CN1023330C - 用以清理棉纤维的设备 - Google Patents
用以清理棉纤维的设备 Download PDFInfo
- Publication number
- CN1023330C CN1023330C CN90103906A CN90103906A CN1023330C CN 1023330 C CN1023330 C CN 1023330C CN 90103906 A CN90103906 A CN 90103906A CN 90103906 A CN90103906 A CN 90103906A CN 1023330 C CN1023330 C CN 1023330C
- Authority
- CN
- China
- Prior art keywords
- cotton
- machine
- roller
- scutching
- equipment according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G9/00—Opening or cleaning fibres, e.g. scutching cotton
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G7/00—Breaking or opening fibre bales
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Preliminary Treatment Of Fibers (AREA)
Abstract
纺纱厂里,为了清理纤维,尤其是棉纤维,以最适的情况满足要生产的纱线的要求,根据各种情况的需要对清理作业进行调整。
本发明涉及在纺纱厂里用以清理棉纤维的一种设备,该设备包括至少一台可调的清棉机或一组可调的清棉机,而该清棉机则至少包括下列机器之一,这些机器中每个都具有特性可调整的工作部件:纤维包开松装置、粗清棉机、精清棉机、混合机、用以向梳棉机供料的喂入装置、和梳棉机;此外,还设有一个控制装置,用以控制上述机器的可调工作部件。
Description
本发明涉及在纺纱厂里用以清理棉纤维的一种设备,该设备包括至少一台可调的清棉机或一组可调的清棉机,而该清棉机则至少包括下列机器之一,这些机器中每个都具有特性可调整的工作部件:纤维包开松装置、粗清棉机、精清棉机、混合机、用以向梳棉机供料的喂入装置、和梳棉机;此外,还设有一个控制装置,用以控制上述机器的可调工作部件。
在早期的纺纱厂里,环锭纺纱工艺单纯是纱线生产工艺,与早期的纺纱工艺相反,最近一个时期,新的纺纱工艺在不同的方面得到了发展,它们在清棉阶段对清棉效果以及所允许的纤维损伤提出了不同的高要求。
考虑到生产率残留杂质量以及所允许的纤维损伤各自的可变性,以及它们相互之间的关系,用通常的清棉工艺迄今不能完美地解决这些不同的情况。
为此,本发明的任务是,考虑到在合适的纺纱工艺中对后两个变量的较高的要求,找出一种清棉程度的解决办法。
根据这一方案,必须注意的是,送到纺纱厂的纤维是一种来自不同原棉的纤维的混合物,而这种混合物是成品纱的品质要求和考虑到原棉价格和纱线价格的经济要求方面的一个优化体。
来自不同原棉包的、取决于天然的棉纤维的特性是指单个纤维的细度和长度以及强度、伸长和颜色,这还取决于采摘过程的方式和与原棉污物有关的清洁程度。
这些类型的污物指的是非常粗的污物以及金属块、绳索、织物残
留物和其它外来物,也指棉桃壳(capsules)的粗大部分,以及壳的后期非常细的部分,被叫作“棉籽壳屑”,这些污物对纺纱厂里的清棉机提出了高要求。
同样,包含在原棉里的其他类的杂质是来自棉田的、每日的尘土、杂质,以及在某种意义上还包括由于密露、给纺纱厂带来很多麻烦的粘性增大所造成的棉花污染,因为这种密露以细滴状粘附在棉纤维上。
清棉时,还必须注意加工室里的温度以及这些室里的和棉纤维的内部和表面上的湿度。
此外,由于非常剧烈的加工,在清理棉纤维时会产生纤维损伤,它(尤其是)导致纤维缩短。然而它也能够导致纤维强度和伸长的破坏。
再者,清棉时存在的可能性是,根据机器的类型,可能或多或少存在值得重视的对纤维棉结的敏感性,亦即对小的类似于结的形状的敏感性,这些棉结通过纤维的移动和牵拉导致纤维相互之间交缠集聚。
显然,为了在纺纱厂里有效地清棉,必须找到一种优化方案,这种方案本身具有较高的运行效能,这种运行效能从商业方面的观点看是所希望的,而且也是技术方面所希望的纤维的细心开松和清理所希望的。因此,根据每一种已清理纤维的应用,这种优化的结果在各种纺纱过程中可能是不同的。
为了满足技术上的要求,纤维包必须首先开松成尺寸可能最小的纤维絮,其次开松辊的旋转速度和这些同刀和梳棉部件相配合的开松辊的强度必须是这样的-即仅导致可以接受的纤维损伤。
根据本发明,这里所说的任务的解决方案在于,所述控制装置包
括一个输入装置,用以输入预先给定的属于原棉纤维固有的纤维特性和不同类型污物的性质、预先选定的清理后的纤维损伤量、和预先选定的各机器的性能;以及还包括一个显示装置,用以显示所设定的或所得到的残留杂质量、清理后的纤维损伤量和各机器的性能;该任务的解决方案还在于,所述控制装置依据预先设定的属于原棉纤维固有的纤维特性和不同类型污物的性质,以及依据所选定的生产率与所述残留杂质量及清理后的棉纤维损伤量之间的关系,去控制所述一台机器或各台机器的可调工作部件。其中所述生产率、残留杂质量及清理后的棉纤维损伤量为变量,而所述它们之间的关系中的这些变量给出了所述机器的调整量;且其中所述变量中的两个是被选定的,而第三个变量是被显示出来的。
根据本发明解决方案的另一组成部分在于,所述工作部件特性的调整结果由合适的传感器检测,该结果输进控制装置以进行处理。
另外的最佳实施例在其它的权利要求中描述。
本发明所获得的优点主要是清棉强度可能符合要求,借此,已梳理棉条的清洁度、纤维损伤和生产已梳理棉条的运转效能(perfor-mance)之间的关系彼此处于一个最佳的关系。
下面将借助于附图仅以实施例为基础来详细描述本发明。
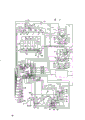
图1是根据本发明的纺纱厂用清棉机的工作流程示意图。
图2和图3是图1所示方法的每一种类型。
借助于棉包开松机1,纤维絮从纤维包2,2中开松出来,并通过输送道3传送到第一清棉机例如一个粗清棉机4。在输送道上,每单位时间传送的纤维絮量(例如米3/小时)可以由一个测量装置54确定。然而,这一输送量对于这一实例来说并不受限制,因为在同开松装置1有直接联系的地方能够测量这一值,或者完全忽略这个测量值,而在后面描述的贮存仓中的任何一个清棉机上测量它。
在后面将要描述的粗清棉机4上,杂质被除去,而且,这些已经
显著地减小了尺寸的预清理的纤维絮,通过一个输送道5传送到第二个清棉机上,例如,我们所称的精清棉机6,并承受和第一清棉机相比更剧烈一些的清理,最后通过另一个输送道7输送到喂入装置8。
纤维卷9从该喂入装置中出来,通过一个斜槽10到梳棉机11。
已梳理的棉条12从该梳棉机出来被传送到一个圈条器13。下面是对各个装置和机器的解释。
包开松机1是一台由本申请人在世界范围内公开出售的商品名称为UNIFLOC的机器。因此,它是已知的,所以仅仅将那些对理解本发明是重要的特征列出来。
本申请的包开松机1包括至少一个旋转开松碾磨辊14,其中,纤维絮借助于沿箭头所示方向上的往复运动被从纤维包2的表面上开松,并且在我们的实施例中通过一个输送道3,例如用压缩空气被进一步传送。
因此,沿输送方向15的喂入速度决定开松运转效能(以公斤/小时计),开松碾磨辊14的圆周速度、它们陷入棉包表面的深度,以及纤维絮尺寸,当然一些不变的参数除外。
粗清棉机4包括一个清棉辊16,在该清棉辊的圆周面上固定有打手角钉。这些打手角钉在清棉杆18的上方传送那些以通常的方式输送的纤维絮,所说清棉杆沿清棉辊16的一部分周边布置。这些清棉杆的位置是可以调节的从而使清棉强度可变。这种可变性用点画线19简略地表示。
此外,用一个亮度传感器或者超声传感器20测量亮度或声音反射作为清出(output)的杂质含量的一个量度,这些杂质通过清棉杆18除去,并收集在一个收集箱21里。该收集箱做成上下两部
分,而下面部分22可以相对于上面部分23自由移动,并被支撑在压力测量支撑器24上。这样,下面部分22就变成了一个盛装上述清出物的称重容器。在规定的时间间隔内,清出物被一个负压输送器55吸出。在这个时间里,清出物的重量测量被中断,考虑到可变密度作为杂质含量的一个函数,清出量也可以通过由光栅测量单位时间里清出物的体积来间接地确定。
精清棉机6具有一个清棉辊25,其上装有锯齿形布或其他自选的针布,目的是开松传送过来的纤维絮,产生比上述粗清棉机更精的纤维絮。
由此,纤维絮被一个喂入辊26和一个装在旋转轴50上的同喂入辊共同工作的喂入板27喂入清棉辊25。除了喂入板27是用一个规定的压力压在喂入辊的方向上以及旋转轴50能够在喂入辊26的轴51上沿箭头S和S.1的方向以R为半径转动一个规定角度之外,本申请的这种喂入方式的作用是已知的,不在作进一步的说明,这一转动特点使得喂在喂入辊26和喂入板27的纤维输出边缘52之间的纤维的夹持线能够移到喂入辊26的圆周,因此,从纤维的输送方向上看,短纤维以已经或多或少向前移动了的夹持线喂入,而长纤维以已经或多或少向后移动了的夹持线喂入。与静止的夹持线相反,当喂料时,通过这种措施,可以完全避免纤维缩短。
喂入辊可以朝着喂入板的方向而被弹簧加载,而取代弹簧向喂入板加载,在这种情况下,喂入板被设计成能够绕着喂入辊的规定的轴线在一个固定轨道上转动的形式。
借此将纤维絮喂入清棉辊并移过清棉部件28,所说清棉部件沿着清棉辊25的一部分周边设置。
这些清棉部件可以是梳棉部件或者是刀(在刀之间带有或没带有导板等)。
但是,这些清棉部件是以这种方式配置的-即它们的清棉强度是可变的,这种可变性由点划线29简略地表示。
与粗清棉机5类似,精清棉机6也具有一个分成上、下两部分23.1,21.1的箱子,用来接受清出的杂质,该箱子就象解释的那样,由压力测量支撑器24.1支撑。同样,通过一个亮度传感器20.1测量亮度,且清出物由负压输送器55.1吸走。显然,超声传感器也可以用在这里替代亮度伟感器,或者以体积测量来替代重量测量。
用点划线画出的那个矩形30用来表示,可以设置另一个可供选用的清棉机,或者具有同精清棉机6的清棉功能相同或类似的机器,然而,应当声明的是,本发明并不限于图中所示的这种机器之间的配合。
喂入装置8具有一个喂入通道31和两个喂入辊32,这两个喂入辊将纤维絮喂进一个开松辊33,借此,纤维絮尺寸被进一步减小,也就是说它们被进一步开松。
这些已经被进一步开松的纤维絮落入下部的一个喂入通道34,并通过两个喂入辊35被接着开松,然后在压力辊36和两个喂入辊35之一的一个辊之间被压成上面已经叙述过的卷,该纤维卷接着通过一个对着喂入辊37的斜槽10输送到梳棉机11。
纤维卷9从喂入辊37以一种已知的方式进一步输送到一个具有齿形布的刺辊39,借助于刺辊,纤维卷9被开松成薄的纤维网并输送到主锡林40。
梳棉工艺本身是已知的,这里不在作进一步解释,但是另一方面,应当指出的是,刺辊39的部分周边上可以具有清棉部件41,这些部件的强度是可调的。这些清棉部件41的调整量用点划线42简略地表示。
这些清棉部件41的清出物是一些比由精清棉机清出来的清出物更细一些的物质,也就是说,清棉强度也相应地进行了调整。
为了收集和测量这种清出物,设置了一个支撑在压力测量支撑器58上的测重容器59。它同一个负压输送器60相连。这些清出物中实际杂质的含量,用一个亮度传感器20.2或者用一个合适的超声传感器测量,而这些清出物则用类似于负压输送器55和55.1的方式定期地抽出。
位于主锡林40上的纤维网由道夫取下,并在随后的辊和一个网压缩器44之间压缩成上面所说的已梳理棉条12。这种已梳理棉条12在一个测量喇叭头46处被进一步检测,以便测量已梳理棉条的纤维细度(马克隆尼细度)。接着,在该测量喇叭头46之后,一对测量辊47给出每单位时间内纤维条的量(米/分)作为信号S.47,该信号下面还要描述。
最后,要在已梳理棉条被放进圈条器13之前,用颜色传感器48检测其颜色。
上述优化方案借助于微机53的控制装置来实现。在该控制装置里,上述的输出数据-即纤维特性,比如纤维长度=St,马克隆尼=纤维细度=M,强度=F,伸长=D以及粗杂质的测量的或者估计的比例=GR,细杂质=FR-或是每包或是以整套棉包系统的一个计算平均值从控制装置的外部输入控制装置。
如果输进去的是每个纤维包的输出数据,那么,控制装置自己计算该数据的平均值。此外,产品的清棉程度=RG,产品的生产率或运转效能=L(公斤/小时)和纤维的可能的损伤=FB也可以输入。对这三个变量中的任意一个给予比其它两个变量优先的权利是可以的。但是,对两个变量给予比第三个变量共同的优先也是可以的。
上述优先次序由控制装置内的一个输入(未示出)确定。通常,所希望的运转效能和所希望的清棉程度以优先次序各自被输入,因此,计算机一方面以上述输进的输出数据和杂质的含量为基础,计算、显示和/或自动调整数据以用于上述工作部件,另一方面,指示由此计算出的可能的纤维损伤。
对于操作人员来说,有可能接受这些值,如果不能接受,就着手对清棉程度的值或运转效能进行修正,结果,计算机在各种情况下,根据工作部件的每一次新调整,立即计算出可能的纤维损伤的新值。这种动作可以重复进行,直到三个变量均显示出能被接受的值为止。这种情况适应于具有由上述输出数据计算出的平均值的、稳固地确定的纤维包样板。用于这三个变量的值能否被接受的判断均取决于要生产的纱线的类型或纱线的应用。
在一个变化的方案中,计算机由于输入纱线的应用而被另外编制了程序。这一输入(未示出)以最优先次序输入,借此,清棉程度和纤维损伤能够在主要方面规定,因此,由输入的输出数据和给出的杂质的含量计算出的运转效能是必须接受的。
在另一个变化方案是,纤维包样板是如此地适合于其他原棉包的选择,以致于因为新的输出数据,这三个变量会落在偏差范围之内。在某种情况下,上述各个平均值的新的计算和这些输出数据的输入均
在计算机中进行。
在另一种情况下-作为另一种变化方案-计算机是这样编制程序的,即来自每个原包棉的输出数据由原包棉的一个选择给出,而计算机通过输入运转效能、清棉程度、纤维损伤和偏差范围或通过输入纱线的使用和原包棉的性能自己进行选择。每个原包棉的这些输出数据的输入在后面要描述的键盘上完成。
作为一个情报源,有关原包棉的分级的不同变化请参照瑞士申请03,335/88.8。
进一步变化的其它方案是,输入以样板纤维包为对比得出的各个纤维包的成本(未示出)和给出要加工的纱线的规定的值,这是为了确定是否应当通过增加与清棉程度和纤维损伤有关的偏差来保持利润率不变,或者是否应当通过保持与清棉程度和纤维损伤有关的正常偏差,来在某一规定领域里接受一个降低了的利润率。
但是,有一个条件,与利润率、清棉程度和纤维损伤有关的新的优先次序必须设定,这要求操作人员的恰当的判断。
输出数据、杂质的含量、清棉程度、生产率和可能的纤维损伤的输入在合适的数字式键盘或在一个类似移位器(例如电位器)上完成,数字式键盘或类似的移位器仅用图中的St、M、F、D、GR、FR、RG、L和FB简略地表示。这些数据载于信号St、m、f、d、gr、fr、rg、l和fb上被输入控制装置。于是,信号rg、l和fb的输入以下面方式显示在显示器A.RG、A.L和A.FB上,即:那些实质上影响纤维缩短的运转效能(公斤/小时)、以百分率表示的清棉程度和假定的纤维损伤均被表示为纤维长度的一个百分率。
根据这些最后提到的数据,计算机(微机)计算工作部件的调整量,并且在每种情况下用一个合适的显示器显示这些调整量。
在一个简单的变化方案里,由操作人员进行调整工作部件,而在一个“自动的变化方案里”,这种调整由计算机完成。
下面的描述部分适合于“自动的变化方案”。
就包开松机1来说,计算机53给出一个输出信号S.14,这个信号确定开松碾磨辊14的旋转速度。这个旋转速度用信号A.14显示。另一个信号S.15确定在喂入方向15上的喂入速度,并且例如在显示器A.15上以米/分显示这个喂入速度。第三个信号S.61确定辊14的规定的陷入深度。由于根据各个机器控制,纤维包的密度按其所剩余的高度不同而变化,在开松期间陷入深度是变化的,所以就特定的陷入深度来说,术语“陷入深度”是指开松初始位置的陷入深度。这种控制已在欧洲专利EP-193647中公开。显然,根据通过计算机进行上述变化和/或自动的原棉包选择,每一个原棉包的规定的陷入深度均要由计算机给出。
计算机53为粗清棉机4给出一个信号S.16,该信号影响清棉辊16的旋转速度,并且被显示在显示器A.16上,而信号S.19负责清棉杆18的调整,并且以一个特有的角度(未示出)将这一调整显示在显示器A.19上。
由亮度传感器20测出的清出物的亮度用信号S.20输进控制装置53,并用A.20显示。同样,由测量压力支撑器24确定的重量用信号S.24输进控制装置53,并用信号A.24显示。在规定的时间间隔内进行这种测量,因此,显示的重量是该时间间隔内所得的清出物的累加重量。
在精清棉机6上也是同样的,此时,计算机在一个显示器A.25上显示清棉辊25的旋转速度的值,并且由信号S.25产生合适的旋转速度,而清棉部件28的调整由A.29显示,并由信号S.29调整。因此,显示A.29取决于清棉部件28的类型,例如,强度百分率根据具有可调强度的清棉部件而显示出来。
亮度测量元件20.1向控制装置53发出一个与清出的废物的亮度相一致的信号S.20.1,同样,用信号S.24.1显示在显示器A.24.1上的是由测量压力支撑器24.1发出的重量信号。与粗清棉机4的方式一样,精清棉机6的清出物同样在一个时间间隔内被收集到称重容器22.1内,并以上述信号S.24.1作为重量信号输入控制装置。
该机器还有另一个信号S.50,它是由控制装置53发出的,用来调整转动轴50的正确位置,以便同要加工的纤维的纤维长度相适应。
喂入装置8的开松辊33的旋转速度可以在控制装置53发出的信号S.33的帮助下加以控制,但是,它被用虚线表示为一种可供选择的方案。
整套设备的运转效能可基本上由梳棉机11的运转效能确定,也就是说,由喂入辊37的旋转速度确定。这一运转效能-就象已经解释的那样-或者通过输入L借助于信号1输进控制装置,并显示在显示器A.L上,并用信号S.37来完成,或者仅根据早先指定的优先次序和合适的计算结果来确定和调整,也就是说,用信号S.37自动地完成。
整套设备的运转效能的进一步控制可以通过输送道3上的流量计
54来实现,该流量计确定单位时间里由包开松机1开松的纤维絮的量,并将这一量值用信号S.54输进控制装置,并显示在显示器A.54上。
当通过从一台机器向另一台机器传送产品而不在清棉机的上方设置中间贮存仓来实现整套设备的运行时,这种借助于梳棉机和流量计54的、与清棉机4和6的清出物的控制相结合的运转效能控制是必不可少的。另一种变化方案是,如果清棉机的运行基于停止/启动,那么,应当在清棉机上设置贮存容器。
但是,在后一种情况下,由流量计54来进行运转效能的控制也是有好处的,因为通过这一控制,在停止/启动运行中,就可以使停止时间尽可能的短。
上述贮存容器可以与喂入装置8中的压力辊36的省略相一致。停止/启动运行是由光栅56和57控制的,这两个光栅检测下通道34内的纤维絮的高度,于是,根据光栅56的高度关掉加工机械;根据光栅57的高度再次启动该加工机械。显然,更确切地说,运转效能的控制是由流量计54实现的,而清出物的控制分别由测量压力支撑器24、58实现,因此,就较少频繁地关断和启动清棉机。
光栅56和57的检测结果用信号S.56和S.57输进控制装置,如图中断开的虚线所示的那样,但是没有任何相应的显示,这就是为什么该虚线没有连向控制装置53的原因。
在梳棉机里,还存在通过清棉部件41来对要加工的纤维的清理进一步控制的可能性,就象已经解释的那样,这些清棉部件的清棉强度是可调的,而这种可调性用图中的点划线42简略地表示。
清棉部件41的清棉强度是通过信号S.42从控制装置53向
清棉部件41传送的。由信号S.20.2测得的清出物的亮度以及由测量压力支撑器58测得的重量分别用信号S.20.2和信号S.58输进控制装置,并分别显示在显示器A.20.2和A.58上。
梳棉机运转效能以及上述喂入辊37的运转效能,同样通过道夫43给出,这就是为什么该道夫的旋转速度要由控制装置53控制,并显示在显示器A.43上的理由。
在梳棉机的出口处,已梳理棉条中的纤维的细度用测量喇叭头46的号S.46输进控制装置并用一个合适的显示器A.46显示。这种测量是适当的纤维包样板的一个控制,这意味着,原包棉纤维的正确混合。
已梳理棉条的实际运转效能(米/小时)借助于一对测量辊47进行测量,它的信号S.47输进控制装置53,并显示在显示器A.47上。由喂入辊37喂进时的测量值(其和喂入辊的旋转速度相对应)与这对测量辊47所确定的值之间的差别是被梳棉机清除的杂质和短纤维含量。
原棉包的全部混合物和开清棉进度的进一步控制由颜色传感器48的亮度控制来实现,该传感器检测已梳现棉条12的颜色和/或亮度,并将其用信号S.48输进控制装置,用显示器A.48将其显示出来。这不仅影响前面的机器的清棉效率,而且更影响纤维的基本颜色,也就是说,影响纤维包样本的正确混合。在该控制下,如果颜色的色泽不正确,那么就用一个非自动装置发出一个警告,在其它情况下,由计算机确定改变的纤维样本。这种控制只有在这一位置上是最合理的,若在纤维材料的早期的通路上,做出这种结论将会是不正确
的,这是因为材料中的残余杂质这时还没有完全被清除。
最后,室内温度和湿度也可以考虑进上述优化方案中,并分别用显示器A.T和A.Fe显示。
和图1相比,图2示出了一种变化方案,在该方案里,纤维包用原棉包A、B、C、D和E标明其来源,而且在包与包之间留有空隙Z,这将在下面描述。
由包开松机1从各个原棉地点(=出处)来的纤维包中开松出来的纤维絮通过一个输送道3送进粗清棉机4,从该机出来之后,通过输送道5.1进入各自的组分贮存仓,即每个原棉包一个仓,这就是为什么贮存仓标以和纤维包相同的字母的原因。再者,为了达到均匀地混棉,当几个包2能从同一个地点获得并且一个挨着一个排列时,每包2拥有一个贮存仓63是有好处的。
在输送道5.1上设有支路62,因此,组分贮存仓63的充填能够直接控制。这些支路可以只是个压缩空气输送,亦所谓的管开关。
每一个组分贮存仓63具有一对输出辊64,借助于这对输出辊,贮存仓内的纤维絮被带出并放到传送带65上。在该传送带65上,从所谓的组分贮存仓63中出来的纤维絮被压缩成一层摞一层的层,如图2中所能看到的那样,然后集聚并克服一个压缩部件66比如一个小型的输送装置的压力输送,借助于此,输送带65将整个纤维层输送到具有一个开松辊68的开松部件67。在该开松部件和吸进的气流69的作用下,纤维絮通过输送道70被输送到精清棉机6中。
在一个变化方案中,精清棉机直接设置在输送带66(未示出)之下,所说纤维层就可以直接送进精清棉机6。
控制装置53.1具有和控制装置53相同的用于计算的微型计
算机,但是,还具有另外一个特性,即每原棉包的纤维的天然特性的输出数据被输进了控制装置,以便于计算机每原棉包一调整粗清棉机4的工作部件。
为了节省在粗清棉机4上调整工作部件时的时间,不致于使包开松机1在各个原棉包之间不得不停止,间隙Z的尺寸是恰当确定的。工作部件的预调整可以在包开松装置1的一个移动方向15上,或者在两个移动方向上进行,这要根据开松是在一个方向15上进行还是在两个方向15上进行而定。
用来对包开松机1进行控制的测量装置54具有和图1中所设置的相同的功能,而贮存仓63上的光电传感器56和57仅仅是为了保险,以便在喂料或喂料作业时发出信号通知失调。因此,光电传感器同样也连接在控制装置53.1上(图中未示出)。
很显然,输出辊64的开松运转效能,输送带65和66的输送运转效能以及开松辊68的旋转速度都是由控制装置53.1自动调整的。
那些没有再次说明的剩余零部件标以和图1中相同的参数符号,且作用也是相同的。
这一变化方案的优点在于,从各个地点来的纤维包能够不同地清理,而且能生产出各个地点的纤维的均匀混合物。
图3示出了不同于图2的另一个变化方案。在此方案里,各个原棉仍然通过精清棉机清理,不过这一清理是在纤维进入组分贮存仓63之间进行的。相应地,从精清棉机6出来的纤维絮借助一个输送道7.1经支路62送进组分贮存仓63中。当根据原棉包将纤维混合之后,紧接着纤维絮由喂入装置8的输送道70输送到开松部件
67。
这个部件的控制装置相应地用53.2表示。
那些没有再次说明的剩余零部件,标以同图2中相同的参考符号并且作用是相同的。
这一变化方案的优点在于,在各个原棉包的纤维混合物被放在一起之间,通过粗清棉机,也通过精清棉机对来自各个原棉包的纤维絮进行清理的可行性。
显然,正如早先解释的那样,为了满足要生产的纱线的需要,如果必须包括更多的原棉,那么,就包开松和纤维混合来说,在控制装置上可能发生的事情的数量将会是增加的。
最后,必须指明的是,这种控制装置并不限于本申请的这一整套设备,而更适合于纺纱厂里的那些具有用于产品的形状和天然特性的变化的工作部件和用于调节这种变化的控制元件的单个机器。因此,这种变化可以用相同的系统控制。
此外,如图2中用点划线所标明的那样,包开松机1的产品,首先被送到组分贮存仓63,以便以混合物的形式抵达粗清棉机4。
术语表
1.包开松机
2.原棉包,相应于出处
3.输送道
4.第一清棉机或粗清棉机
5,5.1输送道
6.第二清棉机或精清棉机
7,7.1输送道
8.喂入装置
9.纤维卷
10.斜槽
11.梳棉机
12.已梳理棉条
13.圈条器
14.开松碾磨辊
15.移动方向
16.清棉辊
17.打手杆
18.清棉杆
19.18的可调性
20,20.1,20.2亮度传感器
21,21.1 收集箱
22,22.1 21的下部分
23,23.1 21的上部分
24,24.1 压力测量支撑器
25.清棉辊
26.喂入辊
27.喂入板
28.清棉部件
29.28的可调性
30.进一步清棉机
31.喂入通道
32.喂入辊
33.开松辊
34.下通道
35.喂入辊
36.驱动辊
37.喂入辊
38.喂入板
39.刺辊
40.主锡林
41.清棉部件
42.41的可调性
43.道夫
44.棉网压缩器
45.颜色传感器
46.测量喇叭头
47.测量辊对
48.颜色传感器
49.来自25的针布
50.转动轴
51.26的轴
52.27的夹持线
53.微机控制装置
54.在3上的测量装置
55,55.1负压传送器
56.光栅=光-电传感器
57.光栅=光-电传感器
58.压力测量支撑器
59.称重容器
60.负压
61.14的陷入深度
62.支路
63.贮存仓
64.输出辊
65.传送带
66.压缩部件
67.开松部件
68.开松辊
69.空气流
70.71.72.73.输送道
St.纤维长度
M.马克隆尼二纤维细度
F.纤维强度
D.纤维伸长
GR.棉絮中粗杂质的含量
FR.棉絮中细杂质的含量
RG.产品(已梳理棉条,纱线)的清理程度
L.以公斤/小时为单位的运行效能或生产率
F.B.纤维损伤
A.T 室内的环境温度
A.Fe 室内的环境湿度
A… 显示器
Claims (12)
1、在纺纱厂里用以清理棉纤维的一种设备,包括至少一台可调的清棉机或一组可调的清棉机,该清棉机至少包括下列机器之一,这些机器中每个都具有特性可调的工作部件;
纤维包开松装置,精清棉机,精清棉机,混合机,用于向梳棉机供料的喂入装置,梳棉机;
以及还有一个控制装置,用以控制所述机器的可调工作部件,
其特征在于:
所述控制装置包括一个输入装置,用以输入预先给定的属于原棉纤维固有的纤维特性和不同类型污物的性质、预先选定的清理后的纤维损伤量、和预先选定的各机器的性能;以及还包括一个显示装置,用以显示所设定的或所得到的残留杂质量、清理后的纤维损伤量和各机器的性能;
其特征还在于:
所述控制装置依据所述预先设定的属于原棉纤维固有的纤维特性和不同类型污物的性质,以及依据所选定的生产率与所述残留杂质量及清理后的棉纤维损伤量之间的关系,去控制所述一台机器或各台机器的可调工作部件;
其中所述生产率、残留杂质量及清理后的棉纤维损伤量为变量,而所述它们之间的关系中的这些变量给出了所述机器的调整量;且
其中所述变量中的两个是被选定的,而第三个变量是被显示出来的。
2、根据权利要求1所述的设备,其特征是,所述控制装置是具有合适程序的微型计算机。
3、根据权利要求1所述的设备,其特征是,所述工作部件特性的调整结果由合适的传感器检测,该结果输进控制装置以进行处理。
4、根据权利要求3所述的设备,其特征是,所述纤维包开松装置有一个开松辊(14),工作部件的可调性影响该开松辊(14)的旋转速度。
5、根据权利要求1所述的设备,其特征是,所述粗清棉机(4)和精清棉机(6)各有一清棉辊(16,25),该清棉辊的旋转速度为可调工作特性。
6、根据权利要求5所述的设备,其特征是,所述粗清棉机(4)的另一个工作部件由可调的清棉杆(18)组成,而且其可调性(19)影响清棉程度。
7、根据权利要求5所述的设备,其特征是,所述精清棉机(6)的至少另一工作部件是至少一个可调的刀和/或至少一个可调的梳棉部件(28),而且其可调性影响刀或梳棉部件的清棉程度的变化。
8、根据权利要求3所述的设备,其特征是,所述传感器触发亮度测时部件(20)或超声测量器,它们检测与杂质比例有关的清出物的亮度输出信号。
9、根据权利要求3所述的设备,其特征是,所述传感器是一个称重部件(24),借助此部件测量单位时间内清棉机(5,6)的废弃物的重量。
10、根据权利要求3所述的设备,其特征是,所述梳棉机有一个脱棉辊(39),而所述工作部件是装在该脱棉辊(39)的一部分周边上的至少一个可调刀和/或至少一个可调梳棉部件(41),而且,该工作部件的可调性影响刀或梳棉部件的清棉程度的变化。
11、根据权利要求3所述的设备,其特征是,所述传感器是设置在梳棉机(11)出口处的一个测量器(46),借助该测量器,测量已梳理棉条(12)的马克隆尼细度。
12、根据权利要求3所述的设备,其特征是,所述传感器是一对测量辊(47),借助该测量辊,在梳棉机(11)的出口处对已梳理棉条(12)的密度进行测量。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH01929/89-1 | 1989-05-23 | ||
| CH192989 | 1989-05-23 | ||
| CHCH-01929/89-1 | 1989-05-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1048901A CN1048901A (zh) | 1991-01-30 |
| CN1023330C true CN1023330C (zh) | 1993-12-29 |
Family
ID=4221889
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN90103906A Expired - Lifetime CN1023330C (zh) | 1989-05-23 | 1990-05-23 | 用以清理棉纤维的设备 |
Country Status (8)
| Country | Link |
|---|---|
| EP (2) | EP0399315B1 (zh) |
| JP (1) | JPH0314631A (zh) |
| CN (1) | CN1023330C (zh) |
| AU (1) | AU636884B2 (zh) |
| CS (1) | CS246290A3 (zh) |
| DD (1) | DD296115A5 (zh) |
| DE (2) | DE59009762D1 (zh) |
| ZA (1) | ZA903649B (zh) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0452676B1 (de) * | 1990-03-22 | 1998-12-16 | Maschinenfabrik Rieter Ag | Reinigungskennfeld |
| DE4018803A1 (de) * | 1990-06-12 | 1991-12-19 | Rieter Ag Maschf | Verfahren und vorrichtung zur regelung eines oeffnungsvorganges, beispielsweise an einer karde |
| US5509179A (en) * | 1990-06-25 | 1996-04-23 | Mondini; Giancarlo | Autoleveller draw frame having process feed back control system |
| EP0483607B1 (de) * | 1990-11-02 | 1997-04-23 | Maschinenfabrik Rieter Ag | Verfahren zum Feststellen einer Eigenschaft eines Faserverbandes |
| JPH11514387A (ja) | 1995-03-27 | 1999-12-07 | グルーポ シドゥサ,サーエー デ セーベー | スチレン−ブタジエンコポリマーとポリオレフィン樹脂ベースの収縮フィルム |
| DE19630018A1 (de) * | 1996-07-25 | 1998-01-29 | Rieter Ag Maschf | Anlage zum Verarbeiten von Fasern |
| DE59711965D1 (de) * | 1996-05-20 | 2004-11-04 | Rieter Ag Maschf | Anlage zum Verarbeiten von Fasern |
| DE29819492U1 (de) * | 1998-11-02 | 2000-03-02 | Autefa Maschinenfabrik GmbH, 86316 Friedberg | Faserbehandlungsanlage für Nonwoven-Produkte |
| EP1057907A1 (en) * | 1999-05-31 | 2000-12-06 | Barco N.V. | Spinning mill processing control systems and methods |
| EP1103640B1 (de) | 1999-11-24 | 2004-03-03 | Maschinenfabrik Rieter Ag | Selektive Reinigungslinie |
| DE10063861B4 (de) * | 2000-12-21 | 2014-08-28 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Spinnereivorbereitungsmaschine, z. B. Reiniger, Öffner, Karde o. dgl. zur Erfassung von ausgeschiedenem Abfall |
| DE10230603B4 (de) * | 2002-07-08 | 2017-06-14 | Trützschler GmbH & Co Kommanditgesellschaft | Verfahren und Vorrichtung an einer Spinnereivorbereitungsmaschine, z.B. Reiniger, Öffner, Karde o. dgl., zur Reinigung von Fasergut |
| CH697063A5 (de) | 2003-04-03 | 2008-04-15 | Truetzschler Gmbh & Co Kg | Vorrichtung an einer Spinnereivorbereitungsmaschine, z.B. Reiniger, Öffner oder Karde, zur Erfassung von aus Fasermaterial, z. B. Baumwolle, ausgeschiedenem, aus Fremdstoffen und Gutfasern b |
| DE10349407B4 (de) * | 2003-04-03 | 2017-06-14 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Spinnereivorbereitungsmaschine, z. B. Reiniger, Öffner, Karde oder dergleichen zur Erfassung von aus Fasermaterial, z. B. Baumwolle, ausgeschiedenem Abfall |
| CN103008248A (zh) * | 2011-09-25 | 2013-04-03 | 陈华松 | 棉花收获机械中的清理方法与机构 |
| CH712382A1 (de) * | 2016-04-21 | 2017-10-31 | Rieter Ag Maschf | Verfahren zum Betrieb eines Ballenöffners und Ballenöffner. |
| DE102018127621A1 (de) * | 2018-11-06 | 2020-05-07 | HELLA GmbH & Co. KGaA | Schaltungsanordnung zur Begrenzung eines Einschaltstroms |
| CH717715A1 (de) | 2020-08-05 | 2022-02-15 | Rieter Ag Maschf | Faservorbereitungsmaschine mit einer Kamera. |
| CH717716A1 (de) | 2020-08-05 | 2022-02-15 | Rieter Ag Maschf | Erfassung des Abganges in einer Faservorbereitungsanlage. |
| CN114351436A (zh) * | 2021-11-29 | 2022-04-15 | 含山县光乾纺织有限公司 | 一种棉纺织品加工用梳棉除杂机构 |
| CN114622308A (zh) * | 2022-03-14 | 2022-06-14 | 王陶 | 一种基于人工智能的纺织过程自适应清棉系统 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3894314A (en) * | 1973-01-29 | 1975-07-15 | James E Nayfa | Treatment of spinning fibers in a textile mill |
| DE3237864C2 (de) * | 1982-10-13 | 1996-05-23 | Truetzschler Gmbh & Co Kg | Verfahren und Vorrichtung zum Steuern und Regeln einer Spinnereivorbereitungsanlage |
| DE3866330D1 (de) * | 1987-10-07 | 1992-01-02 | Rieter Ag Maschf | Produktionssteuerung. |
| IN171722B (zh) * | 1987-10-08 | 1992-12-19 | Rieter Ag Maschf |
-
1990
- 1990-05-03 AU AU54648/90A patent/AU636884B2/en not_active Ceased
- 1990-05-12 DE DE59009762T patent/DE59009762D1/de not_active Expired - Fee Related
- 1990-05-12 EP EP90108959A patent/EP0399315B1/de not_active Expired - Lifetime
- 1990-05-12 EP EP94114935A patent/EP0641876B1/de not_active Expired - Lifetime
- 1990-05-12 DE DE59010929T patent/DE59010929D1/de not_active Expired - Fee Related
- 1990-05-14 ZA ZA903649A patent/ZA903649B/xx unknown
- 1990-05-21 CS CS902462A patent/CS246290A3/cs unknown
- 1990-05-22 JP JP2130442A patent/JPH0314631A/ja active Pending
- 1990-05-22 DD DD90340907A patent/DD296115A5/de not_active IP Right Cessation
- 1990-05-23 CN CN90103906A patent/CN1023330C/zh not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| AU5464890A (en) | 1990-11-29 |
| DE59010929D1 (de) | 2002-09-05 |
| JPH0314631A (ja) | 1991-01-23 |
| CS246290A3 (en) | 1992-01-15 |
| EP0399315B1 (de) | 1995-10-11 |
| CN1048901A (zh) | 1991-01-30 |
| DE59009762D1 (de) | 1995-11-16 |
| DD296115A5 (de) | 1991-11-21 |
| ZA903649B (en) | 1991-02-27 |
| AU636884B2 (en) | 1993-05-13 |
| EP0399315A1 (de) | 1990-11-28 |
| EP0641876B1 (de) | 2002-07-31 |
| EP0641876A1 (de) | 1995-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1023330C (zh) | 用以清理棉纤维的设备 | |
| CN1113239C (zh) | 纤维加工机械优化控制的方法 | |
| US6088882A (en) | Regulated sliver drawing unit having at least one drawing field and method of regulation | |
| CN1267331C (zh) | 纤维加工管理方法及纤维加工管理装置 | |
| CN1095430A (zh) | 运用可控的调节气体流直接控制纤维测试方法和装置 | |
| CN1561413A (zh) | 拉断法和产品 | |
| Kumar | Process management in spinning | |
| CN1290345A (zh) | 马克隆尼纤维细度测试系统 | |
| CN110004544A (zh) | 一种精梳混纺纱生产方法 | |
| CN1646743A (zh) | 带微波传感器的细纱前处理装置 | |
| CN1049691A (zh) | 纺织纤维的混合方法 | |
| JPH06505540A (ja) | コーミングマシン | |
| US6611994B2 (en) | Method and apparatus for fiber length measurement | |
| CN1804165A (zh) | 纺纱厂中带有控制装置的准备机 | |
| CN1370861A (zh) | 一种在线检测技术 | |
| JP3184221B2 (ja) | コーミングマシン | |
| US5509179A (en) | Autoleveller draw frame having process feed back control system | |
| CN207391626U (zh) | 一种梳棉机自动调控系统 | |
| US5930870A (en) | Measuring fiber length at input and output of a fiber processing machine | |
| CN1099477A (zh) | 纤维试样中杂质的测量分类设备和方法 | |
| JPH03152221A (ja) | 繊維材料から糸を製造する方法 | |
| JPH03137231A (ja) | 織物せんいの最適な準備処理方法および回路装置 | |
| JPH05501289A (ja) | 準備機から得られる紡績設備―制御信号のプロセス制御システム | |
| CN101050566A (zh) | 梳理机平帘式定量输入机构 | |
| Alagirusamy | Process control in blowroom and carding operations |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |