CN1046233C - 一种生产紫外线层贴纸的方法和设备 - Google Patents
一种生产紫外线层贴纸的方法和设备 Download PDFInfo
- Publication number
- CN1046233C CN1046233C CN93103610A CN93103610A CN1046233C CN 1046233 C CN1046233 C CN 1046233C CN 93103610 A CN93103610 A CN 93103610A CN 93103610 A CN93103610 A CN 93103610A CN 1046233 C CN1046233 C CN 1046233C
- Authority
- CN
- China
- Prior art keywords
- paper
- film
- roller
- laminating
- speed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 37
- 238000010030 laminating Methods 0.000 claims abstract description 107
- 238000005520 cutting process Methods 0.000 claims abstract description 30
- 238000012545 processing Methods 0.000 claims abstract description 18
- 230000001105 regulatory effect Effects 0.000 claims abstract description 17
- 230000007246 mechanism Effects 0.000 claims abstract description 7
- 239000000853 adhesive Substances 0.000 claims description 95
- 230000001070 adhesive effect Effects 0.000 claims description 88
- 238000010008 shearing Methods 0.000 claims description 28
- 239000011248 coating agent Substances 0.000 claims description 15
- 238000000576 coating method Methods 0.000 claims description 15
- 238000009826 distribution Methods 0.000 claims description 15
- 230000001133 acceleration Effects 0.000 claims description 13
- 238000012546 transfer Methods 0.000 claims description 12
- 230000008878 coupling Effects 0.000 claims description 11
- 238000010168 coupling process Methods 0.000 claims description 11
- 238000005859 coupling reaction Methods 0.000 claims description 11
- 230000001276 controlling effect Effects 0.000 claims description 5
- 230000015572 biosynthetic process Effects 0.000 claims description 3
- 238000005259 measurement Methods 0.000 claims description 2
- 230000008676 import Effects 0.000 claims 1
- 238000005096 rolling process Methods 0.000 abstract description 5
- 238000007796 conventional method Methods 0.000 abstract 1
- 238000003475 lamination Methods 0.000 abstract 1
- 239000000123 paper Substances 0.000 description 208
- 239000010408 film Substances 0.000 description 138
- 230000008569 process Effects 0.000 description 18
- 238000001723 curing Methods 0.000 description 16
- 230000000694 effects Effects 0.000 description 16
- 230000033001 locomotion Effects 0.000 description 12
- 239000011230 binding agent Substances 0.000 description 11
- 239000000463 material Substances 0.000 description 11
- 230000006870 function Effects 0.000 description 10
- 238000013461 design Methods 0.000 description 9
- 238000003848 UV Light-Curing Methods 0.000 description 7
- 230000002349 favourable effect Effects 0.000 description 5
- 238000007639 printing Methods 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- 238000001035 drying Methods 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 230000002950 deficient Effects 0.000 description 3
- 230000006735 deficit Effects 0.000 description 3
- 230000014509 gene expression Effects 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000008093 supporting effect Effects 0.000 description 3
- 239000010409 thin film Substances 0.000 description 3
- 238000004026 adhesive bonding Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 239000000839 emulsion Substances 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 210000005224 forefinger Anatomy 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 239000010687 lubricating oil Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 238000005457 optimization Methods 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 230000001737 promoting effect Effects 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 230000007480 spreading Effects 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 241001504664 Crossocheilus latius Species 0.000 description 1
- 241001417527 Pempheridae Species 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000003044 adaptive effect Effects 0.000 description 1
- 230000003321 amplification Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000011111 cardboard Substances 0.000 description 1
- 239000012876 carrier material Substances 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 230000019771 cognition Effects 0.000 description 1
- 239000000306 component Substances 0.000 description 1
- 239000008358 core component Substances 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000001976 improved effect Effects 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000004973 motor coordination Effects 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 238000005293 physical law Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001902 propagating effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000009291 secondary effect Effects 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/22—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of both discrete and continuous layers
- B32B37/223—One or more of the layers being plastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0826—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line the work being a web or sheets
- B05C1/083—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line the work being a web or sheets being passed between the coating roller and one or more backing rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/25—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member
- B26D1/34—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut
- B26D1/36—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut and rotating continuously in one direction during cutting, e.g. mounted on a rotary cylinder
- B26D1/365—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut and rotating continuously in one direction during cutting, e.g. mounted on a rotary cylinder for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/56—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which travels with the work otherwise than in the direction of the cut, i.e. flying cutter
- B26D1/62—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which travels with the work otherwise than in the direction of the cut, i.e. flying cutter and is rotating about an axis parallel to the line of cut, e.g. mounted on a rotary cylinder
- B26D1/626—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which travels with the work otherwise than in the direction of the cut, i.e. flying cutter and is rotating about an axis parallel to the line of cut, e.g. mounted on a rotary cylinder for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/08—Means for treating work or cutting member to facilitate cutting
- B26D7/10—Means for treating work or cutting member to facilitate cutting by heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/08—Means for treating work or cutting member to facilitate cutting
- B26D7/14—Means for treating work or cutting member to facilitate cutting by tensioning the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/20—Cutting beds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B37/1284—Application of adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0004—Cutting, tearing or severing, e.g. bursting; Cutter details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/18—Handling of layers or the laminate
- B32B38/1825—Handling of layers or the laminate characterised by the control or constructional features of devices for tensioning, stretching or registration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/12—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/70—Automated, e.g. using a computer or microcomputer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2310/00—Treatment by energy or chemical effects
- B32B2310/08—Treatment by energy or chemical effects by wave energy or particle radiation
- B32B2310/0806—Treatment by energy or chemical effects by wave energy or particle radiation using electromagnetic radiation
- B32B2310/0831—Treatment by energy or chemical effects by wave energy or particle radiation using electromagnetic radiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/18—Handling of layers or the laminate
- B32B38/1883—Detensioning
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1084—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing of continuous or running length bonded web
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1089—Methods of surface bonding and/or assembly therefor of discrete laminae to single face of additional lamina
- Y10T156/1092—All laminae planar and face to face
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1348—Work traversing type
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1712—Indefinite or running length work
- Y10T156/1722—Means applying fluent adhesive or adhesive activator material between layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1712—Indefinite or running length work
- Y10T156/1734—Means bringing articles into association with web
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1798—Surface bonding means and/or assemblymeans with work feeding or handling means with liquid adhesive or adhesive activator applying means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0515—During movement of work past flying cutter
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0515—During movement of work past flying cutter
- Y10T83/0519—Cyclically varying rate of tool or work movement
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/141—With means to monitor and control operation [e.g., self-regulating means]
- Y10T83/145—Including means to monitor product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/141—With means to monitor and control operation [e.g., self-regulating means]
- Y10T83/148—Including means to correct the sensed operation
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Coating Apparatus (AREA)
Abstract
为精制印刷品之类的物品进行的层贴可通过可控制的层贴辊对来进行。辊子以较小的加压力浮游地对薄膜进行加压。通过设有薄膜拉力调节装置的、可控制的涂敷装置可使薄膜没有拉力地送往层贴辊。通过计算机可输入例如加工速度和纸张长度。由此通过主驱动装置的一个增量传感器对供纸程序和湿态剪切装置的程序进行控制,因此可没有困难地调出60至100米/分的加工速度。其加工质量甚至在最高速度下保持良好。
Description
本发明涉及一种用于制作层贴纸、例如可用紫外线固化的层贴纸的方法及设备,其中,把粘合剂分布涂敷在薄的薄膜上,并通过一个层贴装置把该薄膜与单张纸张或连续的纸张合成一体成为层贴纸。这种层贴纸特别适用在广告印刷物或包装工业中。
比较薄的塑料薄膜从一卷薄膜中连续拉出。在单张纸张的情况下,纸张取自一个纸垛。这两者一起向层贴装置送进。为了防止污染层贴装置中的层贴辊,往往把一张跟随一张的单张纸张的边部搭在一起。这些纸张在上搭或下搭的状态下为薄膜所覆盖。也可设想成单张纸张一张紧接一张地被层贴。在层贴后,单张纸张通过薄膜相互连在一起。层贴纸在下步工序对其进行进一步加工前必须再被分成单张的层贴纸。
