CN102421931B - 有机el元件的反射电极膜形成用银合金靶和其制造方法 - Google Patents
有机el元件的反射电极膜形成用银合金靶和其制造方法 Download PDFInfo
- Publication number
- CN102421931B CN102421931B CN2010800200309A CN201080020030A CN102421931B CN 102421931 B CN102421931 B CN 102421931B CN 2010800200309 A CN2010800200309 A CN 2010800200309A CN 201080020030 A CN201080020030 A CN 201080020030A CN 102421931 B CN102421931 B CN 102421931B
- Authority
- CN
- China
- Prior art keywords
- target
- organic
- electrode film
- crystal grain
- median size
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910001316 Ag alloy Inorganic materials 0.000 title claims abstract description 45
- 238000000034 method Methods 0.000 title claims description 15
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 239000013078 crystal Substances 0.000 claims abstract description 39
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 7
- 239000000956 alloy Substances 0.000 claims abstract description 7
- 239000012535 impurity Substances 0.000 claims abstract description 7
- 238000005266 casting Methods 0.000 claims description 29
- 239000002245 particle Substances 0.000 claims description 23
- 238000005097 cold rolling Methods 0.000 claims description 17
- 238000002844 melting Methods 0.000 claims description 5
- 230000008018 melting Effects 0.000 claims description 5
- 238000009721 upset forging Methods 0.000 claims description 5
- 239000000203 mixture Substances 0.000 abstract 1
- 239000010408 film Substances 0.000 description 46
- 229910000846 In alloy Inorganic materials 0.000 description 22
- 230000000052 comparative effect Effects 0.000 description 15
- YZASAXHKAQYPEH-UHFFFAOYSA-N indium silver Chemical compound [Ag].[In] YZASAXHKAQYPEH-UHFFFAOYSA-N 0.000 description 14
- 230000000803 paradoxical effect Effects 0.000 description 13
- 238000005242 forging Methods 0.000 description 10
- 238000002310 reflectometry Methods 0.000 description 10
- 238000011156 evaluation Methods 0.000 description 8
- 229910052709 silver Inorganic materials 0.000 description 8
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 239000004332 silver Substances 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 6
- 230000005764 inhibitory process Effects 0.000 description 6
- 239000000758 substrate Substances 0.000 description 6
- 238000007669 thermal treatment Methods 0.000 description 6
- 239000012298 atmosphere Substances 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000002425 crystallisation Methods 0.000 description 4
- 230000008025 crystallization Effects 0.000 description 3
- 230000003628 erosive effect Effects 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 238000001953 recrystallisation Methods 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 238000004544 sputter deposition Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 229910052738 indium Inorganic materials 0.000 description 2
- 238000009616 inductively coupled plasma Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 238000006424 Flood reaction Methods 0.000 description 1
- 238000003723 Smelting Methods 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- 235000011114 ammonium hydroxide Nutrition 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 239000012300 argon atmosphere Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000007531 graphite casting Methods 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000001755 magnetron sputter deposition Methods 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000011259 mixed solution Substances 0.000 description 1
- 238000012797 qualification Methods 0.000 description 1
- 238000004445 quantitative analysis Methods 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 238000002798 spectrophotometry method Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/14—Metallic material, boron or silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C5/00—Alloys based on noble metals
- C22C5/06—Alloys based on silver
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3407—Cathode assembly for sputtering apparatus, e.g. Target
- C23C14/3414—Metallurgical or chemical aspects of target preparation, e.g. casting, powder metallurgy
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B33/00—Electroluminescent light sources
- H05B33/12—Light sources with substantially two-dimensional radiating surfaces
- H05B33/26—Light sources with substantially two-dimensional radiating surfaces characterised by the composition or arrangement of the conductive material used as an electrode
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/80—Constructional details
- H10K50/805—Electrodes
- H10K50/81—Anodes
