CN101818238B - 辊底式固溶炉 - Google Patents
辊底式固溶炉 Download PDFInfo
- Publication number
- CN101818238B CN101818238B CN2010101453481A CN201010145348A CN101818238B CN 101818238 B CN101818238 B CN 101818238B CN 2010101453481 A CN2010101453481 A CN 2010101453481A CN 201010145348 A CN201010145348 A CN 201010145348A CN 101818238 B CN101818238 B CN 101818238B
- Authority
- CN
- China
- Prior art keywords
- roller
- steel pipe
- trolley
- support
- hearth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Abstract
本发明公开了一种辊底式固溶炉,用于对不锈钢管进行固溶处理,包括加热炉和与加热炉相邻设置的冷却室,加热炉的进料端设有将钢管送入加热炉的进料小车,冷却室的出料端设有将固溶处理后的钢管移出的出料小车,所述的进料小车和出料小车上分别设有可夹持住钢管并带动钢管转动的旋转装置,所述的旋转装置包括可转动的分设在钢管下端两侧的托辊和位于钢管上方弹性压住钢管的压辊。本发明通过旋转装置的带动,使得需固溶处理的不锈钢管在进出加热炉加热时,钢管自身始终处于旋转状态,从而解决了不锈钢管在进行固溶处理时存在的受热不均、容易产生变形的问题。
Description
技术领域
本发明涉及金属热处理技术领域,尤其是一种可对不锈钢钢管在冷拔前进行固溶处理的辊底式固溶炉。
背景技术
不锈钢管坯经加热、热穿孔后制成毛管,毛管通过酸洗后冷拔或冷轧加工,制成符合要求的不锈钢钢管,在冷拔或冷轧加工前,为了改善材料结构,提高不锈钢组织性能,通常要对酸洗后的不锈钢毛管进行固溶处理,使其组织结构是过饱和固溶体或通常只存在于高温的一种固溶体相,在热力学上处于亚稳态,在适当的温度或应力条件下会发生脱溶或其他转变。目前在生产领域中进行固溶处理常用的固溶炉,其在钢管进入炉体时,一般都是采用辊道直接输送,按一定的速度通过固溶炉而进行固溶处理,经冷却室冷却后送出炉体外,这种输送钢管的方式存在的最大问题是:钢管在输送过程中自身是不转动的,钢管在炉体内直线行进并被加热时,由于加热喷嘴的设置不能完全环绕钢管周向设置,钢管在加热时,直接被火焰喷射到的区域温度较高,其他部位的温度则相对较低,造成钢管整体受热不均,钢管容易产生变形现象,不利于后续的冷拔加工,甚至产生钢管报废。
发明内容
本发明要解决的技术问题是:克服现有技术中之不足,提供一种辊底式固溶炉,解决不锈钢管在进行固溶处理时存在的受热不均、容易产生变形的问题。
本发明解决其技术问题所采用的技术方案是:一种辊底式固溶炉,用于对不锈钢管进行固溶处理,包括加热炉和与加热炉相邻设置的冷却室,加热炉的进料端设有将钢管送入加热炉的进料小车,冷却室的出料端设有将固溶处理后的钢管移出的出料小车,所述的进料小车和出料小车上分别设有可夹持住钢管并带动钢管转动的旋转装置,所述的旋转装置包括可转动的分设在钢管下端两侧的托辊和位于钢管上方弹性压住钢管的压辊。
为确保钢管输送平稳,所述的加热炉的进料炉门端设有可对进料小车所送钢管进行辅助支撑的托轮组,冷却室的出料门端设有可对已固溶处理后的钢管进行辅助支撑的托轮组,所述的托轮组包括相对钢管中心对称设置且高度、宽度方向可调的一对托轮。
具体地,所述的托轮组还包括支座、可升降的V形托架和设在支座内位于V形托架下方的推进油缸,推进油缸的活塞杆与V形托架底部固连,V形托架的两内侧斜面上对称设有至少两个安装托轮的定位孔。
由于钢管在输送过程中处于旋转状态,为防止托轮在支撑钢管时在钢管外表面产生划痕,所述的托轮为万向轮。
为压紧并使钢管旋转,所述的旋转装置包括设在进料小车和出料小车上的支架,支架上设有可升降的固定板,托辊通过托辊座可调节地固定在固定板上并通过旋转电机带动而转动,支架上位于钢管上方设有压紧电机,压紧电机带动压辊升降而压住或脱离钢管。