德国专利2817917公开了一种应用可用射线固化的所谓紫外线-胶粘剂的技术方案。这一方案较之传统的方案具有很大的进步。在传统的方案中,一些是必须用红外线和热风经过较长时间才能使粘合剂干燥。在一些方案中,层贴纸在进入下步工序前可能要干燥达到24小时。在采用传统的粘合剂的情况下,公知设备的加工速度必须低于例如40米/分,否则会大大增多运行故障。迄今,60米/分似乎被认为是“加工的音障”。
在应用可由紫外线可聚合或者固化的粘合剂时,不须按粘合剂的本来的概念进行干燥,而是使其固化,这种固化只需几分之一秒钟的时间。紧接在固化之后,紫外线-层贴的纸张在无损其质量的情况下例如可摞成垛或卷成卷储存。这为连续加工创造了前题。根据成品层贴纸的用途,对本来作为对基材进行精制的层贴提出了完全不同的要求。
在第一类用途中,层贴首先是用于提高印刷基材的机械强度并保护其表面,这里的基材指的是印刷纸或纸板。层贴纸用于制作例如书的封皮、防水纸袋、招贴等等。
在第二类用途中,层贴特别是为了改善或提高色彩或印刷的作用效果。其成品是一种上有覆盖层的材料,通过一层透明薄膜使该材料得以精制,这种有薄膜覆盖层的材料例如可用于制作样本或它种广告载体和高档美术作品的印刷品,造成玻璃性质的效果。特别是在要求极高的情况下,例如在高档美术作品的印刷品和要求极高的广告印刷品中,必须避免任何一种有妨害的副效果-如薄膜和基材之间的微小气泡、没有充分贴住的部位或覆盖层上的纹影效应。印刷的表现内容应该得到加强,但绝不应受到层贴时的负面影响的妨害。更加应该通过层贴把层贴前尚存在的毛病、例如表面粗糙遮住或盖住。因此,特别也为了视觉印象提出了极高的要求。公知的是,人的眼睛在此方面具有一种几乎不可超越的识别能力,因此,所提要求几乎接近要求完美。
新近的情况表明,按照德国专利2817917所述的技术方案,可最佳地做到“保护性层贴”,该技术方案是卓有成效的。但却不能对此抱有期望在商业上把此技术方案用于“艺术性层贴”,因为根本没有足够的工作可靠性,不能避免微小的妨害性效果。甚至是大规模的、长期的研究,特别是在特殊的粘合剂、薄膜材料等等的选择方面,也没有取得所希望的突破。就可由射线固化的粘合剂的性质而言,粘合剂的固化现在已不再是限制加工速度的首要因素。
此外,美国专利4704171A公开了一种生产薄膜/纸的层贴纸的装置,但由于这种装置并不是设计来采用射线固化的粘结剂,所以为了防止薄膜翘曲和鼓包,必须在层贴时在薄膜和纸上保持强大的张力。
因此,本发明的目的在于提供一种生产紫外线层贴纸的方法和设备,它能在极高的加工速度下提高工作可靠性和成品质量,能制出在“艺术性层贴”的意义上可满足最高要求的、例如可由射线固化的层贴纸。
本发明另一目的是提供一种生产紫外线层贴纸的方法和设备,使得在同一条生产线上可经济地完成所有相应的层贴工作,其目标是,在加工速度高的情况下使薄膜尽可能没有缺陷地覆盖到纸张上,或者说用单张纸和连续纸没有缺陷地制出层贴纸。此外,应当能够建立能以最高速度例如通过定位调准工位而不伤及纸张的、可自由选定的纸张序列。
本发明的上述目的是这样达到的,即提供了一种生产紫外线层贴纸的方法,其中将紫外线可聚合粘结剂以一种分布方式涂敷在薄膜上,并且用一层贴装置将薄膜与单张或连续的纸张结合而形成层贴纸并通过紫外线照射使之固化,其特征在于以一相同的速度将薄膜和纸张引导到层贴装置,并在没有剪力和尽可能没有张力的状态下以一种压力很轻浮动的方式将涂有紫外线粘结剂的薄膜压贴在纸张上。
同时,本发明还提供了一种用以生产由薄膜和单张或连续纸张构成的紫外线层贴纸的设备,包括一个带有薄膜辊和纸张辊的层贴装置,一个紫外线固化装置,和一个纸张和薄膜供给装置,其特征在于,纸张和薄膜供给装置配设有控制装置,用来以与层贴速度相同的速度供给薄膜和纸张,并且薄膜辊和纸张辊分别包括带相关调节装置的驱动装置,这样可以在没有剪力和尽可能没有张力的状态下以一种压力很轻的浮动方式将薄膜压贴在纸张上。
近年来在学术界已在传播这样一些意见,认为虽然紫外线-层贴具有巨大的生产技术优点,但由于不能满足最高要求,主张抛弃,其原因是,好像所有相应的经验均指出了以上情况。认识得出的结果使发明人大为惊奇,紫外线-层贴恰恰在最高的加工速度、特别是关于物理法则方面受到了不适当的攻击。
第一个基本的错误估计在于,人们试图把紫外线-层贴类同于已经得到推广的胶纸来对待。在传统的粘接中,经验表明,在浸润上粘合层并把粘合层载体覆盖到另一个物体上之后,就如贴信封时那样,在“快干胶”的意义上,粘接马上实现。那怕是在不一会儿后分开粘合层,就存在伤害表面的危险。很显然,被忽略的情况在于,可由射线固化的粘合剂,如可由紫外线固化的粘合剂,在这方面具有完全不同的性能。可由紫外线固化的粘合剂在粘接时,不是通过粘合剂的浸润介质马上深入载体材料并通过由此发生的干燥起到贴接效果,而是通过用紫外线使粘合剂固化的方式完成贴接。可由射线固化的粘合剂恰恰不是传统意义上的胶粘物质(这些胶粘物质使人马上联想到粘性),这种可用射线固化的粘合剂在固化前具有一种独特的性质,确切地说是油性,大致相当于润滑油。如果把一块薄的玻璃片放在一个平的面上,两者之间有一薄层润滑油,则玻璃甚至在没有力作用的情况下也会平行于平面移动。
上述认识可使人了解本发明的核心点并可使人理解过去很多挫折的根由所在。主要错误在于,采用可由紫外线固化的粘合剂的层贴是通过以往通常的压光实践进行的。恰恰是在“高光亮度层贴”时,薄膜具有的主要是一种视觉方面的功能,因此应尽可能地光平。公知的是,压光辊对从得自压光机滚压产生的附着力和磨擦力以大的力将物料拉入。在传统的层贴时,需要这种供料效应或者需要相应的、大的供料力,以便把稠的、“粘的”粘合剂碾到纸张的粗糙表面上,特别也是为了把薄膜从薄膜卷中拉出并使其通过涂胶装置。与此相反,按照本发明,把涂有可由射线固化的粘合剂的薄膜“浮游地”覆盖到纸张上,如同前述的玻璃放在平面上、而其间有润滑油的情况一样。在压光采用可由紫外线固化的粘合剂的层贴纸的情况下,在薄膜和纸张之间必然有过大的移动力在作用。因此,在此间会出现相对移位、产生应力、出现纹影和连接不均的部位等缺陷。这是迄今在应用可由射线固化的粘合剂进行层贴时出现的几乎所有“美观性缺陷”的原因所在。而如果满足了没有推力及具有尽可能小的拉力的条件,则可能出乎所有参与者意料之外制出质量空前的、无缺陷的产品。
本发明还容许大量其它特别有利的发展形式。优选的是,薄膜在层贴辊之间以小的压力、最好以小于100牛顿/厘米的压力、特别优选的是以10~50牛顿/厘米的压力进行压贴。这意味着,在贴合层贴纸时,所用的有效压力例如为50~200公斤的数量级,就是说,其有效压力比以往用手工粘接纸张或者说比简单的手动加压装置的压力大不了许多。该压力比传统的压光压力低10倍。
压贴最好通过两个被驱动的层贴辊或一个层贴带组来实现,其中,把下方的支承辊或层贴轨道的速度调到跟纸和薄膜的基本一致的导引速度。把薄的原料薄膜从一个薄膜卷中拉出并通过一个涂敷辊把湿的粘合剂涂敷到被拉出的薄膜上。然后,薄膜平整地、但尽可能没有拉力地被送往层贴辊并层贴在纸张上。原料薄膜卷在层贴辊前面定位成使薄膜的拉出和向粘合剂涂敷装置的导引通过一个压靠辊来实现。然后,涂敷了湿的粘合剂的薄膜经过一个拉力平衡辊导入层贴辊对,其中,拉力平衡辊最好设计成测量辊结构,该测量辊具有的一个主要功能是最大限度地减少作用到位处涂敷装置与层贴辊对之间的薄膜上的拉力。
按照另一个特别有利的实施形式,为了重新得出单张的层贴纸,在层贴后随即在湿的状态下切断薄膜。可达到很好结果的办法在于,通过一个运动的、伸展在层贴纸的整个宽度上的热切刀把薄膜切断。
在特殊用途时,可让涂敷了湿粘合剂的薄膜根据情况在层贴之前进行粘合剂稳定或激活处理并在层贴后使其固化。对此可参阅德国专利3665726,这项专利整个被宣布为本专利申请的一个组成部分。
把未经过加工的纸张放置在设备的一端,基本上是沿加工线的水平方向向设备的另一端行进,并且把薄膜涂胶装置和送进装置设在加工线的上方是合适的。薄膜的送进是自上而下这样地送到纸张上,使薄膜和纸张没有拉力地并以两个层贴辊的转动速度送进。
装置或者设备具有一个设有薄膜辊和纸张辊的层贴装置和一个纸张及薄膜送进装置,其特征在于,薄膜辊和纸张辊均具有可控制和/或可调节的驱动装置,这些驱动装置是为薄膜和纸张具有基本上等同的导引速度而设,并且薄膜送进装置设计成其薄膜拉力可调的薄膜导引装置。特别有利的是将薄膜辊设计成调节主控辊,由该调节主控辊出发,协调整个设备的主要功能。为此,特别优选的是,以薄膜辊的或者薄膜辊的驱动装置上的增量传感器为出发点,该增量传感器为所有的送进作业发出一个基本控制参数。
在本发明的方法的另外一个实施形式中,通过一个涂敷辊把例如可由射线固化的、最好是可由紫外线可聚合的粘合剂分布涂敷在一个薄膜上,并且该薄膜与单张纸或连续的纸经过层贴成为整体的层贴纸,其特征在于,薄膜在涂胶后经过一个最好是固定不动(wegfreie)的拉力测量辊,在被引导时以最小的力使薄膜抻直,通过相应调节涂敷辊的转速使薄膜在送进时被调到加工速度。按照用以通过一涂敷辊和一配量辊在薄膜上连续涂敷粘合剂的配量方法的另一优选的实施形式,通过配量辊和涂敷辊先供给过量的粘合剂,然后经过第二个可调的去减装置把粘合剂量调至需求的涂敷量。其中,特别优选的是,通过一个转速单独可调的分布辊除去多余的粘合剂。多余的粘合剂可回收重新使用。也可通过一个可调的刮板除去多余的粘合剂。过量供给粘合剂,使其形成“潮水”,此时通过一个侧刮板使其溢流,以保持“潮水”的恒定高度。被证明很有利的是,压靠辊的压靠力可在与涂敷辊和配量辊之间的碾力无关、与/或与去减装置的有效力无关的情况下进行调节。在涂敷装置的输出侧调节涂过粘合剂的薄膜的拉应力。为此,薄膜在涂粘合剂后经过一个测量辊,该测量辊通过一种最好是固定不动的力测量装置来调节薄膜送向涂敷装置的送进速度。优选的是,根据测量辊的力测量值调节涂敷辊和/或配量辊的转速。以薄膜辊的圆周速度作为控制涂敷辊转速的基准。粘合剂的配量可通过配量辊的转速预调并可通过分布辊或一个可调的刮板调节。
为一个例如一个层贴设备或涂漆设备或印刷机的加工过程、在纸张输送带上建立单张纸的纸张序列的另一实施形式,其特征在于,确定实际的加工速度,通过计算机得出供纸程序(Sequenz)并通过可控制的机械装置建立纸张序列。
机械装置最好具有根据加工速度进行控制的纸张输送装置和根据供纸程序进行控制的纸张抓持装置。在此,纸张输送装置由纸张送进带驱动,纸张抓持装置由续纸器驱动。在纸张通过机械装置由送进速度(VA)平稳地被加速至加工速度的情况下,所有对纸面的压伤、擦伤或磨伤均可得以避免。
建立精确的纸张序列、例如纸与纸上搭接(Uberschuppung)或下搭接(Unterschuppung)、或者纸与纸之间有间距、或者一张紧接一张的序列、并以可选择的加工速度继续输送以上序列的单张纸的另一实施形式,其特征在于,最好是搭接量大的、被连续送进的纸张经过一个带有夹紧辊的加速辊被加速,其加速度小于4g,最好小于2g。
特别优选的是,纸张经过小于半张纸长的路段被平稳地加速至加工速度。下一张纸被一个止挡止动,辊对在此止动时间相互脱开,其中,辊对最好在一个可根据纸张长度来选择的时间点接合,并且辊对连同纸张一起被加速,直至达至层贴速度为止。
建议尽量缩短加速路段。在大多情况下,加速路段选择在上搭接或下搭接尺寸的0.1至10倍、最好在其2至6倍的范围内。在极端情况下,该加速路段也可在上搭接或下搭接尺寸的0.1和零倍之间,尤其是在速度差极小或在速度很低的情况下。
按照本发明的分离层贴纸的方法的另一有利的实施构思,其中层贴纸由一连续的、涂有粘合剂的带状薄膜和通过经涂敷的薄膜相互连在一起的单张纸构成,该层贴纸从层贴装置被连续地带到剪切工位。剪切工位设在层贴装置和层贴纸固化工位之间,在湿的状态下,薄膜最好是被一个热切刀切断。为了进行剪切,剪切装置以与层贴纸大致相同的速度被导引并进行朝向与离开层贴纸的运动。为了剪切薄膜,层贴纸支承在一个具有让性的支承上、最好是支承在一个与层贴纸同一速度运行的、在剪切区域的始端和末端承托着的循环式输送带上,这样,在剪切频率极高的情况下也能完成干净利落的剪切。循环输送带可设计成吸附带,使层贴纸通过吸力附着被带过剪切区域。剪切装置最好设计成旋转式切刀结构,其中,通过计算机对旋转速度进行调节,这样,每次剪切,切刀装置进行一个剪切循环,切刀装置被加速至层贴纸的速度,而剪切是以大致与层贴纸相同的速度一起运动,然后减速至较低的速度。特别合适的是,切刀装置在较低的速度的区域内通过一个控制运动的零点或者参考点,以作为计算下一循环的起始点。切刀装置最好只有一个热切刀。每个剪切循环可相当于切刀装置转一整周。为此,零点位置选定在旋转圆运动的上部的四分之一处。
