CN102452425B - 热成形且加压淬火的汽车车柱及其制造方法 - Google Patents
热成形且加压淬火的汽车车柱及其制造方法 Download PDFInfo
- Publication number
- CN102452425B CN102452425B CN201110310636.2A CN201110310636A CN102452425B CN 102452425 B CN102452425 B CN 102452425B CN 201110310636 A CN201110310636 A CN 201110310636A CN 102452425 B CN102452425 B CN 102452425B
- Authority
- CN
- China
- Prior art keywords
- region
- kind region
- automobile post
- automobile
- post
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/04—Door pillars ; windshield pillars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/08—Front or rear portions
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
- C21D1/20—Isothermal quenching, e.g. bainitic hardening
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/005—Modifying the physical properties by deformation combined with, or followed by, heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2221/00—Treating localised areas of an article
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Transportation (AREA)
- Combustion & Propulsion (AREA)
- Heat Treatment Of Articles (AREA)
- Body Structure For Vehicles (AREA)
Abstract
本发明涉及一种热成形且加压淬火的汽车车柱及其制造方法,汽车车柱在加压淬火之后具有至少两个不同强度的区域,其特征在于,第一类区域(2)具有主要为贝氏体的组织,第二类区域(3)具有主要为马氏体的组织,在第一类区域(2)和第二类区域(3)之间的过渡区域(4)小于80mm。
Description
技术领域
本发明涉及一种通过热成形以及加压淬火制造的汽车车柱。本发明还涉及一种用于制造汽车车柱的方法。
背景技术
在汽车制造中,基于法律的和针对制造商的规定,对汽车安全性的要求越来越高。同时,汽车制造商还致力于在燃料消耗以及CO2排放最小化的同时减小汽车车身自重。这在低自重和高抗弯和抗扭刚度以及高碰撞安全性之间构成矛盾。
一种途径例如是使用轻金属材料、尤其是铝合金,或使用例如由金属合金以及纤维复合材料或塑料构成的混合结构方式的车身。但上述两种方案均造成高材料成本,这又在汽车制造中提高了制造成本。
但金属合金、尤其是钢材料始终是用于车身制造、尤其是白车身制造的优选材料。此外,通过持续的发展,钢材料在当今仍然被当作高科技材料,其通过各种不同的方法途径能够在有利制造性、良好碰撞安全性和长寿命之间形成良好的折衷。
例如DE102005054847B3公开了热成形的且加压淬火的构件,其从模具中取出和在调节到钢的高强度机械特性之后进行有针对性的热处理。尤其对在碰撞情况下受到轴向载荷的结构和/或安全构件而言,按照上述方式制造的构件一方面应为高强度,另一方面应在碰撞情况下形成褶皱,从而能有针对性地卸除碰撞能量。
根据现有技术,热处理通常在320℃~400℃之间的温度范围中进行并且几乎不改变在热成形和加压淬火过程中调节出的包括强度值在内的材料特性,但却同时提高了材料的延展性,从而可在碰撞情况下很好地形成褶皱。
但附加的热处理又引起较高的制造费用,因为用于大规模生产开始时的工具成本大大增加。
发明内容
因此,本发明的任务是提供一种汽车构件及其制造方法,其相对于现有技术具有较低的制造成本,同时可在构件内部符合目的地调节出材料特性。
上述任务按本发明借助汽车车柱得以解决,该汽车车柱通过热成形以及加压淬火制成,汽车车柱在加压淬火之后具有至少两个不同强度的区域,第一类区域具有主要为贝氏体的组织,第二类区域具有主要为马氏体的组织,在第一类区域和第二类区域之间的过渡区域小于80mm,所述第一类区域构造成汽车车柱的法兰、接合法兰和/或外边缘。
该任务的方法方面借助用于制造热成形且加压淬火的汽车车柱的方法得以解决,其中,汽车车柱具有至少两个不同硬度的区域,其特征在于下述方法特征:提供可淬火的金属板坯或者说半成品,将该金属板坯或者说半成品至少加热到奥氏体化温度;中间冷却金属板坯或者说半成品的第一类区域,冷却速度选择得大于该金属板坯或者说半成品的材料的下临界冷却速度;在加压淬火工具中将金属板坯或者说半成品热成形且加压淬火成汽车车柱。
按本发明的汽车车柱通过热成形以及加压淬火来制造,其中,汽车车柱通过本来的制造过程,即在加压淬火之后,具有至少两个不同强度的区域。第一类区域主要具有贝氏体组织并且第二类区域主要具有马氏体组织,在两类区域之间构造过渡区域,该过渡区域在小于80mm的距离上延伸。
优选过渡区域构造得小于50mm、特别优选小于30mm并且尤其是小于20mm。通过极小的过渡区域在本发明的范畴中可以在一个制造步骤中、即在制造方法本身中有针对性地对构件进行调节,使得在考虑到出现的制造误差的情况下,在有利制造性的同时可靠地形成要求的碰撞特性。
汽车车柱例如可构造为A柱、B柱、C柱或D柱。在此,在车顶梁或底梁上的连接点区域中需要具有高断裂延伸率或延展性的较软结构,由此在碰撞情况下可避免断裂并且同时可以形成有针对性的褶皱。
但在本发明的范畴中,在车门铰链或其它连接点的区域中也可能针对性地需要具有较高延展性的区域,以避免在碰撞情况下产生断裂。例如在借助铆接方法耦联其它部件或加强补丁时,通过本发明的汽车车柱也可形成具有高延展性的可特别准确制造的区域,从而尽可能避免在碰撞情况下这些区域中的铆钉或其它连接点的断裂。
在结合高硬度的情况下同样也避免了材料由于高持续负荷振动和/或震动而减弱。汽车车柱的其余组成部分即第二类区域主要具有强度值特别高的马氏体组织,由此足够满足构件的最低要求的强度。
按本发明制造的汽车车柱因此可相对于借助现有技术中已知的制造方法制造的构件低成本地制造,因为仅需一个成形和加压淬火过程来形成要求的最重要的构件特性。通过形成主要是马氏体的组织和主要由贝氏体组织构成的中间组织,在此允许在构件的明确限定的区域中特别不易产生缺陷地、有针对性地形成要求的材料特性。
按本发明,具有马氏体组织作为主要组织成分的第二类区域的特点在于,马氏体组织大于50%、尤其是大于80%、优选大于90%并且特别优选大于95%。
马氏体组织的高抗扭刚度和抗弯刚度确保本发明汽车车柱的高硬度,这例如在倾翻的情况下或类似的碰撞作用下尽可能好地维持乘客车厢并且由此尽可能好地保护乘客。
但在本发明的范畴中,在第二类区域中也可以存在贝氏体作为其它组织成分。
在本发明的范畴中,第一类区域具有贝氏体作为主要组织成分,其它组织成分小于50%、优选小于30%、尤其是小于15%。在此例如存在由贝氏体与铁素体和/或珠光体构成的混合组织。在本发明的范畴中,必要时在第一类区域中也可存在马氏体作为组织成分。
在例如汽车B柱的应用情况中,在底脚区域或顶部区域中的连接区域,即与汽车底梁或车顶梁的连接区域,相对于第二类区域通过基本上平行延伸的过渡区域相邻地设置。
作为替换方案,第一类区域在此至少部分地被第二类区域包围,特别优选第一类区域被第二类区域完全包围。在用于例如汽车车门的连接点的区域中,第一类区域优选被第二类区域完全包围。由于按本发明的特别小的过渡区域在构件方向上仍得到刚度,由此基本上不产生例如以不希望的理论弯折点形式的薄弱部位。但第一类区域也可构造成延展性的,以便最大程度地避免裂纹形成。通过第一类区域的延展性最大程度地避免车门铰链或门锁例如因为受到侧向碰撞而断裂。
为此特别优选将第一类区域构造成点状、优选具有小于40mm、尤其是小于20mm并且特别优选小于10mm的直径。
在本发明的范畴中,在第一类区域中也可形成穿通部。这表示,在成形过程和/或加压淬火过程期间可同时形成穿通部、或特别优选可以在加压淬火过程结束之后形成穿通部。在此,由于延展性较高,形成对冲孔或冲压工具而言较小的工具磨损,或者说在无裂纹产生的情况下可以形成穿通部。