- H10K50/818—Reflective anodes, e.g. ITO combined with thick metallic layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/21—Circular sheet or circular blank
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electroluminescent Light Sources (AREA)
- Physical Vapour Deposition (AREA)
Abstract
有机EL元件的反射电极膜形成用银合金靶,其是具有含有In:0.1~1.5质量%,剩余部分由Ag和不可避免的杂质构成的成分组成的银合金靶,其特征在于,该合金的晶粒的平均粒径为150~400μm,上述晶粒的粒径偏差为平均粒径的20%以下。
Description
技术领域
本发明涉及有机EL元件的反射电极膜形成用银合金靶和其制造方法。更为详细地,涉及大型的有机EL元件的反射电极膜形成用银合金靶。
背景技术
目前,作为显示器设备,已知有布朗管(CRT)、液晶显示器(LCD)、等离子体显示器(PDP)、发光二极管(LED)和EL显示器等,广泛用于计算机用显示器、液晶显示器的背面板等。
其中,有机EL元件是使用下述原理的发光元件,所述原理是在形成于有机EL发光层的两侧的阳极和阴极之间施加电压,将空穴和电子分别从阳极和阴极注入有机EL膜,在有机EL发光层中空穴和电子结合时而发光的原理,该有机EL元件近年来非常受到瞩目。
有机EL元件的驱动方式有无源矩阵方式和有源矩阵方式。该有源矩阵方式是下述那样的驱动方式,即,通过对一个像素设置一个以上的薄膜晶体管,能够以高速进行开关,从而在高对比度、高精细化方面有利,能够发挥有机EL元件的特征。
另外,光的获取方式有从透明基板侧获取光的底部发光方式、和在与基板相反侧获取光的顶部发光方式,开口率高的顶部发光方式有利于形成高亮度,认为是今后的趋势。
图1表示以反射电极为阳极的顶部发光结构的层构成的例子。其中,为了高效地反射在有机EL层发出的光,优选反射电极膜(图1中记为“反射阳极膜”)为高反射率,且耐腐蚀性高。此外,电极也优选为低电阻。作为这种材料,已知有Ag合金和Al合金,但为了得到更高亮度的有机EL元件,由于可见光反射率高,从而Ag合金是优异的。
其中,为了在有机EL元件上形成反射电极膜,可以采用溅射法,可使用银合金靶(专利文献1)。
伴随有机EL元件制造时玻璃基板的大型化,用于形成反射电极膜的银合金靶也开始使用大型的靶。其中,在对大型靶输入高功率进行溅射时,发生由于靶的异常放电而产生的称为“飞溅”的现象,熔融的微粒附着在基板上而有时使布线或电极间产生短路,由此存在使有机EL元件的合格率降低这样的问题。对于顶部发光方式的有机EL元件的反射电极层,由于待成为有机发光层的底层,要求更高的平坦性,需要进一步抑制飞溅。
专利文献1 : 国际公开第2002/077317号。
发明内容
本发明的课题在于提供伴随靶的大型化,即使对靶输入大功率也可抑制飞溅的有机EL元件的反射电极膜形成用银合金靶。
本发明人发现利用特定的制造方法,使有机EL元件的反射电极膜形成用银合金靶的晶粒的平均粒径为150~400μm,由此即使输入大功率,也可以抑制飞溅。具体来说,本发明涉及通过具有以下构成而解决上述问题的有机EL元件的反射电极膜形成用银合金靶和其制造方法。(1)有机EL元件的反射电极膜形成用银合金靶,其是具有含有In:0.1~1.5质量%,剩余部分由Ag和不可避免的杂质构成的成分组成的银合金靶,其特征在于,该合金的晶粒的平均粒径为150~400μm,上述晶粒的粒径偏差为平均粒径的20%以下。(2)上述(1)所述的有机EL元件的反射电极膜形成用银合金靶,其特征在于,靶表面具有0.25m2以上的面积。(3)有机EL元件的反射电极膜形成用银合金靶的制造方法,其特征在于,依次进行下述工序:将具有含有In:0.1~1.5质量%、剩余部分由Ag和不可避免的杂质构成的成分组成的熔融铸造铸锭重复进行6~20次热镦锻的工序、冷轧的工序、热处理的工序、机械加工的工序。(4)上述(3)所述的有机EL元件的反射电极膜形成用银合金靶的制造方法,其中,热镦锻的温度为750~850℃。(5)有机EL元件,其含有用上述(1)或(2)所述的有机EL元件的反射电极膜形成用银合金靶形成的反射电极膜。
根据本发明(1)和(2),可以得到即使在溅射中输入大功率,也可抑制异常放电、抑制飞溅发生的靶,通过将该靶进行溅射,可以得到反射率高、具有优异耐久性的有机EL用的反射电极膜。
此外,根据本发明(3)和(4),可以制造即使在溅射中输入大功率,也可抑制飞溅发生的有机EL元件的反射电极膜形成用银合金靶。
附图说明
图1是以反射电极为阳极的顶部发光结构的层构成的例子。
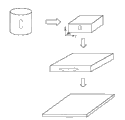
图2是说明热锻的方法的图。
图3是利用光学显微镜以30倍的倍数拍摄实施例1的银合金靶的照片。
具体实施方式
以下,基于实施方式来具体地说明本发明。应予说明,只要没有特别地说明,以及除了数值自有的情况,%表示质量%。
〔有机EL元件的反射电极膜形成用银合金靶〕
本发明的有机EL元件的反射电极膜形成用银合金大型靶(以下称为本发明靶)是具有含有In:0.1~1.5质量%,剩余部分由Ag和不可避免的杂质构成的成分组成的合金靶,其特征在于,本发明靶的晶粒(以下称为银-铟合金晶粒)的平均粒径为150~400μm,上述银-铟合金晶粒的粒径偏差为平均粒径的20%以下。
本发明靶的靶表面(靶的供溅射一侧的面)具有0.25m2以上的面积,对于矩形靶的情况,至少一边为500mm以上,从靶的操作性的角度考虑,长度的上限优选为2500mm。另一方面,从冷轧工序中所用的轧机一般可轧制的尺寸的上限的角度考虑,宽度的上限优选为1700mm。此外,从靶的更换频率的角度考虑,靶的厚度优选为6mm以上,从磁控溅射的放电稳定性的角度考虑,优选为20mm以下。
Ag对由溅射形成的有机EL元件的反射电极膜赋予高反射率和低电阻。
In提高靶的硬度,因此抑制机械加工时的翘曲。特别能够抑制长度为1m以上的大型靶在机械加工时的翘曲。而且,In具有提高由溅射形成的有机EL元件的反射电极膜的耐腐蚀性、和耐热性的效果。这是因为In具有下述效果:将反射电极膜中的晶粒微细化,减小膜的表面粗糙度,另外,固溶在Ag中而提高晶粒的强度,抑制晶粒的重结晶,抑制由溅射形成的反射电极膜的反射率的降低。反射电极膜的耐腐蚀性、和耐热性的提高,有助于有机EL元件的高亮度化、长寿命化。进一步地,由于在In含量为21质量%以下的组成范围不形成与Ag的化合物相,因此在溅射时不产生由电阻率不同的化合物晶粒引起的异常放电。
In的含量小于0.1质量%,不能得到上述记载的添加In所带来的效果。另一方面,如果In的含量超过1.5质量%,则表现反射率低的In的特性,由溅射形成的反射电极膜的反射率降低,因此不是优选的。由溅射形成的反射电极膜的组成依赖于靶组成,因此含在银合金靶中的In含量规定为In 0.1~1.5质量%,更优选0.2~1.0质量%。其中,In的定量分析通过电感耦合等离子体分析法(ICP法)进行。
银合金靶中的银-铟合金晶粒的平均粒径为150~400μm,优选200~350μm。当银-铟合金晶粒的平均粒径比150μm小时,结晶粒径偏差变大,大功率的溅射中易于产生异常放电,发生飞溅。另一方面,当大于400μm时,靶由于溅射而消耗,伴随此,由各个晶粒的结晶方位的不同导致的溅射速率的差异引起溅射表面的凹凸变大,因此在大功率的溅射中易于发生异常放电,容易产生飞溅。其中,银-铟合金晶粒的平均粒径如以下测定。
在靶的溅射面内均等地从16处位置采集一边为10mm左右的长方体试样。具体来说,将靶划分为纵向4×横向4的16个部分,从各部分的中央部采集试样。应予说明,在本发明中,关注的是在形成有机EL元件中使用的、具有500×500(mm)以上的溅射面的大型靶,因此记载了由作为大型靶一般使用的矩形靶采集试样的方法,但本发明对于抑制圆形靶的飞溅发生,当然也可发挥效果。此时,按照大型的矩形靶中试样的采集方法,在靶的溅射面内均等地划分为16处,进行采集。
对各试样片的溅射面侧进行研磨。用#180~#4000的防水纸进行研磨后,用3μm~1μm的磨料进行抛光。
进行蚀刻,直至可用光学显微镜观察到晶粒边界的程度。其中,蚀刻液使用过氧化氢水和氨水的混合液,在室温浸渍1~2秒,呈现晶粒边界。接着,对于各试样,用光学显微镜拍摄倍数为30倍的照片。
在各照片中,以20mm的间隔纵横画共计4根60mm的线段,形成井字状,数出各个直线切割的晶粒的数目。线段端部的晶粒记为0.5个。通过L=60000/(M・N)(其中,M为实际倍数,N为切割的晶粒数的平均值)来求得平均切片长度:L(μm)。
由求得的平均切片长度:L(μm),利用d=(3/2)・L算出试样的平均粒径:d(μm)。
将从16处位置采集的试样的平均粒径的平均值作为靶的银-铟合金晶粒的平均粒径。本发明靶的银-铟合金晶粒的平均粒径为150~400μm的范围。
当银-铟合金晶粒的粒径偏差为银-铟合金晶粒的平均粒径的20%以下时,可以更为可靠地抑制溅射时的飞溅。其中,甄选由16处位置求得的16个平均粒径中与平均粒径的偏差的绝对值(|〔(某1个位置的平均粒径)-(16处位置的平均粒径)〕|)最大的那个,使用该甄选的平均粒径(甄选平均粒径)如下述那样来算出粒径偏差。|〔(甄选平均粒径)-(16处位置的平均粒径)〕|/(16处位置的平均粒径)×100(%)。
根据本发明的有机EL元件的反射电极膜形成用银合金靶,即使在溅射中输入大功率,也可以抑制异常放电,抑制飞溅的发生。通过将该靶进行溅射,可以得到反射率高、具有优异耐久性的有机EL用的反射电极膜。本发明特别对于靶尺寸为宽度:500mm、长度:500mm、厚度6mm以上的大型靶是有效的。
〔制造方法〕 本发明有机EL元件的反射电极膜形成用银合金靶的原料使用了纯度:99.99质量%以上的Ag、和纯度:99.9质量%以上的In。
首先,将Ag在高真空或惰性气体氛围中熔化,在得到的熔液中添加规定含量的In,然后在真空或惰性气体氛围中熔化,制作含有In:0.1~1.5质量%、剩余部分由Ag和不可避免的杂质构成的Ag-In合金的熔融铸造铸锭。其中,从使Ag和In的组成比例稳定的角度考虑,优选Ag的熔化在使氛围先为真空后、再在用氩置换的氛围下进行,在熔化后在氩氛围中向Ag的熔液中添加In。
接着,为了使银-铟合金晶粒的平均粒径为规定值,将熔融铸造铸锭进行热锻。热锻优选在750~850℃加热1~3小时后,重复进行6~20次锻造比为1/1.2~1/2的镦锻。热锻进而优选自由锻造,特别优选例如边使锻造方向每次转90°边重复。更为详细地,如图2所示,当使用圆柱状的铸锭时,首先锻造成方形。然后,使方形的铸锭从上次的锻造方向转90°,重复锻造。此时,从使整个铸锭的银-铟合金晶粒的平均粒径为规定值的角度考虑,更优选进行旋转,以在方形铸锭的纵向、横向、高度方向(图2的x、y、z方向)的所有方向上进行锻造。其中,如图2所示的虚线的箭头都表示锻造方向,z表示铸造方向,x表示相对于z为90°的任意方向,y表示相对于z和x为90°的方向。为了使本发明靶的银-铟合金晶粒的平均粒径为所需的数值,且使银-铟合金晶粒的粒径偏差在所需的范围内,优选重复进行该工序。如果重复次数小于6次,则上述效果不充分。另一方面,即使重复次数比20次多,抑制银-铟合金晶粒的粒径偏差的效果也没有更大的提高。此外,热镦锻的温度小于750℃时,由于存在微结晶,因此不能充分发挥粒径偏差抑制效果,从而不优选,如果超过850℃,则由于残留有粗大的结晶,因此不能充分发挥粒径偏差抑制效果,从而不优选。应予说明,为了缓和由热锻形成的各棱和/或各角部的骤然冷却,优选在不影响铸锭主体的锻造的程度下,适当地进行锻制铸锭的该棱和/或该角部的所谓倒棱角。
接着,将锻造后的铸锭冷轧至所需的厚度,形成板材。从粒径偏差的抑制效果的角度考虑,优选该冷轧中的单道次压下率为5~10%。重复进行该冷轧,直至总压下率((冷轧前的铸锭厚度-冷轧后的铸锭厚度)/冷轧前的铸锭厚度)为60~75%,这从使总压下率为规定值,且在维持粒径偏差的抑制效果的同时,使结晶粒径微细化的角度考虑是优选的。此外,为了发挥上述效果,优选10~20个道次。
冷轧后的热处理在550~650℃进行1~2小时,这从通过重结晶控制成规定的平均粒径的角度考虑是优选的。
通过铣、放电加工等的机械加工将热处理后的板材加工成所需的尺寸,能够制造反射电极膜形成用银合金靶。从抑制溅射时飞溅的角度考虑,机械加工后的靶的溅射面的算术平均表面粗糙度(Ra)优选为0.2~2μm。
实施例
以下对于本发明,通过实施例进行说明,但本发明不限于此。
(实施例1)〔银合金靶的制造〕
作为原料,准备纯度为99.99质量%以上的Ag、纯度为99.9质量%以上的In,在高频真空熔化炉中,以表1所示的质量比装填Ag和In来作为原料。熔化时的总质量约为300kg。
将真空腔室内进行真空排气后,用Ar气置换,将Ag熔化后,添加In,将合金熔液在石墨制铸模中铸造。切除利用铸造制造的铸锭上部的缩孔部分,作为完整部分,得到约为260kg的铸锭(φ290×370mm)。
将得到的铸锭在750~850℃加热1小时后,重复使锻造方向每次转90°,相对于铸造方向z、相对于z为90°的任意方向x、以及相对于z和x为90°的方向y的所有方向,进行锻造。使单次锻造比为1/1.2~1/2,改变方向,重复15次的镦锻。在第16次的锻造中进行延展,成形为大约600×910×45(mm)的尺寸。
将锻造后的铸锭冷轧,得到大约1200×1300×16(mm)的板材。冷轧中的单道次压下率为5~10%,共计进行15个道次。该冷轧的总压下率为64%。
轧制后,将板材在580℃加热保持1小时,实施重结晶处理。
接着将该板材机械加工成1000×1200×12(mm)的大小,形成大型的本发明靶。
〔银合金靶的评价〕
(1)机械加工后的翘曲
测定实施例1的机械加工后的银合金靶的翘曲,其结果示于表2。
(2)本发明靶的银-铟合金晶粒的粒径测定如用于实施发明的方式中所记载的那样,从上述制造的1000×1200×12(mm)的本发明靶上,均等地由16处位置采集试样,测定从各试样的溅射面观察到的表面的平均粒径,计算各试样的平均粒径的平均值-本发明靶的银-铟合金晶粒的平均粒径、和银-铟合金晶粒的平均粒径的偏差。图3表示利用光学显微镜以30倍的倍数拍摄实施例1的银合金靶的照片,其结果示于表1。对于本发明的靶材,银-铟合金晶粒的平均粒径在150~400μm的范围内,银-铟合金晶粒的粒径偏差为银-铟合金晶粒的平均粒径的20%以内。
(3)溅射时的异常放电次数的测定
从上述制造的1000×1200×12(mm)的本发明靶的任意部分切出直径:152.4mm、厚度:6mm的圆板,并钎焊在铜制衬板上。将该焊制靶用作溅射时飞溅的评价用靶,进行溅射中异常放电次数的测定。其结果示于表2。
在普通的磁控溅射装置中安装上述焊制靶,排气至1×10-4Pa后,在Ar气体压力:0.5Pa、输入功率:DC1000W、靶基板间距离:60mm的条件下进行溅射。溅射时的异常放电次数通过MKSインスツルメンツ社制DC电源(型号:RPDG-50A)的电弧计数功能,作为从放电开始起30分钟的异常放电次数来计测。其结果示于表2。对于本发明的靶,异常放电次数为10次以下。
(4)作为有机EL膜的基本特性评价
(4-1)膜的表面粗糙度
使用上述(3)所示的焊制银合金靶,在与上述(2)同样的条件下进行溅射,在20×20(mm)的玻璃基板上以100nm的膜厚成膜,得到银合金膜。利用原子力显微镜测定该银合金膜的平均面粗糙度(Ra),其结果示于表2。利用了本发明靶的膜的平均面粗糙度Ra为1nm以下。
(4-2)反射率
利用分光光度计测定与上述(4-1)同样成膜的银合金膜的反射率。利用了本发明靶的银合金膜在波长550nm下的绝对反射率为90%以上。其结果示于表2。
(实施例2~4、比较例1~8)
除了为表1记载的成分组成和制造条件以外,其它与实施例1同样制造靶,得到实施例2~4、比较例1~8的银合金靶后,与实施例1同样进行各种评价。其结果示于表1和表2。
(现有例1、2)
以表1中记载的In的成分组成与实施例1同样进行熔化,向方型的石墨制铸模铸造,制作大约400×400×150(mm)的铸锭,进一步将该铸锭在600℃加热1小时后进行热轧,制作现有例1的银合金靶。此外,与现有例1同样将铸造铸锭进行热轧后,进而实施600℃、2小时的热处理,制作现有例2的银合金靶。使用现有例1和现有例2的银合金靶,与实施例1的评价同样进行各种评价。其结果示于表1和表2。
(参考例1)
以表1中记载的In的配合比并使加料重量为7kg来进行熔化,将合金熔液在石墨铸模中铸造,制作φ80×110(mm)的铸锭,将得到的铸锭实施与比较例3同样的镦锻次数、冷轧压下率、热处理,得到220×220×11(mm)的板材。与实施例和比较例同样,进行各种评价。其结果示于表1和表2。但是,参考例1的靶与实施例和比较例中制作的靶相比,尺寸小,因此没有评价机械加工后的翘曲。

由表1可知,对于实施例1~4,银-铟合金晶粒的平均粒径为160~360μm,粒径偏差良好,为12~18%。与此相对,在镦锻次数为5次的比较例3中,粒径偏差大,为25%,在冷轧的总压下率为40%的比较例4中,粒径偏差大,为23%。此外,在冷轧的总压下率为80%的比较例5中,粒径偏差大,为26%。在冷轧后的热处理温度为500℃的比较例6、冷轧后的热处理温度为700℃的比较例7中,平均粒径在规定范围之外,分别为92、460μm。进一步地,在热锻的温度为900℃的比较例8中,平均粒径在规定范围之外,为440μm。此外,现有例1的粒径偏差大,为120%,现有例2不仅平均粒径大,为550μm,而且粒径偏差也大,为35%。参考例1是与本发明有效的大型靶相比、制造小型靶时的评价,尽管在与比较例3同样的条件下制造,粒径偏差良好,为17%。
由表2可知,对于实施例1~4,异常放电次数、机械加工后的翘曲、膜的表面粗糙度、波长550nm下的绝对反射率均为良好的结果。与此相对,在In为0.07质量%的比较例1中,机械加工后的翘曲大,为1.8mm,膜的表面粗糙度也大,为1.3μm。在In为1.7质量%的比较例2中,波长550nm下的绝对反射率小,为89.1%。此外,对于比较例3、4、6、7、8和现有例1、2,异常放电次数多,为13次以上。
由以上可知,本发明的反射电极膜形成用银合金靶可抑制异常放电,通过将该靶溅射,可以提高反射率,且反射膜的表面粗糙度小,因此能够得到具有优异性能的有机EL用的反射电极膜。
应予说明,本发明的技术范围不限于上述实施方式和上述实施例,在不脱离本发明宗旨的范围下,可以加以各种变化。
Claims (3)
1.有机EL元件的反射电极膜形成用银合金靶,其特征在于,具有含有In:0.1~1.5质量%,剩余部分由Ag和不可避免的杂质构成的成分组成,该合金的晶粒的平均粒径为150~400μm,上述晶粒的粒径偏差为平均粒径的20%以下。
2.权利要求1所述的有机EL元件的反射电极膜形成用银合金靶,其特征在于,靶表面具有0.25m2以上的面积。
3.有机EL元件的反射电极膜形成用银合金靶的制造方法,其特征在于,依次进行下述工序:将具有含有In:0.1~1.5质量%、剩余部分由Ag和不可避免的杂质构成的成分组成的熔融铸造铸锭重复进行6~20次热镦锻的工序、冷轧的工序、热处理的工序、机械加工的工序,其中上述热镦锻的温度为750~850℃,上述冷轧中的总压下率为60~75%,上述热处理的温度为550~650℃,其中该合金的晶粒的平均粒径为150~400μm,上述晶粒的粒径偏差为平均粒径的20%以下。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009232634 | 2009-10-06 | ||
| JP2009-232634 | 2009-10-06 | ||
| JP2010210149A JP4793502B2 (ja) | 2009-10-06 | 2010-09-17 | 有機el素子の反射電極膜形成用銀合金ターゲットおよびその製造方法 |
| JP2010-210149 | 2010-09-17 | ||
| PCT/JP2010/067817 WO2011043486A1 (ja) | 2009-10-06 | 2010-10-05 | 有機el素子の反射電極膜形成用銀合金ターゲットおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102421931A CN102421931A (zh) | 2012-04-18 |
| CN102421931B true CN102421931B (zh) | 2013-10-30 |
Family
ID=43856934
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010800200309A Active CN102421931B (zh) | 2009-10-06 | 2010-10-05 | 有机el元件的反射电极膜形成用银合金靶和其制造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8821769B2 (zh) |
| EP (1) | EP2487274B1 (zh) |
| JP (1) | JP4793502B2 (zh) |
| KR (1) | KR101099415B1 (zh) |
| CN (1) | CN102421931B (zh) |
| TW (1) | TWI385263B (zh) |
| WO (1) | WO2011043486A1 (zh) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5533545B2 (ja) * | 2010-01-12 | 2014-06-25 | 三菱マテリアル株式会社 | 有機el素子の反射電極膜形成用銀合金ターゲットおよびその製造方法 |
| JP5806653B2 (ja) * | 2011-12-27 | 2015-11-10 | 株式会社神戸製鋼所 | 反射電極用Ag合金膜、反射電極、およびAg合金スパッタリングターゲット |
| JP5159962B1 (ja) | 2012-01-10 | 2013-03-13 | 三菱マテリアル株式会社 | 導電性膜形成用銀合金スパッタリングターゲットおよびその製造方法 |
| JP5472353B2 (ja) | 2012-03-27 | 2014-04-16 | 三菱マテリアル株式会社 | 銀系円筒ターゲット及びその製造方法 |
| DE102012006718B3 (de) * | 2012-04-04 | 2013-07-18 | Heraeus Materials Technology Gmbh & Co. Kg | Planares oder rohrförmiges Sputtertarget sowie Verfahren zur Herstellung desselben |
| JP5928218B2 (ja) * | 2012-07-20 | 2016-06-01 | 三菱マテリアル株式会社 | Ag合金膜及びその製造方法 |
| JP2014196562A (ja) * | 2012-12-21 | 2014-10-16 | 三菱マテリアル株式会社 | Ag合金スパッタリングターゲット |
| JP5522599B1 (ja) * | 2012-12-21 | 2014-06-18 | 三菱マテリアル株式会社 | Ag合金スパッタリングターゲット |
| JP5612147B2 (ja) * | 2013-03-11 | 2014-10-22 | 三菱マテリアル株式会社 | 導電性膜形成用銀合金スパッタリングターゲットおよびその製造方法 |
| JP6198177B2 (ja) * | 2013-07-19 | 2017-09-20 | 三菱マテリアル株式会社 | Ag合金スパッタリングターゲット |
| CN105316630B (zh) * | 2014-06-04 | 2020-06-19 | 光洋应用材料科技股份有限公司 | 银合金靶材、其制造方法及应用该靶材的有机发光二极管 |
| DE102014214683A1 (de) | 2014-07-25 | 2016-01-28 | Heraeus Deutschland GmbH & Co. KG | Sputtertarget auf der Basis einer Silberlegierung |
| EP3168325B1 (de) | 2015-11-10 | 2022-01-05 | Materion Advanced Materials Germany GmbH | Sputtertarget auf der basis einer silberlegierung |
| CN106893989B (zh) * | 2016-12-29 | 2019-10-01 | 昆山全亚冠环保科技有限公司 | 一种银钛合金靶材防开裂轧制工艺 |
| WO2019163745A1 (ja) * | 2018-02-20 | 2019-08-29 | 三菱マテリアル株式会社 | Ag合金スパッタリングターゲット、及び、Ag合金スパッタリングターゲットの製造方法 |
| JP2019143242A (ja) | 2018-02-20 | 2019-08-29 | 三菱マテリアル株式会社 | Ag合金スパッタリングターゲット、及び、Ag合金スパッタリングターゲットの製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5456815A (en) * | 1993-04-08 | 1995-10-10 | Japan Energy Corporation | Sputtering targets of high-purity aluminum or alloy thereof |
| WO2003100112A1 (fr) * | 2002-05-28 | 2003-12-04 | Ishifuku Metal Industry Co., Ltd. | Matériau pour cible de pulvérisation |
| CN1823179A (zh) * | 2003-07-16 | 2006-08-23 | 株式会社神户制钢所 | Ag系溅射靶及其制造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002077317A1 (fr) | 2001-03-16 | 2002-10-03 | Ishifuku Metal Industry Co., Ltd. | Materiau de cible de pulverisation |
| KR100568392B1 (ko) * | 2002-06-24 | 2006-04-05 | 가부시키가이샤 코베루코 카겐 | 은 합금 스퍼터링 타겟 및 그의 제조 방법 |
| JP4264302B2 (ja) * | 2002-06-24 | 2009-05-13 | 株式会社コベルコ科研 | 銀合金スパッタリングターゲットとその製造方法 |
| JP4351144B2 (ja) * | 2004-12-08 | 2009-10-28 | 田中貴金属工業株式会社 | 銀合金 |
-
2010
- 2010-09-17 JP JP2010210149A patent/JP4793502B2/ja active Active
- 2010-10-05 KR KR1020117022697A patent/KR101099415B1/ko active IP Right Grant
- 2010-10-05 CN CN2010800200309A patent/CN102421931B/zh active Active
- 2010-10-05 US US13/500,224 patent/US8821769B2/en active Active
- 2010-10-05 EP EP10822155.7A patent/EP2487274B1/en active Active
- 2010-10-05 WO PCT/JP2010/067817 patent/WO2011043486A1/ja active Application Filing
- 2010-10-06 TW TW099134036A patent/TWI385263B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5456815A (en) * | 1993-04-08 | 1995-10-10 | Japan Energy Corporation | Sputtering targets of high-purity aluminum or alloy thereof |
| WO2003100112A1 (fr) * | 2002-05-28 | 2003-12-04 | Ishifuku Metal Industry Co., Ltd. | Matériau pour cible de pulvérisation |
| CN1823179A (zh) * | 2003-07-16 | 2006-08-23 | 株式会社神户制钢所 | Ag系溅射靶及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2487274A1 (en) | 2012-08-15 |
| KR20110113214A (ko) | 2011-10-14 |
| JP2011100719A (ja) | 2011-05-19 |
| JP4793502B2 (ja) | 2011-10-12 |
| US20120193589A1 (en) | 2012-08-02 |
| KR101099415B1 (ko) | 2011-12-27 |
| EP2487274A4 (en) | 2017-05-24 |
| TWI385263B (zh) | 2013-02-11 |
| WO2011043486A1 (ja) | 2011-04-14 |
| EP2487274B1 (en) | 2018-09-26 |
| CN102421931A (zh) | 2012-04-18 |
| US8821769B2 (en) | 2014-09-02 |
| TW201131001A (en) | 2011-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102421931B (zh) | 有机el元件的反射电极膜形成用银合金靶和其制造方法 | |
| CN103443323B (zh) | 导电性膜形成用银合金溅射靶及其制造方法 | |
| TWI576442B (zh) | 導電性膜形成用銀合金濺鍍靶材及其製造方法 | |
| CN103298970B (zh) | 导电性膜形成用银合金溅射靶及其制造方法 | |
| JP5533545B2 (ja) | 有機el素子の反射電極膜形成用銀合金ターゲットおよびその製造方法 | |
| CN105378140B (zh) | Ag合金溅射靶 | |
| CN103958727B (zh) | 导电性膜形成用银合金溅射靶及其制造方法 | |
| JP5830907B2 (ja) | 導電性膜形成用銀合金スパッタリングターゲットおよびその製造方法 | |
| JP5830908B2 (ja) | 導電性膜形成用銀合金スパッタリングターゲットおよびその製造方法 | |
| JP5669014B2 (ja) | 導電性膜形成用銀合金スパッタリングターゲットおよびその製造方法 | |
| JP6375829B2 (ja) | Ag合金スパッタリングターゲット | |
| JP5669015B2 (ja) | 導電性膜形成用銀合金スパッタリングターゲットおよびその製造方法 | |
| CN102041479B (zh) | Al基合金溅射靶 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |