CN105992673B - 用于加工轮辋的设备和使用用于加工轮辋的设备的方法 - Google Patents
用于加工轮辋的设备和使用用于加工轮辋的设备的方法 Download PDFInfo
- Publication number
- CN105992673B CN105992673B CN201580002960.4A CN201580002960A CN105992673B CN 105992673 B CN105992673 B CN 105992673B CN 201580002960 A CN201580002960 A CN 201580002960A CN 105992673 B CN105992673 B CN 105992673B
- Authority
- CN
- China
- Prior art keywords
- rim
- supporting
- machining
- milling
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B41/00—Boring or drilling machines or devices specially adapted for particular work; Accessories specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/0042—Devices for removing chips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B39/00—General-purpose boring or drilling machines or devices; Sets of boring and/or drilling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B39/00—General-purpose boring or drilling machines or devices; Sets of boring and/or drilling machines
- B23B39/003—Drilling machine situated underneath the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B47/00—Constructional features of components specially designed for boring or drilling machines; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/02—Milling surfaces of revolution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q37/00—Metal-working machines, or constructional combinations thereof, built-up from units designed so that at least some of the units can form parts of different machines or combinations; Units therefor in so far as the feature of interchangeability is important
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2215/00—Details of workpieces
- B23B2215/08—Automobile wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2215/00—Details of workpieces
- B23C2215/08—Automotive parts
- B23C2215/085—Wheels
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Drilling And Boring (AREA)
- Turning (AREA)
Abstract
用于加工车辆用的、尤其汽车或载重汽车用的轮辋(1)的设备(21)和方法,该设备包括用于支承轮辋的器件(2)、用于使轮辋定心的器件(3)、用于钻孔的器件(4),其中所述用于支承轮辋的器件具有保护插件(5)、尤其漏斗形的元件且能被导入到该轮辋的内侧(6)中,其中,所述轮辋以该内侧朝着向下的方向(7)布置在用于支承的器件上以及在侧向由所述用于定心的器件、尤其两个相对置的用于定心的器件保持,所述轮辋以中心的轮毂轴线(8)基本上关于用于支承的器件的加工轴线(9)同心地取向,其中,在轮毂区域(10)中从所述轮辋的内侧的方向(11)起能用所述用于钻孔的器件来执行穿过用于支承的器件进入到所述轮毂区域中的钻孔。
Description
本发明涉及一种用于加工轮辋的设备以及一种使用用于加工轮辋的设备的方法。
公开了一种用于加工轮辋、尤其是轻金属轮辋的设备,其中,轮毂被冲裁,由此偶尔可能在轮辋中出现切屑。
本发明的任务是,在避免现有技术的缺点的情况下提供一种用于加工轮辋的简单的、可靠的以及快速的设备。
该任务通过一种用于加工车辆用的、尤其汽车或载重汽车用的轮辋的设备予以解决,该设备包括用于支承轮辋的器件、用于使轮辋定心的器件、用于材料掏切加工(Materialherausarbeitung)、尤其切削加工的器件,其中,轮辋以内侧沿向下的方向被布置在用于支承的器件上,且在侧向由用于定心的器件、尤其两个相对置的用于定心的器件保持,其中,所述轮辋以中心的轮毂轴线基本上关于用于支承的器件的加工轴线和/或关于预先确定的围绕加工轴线的加工半径同心地取向,其中,在轮毂区域中从轮辋的内侧的方向起利用用于材料掏切加工、尤其切削加工的器件可以执行材料去除加工(Materialausarbeitung),尤其可以执行穿过支承的器件进入到轮毂区域中的钻孔。
本发明尤其能够实现对在轮毂区域内的可能的浇口残留物(Angussreste)的精确且快速的清除,它在铝轮辋时在轮毂的区域中也被称为榫头或冒口,铝轮辋在低压铸造方法中被制造,浇口残留物经常包含缩孔并且与此相应是质量降低的。残留物的清除以下述方式实现:使它们由于重力向下掉落且不遗留在轮辋上。此外,能连续地进行清除,无需昂贵地对轮辋逐个定位。因此,通过本发明消除了削屑问题以及绕开了卡盘中的干扰。
当下述情况发生时是有利的:用于材料掏切加工、尤其切削加工的器件包括用于钻孔的器件和/或用于铣削的器件尤其铣削插件,尤其具有比轮辋中材料去除加工的直径更小的直径,尤其具有用于基本上圆形地和/或螺旋形地导引铣削插件的器件。
当下述情况发生时是有利的:用于支承轮辋的器件具有保护插件尤其漏斗形的元件,且能引入到轮辋的内侧中,其中,尤其保护插件特别漏斗形的元件至少在材料去除加工时尤其在钻孔时以下述方式布置:使得它将轮辋的外部区域基本上针对材料去除加工的削屑尤其钻屑的漏出进行密封。
当下述情况发生时是有利的:保护插件尤其漏斗形的元件仅具有到轮毂区域的通道,该通道与材料去除加工的直径、尤其钻头直径和/或尤其针对圆周运动的铣削插件相匹配地构造。
当下述情况发生时是有利的:轮辋通过用于下压轮辋的器件基本上固定在用于支承的器件上。
当下述情况发生时是有利的:尤其具有至少一个力元件特别动力活塞(Kraftkolben)的、用于下压的器件尤其包括一个或多个液压活塞和/或一盘状的元件,所述盘状的元件从上方被套装到轮辋上并且由此朝向用于支承的器件施加压力。
当下述情况发生时是有利的:盘状的元件具有针对用于定心的器件的凹部。
当下述情况发生时是有利的:轮辋通过用于运输轮辋的器件、尤其包括运输辊的带,尤其经由用于定心的器件能被驱动地被运输给用于支承轮辋的器件。
该任务同样通过使用用于加工车辆用的尤其汽车用的轮辋的设备的方法予以解决,其特征在于,轮辋用内侧沿着向下的方向被放在用于支承轮辋的器件上,其中,用于支承的器件具有保护插件尤其漏斗形的元件,该保护插件被导入到轮辋的内部区域中,轮辋通过一个或多个用于使轮辋定心的器件被导入且保持在定心位置中,并且轮辋以中心的轮毂轴线基本上关于用于支承的器件的加工轴线和/或预先确定的加工半径同心地取向,其中,在轮毂区域中从轮辋的内侧的方向起利用用于材料掏切加工、尤其切削加工的器件来执行材料去除加工,尤其执行通过用于钻孔的器件和/或用于铣削的器件尤其铣削插件的、穿过用于支承的器件进入到轮毂区域中的钻孔。
当下述情况发生时是有利的:可以通过用于基本上圆形地导引铣削插件的器件尤其额外地执行一种垂直于圆形的导引的深度路段(Tiefenstrecke),因而特别说明了一种螺旋形的铣削路段。
当下述情况发生时是有利的:用于材料掏切加工的器件为了加工而能够在轮毂区域中运动,尤其靠近地和/或在运动轨道上、尤其在圆形轨道线和/或螺旋轨道上利用用于铣削的器件导引,和/或轮辋能相对用于材料掏切加工的器件运动。
当下述情况发生时是有利的:仅执行材料去除加工、尤其切削加工,特别钻孔和/或铣削直至有待被去除地加工的、尤其有待被去除地钻孔的轮毂区域沿着轮辋的外侧的方向保留有少量的残留物,并且紧接着通过用于冲压的器件和/或借助于强烈的负压的抽吸进行对残留物的单独的清除、尤其对残留物的冲裁。
当下述情况发生时是有利的:先将轮辋通过用于运输的器件以及中心地经由侧向布置的用于定心的器件被运输至用于支承的器件,轮辋以内侧向下被放在用于运输的器件上,紧接着将保护插件尤其漏斗形的元件,从下方朝向轮辋的内侧移出,并且将尤其包括盘状的元件的用于下压的器件从上方压到轮辋上,且紧接着利用用于材料掏切加工的器件、尤其切削加工的器件进行材料挖出,尤其进行穿过漏斗形的元件的通道进入到轮辋的轮毂区域里的钻孔,其中,保护插件尤其漏斗形的元件紧接着又被返回到用于支承的器件中,其中,尤其紧接着将被加工的轮辋在保护插件尤其漏斗形的元件被返回之后在用于运输的器件上进一步运输。
当下述情况发生时是有利的:保护插件尤其漏斗形的元件在通道的区域中基本上密封地与轮辋的内侧相匹配地被挤压,因而经被去除地加工的材料尤其钻屑被残留在保护插件的内部区域中。
本发明的其它的特征和优点由下述的说明得出,在说明中结合附图对本发明的主题的一些实施例作更详细地阐释。
附图中:
图1在透视图中示出了根据本发明的用于加工的设备;
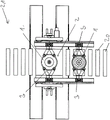
图2在局部俯视图中示出了根据本发明的用于加工的设备;
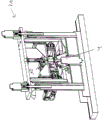
图3在透视图中示出了根据本发明的用于加工的设备;
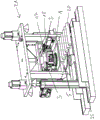
图4在剖视图中示出了根据本发明的用于加工的设备;
图5在剖视图中示出了根据本发明的用于加工的设备;
图6在剖视图中示出了根据本发明的用于加工的设备的剖面;
图7在剖视图中示出了根据本发明的用于加工的设备;
图8在剖视图中示出了根据本发明的用于加工的设备;
图9在剖视图中示出了根据本发明的用于加工的设备;
图10在剖视图中示出了根据本发明的用于加工的设备;以及
图11在示意性视图中示出了根据本发明的用于加工的设备。
图1在透视图中示出了根据本发明的用于加工的设备21。设备21根据本发明被设置用于加工车辆用的尤其汽车用的轮辋1。通过带示例性的运输辊20的用于运输的器件19将轮辋1供应给在设备21的中心的用于支承的器件2。设备21例如包括用于支承轮辋的器件2、用于使轮辋定心的器件3、不可见的用于钻孔的器件。被套装到轮辋上的用于下压的器件17具有盘状的元件18,该盘状的元件带有针对用于定心的器件3的凹部24。用于支承轮辋的器件2具有漏斗形的元件5且能被导入轮辋2的内侧中,例如在图4中示出的那样。轮辋1以内侧沿向下的方向7被布置在用于支承的器件2上以及在侧向由用于定心的器件3、尤其两个相对置的用于定心的器件3保持,如在图2中示出的那样。
图2在局部俯视图中示出了根据本发明的用于加工的设备21。通过带运输辊20的用于运输的器件19将两个轮辋1相继运输以及通过用于定心的器件3保持在中央且尤其被运输直至用于支承的器件2。用于运输的器件19也可以同时被示出作为用于定心的器件3促使定心,以便将轮辋1定位在中央。一旦轮辋完成了钻孔,那么该轮辋就利用用于运输的器件经由用于定心的器件在这个用于定心的器件包围该新的轮辋之后被包装和进一步运输。
图3在透视图中示出了根据本发明的用于加工的设备21。用于下压的器件17的带有凹部24的盘状的元件18正好下降到轮辋1上,轮辋位于用于支承的器件2上并且是经由运输辊20供应过来的。漏斗形的元件5被自下引导靠近。之后,钻屑可以被收集在钻屑收集器25中。
图4在剖视图中示出了按本发明的用于加工的设备21。
轮辋2以中心的轮毂轴线8基本上关于用于支承的器件2的加工轴线9同心地取向。轮辋通过用于下压的器件17被固定。在轮毂区域10中从轮辋2的内侧6的方向11起能够利用用于钻孔的器件4执行穿过用于支承的器件2的漏斗形的元件5进入到轮毂区域10中的钻孔。
图5在剖视图中示出了根据本发明的用于加工的设备21。用于钻孔的器件4已被钻透直至轮毂区域10。
图6在剖视图中示出了根据本发明的用于加工的设备2的剖面。漏斗形的元件5至少在钻孔时以下述方式布置:使得它在钻孔时从轮辋1的内侧6的方向11起能利用用于钻孔的器件4穿过漏斗形的元件5进入到轮毂区域10中执行钻孔。漏斗形的元件5针对钻屑13到外部区域12中的漏出进行密封。钻屑13落到漏斗形的元件5的内部区域14中。漏斗形的元件5仅具有一条通往轮毂区域10的通道15,该通道与钻头直径16相匹配地构造。轮辋2通过用于下压轮辋的器件17基本上固定在漏斗形的元件5上。钻孔后残留的残留物22可以借助于紧接着的冲压被清除。
图7在剖视图中示出了根据本发明的用于加工轮辋1的设备21,其中,用于材料掏切加工的器件26、尤其切削加工的器件,在这种情况下包括有结合了铣削器件的圆周运动和/或螺旋形的工艺处理运动(Verfahrbewegung)的铣削过程。
用于材料掏切加工的器件26被放置在轮辋的中部区域中。用于加工轮辋1的设备21包括用于材料掏切加工的器件26、尤其切削加工的器件,其中,轮辋以内侧6沿着向下的方向7被保持,其中,轮辋2以中心的轮毂轴线8基本上关于圆周运动和/或螺旋运动的中心的轴线30同心地取向,其中,在轮毂区域10中,从轮辋1的内侧6的方向11起能利用用于材料加工的器件26、尤其切削加工的器件来执行尤其铣削插件28穿过用于支承的器件进入到轮毂区域10中的材料掏切加工。
图8在剖视图中示出了根据本发明的用于加工的设备21,带有用于材料掏切加工的器件26,带有在侧向的圆形位置中的铣削插件28,其中,该铣削插件尤其可以用例如约12000转来导引。
图9在剖视图中示出了根据本发明的用于加工的设备21,其带有用于材料掏切加工的器件26,带有在圆周运动线31上的占据侧向位置的铣削插件28。有利地,在轮辋中在材料去除加工的直径32不同时使用所述设备。有利地选择最小的可能的直径作为铣削器件,以便通过圆周形的、可能经CNC控制的铣削来产生更大的轮辋内钻孔。受控制的十字工作台、圆工作台或其它合适的设备促使钻床主轴水平地沿着X轴和Y轴的运动。Z轴确定了轮辋中的铣削深度/钻孔深度。
圆周形铣削的相同的效果也可以通过轮辋的相对运动产生。
图10在剖视图中示出了根据本发明的带有铣削插件28的、用于加工的设备21。
图11在示意性视图中示出了根据本发明的用于加工的设备21。
附图标记列表
1 轮辋
2 用于支承的器件
3 用于定心的器件
4 用于钻孔的器件
5 漏斗形的元件
6 内侧
7 方向
8 中心的轮毂轴线
9 加工轴线
10 轮毂区域
11 方向
12 外部区域
13 钻屑
14 内部区域
15 通道
16 钻头直径
17 用于下压的器件
18 盘状的元件
19 用于运输的器件
20 运输辊
21 用于加工的设备
22 剩余物
23 外侧
24 凹部
25 钻屑收集器
26 用于材料掏切加工的器件
27 用于铣削的器件
28 铣削插件
29 直径
30 中心的轴线
31 圆周运动线
32 直径。
Claims (31)
1.用于加工车辆用的轮辋(1)的设备(21),该设备包括用于支承轮辋的器件(2)、用于使轮辋定心的器件(3)、用于材料掏切加工的器件(26),其中,轮辋以内侧(6)朝着向下的方向(7)布置在用于支承轮辋的器件(2)上,并且在侧向由两个相对置的用于使轮辋定心的器件(3)导入且保持在定心位置中,其中,所述轮辋(1)以中心的轮毂轴线(8)关于用于支承轮辋的器件(2)的加工轴线(9)和/或围绕该加工轴线(9)的预先确定的加工半径同心地取向,其中,在轮毂区域(10)中从所述轮辋(1)的内侧(6)的方向(11)起能利用该用于材料掏切加工的器件(26)来执行一种穿过用于支承轮辋的器件(2)进入到所述轮毂区域(10)中的材料掏切加工,其中所述用于支承轮辋的器件(2)具有保护插件且能导入到所述轮辋的内侧(6)中。
2.按照权利要求1所述的设备,其特征在于,所述车辆是汽车。
3.按照权利要求1所述的设备,其特征在于,所述车辆是载重汽车。
4.按照权利要求1所述的设备,其特征在于,所述用于材料掏切加工的器件(26)是用于切削加工的器件。
5.按照权利要求1所述的设备,其特征在于,所述材料掏切加工是钻孔。
6.按照权利要求1所述的设备,其特征在于,所述用于材料掏切加工的器件(26)包括用于钻孔的器件(4)和/或用于铣削的器件(27)。
7.按照权利要求6所述的设备,其特征在于,用于铣削的器件(27)是铣削插件(28)。
8.按照权利要求7所述的设备,其特征在于,所述铣削插件(28)具有比所述轮辋中材料去除加工的直径(32)更小的直径(29)。
9.按照权利要求7所述的设备,其特征在于,所述铣削插件(28)具有用于圆形地和/或螺旋形地导引所述铣削插件(28)的器件。
10.按照权利要求1所述的设备,其特征在于,所述保护插件是漏斗形的元件(5)。
11.按照权利要求1所述的设备,其特征在于,所述保护插件至少在材料去除加工时以下述方式布置:使得该保护插件针对材料去除加工的削屑的漏出将所述轮辋的外部区域(12)进行密封。
12.按照权利要求7所述的设备,其特征在于,所述保护插件仅具有一条通往所述轮毂区域(10)的通道(15),该通道与材料去除加工的直径和/或铣削插件相匹配地构造。
13.按照权利要求12所述的设备,其特征在于,所述铣削插件用于圆周运动。
14.按照权利要求1所述的设备,其特征在于,所述轮辋(1)通过用于下压轮辋的器件(17)被固定在用于支承轮辋的器件(2)上。
15.按照权利要求14所述的设备,其特征在于,所述用于下压轮辋的器件(17)包括一个或多个液压活塞和/或一盘状的元件(18),该盘状的元件能从上方套装到所述轮辋上并且由此朝向用于支承轮辋的器件(2)施加压力。
16.按照权利要求15所述的设备,其特征在于,所述盘状的元件(18)具有所述用于使轮辋定心的器件(3)用的凹部(24)。
17.按照权利要求1所述的设备,其特征在于,通过用于运输轮辋的器件(19),所述轮辋通过所述用于使轮辋定心的器件(3)被驱动地被运输给所述用于支承轮辋的器件(2)。
18.按照权利要求17所述的设备,其特征在于,所述用于运输轮辋的器件(19)是包括运输辊(20)的带。
19.用于使用用于加工车辆用的轮辋(1)的设备(21)的方法,其特征在于,所述轮辋(1)以内侧(6)沿着向下的方向(7)被放在用于支承轮辋的器件(2)上,其中所述用于支承轮辋的器件(2)具有保护插件且能导入到所述轮辋的内侧(6)中,该轮辋通过两个相对置的用于使轮辋定心的器件(3)被导入且保持在定心位置中,并且所述轮辋以中心的轮毂轴线(8)关于用于支承轮辋的器件(2)的加工轴线(9)和/或预先确定的加工半径同心地取向,其中,在轮毂区域(10)中从所述轮辋的内侧(6)的方向(11)起利用用于材料掏切加工的器件(26)来执行材料去除加工穿过用于支承轮辋的器件(2)进入到所述轮毂区域(10)中的材料去除加工。
20.按照权利要求19所述的方法,其特征在于,所述用于材料掏切加工的器件(26)是用于切削加工的器件。
21.按照权利要求19所述的方法,其特征在于,所述材料掏切加工是钻孔。
22.按照权利要求19所述的方法,其特征在于,所述用于材料掏切加工的器件(26)包括用于钻孔的器件(4)和/或用于铣削的器件(27)。
23.按照权利要求22所述的方法,其特征在于,所述用于铣削的器件(27)是铣削插件(28)。
24.按照权利要求23所述的方法,其特征在于,可以通过用于圆形地导引所述铣削插件的器件执行一种垂直于圆形的导引的深度路段,因而说明了螺旋形的铣削路段。
25.按照权利要求19所述方法,其特征在于,所述用于材料掏切加工的器件(26)为了加工而在所述轮毂区域(10)中运动和/或使得所述轮辋(1)相对于用于材料掏切加工的器件(26)运动。
26.按照权利要求25所述方法,其特征在于,所述用于材料掏切加工的器件(26)靠近地和/或在运动轨道上利用用于铣削的器件(27)导引。
27.按照权利要求26所述方法,其特征在于,所述运动轨道是圆形轨道线(31)和/或螺旋轨道。
28.按照权利要求19所述的方法,其特征在于,仅在下述程度上执行材料去除加工:直至有待被去除地加工的轮毂区域(10)的少量的残留物(22)沿着所述轮辋的外侧(23)的方向保留,以及紧接着通过用于冲压的器件和/或借助于强烈的负压的抽吸进行对所述残留物(22)的单独的清除。
29.按照权利要求19所述的方法,其特征在于,所述保护插件是漏斗形的元件(5)。
30.按照权利要求29所述的方法,其特征在于,首先将所述轮辋(1)通过用于运输轮辋的器件(19)—所述轮辋以所述内侧(6)向下被放在所述用于运输轮辋的器件(19)上—以及经由侧向布置的用于使轮辋定心的器件(3)中心地运输直至所述用于支承轮辋的器件(2),紧接着再将所述保护插件从下方朝着所述轮辋的内侧(6)移出,并且将包括盘状的元件(18)的用于下压轮辋的器件(17)从上方压到所述轮辋(1)上,且紧接着利用所述用于材料掏切加工的器件进行穿过所述漏斗形元件(5)的通道(15)进入到所述轮辋的轮毂区域(10)中的材料挖出,其中,所述保护插件紧接着又被返回到用于支承轮辋的器件(2)中,其中紧接着将被加工的轮辋(1)在所述保护插件返回之后在所述用于运输轮辋的器件(19)上进一步运输。
31.按照权利要求30所述的方法,其特征在于,所述保护插件在所述通道(15)的区域中密封地与所述轮辋的所述内侧(6)相匹配地被挤压,因而被去除地加工的材料被残留在所述保护插件的内部区域(14)中。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014010877.5A DE102014010877A1 (de) | 2014-07-26 | 2014-07-26 | Vorrichtung zur Bearbeitung einer Felge und Verfahren zur Verwendung einer Vorrichtung zur Bearbeitung einer Felge |
| DE102014010877.5 | 2014-07-26 | ||
| PCT/DE2015/000367 WO2016015700A1 (de) | 2014-07-26 | 2015-07-23 | Vorrichtung zur bearbeitung einer felge und verfahren zur verwendung einer vorrichtung zur bearbeitung einer felge |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN105992673A CN105992673A (zh) | 2016-10-05 |
| CN105992673B true CN105992673B (zh) | 2020-07-28 |
Family
ID=54150197
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201580002960.4A Expired - Fee Related CN105992673B (zh) | 2014-07-26 | 2015-07-23 | 用于加工轮辋的设备和使用用于加工轮辋的设备的方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10870156B2 (zh) |
| EP (1) | EP3172003B1 (zh) |
| CN (1) | CN105992673B (zh) |
| DE (2) | DE102014010877A1 (zh) |
| ES (1) | ES2686709T3 (zh) |
| WO (1) | WO2016015700A1 (zh) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107414193B (zh) * | 2017-08-31 | 2023-11-17 | 中信戴卡股份有限公司 | 一种高精度去车轮轮缘毛刺装置 |
| CN108340233B (zh) * | 2018-03-20 | 2023-08-22 | 中信戴卡股份有限公司 | 一种车轮去毛刺设备 |
| CN109079542B (zh) * | 2018-08-23 | 2019-10-11 | 南京六和普什机械有限公司 | 一种高稳定性的汽车工装用夹具 |
| CN109396486B (zh) * | 2018-11-05 | 2020-04-17 | 浙江振华精锻齿轮股份有限公司 | 一种机械齿轮修补打孔辅助机构 |
| CN110681888A (zh) * | 2019-10-23 | 2020-01-14 | 中信戴卡股份有限公司 | 一种轮毂专用钻孔装置 |
| CN112643089B (zh) * | 2020-11-16 | 2023-01-24 | 江苏悦达兴业汽车配件有限公司 | 一种便捷性高的汽车配件钻孔设备 |
| CN112756653A (zh) * | 2020-12-29 | 2021-05-07 | 苏州华昂智能设备制造有限公司 | 一种自动钻孔机定位装置 |
| CN112692444B (zh) * | 2021-01-22 | 2021-07-13 | 浙江铂动工贸有限公司 | 用于轮毂加工的3d激光雕刻机 |
| CN113477975B (zh) * | 2021-07-24 | 2022-06-14 | 湖北龙运汽车配件有限公司 | 一种鼓式摩擦片的钻孔设备 |
| CN113681078B (zh) * | 2021-09-02 | 2023-12-29 | 苏州市通达自动扶梯配件厂 | 一种梯级链滑动滚轮自动铰孔装置 |
| CN114309721B (zh) * | 2022-03-15 | 2022-06-07 | 江苏东方龙机车集团有限公司 | 一种汽车轮毂全自动钻孔加工设备 |
| CN115139121B (zh) * | 2022-06-18 | 2024-02-02 | 台州必拓汽车配件股份有限公司 | 发动机轴加工工装 |
| CN117139688B (zh) * | 2023-11-01 | 2024-01-02 | 常州鸿雁行机械科技有限公司 | 一种ct设备配件生产加工设备 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2302631A1 (de) * | 1973-01-17 | 1974-07-25 | Kronprinz Ag | Verfahren zum herstellen eines fahrzeugrades |
| CN202994124U (zh) * | 2012-12-17 | 2013-06-12 | 滨州盟威戴卡轮毂有限公司 | 一种轮毂中心孔检测设备 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE451342A (zh) * | ||||
| GB307668A (en) * | 1928-06-11 | 1929-03-14 | Ernest Reich | Improvements relating to drilling machines |
| US1995485A (en) * | 1932-07-29 | 1935-03-26 | Gen Motors Corp | Machine to countersink twenty holes in a wheel hub shell for short spokes |
| US3751053A (en) * | 1972-04-24 | 1973-08-07 | Cushman Ind Inc | Chuck with centering and compensating jaws |
| US4490079A (en) * | 1979-03-12 | 1984-12-25 | David Trevarrow | Method of making a wheel |
| DE3035505A1 (de) * | 1979-09-21 | 1981-04-09 | Karl Böni Maschinen- und Apparatebau, Dübendorf | Koordinaten-zentrierbohrmaschine |
| DE4339755C1 (de) * | 1993-11-22 | 1995-03-09 | Chiron Werke Gmbh | Vorrichtung zum Einbringen von Bohrungen in eine Schüssel bzw. einer Felge eines Rades eines Kraftfahrzeuges |
| DE20309308U1 (de) * | 2003-06-15 | 2004-03-04 | Makra Manfred Kratzmeier Gmbh | Radaufnahme |
| CN1938123A (zh) * | 2004-04-08 | 2007-03-28 | 玛斯股份有限公司 | 用于给将要进行机加工的半成品零件定心的方法和设备 |
| CN101208176A (zh) * | 2005-06-22 | 2008-06-25 | 玛斯股份有限公司 | 一种用于机械加工、尤其是用于对轻质合金轮钻孔和车削的方法,以及根据该方法运行的机械加工设备 |
| DE102008014835A1 (de) * | 2008-03-07 | 2009-09-10 | Chiron-Werke Gmbh & Co Kg | Werkzeugmaschine, insbesondere für Felgenbearbeitung |
| JP6410023B2 (ja) * | 2013-09-06 | 2018-10-24 | パナソニックIpマネジメント株式会社 | マスタスレーブロボットの制御装置及び制御方法、ロボット、マスタスレーブロボットの制御プログラム、並びに、マスタスレーブロボットの制御用集積電子回路 |
| CN103862080A (zh) * | 2014-03-25 | 2014-06-18 | 中信戴卡股份有限公司 | 一种轮辋在线自动钻孔装置 |
| CN103862026B (zh) * | 2014-03-26 | 2015-11-25 | 中信戴卡股份有限公司 | 一种车轮毛坯在线去飞边装置 |
-
2014
- 2014-07-26 DE DE102014010877.5A patent/DE102014010877A1/de not_active Withdrawn
-
2015
- 2015-07-23 US US15/328,481 patent/US10870156B2/en active Active
- 2015-07-23 WO PCT/DE2015/000367 patent/WO2016015700A1/de active Application Filing
- 2015-07-23 DE DE112015003449.8T patent/DE112015003449A5/de not_active Withdrawn
- 2015-07-23 CN CN201580002960.4A patent/CN105992673B/zh not_active Expired - Fee Related
- 2015-07-23 EP EP15766736.1A patent/EP3172003B1/de active Active
- 2015-07-23 ES ES15766736.1T patent/ES2686709T3/es active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2302631A1 (de) * | 1973-01-17 | 1974-07-25 | Kronprinz Ag | Verfahren zum herstellen eines fahrzeugrades |
| CN202994124U (zh) * | 2012-12-17 | 2013-06-12 | 滨州盟威戴卡轮毂有限公司 | 一种轮毂中心孔检测设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016015700A1 (de) | 2016-02-04 |
| ES2686709T3 (es) | 2018-10-19 |
| EP3172003A1 (de) | 2017-05-31 |
| DE102014010877A1 (de) | 2016-01-28 |
| CN105992673A (zh) | 2016-10-05 |
| DE112015003449A5 (de) | 2017-04-06 |
| EP3172003B1 (de) | 2018-06-06 |
| US20190143421A1 (en) | 2019-05-16 |
| US10870156B2 (en) | 2020-12-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105992673B (zh) | 用于加工轮辋的设备和使用用于加工轮辋的设备的方法 | |
| US8074544B2 (en) | Cylindrical grinding apparatus and method for grinding | |
| EP2700472A1 (en) | Method for processing both end faces of round bar | |
| DE102012001933A1 (de) | Auswurfwerkzeug für Lochsäge, Bohrkrone, Kreisschneider oder ähnliche rotationsbetriebene, schneidende Werkzeuge mit oder ohne Zentrierbohrer oder Zentrierstift, zur automatischen Entfernung (Auswurf) des ausgeschnittenen Reststückes aus der Lochsäge, der Bohrkrone oder dem Kreisschneider | |
| CN103949704B (zh) | 一种锥形壳体表面上异型孔的孔口内外倒圆角的铣削方法 | |
| US7437816B1 (en) | Lathe with arrangement for dropping chips into a container without blocking moving path of a saddle | |
| JP5959193B2 (ja) | ウェーハ研削方法およびウェーハ研削装置 | |
| EP2036642A2 (de) | Vorrichtung zum mechanischen Umfangsbearbeiten von ring- oder büchsenförmigen Werkstücken | |
| CN201969926U (zh) | 气动排屑装置和孔加工设备 | |
| CN104002110A (zh) | 一种基于钻铣组合的整体叶轮插铣加工方法 | |
| JP4797223B2 (ja) | ロードホイールの仕上げ装置および仕上げ方法 | |
| CN106563944A (zh) | 一种摩托车铝合金车轮的生产工艺 | |
| JP5375987B2 (ja) | シート面加工方法 | |
| KR101336526B1 (ko) | 공작기계용 주축대의 이물질 유입 방지 및 세척장치 | |
| MX2021005602A (es) | Herramienta discoidal y sistema de mecanizado de piezas de trabajo, dispositivo de corte y uso para discos de corte, esmerilado y pulido que permite crear una estructura superficial en las piezas de trabajo. | |
| JP2021074840A (ja) | アンギュラベアリングの研削装置及びアンギュラベアリングの搬送方法 | |
| DE102004063857A1 (de) | Waferrandentfernen auf dem Werkstückaufspanntisch | |
| JP6236348B2 (ja) | 加工方法 | |
| KR101534479B1 (ko) | 플레이트 고정용 척 | |
| CN220049697U (zh) | 一种不锈钢管件的三通冲孔翻边设备 | |
| JP2009083071A (ja) | シート面加工工具およびシート面加工方法並びにそのシート面加工工具を用いたインジェクタの製造方法 | |
| JP2009148834A (ja) | トリミング装置 | |
| CN204747511U (zh) | 一种制造钻头装置 | |
| CN106670576A (zh) | 一种耐磨型内孔铰毛刺工具 | |
| CN106670578A (zh) | 一种内孔除毛刺工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200728 |