进一步地,所述的旋转装置还包括压辊座,压辊固定在压辊座上,压紧电机传动连接有丝杆,压辊座上设有导柱,压辊座通过导柱连接有连接板,连接板与丝杆固定,连接板与压辊座之间的导柱上套装有压缩弹簧。
为实现托辊的上下升降和左右中心距的调节,所述的固定板通过设在支架下部的升降油缸推动而升降,托辊座上开设有用于调节托辊之间中心距的长槽孔。
所述的进料小车和出料小车均有驱动电机驱动而在敷设在地面上的轨道上移动,所述的轨道包括平行设置的平轨和齿条,驱动电机通过齿轮与齿条啮合传动而驱动进料小车和出料小车移动。
本发明的有益效果是:本发明通过旋转装置的带动,使得需固溶处理的不锈钢管在进出加热炉加热时,钢管自身始终处于旋转状态,从而使钢管整体加热均匀,防止了钢管在加热过程中由于受热不均而产生的变形现象,有利于产品质量的稳定。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的结构示意图。
图2是图1的左视图。
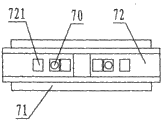
图3是图1中A向所示托轮组结构放大示意图。
图4是图3的俯视图。
图中1.加热炉 2.冷却室 3.进料小车 4.出料小车 5.旋转装置50.托辊 51.支架 52.固定板 53.托辊座 531.长槽孔 54.旋转电机55.升降油缸 60.压辊 61.压紧电机 62.压辊座 63.丝杆 64.导柱65.连接板 66.压缩弹簧 7.托轮组 70.托轮 71.支座 72.V形托架721.定位孔 73.推进油缸 8.驱动电机 9.平轨 10.齿条 11.齿轮
具体实施方式
现在结合附图和优选实施例对本发明作进一步的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
如图1~图4所示的一种辊底式固溶炉,用于对不锈钢管进行固溶处理,包括对钢管进行加热的加热炉1和与加热炉1相邻设置用于对加热后的钢管进行冷却的冷却室2,加热炉1的进料端设有将钢管送入加热炉的进料小车3,冷却室2的出料端设有将固溶处理后的钢管移出的出料小车4,所述的进料小车3和出料小车4均有驱动电机8驱动而在敷设在地面上的轨道上移动,所述的轨道包括平行设置的平轨9和齿条10,驱动电机8通过齿轮11与齿条10啮合传动而驱动进料小车3和出料小车4移动。
进料小车3和出料小车4上分别设有结构相同的旋转装置5,旋转装置5将待固溶处理的钢管夹持住并带动钢管旋转,所述的旋转装置5包括支架51,支架51固定在进料小车3和出料小车4上,支架51下部设有固定板52,固定板52上设有两个相对应的托辊座53,托辊座53上设置有托辊50,托辊50表面由高韧性耐磨橡胶制成,两个托辊50分设在所处理钢管下端两侧支撑住钢管,托辊50在钢管夹紧后由旋转电机54带动而转动,支架51下部设有升降油缸55,升降油缸55的活塞杆与固定板52连接,使用时可通过升降油缸55的作用使固定板52上下升降,来调节托辊50的中心高度,托辊座53与固定板52通过螺栓固定连接,其中托辊座53上的连接孔为长槽孔531,可以调节托辊50之间中心距,满足不同规格钢管的使用需要,当然,调节托辊50高度和中心距的方式不仅限于此,也可采用传动丝杠、滑轨等方式来实现。
旋转装置5还包括设在支架51上位于钢管上方的压紧电机61和压辊座62,压紧电机61传动连接有丝杆63,压辊座62上固定有可压住钢管的压辊60,丝杆63下端固连有连接板65,压辊座62上设有导柱64,压辊座62通过导柱64与连接板65连接,在连接板65与压辊座62之间的导柱64上套装有压缩弹簧66,通过压紧电机61和丝杆63作用,可使压辊60上下移动而压住或脱离钢管,同时由于压缩弹簧66的作用,压辊60压住钢管时具有一定的弹性,从而防止了由于钢管存在圆度误差而产生的压不紧的状况。
为确保钢管输送平稳,所述的加热炉1的进料炉门端和冷却室2的出料门端均设有托轮组7,加热炉1进料炉门端的托轮组7可对进料小车3所送钢管进行辅助支撑,冷却室2的出料门端的托轮组7可对已固溶处理后的钢管进行支撑。如图3、图4所示,所述的托轮组7包括支座71、可升降的V形托架72和设在支座71内位于V形托架72下方的推进油缸73,推进油缸73的活塞杆与V形托架72底部固连,V形托架72的两内侧斜面上设有对称的三个定位孔721,定位孔721内安装有用于支撑钢管的托轮70,由于钢管在输送过程中处于旋转状态,为防止托轮70在支撑钢管时在钢管外表面产生划痕,本发明所述的托轮70为万向轮,这样在支撑旋转中的钢管时,由于万向轮是球形,与钢管的接触为点接触,大大降低了对钢管表面产生划痕的状况,有利于提高产品质量,托轮70在高度方向的调节可通过推进油缸73来实现,而三个定位孔721的设置也能满足不同管径时在宽度方向的调节,当然V形托架72的两内侧斜面上定位孔721数量的设置可根据所处理钢管规格多少而定,但至少在两个以上,以满足更大的使用需求。
本发明的工作过程简介如下:用车间内的吊车将要处理的不锈钢管吊到进料小车3上的托辊50上,启动升降油缸55调节托辊50至合适的高度后,启动旋转电机54使托辊50转动并同时启动压紧电机61,使压辊60下降压紧钢管,钢管在转动的托辊50和压紧的压辊60的共同作用下旋转,再启动驱动电机8使进料小车3朝加热炉1方向前进,并调整进料小车3的速度,保证钢管在加热炉1内的处理时间达到要求;当处理好的钢管另一端从冷却室2出料端出来到达出料小车4上的托辊50时,松开进料小车3上对钢管的夹紧,并将进料小车4快速退回到起点开始装运下一根钢管,与此同时,启动出料小车4上的旋转装置5,按照进料小车3上旋转装置的操作过程,将钢管夹紧并带动钢管旋转,再启动驱动电机8,出料小车4将钢管移出加热炉1和冷却室2,用吊车将已处理好的钢管吊离出料小车4。
本发明通过旋转装置5的带动,使得需固溶处理的不锈钢管在进出加热炉1加热时,钢管自身始终处于旋转状态,从而使钢管整体加热均匀,防止了钢管在加热过程中由于受热不均而产生的变形现象,有利于产品质量的稳定。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
Claims (8)
1.一种辊底式固溶炉,用于对不锈钢管进行固溶处理,包括加热炉(1)和与加热炉(1)相邻设置的冷却室(2),加热炉(1)的进料端设有将钢管送入加热炉(1)的进料小车(3),冷却室(2)的出料端设有将固溶处理后的钢管移出的出料小车(4),其特征是:所述的进料小车(3)和出料小车(4)上分别设有可夹持住钢管并带动钢管转动的旋转装置(5),所述的旋转装置(5)包括可转动的分设在钢管下端两侧的托辊(50)和位于钢管上方弹性压住钢管的压辊(60)。
2.根据权利要求1所述的辊底式固溶炉,其特征是:所述的加热炉(1)的进料炉门端设有可对进料小车(3)所送钢管进行辅助支撑的托轮组(7),冷却室(2)的出料门端设有可对已固溶处理后的钢管进行辅助支撑的托轮组(7),所述的托轮组(7)包括相对钢管中心对称设置且高度、宽度方向可调的一对托轮(70)。
3.根据权利要求2所述的辊底式固溶炉,其特征是:所述的托轮组(7)还包括支座(71)、可升降的V形托架(72)和设在支座(71)内位于V形托架(72)下方的推进油缸(73),推进油缸(73)的活塞杆与V形托架(72)底部固连,V形托架(72)的两内侧斜面上对称设有至少两个安装托轮(70)的定位孔(721)。
4.根据权利要求2所述的辊底式固溶炉,其特征是:所述的托轮(70)为万向轮。
5.根据权利要求1所述的辊底式固溶炉,其特征是:所述的旋转装置(5)包括设在进料小车(3)和出料小车(4)上的支架(51),支架(51)上设有可升降的固定板(52),托辊(50)通过托辊座(53)可调节地固定在固定板(52)上并通过旋转电机(54)带动而转动,支架(51)上位于钢管上方设有压紧电机(61),压紧电机(61)带动压辊(60)升降而压住或脱离钢管。
6.根据权利要求5所述的辊底式固溶炉,其特征是:所述的旋转装置(5)还包括压辊座(62),压辊(60)固定在压辊座(62)上,压紧电机(61)传动连接有丝杆(63),压辊座(62)上设有导柱(64),压辊座(62)通过导柱(64)连接有连接板(65),连接板(65)与丝杆(63)固定,连接板(65)与压辊座(62)之间的导柱(64)上套装有压缩弹簧(66)。
7.根据权利要求5所述的辊底式固溶炉,其特征是:所述的固定板(52)通过设在支架(51)下部的升降油缸(55)推动而升降,托辊座(53)上开设有用于调节托辊(50)之间中心距的长槽孔(531)。
8.根据权利要求1所述的辊底式固溶炉,其特征是:所述的进料小车(3)和出料小车(4)均有驱动电机(8)驱动而在敷设在地面上的轨道上移动,所述的轨道包括平行设置的平轨(9)和齿条(10),驱动电机(8)通过齿轮(11)与齿条(10)啮合传动而驱动进料小车(3)和出料小车(4)移动。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010101453481A CN101818238B (zh) | 2010-03-30 | 2010-03-30 | 辊底式固溶炉 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010101453481A CN101818238B (zh) | 2010-03-30 | 2010-03-30 | 辊底式固溶炉 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101818238A CN101818238A (zh) | 2010-09-01 |
| CN101818238B true CN101818238B (zh) | 2011-08-17 |
Family
ID=42653512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010101453481A Active CN101818238B (zh) | 2010-03-30 | 2010-03-30 | 辊底式固溶炉 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101818238B (zh) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105973931B (zh) * | 2016-04-27 | 2019-04-02 | 中国重型机械研究院股份公司 | 钢坯传热实验台 |
| CN108584456A (zh) * | 2018-05-21 | 2018-09-28 | 嘉兴金典电器有限公司 | 一种电热管上料装置 |
| CN109161660A (zh) * | 2018-06-27 | 2019-01-08 | 河南德佰特机电设备制造有限公司 | 钢管局部加热装置 |
| CN110116140B (zh) * | 2019-03-12 | 2020-10-30 | 东海县晶瑞达石英制品有限公司 | 一种多辊道间隙自动调整装置 |
| CN111304429B (zh) * | 2020-04-01 | 2021-08-27 | 益大特钢有限公司 | 一种用于无缝钢管加工用热处理设备 |
| CN112593069A (zh) * | 2020-12-31 | 2021-04-02 | 江西丰莱科技有限公司 | 一种高效退火装置 |
| CN113337696A (zh) * | 2021-06-17 | 2021-09-03 | 浙江久立特材科技股份有限公司 | 一种不锈钢焊管热处理设备 |
| CN114800178B (zh) * | 2022-06-27 | 2022-09-09 | 烟台市交通运输服务中心(烟台市城市轨道交通建设服务中心、烟台市铁路建设服务中心) | 一种交通护栏制造用打磨装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5945732B2 (ja) * | 1977-02-08 | 1984-11-08 | 日本鋼管株式会社 | 長尺金属材料の熱処理方法及びその装置 |
| CN101109039B (zh) * | 2007-08-31 | 2010-06-09 | 西安重型机械研究所 | 钢管淬火装置中的旋转升降机构及钢管淬火方法 |
| CN201648468U (zh) * | 2010-03-30 | 2010-11-24 | 江苏武进不锈钢管厂集团有限公司 | 辊底式固溶炉 |
-
2010
- 2010-03-30 CN CN2010101453481A patent/CN101818238B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN101818238A (zh) | 2010-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101818238B (zh) | 辊底式固溶炉 | |
| CN101818237B (zh) | 钢管夹持旋转装置 | |
| CN201648469U (zh) | 钢管夹持旋转装置 | |
| CN201648468U (zh) | 辊底式固溶炉 | |
| CN101643831B (zh) | 旋转式大直径无缝热扩钢管自动高频感应淬火装置 | |
| CN109868352B (zh) | 一种钢管水冷自回火工艺及装置 | |
| CN114042848B (zh) | 加热炉自动送料装置 | |
| CN205951279U (zh) | 一种塑胶管扩口生产线 | |
| CN102094114A (zh) | 节能型热轧无缝钢管燃气调质炉及热处理方法 | |
| CN206124205U (zh) | 玻璃钢复合管全自动翻边系统 | |
| CN106734411A (zh) | 一种可自动校正的卷板机 | |
| CN102002573B (zh) | 钢轨离线或在线轨头踏面进行淬火、回火热处理生产线 | |
| CN110538880A (zh) | 一种大型轴类楔横轧轧制工艺 | |
| CN202181318U (zh) | 大直径管棒材连续淬火线 | |
| CN111705207B (zh) | 一种传送带用不锈钢带的热处理装置及热处理矫平方法 | |
| CN209759527U (zh) | 一种钢管水冷自回火装置 | |
| CN107214321A (zh) | 一种机筒耐磨层的加工装置 | |
| CN102688925A (zh) | 高压无缝大口径钢瓶旋压收口机 | |
| CN208217800U (zh) | 一种基于多条输送线的传输设备 | |
| CN220837300U (zh) | 一种方矩形管在线热处理矫直装置 | |
| CN106273393A (zh) | 玻璃钢复合管全自动翻边系统 | |
| CN219096197U (zh) | 双钢带连续式压机高温高压模块 | |
| CN108590722A (zh) | 一种中空锚杆杆体的加工装置及其加工工艺 | |
| CN109772907A (zh) | 一种提高钢铁屈服强度的均匀冷却方法 | |
| CN214655151U (zh) | 连扎生产线的进料加热设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C56 | Change in the name or address of the patentee |
Owner name: JIANGSU WUJIN STAINLESS STEEL CO., LTD. Free format text: FORMER NAME: JIANGSU WUJIN STAINLESS STEEL PIPE GROUP CO., LTD. |
|
| CP03 | Change of name, title or address |
Address after: Zheng Lu Wu Cheng Road Wujin District 213111 Jiangsu city of Changzhou province No. 1 Patentee after: Jiangsu Wujin Stainless Steel Co., Ltd. Address before: 213111, Jiangsu, Wujin Province, Changzhou District, Zheng Lu, 1 Qing Cheng Road West Patentee before: Jiangsu Wujin Stainless Steel Pipe Group Co.,Ltd. |