在本发明的范畴中有利地规定:将边缘区域、尤其是凹部和法兰构造为第一类区域,由此可有效地避免从边缘开始裂开。在加压淬火后进行机械加工如调整的区域也适合构造为第一类区域。
此外在本发明的范畴中,第一类区域还可设置为用于形成切边的区域。为了在热成形和加压淬火后例如以简单的切割或者说分割方法有利地进行冷裁切,在此准备该材料的对切割或者说分割工具来说磨损小的初始状态。在高的公差要求下,构件的进一步加工例如裁切在此可特别完好、精确且低成本地进行。尤其是无需使用激光对通常来说坚硬的构件边缘进行切割。此外可以特别有利地构造环绕的、窄的且接近最终轮廓的第二类区域。同时大大降低由硬的组织中的局部应力引起的迟后形成裂纹的危险。
在本发明的范畴中,第一类区域具有10~30%之间、优选14~20%之间、尤其是12~16%之间、特别优选14~16%之间的延展能力A50( A50)。由此在确保足够的延展性的同时也确保足够高的强度,从而在碰撞情况下可避免裂纹形成和由此各个汽车结构元件的断裂。
A50)。由此在确保足够的延展性的同时也确保足够高的强度,从而在碰撞情况下可避免裂纹形成和由此各个汽车结构元件的断裂。
此外特别优选第一类区域具有500~1000N/mm2之间、优选550~800N/mm2之间的抗拉强度。第一类区域具有200~800N/mm2之间、优选250~600N/mm2之间、特别优选250~500N/mm2、极其优选300~500N/mm2之间的屈服极限。
在第二类区域和第一类区域之间优选屈服极限和/或抗拉强度以每10mm大于100N/mm2、优选大于200N/mm2并且尤其是大于400N/mm2的梯度递减或递增。这表示,屈服极限和/或抗拉强度从第一类区域朝第二类区域的方向每10mm增加大于100N/mm2。
优选第二类区域具有大于1000N/mm2、尤其是大于1200N/mm2并且特别优选大于1400N/mm2的强度。
按本发明的用于制造热成形且加压淬火的汽车车柱的方法,其中,汽车车柱具有至少两个不同强度的区域,规定下述方法特征:提供可淬火的金属板坯或者说半成品,将其至少加热到奥氏体化温度;中间冷却金属板坯或者说半成品的第一类区域,将冷却速度选择得大于该金属板坯或者说半成品的材料的形成贝氏体的下临界冷却速度;在加压淬火工具中将金属板坯或者说半成品热成形且加压淬火为汽车车柱。
通过本发明的方法,在时间控制和/或温度控制下产生中间阶段组织。该中间阶段组织尤其是在金属板坯的第一类区域中通过中间冷却产生。在本发明的范畴中这样选择中间冷却的冷却速度,使其大于金属板坯的材料形成贝氏体的下临界冷却速度。即冷却速度大于形成贝氏体的下临界冷却速度。尤其是冷却在加压淬火后应该较软的区域,也就是说具有较大延展性的区域。
在本发明的范畴中,原则上构件也可冷预成形为半成品。因此至少部分地预成形由可淬火的金属板坯构成的构件。优选预成形至少匹配最终形状的80%。在冷预成形过程——其例如在室温中进行——之后,接着至少加热到奥氏体化温度、即加热到超过AC3温度。紧接着至少部分地中间冷却第一类区域以及进行本发明方法的后续步骤。
中间冷却的冷却过程在此在将可淬火的金属板坯加热到奥氏体化温度之后进行,但在本发明的范畴中该冷却过程也可在热成形和加压淬火之前或期间进行。尤其当中间冷却的冷却过程在加压淬火期间进行时,在加压工具中设置相应的元件,它们可实现相应的冷却和相应的冷却速度。
如果中间冷却在热成形和加压淬火之前进行,则可以理解生产线带有加热到超过奥氏体化温度的金属板坯的相应的中间转送器。
冷却本身例如可通过自由对流或强制对流、冷却辊、双面或单面的具有绝热支垫的退火板或通过加载冷却介质如水或通过其它相应的冷却装置来进行。在此,冷却既可在固定安装的中间站进行,又可在生产周期中可动的冷却单元中进行。优选冷却速度在中间冷却时处于200K/s(开尔文/秒)~5K/s之间。特别优选设置50K/s的冷却速度。冷却在此优选直接开始于从炉中取出后。由此在第一区域中产生550~900MPa之间的强度值。优选产生大致为700MPa的强度值。
尤其是将第二类区域——金属板坯的不属于第一类区域的任意区域——保持得高于奥氏体化温度。这表示,在金属板坯被至少加热到奥氏体化温度之后保持在相应的高于奥氏体化温度的温度上。这例如可主动地通过外界热源亦或消极地通过相应的绝热来实现。但也可考虑保持高于温度AC1。由此与从AC3的成形相比出现一定的强度损失,但这在多数情况下并不要紧。
在外界热源的情况下,第二类区域中的温度尤其可通过红外灯、加热螺旋管、多孔燃烧器、绝热板或类似的外界热源来保持。在本发明的范畴中,也可选择明显高于奥氏体化温度的温度,由此在加热到高于奥氏体化温度的过程结束后直至加压淬火过程开始之间的时间以及在此进行的冷却这样彼此协调,使得在加压淬火过程开始时第二类区域始终具有至少高于奥氏体化温度的温度。
在本发明的另一种有利的方案中,在中间冷却第一类区域时选择能够获得贝氏体组织的冷却速度,优选冷却到700~400℃之间、优选650~450℃之间并且尤其是650~500℃之间的温度。在大于相应使用的材料的下临界冷却速度的冷却速度、但高于马氏体起始温度的情况下,在等温保持冷却温度时形成所谓的贝氏体,也被称为中间组织亦或中间阶段。
与现有技术中所公开的形成珠光体或铁素体(珠光体主要通过直接从奥氏体中扩散而形成)的方法相反,在贝氏体中间阶段中由于冷却较快而显著增大了碳在奥氏体中扩散的难度。在大多从晶界开始的贝氏体形成时,小的奥氏体区域转化为畸变的α晶格。因为α晶格中的扩散速度要比γ晶格中大很多,所以在该含过饱和碳的α固溶体中出现小的渗碳体颗粒,冷却越快,渗碳体颗粒越细小。在此产生大致针状结构的贝氏体组织。在此由于硬度随颗粒细度的增加而增大形成颗粒状结构的碳化物。此外,贝氏体组织又区分为上贝氏体和下贝氏体,在上贝氏体中,碳化物结合成较大的缺陷,而在下贝氏体中,碳化物极其细微地分布。
在本发明方法的一种优选的方案中,第一类区域在预定的时间上保持中间冷却的冷却温度、优选大致等温地保持温度。通过该方案可根据时间准确产生具有所要求或者说希望的强度值的贝氏体中间组织。在该方案中,中间冷却主要在第一类区域的材料组织转化为奥氏体亦或直接转化为中间组织的温度上进行。从该冷却温度起,材料组织通过保持等温一段特定的时间进行进一步转变。在奥氏体组织的情况下,材料转化为贝氏体组织。当材料通过选择冷却速度直接被冷却为中间阶段时,则在此已经产生奥氏体和贝氏体的混合组织。通过保持该冷却温度,在一段特定的时间上保持纯贝氏体转化组织范围。第一类区域保持在该温度上的时间越长,则该组织的贝氏体成分越高。
在另一种优选的方案中,冷却到冷却温度的中间组织区域在加压淬火工具本身中由贝氏体组织转化阶段进一步被淬火,使得在第一类区域中产生由马氏体和贝氏体构成的中间组织。通过将第一类区域淬火——该区域中的组织具有中间阶段,剩余奥氏体成分在加压淬火时转化为马氏体成分。由此在第一类区域中产生马氏体-贝氏体混合组织。贝氏体成分与马氏体成分的比值在此和第一区域在开始加压淬火过程之前保持在中间阶段中的持续时间有关。
在一种特别优选的方案中,第一类区域这样在一定的时间范围上保持等温,以便使第一类区域完全转化为贝氏体。由此产生与铁素体-珠光体组织相比强度更高的材料组织。尤其是由此可有针对性地避免使延展性最小的珠光体组织。
在本发明的一种特别优选的方案中,中间冷却时的冷却速度选择得大于所使用材料的上临界冷却速度。由此可有针对性地产生奥氏体区域,其接下来在预规定的时间上保持、优选等温保持在一定的温度水平上,使得组织在该保持时间上有针对性地转化为贝氏体。根据所用的保持时间在此可产生部分贝氏体的奥氏体的组织或只有贝氏体的组织。在贝氏体-奥氏体组织的情况下,其通过接下来的加压淬火过程转化为贝氏体-马氏体组织。
在本发明的范畴中,在铁素体和珠光体温度以下保持大致等温是指,主要在700℃、尤其是在600℃、特别优选550℃以下、但在马氏体起始温度以上。在较长时间范围上保持等温可导致温度例如从500℃下降到400℃,但这在本发明的范畴中仍能被看作大致等温。特别优选第一类区域在1~80s的时间范围中保持等温。特别优选将15s设置为保持时间。但这根据具体所用的材料合金来选择。
在本发明方法的另一种优选的方案中,第一类区域的中间冷却在加压淬火工具中进行,优选通过设置在加压淬火工具中的冷却板进行。由此减少了周期和制造成本。尤其是可仅在两个工具步骤中制造具有不同强度区域的汽车构件。首先在炉具中加热并且紧接着仅在一个工具中合并进行中间冷却、热成形和加压淬火。
为本来的加压淬火过程的冷却速度选择至少25K/s的冷却速度。特别优选大于27K/s。但尤其是为本来的加压淬火过程选择更高的冷却速度。加压淬火过程尤其在第一类区域和第二类区域中以相同的冷却速度主要取决于加压淬火工具和工件之间局部的温度梯度来进行。但由于加压淬火过程开始时两类区域中存在不同的温度,所以第一类和第二类区域的冷却速度也可略微不同。
在本发明的方法中特别优选使用可淬火的钢,该钢属于微合金调制钢。其特别是具有下列合金元素作为成分(质量百分比):

在本发明的范畴中,特别优选第一类区域的中间冷却借助集成有冷却板的工具进行。冷却板在此具有600℃以下的固有温度,但该固有温度相对于大于900℃的AC3温度较低。第一类区域可借助冷却板来冷却并且在必要时也可在一段时间上保持等温。这种冷却板例如可基于电热器或通过在背面用烧嘴加热或用热油加热到要求的温度。
在另一种方案中,中间冷却也可通过基本上冷的冷却板进行。所述板的温度大大低于400℃,优选在-100℃~+100℃之间、特别优选在-10℃~+25℃之间。但借助冷的冷却板仅能有限地执行等温保持时间。特别优选将两类冷却板例如也集成到热成形和加压工具中,使得在本来的用炉具加热之后的整个过程仅在一个工具中进行。但在本发明的范畴中,用于实施中间冷却的冷却板也可安装在附加的工具中,由此过程的进行是从加热炉经中间冷却再到本来的热成形和加压淬火工具。该方案的优点在于可将该单独的工具构造为基本上平面的工具,其具有基本上平面的加热板或冷却板。
附图说明
本发明的其它优点、特征、特性和方面由后续说明示意性地给出。这有利于简单地理解本发明。附图如下:
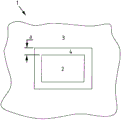
图1示出按本发明的具有第一类区域、过渡区域和第二类区域的汽车车柱的局部图;
图2示出按本发明的汽车车柱;
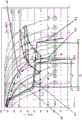
图3示出用于实施本发明方法的ZTU图(时间-温度转变图)。
具体实施方式
在附图中为相同或相似部件使用相同附图标记,尽管出于简化原因省略了重复的说明。
图1示出汽车车柱1的局部。在此从周围可看出,在第二类区域3中构造按本发明的第一类区域2。在第一类区域2和第二类区域3之间设置过渡区域4。在第一类区域2中形成趋于延展性的材料组织,在第二类区域3中形成硬的材料组织。在本发明的范畴中,过渡区域4大致具有宽度a,其与第一类区域2相比特别小。
图2示出汽车车柱1,其形式为在此未示出的汽车车身的A柱5。A柱5在其各个侧面5a、5b具有接合法兰6,接合法兰比中间的型材部分7具有更高的延展性。因此A柱5通过其中间的型材部分7具有高强度和高硬度,其保证在碰撞情况下保护乘客车厢,并且在其接合法兰6中相对于中间的型材部分具有更延展性的材料特性,由此连接在接合法兰6上的、在此未进一步示出的部件与A柱5保持连接并且在以接合法兰6为特点的连接位置中不出现断裂。
图3示出示例性的钢的ZTU图,其不限制本发明的范围。图中示出在冷却速度下随温度在材料中产生的不同组织结构。在视图下部区域中示出马氏体形成。在其上方,即在视图中部区域中示出贝氏体形成,并且在贝氏体上方示出珠光体形成或者说铁素体形成。
在此所示的实施例中,示出三条用于不同冷却过程的曲线。曲线K1示出用于按本发明的第一区域的温度曲线,该第一区域首先被加热到超过AC3温度的温度。从该温度起以一定的冷却速度冷却到约520℃的中间温度,该冷却速度在该情况下大于图中所示材料的形成贝氏体的上临界冷却速度oK。在达到中间冷却的约520℃的冷却温度时,第一区域在时间段t1上基本上等温保持在一定的温度上,该温度在此例如由于热辐射、对流或传热形式的散热从约520℃下降到约480℃。因此在中间冷却的时间点Z1上产生奥氏体组织并且在时间点P1上(在第一种方案中的加压淬火的起点)产生贝氏体-奥氏体混合组织。
接下来在第一种方案中从时间点P1开始通过加压淬火过程进行淬火,使得第一区域中的贝氏体-奥氏体混合组织转化为贝氏体-马氏体混合组织。与此并行地,按本发明的第二区域从高于AC3的温度起通过加压淬火进行淬火,从而直接由奥氏体组织产生马氏体组织,为整体概况性起见在此并未详细示出这点。
本发明方法的第二种方案借助第一区域的根据曲线2的冷却过程来示出。曲线2的冷却过程类似于曲线K1的冷却过程,其中从时间点Z2(与Z1相同)起,冷却温度保持更长的时间,使得加压淬火过程开始于时间点P2,因而时间间隔t2大于t1。第一区域中的组织在时间点P2上完全转化为贝氏体并且因此在时间点P2后不再通过冷却速度进行进一步的组织转变。
在本发明的第三种方案中,根据曲线3从高于AC3温度的温度选择一定的冷却速度,使得在中间冷却的冷却过程中直接转化为贝氏体中间组织。在此在第一区域中产生奥氏体-贝氏体中间组织,由此在时间点P3上进行加压淬火过程时在第一区域中该贝氏体-奥氏体混合组织转化为贝氏体-马氏体混合组织。在根据曲线2和3的方案中,第二区域——其在中间冷却期间始终保持在AC3温度之上——通过在加压淬火过程期间的冷却从奥氏体直接转化为马氏体。在根据曲线3的方案中,按本发明总是选择大于相应所用材料的下临界冷却速度uK的温度。附图标记列表
1 汽车车柱
2 第一类区域
3 第二类区域
4 过渡区域
5 A柱
5a 侧面
5b 侧面
6 接合法兰
7 型材部分
a 宽度
P1 加压淬火起始时间点
P2 加压淬火起始时间点
P3 加压淬火起始时间点
oK 上临界冷却速度
uK 下临界冷却速度
t1 中间冷却温度的保持时间t2 中间冷却温度的保持时间Z1 中间冷却的时间点
Z2 中间冷却的时间点
Z3 中间冷却的时间点
K1 曲线1
K2 曲线2
K3 曲线3
Claims (49)
1.汽车车柱(1),其通过热成形以及加压淬火制成,汽车车柱在加压淬火之后具有至少两个不同强度的区域,其特征在于,第一类区域(2)具有主要为贝氏体的组织,第二类区域(3)具有主要为马氏体的组织,在第一类区域(2)和第二类区域(3)之间的过渡区域(4)小于80mm,所述第一类区域(2)构造成汽车车柱(1)的法兰、接合法兰和/或外边缘。
2.根据权利要求1的汽车车柱,其特征在于,所述过渡区域(4)小于50mm。
3.根据权利要求2的汽车车柱,其特征在于,所述过渡区域(4)小于30mm。
4.根据权利要求3的汽车车柱,其特征在于,所述过渡区域(4)小于20mm。
5.根据权利要求1至4之一的汽车车柱,其特征在于,所述第二类区域(3)具有马氏体组织作为主要组织成分,其它组织成分小于50%。
6.根据权利要求5的汽车车柱,其特征在于,所述其它组织成分小于30%。
7.根据权利要求6的汽车车柱,其特征在于,所述其它组织成分小于15%。
8.根据权利要求5的汽车车柱,其特征在于,在所述第二类区域(3)中存在贝氏体作为其它组织成分。
9.根据权利要求1至4之一的汽车车柱,其特征在于,所述第一类区域(2)具有贝氏体作为主要组织成分,其它组织成分小于50%。
10.根据权利要求9的汽车车柱,其特征在于,所述其它组织成分小于30%。
11.根据权利要求10的汽车车柱,其特征在于,所述其它组织成分小于15%。
12.根据权利要求1至4之一的汽车车柱,其特征在于,所述第一类区域(2)部分地或完全被第二类区域(3)包围。
13.根据权利要求1至4之一的汽车车柱,其特征在于,所述第一类区域(2)构造成点状的。
14.根据权利要求13的汽车车柱,其特征在于,所述第一类区域(2)具有小于40mm的直径。
15.根据权利要求14的汽车车柱,其特征在于,所述第一类区域(2)具有小于20mm的直径。
16.根据权利要求15的汽车车柱,其特征在于,所述第一类区域(2)具有小于10mm的直径。
17.根据权利要求1至4之一的汽车车柱,其特征在于,所述第一类区域(2)构造在汽车车柱(1)的、在碰撞情况下应受到特别强的变形和/或应通过变形卸除碰撞能量的区域中。
18.根据权利要求1至4之一的汽车车柱,其特征在于,所述第一类区域(2)比第二类区域(3)具有提高的壁厚。
19.根据权利要求1至4之一的汽车车柱,其特征在于,在所述第一类区域(2)中能形成穿通部和/或在热成形之后能形成倒角。
20.根据权利要求1至4之一的汽车车柱,其特征在于,所述第一类区域(2)具有10~30%之间的延展能力A50。
21.根据权利要求20的汽车车柱,其特征在于,所述第一类区域(2)具有12~20%之间的延展能力A50。
22.根据权利要求21的汽车车柱,其特征在于,所述第一类区域(2)具有12~16%之间的延展能力A50。
23.根据权利要求22的汽车车柱,其特征在于,所述第一类区域(2)具有14~16%之间的延展能力A50。
24.根据权利要求1至4之一的汽车车柱,其特征在于,所述第一类区域(2)具有500~1000N/mm2之间的抗拉强度。
25.根据权利要求24的汽车车柱,其特征在于,所述第一类区域(2)具有550~800N/mm2之间的抗拉强度。
26.根据权利要求1至4之一的汽车车柱,其特征在于,在过渡区域(4)中的屈服极限和/或抗拉强度以每10mm大于100N/mm2的梯度递减或递增。
27.根据权利要求26的汽车车柱,其特征在于,在过渡区域(4)中的屈服极限和/或抗拉强度以每10mm大于200N/mm2的梯度递减或递增。
28.根据权利要求27的汽车车柱,其特征在于,在过渡区域(4)中的屈服极限和/或抗拉强度以每10mm大于400N/mm2的梯度递减或递增。
29.根据权利要求1至4之一的汽车车柱,其特征在于,所述第二类区域(3)具有大于1000N/mm2的强度。
30.根据权利要求29的汽车车柱,其特征在于,所述第二类区域(3)具有大于1200N/mm2的强度。
31.根据权利要求30的汽车车柱,其特征在于,所述第二类区域(3)具有大于1400N/mm2的强度。
32.根据权利要求1至4之一的汽车车柱,其特征在于,所述第一类区域(2)具有200~800N/mm2之间的屈服极限。
33.根据权利要求32的汽车车柱,其特征在于,所述第一类区域(2)具有250~600N/mm2之间的屈服极限。
34.根据权利要求33的汽车车柱,其特征在于,所述第一类区域(2)具有250~500N/mm2之间的屈服极限。
35.根据权利要求34的汽车车柱,其特征在于,所述第一类区域(2)具有300~500N/mm2之间的屈服极限。
36.根据权利要求1至4之一的汽车车柱,其特征在于,使用拼焊板或连续变截面辊轧板用于制造汽车车柱。
37.用于制造热成形且加压淬火的汽车车柱的方法,其中,汽车车柱具有至少两个不同硬度的区域,其特征在于下述方法特征:
提供可淬火的金属板坯或者说半成品,将该金属板坯或者说半成品至少加热到奥氏体化温度;
中间冷却金属板坯或者说半成品的第一类区域,冷却速度选择得大于该金属板坯或者说半成品的材料的下临界冷却速度(uK);
在加压淬火工具中将金属板坯或者说半成品热成形且加压淬火成汽车车柱(1)。
38.根据权利要求37的方法,其特征在于,将第二类区域(3)保持得高于奥氏体化温度,直到输送到该加压淬火工具。
39.根据权利要求37或38的方法,其特征在于,选择中间冷却第一类区域(2)时的冷却速度,使得获得贝氏体组织。
40.根据权利要求39的方法,其特征在于,所述第一类区域(2)中间冷却到600~400℃之间的温度。
41.根据权利要求40的方法,其特征在于,所述第一类区域(2)中间冷却到500℃的温度。
42.根据权利要求37或38的方法,其特征在于,所述第一类区域(2)在中间冷却的冷却温度上保持可预定的时间。
43.根据权利要求42的方法,其特征在于,所述第一类区域(2)在中间冷却的冷却温度上等温保持可预定的时间。
44.根据权利要求37或38的方法,其特征在于,所述第一类区域(2)在加压淬火工具中从贝氏体组织转化阶段淬火,使得在第一类区域(2)中产生由马氏体和贝氏体构成的混合组织或由马氏体、贝氏体以及铁素体和/或珠光体构成的混合组织。
45.根据权利要求37或38的方法,其特征在于,所述第一类区域(2)保持等温,使得通过加压淬火构成基本上纯贝氏体的组织。
46.根据权利要求37或38的方法,其特征在于,中间冷却的冷却速度选择得大于上临界冷却速度(oK)。
47.根据权利要求37或38的方法,其特征在于,所述第一类区域(2)的中间冷却在加压淬火工具中进行。
48.根据权利要求47的方法,其特征在于,所述第一类区域(2)的中间冷却通过设置在加压淬火工具中的冷却板进行。
49.根据权利要求37或38的方法,其特征在于,将所述金属板坯冷预成形为半成品并且紧接着至少加热到奥氏体化温度。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010048209.9A DE102010048209C5 (de) | 2010-10-15 | 2010-10-15 | Verfahren zur Herstellung eines warmumgeformten pressgehärteten Metallbauteils |
| DE102010048209.9 | 2010-10-15 | ||
| EP11155681.7 | 2011-02-23 | ||
| EP11155681.7A EP2441850B2 (de) | 2010-10-15 | 2011-02-23 | Kraftfahrzeugsäule sowie Verfahren zur Herstellung einer warmumgeformten und pressgehärteten Kraftfahrzeugsäule |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102452425A CN102452425A (zh) | 2012-05-16 |
| CN102452425B true CN102452425B (zh) | 2014-04-16 |
Family
ID=45347055
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011102846694A Pending CN102453791A (zh) | 2010-10-15 | 2011-09-23 | 用于制造热成型和加压淬火的金属构件的方法 |
| CN2011103104583A Pending CN102453796A (zh) | 2010-10-15 | 2011-10-14 | 热成形且加压淬火的纵梁及其制造方法 |
| CN201410283021.9A Active CN104250677B (zh) | 2010-10-15 | 2011-10-14 | 热成形且加压淬火的纵梁 |
| CN201110310636.2A Active CN102452425B (zh) | 2010-10-15 | 2011-10-14 | 热成形且加压淬火的汽车车柱及其制造方法 |
Family Applications Before (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011102846694A Pending CN102453791A (zh) | 2010-10-15 | 2011-09-23 | 用于制造热成型和加压淬火的金属构件的方法 |
| CN2011103104583A Pending CN102453796A (zh) | 2010-10-15 | 2011-10-14 | 热成形且加压淬火的纵梁及其制造方法 |
| CN201410283021.9A Active CN104250677B (zh) | 2010-10-15 | 2011-10-14 | 热成形且加压淬火的纵梁 |
Country Status (5)
| Country | Link |
|---|---|
| US (4) | US9340233B2 (zh) |
| EP (3) | EP2441850B2 (zh) |
| CN (4) | CN102453791A (zh) |
| DE (1) | DE102010048209C5 (zh) |
| ES (2) | ES2624695T5 (zh) |
Families Citing this family (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010012579B3 (de) | 2010-03-23 | 2011-07-07 | Benteler Automobiltechnik GmbH, 33102 | Verfahren und Vorrichtung zur Herstellung von gehärteten Formbauteilen |
| DE102010048209C5 (de) | 2010-10-15 | 2016-05-25 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines warmumgeformten pressgehärteten Metallbauteils |
| DE102011053698C5 (de) | 2011-09-16 | 2017-11-16 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung von Struktur- und Chassisbauteilen durch Warmformen und Erwärmungsstation |
| DE102011057007B4 (de) * | 2011-12-23 | 2013-09-26 | Benteler Automobiltechnik Gmbh | Verfahren zum Herstellen eines Kraftfahrzeugbauteils sowie Kraftfahrzeugbauteil |
| DE102012016075B4 (de) | 2012-06-22 | 2014-02-27 | Steinhoff & Braun's Gmbh | Verfahren und Vorrichtung zur Herstellung eines Metallbauteils |
| DE102012105580B3 (de) * | 2012-06-26 | 2013-04-25 | Voestalpine Stahl Gmbh | Verfahren zum Presshärten von Stahl |
| DE102012110650C5 (de) | 2012-11-07 | 2017-12-14 | Benteler Automobiltechnik Gmbh | Warmformlinie zur Herstellung warmumgeformter und pressgehärteter Stahlblechprodukte |
| DE102012110649C5 (de) | 2012-11-07 | 2018-03-01 | Benteler Automobiltechnik Gmbh | Warmformlinie sowie Verfahren zur Herstellung eines warmumgeformten und pressgehärteten Kraftfahrzeugbauteils |
| US9222729B2 (en) * | 2012-12-07 | 2015-12-29 | Linde Aktiengesellschaft | Plant and method for hot forming blanks |
| CA2897287C (en) * | 2013-01-11 | 2017-06-06 | Futaba Industrial Co., Ltd. | Heating device for hot stamping |
| DE102013100682B3 (de) * | 2013-01-23 | 2014-06-05 | Voestalpine Metal Forming Gmbh | Verfahren zum Erzeugen gehärteter Bauteile und ein Strukturbauteil, welches nach dem Verfahren hergestellt ist |
| DE102013001999A1 (de) | 2013-02-06 | 2014-08-07 | Volkswagen Aktiengesellschaft | Tragstruktur für ein Fahrzeug |
| DE102013010946B3 (de) * | 2013-06-28 | 2014-12-31 | Daimler Ag | Verfahren und Anlage zum Herstellen eines pressgehärteten Stahlblechbauteils |
| HUE035177T2 (hu) * | 2013-07-05 | 2018-05-02 | Autotech Eng A I E | Szabályozott hajlásirányú fémalkatrész |
| ES2870544T3 (es) | 2013-10-21 | 2021-10-27 | Magna Int Inc | Método para recortar una pieza conformada en caliente |
| CN103521581B (zh) * | 2013-10-23 | 2015-12-02 | 武汉理工大学 | 获得力学性能梯度热冲压零件的方法及模具 |
| DE102015203644A1 (de) * | 2015-03-02 | 2016-09-08 | Bayerische Motoren Werke Aktiengesellschaft | Pressgehärtetes Blechformteil mit unterschiedlichen Blechdicken und Festigkeiten |
| CN104942111A (zh) * | 2015-07-01 | 2015-09-30 | 上海凌云汽车模具有限公司 | 生产变强度热成型零件的方法及模具的下模座 |
| DE102015112327A1 (de) * | 2015-07-28 | 2017-02-02 | Benteler Automobiltechnik Gmbh | Karosserie- oder Fahrwerkbauteil eines Kraftfahrzeuges mit verbesserter Crashperformance sowie Verfahren zu dessen Herstellung |
| DE102015215179A1 (de) * | 2015-08-07 | 2017-02-09 | Schwartz Gmbh | Verfahren zur Wärmebehandlung und Wärmebehandlungsvorrichtung |
| HUE042089T2 (hu) * | 2015-10-15 | 2019-06-28 | Automation Press And Tooling A P & T Ab | Részleges sugárzással való hevítési módszer az alakítva edzett alkatrészek gyártásához és a gyártási eljárás kialakításához |
| CN105383569A (zh) * | 2015-12-08 | 2016-03-09 | 厦门金龙联合汽车工业有限公司 | 双梯度强度客车立柱结构 |
| WO2017129599A1 (de) * | 2016-01-25 | 2017-08-03 | Schwartz Gmbh | Verfahren und vorrichtung zur wärmebehandlung eines metallischen bauteils |
| DE102016201936A1 (de) * | 2016-02-09 | 2017-08-10 | Schwartz Gmbh | Wärmebehandlungsverfahren und Wärmebehandlungsvorrichtung |
| DE102016201024A1 (de) * | 2016-01-25 | 2017-07-27 | Schwartz Gmbh | Wärmebehandlungsverfahren und Wärmebehandlungsvorrichtung |
| DE102016202766A1 (de) * | 2016-02-23 | 2017-08-24 | Schwartz Gmbh | Wärmebehandlungsverfahren und Wärmebehandlungsvorrichtung |
| EP3408421A1 (de) | 2016-01-25 | 2018-12-05 | Schwartz GmbH | Verfahren und vorrichtung zur wärmebehandlung eines metallischen bauteils |
| EP3211103B1 (de) | 2016-02-25 | 2020-09-30 | Benteler Automobiltechnik GmbH | Verfahren zur herstellung eines kraftfahrzeugbauteils mit mindestens zwei voneinander verschiedenen festigkeitsbereichen |
| US20190119768A1 (en) * | 2016-05-04 | 2019-04-25 | Magna International Inc. | Hot forming tool with infrared light source |
| DE102016108836B4 (de) | 2016-05-12 | 2018-05-24 | Benteler Automobiltechnik Gmbh | Kraftfahrzeugbauteil sowie Verfahren zu dessen Herstellung |
| DE102016114068B3 (de) * | 2016-07-29 | 2017-08-10 | Benteler Automobiltechnik Gmbh | Längsträger aus Mehrlagenstahl |
| DE102016219278A1 (de) * | 2016-10-05 | 2018-04-05 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines hochfesten Tubenteils |
| DE102016013466A1 (de) | 2016-11-12 | 2017-05-11 | Daimler Ag | Karosseriebauteil für ein Kraftfahrzeug und Verfahren zum Herstellen eines Karosseriebauteils |
| JP6424195B2 (ja) * | 2016-11-14 | 2018-11-14 | 株式会社豊田中央研究所 | 熱間プレス成形方法 |
| DE102017201674B3 (de) | 2017-02-02 | 2018-03-29 | Ford Global Technologies, Llc | Verfahren zur Herstellung eines pressgehärteten Bauteils sowie Pressform |
| DE102017215699B4 (de) * | 2017-09-06 | 2019-09-26 | Volkswagen Aktiengesellschaft | Verfahren zur Herstellung eines warmumgeformten und pressgehärteten Stahlblechbauteils |
| DE102018207488A1 (de) | 2018-05-15 | 2019-11-21 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines Blechbauteils |
| DE102019201883A1 (de) * | 2019-02-13 | 2020-08-13 | Thyssenkrupp Steel Europe Ag | Verfahren zur Herstellung eines Stahlblechbauteils |
| DE102019215053A1 (de) * | 2019-09-30 | 2021-04-01 | Thyssenkrupp Steel Europe Ag | Verfahren zur Herstellung eines zumindest teilweise vergüteten Stahlblechbauteils und zumindest teilweise vergütetes Stahlblechbauteil |
| EP4054777B1 (en) | 2019-11-08 | 2023-09-13 | Autotech Engineering S.L. | A forming sheet metal part for a vehicle frame and corresponding production method |
| JP2023500810A (ja) * | 2019-11-12 | 2023-01-11 | オートテック エンジニアリング ソシエダー リミターダ | 車両フロアおよび対応する製造方法 |
| DE102020116126A1 (de) * | 2020-06-18 | 2021-12-23 | Bilstein Gmbh & Co. Kg | Verfahren zum Presshärten von warmumformbaren Platinen |
| DE102020116593A1 (de) | 2020-06-24 | 2021-12-30 | AICHELIN Holding GmbH | Wärmebehandlungsanlage und Verfahren zur Herstellung von Formbauteilen |
| KR102240850B1 (ko) * | 2020-07-10 | 2021-04-16 | 주식회사 포스코 | 생산성, 용접성 및 성형성이 우수한 열간 프레스 성형 부재의 제조 방법 |
| CN112427520A (zh) * | 2020-10-26 | 2021-03-02 | 上海凌云汽车模具有限公司 | 一种非常规截型金属件热成型方法和环形工件 |
| CN112501396B (zh) * | 2020-11-30 | 2022-03-18 | 北京航空航天大学 | 一种第三代轴承钢的等温淬火热处理工艺方法 |
| DE102021214024A1 (de) | 2021-12-09 | 2023-06-29 | Volkswagen Aktiengesellschaft | Verfahren zur Herstellung eines warmumgeformten und pressgehärteten Stahlblechbauteil |
| JP7513008B2 (ja) | 2021-12-21 | 2024-07-09 | Jfeスチール株式会社 | 耳割れ発生率の低い鋼板の製造方法 |
| CN116162766B (zh) * | 2023-02-21 | 2024-09-17 | 武汉理工大学 | 一种装甲钢构件的热成形方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101189350A (zh) * | 2005-05-30 | 2008-05-28 | 蒂森克虏伯钢铁公司 | 用模压淬火制造具有材料特性不同的相邻部位的金属件的方法 |
| CN101861265A (zh) * | 2007-11-15 | 2010-10-13 | 耶斯塔姆普硬技术股份公司 | 用于车辆的b柱及其制造方法 |
Family Cites Families (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2543750A1 (de) | 1974-10-04 | 1976-04-15 | Centre Rech Metallurgique | Verfahren und vorrichtung zur verbesserung der qualitaet bei profilstahl |
| US4840686A (en) * | 1988-04-06 | 1989-06-20 | Armco Inc. | Bainitic core grinding rod |
| SE9602257L (sv) | 1996-06-07 | 1997-12-08 | Plannja Hardtech Ab | Sätt att framställa ståldetalj |
| JP3305952B2 (ja) | 1996-06-28 | 2002-07-24 | トヨタ自動車株式会社 | センターピラーリーンフォースの高周波焼入れ強化方法 |
| SE510344C2 (sv) | 1997-08-01 | 1999-05-17 | Ovako Steel Ab | Sätt för fullständig bainithärdning av stål |
| US6270555B1 (en) | 1999-12-30 | 2001-08-07 | Solvay Minerals, Inc. | Process for treating precious metal ores |
| DE20014361U1 (de) | 2000-08-19 | 2000-10-12 | Benteler Ag, 33104 Paderborn | B-Säule für ein Kraftfahrzeug |
| JP4354277B2 (ja) | 2001-12-25 | 2009-10-28 | アイシン・エィ・ダブリュ株式会社 | 浸炭焼入部材の製造方法 |
| DE10208216C1 (de) * | 2002-02-26 | 2003-03-27 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines metallischen Bauteils |
| JP4135397B2 (ja) | 2002-05-13 | 2008-08-20 | 日産自動車株式会社 | プレス部品の焼入れ方法および焼入れ装置 |
| FR2847270B1 (fr) | 2002-11-19 | 2004-12-24 | Usinor | Procede pour fabriquer une tole en acier resistant a l'abrasion et tole obtenue |
| DE10300371B3 (de) | 2003-01-06 | 2004-04-08 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines Formbauteils aus härtbarem Stahl mit mindestens zwei Gefügebereichen unterschiedlicher Duktilität |
| CN100464886C (zh) | 2003-06-13 | 2009-03-04 | 杰富意钢铁株式会社 | 厚钢板的控制冷却装置及控制冷却方法 |
| SE528130C2 (sv) * | 2004-10-04 | 2006-09-12 | Gestamp Hardtech Ab | Sätt att varmforma och härda ett plåtämne |
| DE102005018240B4 (de) | 2005-04-19 | 2010-11-18 | Benteler Automobiltechnik Gmbh | Vorrichtung zum Umformen von Metallblechen |
| DE102005032113B3 (de) | 2005-07-07 | 2007-02-08 | Schwartz, Eva | Verfahren und Vorrichtung zum Warmumformen und partiellen Härten eines Bauteils |
| DE102005054847B3 (de) | 2005-11-15 | 2007-10-04 | Benteler Automobiltechnik Gmbh | Hochfestes Stahlbauteil mit gezielter Deformation im Crashfall |
| DE102006019395A1 (de) * | 2006-04-24 | 2007-10-25 | Thyssenkrupp Steel Ag | Vorrichtung und Verfahren zum Umformen von Platinen aus höher- und höchstfesten Stählen |
| DE102007009937A1 (de) | 2007-03-01 | 2008-09-04 | Schuler Smg Gmbh & Co. Kg | Verfahren zur Umformung einer Platine und Kühlvorrichtung für eine Platine |
| ES2481443T3 (es) * | 2007-04-04 | 2014-07-30 | Nippon Steel & Sumitomo Metal Corporation | Elemento de resistencia para carrocería de automóvil |
| DE102007023309A1 (de) | 2007-05-16 | 2008-11-20 | Benteler Stahl/Rohr Gmbh | Verwendung einer Stahllegierung für Achsrohre sowie Achsrohr aus einer Stahllegierung |
| JP4445522B2 (ja) * | 2007-06-20 | 2010-04-07 | 豊田鉄工株式会社 | 車両用センターピラーの補強部材 |
| DE112008001803T5 (de) | 2007-07-11 | 2010-05-20 | GKN Sinter Metals, Inc., Auburn Hills | Funktional abgestufte Pulver-Metall-Bauelemente |
| DE102007057855B3 (de) * | 2007-11-29 | 2008-10-30 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines Formbauteils mit mindestens zwei Gefügebereichen unterschiedlicher Duktilität |
| FR2927828B1 (fr) | 2008-02-26 | 2011-02-18 | Thyssenkrupp Sofedit | Procede de formage a partir de flan en materiau trempant avec refroidissement differentiel |
| US20090242086A1 (en) | 2008-03-31 | 2009-10-01 | Honda Motor Co., Ltd. | Microstructural optimization of automotive structures |
| DE102008022401B4 (de) * | 2008-05-06 | 2012-12-06 | Thyssenkrupp Steel Europe Ag | Verfahren zum Herstellen eines Stahlformteils mit einem überwiegend bainitischen Gefüge |
| DE102008022399A1 (de) * | 2008-05-06 | 2009-11-19 | Thyssenkrupp Steel Ag | Verfahren zum Herstellen eines Stahlformteils mit einem überwiegend ferritisch-bainitischen Gefüge |
| DE102008034596A1 (de) * | 2008-07-25 | 2010-02-04 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Herstellen von gehärteten Bauteilen aus Stahlblech |
| DE102008062270A1 (de) | 2008-12-15 | 2010-06-17 | GM Global Technology Operations, Inc., Detroit | Vorrichtung und Verfahren zum Härten metallischer werkstücke |
| WO2010076247A1 (de) * | 2008-12-19 | 2010-07-08 | Voestalpine Automotive Gmbh | Verfahren zum herstellen partiell gehärteter bauteile aus stahlblech |
| DE202008016877U1 (de) | 2008-12-19 | 2009-03-05 | Voestalpine Automotive Gmbh | Vorrichtung zum Erzeugen partiell gehärteter Stahlblechbauteile |
| DE102009007926A1 (de) | 2009-02-06 | 2010-08-19 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung von umfangsseitig konturierten länglichen Formplatinen aus einem Metallstreifen |
| DE102009015013B4 (de) | 2009-03-26 | 2011-05-12 | Voestalpine Automotive Gmbh | Verfahren zum Herstellen partiell gehärteter Stahlbauteile |
| DE102009014670B4 (de) | 2009-03-27 | 2011-01-13 | Thyssenkrupp Sofedit S.A.S | Verfahren und Warmumformanlage zur Herstellung von pressgehärteten Formbauteilen aus Stahlblech |
| CN101602165B (zh) * | 2009-06-16 | 2010-08-25 | 中国重汽集团济南动力有限公司 | 高强度重型卡车纵梁的生产工艺 |
| CN101649383B (zh) * | 2009-09-02 | 2010-11-03 | 南方金康汽车零部件有限公司 | 用于制作汽车后纵梁的模具的热处理工艺 |
| DE102009050623A1 (de) | 2009-10-24 | 2010-05-20 | Daimler Ag | Verfahren und Vorrichtung zur Herstellung eines Stahlblechbauteiles |
| DE102009060388A1 (de) * | 2009-12-24 | 2011-06-30 | Schuler Cartec GmbH & Co. KG, 73033 | Mehrstufiges direktes Formhärten |
| DE102010048209C5 (de) * | 2010-10-15 | 2016-05-25 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines warmumgeformten pressgehärteten Metallbauteils |
-
2010
- 2010-10-15 DE DE102010048209.9A patent/DE102010048209C5/de not_active Expired - Fee Related
-
2011
- 2011-02-23 ES ES11155681T patent/ES2624695T5/es active Active
- 2011-02-23 ES ES11155717.9T patent/ES2661708T3/es active Active
- 2011-02-23 EP EP11155681.7A patent/EP2441850B2/de active Active
- 2011-02-23 EP EP11155717.9A patent/EP2441852B1/de active Active
- 2011-02-23 EP EP11155713.8A patent/EP2441851B1/de active Active
- 2011-09-12 US US13/230,138 patent/US9340233B2/en not_active Expired - Fee Related
- 2011-09-23 CN CN2011102846694A patent/CN102453791A/zh active Pending
- 2011-10-14 US US13/273,760 patent/US20120091758A1/en active Pending
- 2011-10-14 CN CN2011103104583A patent/CN102453796A/zh active Pending
- 2011-10-14 US US13/273,826 patent/US20120318415A1/en not_active Abandoned
- 2011-10-14 CN CN201410283021.9A patent/CN104250677B/zh active Active
- 2011-10-14 CN CN201110310636.2A patent/CN102452425B/zh active Active
-
2013
- 2013-09-19 US US14/031,772 patent/US9637174B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101189350A (zh) * | 2005-05-30 | 2008-05-28 | 蒂森克虏伯钢铁公司 | 用模压淬火制造具有材料特性不同的相邻部位的金属件的方法 |
| CN101861265A (zh) * | 2007-11-15 | 2010-10-13 | 耶斯塔姆普硬技术股份公司 | 用于车辆的b柱及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2624695T3 (es) | 2017-07-17 |
| EP2441851B1 (de) | 2020-01-08 |
| ES2624695T5 (es) | 2022-09-15 |
| US9340233B2 (en) | 2016-05-17 |
| EP2441850B1 (de) | 2017-04-05 |
| US9637174B2 (en) | 2017-05-02 |
| CN102453791A (zh) | 2012-05-16 |
| CN104250677B (zh) | 2017-12-01 |
| EP2441850B2 (de) | 2022-06-22 |
| US20120091758A1 (en) | 2012-04-19 |
| DE102010048209C5 (de) | 2016-05-25 |
| CN102452425A (zh) | 2012-05-16 |
| EP2441852A1 (de) | 2012-04-18 |
| ES2661708T3 (es) | 2018-04-03 |
| US20120090741A1 (en) | 2012-04-19 |
| EP2441852B1 (de) | 2017-12-13 |
| DE102010048209B3 (de) | 2012-01-05 |
| CN104250677A (zh) | 2014-12-31 |
| EP2441851A1 (de) | 2012-04-18 |
| US20140166166A1 (en) | 2014-06-19 |
| EP2441850A1 (de) | 2012-04-18 |
| CN102453796A (zh) | 2012-05-16 |
| US20120318415A1 (en) | 2012-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102452425B (zh) | 热成形且加压淬火的汽车车柱及其制造方法 | |
| CN104936716B (zh) | 热压成形钢构件的制造方法 | |
| CN103173606B (zh) | 用于制造汽车构件的方法以及汽车构件 | |
| CZ305430B6 (cs) | Způsob k tváření za tepla a kalení výstřižku | |
| KR101277874B1 (ko) | 이종 강도 영역을 갖는 열간 성형품 및 그 제조방법 | |
| CN102409245A (zh) | 一种高延伸凸缘性能热轧双相钢薄板及其制造方法 | |
| CN110394609B (zh) | 一种汽车用变强度热成形零部件的制备方法 | |
| CN102618793A (zh) | 一种屈服强度 960MPa 级钢板及其制造方法 | |
| CN107815597A (zh) | 一种具有良好翻边成形性的高强度轮辋用钢及生产方法 | |
| CN106756547A (zh) | 一种屈服强度500MPa级冷轧钢板及其制备方法 | |
| CN107604256A (zh) | 一种700MPa级汽车大梁钢带的制备方法 | |
| CN109680223A (zh) | 一种易切削高强度复相非调质钢制备方法 | |
| CN103469090A (zh) | 一种超高强热成形钢的退火方法 | |
| CN101421424B (zh) | 用于制造钢材的方法 | |
| CN101417293A (zh) | 一种hrb400钢筋的生产方法 | |
| CN109750219A (zh) | 一种抗拉强度580Mpa级汽车轮辋用热轧双相钢板 | |
| CN102191430A (zh) | 屈服强度550MPa易焊接高强韧钢板及其制造方法 | |
| CN102618803A (zh) | 一种超高强度钢板及其制造方法 | |
| CN104745787B (zh) | 一种能直接冷轧的工具钢的生产方法 | |
| Neugebauer et al. | Hot sheet metal forming: The formulation of graded component characteristics based on strategic temperature management for tool-based and incremental forming operations | |
| CN107746919A (zh) | 薄规格高平直度q550e/f调质钢的生产方法 | |
| CN107190128A (zh) | 高屈服强度780MPa级冷轧双相钢的制造方法 | |
| CN106414787B (zh) | 高强度铁基合金、其制造方法和由其得到的制品 | |
| CN106191675A (zh) | 一种高强度含硼热轧钢带及其生产方法 | |
| CN103498097A (zh) | 低合金Q345E大于60mm厚钢板及制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |