CN101811147A - 数控双动油压机 - Google Patents
数控双动油压机 Download PDFInfo
- Publication number
- CN101811147A CN101811147A CN 201010149150 CN201010149150A CN101811147A CN 101811147 A CN101811147 A CN 101811147A CN 201010149150 CN201010149150 CN 201010149150 CN 201010149150 A CN201010149150 A CN 201010149150A CN 101811147 A CN101811147 A CN 101811147A
- Authority
- CN
- China
- Prior art keywords
- numerical control
- double acting
- control double
- end socket
- acting hydraulic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Manipulator (AREA)
Abstract
本发明涉及一种数控双动油压机,包括数控双动油压主机,所述的数控双动油压主机具有由上梁、下梁和4根立柱所构成的整体框架,上梁上固定有主油缸,主油缸上连接有拉伸滑块,所述的拉伸滑块上固定有上模,所述的拉伸滑块上还固定设置有压边油缸,压边油缸连接压边滑块,所述的下梁上设置有移动工作台,所述的移动工作台上固定有下模座,下模座上固定下模,所述的数控双动油压机还包括将封头堆积整齐便于搬动的封头自动堆垛装置、将封头从数控双动油压主机中取出的封头旋出装置以及生产封头时的送圆片装置和对中心装置。采用本发明工作高效、平稳、可靠,能源消耗低,不产生污染,并且成型尺寸精确。
Description
技术领域
本发明涉及一种金属挤压的成型压力机,尤其是一种用于封头冲压、金属材料拉伸、校正以及其他压装件成型的数控双动油压机。
背景技术
油压机一般由机架、液压缸、活动横梁、导向机构、顶出机构构成,液压缸安装在机架上部,液压缸活塞与活动横梁连接,上模固定连接在活动横粟上,下模位于模座内,模座固定在支座上.液压缸活塞运动驱动活动横梁上下运动,带动上模对放置在下模内的工件毛坯进行挤压产生成型产品;导向机构用于活动横梁上下运动的垂直导向,保证上下模具的准确合模,从而保证工件的质量;顶出机构是安装在支座下部的顶出液压缸,顶出液压缸活塞对正工件的底部.液压缸活塞向下运动带动上模完成与下模作用将工件毛坯挤压成型后,带动上模上行脱离工件并达到行程后停止,然后顶出液压缸工作将工件顶出下模,完成一次挤压成型工序.导向机构采用四角设置四个立柱,活动横粱套在四个立柱滑行的结构,通过四个立柱实现导向。
但是,这样的油压机采用的是热冲压方式生产封头,并且设备是单动的,而且采用顶出液压缸顶出工件,需要在上模上行结束后,才能启动顶出液压缸工作将工件顶出,此过程时间长,不仅不能保证满足工艺要求,而且会增加能源的消耗,产生污染。另外,采用活动横梁与立柱滑动配合导向,由于活动横梁与立柱间的间隙大且间隙不可调,不易保证上模运动的垂直度,这样会影响到成型尺寸的精确度以及产品的质量。
发明内容
本发明要解决的技术问题是:提出一种工作高效、平稳、可靠,并且确保生产出的产品没有鼓包,减薄合适的数控双动油压机。
本发明所采用的技术方案为:一种数控双动油压机,包括数控双动油压主机,所述的数控双动油压主机具有由上梁、下梁和4根立柱所构成的整体框架,上梁上固定有主油缸,主油缸上连接有拉伸滑块,所述的拉伸滑块上固定有上模,所述的拉伸滑块上还固定设置有压边油缸,压边油缸连接压边滑块,所述的下梁上设置有移动工作台,所述的移动工作台上固定有下模座,下模座上固定下模,所述的数控双动油压机还包括将封头堆积整齐便于搬动的封头自动堆垛装置、将封头从数控双动油压主机中取出的封头旋出装置以及生产封头时的送圆片装置和对中心装置。
具体的说,本发明所述的封头堆垛装置包括具有横梁的型钢底盘,型钢底盘的横梁上设置有减速机、控制减速机工作的驱动电机和行走小车,所述的减速机和驱动电机配合工作驱使行走小车在横梁上移动,所述的行走小车通过电动葫芦在横梁的下方连接有堆垛封头的吸盘。所述的封头旋出装置包括型钢柱和回转设置在型钢柱上、能够抓取封头的机械手,型钢柱上还设置有减速机、驱动电机以及控制机械手能够在型钢柱表面上下移动的升降机构。所述的送圆片装置具有型钢支架,支架的横梁上设置有能够行走的移动小车,移动小车通过电葫芦在支架横梁的下方连接有送料吸盘。所述的对中心装置包括型钢底座,所述的型钢底座内设置有气缸托轮,型钢底座的左右两端分别设置有一块挡块,底座上方、两块挡块之间设置有旋转光杆。所述的移动工作台具有车轮,车轮通过传动轴设置有承载台,所述的传动轴上设置有减速机和驱动电机。
进一步的说,为了确保产品没有鼓包并且减薄合适,本发明所述的数控双动油压主机内设置有能够感应上模冲压深度的传感器装置以及调整压边力力度的数控装置。
本发明的有益效果是:利用移动工作台可以生产的封头移出,并且方便更换模具,使得模具不易划伤;利用封头旋出装置可以托住封头旋转,把封头从油压机内搬出;而利用送圆片装置和对中心装置的配合使用,使得圆片不易划伤,并且能够很好的提高工作效率;采用封头自动堆垛装置,将封头吸住后上升行走,到达指定地点后再将封头放下,便于封头的批量搬运。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的优选实施例的结构示意图;
图2是图1的封头自动堆垛装置的结构示意图;
图3是图1的封头旋出装置的结构示意图;
图4是图1的送圆片装置的结构示意图;
图5是图1的对中心装置的结构示意图;
图6是图1的移动工作台的结构示意图;
图中:1、数控双动油压主机;11、上梁;12、下梁;13、立柱;14、主油缸;15、拉伸滑块;16、压边油缸;17、压边滑块;2、移动工作台;21、下模座;22、车轮;23、承载台;3、封头自动堆垛装置;31、型钢底盘;32、行走小车;33、电动葫芦;34、吸盘;4、封头旋出装置;41、型钢柱;42、机械手;43、升降机构;5、送圆片装置;51、型钢支架;52、移动小车;53、电葫芦;54、送料吸盘;6、对中心装置;61、型钢底座;62、气缸托轮;63、挡块;64、旋转光杆;7、数控装置。
具体实施方式
现在结合附图和优选实施例对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
如图1所示的一种数控双动油压机,包括6600吨数控双动油压主机1,所述的数控双动油压主机1具有由上梁11、下梁12和4根立柱13所构成的整体框架,上梁11上固定有主油缸14,主油缸14上连接有拉伸滑块15,所述的拉伸滑块15上固定有上模,所述的拉伸滑块15上还固定设置有压边油缸16,压边油缸16连接压边滑块17,所述的下梁12上设置有移动工作台2,所述的移动工作台2上固定有下模座21,下模座21上固定下模,所述的数控双动油压机还包括将封头堆积整齐便于搬动的封头自动堆垛装置3、将封头从数控双动油压主机1中取出的封头旋出装置4以及生产封头时的送圆片装置5和对中心装置6。
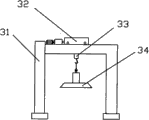
本实施例所述的封头自动堆垛装置3如图2所示,包括具有横梁的型钢底盘31,型钢底盘31的横梁上设置有减速机、控制减速机工作的驱动电机和行走小车32,所述的减速机和驱动电机配合工作驱使行走小车32在横梁上移动,所述的行走小车32通过电动葫芦33在横梁的下方连接有堆垛封头的吸盘34。行走小车32通过吸盘34将封头吸住上升后行走,到指定位置后放下堆垛。
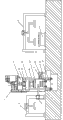
本实施例所述的封头旋出装置4如图3所示,包括型钢柱41和回转设置在型钢柱41上、能够抓取封头的机械手42,型钢柱41上还设置有减速机、驱动电机以及控制机械手42能够在型钢柱41表面上下移动的升降机构43。封头旋出装置4利用机械手42将封头托住,然后通过升降机构43将封头托出模具座,并把封头从油压机内选出。
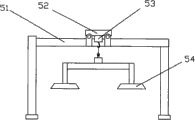
本实施例所述的送圆片装置5如图4所示,具有型钢支架51,支架51的横梁上设置有能够行走的移动小车52,移动小车52通过电葫芦53在支架51横梁的下方连接有送料吸盘54。送圆片装置5为生产封头时进行送料,移动小车52带动吸盘吸住圆片上升行走,把圆片送入油压机内然后下降到合适位置。
本实施例所述的对中心装置6如图5所示,包括型钢底座61,所述的型钢底座61内设置有气缸托轮62,型钢底座61的左右两端分别设置有一块挡块63,底座61上方、两块挡块63之间设置有旋转光杆64。当送圆片装置5吸住圆片进行送料时,可能圆片的中心与模具的中心存在一定的偏差,如果不进行调整,生产出的封头就会变成废品,因此对中心装置6利用旋转光杆64推动圆片,将圆片的中心进行调整,不会划伤圆片。
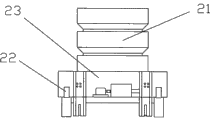
本实施例所述的移动工作台2如图6所示,具有车轮22,车轮22通过传动轴设置有承载台23,所述的传动轴上设置有减速机和驱动电机。由于本实施例所述的油压机为6600吨,因此模具所承受的压力比一般吨位的油压机所承受的压力要大得多,所以模具的磨损程度也较快,为了保证封头的生产质量,因此就需要经常的进行模具的更换,本实施例所述的工作台可以整体的开进开出,方便更换模具。
本实施例所述的数控双动油压主机1内设置有能够感应上模冲压深度的传感器装置以及调整压边力力度的数控装置7,压制封头时压边力会根据上模的冲压深度不断的进行数控调整,确保产品没有鼓包并且减薄合适。
以上说明书中描述的只是本发明的具体实施方式,各种举例说明不对本发明的实质内容构成限制,所属技术领域的普通技术人员在阅读了说明书后可以对以前所述的具体实施方式做修改或变形,而不背离发明的实质和范围。
Claims (7)
1.一种数控双动油压机,包括数控双动油压主机(1),所述的数控双动油压主机(1)具有由上梁(11)、下梁(12)和4根立柱(13)所构成的整体框架,上梁(11)上固定有主油缸(14),主油缸(14)上连接有拉伸滑块(15),所述的拉伸滑块(15)上固定有上模,其特征在于:所述的拉伸滑块(15)上还固定设置有压边油缸(16),压边油缸(16)连接压边滑块(17),所述的下梁(12)上设置有移动工作台(2),所述的移动工作台(2)上固定有下模座(21),下模座(21)上固定下模,所述的数控双动油压机还包括将封头堆积整齐便于搬动的封头自动堆垛装置(3)、将封头从数控双动油压主机(1)中取出的封头旋出装置(4)以及生产封头时的送圆片装置(5)和对中心装置(6)。
2.如权利要求1所述的数控双动油压机,其特征在于:所述的封头自动堆垛装置(3)包括具有横梁的型钢底盘(31),型钢底盘(31)的横梁上设置有减速机、控制减速机工作的驱动电机和行走小车(32),所述的减速机和驱动电机配合工作驱使行走小车(32)在横梁上移动,所述的行走小车(32)通过电动葫芦(33)在横梁的下方连接有堆垛封头的吸盘(34)。
3.如权利要求1所述的数控双动油压机,其特征在于:所述的封头旋出装置(4)包括型钢柱(41)和回转设置在型钢柱(41)上、能够抓取封头的机械手(42),型钢柱(41)上还设置有减速机、驱动电机以及控制机械手(42)能够在型钢柱(41)表面上下移动的升降机构(43)。
4.如权利要求1所述的数控双动油压机,其特征在于:所述的送圆片装置(5)具有型钢支架(51),支架(51)的横梁上设置有能够行走的移动小车(52),移动小车(52)通过电葫芦(53)在支架(51)横梁的下方连接有送料吸盘(54)。
5.如权利要求1所述的数控双动油压机,其特征在于:所述的对中心装置(6)包括型钢底座(61),所述的型钢底座(61)内设置有气缸托轮(62),型钢底座(61)的左右两端分别设置有一块挡块(63),底座(61)上方、左右两块挡块(63)之间设置有旋转光杆(64)。
6.如权利要求1所述的数控双动油压机,其特征在于:所述的移动工作台(2)具有车轮(22),车轮(22)通过传动轴设置有承载台(23),所述的传动轴上设置有减速机和驱动电机。
7.如权利要求1、2、3、4、5或6所述的数控双动油压机,其特征在于:所述的数控双动油压主机(1)内设置有能够感应上模冲压深度的传感器装置以及调整压边力力度的数控装置(7)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010149150 CN101811147A (zh) | 2010-04-16 | 2010-04-16 | 数控双动油压机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010149150 CN101811147A (zh) | 2010-04-16 | 2010-04-16 | 数控双动油压机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101811147A true CN101811147A (zh) | 2010-08-25 |
Family
ID=42618596
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201010149150 Pending CN101811147A (zh) | 2010-04-16 | 2010-04-16 | 数控双动油压机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101811147A (zh) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102554567A (zh) * | 2011-12-28 | 2012-07-11 | 深圳市宝福珠宝首饰有限公司 | 一种铂金条的制造方法及铂金条模压装置 |
| CN103170518A (zh) * | 2013-03-25 | 2013-06-26 | 宜兴北海封头有限公司 | 双动油压机 |
| CN103752753A (zh) * | 2014-01-13 | 2014-04-30 | 合肥合锻机床股份有限公司 | 一种冷压封头液压机的下料装置 |
| CN103786365A (zh) * | 2014-01-13 | 2014-05-14 | 合肥海德数控液压设备有限公司 | 带有压力随动控制功能的封头专用液压机电气控制系统 |
| CN103861884A (zh) * | 2014-03-25 | 2014-06-18 | 烟台胜闻斯国际贸易有限公司 | 立式铝格板挤压机 |
| CN104858330A (zh) * | 2012-12-21 | 2015-08-26 | 合肥通用机械研究院 | 一种封头自动定心上料设备的上料方法 |
| CN106734490A (zh) * | 2017-01-17 | 2017-05-31 | 宜兴市科兴合金材料有限公司 | 一种用于钼圆片的压延机 |
| CN107192625A (zh) * | 2017-05-27 | 2017-09-22 | 河南科技大学 | 热机疲劳试验方法及使用该方法的热机疲劳试验机 |
| CN114654798A (zh) * | 2022-04-29 | 2022-06-24 | 合肥海德数控液压设备有限公司 | 封头冲压专用液压机 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2041304U (zh) * | 1988-09-06 | 1989-07-19 | 秦皇岛市海港区耀华玻璃机械厂 | 玻璃水平取片、堆垛、装箱、卸片装置 |
| EP0619247A1 (en) * | 1993-04-08 | 1994-10-12 | Daifuku Co., Ltd. | Conveyor unit |
| CN2727114Y (zh) * | 2004-08-14 | 2005-09-21 | 重庆宗申技术开发研究有限公司 | 重力库限位导向装置 |
| CN2792645Y (zh) * | 2005-06-08 | 2006-07-05 | 河北科技大学 | 一种冲床自动卸料机械手 |
| CN1883931A (zh) * | 2006-07-07 | 2006-12-27 | 合肥锻压机床有限公司 | 数控封头液压机 |
| CN100423923C (zh) * | 2006-09-05 | 2008-10-08 | 常熟市伟成非织造成套设备有限公司 | 汽车内饰件生产用的吸料送料机构 |
| CN201645851U (zh) * | 2010-04-16 | 2010-11-24 | 常州威诺德机械制造有限公司 | 一种数控双动油压机 |
-
2010
- 2010-04-16 CN CN 201010149150 patent/CN101811147A/zh active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2041304U (zh) * | 1988-09-06 | 1989-07-19 | 秦皇岛市海港区耀华玻璃机械厂 | 玻璃水平取片、堆垛、装箱、卸片装置 |
| EP0619247A1 (en) * | 1993-04-08 | 1994-10-12 | Daifuku Co., Ltd. | Conveyor unit |
| CN2727114Y (zh) * | 2004-08-14 | 2005-09-21 | 重庆宗申技术开发研究有限公司 | 重力库限位导向装置 |
| CN2792645Y (zh) * | 2005-06-08 | 2006-07-05 | 河北科技大学 | 一种冲床自动卸料机械手 |
| CN1883931A (zh) * | 2006-07-07 | 2006-12-27 | 合肥锻压机床有限公司 | 数控封头液压机 |
| CN100423923C (zh) * | 2006-09-05 | 2008-10-08 | 常熟市伟成非织造成套设备有限公司 | 汽车内饰件生产用的吸料送料机构 |
| CN201645851U (zh) * | 2010-04-16 | 2010-11-24 | 常州威诺德机械制造有限公司 | 一种数控双动油压机 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102554567B (zh) * | 2011-12-28 | 2014-05-14 | 深圳市宝福珠宝首饰有限公司 | 一种铂金条的制造方法及铂金条模压装置 |
| CN102554567A (zh) * | 2011-12-28 | 2012-07-11 | 深圳市宝福珠宝首饰有限公司 | 一种铂金条的制造方法及铂金条模压装置 |
| CN104858330A (zh) * | 2012-12-21 | 2015-08-26 | 合肥通用机械研究院 | 一种封头自动定心上料设备的上料方法 |
| CN103170518A (zh) * | 2013-03-25 | 2013-06-26 | 宜兴北海封头有限公司 | 双动油压机 |
| CN103752753A (zh) * | 2014-01-13 | 2014-04-30 | 合肥合锻机床股份有限公司 | 一种冷压封头液压机的下料装置 |
| CN103786365A (zh) * | 2014-01-13 | 2014-05-14 | 合肥海德数控液压设备有限公司 | 带有压力随动控制功能的封头专用液压机电气控制系统 |
| CN103786365B (zh) * | 2014-01-13 | 2015-12-30 | 合肥海德数控液压设备有限公司 | 带有压力随动控制功能的封头专用液压机电气控制系统 |
| CN103861884A (zh) * | 2014-03-25 | 2014-06-18 | 烟台胜闻斯国际贸易有限公司 | 立式铝格板挤压机 |
| CN103861884B (zh) * | 2014-03-25 | 2016-02-24 | 烟台胜闻斯国际贸易有限公司 | 立式铝格板挤压机 |
| CN106734490A (zh) * | 2017-01-17 | 2017-05-31 | 宜兴市科兴合金材料有限公司 | 一种用于钼圆片的压延机 |
| CN107192625A (zh) * | 2017-05-27 | 2017-09-22 | 河南科技大学 | 热机疲劳试验方法及使用该方法的热机疲劳试验机 |
| CN107192625B (zh) * | 2017-05-27 | 2020-04-10 | 河南科技大学 | 热机疲劳试验方法及使用该方法的热机疲劳试验机 |
| CN114654798A (zh) * | 2022-04-29 | 2022-06-24 | 合肥海德数控液压设备有限公司 | 封头冲压专用液压机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201645851U (zh) | 一种数控双动油压机 | |
| CN101811147A (zh) | 数控双动油压机 | |
| CN103394606B (zh) | 冲压机之全自动送料装置 | |
| CN202506786U (zh) | 一种制圈机 | |
| CN203437536U (zh) | 冲压机之全自动送料装置 | |
| CN203370969U (zh) | 一种自动送料冲孔机 | |
| CN101722674A (zh) | 一种模具快速更换系统 | |
| CN104174717A (zh) | 一种带宽度可调折弯模条结构的成型机 | |
| CN203282712U (zh) | 一种四导柱下传动滑块上顶式高速精密冲床 | |
| CN201287476Y (zh) | 一种模具快速更换系统 | |
| CN202540772U (zh) | 多工位四柱式油压机 | |
| CN202963282U (zh) | 一种冲压自动化上下料机械手 | |
| CN101530875B (zh) | 定容积自动冷压机的自动装料和脱模装置 | |
| CN116766360A (zh) | 一种耐火砖成型系统 | |
| CN202239437U (zh) | 热模锻压力机用模架 | |
| CN202137304U (zh) | 辗轧扩孔机床 | |
| CN103042126B (zh) | 一种冲压自动化上下料机械手 | |
| CN205272668U (zh) | 加工精度高的四油缸压力机 | |
| CN201456437U (zh) | 冲压机床的自动脱模模具 | |
| CN103521593A (zh) | 一种钣金件自动冲裁模具 | |
| CN107838288A (zh) | 一种可调节冲压深度的模具 | |
| CN210309724U (zh) | 一种成型盒压纹机的新型压纹机构 | |
| CN202741593U (zh) | 悬臂单冲模具 | |
| CN203316558U (zh) | 汽车前立柱上加强件料坯落料模具 | |
| CN210211500U (zh) | 一种伺服压机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20100825 |