按照另一实施构思,涂敷到薄膜上的粘合剂可根据需要在层贴前边稳定或激活处理并在层贴后被送往固化工位。
下面描述装置的实施形式。制作层贴纸的装置的第一个实施形式-其中,层贴纸由一薄的薄膜及单张纸或连续的纸构成,层贴纸的结合层由可由射线固化的粘合剂构成-具有一个设有薄膜辊和纸张辊的层贴装置,还有一个纸张送进装置和一个薄膜送进装置,其特征在于,薄膜辊和纸张辊均具有驱动装置,这些驱动装置各配设一个调节装置,用以使薄膜和纸张具有基本上相等的导引速度,其中,薄膜输送装置最好设计成薄膜拉力可调节的薄膜导引装置。
按照另一有利的实施形式,薄膜辊设计成主控辊,从该主控辊出发通过一个相应的增量传感器可对粘合剂涂敷工位和/或剪切工位和/或纸张搭接工位进行控制或调节。
用一个涂敷辊及一个配量辊向薄膜连续涂敷粘合剂的配量装置的另一有利的实施形式,其特征在于,涂敷辊配设一个可独立调节的、最好设计成分布辊结构的粘合剂去减装置,并且还极其有利地配设有一个可独立调节的压靠辊。涂敷辊配设有用以进行基本控制的转速控制装置,该装置特别是根据薄膜在下一个加工设备中的加工速度或根据相应的增量传感器的信号进行工作。在涂敷辊的转速控制装置之上设有一个根据涂有粘合剂的薄膜的拉应力进行工作的转速调节装置。一个涂敷辊和一个配量辊可构成第一个可调节的辊对,涂敷辊和一个分布辊可构成第二个可调节的辊对。此外,涂敷辊还配设一个与配量辊无关的压靠辊。
按照分离层贴纸的装置的另一实施形式,其中,层贴纸由一个涂有粘合剂的带状薄膜和通过经涂敷的薄膜相互连接的单张纸构成,层贴纸从层贴装置被连续带到剪切工位。该实施形式的特征在于,剪切工位具有一个可以按层贴纸的速度一起运动的切刀以及计算机和一个剪切装置的转速调节-驱动装置,该剪切装置最好设计成具有旋转切刀机构的热切刀,并且在上部的减速区域或静止区域中具有一个零位传感器特别有利。
用于为一个例如一个具有可控的续纸器的层贴设备的加工过程、在纸张输送带上建立单张纸的纸张序列的装置的另一特别有利的实施形式,其特征在于,该装置可通过计算机控制,计算机在功能方面与一个加工速度实际值记录器、最好是一个增量传感器相连,该装置具有一个可进行机械控制的纸张序列形成装置或定位调准工位。
有利的是,定位调准工位在续纸侧和加工过程侧均具有驱动装置。定位调准工位具有一个加速辊及用于最好可由加工过程侧驱动的、加速辊的驱动装置的控制装置是非常合适的。
按照另一实施形式,加速辊配设有可接合和脱开的夹紧辊以及一个可控制的止挡,其中,接合和脱开及止档最好可由续纸器的驱动装置协调控制。有利的是,加速辊对可通过一个可控制的摩擦联结器驱动,其中,摩擦联结器设计成双作用结构,一方面用以使加速辊平稳加速,另一方面用以使加速辊减速或用以制动加速辊。
在另一实施形式中,摩擦联结器设在一个中间滑动套上,由于摩擦联结器可通过机械装置操纵,因此,相当于设置了一个加速联结器和一个制动联结器。
下面借助多个带有进一步细节的实施例阐明本发明。在附图中,
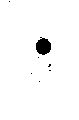
图1是层贴设备的示意图:
图2是纸张长度为L的层贴纸;
图2a是以往在层贴时的力的相互作用的非常简化的示意图;
图3a示出一张接一张的纸张序列;
图3b示出公知的上搭接;
图3c示出公知的下搭接;
图4是涂敷和层贴装置的详细图;
图5是示出层贴设备;
图6分两部分示出整个层贴设备;
图7示出涂敷装置的主要构件;
图8a至8d示出纸张定位调准的不同阶段;
图9示出纸张定位调准装置的控制装置;
图10是图9中的X-X剖视图;
图11示出一个机械式加速与制动离合器的放大图;
图12是一个剪切工位的示意图;
图13示出切刀速度与行程的关系曲线,
图14是制作层贴纸并由此制出单张层贴纸的制作示意图。
下面参看图1。剪切工位9在薄膜一侧有一个热切刀10,该切刀固定在一个刀架上并在层贴纸的整个宽度上伸展。刀架沿箭头d的方向转动,即朝着与层贴纸8的进给方向c相同的方向转动。此间,切刀10的运动轨迹是一循环轨迹。切刀10最好由一根电阻丝或一条薄的、可通过电阻加热的金属带构成。
在剪切工位9之后,在层贴纸8的进给区域设有一个光栅或任何一个其它的适用的测量传感器17,藉其测定层贴纸段的前缘。通过稍加提高输送装置11的速度,可使被切断的层贴纸段16马上被抽走,并使各个层贴纸段16之间出现空档。例如通过一个设在层贴辊对7上的增量传感器18来测定层贴纸段16所走过的行程。基于传感器17和18的测定值并根据事先输入控制装置的单张纸的长度,分别对下一个剪切过程进行控制或调节。图1纯示意性地示出了各张单张纸与薄膜1在一个层贴装置15中的层贴过程。薄膜1作为连续薄膜带从原料薄膜卷3沿箭头a方向拉出并在其一个面上涂敷液态粘合剂。粘合剂5经由涂敷装置4涂敷和分布在薄膜上。涂敷的粘合剂可以是一种可由紫外线聚合的粘合剂。涂敷了粘合剂的薄膜1跟着被送往层贴辊7。单张纸2取自单张纸纸垛6,并借助一个续纸器沿箭头b的方向被相继送入层贴辊7的辊缝中。在层贴辊内形成的、连续的层贴纸8在剪切工位9被切刀10切断成单张的层贴纸,此处被切断的只是薄膜1。然后,层贴纸段16沿箭头c的方向被送到输送装置11,在该输送装置上,层贴纸段16经过一个固化工位12,在该固化工位上,粘合剂被紫外线固化。然后把层贴纸段16垛到一个层贴纸垛13上。层贴辊7由一个上部的薄膜辊或主辊19和一个下部的纸辊或背压辊20组成。层贴设备当然也可相应配置成适用于他种粘合连接。其中,可使用含有溶剂的粘合剂、乳化粘合剂,甚至可采用经过预涂敷的薄膜。根据所用粘合剂的种类,或许可以取消设在剪切工位9之后的固化工位12,做为取代,可把一个干燥器设在层贴辊7之前。剪切工位9也可设在固化工位之后。然而,本发明的方法还可以允许,在离开层贴辊对之后紧跟着在湿的状态下把薄膜切断。在一定情况下,先把层贴纸8卷在一个卷筒上并在事后的某一时刻在一个分立的装置中把成卷的层贴纸切成层贴纸段16是有利的。
图2示出了一个层贴纸段16并且在图中夸张地示出其厚度D,以及其长度L。其中,纸张2″’可以是一张纸或一张纸板。薄膜1’一般是由透明的塑料构成的。这两者通过一层粘合剂5’连接。只要可通过射线固化的粘合剂仍未固化,则薄膜1’可沿箭头21的方向比较轻易地相对于纸张2″’移动,这是由于人们所不希望发生的多方面的原因造成的。例如,如果薄膜边22突出纸张2″’外,这对下一步的加工是有坏处的。
按照本发明,力求使用于层贴的薄膜尽可能没有拉力地、也尽可能没有张力地连接成层贴纸。许多试验表明,在湿切时产生的并翘起的边缘23(图2a)马上会落下,并且该部位的粘合连接在固化后与其它部位的粘合连接几乎不相上下。在图2a中,层贴情况进一步通过由虚线示出的薄膜辊19和纸张辊、即背压辊20构成的层贴辊对7显示,为便于理解夸大地示出。用在薄膜辊19上面的食指24示出自右向左作用到薄膜1上的推力“S”。该食指标有两条交叉的线,由此应表明的是,相应的推力“S”恰恰不应起作用,因为否则就会有不可控制的力、应力等等进入到层贴纸中。
图3a示出了一张接一张的层贴纸8,图3b示出的是上搭接的层贴纸8,而图3c示出的是下搭接的层贴纸8,在这三个图中还示出了切断层贴纸时切刀10的具体的最佳的剪切位置。
图4示出了层贴装置15的具体结构。薄膜原料1通过一个没有驱动装置的、但有少许矫顽力作用在其上的制动装置30由薄膜原料卷3上被拉出。拉出时产生一个变化的拉力“Z”,该拉力是由一个涂敷辊31及一个压在该涂敷辊上的压靠辊32生成的。由薄膜辊19的增量传感器18控制涂敷辊31。为了能把其上涂有粘合剂的薄膜1调至具有最小张力Ks,薄膜1环绕一个测量辊33,该测量辊33控制涂敷辊31的转速或根据测定的张力值把上述转速调节到所要求的圆周速度。纸张送进带34也被控制到薄膜辊19的有效圆周速度,使纸张和薄膜以同一速度进入层贴辊对7。此时,薄膜1恰好只具有使薄膜自身展平而不是拉平的张力。层贴辊7具有公知的轴承35,在较厚的搭接部位、在相当小的力的作用下,辊对轴心距可瞬间增大。
图5示出了一种制作连续层贴纸的设备。其中,不仅是薄膜1*,而且纸张2*也是连续送料的。同样是连续的层贴纸8*被卷在一个层贴纸卷筒40上。在图5中,在固化工位12的后面有一个冷却工位41,该冷却工位设在输送带42的上方。
图6分两半示出了层贴单张纸的整套设备。纸张2通过一个续纸器45从纸张垛6送至定位调准工位46,然后,纸张按要求的上搭接或下搭接从该定位调准工位送至清扫毛刷47,随后被送往压光机48,对纸张2进行压光。剪切工位9设在层贴工位15后面,然后是粘合剂固化工位12,与该固化工位相接的是其粘合层已经固化的层贴纸的冷却工位41,然后是收纸器49,用以把成品层贴纸摞成层贴纸垛13。
图7示出了放大了的涂敷装置4。图中示出了“潮水”50形式的粘合剂5在涂敷辊31及配量辊51形成的喂入间隙中的状况。涂敷辊最好是钢制,而配量辊则设有一个橡胶外套。根据薄膜辊19的增量传感器18来控制涂敷辊31的转速。其转速低得多的配量辊51(一个箭头)不仅要按薄膜1所要求的速度、而且还要按所要求的粘合剂的涂层厚度来调整。由于涂敷辊31的转速(两个箭头)高于配量辊51的转速,因此粘合剂膜保持在涂敷辊31上。故意把粘合剂膜的厚度选得大于薄膜1上的所需涂敷厚度。多余的粘合剂或者可通一个可调的刮板52刮去,或通过一个其转速可独立调节的分布辊53去除。采用可调刮板52时,通过间隙宽度刮去多余粘合剂,在用分布辊时,通过转速和/或粘合剂的配量间隙的变化实现多余粘合剂的去除。根据所提出的任务情况,可为所有的辊子配设清洁用刮板,例如限制粘合剂涂敷到辊子的侧面上。重要的是,涂敷辊31对配量辊51的速比可单独调节,同样,贴靠压力及涂敷辊31和分布辊53之间的粘合剂配量间隙也可单独调节。
对最佳粘合剂涂敷而言,被证明重要的另外一点在于,与“粘合剂辊”(涂敷辊31、配量辊51和分布辊53)无关,压靠辊32具有一个装置32’,用以使压靠辊32压靠在涂敷辊31上。压靠辊32最好不由电机驱动。这样,每个部分功能均可独立地实现最佳化。测量辊33最好支承在固定不动(wegfreie)的测力轴承55上。为此,设置一个调节装置,该调节装置在计算机装置56的辅助下把涂敷辊31的旋转速度按一个一定的、可预选的张紧力来调节,例如该张紧力为几百克,使薄膜能没有拉力地进入层贴装置内。从计算机56同样可发出其它控制指令,例如向粘合剂配量和循环工位57发出控制指令。多余的所有粘合剂经由相应的收集漏斗58和一条管路被泵回到粘合剂罐59中。粘合剂“潮水”50在涂敷辊31和配量辊51的上面可经由一个侧刮板60溢出。这部分过量的粘合剂也回到粘合剂槽59中。
下面参看图14。图14纯示意性地示出了单张纸和薄膜1在层贴装置15中的层贴过程。薄膜1从薄膜原料卷3以连续带方式拉出,并在其一个面上涂敷液态粘合剂。粘合剂经由涂敷装置4涂敷和分布在薄膜上。涂敷的粘合剂可以是一种可由紫外线聚合的粘合剂。涂敷了粘合剂的薄膜1跟着被送往层贴辊7。单张纸2取自单张纸纸垛6,并借助一个续纸器45沿箭头VA、V1的方向也相继送入层贴辊7的辊缝中。在层贴辊内形成的连续的层贴纸8被在剪切工位9的切刀10切断成层贴纸段16,此处只是薄膜1被切断。然后,层贴纸段16被送到输送装置11,在该输送装置上,层贴纸段16经过一个固化工位12,在该固化工位上,粘合剂被紫外线固化。然后把层贴纸段16垛到一个层贴纸垛13上(见图6)。层贴辊7由一个上部薄膜辊或主辊19和一个下部纸张辊或背压辊20组成。
剪切工位9在薄膜一侧有一个热切刀10,该切刀固定在一个刀架上并在层贴纸的整个宽度上伸展。刀架沿箭头d的方向转动,即朝着与层贴纸8的进给方向相同的方向转动。此间,切刀的运动轨迹是一循环轨迹。切刀10最好由一根电阻丝或一条薄的、可通过电阻加热的金属带构成。在剪切工位9之后,在层贴纸8的进给区域设有一个光栅或任何一个其它的适用的测量传感器17,藉其测定层贴纸段的前缘。通过稍加提
