砂型浇铸系统的分模翻箱及翻模顶出装置
技术领域
本发明属于铸造技术领域,具体涉及一种自动砂型浇铸系统的分模翻箱及翻模顶出装置。
背景技术
铸造是一种较为经济的毛坯形成方法,特别是对于复杂的零件,更能显示出其经济性。铸造零件的尺寸、形状、重量的适用范围很广,因此,在机械制造业中,铸造生产毛坯零件是最主要的方式,其是各类机械和装备业产业链中十分重要的基础环节之一。但是,铸造生产过程会产生粉尘、有害气体、噪声等,严重影响环境;另外,铸造业属于劳动密集型产业,劳动强度大、生产效率低。
铸造的方法有很多,因本专利申请主要涉及砂型铸造技术,因此,在此只叙述有关砂型铸造生产的背景技术。砂型铸造的生产过程大致分为以下几个主要部分:
一、造型造芯
造型造芯是根据铸造工艺要求,其在确定造型方法技术上完成的。铸件的精度和全部生产过程的经济效果,主要取决于这道生产工艺。对于造型造芯过程,目前基本上都实现了机械化或自动化。常用的砂型造型造芯设备有高、中、低造型机、抛沙机、无箱射压造型机、射芯机等。
二、合模
造芯完成后,接下来是合模。这部分主要由机械加人工完成。对于一些大型的铸件,此过程的劳动强度大、生产效率低。
三、浇注
浇注就是将金属熔炼成具有一定化学成分的液态金属,在重力作用下注入到前两步完成的铸型中,经冷却后获得零件毛坯的过程。浇注过程决定了所浇零件毛坯的质量好坏,影响最终产品的品质。对于此工艺过程,目前也有一些科研院所、大专院校等研究出自动浇注系统、实验机型。但在实际应用中,目前出现的此类浇注系统,还是以人工浇注为主,其靠有经验的操作者对系统各种物理量如温度、颜色、位置、流量、速度、压力等信息做出综合分析、准确判断,以获得最佳的浇注效果。当就这一点来讲,目前还没有可以取代人工的高科技自动浇注机问世。
四、分模落砂
分模落沙是一个操作条件比较艰苦的工艺,目前基本都是人工或采用机械辅助半人工的方式完成。
综合目前的铸造生产工艺,可以发现:在铸造生产的某个环节,已经有自动化的机械设备完成铸造过程中的某个工艺过程,以提高生产效率,并降低劳动强度,但铸造生产全过程的各个环节之间的周转衔接,还是靠人工或半人工的方式来实现。
综上所述,目前铸造生产工艺所处的状态是:整个铸造生产过程并没有实现智能控制,实现完全的自动化生产,其生产效率依然低下,劳动强度很大;铸造生产依然属于低技术的劳动密集型产业。
本发明涉及一种自动砂型浇铸系统的分模翻箱及翻模顶出装置。
发明内容
本发明涉及一种自动砂型浇铸系统的分模翻箱及翻模顶出装置。
本发明采取以下技术方案:砂型浇铸系统的分模翻箱及翻模顶出装置,包括分模翻箱装置、翻模顶出装置,所述的分模翻箱装置包括底座,底座上安装一对支架,两侧的支架各安装一分模限位气缸,分模限位气缸的活动部固接一限位挡块;所述的底座还安装有升降油缸,升降油缸的活动部固接一升降架,升降架的上部一侧安装有导板气缸,导板气缸的活动部固接摆动油缸,摆动油缸具有一转动部;所述的翻模顶出装置翻模顶出装置安装于分模翻箱装置的一侧,包括两个油缸安装架,第一油缸安装架之上安装顶件油缸,顶件油缸的活动部固接顶杆;第二油缸安装架之上安装接件油缸,接件油缸与顶件油缸的活动部相对,接件油缸的活动部固接接件平台,接件平台两侧安装有挡块。
所述的砂型浇铸系统的分模翻箱及翻模顶出装置,摆动油缸的转动部为一方隼。
所述的砂型浇铸系统的分模翻箱及翻模顶出装置,升降架上部的两侧各安装一对限位轴承。
所述的砂型浇铸系统的分模翻箱及翻模顶出装置,第二油缸安装架的下部装有轨道,轨道延伸至此第二油缸安装架的外部,轨道滑动配合接件小车。
所述的砂型浇铸系统的分模翻箱及翻模顶出装置,第二安装架上部装有闸门气缸,闸门气缸处于顶件油缸与接件油缸之间。
采用本发明分模翻箱及翻模顶出装置的自动砂型浇铸系统,其具有生产效率高、所需操作工人少、劳动强度低等优点。
附图说明
图1是与本发明相适配的铁型砂模的主视图(局部剖视)。
图2是铁型砂模的左视图。
图3是铁型砂模的俯视图。
图4是本发明分模翻箱装置的主视图。
图5是本发明分模翻箱装置的升降油缸顶起状态图。
图6是本发明分模翻箱装置的升降油缸顶起状态的侧视图。
图7是本发明翻模顶出装置未动作时的结构图。
图8是本发明翻模顶出装置未动作时的俯视结构图。
图9是本发明翻模顶出装置动作时的结构图。
图10是本发明翻模顶出装置动作时的俯视结构图。
具体实施方式
下面结合附图对本发明优选实施例作详细描述。但本领域普通技术人员应当认识到,附图和实施例不应看作是对本发明保护范围的限制,任何在本发明技术方案的基础上进行变换、变型、扩展均落入本发明的保护范围。
参见图1-3,铁型砂模1由上模与下模上下相对盖合而成,上模与下模的外部结构相同,下面详述上模1-1的外部结构(下模的外部结构参照上模):上模1-1呈不带底面的长方体状,具有型腔,其上壁开设有若干通孔1-1-1,通孔分别可作射砂、浇铸、顶砂等之用,当然各孔位置及大小根据所制工件的具体情况开设,本实施例仅为示意说明。上模的两侧壁沿长度方向形成长槽1-1-5,每一长槽置入四块箍紧板1-1-2,箍紧板通过螺钉固定于上模。当然,根据具体需要,同一长槽选择两块箍紧板也可。与箍紧板相对应的上模侧壁沿高度方向形成定位槽1-1-7,此定位槽延伸至上模的上表面及下底面。上模的两端面(沿宽度方向)各形成一圆柱形端耳1-1-3,沿每一端耳的轴向开有一个方孔1-1-6。上模的四角各形成一合模导套孔1-1-4,用以嵌入合模导套1-3。
将上下模的型腔上下相对而盖合,两者的内部形成模腔,在两者相对应的四个合模导套内插入定位销(图中未示出)将上下模定位,上下模盖合后,两者再通过数个六角螺栓1-4分别通过定位槽1-1-7伸入,并旋紧上下模对应的箍紧板而箍紧,本实施例选择四个六角螺栓,两侧各两个。上下模锁紧后取出定位销。
参见图4-6,分模翻箱装置包括底座4-1,底座上安装一对支架4-2,两侧的支架上各安装一分模限位气缸4-3,分模限位气缸4-3的活动部固接一限位挡块,此限位挡块与铁型砂模的长槽1-1-5相适配,两侧的分模限位气缸4-3能将限位挡块推进至处于此工位的铁型砂模(上模或下模)两侧的长槽,而将铁型上模或下模固定住。
底座4-1上还安装有升降油缸4-4,当铁型砂模1处于此工位时,升降油缸4-4的活动部正对铁型砂模,且升降油缸4-4的活动部还固接一升降架4-5,此升降架上部的两侧各安装一对限位轴承4-6,两对限位轴承分别支撑铁型砂模(上模或下模)的两端端耳1-1-3。升降架4-5的上部一侧安装有导板气缸4-7,导板气缸4-7的活动部固接摆动油缸4-8,摆动油缸4-8的转动部为一方隼,在导板气缸4-7的驱动下,摆动油缸整体运动,并能使摆动油缸的方隼能插入铁型上模或下模的一端耳的方孔内,而后摆油油缸4-8运行,通过方隼带动上模或下模转动一定角度。
工作说明:
1、吊运铁型砂模:将已浇铸、冷却并解锁的铁型砂模吊运至本工位即分模翻箱装置处,并将铁型砂模放在此工位。
2、分箱开模:两侧的分模限位气缸推出限位挡块,限位挡块伸入铁型下模的长槽中,从而限制下模上行;将铁型上模分离一定高度,悬停,同时分模限位气缸收回限位挡块。
3、下模翻转:升降油缸上升固定位,摆动油缸由导板气缸推进,并使方隼插入下模一端耳的方孔内,升降油缸继续上升,将下模顶离至一定高度,摆动油缸翻转90度,顶件机构动作。
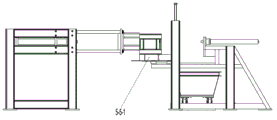
参见图7-10,翻模顶出装置5安装于分模翻箱装置4的一侧,其包括两个油缸安装架5-1、5-2,油缸安装架5-1之上安装顶件油缸5-3,顶件油缸5-3的活动部固接顶杆5-3-1,顶杆5-3-1正对铁型下模底面的通孔1-1-1。
油缸安装架5-2之上安装接件油缸5-5,接件油缸5-5与顶件油缸5-2正对安装即两者的活动部相对。接件油缸5-5的活动部固接接件平台5-5-1,接件平台两侧安装有挡块5-5-2,在接件油缸5-5的驱动下,接件平台5-5-1及挡块5-5-2向铁型下模所处位置运动,至接件平台处于铁型下模的下方位置,而两侧的挡块则顶触下模两侧的边沿(即与上模盖合的开口边沿)。
油缸安装架5-2的下部装有轨道5-7,轨道延伸至此安装架外部,轨道上滑动配合接件小车5-6。
安装架5-2上部装有闸门气缸5-4,此闸门气缸5-4处于顶件油缸与接件油缸之间,当工件顶出下模至接件平台后,接件平台在接件油缸5-5的驱动下回收,在此过程中,闸门气缸5-4已下行至阻挡位,将工件阻挡住,接件平台继续回收,而工件直至脱离接件平台并下落至接件小车5-6,通过接件小车运至外部。
工作说明:经前一工位即分模翻箱并上下模分别处于90度位置时,进行本工位即翻模顶出,接件油缸动作,使接件平台处于下(上)模的下方,并且两侧的挡块顶触下(上)模的两侧边沿。顶件油缸动作,使顶杆通过下(上)模的通孔伸入下(上)模的型腔内并将工件顶出;接件油缸、顶件油缸作收回动作,在此过程中,闸门气缸下行,关闭闸门,将本次顶出的工件限留并掉落在接件小车内。所有零件顶出并落入接件小车后,接件小车沿轨道运至外部,再吊离本工位。
本领域的普通技术人员应当认识到,本发明并不限于上述实施例,任何对本发明的变换、变型都落入本发明的保护范围。