),上述效应便达到其饱和值。
在本发明中,在镍合金电镀层表面上形成了平均厚度范围在0.0002~0.005微米的镍合金氧化物膜。理由如下。
为了增加钢薄板表面的硬度,需要增加镍合金电镀层的镀层重量。然而,当增加镍合金电镀层的镀层重量时,就不可能使其中所沉淀的镍合金颗粒的分布密度保持在恰当范围内。因此,在本发明中,镍合金电镀层的镀层重量并没有增加,但在镍合金电镀层表面上形成一层镍合金氧化物膜,其平均厚度范围为0.0002~0.005微米,或更为优选的范围是0.001~0.003微米,从而增加钢薄板表面的润滑性。这就降低了钢薄板表面的摩擦系数。镍合金氧化物膜的平均厚度低于0.0002微米不能达到降低摩擦系数的预期效应。
另一方面,由于镍合金氧化物膜是一种电绝缘体,其平均厚度大于0.005微米会防碍用于引起磷酸盐晶体沉淀的电流的顺利流动。因此,当通过在中性或碱性槽液中的阳极电解处理来形成一层镍合金氧化物膜时,如果槽液浓度高或电解电流大,则形成一层厚的镍合金氧化物膜,不仅在镍合金电镀层表面上如此,而且在没有覆盖镍合金电镀层的钢薄板表面部分上也如此。这降低了磷酸盐初始沉淀核的数目,导致更加粗糙的磷酸盐晶粒,从而防碍致密磷酸盐膜的形成。由于这个原因,镍合金氧化物膜的平均厚度应限制在0.0002~0.005微米的范围,或更为优选是0.001~0.003微米。
本发明的上述电镀了镍合金的冷轧钢薄板制造方法如下。
制备一种化学组成在本发明上述范围内的钢锭。然后,将该钢锭热轧,制备一种热轧钢薄板。
然后,将该热轧钢薄板以60~85%范围内的压缩比进行冷轧,制备一种冷轧钢薄板。冷轧压缩比应限制在60~85%范围内。如果冷轧压缩比低于60%或高于85%,该冷轧钢薄板都不具备充分的深冲压性。
然后,对由此制备的冷轧钢薄板进行连续退火处理,包括把该冷轧钢薄板加热到重结晶温度,然后使之缓慢冷却。
现在来举例说明本发明的连续退火处理。更具体地说,把冷轧钢薄板加热到重结晶温度,并在此温度保持3~10分钟范围的一段时间。然后,将这样加热的冷轧钢薄板以根据钢的等级恰当选择的最多达5℃/秒的冷却速度缓慢冷却到约50℃的温度。
本发明连续退火处理的另一个实施方案如下。将冷轧钢薄板加热到重结晶温度,并在此温度保持3~10分钟。然后,将这样加热的冷轧钢薄板以至少10℃/秒的冷却速度迅速冷却到可高达450℃的温度。然后,将该钢薄板在250~400℃范围内的温度进行1~3分钟的过时效处理。然后,将该钢薄板冷却到可高达50℃的温度。
之所以这样对冷轧钢薄板进行连续退火处理,是由于有可能减少操作时间,可获得质量上的均匀性,有可能提高产品产率和生产力。
随后,把经过这样连续退火的冷轧钢薄板在酸性电镀槽液中进行连续的镍合金电镀处理,在该冷轧钢薄板的至少一个表面上形成镍合金电镀层,其镀层重量为每平米冷轧钢薄板5~60毫克,在该层中镍合金颗粒以至少1×1012/米2的分布密度沉淀。
可利用置换法使镍合金颗粒沉淀在该冷轧钢薄板表面上,这种方法包括把该冷轧钢薄板浸没于酸性镀液中,但为了使镍合金颗粒以恒定的分布密度稳定地沉淀,应当采用电镀处理。
然后,将正在至少一个表面上这样形成了镍合金电镀层的冷轧钢薄板浸没于一种中性槽液或碱性槽液中,或者在该中性槽液或碱性槽液中进行阳极电解处理。这样,在该镍合金电镀层表面上形成了一层平均厚度范围为0.0002~0.005微米的镍合金氧化物膜。10克/升碳酸钠(Na2CO3)水溶液适用于作为碱性槽液。
在连续镍合金电镀处理之前,该冷轧钢薄板表面要按要求用酸洗法清洗。之所以进行酸洗,是因为在很多情况下连续退火设备的入口处有直接加热炉,在快速冷却区中部有快速冷却设备和水冷却装置和空气/水冷却装置,因而,加热期间大气气体露点上升会在钢薄板表面上产生氧化铁膜,这可能防碍镍合金颗粒以理想状态沉淀。虽然在这些实施方案中采用盐酸槽液浸没法进行酸洗,但利用硫酸槽液浸没法或在稀硫酸槽液中电解处理进行酸洗并不损害本发明的本质。
现在,借助于实例,同时与比较例对比,进一步详细说明本发明。
实例
精炼各化学组成如表2中所示的B~G级钢,然后用连续浇铸法分别从B~G级钢制备初轧板坯。然后,将由此制成的初轧板坯热轧,分别制备具有规定厚度的热轧钢薄板。其中每种热轧钢薄板的终轧温度是至少为其中每种钢的Ar3转变点的温度,而且热轧中的盘卷温度对B~E和G级钢是730℃,对F级钢是560℃。然后,用盐酸酸洗法对该轧钢薄板进行酸洗,以脱除该热轧钢薄板表面的锈皮。
然后,在如表4中所示的条件下,对经过酸洗的热轧钢薄板进行冷轧,分别制备厚度范围为0.8~1.0毫米的冷轧钢薄板。然后,在如表4中所示的条件下对该冷轧钢薄板进行连续退火处理。然后,把这样连续退火的冷轧钢薄板浸入如表3中所示含有盐酸的酸性槽液中,以便在如表3中所示的条件下进行酸洗。
然后,把其中每一种酸洗过的冷轧钢薄板置于如表3中所示的镍合金电镀槽液中,按照表3所示的条件下进行连续镍合金电镀处理。然后,把已在其上形成了镍合金电镀层的冷轧钢薄板置于碳酸氢钠(NaHCO3)水溶液中,在如表3中所示的条件下进行阳极电解处理,以便在该镍合金电镀层表面上形成镍合金氧化物膜。对所有在其表面形成了镍合金电镀层和镍合金氧化物膜的冷轧钢薄板以约1.0%的伸长比进行硬化冷轧,制备本发明范围内电镀了镍合金的冷轧钢薄板样品(以下简称“本发明样品”)NO.1~17。
为了比较,利用各具有如表2中所示的本发明范围内化学组成的D和E级钢,制备了本发明范围外电镀了镍合金的冷轧钢薄板样品(以下简称“对比样品”)NO.1~13。对比样品NO.1~13具有如表3中所示的本发明范围外镍合金电镀层的镀层重量或本发明范围外镍合金氧化物膜的平均厚度。
对由此制备的本发明样品NO.1~17和对比样品NO.1~13中的每一种,都按照如下测试方法研究了钢薄板表面的摩擦系数(μ),极限延伸比(LDR),Lankford值( r值),磷化处理性,镍合金电镀层中镍合金颗粒的分布密度,和镍合金氧化物膜的平均厚度。结果列于表4和5。对比样品NO.8~13的硬度值列于表5。
钢薄板表面摩擦系数的测试方法:
从本发明样品NO.1~17和对比样品NO.1~13中的每种样品切下尺寸为30毫米×200毫米的试片。把试片放在导辊上,然后在400公斤力的压力下把一个尺寸为3毫米×10毫米的加压元件从上压到试片的表面。然后,在这种状态下,以1000米/分的速度将试片抽出,测定这一时刻的拉力F(公斤力),并从由此测定的拉力F计算摩擦系数μ=400/F。借助于粒度约3微米的钻石粒在与滑动方向成直角的方向上使加压元件的底部表面事先具有表面粗糙度。
极限延伸比的测试方法:
从本发明样品NO.1~17和对比样品NO.1~13各切下多个具有不同直径的圆片。然后,利用一个直径为50毫米的冲头和一个模具冲压这些圆片。圆片上尚未产生断裂的圆片最大直径与冲头直径之比确定为极限延伸比。当测定该极限延伸比时,把市售抗腐蚀油作为润滑剂涂在圆片、冲头和模具上。
Lankford值的测试方法:
对本发明样品NO.1~17和对比样品NO.1~13中的每一个样品,在形成镍合金电镀层之前用一种已知方法测定Lankford值( r值)。
磷化处理性的测试:
把本发明样品NO.1~17和对比样品NO.1~13中每个样品在一种磷化处理溶液(Japan Perkerizing Co.,Ltd.制造;PB-3030)中浸没15秒,然后漂洗和干燥。借助于扫描型电子显微镜观察上述在磷化处理溶液中浸没过的本发明样品和对比样品中每个样品的表面,以测定磷酸盐初始沉淀核数目。此外,把本发明样品和对比样品中每个样品在上述磷化处理溶液中浸没120秒钟,以便在该钢薄板表面上完全形成磷酸盐膜,并借助于扫描型电子显微镜进行观察,以便测定磷酸盐晶粒的粒度和磷酸盐膜的外观。磷酸盐膜外观按照下列标准进行评估:
◎:磷酸盐晶粒的粒度在1.5~2.5微米的范围内,且磷酸盐膜的沉积量充分;
○:磷酸盐晶粒的粒度在1.0~<1.5微米或>2.5~3.0微米的范围内,且磷酸盐膜的沉积量充分;
△:磷酸盐晶粒的粒度>3.0微米,且磷酸盐膜的沉积量充分;
×:磷酸盐晶粒的粒度>3.0微米,且磷酸盐膜的沉积量不充分。
磷酸盐膜用逆电解法剥离,以便根据剥离前后之间的重量差来确定磷酸盐膜的沉积量。
镍合金电镀层中镍合金颗粒的分布密度以及镍合金氧化物膜的平均厚度的测定方法:
镍合金颗粒的分布密度是通过利用萃取复制法(extraction repliea method)萃取沉淀在该钢薄板表面上的镍合金来测定,然后借助于透射型电子显微镜进行观察。镍合金氧化物膜平均厚度的测定是通过应用Anger电子分光法进行的。
表3(1)
| 工艺 | 槽液组成 | 温度 | 电流密度 |
| 酸洗 | HC1 50g/l | 50±5℃ | - |
| Ni-P镀 | NiSO4·6H2O 240g/lNiCl2·6H2O 45g/lH3BO3 30g/lH3PO3 45g/lpH 2.0-3.0 | 40±5℃ | -1.0-3.0A/dm2 |
| Ni-B镀 | NiSO4·6H2O 240g/lNiCl2·6H2O 45g/lH3BO3 30g/l(CH3)3NBH3 5g/lpH 3.0-4.0 | 55±5℃ | -5.0-3.0A/dm2 |
| Ni-S镀 | NiSO4·6H2O 50g/l(NH4)2SO4 30g/lNa2C6H5O7·2H2O 15g/lNa2S2O3·5H2O 50g/lpH 3.5-4.5 | 30±5℃ | -1.0-3.0A/dm2 |
| Ni-P-B镀 | NiSO4·6H2O 240g/lNiCl2·6H2O 45g/lH3BO3 30g/lH3PO3 15g/l(CH3)3NBH3 5g/lpH 2.5-3.5 | 50±5℃ | -1.0-3.0A/dm2 |
| Ni合金氧化物膜生成 | NaHCO3 20g/l | 25±5℃ | 0.1-1.0A/dm2 |
注:g/l=克/升 A/dm2=安/分米2
表3(2)
| 工艺 | 槽液组成 | 温度 | 电流密度 |
| 酸洗 | HC1 50g/l | 50±5℃ | - |
| Ni-P-S镀 | NiSO4·6H2O 240g/lNiCl2·6H2O 45g/lH3BO3 30g/lH3PO3 45g/lNa2S2O3·5H2O 65g/lpH 2.5-3.5 | 40±5℃ | -1.0-3.0A/dm2 |
| Ni-B-S镀 | NiSO4·6H2O 240g/lNiCl2·6H2O 45g/lH3BO3 30g/l(CH3)3NBH3 5g/lNa2S2O3·5H2O 65g/lpH 2.5-3.5 | 40±5℃ | 1.0-3.0A/dm2 |
| Ni-P-B-S镀 | NiSO4·6H2O 240g/lNiCl2·6H2O 45g/lH3BO3 30g/lH3PO3 15g/l(CH3)3NBH3 5g/lNa2S2O3·5H2O 65g/lpH 2.5-3.5 | 40±5℃ | 1.0-3.0A/dm2 |
| Ni合金氧化物膜生成 | NaHCO3 20g/l | 25±5℃ | 0.1-1.0A/dm2 |
注:g/l=克/升 A/dm2=安/分米2


如表4和5中所示,其镍合金电镀层的镀层重量、镍合金颗粒的分布密度及镍合金氧化物膜的平均厚度均在本发明范围内的本发明样品NO.1~17呈令人满意的测试结果,而且具有优异的冲压成形性和磷化处理性。
相反,其镍磷合金电镀层的低镀层重量在本发明范围之外且镍磷合金颗粒的低分布密度也在本发明范围之外的对比样品NO.1,呈现高摩擦系数和大的磷酸盐晶体粒度,导致低劣的冲压成形和磷化处理性。
其镍磷合金氧化物膜的平均厚度大于本发明范围的对比样品NO.2和3,表现出磷酸盐晶体粒度大,磷酸盐膜的沉积量不充分,及磷化处理性低劣。
其镍硼合金氧化物膜的平均厚度大于本发明范围的对比样品NO.4和5,表现出磷酸盐晶体粒度大和磷化处理性差。
其镍磷合金电镀层的镀层重量大于本发明范围的对比样品6和7,表现出磷酸盐晶体粒度大和低劣的冲压成形性与磷化处理性。
对比样品NO.8~13表明,镍磷合金电镀层和镍硼合金电镀层的硬度比镍硫合金电镀层更高。
图2是一幅说明镍合金电镀层的镀层重量对磷酸盐初始沉淀核数目、镍合金颗粒的分布密度及磷酸盐膜晶体粒度的影响的曲线图、用于解释本发明实例和本发明范围外的对比例。在图2中,符号“○”代表有镍磷合金电镀层的本发明样品,符号“◇”代表有镍硼合金电镀层的本发明样品,符号“△”代表有镍硫合金电镀层的本发明样品,符号“□”代表有镍磷硫合金电镀层的本发明样品,符号“  ”代表有镍硼硫合金电镀层的本发明样品,符号“●”代表有镍磷合金电镀层的对比样品,而符号“◆”代表有镍硼合金电镀层的对比样品。在图2中,用箭头指出了在从F级钢制备的、电镀了镍合金的冷轧钢薄板表面形成的磷酸盐膜晶体粒度的范围和摩擦系数的范围。图2表明,如果该镍合金电镀层的镀层重量在本发明的范围内,其磷酸盐初始沉淀核数目、镍合金颗粒的分布密度、摩擦系数和磷酸盐晶体粒度均可达到像在装箱退火冷轧钢薄板中那样的令人满意的结果。
”代表有镍硼硫合金电镀层的本发明样品,符号“●”代表有镍磷合金电镀层的对比样品,而符号“◆”代表有镍硼合金电镀层的对比样品。在图2中,用箭头指出了在从F级钢制备的、电镀了镍合金的冷轧钢薄板表面形成的磷酸盐膜晶体粒度的范围和摩擦系数的范围。图2表明,如果该镍合金电镀层的镀层重量在本发明的范围内,其磷酸盐初始沉淀核数目、镍合金颗粒的分布密度、摩擦系数和磷酸盐晶体粒度均可达到像在装箱退火冷轧钢薄板中那样的令人满意的结果。
图3是一幅说明本发明实例和本发明范围外对比例的Lankford值和极限延伸比之间关系的曲线图。在图3中,符号“○”代表有镍磷合金电镀层的本发明样品,符号“◇”代表有镍硼合金电镀层的本发明样品,符号“△”代表有镍硫合金电镀层的本发明样品,符号“●”代表有镍磷合金电镀层的对比样品。图3表明,在本发明实例和对比实例之间Lankford值和极限延伸比均存在差别。
图4是一幅说明本发明样品和本发明范围外对比实例镍合金氧化物膜的平均厚度对磷酸盐膜晶体粒度和摩擦系数的影响的曲线图。在图4中,符号“○”代表本发明样品,而符号“●”代表对比样品。在图4中,用箭头指出了在从F级钢制备的、电镀了镍合金的冷轧钢薄板表面上形成的磷酸盐膜晶体粒度的范围,以及摩擦系数的范围。图4表明,即使该镍合金电镀层的镀层重量在本发明范围之内,如果镍合金氧化物膜的平均厚度低于本发明的范围,摩擦系数也会变得更高。另一方面,用低于本发明范围的镍合金氧化物膜平均厚度,磷酸盐晶体的粒度就会变得更大,从而导致低劣的磷化处理性。
按照如上详述的本发明,有可能得到适合于应用连续退火处理、冲压成形性和磷化处理性优异、用于深冲压加工的电镀了镍合金的冷轧钢薄板,及其制造方法,从而得到工业上有益的效果。
Claims (18)
1、一种具有优异冲压成形性和磷化处理性的电镀了镍合金的冷轧钢薄板,包括:
一种有如下基本组成的冷轧钢薄板:
碳(C) :最多达0.06%(重量),
硅(Si) :最多达0.5%(重量),
锰(Mn) :最多达2.5%(重量),
磷(P) :最多达0.1%(重量),
硫(S) :最多达0.025%(重量),
可溶铝(Sol.Al) :最多达0.10%(重量),
氮(N) :最多达0.005%(重量),
余额是铁(Fe)和伴随杂质;
一种在所述冷轧钢薄板至少一个表面上形成的镍合金电镀层,在该层中镍合金颗粒以至少1×1012/米2的分布密度沉淀,所述镍合金颗粒以1~15%(重量)的数量含有磷(P)、硼(B)和硫(S)中至少一种,所述镍合金电镀层的镀层重量是每平方米所述冷轧钢薄板表面为5~60毫克;和
在所述镍合金电镀层表面上形成的镍合金氧化物膜,其平均厚度在0.0002~0.005微米。
2、按照权利要求1的电镀了镍合金的冷轧钢薄板,其中:
所述冷轧钢薄板额外含有最多达0.15%(重量)数量的钛(Ti)。
3、按照权利要求1的电镀了镍合金的冷轧钢薄板,其中:
所述冷轧钢薄板额外含有最多达0.15%(重量)数量的铌(Nb)。
4、按照权利要求2的电镀了镍合金的冷轧钢薄板,其中:所述冷轧钢薄板额外含有最多达0.15%(重量)数量的铌(Nb)。
5、按照权利要求2的电镀了镍合金的冷轧钢薄板,其中:
所述冷轧钢薄板额外含有最多达0.003%(重量)数量的硼(B)。
6、按照权利要求3的电镀了镍合金的冷轧钢薄板,其中:
所述冷轧钢薄板额外含有最多达0.003%(重量)数量的硼(B)。
7、按照权利要求4的电镀了镍合金的冷轧钢薄板,其中:
所述冷轧钢薄板额外含有最多达0.003%(重量)数量的硼(B)。
8、按照权利要求1的电镀了镍合金的冷轧钢薄板,其中:
所述镍合金氧化物膜的平均厚度在0.001~0.003微米范围内。
9、一种用于制造具有优异冲压成形性和磷化处理性、电镀了镍合金的冷轧钢薄板的方法,包括下列步骤:
制备一种有如下基本组成的钢锭:
碳(c):最多达0.06%(重量),
硅(Si):最多达0.5%(重量),
锰(Mn):最多达2.5%(重量),
磷(P):最多达0.1%(重量),
硫(S):最多达0.025%(重量),
可溶铝(Sol.Al):最多达0.10%(重量),
氮(N):最多达0.005%(重量),
余额是铁(Fe)和伴随的杂质;然后
热轧所述钢锭,以制备一种热轧钢薄板;然后
以60~85%范围内的压缩比冷轧所述热轧钢薄板,以制备一种冷轧钢薄板;然后
对所述冷轧钢薄板进行连续退火处理,包括将所述冷轧钢薄板加热到重结晶温度然后使之缓慢冷却;然后
在酸性电镀槽液中对所述连续退火的冷轧钢薄板进行连续镍电镀处理,以使在所述冷轧钢薄板的至少一个表面上形成镍合金电镀层,在该层中镍合金颗粒以至少1×1012/米2的分布密度沉淀,所述镍合金颗粒以1~15%(重量)的数量含有磷(P)、硼(B)和硫(S)中至少一种,所述镍合金电镀层的镀层重量是每平方米所述冷轧钢薄板表面为5~60毫克,然后
把在至少一个表面上有所述镍合金电镀层的所述冷轧钢薄板浸入一种中性槽液或碱性槽液中,在所述镍合金电镀层上形成一层平均厚度范围为0.0002~0.005微米的镍合金氧化物膜。
10、按照权利要求9的方法,其中:
所述冷轧钢薄板额外含有最多达0.15%(重量)数量的钛(Ti)。
11、按照权利要求9的方法,其中:
所述冷轧钢薄板额外含有最多达0.15%(重量)数量的铌(Nb)。
12、按照权利要求10的方法,其中:
所述冷轧钢薄板额外含有最多达0.15%(重量)数量的铌(Nb)。
13、按照权利要求10的方法,其中:
所述冷轧钢薄板额外含有最多达0.003%(重量)数量的硼(B)。
14、按照权利要求11的方法,其中:
所述冷轧钢薄板额外含有最多达0.003%(重量)数量的硼(B)。
15、按照权利要求12的方法,其中:
所述冷轧钢薄板额外含有最多达0.003%(重量)数量的硼(B)。
16、按照权利要求9的方法,其中:
有所述镍合金电镀层的所述冷轧钢薄板在所述中性槽液或所述碱性槽液中进行阳极电解处理。
17、按照权利要求9的方法,其中:
所述冷轧钢薄板的表面在所述连续镍合金电镀处理之前用酸洗法清洗。
18、按照权利要求9的方法,其中:
所述镍合金氧化物膜的平均厚度在0.001~0.003微米范围之内。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP3025696A JP2810245B2 (ja) | 1991-01-25 | 1991-01-25 | プレス成形性および燐酸塩処理性に優れた冷延鋼板およびその製造方法 |
| JP25696/91 | 1991-01-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1064320A true CN1064320A (zh) | 1992-09-09 |
Family
ID=12172959
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN92100779A Pending CN1064320A (zh) | 1991-01-25 | 1992-01-25 | 具有优异冲压成型性和磷化处理性的镍合金电镀冷轧钢薄板及其制造方法 |
Country Status (12)
| Country | Link |
|---|---|
| US (2) | US5336567A (zh) |
| EP (1) | EP0496416B1 (zh) |
| JP (1) | JP2810245B2 (zh) |
| KR (1) | KR950002471B1 (zh) |
| CN (1) | CN1064320A (zh) |
| AU (1) | AU638370B2 (zh) |
| BR (1) | BR9200206A (zh) |
| CA (1) | CA2058683C (zh) |
| DE (1) | DE69201881T2 (zh) |
| TR (1) | TR26498A (zh) |
| TW (1) | TW215461B (zh) |
| ZA (1) | ZA92201B (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1306056C (zh) * | 2003-08-01 | 2007-03-21 | 住友金属工业株式会社 | 低碳易切削钢 |
| CN106929765A (zh) * | 2017-01-24 | 2017-07-07 | 唐山钢铁集团有限责任公司 | 一种280MPa级超深冲用带钢及其生产方法 |
| CN114829679A (zh) * | 2019-12-17 | 2022-07-29 | Posco公司 | 磷酸盐处理性优异的高强度冷轧钢板及其制造方法 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04247849A (ja) * | 1991-01-25 | 1992-09-03 | Nkk Corp | プレス成形性および燐酸塩処理性に優れた冷延鋼板およびその製造方法 |
| JP3045612B2 (ja) * | 1992-06-22 | 2000-05-29 | 東洋鋼鈑株式会社 | 高耐食性ニッケルめっき鋼帯およびその製造法 |
| ES2106376T3 (es) * | 1993-06-04 | 1997-11-01 | Katayama Tokushu Kogyo Kk | Vaso de baterias; chapa para formar un vaso de baterias y metodo para fabricar dicha chapa. |
| US5547768A (en) * | 1995-04-07 | 1996-08-20 | The Babcock & Wilcox Company | Corrosion resistant nickel oxide surface coating |
| DE19701443A1 (de) * | 1997-01-17 | 1998-07-23 | Thyssen Stahl Ag | Stahl |
| US6099624A (en) * | 1997-07-09 | 2000-08-08 | Elf Atochem North America, Inc. | Nickel-phosphorus alloy coatings |
| EP1153145A1 (de) * | 1998-12-30 | 2001-11-14 | Hille & Müller GmbH & Co. | Stahlband mit guten umformeigenschaften sowie verfahren zum herstellen desselben |
| US20030104228A1 (en) * | 2001-11-07 | 2003-06-05 | Henkel Corporation | Hureaulite conversion coating as a base for the bonding of rubber to metal |
| US20060130940A1 (en) * | 2004-12-20 | 2006-06-22 | Benteler Automotive Corporation | Method for making structural automotive components and the like |
| US9157165B2 (en) * | 2010-04-22 | 2015-10-13 | Nippon Steel & Sumitomo Metal Corporation | Method of production of chemically treated steel sheet |
| JP4957829B2 (ja) * | 2010-05-11 | 2012-06-20 | Jfeスチール株式会社 | 冷延鋼板およびその製造方法 |
| TWI488980B (zh) | 2012-10-15 | 2015-06-21 | Nippon Steel & Sumitomo Metal Corp | 容器用鋼板及其製造方法 |
| EP3147388A1 (en) * | 2015-09-25 | 2017-03-29 | Enthone, Incorporated | Flexible color adjustment for dark cr(iii)-platings |
| KR102493772B1 (ko) * | 2020-12-21 | 2023-01-30 | 주식회사 포스코 | 인산염 처리성이 우수한 냉연강판 및 이의 제조방법 |
| KR102493773B1 (ko) * | 2020-12-21 | 2023-01-30 | 주식회사 포스코 | 인산염 반응성이 우수한 강판 및 이의 제조방법 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3191291A (en) * | 1959-01-21 | 1965-06-29 | Continental Can Co | Art of producing very thin steel and like sheets in wide strips |
| US4042425A (en) * | 1971-10-11 | 1977-08-16 | Kawasaki Steel Corporation | Process of pretreating cold-rolled steel sheet for annealing |
| JPS5311131A (en) * | 1976-07-19 | 1978-02-01 | Suzuki Motor Co | Composite alloy plating film having abrasion resistance and its production method |
| US4260449A (en) * | 1977-12-22 | 1981-04-07 | Gould Inc. | Method of forming a printed circuit |
| JPS6047911B2 (ja) * | 1980-08-14 | 1985-10-24 | 東亞合成株式会社 | 水素発生用陰極の製法 |
| US4504326A (en) * | 1982-10-08 | 1985-03-12 | Nippon Steel Corporation | Method for the production of cold rolled steel sheet having super deep drawability |
| US4528070A (en) * | 1983-02-04 | 1985-07-09 | Burlington Industries, Inc. | Orifice plate constructions |
| JPS59159994A (ja) * | 1983-03-02 | 1984-09-10 | Sumitomo Metal Ind Ltd | 化成処理性にすぐれた表面処理鋼板 |
| JPS6176621A (ja) * | 1984-09-25 | 1986-04-19 | Kawasaki Steel Corp | りん酸塩処理性と成形性に優れた極低炭素冷延鋼板の製造方法 |
| DE3528782A1 (de) * | 1985-08-10 | 1987-02-19 | Hoesch Stahl Ag | Verfahren zum herstellen eines alterungsbestaendigen bandstahles mit hoher kaltumformbarkeit |
| JPS6296692A (ja) * | 1985-10-22 | 1987-05-06 | Kobe Steel Ltd | ニツケル−硼素合金めつき方法 |
| JPS6379996A (ja) * | 1986-09-22 | 1988-04-09 | Kawasaki Steel Corp | りん酸塩処理性に優れた極低炭素鋼板およびその製造方法 |
| US4889566A (en) * | 1987-06-18 | 1989-12-26 | Kawasaki Steel Corporation | Method for producing cold rolled steel sheets having improved spot weldability |
| JPH06104918B2 (ja) * | 1988-10-07 | 1994-12-21 | 日本鋼管株式会社 | リン酸塩処理性および耐食性に優れた冷延鋼板 |
| JP2987815B2 (ja) * | 1988-12-15 | 1999-12-06 | 日新製鋼株式会社 | プレス成形性および耐二次加工割れ性に優れた高張力冷延鋼板の製造方法 |
| JPH02163344A (ja) * | 1988-12-15 | 1990-06-22 | Kawasaki Steel Corp | 耐型かじり性に優れた深絞り用冷延鋼板 |
| JPH0756050B2 (ja) * | 1989-05-30 | 1995-06-14 | 新日本製鐵株式会社 | 連続焼鈍による非時効・高焼付硬化・プレス加工用高強度冷延鋼板の製造方法 |
| GB2246144B (en) * | 1990-07-18 | 1994-08-03 | Nippon Piston Ring Co Ltd | Composite plating bath |
| JPH04247849A (ja) * | 1991-01-25 | 1992-09-03 | Nkk Corp | プレス成形性および燐酸塩処理性に優れた冷延鋼板およびその製造方法 |
-
1991
- 1991-01-25 JP JP3025696A patent/JP2810245B2/ja not_active Expired - Fee Related
- 1991-12-30 US US07/816,372 patent/US5336567A/en not_active Expired - Lifetime
-
1992
- 1992-01-02 CA CA002058683A patent/CA2058683C/en not_active Expired - Fee Related
- 1992-01-06 TW TW081100049A patent/TW215461B/zh active
- 1992-01-09 AU AU10136/92A patent/AU638370B2/en not_active Ceased
- 1992-01-10 ZA ZA92201A patent/ZA92201B/xx unknown
- 1992-01-16 KR KR1019920000552A patent/KR950002471B1/ko not_active IP Right Cessation
- 1992-01-23 BR BR929200206A patent/BR9200206A/pt not_active Application Discontinuation
- 1992-01-24 TR TR92/0068A patent/TR26498A/xx unknown
- 1992-01-24 EP EP92101171A patent/EP0496416B1/en not_active Expired - Lifetime
- 1992-01-24 DE DE69201881T patent/DE69201881T2/de not_active Expired - Lifetime
- 1992-01-25 CN CN92100779A patent/CN1064320A/zh active Pending
-
1994
- 1994-04-28 US US08/234,679 patent/US5456816A/en not_active Expired - Lifetime
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1306056C (zh) * | 2003-08-01 | 2007-03-21 | 住友金属工业株式会社 | 低碳易切削钢 |
| CN106929765A (zh) * | 2017-01-24 | 2017-07-07 | 唐山钢铁集团有限责任公司 | 一种280MPa级超深冲用带钢及其生产方法 |
| CN114829679A (zh) * | 2019-12-17 | 2022-07-29 | Posco公司 | 磷酸盐处理性优异的高强度冷轧钢板及其制造方法 |
| CN114829679B (zh) * | 2019-12-17 | 2024-01-05 | Posco公司 | 磷酸盐处理性优异的高强度冷轧钢板及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ZA92201B (en) | 1992-10-28 |
| EP0496416A1 (en) | 1992-07-29 |
| DE69201881D1 (de) | 1995-05-11 |
| JPH04247850A (ja) | 1992-09-03 |
| KR920014948A (ko) | 1992-08-26 |
| TW215461B (zh) | 1993-11-01 |
| TR26498A (tr) | 1995-03-15 |
| CA2058683C (en) | 1997-12-23 |
| AU1013692A (en) | 1992-08-06 |
| JP2810245B2 (ja) | 1998-10-15 |
| CA2058683A1 (en) | 1992-07-26 |
| DE69201881T2 (de) | 1995-10-26 |
| AU638370B2 (en) | 1993-06-24 |
| BR9200206A (pt) | 1992-10-06 |
| EP0496416B1 (en) | 1995-04-05 |
| US5336567A (en) | 1994-08-09 |
| US5456816A (en) | 1995-10-10 |
| KR950002471B1 (ko) | 1995-03-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1064320A (zh) | 具有优异冲压成型性和磷化处理性的镍合金电镀冷轧钢薄板及其制造方法 | |
| CN108699664B (zh) | 耐冲击剥离性及加工部耐腐蚀性优异的高强度热浸镀锌钢板 | |
| CN1059154C (zh) | 抗腐蚀的镀镍钢板或钢带及其制法 | |
| CN1575348A (zh) | 热压成型方法,其电镀钢材及其制备方法 | |
| CN1498288A (zh) | 电镀的铝部件及其生产方法 | |
| CN112368425B (zh) | 表面处理钢板和表面处理钢板的制造方法 | |
| CN1940145A (zh) | 镍电镀液及其制造方法、镍电镀方法及印刷电路板用铜箔 | |
| CN1065690A (zh) | 镍电镀冷轧钢薄板及其制备方法 | |
| CN1543292A (zh) | 高频电路铜箔及其制法和设备、使用该铜箔的高频电路 | |
| JP6729822B2 (ja) | 表面処理鋼板および表面処理鋼板の製造方法 | |
| CN1193115C (zh) | 电镀铜的r-t-b系磁铁及其电镀方法和电镀铜液 | |
| CN1131339C (zh) | 镀锌钢板及其制造方法 | |
| CN1082763A (zh) | 一种安装在彩色阴极射线管内部的内屏蔽材料及其制造方法 | |
| CN1192126C (zh) | 电镀钢板 | |
| CN1068069C (zh) | 耐木纹状缺陷性优良的电镀锌钢板及其制造方法 | |
| JP7401840B2 (ja) | 表面処理鋼板 | |
| CN1049697C (zh) | 优良加工性能钢板及其制备方法 | |
| JP2004149863A (ja) | プレス成形性および光沢度の優れた電池缶用表面処理鋼板およびその製造方法 | |
| JP3405669B2 (ja) | 耐食性と表面外観に優れたニッケルメッキ鋼板およびその製造方法 | |
| JP7063432B1 (ja) | 表面処理鋼板 | |
| KR102602054B1 (ko) | 용융 도금의 결합이 개선된 강 스트립을 제조하는 방법 | |
| JP2713091B2 (ja) | 電気メッキ鋼板の製造方法 | |
| CN117531831A (zh) | 一种抗老化Zn-CNTs-X复合材料的制备方法 | |
| JPS63282292A (ja) | ステンレス鋼板に直接めっきする方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| AD01 | Patent right deemed abandoned | ||
| C20 | Patent right or utility model deemed to be abandoned or is abandoned |