高输送装置11的速度,可使被切断的层贴纸段16马上被抽走,并使各个层贴纸段16之间出现空档。例如通过一个设在层贴辊对7上的增量传感器18来测定层贴纸8的速度。基于传感器17和18的测定值并根据事先输入控制装置的单张纸的长度,分别对下一个剪切过程进行控制或调节。
按照本发明,力求使用于层贴的薄膜没有推力与尽可能没有拉力地、从而也尽可能没有张力地连接成层贴纸。许多试验表明,在湿切时形成的并翘起的边缘会马上落下来,并且该部位的粘合连接在固化后与其它部位的粘合连接几乎不相上下。
层贴设备当然也可相应配置成适用于他种粘合连接。其中,可使用含有溶剂的粘合剂、乳化粘合剂,甚至可采用经过预涂敷的薄膜。根据所用粘合剂的种类,或许可以取消设在剪切工位9之后的固化工位12(图6),做为取代,可把一个干燥器设在层贴辊7之前。剪切工位9也可设在固化工位之后。然而,本发明的方法还可以允许,在离开层贴辊对之后紧跟着在湿的状态下把薄膜切断。在一定情况下,先把层贴纸8卷在一个卷筒上并在事后的某一时刻在一个分立的装置中把成卷的层贴纸切成层贴纸段16是有利的。
薄膜原料1通过一个没有驱动装置的、但有少许矫顽力作用在其上的制动装置由薄膜原料卷3上被拉出。拉出时产生一个变化的拉力“Z”,该拉力是由一个涂敷辊31及一个压在该涂敷辊上的压靠辊32生成的。由薄膜辊19的增量传感器18控制涂敷辊31。为了能把其上涂有粘合剂的薄膜1调至具有最小张力Ks,薄膜1环绕一个测量辊33,该测量辊33控制涂敷辊31的转速或根据测定的张力值把上述转速调节到所要求的圆周速度。纸张送进带34也被驱动到薄膜辊19的有效圆周速度,使纸张和薄膜以同一速度进入层贴辊对7。此时,薄膜1恰好只具有使薄膜自身展平而不是拉平的张力。层贴辊7具有公知的轴承35,在较厚的搭接部位、在相当小的力的作用下,辊对轴心距可瞬间增大。其转速低得多的配量辊51(一个箭头)不仅要按薄膜1所要求的速度、而且还要按所要求的粘合剂的涂层厚度来调整。由于涂敷辊31的转速(两个箭头)高于配量辊51的转速,因此粘合剂膜保持在涂敷辊31上。故意把粘合剂膜的厚度选得大于薄膜1上的所需涂敷厚度。多余的粘合剂或者可通一个可调的刮板刮去,或通过一个其转速可独立调节的分布辊53去除。采用可调刮板时,通过间隙宽度刮去多余粘合剂,在用分布辊时,通过转速和/或粘合剂的配量间隙的变化实现多余粘合剂的去除。根据所提出的任务情况,可为所有的辊子配设清洁用刮板,例如限制粘合剂涂敷到辊子的侧面上。重要的是,涂敷辊31对配量辊51的速比可单独调节,同样,贴靠压力及涂敷辊31和分布辊53之间的粘合剂配量间隙也可单独调节。对最佳粘合剂涂敷而言,被证明重要的另外一点在于,与“粘合剂辊”(涂敷辊31、配量辊51和分布辊53)无关,压靠辊32具有一个装置32’,用以使压靠辊32压靠在涂敷辊31上。压靠辊32最好不由电机驱动。这样,每个部分功能均可独立地实现最佳化。测量辊33最好支承在固定不动的测力轴承55上。为此,设置一个调节装置,该调节装置在计算机装置56的辅助下把涂敷辊31的旋转速度按一个一定的、可预选的张紧力来调节,例如该张紧力为几百克,使薄膜能没有拉力地进入层贴装置内。从计算机C2同样可发出其它控制指令,例如向粘合剂配量和涂敷工位发出控制指令。
图14示出了主要功能的控制协调,特别是与层贴装置15和剪切工位9相关的续纸器45的供纸程序(Sequenz)As、运行速度V1之间的功能的控制协调,在本实施例中,上述控制协调是通过计算机C1和C2进行的。作为一项主要功能,计算机C1精确求出续纸器45的供纸程序AS。给出的相应控制信号是JGS2。供纸程序As作为加工速度(V1)、纸长L、上搭接或下搭接尺寸X以及各纸张间的具体间隔的函数出现。由于上述所有数值均为可精确测量或确定的物理量,所以电子计算机装置(E-C)为此提供了极特有的优越性。此外还表明,按照本发明,用纯机械手段可很经济地完成对纸张的“搬运”。从可由计算机控制的基本数据-加工速度(V1)和供纸程序(As)开始,其余的由极简单的机械手段M-M来处理。
可以把计算机C2用做主计算机并把它设在例如收纸器区域。这样,计算机C2是设备的输入站。计算机C1可设计成同一等级,用作第2个主计算机或用作下级计算机。重要的是协调。但也可仅用一台计算机。
图8a至8d示出了定位调准工位46的不同工作阶段。该定位调准工位46的核心构件是一个加速辊70,该加速辊具有一个可接合和分开的夹紧辊71及一个可控的止挡72。纸张2以大的下搭接量通过输送带45’从续纸器45送进并没有阻碍地以输送速度VA滑移到加速辊70的上面(图8a)。其时,输送速度VA大大低于设备的运行速度V1。定位调准工位46有三项主要任务:
第一,每张纸均须由其原来的速度VA被加速到设备速度V1:第二,必须建立例如精确的上搭接或下搭接或者建立一张紧接一张的纸张状况:第三,应可应用不复杂的、操作安全可靠的装置。在应用时不得对纸张造成任何压痕、夹痕或摩擦痕迹,因为否则会对层贴纸的质量构成问题。
一个极为特别的额外困难发生在,a)设备的速度V1取决于层贴的规范,b)可能有任意一个长度L的纸张,c)上搭接或下搭接尺寸或者纸张间隔要是可选择的。从定位调准工位调好的纸张序列直到层贴工位15上必须保持不变。
在图8a至8d中示出了整个节拍循环。在图8a中,止挡72保持在止动位置,直至调出纸张2-2与纸张2-3的一定下搭接尺寸X为止。加速辊在此时为一摩擦联结器所制动(ST)。然后止挡72被打开:在此期间,下搭接尺寸XBA较之纸张2-3加速开始时有所缩小(图8b)。夹紧辊71压下并轻压在加速辊70上,同时接通一个加速驱动装置并使到此时为止静止不动的纸张2-3加速(VB),直至纸张2-3具有与纸2-2相同的速度(V1)为止。按照图8c,加速辊70输送纸张2-3,直至纸张2-3被一对导辊73抓住为止。图8c示出了加速的结束,同时示出了预先选定的上搭接或下搭接尺寸Xu的状况,该上搭接或下搭接尺寸从此时起一直保持不变。现在,加速辊以与速度V1同样快的速度运动。图8d示出了纸张2-3完全处于导辊对73的控制之下的位置,此时夹紧辊71脱开,加速辊受到制动。下一张纸2-4已经向止挡72移来,止挡72在此期间内又进入止动位置。这时,过程又重复到图8a所示的情况。
在图9中示出了定位调准工位46的控制基本功能。计算机C1与下一个加工装置的增量传感器JG相接, 示意图中没有示出的驱动装置74可以以加工设备的速度V1驱动输送带34。加速辊70通过一个以中心线80表示的机械式转移传动装置(Ubertrieb)可与加工过程侧的传动装置74直接相连。另一方面,止挡72、连接杠杆91及夹紧辊71的接合与脱离机构82可直接通过相应的转移传动装置83由续纸器45的一个传动单元84控制,或者说可由续纸侧控制。为了完成这三项控制功能,设置了一个共同的控制轴85。根据以上三项功能,在该控制轴85上设有三个凸轮86、87和88。凸轮86与一个接合辊89、一个杠杆铰链90及一个联结器81的连接杠杆91直接接合。凸轮87通过一个杠杆92及一个连杆93控制接合与脱离机构82。第三个凸轮88通过一个杠杆94控制止挡72的转臂95。
图10示出按图9中的箭头X-X看的定位调准工位,部分为截面图,部分为侧视图,其中,联结器81以截面示出。通过连接杠杆91使滑动套95’水平移动并可使其在左侧压靠在加速联结器96上。这样,机械式转移传动装置80与加速辊70接合。通过相应选择摩擦保险离合器的摩擦片、杠杆力、弹簧压缩行程99以及弹簧装置97的预应力或特性,对加速辊、从而对纸张造成平稳的加速,其原因在于,在一个可选定的转动路程中选择了一种打滑传动方式。为了使纸张的运动保持完全受到控制,联结器具有对应的一半,这一半设计成制动联结器98的结构,并在与其它运动协调的情况下在恰当时刻使加速辊70停止运动。通过调节用于该制动联结器的调节弹簧97’的相应弹簧力,也可在此调节减速时间。通过弹簧97″使滑动套保持在制动准备位置,即便在切断控制装置的情况下也是如此。
图11示出了图10所示联结器的放大状况。
下面参看图12和13,这两个图示出了层贴纸的层贴及湿剪切薄膜制出层贴纸段的情况。切刀10相对于旋转轴心线100作旋转运动,该切刀可以是一个公知的热切刀,该热切刀的工作圆用点划线构成的圆周线101表示。正常旋转方向用d表示,工作圆的直径用Dw表示。图中没有示出驱动装置102,该驱动装置可以是一个公知的结构。该驱动装置102必须按照切刀的很准确的并且交变极快的旋转运动要求来设计并可相应地由计算机C2控制。层贴纸由层贴辊7水平输送到一个同样以速度V1运行的吸带103上。该输送带103通常三个转向辊104、104’和104″以足够的预紧力e被绷紧。一个风扇叶轮105象征小室106的负压功能。这样,层贴纸不仅随其支承带103一起运动,而且同时还带着吸带103的相应附着力通过剪切工位9。在切刀10进行剪切的范围107之外,在支承带103的下面设有两个支点108和108’。实际剪切轨迹或者说圆线101比层贴纸的不受干扰的运动轨迹低少许,结果,切刀10把层贴纸相应地向下压,此时,不仅是热作用,而且还有很小的机械剪切力发生作用。
图13示出了切刀转动一周、或者说在一个整周期1中的切刀速度曲线的一个示例,其中MB表示切刀加速,Ms表示切刀剪切接触,Mv表示切刀减速,MR表示切刀的静止区。速度对行程的关系曲线清楚表明,切刀在剪切前是如何猛烈加速(VM)至速度V1的。然后,切刀必须以同样快的速度随同层贴纸运动,然后转入减速阶段VMth。在这里,同样重要的是,在转一周期间,特别是为了剪切,不仅速度曲线受到控制,而且过程由一个增量传感器JG控制,最好由控制续纸器的同一个增量传感器控制,使剪切序列与加工的纸张长度准确地相符。对剪切而言,基本上也出现相同的变化参数,特别是设备速度V1和纸张长度L。驱动最好通过用于运动过程的基本程序来控制,这基本程序通过计算使各个具体的设备速度和纸张长度得以适配。
Claims (17)
1.一种生产紫外线层贴纸(8,8’)的方法,其中将紫外线可聚合粘结剂以一种分布方式涂敷在薄膜(1)上,并且用一层贴装置(15)将薄膜与单张或连续的纸张(2,2’)结合而形成层贴纸(8,8’)并通过紫外线照射使之固化,其特征在于以一相同的速度将薄膜和纸张引导到层贴装置,并在没有剪力和尽可能没有张力的状态下以一种压力很轻的浮动方式将涂有紫外线粘结剂的薄膜(1)压贴在纸张(2,2’)上。
2.如权利要求1所述的方法,其特征在于以小于100牛顿/厘米的压力进行压贴。
3.如权利要求2所述的方法,其特征在于以10至50牛顿/厘米的压力进行压贴。
4.如权利要求1所述的方法,其特征在于在涂敷粘结剂后,使薄膜(1)通过一个自由的拉力测量辊(33,55),并用最小的力使之张紧,且通过适当地调节涂敷辊(31)的速度使薄膜达到层贴速度(IG)。
5.如权利要求1所述的方法,其特征在于在单张纸张(2)的层贴期间,建立有效的层贴速度(IG),通过计算机(C1)作为纸张长度的函数确定供纸程序(As)并且通过受控制的装置建立纸张序列。
6.如权利要求1所述的方法,其特征在于为建立精确的上搭接或下搭接或相邻的纸张序列,并以选定的层贴速度供给这些纸张,借助于一对可调节的辊子在不足半张纸长的距离内将以瓦状叠置形态连续且较慢供给的纸张平稳加速到层贴速度。
7.如权利要求1所述的方法,其特征在于在处理单张纸张(2)期间,由条形的涂敷有粘结剂的薄膜和由涂敷的薄膜(1)相互连接的单张纸张(2)构成的层贴纸(8)被连续地从层贴装置(15)导向一剪切工位(9)并在到达紫外线固化装置(12)之前在湿的状态下切断,因此薄膜(1)由一热切刀(10)在湿的状态下切断。
8.用以生产由薄膜(1)和单张或连续纸张(2,2’)构成的紫外线层贴纸(8,8’)的设备,包括一个带有薄膜辊(19)和纸张辊(20)的层贴装置(15),一个紫外线固化装置(12),和一个纸张和薄膜供给装置,其特征在于,纸张和薄膜供给装置配设有控制装置(C1),用来以与层贴速度(IG)相同的速度(V1)供给薄膜(1)和纸张(2,2’),并且薄膜辊(19)和纸张辊(20)分别包括带相关调节装置的驱动装置,这样可以在没有剪力和尽可能没有张力的状态下以一种压力很轻的浮动方式将薄膜(1)压贴在纸张(2,2’)上。
9.如权利要求8所述的设备,其特征在于用于薄膜辊和用于纸张辊的驱动装置具有一调节装置,用以使薄膜(1)和纸张(2,2’)具有大致相同的导引速度(V1),并且薄膜供给装置被设计成薄膜拉力可调节的薄膜导引系统。
10.如权利要求8所述的设备,其特征在于该设备还包括可通过计算机(C1,C2)控制的粘合剂涂敷装置和/或剪切装置和/或续纸器和/或定位调准装置。
11.如权利要求8至10中之一所述的设备,其特征在于它包括一个用涂敷辊(31)和配量辊(51)将粘结剂(4)连续涂敷到薄膜(1)上的配量装置,涂敷辊(31)配设有在薄膜(1)的处理速度(IG)的基础上进行基本控制的速度控制装置,作为已涂敷薄膜(1)的拉应力(Ks)的函数工作的速度调节装置设在涂敷辊(31)之上用以控制速度。
12.如权利要求8所述的设备,其特征在于它包括一个带有热切刀(10)的剪切装置(9),它设置在层贴装置(15)和紫外线固化装置(12)之间,用以在湿的状态下切断薄膜(1)和切断由薄膜(1)和单张纸张构成的层贴纸(8)。
13.如权利要求12所述的设备,其特征在于剪切装置(9)带有一个以层贴纸(8)的速度(V1)移动的切刀(10),和计算机(C1,C2)和用于剪切装置的转速调节驱动装置,该剪切装置设计成具有旋转切刀的结构,在上部的减速区域或静止区域具有一个零点传感器。
14.如权利要求8所述的设备,其特征在于它包括一个带有续纸器(45)的定位调准装置(46),用以在通向层贴装置(15)的输送带(34)上建立单张纸张的纸张序列,续纸器(45)由一计算机(C1)控制,该计算机在功能上连接于后续处理装置的处理速度(IG)实际数值的传感器,以及具有一个可机械控制的纸张序列形成装置。
15.如权利要求14所述的设备,其特征在于定位调准装置(46)被设计成用以建立精确的纸张上搭接或下搭接或相邻的纸张序列,并将其以可选择的输送速度进行输送,并包括一个可接合和可脱离的、可调节的纸张加速辊对(70,71)。
16.如权利要求15所述的设备,其特征在于它包括一个机械止挡(72),该止挡与接合吸脱离装置(82)的操纵装置协调控制,加速辊对(70,71)可以通过一可控制的滑动联结器(81,96,97)驱动。
17.如权利要求8所述的设备,其特征在于包括
a)一个涂敷装置(4),带有可控制的或可配量的粘合剂(31,51,53)涂敷装置以及一个薄膜拉力可调节的薄膜导引机构(33,55);
b)一个带有可机械控制的纸张序列形成装置(45)的定位调准装置(46);和
c)一个湿态剪切装置(9),该剪切装置带有一个圆周速度可控制的切刀系统(10);
该设备配设了计算机(C1,C2),可把处理速度(V1)及纸张长度(L)输入这些计算机内,涂敷装置(4)、定位调准装置(46)和剪切装置(9)可通过主驱动装置的一个增量传感器(18)控制。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH924/92 | 1992-03-24 | ||
| CH92492 | 1992-03-24 | ||
| CH353/93 | 1993-02-05 | ||
| CH35393 | 1993-02-05 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1078424A CN1078424A (zh) | 1993-11-17 |
| CN1046233C true CN1046233C (zh) | 1999-11-10 |
Family
ID=25684312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN93103610A Expired - Fee Related CN1046233C (zh) | 1992-03-24 | 1993-03-24 | 一种生产紫外线层贴纸的方法和设备 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US5518569A (zh) |
| EP (2) | EP0586642B1 (zh) |
| CN (1) | CN1046233C (zh) |
| AT (2) | ATE139478T1 (zh) |
| DE (2) | DE59302999D1 (zh) |
| ES (2) | ES2156178T3 (zh) |
| WO (1) | WO1993018917A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108883626A (zh) * | 2015-11-04 | 2018-11-23 | 柯尼格及包尔公开股份有限公司 | 覆膜机和用于对至少一个材料覆膜的方法 |
Families Citing this family (54)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE59302999D1 (de) * | 1992-03-24 | 1996-07-25 | Steinemann Ulrich Ag | Verfahren und vorrichtung sowie anlage zur herstellung von laminaten |
| US5429025A (en) * | 1993-10-26 | 1995-07-04 | Billhoefer Maschinenfabrik Gmbh | Severing apparatus for sheet-laminating machines |
| DE4412091A1 (de) * | 1994-04-08 | 1995-10-12 | Werner Achilles Gmbh & Co Kg G | Verfahren zum Herstellen kaschierter Bögen und Einrichtung für die Durchführung des Verfahrens |
| US6030857A (en) * | 1996-03-11 | 2000-02-29 | Micron Technology, Inc. | Method for application of spray adhesive to a leadframe for chip bonding |
| US5810926A (en) * | 1996-03-11 | 1998-09-22 | Micron Technology, Inc. | Method and apparatus for applying atomized adhesive to a leadframe for chip bonding |
| US6132798A (en) * | 1998-08-13 | 2000-10-17 | Micron Technology, Inc. | Method for applying atomized adhesive to a leadframe for chip bonding |
| KR20000010532A (ko) * | 1996-04-19 | 2000-02-15 | 모리시타 요이찌 | 접착식 광디스크 제조방법 및 그 장치 |
| DE19740966C2 (de) * | 1997-09-17 | 1999-09-09 | Emitec Emissionstechnologie | Verfahren zum Herstellen eines metallischen Trägerkörpers sowie ein metallischer Trägerkörper für ein Abgassystem einer Verbrennungsmaschine |
| WO1999048690A1 (de) | 1998-03-24 | 1999-09-30 | Steinemann Ag | Verfahren und vorrichtung zur beschichtung von bögen sowie anwendung des verfahrens |
| DE19817835C2 (de) * | 1998-04-22 | 2000-05-18 | Billhofer Maschf Gmbh | Sichtkaschiervorrichtung |
| US6276421B1 (en) | 1998-06-05 | 2001-08-21 | Armstrong World Industries, Inc. | Release sheet application apparatus |
| BR9802274C1 (pt) * | 1998-06-19 | 2002-03-26 | Luciano Alfredo Fusco | Processo contìnuo de fabricação de laminados decorativos plásticos para finalidades diversas e produto resultante |
| KR100339986B1 (ko) * | 1999-05-21 | 2002-06-10 | 김양평 | 라미네이터용 자동절단기의 속도제어장치 |
| US7004053B1 (en) | 2000-03-15 | 2006-02-28 | Kimberly-Clark Worldwide, Inc. | System for measuring and controlling cut length of discrete components in a high-speed process |
| EP1409209A1 (en) * | 2000-04-10 | 2004-04-21 | Europlast Engineering S.A. | Cutting device for sheet laminator |
| EP1282510B1 (de) * | 2000-05-18 | 2004-09-22 | Steinemann Technology AG | Verfahren und vorrichtung zum trennen eines laminates |
| US7229517B2 (en) * | 2000-06-06 | 2007-06-12 | Applied Extrusion Technologies, Inc. | Labeling apparatus and method employing radiation curable adhesive |
| ES2218422T3 (es) * | 2000-06-06 | 2004-11-16 | Applied Extrusion Technologies, Inc. | Aparato y procedimiento de etiquetado que utiliza un adhesivo curable por radiacion. |
| US7074295B2 (en) * | 2000-06-06 | 2006-07-11 | Applied Extrusion Technologies, Inc. | Labelling apparatus and method for correcting visual adhesive defects |
| US6551439B1 (en) | 2000-06-06 | 2003-04-22 | Applied Extrusion Technologies, Inc. | Ultraviolet labeling apparatus and method |
| EP1409247A1 (en) * | 2001-03-12 | 2004-04-21 | Solidimension Ltd. | Method and apparatus for adhering sheets together without trapped bubbles and easy detachment of stack |
| US6736332B2 (en) * | 2001-03-28 | 2004-05-18 | Nelson Irrigation Corporation | Adjustable arc, adjustable flow rate sprinkler |
| BR0201285C1 (pt) * | 2002-04-12 | 2004-10-19 | Luciano Alfredo Fusco | Painel decorado e respectivo processo de fabricação |
| US20040183247A1 (en) * | 2003-03-20 | 2004-09-23 | Rosenthal Ben J. | Cover sheet applicator |
| US7544266B2 (en) * | 2004-05-21 | 2009-06-09 | Illinois Tool Works Inc. | Process of making laminated sheet and product made by the process |
| US7338572B2 (en) * | 2004-11-01 | 2008-03-04 | Esselte Corporation | Processing apparatus |
| US20060213610A1 (en) * | 2005-03-24 | 2006-09-28 | Mcdonnell Ryan | Method and apparatus for applying a cast finish to a printed substrate |
| DE102005015295A1 (de) * | 2005-04-01 | 2006-10-19 | Billhöfer Maschinenfabrik GmbH & Co. KG | Vorrichtung und Verfahren zum Beschichten eines metallischen Trägermaterials |
| US7823492B2 (en) * | 2005-06-09 | 2010-11-02 | Siemens Industry, Inc. | Dual ratio drive for rotary shear |
| US7861628B2 (en) * | 2006-10-13 | 2011-01-04 | Pitney Bowes Inc. | Method for calibrating a web-cutter having a chip-out cutter module |
| EP2094486A1 (de) | 2006-11-24 | 2009-09-02 | Steinemann Technology AG | Laminiereinrichtung |
| DE102008011544A1 (de) | 2008-02-28 | 2009-09-03 | Steinemann Technology Ag | Verfahren zum Trennen von Laminat |
| IT1391710B1 (it) * | 2008-09-12 | 2012-01-27 | Ciemme Group S R L | Metodo e macchina per il taglio di un film plastico |
| US8336433B2 (en) * | 2009-07-21 | 2012-12-25 | Siemens Industry, Inc. | Rotary shear |
| DE202010013077U1 (de) | 2010-04-27 | 2011-02-17 | Steinemann Technology Ag | Vorrichtung zum Beschichten eines bogenförmigen Trägermaterials |
| US9289943B2 (en) * | 2010-08-09 | 2016-03-22 | HALDOR Advanced Technologies L.T.D | Apparatus and method for attaching an RF tag to a sponge item |
| DE102010037592A1 (de) * | 2010-09-16 | 2012-03-22 | Steinemann Technology Ag | Verfahren zur Herstellung eines Laminats und dazu gehörige Bogenlaminiermaschine |
| US8800626B2 (en) | 2010-11-29 | 2014-08-12 | Klöckner Pentaplast Of America, Inc. | System and method for making laminated sheets |
| JP5769466B2 (ja) * | 2011-03-28 | 2015-08-26 | セイコーインスツル株式会社 | 粘着ラベル発行装置及びプリンタ |
| DE102012102496A1 (de) * | 2012-03-22 | 2013-09-26 | Hexal Ag | Konfektioniervorrichtung für eine flächige Darreichungsform |
| CN103832043B (zh) * | 2014-03-20 | 2016-03-23 | 北京倍舒特妇幼用品有限公司 | 一次性吸收制品护理垫复合底膜的施加装置 |
| DE102015221665B4 (de) * | 2015-11-04 | 2019-01-17 | Koenig & Bauer Ag | Laminierungsmaschine und ein Verfahren zum Laminieren von Bogen eines Materials |
| DE102015221666A1 (de) * | 2015-11-04 | 2017-05-04 | Koenig & Bauer Ag | Laminierungsmaschine und ein Verfahren zum Laminieren eines Materials |
| DE102015221661B4 (de) | 2015-11-04 | 2021-04-08 | Koenig & Bauer Ag | Trennvorrichtungen zum Abtrennen von Abschnitten von einer Materialbahn, Bearbeitungsmaschine und ein Verfahren zum Abtrennen zumindest eines Abschnitts von einer Materialbahn |
| JP6465523B1 (ja) * | 2017-10-02 | 2019-02-06 | 株式会社バンダイ | シール作製玩具、及びシール作製玩具セット |
| CN107599044A (zh) * | 2017-10-27 | 2018-01-19 | 惠州市齐力建筑工程有限公司 | 一种广告横幅预拉机构 |
| CN108687816B (zh) * | 2018-05-18 | 2019-08-02 | 合肥京东方显示光源有限公司 | 膜材裁切方法、裁切装置、复合膜材、背光模组和显示装置 |
| US20210252728A1 (en) * | 2018-06-15 | 2021-08-19 | Fabio Perini S.P.A. | Device with rotating blades, machine comprising said device, and related method |
| CN111170041B (zh) * | 2020-01-14 | 2021-05-28 | 张慧 | 一种安全可靠的自动化uv标牌打印机 |
| US20230226569A1 (en) * | 2020-06-26 | 2023-07-20 | Jesus Francisco Barberan Latorre | System for coating a continuous sheet |
| CN112847606B (zh) * | 2020-12-17 | 2022-08-30 | 安徽宝博新材料科技有限公司 | 一种高韧耐磨瑜伽垫成型装置及其加工工艺 |
| JP2023179198A (ja) * | 2022-06-07 | 2023-12-19 | コニカミノルタ株式会社 | ラミネートシステム、プログラム及びラミネート装置 |
| CN115771175B (zh) * | 2022-11-04 | 2023-09-12 | 南通得力净化器材厂有限公司 | 一种加湿滤网生产用多层自动成型设备 |
| CN117101945B (zh) * | 2023-10-20 | 2024-08-23 | 广东志德胜科技有限公司 | 一种具有微调功能的上胶装置 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE119369C (zh) * | ||||
| DE455609C (de) * | 1925-11-15 | 1928-02-04 | Sachsenwerk Licht & Kraft Ag | Vorrichtung fuer Blechbeklebemaschinen zum Trennen der Papierbahn zwischen den mit kurzen Zwischenraeumen fortlaufend durchgefuehrten Blechtafeln |
| DE502976C (de) * | 1928-12-13 | 1930-07-22 | Leopold Rado | Verfahren zum Schneiden von Blaettern bestimmter Laenge aus Bahnen |
| US3514354A (en) * | 1966-05-10 | 1970-05-26 | Akerlund & Rausing Ab | Method of coating sheets of carton or similar material with a plastic coating |
| US3901112A (en) * | 1971-06-14 | 1975-08-26 | Krantz H Fa | Apparatus for severing moving webs |
| US3820427A (en) * | 1972-09-01 | 1974-06-28 | Nederland Organ Voor Tolgepast | Method and device for cutting split film |
| US4083743A (en) * | 1976-06-07 | 1978-04-11 | Alfredo Degens | Composition board with improved polymeric skin |
| FR2409139A1 (fr) * | 1977-11-22 | 1979-06-15 | Azote & Prod Chim | Procede de collage de revetements souples decoratifs sur des materiaux plans rigides |
| DE2817917C3 (de) | 1978-04-24 | 1982-05-19 | Reinhard Mohn GmbH, 4830 Gütersloh | Kaschierung sowie Verfahren zu ihrer Herstellung und Vorrichtung zur Durchführung des Verfahrens |
| US4341334A (en) * | 1978-12-11 | 1982-07-27 | Ppg Industries, Inc. | Apparatus for spacing sheets and moving groups of spaced sheets |
| US4279183A (en) * | 1979-10-26 | 1981-07-21 | Custom Packaging Systems | Rotary heat cutter for plastic webs |
| FI810219L (fi) * | 1980-01-31 | 1981-08-01 | Beloit Corp | Cyklisk elektrodrivanordning foer skaermaskin foer fin- och beskiktat papper |
| DE3204492A1 (de) * | 1982-01-25 | 1983-08-18 | Windmöller & Hölscher, 4540 Lengerich | Vorrichtung zum querschneiden von bahnen |
| US4572752A (en) * | 1982-11-12 | 1986-02-25 | Adolph Coors Company | Control stretch laminating device |
| GB2148792A (en) * | 1983-11-05 | 1985-06-05 | Reed Int Plc | Laminating transparent film to a base |
| CA1243417A (en) * | 1984-03-16 | 1988-10-18 | Shoji Tanaka | Printed circuit board laminating apparatus |
| FR2567806B1 (fr) * | 1984-07-17 | 1986-07-18 | Madeleine Ateliers Const Meca | Dispositif et procede de fabrication en continu de feuilles individuelles pelliculees |
| DE3515784A1 (de) * | 1985-05-02 | 1986-11-13 | Fa. Reinhard Düspohl, 4830 Gütersloh | Verfahren und vorrichtung zum aufbringen einer deckschicht auf holz-werkstuecke |
| US4704171A (en) * | 1986-03-03 | 1987-11-03 | Adolph Coors Company | Laminating device with paper tension control |
| DE8706297U1 (de) * | 1987-05-02 | 1987-06-25 | Alkor GmbH Kunststoffe, 8000 München | Vorrichtung zum Trennen von Kunststoffbahnen |
| FR2615448B3 (fr) * | 1987-05-21 | 1989-10-27 | Manumousse Pleyel | Contrecolleuse a fonctionnement continu pour materiau complexe en bandes |
| JP2934442B2 (ja) * | 1988-09-19 | 1999-08-16 | 株式会社日立製作所 | 紙葉類分離給送装置及び紙葉類分離給送方法 |
| US4938907A (en) * | 1989-06-27 | 1990-07-03 | Motorola Inc. | Braided sleeve cutter and method |
| DE59302999D1 (de) * | 1992-03-24 | 1996-07-25 | Steinemann Ulrich Ag | Verfahren und vorrichtung sowie anlage zur herstellung von laminaten |
-
1993
- 1993-03-23 DE DE59302999T patent/DE59302999D1/de not_active Expired - Fee Related
- 1993-03-23 US US08/150,069 patent/US5518569A/en not_active Expired - Fee Related
- 1993-03-23 EP EP19930905142 patent/EP0586642B1/de not_active Expired - Lifetime
- 1993-03-23 EP EP19950117036 patent/EP0706863B1/de not_active Expired - Lifetime
- 1993-03-23 WO PCT/CH1993/000081 patent/WO1993018917A1/de active IP Right Grant
- 1993-03-23 ES ES95117036T patent/ES2156178T3/es not_active Expired - Lifetime
- 1993-03-23 DE DE59310123T patent/DE59310123D1/de not_active Expired - Fee Related
- 1993-03-23 AT AT93905142T patent/ATE139478T1/de not_active IP Right Cessation
- 1993-03-23 ES ES93905142T patent/ES2090974T3/es not_active Expired - Lifetime
- 1993-03-23 AT AT95117036T patent/ATE197779T1/de not_active IP Right Cessation
- 1993-03-24 CN CN93103610A patent/CN1046233C/zh not_active Expired - Fee Related
-
1995
- 1995-06-07 US US08/472,842 patent/US5639335A/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108883626A (zh) * | 2015-11-04 | 2018-11-23 | 柯尼格及包尔公开股份有限公司 | 覆膜机和用于对至少一个材料覆膜的方法 |
| CN108883626B (zh) * | 2015-11-04 | 2021-06-11 | 柯尼格及包尔公开股份有限公司 | 覆膜机和用于对至少一个材料覆膜的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US5518569A (en) | 1996-05-21 |
| ES2090974T3 (es) | 1996-10-16 |
| US5639335A (en) | 1997-06-17 |
| DE59310123D1 (de) | 2001-01-04 |
| WO1993018917A1 (de) | 1993-09-30 |
| ATE139478T1 (de) | 1996-07-15 |
| EP0586642B1 (de) | 1996-06-19 |
| EP0706863A2 (de) | 1996-04-17 |
| EP0706863B1 (de) | 2000-11-29 |
| CN1078424A (zh) | 1993-11-17 |
| ATE197779T1 (de) | 2000-12-15 |
| EP0586642A1 (de) | 1994-03-16 |
| ES2156178T3 (es) | 2001-06-16 |
| EP0706863A3 (de) | 1996-11-20 |
| DE59302999D1 (de) | 1996-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1046233C (zh) | 一种生产紫外线层贴纸的方法和设备 | |
| CN207046493U (zh) | 一种打码机的分页装置 | |
| CN102529166B (zh) | 纸箱提手自动安装机 | |
| CN206765453U (zh) | 一种高效率瓦楞纸板成型机 | |
| JPS5811459A (ja) | シート状物の蓄積方法及び蓄積装置 | |
| US6286871B1 (en) | Pads of embossed, self-stick paper and process and apparatus for making same | |
| CN205416496U (zh) | 一种包装纸盒上胶装置 | |
| CN2871383Y (zh) | 广告面纸包装机 | |
| US3684627A (en) | Paperboard container labeling machine | |
| CN206306630U (zh) | 一种全自动化印刷机 | |
| KR100311324B1 (ko) | 용지연속배열을생성하는방법과장치 | |
| US6176483B1 (en) | High speed document separator and sequencing apparatus | |
| CN201205772Y (zh) | 水油两用覆膜机 | |
| EP1738899B1 (en) | Machine for bonding films made of different materials, in multiple layers and the corresponding method | |
| CN207156697U (zh) | 一种自拉纸水溶性覆膜机 | |
| CN209396660U (zh) | 一种瓦楞纸传送装置 | |
| CN207045041U (zh) | 一种裱纸机上的底纸输送上胶装置 | |
| CN206985255U (zh) | 一种用于服装标签生产的收卷装置 | |
| CN110626841A (zh) | 一种有单边输送孔的单份多联电脑打印纸胶粘式配页生产方法及其设备 | |
| CN221114748U (zh) | 一种用于弧面打印贴标的打印贴标机 | |
| CN206255250U (zh) | 一种装订联动线上的成书自动包装装置 | |
| CN208290615U (zh) | 一种自动纠偏型瓦楞纸机 | |
| CN105016114A (zh) | 卷筒纸无胶封尾装置 | |
| CN220532091U (zh) | 胶印瓦楞贴面机防飞胶装置 | |
| CN206106592U (zh) | 一种带有原料分离机构的自动预涂膜机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |