CN1062811A - 用于真空断路器的触头材料 - Google Patents
用于真空断路器的触头材料 Download PDFInfo
- Publication number
- CN1062811A CN1062811A CN91111927A CN91111927A CN1062811A CN 1062811 A CN1062811 A CN 1062811A CN 91111927 A CN91111927 A CN 91111927A CN 91111927 A CN91111927 A CN 91111927A CN 1062811 A CN1062811 A CN 1062811A
- Authority
- CN
- China
- Prior art keywords
- particle size
- volume
- contact
- mentioned
- conductive compositions
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H33/00—High-tension or heavy-current switches with arc-extinguishing or arc-preventing means
- H01H33/60—Switches wherein the means for extinguishing or preventing the arc do not include separate means for obtaining or increasing flow of arc-extinguishing fluid
- H01H33/66—Vacuum switches
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H1/00—Contacts
- H01H1/02—Contacts characterised by the material thereof
- H01H1/0203—Contacts characterised by the material thereof specially adapted for vacuum switches
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H1/00—Contacts
- H01H1/02—Contacts characterised by the material thereof
- H01H1/021—Composite material
- H01H1/023—Composite material having a noble metal as the basic material
- H01H1/0233—Composite material having a noble metal as the basic material and containing carbides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H33/00—High-tension or heavy-current switches with arc-extinguishing or arc-preventing means
- H01H33/60—Switches wherein the means for extinguishing or preventing the arc do not include separate means for obtaining or increasing flow of arc-extinguishing fluid
- H01H33/66—Vacuum switches
- H01H33/664—Contacts; Arc-extinguishing means, e.g. arcing rings
Landscapes
- High-Tension Arc-Extinguishing Switches Without Spraying Means (AREA)
- Contacts (AREA)
Abstract
一种用于真空断路器的触头材料包括:(a)从包
括Ag,Ca及其结合的一组成分中选出的一种高导电
成分,占体积的25%—70%,以及(b)占体积的75%
—30%的一种耐弧成分,其中包括由Ti,Zr,Hf,V,
Nb,Ta,Cr,Mo,W及其结合构成的族中选出的一种
元素的碳化物。其中上述耐弧成分的平均颗粒尺寸
为0.3至3微米,该耐弧成分的平均颗粒距离在0.1
至1微米的范围内。构成真空断路器触头的触头材
料具有改进的耐磨性,大电流遮断特性,断路特性以
及低温升特性。
Description
本发明涉及一种真空断路器,一种真空断路器或一种真空电路断路器,更具体地说,涉及具有改进的抗磨特性和大电流遮断特性的真空断路器的触头材料。
真空断路器的触头由两个相对置的触头即定触头和动触头构成,以在高真空中利用电弧在真空中的扩散特性,进行大电流遮断或额定电流的接通与分断。
对于真空断路器这种触头所要求的主要性能如下:
(1)在电流遮断期间或接通与断开过程中抗焊性好;
(2)电流遮断性能好,以及
(3)电压承受能力好。
在现有技术中这些向来被认为是最基本的三个要求。进行了各种研究,如新合金系统的研究,电极结构的研究以及机理的研究,使得这三个基本要求被极大地改善了。这三个要求之外的其它重要要求是,低的且稳定的温升,低且稳定的接触电阻,好的抗磨性,低且稳定的遮断电流值。然而,这些要求彼此矛盾,因而不可能用一种金属来满足所有这些要求。所以在许多实际应用过的合金材料中,至少两种其不足性能可互补的元素结合使用,从而研制出适用于大电流、高电压或其它条件下特定用途的合金材料。已经研制出具有优良特性的合金材料,不过,对于承受高电压和大电流的真空断路器的触头材料的要求也提高了,以致能完全满足这些要求的真空断路器的触头材料还没有得到。
另一方面,近年来负载的多样化继续增加着用户使用条件的艰难性。因此,需要使用一种真空断路器,它保持上述三个基本要求不变,并且具有优良的其它特性(所用于的电路负载与设备的要求)。近年来经常有这种情况,即从具有标准规范的真空断路器系列中选取具有一个较好等级的真空断路器。这导致大设备的使用和经济浪费。例如,在上述三个基本要求必须被满足而大电流遮断特性与抗磨特性兼容的情况下。
一般地,当进行大电流遮断时,触头表面被显著损伤。这导致了材料磨损,具有这种被磨损了的表面的触头在接通断开过程中或在遮断过程期间造成许多附加缺点。因此,要求在遮断大电流时磨损(由于金属除去而导致触头表面的消耗)要小,即要求大电流遮断特性与抗磨特性兼容。
一种已知的满足三个基本要的触头材料是一种Cu-Bi合金,含不多于5%重量比(以后称wt%)的抗焊成分例如Bi(日本专利公开号12131/1966)。这种Cu-Bi触头材料在晶体边界分凝Bi,因而使合金本身成为易碎的。这样便实现了低的开焊力,并且这种合金具有优良的大电流遮断性能。
公开号为23751/1969的日本专利一种用于大电流的用Cu-Te合金作为触头材料。虽然这种合金减轻了与Cu-Bi合金有关的问题,但它较Cu-Bi合金对大气压更敏感。因而这种Cu-Te合金缺少接触电阻或其它性能的稳定性。而且虽然由Cu-Te合金和由Cu-Bi合金制造的触头都有优良的抗焊性能并在电压承载能力方面被用于中等电压领域内是足够的,但用于较高电压领域它们就不能满足了。
另一方面,一种公知的用于真空断路器的触头材料是含Cr的Cu-Cr合金。这种合金触头在高温下表现出Cr和Cu的较好的热特性并因而在高压承载能力和大电流遮断特性方面具有优良的性能。这样,这种Cu-Cr合金被广泛地用作高电压承载特性和大容量遮断特性兼容的触头材料。不过,Cu-Cr合金较之广泛用作断路器触头材料的含Bi不多于5%的Cu-Bi合金呈现很差的抗焊特性。因而,驱动用Cu-Cr合金作触头的真空断路器的操作机构较之用Cu-Bi合金作触头的真空断路器需要较大的断开力。因而用Cu-Cr合金触头制造的真空断路器在小型化和经济方面是有缺点的。
一种借助于在Cu-Cr合金内填加抗焊金属,如Bi或Te,获得的一种Cu-Cr-Bi合金是公知的,这种合金显著地改良了材料的抗焊性。不过,在诸如烘烤和铜焊的热处理期间被汽化的Bi的量依所用的条件而改变,因而在大电流遮断特性和抗磨损特性方面可能发生分散。当切断例如电动机负载的感性电路的电流时,使用不考虑在通断过程中的冲击的一般真空断路器就会过量的异常的冲击电压,负载仪表可能被破坏。
产生这种异常冲击电压的原因可归结于当在真空中切断一个小电流时发生的切断现象(一种在交流电流波达到自然零点之前进行的强迫电流切断)和高频熄弧现象。
由于切断现象而产生的异常冲击电压的值Vs由电路的冲击阻抗Zo与电流切断值Ic的乘积表示,即Vs=Zo·Ic,因而,为减少异常过电压Vs,必须减小电流切断值Ic。
为了满足上述要求,已经研制出一种真空开关,其触头由钨碳(WC)一银(Ag)合金制成(日本专利申请号68447/1967和美国专利3683138),这种真空开关已投入使用。
由Ag-WC合金制成的触头有下列优点:
①WC的存在增强了电子发射;
②触头形成材料的汽化借助于场发射电子的碰撞而使电极表示加热而加速。
③触头呈现出低遮断电流特性,这一特性是很好的,例如,用电弧分解触头材料中的碳并形成带电粒子来维持电弧。
另一种呈现低切断电流特性的触头材料是一种Ag-Cu-WC合金,它的Ag对Cu的比率接近7∶3。(日本专利申请号39851/1982)。这种合金中,选择了现有技术中没有用过的Ag对Cu的比率,因而据说得到了稳定的切断电流特性。
而且,日本专利申请号216648/1985指出,防弧材料的颗粒尺寸(即WC的颗粒尺寸)为0.2-1个微米对改良切断电流特性是有效的。
而且,日本专利第一次分开号35174/1978披露了一种Cu-WC-Bi-W合金,其中上述的被烧结的合金的抗焊性被大大改善了。
用于真空断路器的触头材料满足上述的三个基本要求以及用户强调的进一步的要求(耐磨损性)是重要的。不过,这些要求彼此是矛盾的,因而不可能用一种金属来满足所有这些要求。在许多已被实际应用的触头材料中,至少两种不足性可互补的元素结合使用以研制出适用于大电流高电压或其它特殊条件下特定用途的触头材料。具有优良性能的触头材料被研制出来了。不过对于具有高可靠性的真空断路器的触头材料的要求增加了,因而一种完全满足这些要求的真空断路器的触头材料还没有得到。
例如,为了提供与抗磨损性有关的防弧性能,一种高沸点成分是有利的,不过,当它暴露于电弧时,高沸点成分呈现高温。因而,热电子发射显著。因而高沸点元素又是不利的,并且不能保持和改良大电流遮断。
在上述的Cu-Bi触头材料中,材料的易碎性用于确保抗焊性能。因而,Cu-Bi触头材料在耐磨损性方面有致命弱点,在大电流遮断期间或通断过程中会发生表面粗糙,因而这种触头的接触电阻特性显示大的分散性。
在现有技术的常规Ag-WC触头材料中,银随着电流遮断次数或通断次数的增加相当早期地被部分汽化。因而,局部发生了不含银的部分,从而导致了触头磨损增加。这就是说,在已有技术中,包括WC和Ag的触头借助调节WC的含量可以改善大电流遮断特性。不过,银的含量可相对地改变,因而使抗磨损特性改变。为了在即使含Ag量相同的条件下获得低而稳定的两种特性,必须进行各种改进。
在由WC-Ag合金制成的触头(日本专利申请号68447/1967和美国专利3683138)中,大电流遮断特性本身是不够的,因而不考虑改进耐磨损特性,在Ag对Cu的重量比接近7∶3的Ag-Cu-WC合金(日本专利申请号39851/1982)和防弧材料的颗粒尺寸为0.2-1微米的合金(日本专利申请号216648/1985)中,它们的耐靡损特性不完全满意。
在Cu-WC-Bi-W触头材料中,借助于WC尤其是Bi存在迭加效应Cu-W触头的抗焊性被改善了。不过,仍然观察到耐磨特性是分散的。
本发明的目的在于提供一种用于真空断路器的触头材料,它具有优良的大电流遮断特性,同时具有低的切断电流特性以及改进的耐磨特性,从而满足用于严峻条件下,真空断路器的要求。
我们发现,对于一种高导电元素的一种防弧元素组成的合金系统,如果它们的比率是最佳的,尤其是如果合金中防弧元素的颗粒尺寸以及防弧颗粒的平均颗粒距离最佳化到特定值,那么本发明的目的就会有效地被达到。
用于本发明的真空断路器的一种触头材料是一种Ag-或Ag-Cu金属碳化物(由于习惯,一种防弧成分总被表示为WC)的触头材料,包括从Ag与/或Cu选取的高导电率的成分以及一种例如WC的防弧成分,此外:
(1)高导电率成分(Ag与Cu的总量)的含量为25%至70%体积比;
(2)防弧成分的含量为30%到75%体积比,此处所进的防弧成份是从包含Ti,Zr,Hf,V,Nb,Ta,Cr,Mo及W的族中选取的一种元素的至少一种碳化物以及
(3)具有平均颗粒尺寸0.3到3微米的防弧成分以0.1至1微米的平均颗粒距离存在。
在本发明的最佳实施例中,可以存在一种从Fe.Co和Ni中选取的辅助成份,其含量不大于10%体积比。
图1是应用了本发明的触头材料的一种真空断路器的截面图;
图2是图1中所示真空断路器的电极部分放大的截面图。
虽然用来描述本发明的触头材料其中的高电导成分是Ag,防弧成份用WC表示,但并不限于此。
为了同时改善Ag-WC触头材料的大电流遮断特性和耐磨特性,触头材料中Ag的含量以及在触头材料中WC的存在形式,即平均颗粒距离以及WC颗粒的颗粒尺寸被控制到一个最佳的范围是重要的。尤其极端重要的是遮断电流本身被保持为一大的数值,而其分散宽度被减小,以及对于特定的范围,磨损量被阻止,并且避免与通断过程的进行有关的变化(磨损的增加)。上述大电流遮断特性与触头之间的汽化物的量(汽化物压力以及根据材料物理特性的热传导)以及从触头材料发射出的电子有关。因而,重要的是,触头被自控在这样的状态下,即使得在遮断过程期间在电极之间间隙处释放出的汽化物的量刚好足够。借助于同时控制WC的颗粒尺寸以及其平均的颗粒距离,这种自控成为可能。
这就是说,在用Ag-WC表示的Ag与防弧材料型合金中,下述缺点可能发生。当在防弧材料(这时是WC)的沸点处合成结果被Ag蒸汽的量所影响时,Ag蒸汽的压力显著低于前述的Cu-Bi系统中Bi蒸汽的压力,因此造成温度波动,即根据阴极斑点固定于其上的触头部件(Ag或防弧材料)的蒸汽量的波动。最终证实分散性是明显的。人们向来认为,使用先有技术中由银和一种防弧材料结合制成的合金在电流遮断过程中控制触头表面剧烈的温度变化并维持电弧是困难的。已经断言,为了获得较高性能必须使用辅助技术。前述的日本专利申请号39851/1982披露了一种改进工艺。这一日本专利申请提出了一种技术,其中谈到借助使用Ag-Cu合金作为高电导成分会使晶体颗粒很好地分布。按照这一技术,产品的性能被极大地稳定了。电弧主要被稳定的位置是防弧成份或Ag-Cu合金。在任何情况下,Ag-Cu蒸汽的进给被控制从而改善了遮断电流特性。不过,当电弧被稳定在防弧成分上时可能发生一些分散。
另一方面,通过改进防弧成份分散宽度得到改善。因而这表明防弧材料的颗粒尺寸在大电流遮断特性中起重要作用,同时表明,通过考虑在观察到分离的触头材料的情况下的表明显著的分散的观察结果,应该使用特定范围的颗粒尺寸(防弧材料的尺寸为其初始颗粒尺寸的大约10到大约20倍)。
虽然如日本专利申请号39851/1982所述,借助于控制Ag及Cu的量以及WC的颗粒尺寸在某些特定值,可以改善其切断电流特性,但上述技术既未提供改进的大电流遮断特性,也不确保低而稳定的耐磨损特性。
如上所述,触头组织的精细和均匀借助于利用细的WC粉末,利用特定数量的Ag以及利用最佳状态的WC粉末(平均颗粒距离)来达到。因而本发明的触头材料呈现稳定的大电流遮断特性和抗磨特性。被焦耳热及在通过过程中的电弧热所蒸发的Ag的量即使在多次通断过程之后也被控制,因而本发明的触头材料呈现稳定的大电流遮断特性。
为了改进上述状态,防弧成份WC的平均颗粒尺寸被设定于特定的最佳范围之内,WC颗粒的平均颗粒距离也被设定在一特定范围内,以便控制决定大电流遮断特性的高导电成分(Ag)的蒸发的量。
这样,银成份的蒸发状态可以被控制而不损坏抗磨性能,结果使大电流遮断性能被稳定。
如果WC成分的平均颗粒尺寸大于3微米(例如用平均颗粒尺寸为6至44微米的WC成分作的试验),即使WC颗粒的平均颗粒距离在特定值的范围内,即在0.1到1微米的范围内(对照例A5),大电流遮断特性也将减小。如果WC成分的平均颗粒尺寸小于0.3微米,在触头表面就会观察到裂缝,即使WC成份的平均颗粒距离在0.1到1微米的范围内,抗磨特性的稳定性也会受到损害。在相同量WC的情况下,如果WC的平均颗粒距离较小(小于0.1微米),在遮断过程中,银的蒸发和对电极间隙的进给倾向于增加,因而大电流遮断特性变差。
当WC的颗粒尺寸在0.3到3微米的特定范围内时,可以在某个定值上获得大电流遮断特性和抗磨特性。当WC颗粒的平均颗粒距离也在特定值之内时,两个特性的分散宽度显著地小,这些特及其稳定度被改进了。
为了改进大电流特性和抗磨特性,本发明中本质的是存在平均颗粒尺寸0.3到3微米的防弧成分,同时保持平均颗粒距离为0.1到1微米,在含高导电成分和防弧成分情况下,此处高导电成分是Ag与/或Cu,含量为25%到70%体积比,防弧成分是从Ti,Zr,Hf,V,Nb,Ta,Cr,MO,及W中选取的至少一种元素的碳化物。
这样,在遮断过程中,决定大电流遮断特性的释放于电极之间的空隙的高导电率元素的量被自控到不利地影响电流遮断的范围,同时触头磨损被减少了。
在相同量的WC的情况下,具有较小较细的颗粒尺寸的WC,当施加同样的热输入时(例如在遮断过程中的电弧),提供电弧斑点部分或其圆周微细部分(温度被升高的部分)的增加的温升。如果WC的平均颗粒距离小到某一程度,温升则相应地增加,从而减少围绕WC颗粒的Ag(高导电元素)的磨蚀和蒸发。
如果WC的平均颗粒距离大到某一程度,电弧斑点就趋向于分成一个WC部分和一个Ag部份,并且特性的分散宽度将被增加。
因为这种现象,选取足够大的WC的颗粒尺寸并选取最佳范围的WC的平均颗粒距离同时满足是必要的。
现在参照附图描述本发明。
图1是一种真空断路器截面图,图2是这个真空断路器电极部分的放大的截面图。
图1中,标号1表示断路室,断路室1借助于基本上呈管状的由绝缘材料制成的绝缘容器2以及金属帽4a,4b,通过配备的密封金属3a,3b放置于2的两端来真空密封。
在上述的断路室1内安置配置在导电杆5与6相对侧的电极7和8。上电极7是静止电极,下电极8是可动电极。可动电极8的电极杆6被装上波纹管9,借此在保持断路室1真空密封的同时使电极8能沿轴向运动。波纹管9的上部安装有金属的电弧屏蔽10,用来阻止波纹管9被电弧和金属蒸汽包围。标号11代表一金属电弧屏蔽,它被如此安置在断路室1内,使得金属电弧屏蔽罩住上述电极7和电极8。这防止了绝缘容器2被电弧和金属蒸汽包围。如放大后的视图图2所示,电极8借助于一铜焊部分12被固定在导电杆6上,或借助于挤缝用压力连接。触头13a借助于铜焊在14处固定在电极8上。用铜焊把触头13b固定在电极7上。
下面描述生产触头所用材料的工艺的一个例子。在生产之前,防弧成分和辅助成分根据所需的颗粒尺寸被分级。例如,使用过筛工艺与沉淀工艺相结合以便容易地获得具有特定颗粒尺寸的粉末。
首先,具有特定微粒尺寸的WC的一定数量与具有特定微粒尺寸的特定量的Ag的部分被提供,混合之后加压模制即获得粉末模压的产品。
粉末压制品然后在露点不大于50℃的氢气中或在不大于1.3×10-1Pa的真空中用某一特定温度,例如1150℃(一小时)被予烧结,从而得到予烧结体。
然后在1150℃的温度下把一特定量的银渗入予烧结体中的细孔中一小时从而获得Ag-WC合金。虽然渗透主要在真空中进行,也可以在氢气中进行。
下面描述在触头生产工艺中在一个触头内调整WC颗粒的平均颗粒距离的例子。本发明中一种合金的WC的平均颗粒距离可以根据粉末状态例如WC颗粒的形状,WC粉末的表面污染情况,WC颗粒的颗粒尺寸,WC颗粒的颗粒尺寸分布,以及在WC颗粒中杂质的数量和类型而改变。WC的平均颗粒距离也与烧结辅助剂的存在,与高导电材料混合的时间长短,润滑剂的存在,成型压力,烧结温度以及渗透操作温度有关。
例如,600克平均颗粒尺寸为0.7微米的WC粉末,600克平均颗粒尺寸为5微米的Ag粉末与作为烧结辅助剂的10.5克平均颗粒尺寸为5微米的Co粉末在一球形碾磨机内混合两小时,所生成的混合物在一特定压力下形成定型产品,成型后的产品在一可控温度下被烧结以便获得一个烧结体,把银在1050℃的温度下渗透进烧结体的细孔内,从而获得一种40% WC-59.3%Ag-0.7%Co合金,所述合金中WC颗粒的平均颗粒距离为0.3微米。借助于粉末状态,成型压力和烧结温度的联合控制获得一种具有另一平均颗粒距离的Ag-WC合金。
借助使用具有另一颗粒尺寸的WC进行这些实验以便获得具有特定的WC的平均颗粒距离的合金。上述的条件可以根据WC的颗粒尺寸改变。
一种评估本发明例子中获得的数据的方法以及评估条件说明如下。
1大电流遮断特性
表面粗糙度为5微米的一个平电极与一表面粗糙度相同的曲率半径为100R的凸电极相对置,两电极装于具有通断机构的可装电极的抽成真空(真空度不大于10-3Pa)的真空容器内。对其施加40Kg的负荷。在通断过程中施加7.2KV,31.5KA的电力。当通断过程重复10次时,确定是否在无焊接及无重燃的条件下能够遮断。当通断过程达到10次之前,经常观察到焊接和重燃时停止试验。
2抗磨损特性
与上述相同的电极用上述方法对置安装。
在真空度不大于10-3Pa的真空容器内,在7.2KV 4.4KA条件下进行通断1000次。测量在这样处理之前后的电极的重量来确定磨损。当例2的磨损量作为1时,所得的数据是相对值。
3受试验触头
生产被试验触头的材料及相应的数据如表1所示。
如表1所示,一种Ag-WC合金中Ag(在某些情况下,一种Ag-Cu合金)的量在15%到83%的范围内变化,以便制备WC具有特定颗粒尺寸(WC)的试验。用显微镜或其它类似物确定具有特定平均颗粒距离的触头。选取其中WC的平均颗粒距离小于0.1微米到2.2微米的试样。如上所述,主要借助于控制成型压力、烧结温度、初始剂量(一部分银事先在WC中混合,所得混合物形成需要的形状)来获得这些触头。
此外,改变所用的防弧成份的类型来评定产品的性能。
例A1至A3以及对照例A1和A2
提供一种平均颗粒尺寸约为0.1微米的WC粉末和4种平均颗粒尺寸为0.3到6微米(平均颗粒尺寸0.1微米的WC粉末借助于从平均颗粒尺寸为0.3微米的粉末中收集精细部分获得)的WC粉末以及平均颗粒尺寸为5微米的Ag粉末。
在一特定比重下把Ag和WC的粉末混合,而后在每平方厘米零到8公吨的范围内适当选取成型压力成型;使得在烧结之后骨架内的收留孔被调节,在某种情况下,制备一个仅由WC制成的骨架并进行类似上述的操作。
有几种制成的触头,其中Ag的最终量为从34%到35%体积比。这些触头按照上述的测定方法进行大电流遮断特性和抗磨损特性的试验。
由表1可见,在WC的颗粒尺寸为0.1微米及WC的平均颗粒距离小于0.1微米的触头的情况下,在遮断试验中几次通断过程之后,触头则呈现无遮断能力,并且在4.4KA遮断1000次之后,材料的损失是大的(对照例A1)
与此相对,在WC的颗粒尺寸为0.3到3微米及WC的平均颗粒距离为0.1到1微米的触头情况下,31.5KA的电流被成功地遮断了10次,而且抗磨性稳定(例A1到A3),
在WC的颗粒尺寸为6微米以及平均颗粒距离较大的触头的情况下,则不能得到足够的遮断性能和抗靡特性(对照例A2)。
已经指出,WC的颗粒尺寸最好在0.3到3微米的范围内,平均颗粒距离最好在0.1到1.0微米的范围内。
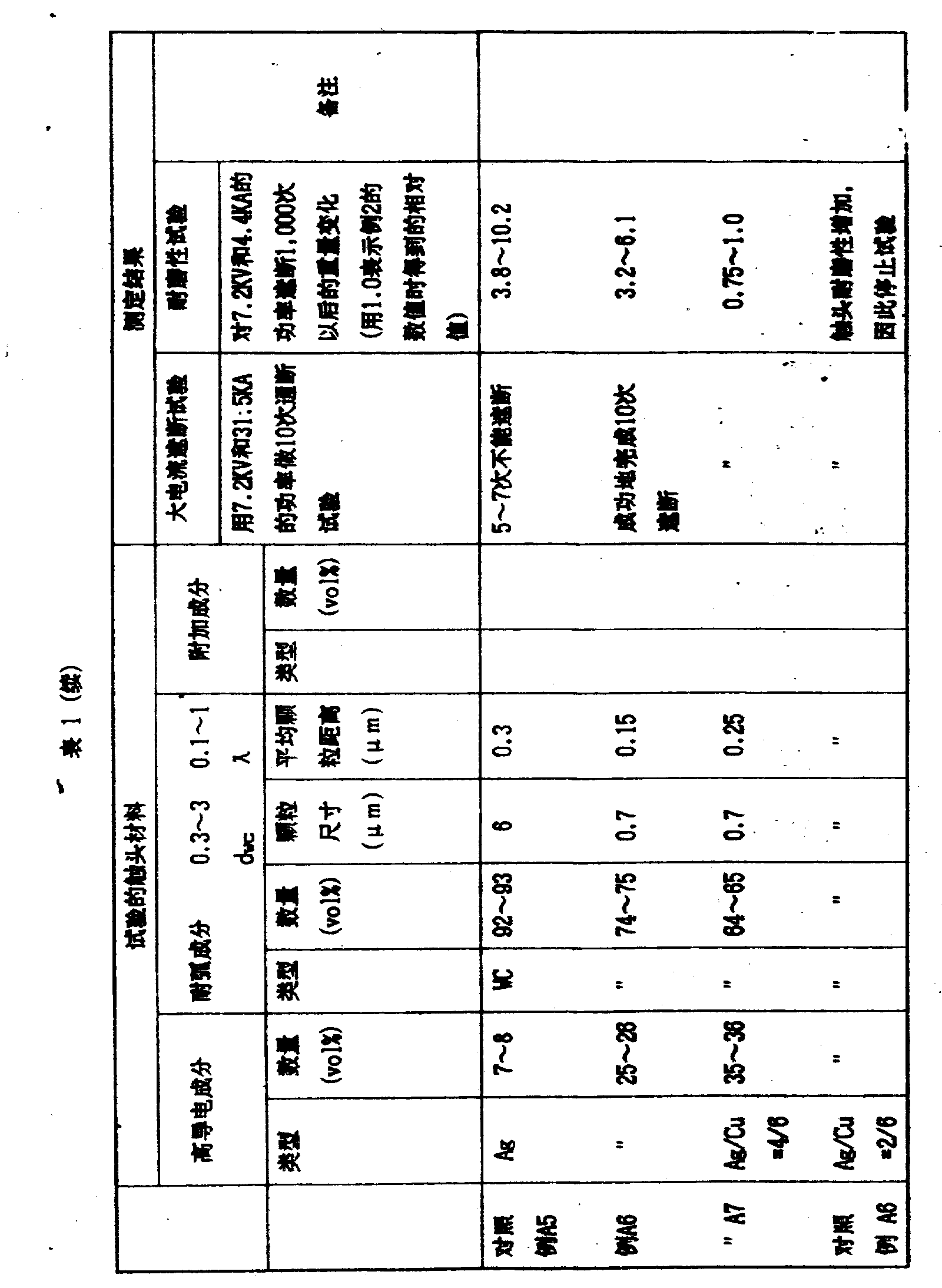
例A4到例A7以及对照例A3到A6
在平均颗粒距离为0.08微米因而落在最佳范围之外(WC的平均颗粒距离为0.1到1微米)的试样的情况下,即使WC的颗粒尺寸为0.7微米从而落在上述的最佳范围之内(WC的颗粒尺寸为0.3到3微米)时(对照试验A3),由表1可见,大电流遮断特性和抗磨损特性是差的。在WC的平均颗粒距离为22微米从而落在最佳范围(对照例A4)之外的试样的情况下,两个特性都差。观察到发生局部焊接(对照例A4)。
在WC的颗粒尺寸为6微米(最佳范围之外)的试样的情况下,即使WC的平均颗粒距离为0.3微米而落在最佳范围之内时,两个特性也都差(对照试验A5)。
从上述结果可见,当试样中Ag的量(即高导电成分的量)在如上例A1,A2,A3,A4,A5和A6中所述的25%体积到70%体积的范围之内时则获得好的特性。在试样中Ag的量较小的情况下,即从15-16%体积(对照例A3)时,所有的遮断试验(10次)都呈现不能遮断。在试样中Ag的量较大的情况下,即从82%体积-83%体积时(对照例A4),它的抗磨特性被显著变差。
虽然上述的高导电成分是银,也可使用Ag-Cu作为高导电成份。在Ag-Cu的情况下,因为WC的颗粒尺寸和平均颗粒距离都在特定范围内(例A7),两个特性都是好的。在例7中,Cu占Ag和Cu总量的百分比为60%体积。如果Cu的百分比为80%体积,其抗接触性呈现分散,并且趋于增加。在这种情况下,试验被终止(对照例A6)
例A8到A21
上述的例A1到A7以及对照例A1到A6所有例子中的防弧成份为WC。当防弧成分的平均颗粒尺寸和平均颗粒距离在上述的特定范围之内时,使用WC之外的其它防弧成份,即TiC,ZrC,HfC,Vc,NbC,TaC,Cr3C2和Mo2C(例A8到A15)都获得了相似的好的结果。
借助于控制防弧成份的颗粒尺寸和平均颗粒距离在上述的特定范围之内,即使防弧成份是几种而非一种(例A16)时,也都获得好的结果。当在例A8到A21中加上Ni,Co或Fe作为辅助成份时,类似的好的结果也被得到了。
当辅助成份的量达到10%体积时,得到了好的结果(例A17)。


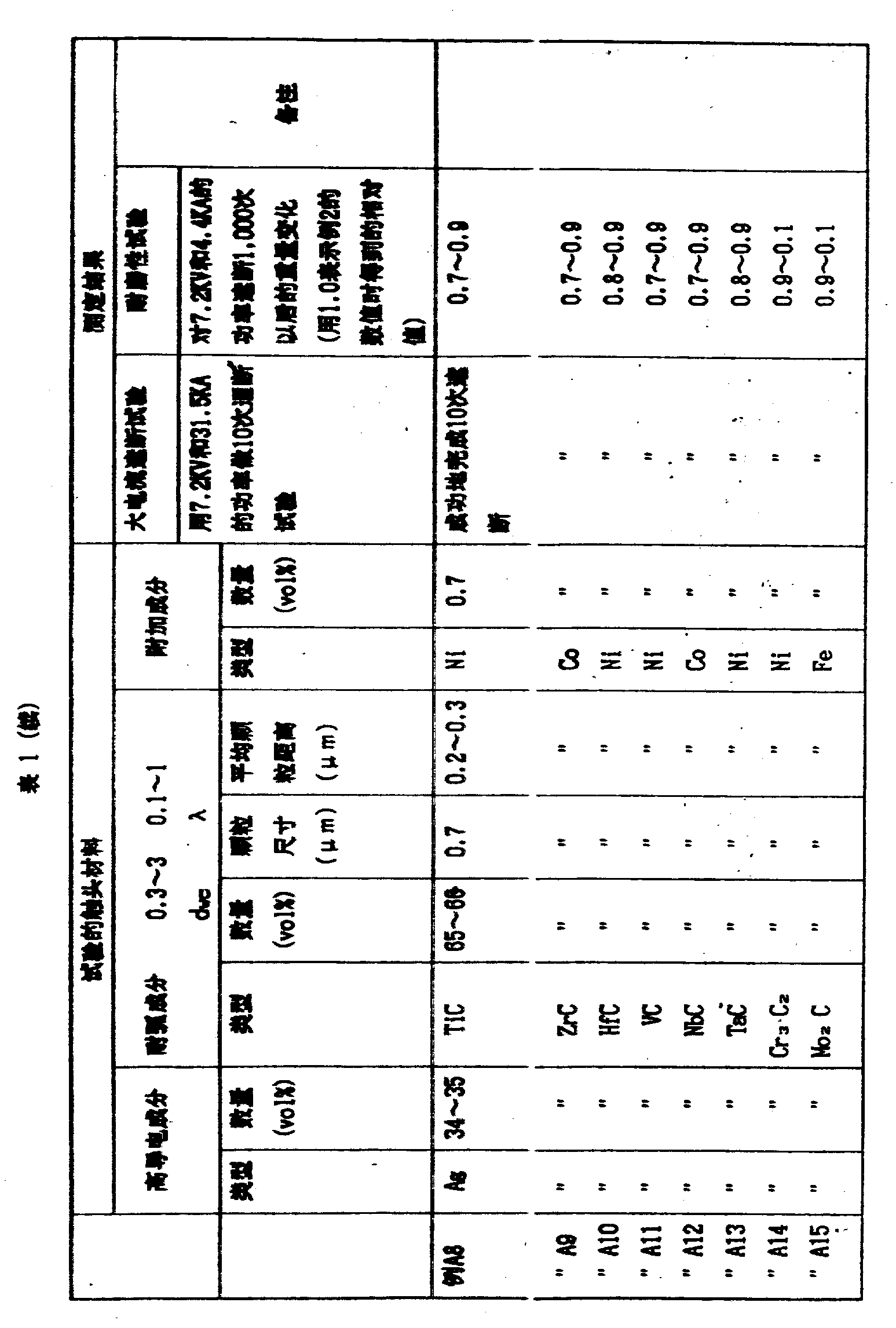
从例A1直到A21中可见,通过选自Ag和/或Cu的高导电成分中选出特定的数量,选择平均颗粒尺寸为0.3至3微米的耐弧成分,并且防弧成分的平均颗粒距离控制在0.1至1微米的范围,通过这种选择可以获得良好的大电流遮断特性和良好的耐磨性。
真空断路器需要具有低浪涌性能,因此在现有技术中必须具有低断流特性(低断路特性)。
近年来,真空断路器已经广泛地用于例如大容量电动机一类的电感电路以及高冲击阻抗负载。因此,真空断路器必须同时具有更稳定的低断流特性和令人满意的大电流遮断特性。
在此之前没有能同时满足上述两种特性的触头材料。
对于WC-Ag合金构成的触头来说(日本专利申请68447/1967和美国专利3,683,138号),断流值本身是不够的,并且没有注意到大电流遮断特性的改善。
对于重量百分数为10%的Bi-Cu合金(日本专利公开14974/1960号-美国专利2975,256号),进入电极之间的间隙的金属蒸汽数量随着通断次数的增加而减少,使低断流特性出现恶化,并且耐压特性也会恶化,耐压特性的恶化取决于具有高蒸汽压力的元素数量。
对于重量百分数为0.5%的Bi-Cu合金(日本专利公开12131/1966号和美国专利3,246,979号),其低断流特性是不够的。
对于Ag和Cu的重量比约为7∶3的Ag-Cu-WC合金(日本专利申请39851/1982号),以及耐弧材料颗粒尺寸为0.2至1微米的合金(日本专利申请216648/1985号)来说,没有注意到大容量遮断特性的改善。
我们发现,通过对上述触头材料的成分,结构和相对密度进行调整,可以获得具有改进特性的Ag-Cu-WC触头材料。
按照本实施例的真空断路器触头材料是这样一种用于真空断路器的Ag-Cu-WC-Co触头材料,它包括选自Ag和/或Cu的一种高导电成分,一种WC耐弧成分,以及一种从Co,Fe,Ni及其结合构成的组中选取的附加成分,其中(A)触头材料的成分是一种合成物,其中:
(ⅰ)上述高导电成分的含量占体积的25%-65%,并且在高导电成分[Ag/(Ag+Cu)×100]的总量中Ag所占的体积百分数为40%-100%,
(ⅱ)附加成分的含量不大于体积的1%,以及
(ⅲ)其余部分是防弧成分;
(B)上述触头材料的构成是:
(ⅰ)上述触头材料的一部分或全部由高导电成分组成的基体和颗粒尺寸不大于3微米的耐弧成分组成的构架构成,并且其余部分仅有一种高导电成分,这一其余部分形成至少为5微米的近似岛状结构,并且
(ⅱ)在不包括上述岛状结构部分的剩余部分中,上述耐弧成分中不连续的颗粒间的平均颗粒距离为0.1至0.5微米(按公式(1)计算)
λwc= 2/3 ·dwc( (fi)/(fwc) -1) (1)
其中的λwc是WC的平均颗粒距离(μm);dwc是WC的颗粒尺寸;fi是不包括岛状结构的其他部分的体积百分数;以及fwc是WC的体积百分数;以及,
(c)触头的相对密度至少占体积的90%。
下面描述本实施例。
使由触头材料所决定的断流值最小,是保证低浪涌性能的一个必要条件。这一断流值是一个具有统计分布的数值,并且不同于每次都能再现同一数值的物理性能值。根据工业标准,该数值定义为多次测试中所获得的最大值。为了使这一最大值减少,必须减小分布的平均值及其方差。
对于包含金属成分的触头材料,电流切断现象起因于下述情况,即由于电流的减小使输入能量减小,在电弧的阴极斑点中,维持电弧放电(金属离子和电子)、金属蒸汽以及触头材料发射的热电子的剩余电荷在交流电流的过零点处很快地耗尽。因此,为了减少断流值的平均值,重要的是导电成分的蒸汽压力要很高,触头材料整体的导热性要低,用耐弧材料的再生效应补偿随着电流减小而减小的电弧输入能量,以及把必要数量的金属蒸汽的蒸发过程中的能量消耗维持在接近电流过零点的水平。为了这一目的,最好使耐弧材料的数量大于某一特定数量。换句话说,就是最好使导电成分的数量小于某一特定数量。对于Ag-WC和Ag-Cu-Wc触头来说,最好使导电成分的数量不大于体积的65%。
此外,最好使烧结附加成分例如CO的数量最小,因为烧结附助材料的存在会抑制断路特性。
触头的表面实际上是运动的,因此,如果触头材料的结构不均匀,电弧的阴极斑点会使断流值呈现出增大的分散现象。对于Ag-WC和Ag-Cu-WC触头来说,有必要使WC的颗粒尺寸不大于3微米,以便使断流值的分散减至最小。
另一方面,为了提供大电流遮断的可能性,需要使电流遮断过程中产生的金属蒸汽的密度降低,并且在遮断后使绝缘容易恢复。然而,对Ag-WC和Ag-Cu-WC触头来说,阴极斑点发射出的金属蒸汽数量按照低浪涌性能的标准(低断流特性)来看肯定是过大的。因此,为了降低金属蒸汽密度,电流的阴极斑点必须平滑地漫射到触头的表面上,并且必须降低阴极斑点的密度。从WC/Ag的交界面上发射出的金属蒸汽最多,因此可以想到WC最后具有窄小的颗粒距离,以使电弧的阴极斑点平滑运动。然而,如果配制的触头材料具有极小的颗粒距离,WC会出现晶粒生长或胶结现象,并且反而使颗粒距离增大。因此,为了使材料配方中WC的平均颗粒距离减至最小,最好是根据触头材料的成分用上述公式(1)计算平均颗粒距离,并且WC的颗粒尺寸应为0.1至0.5微米。
对于Ag-WC和Ag-Cu-WC触头来说,如果导电成分的数量小于体积的25%,其导电性将会明显地降低,从而使大电流难于通过。
进一步说,如果触头材料的相对密度较低,吸附在微孔中的气体或吸入的气体将会在大电流放电过程期间释放出来,并且由于真空度的降低将会出现击穿。因此难于遮断大电流。
如上所述,遵照适当数量的导电成分,足够小的Co含量,足够好的WC粒度,适当的WC平均颗粒距离(计算值),以及足够高的触头相对密度,可以使低断流特性和大电流遮断特性结合在一起。
以下将描述本实施例的触头材料的一例制造方法。在制做之前,对耐弧成分和附加成分按必要的颗粒尺寸要求分类。例如,为了易于获得具有特定颗粒尺寸的粉末,分类工作可以用一个筛选工序结合调整工序来完成。首先,备好具有特定颗粒尺寸和特定数量的WC,CO和/或C,以及一部分特定数量的具有特定粒度的Ag,混合后压模成粉末模制产品。
然后在一个露点不高于-50℃的氢气中或是真空度不超过1.3×10-1Pa的真空中以特定的温度,例如1.150℃(持续1小时)对粉末模制产品进行予烧结,获得一种予烧结体。
然后把特定数量的具有一定比例的Ag-Cu渗入予烧结体的剩余空隙中,以1.150℃的温度持续1小时,得到一种Ag-Cu-Co-WC合金。渗入程序大体上是在真空中进行,也可以在氢气中进行。
合金中导电成分的Ag/(Ag+Cu)比例是按以下方法控制的,例如,把原先就具有特定的Ag/(Ag+Cu)比例的坯料置于真空度为1.3×10-2Pa的真空中以1200℃的温度熔化,并将所得到的产品切割后用做渗入的原料。另一种控制导电成分Ag/(Ag+Cu)比例的方法是可以予先在WC中混合一部分特定数量的Ag或Ag+Cu,以便制成一种予烧结体。从而可以获得具有理想成分的触头合金。
调整导电成分的总量,在予烧结过程中予先渗入WC的导电成分数量(通过在予烧结过程中予先掺入WC的方式进入触头材料的导电成分在导电成分总量中所占的比例在此处称为“予先掺合百分数”),Wc的颗粒尺寸,以及CO的含量,从而控制WC的平均颗粒距离。此外使用的WC的平均颗粒距离是根据公式(1)得到的值,实际的WC平均颗粒距离呆以按下式计算:
λwc= 2/3 dwc( (100-(PE/100)·fE)/(100-fE-fCO) -1) (2)
其中的λwc是渗入部分中的WC平均颗粒距离(μm),
dwc是WC的颗粒尺寸(μm),
fE是导电成分的数量(体积百分数vol%),
fco是CO的含量(体积百分数vol%),以及
PE是予先掺合百分数(体积百分数vol%)。
所谓渗入部分指的是除了岛状结构之外的剩余部分,也就是由高导电成分组成的基体和耐弧成分构成的构架所构成的部分,耐弧成分具有不大于3微米的颗粒尺寸。
以下将描述上述实施例中的触头材料实例。
获取测试数据的方法和测试条件与上述例A相同。
测试用的触头:
制造测试用的触头的材料及其相应的数据如表2所示。
参见表2,在Ag-Cu-WC-CO合金中,导电成分的合成物是体积百分数为69vol%的Ag-Cu(例B21至B24以及比较例B14和B15除外)。导电成分的数量,即Ag+Cu,在20至70wt%的重量百分数范围内变化,并且在Ag和Cu[Ag/(Ag+Cu)×100]的总量中Ag所占的比率是在0到100wt%的重量百分数范围内变化。CO的含量在0至7wt%的重量百分数范围内变化,并且WC的颗粒尺寸是在0.3至5微米范围内变化。WC的平均颗粒距离按公式(2)变化,即调整导电成分的数量,WC的颗粒尺寸以及予先掺合百分数(通过予先掺合而进入的导电成分在触头的导电成分总量中所占的比例)。
在所述的实例中,为了改变WC的平均颗粒距离,在导电成分数量,WC颗粒尺寸,CO含量以及予先掺合百分数等参数中仅改变一个参数。
<例B1,B2以及参照例B1B2>
仅改变触头中的导电成分数量,并测验触头的特性。当导电成分的数量占体积的25%-40%时(例B1和B2),WC的平均颗粒距离适当,触头的遮断特性好。此外,由于导电成分数量相对较小,触头的断路特性也好。相反,如果导电成分的数量大于体积的55%(比较例B1和B2),WC的平均颗粒距离较大,遮断性能下降。此外,由于导电成分的数量过大,其断路特性也会降低。
<例B3,B4,以及比较例B3,B4>
仅改变触头中的WC颗粒尺寸,并测验触头的特性。当WC的颗粒尺寸为0.3至0.8微米时(例B3和B4),WC平均颗粒距离适当,并且触头的遮断特性好。此外,由于导电成分的数量相对较小,其断路特性也好。相反,如果WC的颗粒尺寸是1.5至3.0微米(对照例B3和B4),由于导电成分数量不变,触头的断路特性处在合格的范围内。然而,WC的平均颗粒距离较大,使其遮断性能下降。
<例B5,B6,B7,并对照B5,B6>
仅改变触头中的CO含量,并测验触头的特性。由于WC含量的变化很小,由CO含量的变化引起的WC的平均颗粒距离变化很小,触头的遮断性能在各例中以及比较例中都好。当CO含量不大于体积的1%时(例B5,B6及B7),由于CO含量足够小,触头的断路特性好,如果CO含量大于体积的1%(比较例B5和B6),触头的断路特性降低。
<例B8,B9和B10以及对照B7,B8>
把导电成分的总量保持在体积的25%不变,仅改变予先掺合百分数,并测验触头的特性。当予先掺合百分数不大于体积的40%时(例B8,B9和B10),WC的平均颗粒距离适当,并且触头的遮断特性好。此外,由于导电成分的数量相对较小,其断路特性也好。相反,如果予先掺合百分数大于体积的50%(对照例B7和B8),因为导电成分的数量未变,触头的断路特性不变。然而,WC的平均颗粒距离较小,使其遮断性能下降。
<例B11和B12,并对照B9和B10>
把导电成分的总量保持在体积的65%不变,仅改变予先掺合百分数,并测验触头的特性。当予先掺合百分数大于体积的55%时(例B11和B12),平均颗粒距离适当,并且遮断特性好。此外,由于导电成分的数量相对较小,其断路特性也好。相反,如果予先掺合百分数小于体积的40%(比较例B9和B10),由于导电成分的数量未变,触头的断路特性不变。然而,WC的平均颗粒距离较大,使其遮断性能下降。
从上述例B1至B12以及比较例B1至B10中可见,只要是导电成分的总量不大于体积的40%,WC的颗粒尺寸不大于3微米,并且CO的含量不超过体积的1%,就可以获得良好的断路特性。除了断路特性之外,为了得到好的遮断性能,WC的平均颗粒必须在0.1至0.5微米之间,并且的相对密度至少为体积的90%。
在上述例B1至B12以及比较例B1至B10中,尽管WC的平均颗粒距离是由公式(2)右侧的任意一个参数来控制的,用改变至少两个参数的方式来扩大导电成分的数量范围和WC的颗粒尺寸范围,也能使WC的平均颗粒距离达到0.1至0.5微米。在以下的实例和比较例中,导电成分的数量,WC的颗粒尺寸以及予先掺合百分数是变化的。
<例B13至B16,并对照例B18,B12>
改变触头中的导电成分数量,同时改变其予先掺合百分数,并且对WC平均颗粒距离最接近0.3微米范围的触头进行特性测验。当导电成分的数量为体积的25%至65%时(例B13至B16),WC的平均颗粒距离适当,并且其遮断特性很好。此外,由于导电成分的数量相对较小,其断路特性也好。当导电成分的数量小于体积的20%时,(对照例11),触头的导电性不够,因此其遮断特性下降。如果导电成分的数量大于体积的65%(对照例12),导电成分过大,因此,断路性能降低。
<例B17至B20,以及对照例B13>
改变触头中WC的颗粒尺寸,同时改变予先掺合百分数,并且对WC平均颗粒距离最接近0.3微米范围的触头进行特性试验。当WC的颗粒尺寸不大于3微米时(例B17至B20),WC的平均颗粒距离适当,并且遮断特性好。此外,由于导电成分的数量相对较小,触头的断路特性也好。当WC的颗粒尺寸超过了微米时(比较例B13),即使增大予先掺合百分数,WC的平均颗粒距离你较大。更进一步,由于予先掺合百分数较高,使渗入部分中的WC的体积百分数增大,并因此形成封闭的微孔,导致相对密度降低。因此,其遮断性能急剧下降。
尽管例B1至B20和对照例B1至B13中表明了导电成分中Ag-Cu(一种Ag和Cu的共晶体)占其体积的69%时的情况,只要是Ag在导电成分中至少占体积的40%,就能得到好的断路特性和良好的遮断特性,参见下述实例(例B21至B24以及对照例B14和B15)。
尽管在例B1至B20中说明的触头是用CO做烧结附助剂的,也可以用其他铁族元素。如果用Fe或Ni代替CO(例B25和B26),也可以得到相同的结果。
从上述例B1至B26以及比较例B1到B15中可见遵照以下条件可以获得具有低浪涌特性和良好的大电流遮断特性的真空断路器触头材料,即:触头材料的导电成分为Ag和/或Cu;Ag在Ag和Cu[Ag/(Ag+Cu)×100]的总量中所占的百分比至少为体积的40%;耐弧成分WC的颗粒尺寸不大于3微米;附加成分的含量(选自Co,Fe,Ni及其结合)不大于体积的1%,按照公式(1)算出的渗入部分中WC的平均颗粒距离在0.1至0.5微米的范围;以及触头材料的相对密度至少占体积的90%。
综上所述,按照本发明可以获得以下效果和优点。即能使低冲击特性和良好的大电流遮断特性得到改进。此外,同时可以改进耐磨性。因此本发明提供了一种真空断路器,它大大地提高了上述各种特性的稳定性。




Claims (4)
1、一种真空断路器的触头材料,其特征是包括:
(a)从Ag、Cu及其结合构成的组中选出的一种高导电成分,占体积的25%-20%;以及
(b)占体积的75%至30%的一种耐弧成分,其中包括由Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,及其结合构成的族中选出的一种元素的碳化物;
其中上述耐弧成分的平均颗粒尺寸为0.3-3微米,并且上述耐弧成分的平均颗粒距离在0.1至1微米的范围内。
2、按照权利要求1的真空断路器触头材料,其特征是上述高导电成分包含体积不大于60%的Cu。
3、按照权利要求1的真空断路器触头材料,其特征是包含体积不大于10%(包括零)的一种由Fe,CO,Ni及其结合构成的组中选出的附加成分。
4、按照权利要求1的真空断路器触头材料,其特征是(A),上述触头材料的成分是一种合成物,其中:
(ⅰ)上述高导电成分的含量占体积的25%至65%,并且在高导电成分[Ag/(Ag+Cu)×100]的总量中Ag所占的体积百分数为40%至100%,
(ⅱ)附加成分的含量不大于体积的1%,以及
(ⅲ)其余含量是耐弧成分;
(B)上述触头材料的组成是;
(ⅰ)上述触头材料的一部分或全部由高导电成分组成的基体和颗粒尺寸不大于3微米的耐弧成分组成的构架构成,并且其余部分仅有一种高导电成分,上述剩余部分形成至少为5微米的近似岛状结构,以及
(ⅱ)在不包括上述岛状结构部分的其他部分上述耐弧成分中,平均颗粒距离用公式(1)计算:
λwc= 2/3 ·dwc( (fi)/(fwc) -1) (1)
其中λwc是WC的平均颗粒距离(μm),dc表示WC的颗粒尺寸(μm),fi是不包括岛状结构部分的其它部分的体积百分数,以及fwc表示WC的体积百分数,上述λwc的范围是0.1至0.5微米;以及
(c)触头的相对密度至少占体积的70%。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP327555/90 | 1990-11-28 | ||
| JP2327555A JP2778826B2 (ja) | 1990-11-28 | 1990-11-28 | 真空バルブ用接点材料 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1062811A true CN1062811A (zh) | 1992-07-15 |
| CN1022960C CN1022960C (zh) | 1993-12-01 |
Family
ID=18200376
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN91111927A Expired - Fee Related CN1022960C (zh) | 1990-11-28 | 1991-11-28 | 用于真空断路器的触头材料 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5420384A (zh) |
| EP (1) | EP0488083B1 (zh) |
| JP (1) | JP2778826B2 (zh) |
| KR (1) | KR950011980B1 (zh) |
| CN (1) | CN1022960C (zh) |
| DE (1) | DE69124933T2 (zh) |
| TW (1) | TW201358B (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1065068C (zh) * | 1995-03-10 | 2001-04-25 | 东芝株式会社 | 真空断续器的接触电极 |
| CN101979694A (zh) * | 2010-11-25 | 2011-02-23 | 福达合金材料股份有限公司 | 一种耐电压银碳化钨石墨触头材料及其制备方法 |
| CN104835656A (zh) * | 2014-02-12 | 2015-08-12 | 日本钨合金株式会社 | 电触点材料、电触点对和断路器 |
| GB2602897A (en) * | 2017-09-26 | 2022-07-20 | Belron Int Ltd | Curing repair resin |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2766441B2 (ja) * | 1993-02-02 | 1998-06-18 | 株式会社東芝 | 真空バルブ用接点材料 |
| US5516995A (en) * | 1994-03-30 | 1996-05-14 | Eaton Corporation | Electrical contact compositions and novel manufacturing method |
| TW265452B (zh) * | 1994-04-11 | 1995-12-11 | Hitachi Seisakusyo Kk | |
| US5701993A (en) * | 1994-06-10 | 1997-12-30 | Eaton Corporation | Porosity-free electrical contact material, pressure cast method and apparatus |
| JPH09161628A (ja) | 1995-12-13 | 1997-06-20 | Shibafu Eng Kk | 真空バルブ用接点材料及びその製造方法 |
| JP3598195B2 (ja) * | 1997-03-07 | 2004-12-08 | 芝府エンジニアリング株式会社 | 接点材料 |
| CN1050215C (zh) * | 1997-12-24 | 2000-03-08 | 王千 | 低压电器用特种合金电触头材料 |
| JP3773644B2 (ja) * | 1998-01-06 | 2006-05-10 | 芝府エンジニアリング株式会社 | 接点材料 |
| KR100332513B1 (ko) | 1998-08-21 | 2002-04-13 | 니시무로 타이죠 | 진공 밸브용 접점 재료 및 그 제조 방법 |
| JP4404980B2 (ja) * | 1999-02-02 | 2010-01-27 | 芝府エンジニアリング株式会社 | 真空バルブ |
| TW200710905A (en) * | 2005-07-07 | 2007-03-16 | Hitachi Ltd | Electrical contacts for vacuum circuit breakers and methods of manufacturing the same |
| CN1812028B (zh) * | 2006-03-09 | 2010-11-17 | 吴学栋 | 一种具有强开断能力的触头 |
| JP5350317B2 (ja) * | 2009-09-30 | 2013-11-27 | 株式会社日立製作所 | 真空開閉器、または開閉器用の電極もしくは真空開閉器の製造方法 |
| JP2012134014A (ja) * | 2010-12-21 | 2012-07-12 | Toshiba Corp | 真空バルブ用接点材料 |
| US8890019B2 (en) | 2011-02-05 | 2014-11-18 | Roger Webster Faulkner | Commutating circuit breaker |
| US9318277B2 (en) * | 2013-09-24 | 2016-04-19 | Siemens Industry, Inc. | Electrical contact apparatus, assemblies, and methods |
| JP6381860B1 (ja) * | 2017-02-22 | 2018-08-29 | 三菱電機株式会社 | 接点材料、その製造方法及び真空バルブ |
| CN115961174A (zh) * | 2022-12-12 | 2023-04-14 | 哈尔滨东大高新材料股份有限公司 | 一种低压电器用动触头材料及其制备方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL241567A (zh) * | 1958-07-24 | |||
| GB1020914A (en) * | 1961-11-10 | 1966-02-23 | Gen Electric | Improvements in vacuum circuit interrupter |
| GB1257417A (zh) * | 1970-03-20 | 1971-12-15 | ||
| JPS5140940B2 (zh) * | 1972-03-07 | 1976-11-06 | ||
| FR2441254A1 (fr) * | 1978-11-07 | 1980-06-06 | Cime Bocuze | Materiau de contact pour dispositif electrique et procede de fabrication |
| JPS6277439A (ja) * | 1985-09-30 | 1987-04-09 | Toshiba Corp | 真空バルブ用接点材料 |
| JP2653486B2 (ja) * | 1988-08-19 | 1997-09-17 | 株式会社東芝 | 真空バルブ用接点材料 |
| JP2768721B2 (ja) * | 1989-03-01 | 1998-06-25 | 株式会社東芝 | 真空バルブ用接点材料 |
-
1990
- 1990-11-28 JP JP2327555A patent/JP2778826B2/ja not_active Expired - Lifetime
-
1991
- 1991-11-19 TW TW080109094A patent/TW201358B/zh active
- 1991-11-22 DE DE69124933T patent/DE69124933T2/de not_active Expired - Fee Related
- 1991-11-22 EP EP91119975A patent/EP0488083B1/en not_active Expired - Lifetime
- 1991-11-28 KR KR1019910021497A patent/KR950011980B1/ko not_active IP Right Cessation
- 1991-11-28 CN CN91111927A patent/CN1022960C/zh not_active Expired - Fee Related
-
1994
- 1994-03-15 US US08/214,016 patent/US5420384A/en not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1065068C (zh) * | 1995-03-10 | 2001-04-25 | 东芝株式会社 | 真空断续器的接触电极 |
| CN101979694A (zh) * | 2010-11-25 | 2011-02-23 | 福达合金材料股份有限公司 | 一种耐电压银碳化钨石墨触头材料及其制备方法 |
| CN104835656A (zh) * | 2014-02-12 | 2015-08-12 | 日本钨合金株式会社 | 电触点材料、电触点对和断路器 |
| GB2602897A (en) * | 2017-09-26 | 2022-07-20 | Belron Int Ltd | Curing repair resin |
| GB2602897B (en) * | 2017-09-26 | 2022-11-02 | Belron Int Ltd | Curing repair resin |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69124933D1 (de) | 1997-04-10 |
| EP0488083A3 (en) | 1993-04-14 |
| TW201358B (zh) | 1993-03-01 |
| EP0488083B1 (en) | 1997-03-05 |
| CN1022960C (zh) | 1993-12-01 |
| KR950011980B1 (ko) | 1995-10-13 |
| JP2778826B2 (ja) | 1998-07-23 |
| US5420384A (en) | 1995-05-30 |
| KR920010693A (ko) | 1992-06-27 |
| JPH04206121A (ja) | 1992-07-28 |
| EP0488083A2 (en) | 1992-06-03 |
| DE69124933T2 (de) | 1997-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1022960C (zh) | 用于真空断路器的触头材料 | |
| CN1019430B (zh) | 真空断路器的触点成型材料 | |
| CN1892956A (zh) | 真空断路器用电气接点及其制法 | |
| CN1037725C (zh) | 用于真空断流器的触点形成材料 | |
| US6350294B1 (en) | Powder-metallurgically produced composite material and method for its production | |
| EP0863521A2 (en) | Contacts material | |
| EP1528581A1 (en) | Electrical contact, method of manufacturing the same, electrode for vacuum interrupter, and vacuum circuit breaker | |
| WO2018142709A1 (ja) | 電極材料の製造方法及び電極材料 | |
| JP3663038B2 (ja) | 真空バルブ | |
| JP3773644B2 (ja) | 接点材料 | |
| JP6253494B2 (ja) | 真空バルブ用接点材料及び真空バルブ | |
| CN1084034C (zh) | 真空管用接点材料及其制造方法 | |
| EP0460680B1 (en) | Contact for a vacuum interrupter | |
| CN1163926C (zh) | 真空阀 | |
| US10058923B2 (en) | Method for manufacturing electrode material and electrode material | |
| JP2003147407A (ja) | 電気接点部材とその製造法及びそれを用いた真空バルブ並びに真空遮断器 | |
| JP6398415B2 (ja) | 電極材料の製造方法 | |
| CN86108695A (zh) | 真空管用接点合金的生产方法 | |
| CN1132212C (zh) | 真空断路器用触点材料 | |
| JP5116538B2 (ja) | 接点材料 | |
| JPH1150177A (ja) | 真空遮断器用接点材料,その製造方法および真空遮断器 | |
| JP2878718B2 (ja) | 真空バルブ用接点材料 | |
| JP2016211023A (ja) | 電極材料の製造方法及び電極材料 | |
| JP4515695B2 (ja) | 真空遮断器用接点材料 | |
| JP2016065281A (ja) | 電極材料の製造方法及び電極材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |