CN101542799B - 高分子电解质型燃料电池和电极-膜-框接合体的制造方法 - Google Patents
高分子电解质型燃料电池和电极-膜-框接合体的制造方法 Download PDFInfo
- Publication number
- CN101542799B CN101542799B CN2008800004202A CN200880000420A CN101542799B CN 101542799 B CN101542799 B CN 101542799B CN 2008800004202 A CN2008800004202 A CN 2008800004202A CN 200880000420 A CN200880000420 A CN 200880000420A CN 101542799 B CN101542799 B CN 101542799B
- Authority
- CN
- China
- Prior art keywords
- electrode
- elastomeric element
- stream
- framework
- membrane
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/0273—Sealing or supporting means around electrodes, matrices or membranes with sealing or supporting means in the form of a frame
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14836—Preventing damage of inserts during injection, e.g. collapse of hollow inserts, breakage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0258—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the configuration of channels, e.g. by the flow field of the reactant or coolant
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0267—Collectors; Separators, e.g. bipolar separators; Interconnectors having heating or cooling means, e.g. heaters or coolant flow channels
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/0276—Sealing means characterised by their form
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/0286—Processes for forming seals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/241—Grouping of fuel cells, e.g. stacking of fuel cells with solid or matrix-supported electrolytes
- H01M8/242—Grouping of fuel cells, e.g. stacking of fuel cells with solid or matrix-supported electrolytes comprising framed electrodes or intermediary frame-like gaskets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2457—Grouping of fuel cells, e.g. stacking of fuel cells with both reactants being gaseous or vaporised
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2465—Details of groupings of fuel cells
- H01M8/2483—Details of groupings of fuel cells characterised by internal manifolds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C2045/1486—Details, accessories and auxiliary operations
- B29C2045/14942—Floating inserts, e.g. injecting simultaneously onto both sides of an insert through a pair of opposed gates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0046—Details relating to the filling pattern or flow paths or flow characteristics of moulding material in the mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
- B29C45/14344—Moulding in or through a hole in the article, e.g. outsert moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3468—Batteries, accumulators or fuel cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M2008/1095—Fuel cells with polymeric electrolytes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Mechanical Engineering (AREA)
- Fuel Cell (AREA)
Abstract
在注射模塑用模具内配置MEA-框接合体,形成在电极部的外缘与框体的内缘之间沿电极部的外缘配置的第1流路、在框体的内外缘之间沿内侧弹性部件配置的第2流路以及连通第1流路和上述第2流路的多条连通流路,在第1流路注入弹性体树脂,将弹性体树脂填充于第1流路内的同时,通过各连通流路向第2流路填充上述弹性体树脂,一体形成将MEA-框接合体与隔离件之间密封的弹性部件。
Description
技术领域
本发明涉及固体高分子电解质型燃料电池,特别是涉及燃料电池的电解质膜-电极接合体与导电性隔离件的密封结构的改良。
背景技术
现有的固体高分子电解质型燃料电池采用如下单电池组件,该单电池组件利用阳极侧导电性隔离件和阴极侧导电性隔离件夹持MEA-框接合体来构成,所述MEA-框接合体中,利用在周缘部配有用于密封气体的密封垫片的框体来保持膜电极复合体(MEA)。MEA由高分子电解质膜以及在该电解质膜的一面上接合阳极并在上述电解质膜的另一面上接合阴极而形成。在各隔离件的周缘形成分别向MEA的阳极提供燃料气体、向阴极提供氧化剂气体的供气部。
但在该现有的固体高分子电解质型燃料电池中,如图15的电极-膜-框接合体的剖面图所示,从框体300与隔离件301的组装上的需要出发,在框体300的内缘与电极(MEA)302之间存在间隙303,因此提供给电池内的气体的一部分通过该间隙303排出,从而引起所谓的交叉泄漏现象。
为了改善该现象,如图16的电极-膜-框接合体的剖面图所示,提出了在该间隙303配置第2密封垫片308的结构、或以密封垫片的内缘的一部分与电极302的外缘局部相接的方式来设置的方法(未图示,例如参照专利文献1)。
另外,MEA即高分子电解质膜组装于框体厚度的大致中央,作为其接合方法,采用热压接、胶粘剂、机械夹等。
作为电极-膜-框接合体中的密封垫片等的配置构成,还提出了其他各种结构(例如参照专利文献2~7)。
专利文献1:日本专利特开2005-100970号公报
专利文献2:日本专利特开2006-172752号公报
专利文献3:日本专利特开2006-310288号公报
专利文献4:日本专利特开2001-102072号公报
专利文献5:日本专利特开2005-259465号公报
专利文献6:美国专利第6610435号说明书
专利文献7:美国专利申请公开第2005/0142414号说明书
发明内容
但是,若高分子电解质膜采用热压接或胶粘的接合方法,则热以及胶粘剂的挥发成分有可能会引起高分子电解质膜的性能下降,有条件限制。若采用机械夹的接合方法,则存在容易从高分子电解质膜与框体的微小间隙出现交叉泄漏的问题。
在图16的电极-膜-框接合体的结构中,采用配置用于防止在框体300的内缘与电极302之间产生间隙303的第2密封垫片308的结构,因而存在其制造成本高的问题。此外,使该密封垫片308部分熔融来填埋间隙时,存在尺寸管理难这一问题。
在专利文献1的电极-膜-框接合体的结构中,由于密封垫片的内缘的一部分与电极302的外缘局部接触,因此交叉泄漏现象的抑制效果不充分。另外,气体扩散电极通常以脆碳纤维为主要成分,因此存在组装时容易对电极带来损害的问题。
此外,在专利文献2~7中均未提出能有效抑制交叉泄漏现象的同时提高还原剂气体和氧化剂气体各自的利用率的电极-膜-框接合体。
因此,本发明的目的在于解决上述问题,即提供能有效抑制在高分子电解质薄膜与框体间的间隙产生的交叉泄漏现象、并能进一步提高还原剂气体和氧化剂气体各自的利用率的使高分子电解质型燃料电池的性能进一步改善的高分子电解质型燃料电池,以及在该高分子电解质型燃料电池中使用的电极-膜-框接合体的制造方法。
为了实现上述目的,本发明如下构成。
本发明的第1方式提供一种高分子电解质型燃料电池,其通过将多个单电池组件层叠组装而成,所述单电池组件具有由膜电极复合体和框体形成的电极-膜-框接合体和从阳极侧和阴极侧夹持所述电极-膜-框接合体的一对隔离件,所述膜电极复合体通过以露出高分子电解质膜的周缘部的方式在所述电解质膜的一面上接合阳极电极并在所述电解质膜的另一面上接合阴极电极而构成,所述框体具有向所述阳极电极和所述阴极电极分别提供燃料气体和氧化剂气体的供气部,并且通过夹持所述电解质膜的周缘部而保持所述膜电极复合体,
所述电极-膜-框接合体具备内侧弹性部件、外侧弹性部件和多个连接弹性部件,
所述内侧弹性部件在所述阳极电极或所述阴极电极的外缘与所述框体的内缘之间,沿所述电极的外缘延伸而被配置于所述电解质膜上,并与所述框体接合,
所述外侧弹性部件在所述框体的内外缘之间,沿所述内侧弹性部件延伸而配置,并与所述框体接合,
所述多个连接弹性部件与所述框体接合,连接所述内侧弹性部件与所述外侧弹性部件,
所述内侧弹性部件和所述外侧弹性部件具有单电池组件组装后的所述电极-膜-框接合体与所述隔离件的间距尺寸以上的厚度,在所述单电池组件被组装的状态下,各所述弹性部件沿所述电极-膜-框接合体的厚度方向弹性变形而将所述电极-膜-框接合体与所述隔离件之间密封。
本发明第2方式提供根据第1方式所述的高分子电解质型燃料电池,其中,所述内侧弹性体部件在所述电极-膜-框接合体中,除了从所述框体的所述供气部到所述阳极电极或所述阴极电极的气体供给路径的形成位置以外,沿所述阳极电极或所述阴极电极的整周而被配置。
本发明第3方式提供根据第1方式所述的高分子电解质型燃料电池,其中,所述外侧弹性部件以其顶部高于所述内侧弹性部件的方式形成,起到将所述膜电极复合体与所述隔离件之间形成的空间相对于所述单电池组件外部密封的密封垫片的作用。
本发明第4方式提供根据第1方式所述的高分子电解质型燃料电池,其中,所述内侧弹性部件、所述外侧弹性部件以及所述连接弹性部件分别形成于所述电极-膜-框接合体的表背面。
本发明第5方式提供根据第1方式所述的高分子电解质型燃料电池,其中,所述内侧弹性部件、所述外侧弹性部件以及所述连接弹性部件分别通过注射模塑而一体形成,在注射模塑的树脂注入部形成的注入部痕迹弹性部件仅与各所述弹性部件中的所述外侧弹性部件连接。
本发明第6方式提供根据第5方式所述的高分子电解质型燃料电池,其中,所述内侧弹性部件、所述外侧弹性部件以及所述连接弹性部件分别形成于所述电极-膜-框接合体的表背面,
各所述弹性部件中的表面侧的所述外侧弹性部件与背面侧的所述外侧弹性部件通过所述注入部痕迹弹性部件连接,
所述注入部痕迹弹性部件在其内侧配置的贯穿孔形成于所述框体。
本发明的第7方式提供一种电极-膜-框接合体的制造方法,其是如下高分子电解质型燃料电池的电极-膜-框接合体的制造方法,所述高分子电解质型燃料电池通过将多个单电池组件层叠组装而成,该单电池组件具有由膜电极复合体和框体形成的电极-膜-框接合体和从阳极侧和阴极侧夹持所述电极-膜-框接合体的一对隔离件,所述膜电极复合体通过以露出高分子电解质膜的周缘部的方式在所述电解质膜的一面上接合阳极电极并在所述电解质膜的另一面上接合阴极电极而构成,所述框体具有向所述阳极电极和所述阴极电极分别提供燃料气体和氧化剂气体的供气部,并通过夹持所述电解质膜的周缘部而保持所述膜电极复合体,
在所述电极-膜-框接合体的制造方法中,
将所述电极-膜-框接合体配置于注射模塑用模具,在所述电极-膜-框接合体中,形成在所述阳极电极或所述阴极电极的外缘与所述框体的内缘之间沿所述电极的外缘延存而配置在所述电解质膜上的第1流路、在所述框体的内外缘之间沿所述内侧弹性部件延伸而配置的第2流路以及连通所述第1流路和所述第2流路的多条连通流路,
通过向所述第1流路注入弹性体树脂,在所述第1流路内填充所述弹性体树脂的同时,通过各所述连通流路将所述弹性体树脂填充到所述第2流路,
通过使填充的所述弹性体树脂固化,在所述第1及第2流路以及各所述连通流路内一体形成在弹性部件,该弹性部件在所述单电池组件被组装的状态下,沿所述电极-膜-框接合体的厚度方向弹性变形而将所述电极-膜-框接合体与所述隔离件之间密封。
本发明第8方式提供根据第7方式所述的电极-膜-框接合体的制造方法,其中,所述第1流路在所述电极-膜-框接合体中,除了从所述框体的所述供气部到所述阳极电极或所述阴极电极的气体供给路径的形成位置以外,沿所述阳极电极或所述阴极电极的整周而被配置。
发明第9方式提供根据第7方式所述的电极-膜-框接合体的制造方法,其中,所述第1和第2流路具有在所述单电池组件组装的状态下的所述电极-膜-框接合体与所述隔离件之间的间距尺寸以上的深度。
本发明第10方式提供根据第7方式所述的电极-膜-框接合体的制造方法,其中,在所述流路的形成中,以离所述第1流路的所述弹性体树脂的注入位置的距离越大其剖面积越大的方式,形成各所述连通流路。
本发明第11方式提供根据第7方式所述的电极-膜-框接合体的制造方法,其中,在所述流路的形成中,在所述电极-膜-框接合体的阳极侧和阴极侧的面上形成所述第1及第2流路以及各所述连通流路,并通过所述框体的贯穿孔向所述阳极侧的所述第1流路和所述阴极侧的所述第1流路同时注入所述弹性体树脂。
本发明第12方式提供根据第7方式所述的电极-膜-框接合体的制造方法,其中,在所述流路的形成中,以各所述连通流路的剖面积小于所述第1流路的剖面积和所述第2流路的剖面积的方式,形成各所述流路。
本发明第13方式提供根据第7方式所述的电极-膜-框接合体的制造方法,其中,在所述流路的形成中,所述第1流路以其顶部高于所述第2流路的方式形成。
根据本发明,在保持高分子电解质膜等的框体的内侧缘部分别具备例如俯视时为框状的阳极侧的内侧弹性部件和俯视时为框状的阴极侧的内侧弹性部件。这样,在单体单元组装时,在框体与阳极侧隔离件之间使阳极侧的内侧弹性部件弹性变形,在框体和阳极侧隔离件之间紧密接触而密封,从而能起到密封效果。在阴极侧也同样,在单体单元组装时,在框体与阴极侧隔离件之间使阴极侧的内侧弹性部件弹性变形,在框体和阳极侧隔离件之间紧密接触而密封,从而能起到密封效果。
其结果是,能有效地抑制在高分子电解质膜与框体之间的间隙产生的交叉泄漏现象,并能分别抑制沿框体缘部的还原剂气体的短路流以及沿框体缘部的氧化剂气体的短路流。籍此,能进一步提高还原剂气体和氧化剂气体各自的利用率,能进一步改善高分子电解质型燃料电池的性能。
此外,通过沿上述内侧弹性部件的外周侧配置外侧弹性部件的同时,形成连接内侧弹性部件与外侧弹性部件的多个连接弹性部件,能通过注射模塑以均匀的树脂压力在防止对电极部等的热损伤的同时切实地形成内侧弹性部件。即,在相当于外侧弹性部件的第1流路注入树脂并使树脂压力的偏差缓和后,通过相对于连接弹性部件的连通流路,向相当于内侧弹性部件的第2流路内导入并填充树脂,从而能实现第2流路内的树脂压力的均一化。因此,在上述注射模塑时,能防止在与电极部等相接的第2流路内局部流入高压·高温的树脂,切实地形成内侧弹性部件。
附图说明
本发明的这些方式和特征可通过与结合附图的具体实施方式相关的下述说明来阐明。附图如下。
图1是表示本发明第1实施方式的具备燃料电池用堆(stack)的燃料电池的概略结构的模式结构图。
图2是表示图1所示燃料电池所具备的燃料电池用堆的模式分解图。
图3A是燃料电池用堆的单体单元组装前的概略剖面图。
图3B是单体单元组装后的概略剖面图。
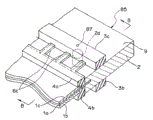
图4是MEA-框接合体的模式局部立体图。
图5是图4的MEA-框接合体的A-A线剖面图。
图6A是表示通过注射模塑来形成第1实施方式的MEA-框接合体的弹性部件的顺序的模式图。
图6B是表示通过注射模塑来形成第1实施方式的MEA-框接合体的弹性部件的顺序的模式图。
图6C是表示通过注射模塑来形成第1实施方式的MEA-框接合体的弹性部件的顺序的模式图。
图6D是表示通过注射模塑来形成第1实施方式的MEA-框接合体的弹性部件的顺序的模式图。
图6E是表示通过注射模塑来形成第1实施方式的MEA-框接合体的弹性部件的顺序的模式图。
图7是第1实施方式的变形例的单体单元的模式图。
图8A是本发明的第2实施方式的MEA-框接合体的模式立体图。
图8B是图8A的MEA-框接合体的B-B线剖面图。
图9是本发明第3实施方式的MEA-框接合体的模式立体图。
图10是本发明第4实施方式的MEA-框接合体的模式剖面图。
图11是本发明第5实施方式的MEA-框接合体的模式立体图。
图12A是表示通过注射模塑来形成本发明第6实施方式的MEA-框接合体的弹性部件的方法的模式剖面图。
图12B是表示通过注射模塑来形成本发明第6实施方式的MEA-框接合体的弹性部件的方法的模式剖面图。
图13是表示本发明实施例中树脂流路的压力分布的测定结果的图表。
图14A是第1实施方式的单体单元的框体的俯视图。
图14B是第1实施方式的上述单体单元的框体的阳极侧的表面的正视图。
图14C是第1实施方式的上述单体单元的框体的阴极侧的表面的正视图。
图15是以往例的固体高分子电解质型燃料电池的电极-膜-框接合体与隔离件的分解剖面图。
图16是以往例的固体高分子电解质型燃料电池的电极-膜-框接合体的剖面图。
具体实施方式
附图中同一部件采用同一参照符号,下面继续说明本发明。
以下,结合附图对本发明的实施方式进行详细说明。
(第1实施方式)
本发明的第1实施方式的具备燃料电池用堆的燃料电池的概略结构的模式结构图如图1所示。图1所示燃料电池101所具备的燃料电池用堆(以下称为堆)的模式分解图如图2所示。
燃料电池101例如固体高分子电解质型燃料电池(PEFC),通过使含有氢的燃料气体与空气等含有氧的氧化剂气体发生电化学反应来同时产生电、热和水。如图1所示,燃料电池101具备:堆30,其为多个具有阳极和阴极这一对电极的燃料电池单元(或单体单元)串联而成的层叠结构;从燃料气体获取氢的燃料处理器31;通过对含有用燃料处理器31获取的氢的燃料气体进行加湿来提高发电效率的阳极加湿器32;对含氧气体(氧化剂气体)进行加湿的阴极加湿器33;以及用于分别提供燃料气体和含氧气体的泵34、35。即,由燃料处理器31、阳极加湿器32以及泵34构成向堆30的各单元提供燃料气体的燃料供给装置。另外,由阴极加湿器33和泵35构成向堆30的各单元提供氧化剂气体的氧化剂供给装置。另外,该燃料供给装置和氧化剂供给装置只要具备供给燃料和氧化剂的功能即可,可以采用其他各种形态。在本发明第1实施方式中,若堆30所具备的多个单元均采用共同的燃料或氧化剂供给装置,则能获得良好的后述本发明第1实施方式的效果。
燃料电池101具备:泵36,用于循环提供冷却水以有效地除去发电时在堆30产生的热;热交换器37,用于将通过该冷却水(例如无导电性的液体,例如可以采用纯水)除去的热与自来水等流体进行热交换;以及,贮热水箱38,用于贮存经热交换的自来水。此外,燃料电池101还具备:运转控制装置40,用于进行运转控制以使上述各构成部相互连动而发电;电力输出部41,用于将在堆30产生的电力输出。
如图2所示,该燃料电池101所具备的堆30通过将多个作为基本单元结构的单体单元(单电池组件)20层叠,用集电板21、绝缘板22、端板23从两侧以规定的负荷紧固而构成。在各集电板21上设有电流输出端子部21a,发电时从此处输出电流即电力。各绝缘板22将集电板21与端板23之间绝缘。另外,有时在这些绝缘板22上设有未图示的气体或冷却水导入口、排出口。各端板23通过未图示的加压装置以规定的负荷将多个层叠的单体单元20、集电板21、绝缘板22紧固并保持。
如图2所示,单体单元20通过用一对隔离件5b、5c夹持电极-膜-框接合体(以下称为“MEA-框接合体”)来构成,所述电极-膜-框接合体是MEA(膜电极复合体)1被框体保持所形成的结构。
MEA1在选择性输送氢离子的高分子电解质膜1a的阳极面侧形成以载持有铂-钌合金催化剂的碳粉为主要成分的催化剂层(阳极侧催化剂层)112,在阴极面侧形成以载持有铂催化剂的碳粉为主要成分的催化剂层(阴极侧催化剂层)113,在这些催化剂层112和113的外面配置兼具燃料气体或氧化剂气体的透气性和电子导电性的气体扩散层114。高分子电解质膜1a一般使用具有质子导电性的固体高分子材料例如全氟磺酸膜(杜邦公司制Nafion膜)。另外,以下将阳极侧催化剂层112和气体扩散层114合称为“阳极电极1b”,将阴极侧催化剂层113和气体扩散层114合称为“阴极电极1c”。
隔离件5b、5c只要由不透气性导电性材料形成即可,例如常用将树脂含浸碳材料切削成规定形状得到的材料或将碳粉与树脂材料的混合物成形得到的材料等。在隔离件5b、5c中与MEA-框接合体15接触的部分形成凹形槽部,该槽部与气体扩散层114接触,形成向阳极电极1b和阴极电极1c的电极面提供燃料气体或氧化剂气体并排出剩余气体的气体流路。气体扩散层114采用一般用碳纤维作为其基材而形成的层,作为这种基材,可以采用例如碳纤维纺布。
这里,将上述单体单元20的端部附近(MEA-框接合体15的端部分附近)的模式局部剖面图在图3A和图3B中放大显示。
单体单元(单电池组件)20具备MEA-框接合体15和从阳极侧及阴极侧夹持MEA-框接合体15的一对隔离件5b、5c。MEA-框接合体15由MEA1和框体2构成,所述MEA1通过在高分子电解质膜1a的一面上接合阳极电极1b并在电解质膜1a的另一面上接合阴极电极1c而形成,所述框体2具有向阳极电极1b和阴极电极1c分别提供燃料气体和氧化剂气体的供给部2x、2y(参照图14A),并夹持上述MEA1的周缘部。将该单体单元20多个层叠组装,形成高分子电解质型燃料电池。
在上述结构中,例如,高分子电解质膜1a通过插入框体2的高分子电解质膜插入用缝隙2a并夹持来进行机械接合。另外,在高分子电解质膜1a的两个面上胶粘固定阳极电极1b和阴极电极1c。
如上所述,在高分子电解质膜1a的两个面上胶粘固定阳极电极1b和阴极电极1c,形成MEA(膜电极复合体)1,将该MEA1用框体2夹持,形成MEA-框接合体15,用一对隔离件5b、5c夹持该MEA-框接合体15,形成单体单元20。在该单体单元20中,阳极电极侧隔离件5b与阳极电极1b相对,阴极电极侧隔离件5c与阴极电极1c相对。
接着,对形成于MEA-框接合体15的弹性体的结构进行说明。在未设置该弹性体的状态的MEA-框接合体15中,在单体单元组装后的状态下,分别在阳极电极1b的外缘和阴极电极1c的外缘与框体2的内缘2b、2c之间存在例如0.1mm~10mm的范围的间隙。在MEA-框接合体15上形成弹性体的目的和作用在于:将沿各电极1b和1c形成的间隙填埋,以及将各隔离件5b、5c与框体2的间隙封固。
具体如图3A所示,以与框体2的阳极侧的内缘2b和阳极电极1b的外缘均接触的方式配置沿阳极电极1b的外缘延伸且具有矩形剖面的阳极侧的内侧弹性部件4b。该阳极侧的内侧弹性部件4b与框体2和阳极电极1b接合并一体化。同样地,以与框体2的阴极侧的内缘2c和阴极电极1c的外缘均接触的方式配置沿阴极电极1c的外缘延伸且具有矩形剖面的阴极侧的内侧弹性部件4c。该阴极侧的弹性部件4c与框体2和阴极电极1c接合并一体化。上述内侧弹性部件4b、4c在图3A所示的状态下,仅为在高分子电解质膜1a上配置并抵接的状态,无需胶粘。另外,分别在阳极电极1b的外缘和阴极电极1c的外缘与框体2的内缘2b、2c之间存在的间隙因内侧弹性部件4b和4c而大幅减少。例如,形成内侧弹性部件4b和4c,并使内侧弹性部件4b和4c的内缘与阳极电极1b的外缘和阴极电极1c的外缘之间的间隙S1很小或为0。
在上述设有内侧弹性部件4b、4c的状态下,当在隔离件5b、5c之间配置MEA-框接合体15而层叠来组装单体单元20时,框体2的框体组装面9与隔离件5b、5c的各隔离件组装面10分别接近。此时,设定内侧弹性部件4b、4c的厚度以使内侧弹性部件4b、4c与隔离件5b、5c的相反面间的间隙S3(参照图3A)小于框体2与隔离件5b、5c间的间隙S2(参照图3A)。通过如此构成内侧弹性部件4b、4c,在单体单元20组装时,在框体2的框体组装面9与隔离件5b、5c的各隔离件组装面10分别位于最接近位置(参照图3B)之前,内侧弹性部件4b、4c与隔离件5b、5c分别切实接触并开始弹性变形。组装完成后,换言之,在框体2的框体组装面9与隔离件5b、5c的各隔离件组装面10分别位于最接近位置后,如图3B所示,内侧弹性部件4b、4c为被隔离件5b、5c按压而分别发生弹性变形的状态。其结果是,弹性变形后的内侧弹性部件4b、4c使间隙S1变小,存在于阳极电极1b的外缘和阴极电极1c的外缘与框体2的内缘2b、2c之间的间隙在组装状态下为完全被内侧弹性部件4b和4c填埋的状态。
如图3A所示,在框体2的框体组装面9,在各内侧弹性部件4b、4c的外侧方向的位置上,配置沿框体2的内缘2b、2c延伸并具有矩形剖面的阳极侧的外侧弹性部件3b和阴极侧的外侧弹性部件3c。该阳极侧的外侧弹性部件3b与框体2接合并一体化。同样地,阴极侧的外侧弹性部件3c也与框体2接合并一体化。此外,在与各外侧弹性部件3b、3c的形成位置相对的隔离件组装面10上形成凹部10a。外侧弹性部件3b、3c在框体组装面9中与内侧弹性部件4b、4c相比为隆起形成。即,外侧弹性部件3b、3c的顶部(上表面)高于内侧弹性部件4b、4c的顶部(上表面)而形成。关于外侧弹性部件3b、3c的厚度和隔离件组装面10的凹部10a的深度,设定成在框体组装面9与隔离件组装面10位于最接近位置之前外侧弹性部件3b、3c与隔离件5b、5c的各凹部10a的底部切实接触并开始弹性变形。位于最接近位置后,如图3B所示,外侧弹性部件3b、3c为被按压至隔离件5b、5c的凹部10a内并分别发生弹性变形的状态。其结果是,弹性变形后的外侧弹性部件3b、3c将框体组装面9与隔离件组装面10之间相对于单体单元20的外部而封固。
对具有这种弹性部件的MEA-框接合体15的结构进行更详细说明。在该说明中,MEA-框接合体15的端部附件的模式局部放大图(立体图)如图4所示,图4中的A-A线剖面图如图5所示。
如图4和图5所示,在MEA-框接合体15的框体2上,沿其内缘2b、2c延伸地形成内侧弹性部件4b、4c。在框体组装面9,在内侧弹性部件4b、4c的外侧方向的位置上,与内侧弹性部件4b、4c平行延伸地形成外侧弹性部件3b、3c。此外,还形成在多处连接阳极侧的内侧弹性部件4b与阳极侧的外侧弹性部件3b的具有矩形剖面的多个连接弹性部件6b。同样地形成在多处连接阴极侧的内侧弹性部件4c与阳极侧的外侧弹性部件3c的具有矩形剖面的多个连接弹性部件6c。
各弹性部件3b、3c、4b、4c、6b、6c使用弹性体树脂通过注射模塑来一体形成。作为在上述注射模塑时注入树脂的树脂注入口(浇口)的痕迹而形成的浇口痕迹部(注入部痕迹弹性部件)7只与外侧弹性部件3b、3c连接形成。具体如图4和图5所示,浇口痕迹部7通过使用贯穿框体2的贯穿孔2d将阳极侧和阴极侧的框体组装面9连通的同时与阳极侧的外侧弹性体3b和阴极侧的外侧弹性体3c连接而形成。
通过采用上述浇口痕迹部(浇口)7、外侧弹性部件3b、3c、连接弹性部件6b、6c、内侧弹性部件4b、4c的配置和连接结构,在形成各弹性部件的模具的流路内,注入相当于浇口痕迹部7的浇口的弹性体树脂填充到相当于外侧弹性部件3b、3c的流路内,进而通过相当于各连接弹性部件6b、6c的流路,将弹性体树脂填充到相当于内侧弹性部件4b、4c的流路内,形成各弹性部件。这种利用注射模塑的形成方法如后所述。
这里,MEA-框接合体15的框体2的模式俯视图如图14A~图14C所示。如图14A~图14C所示,框体2至少具有各一对供气部即燃料气体用歧管孔15a、氧化剂气体用歧管孔15b、冷却水用歧管孔15c。另外,还具有用于使紧固单体单元20的螺栓(未图示)贯穿的多个贯穿孔16。从框体2的一对氧化剂气体用歧管孔15b向阴极电极1c侧提供氧化剂气体。从框体2的一对燃料气体用歧管孔15a向阳极电极1b侧提供燃料气体。在相邻的单体单元20之间的隔离件5b、5c的相对的背面间,由一对冷却水用歧管孔15c提供冷却水。
框体2在阴极电极1c所在侧的表面即框体组装面9具有外侧弹性部件3,该外侧弹性部件3含有氧化剂气体用歧管孔15b和氧化剂气体流路(气体流路部)2y且作为包围阴极电极1c中通过氧化剂气体的整个区域的密封垫片而起作用。在框体2的阳极电极1b所在侧的表面即框体组装面9具有外侧弹性部件3b,该外侧弹性部件3b含有燃料气体用歧管孔15a和燃料气体流路(气体流路部)2x且作为包围在阳极电极1b中通过燃料气体的整个区域的密封垫片而起作用。各外侧弹性部件3b和3c与通过气体的区域隔离而只包围冷却水用歧管孔15c。因此,在单体单元组装后,外侧弹性部件3b、3c分别插入隔离件5b、5c的隔离件组装面10的凹部内抵接而弹性变形,从而在阴极侧和阳极侧分别独立地防止燃料气体和氧化剂气体的泄漏以及冷却水的泄漏。另外,在图14A~图14C中,省略了多个连接弹性部件6b、6c,优选不在阴极侧的内侧弹性部件4c的气体流路部分4c-1的附近设置连接弹性部件6c,而在其周围附近设置,以确保气体流路。阳极侧也具有同样的结构,在单体单元组装后,能在阳极侧的内侧弹性部件4b的气体流路部分4b-1与阳极侧隔离件5b之间切实形成供气用空间。如上所述,外侧弹性部件3b、3c沿框体2的整周连续形成,内侧弹性部件4b、4c除了供气部的供气路径的形成位置外,沿框体2的整周连续形成。
作为形成这些弹性部件的弹性体树脂材料,优选使用例如热塑性弹性体。作为具体材料的例子,可以列举三井化学株式会社制ミラストマ一(注册商标)的高硬度品牌M3800。关于弹性部件,作为分别切实地进行弹性变形的条件,只要具有JIS K 6253中规定的A50~A90或D37~D60的弹性即可。
作为框体的具体材料的例子,可以列举株式会社普瑞曼聚合物的R-250G或350G,作为隔离件的具体材料的例子,可以列举尺寸120mm×120mm、厚3.0mm的树脂含浸石墨板(东海碳株式会社制玻璃碳)。
在单体单元20组装时,若在MEA-框接合体15上层叠隔离件5b、5c,则如图3B所示,内侧弹性部件4b、4c分别被隔离件5b、5c压缩而弹性变形。其结果是,在内侧弹性部件4b、4c的压缩力的作用下,沿高分子电解质膜1a的厚度方向对高分子电解质膜1a加压,因此,即使高分子电解质膜1a与内侧弹性部件4b、4c未胶粘,也可以在该加压力和内侧弹性部件4b、4c的弹力的作用下使内侧弹性部件4b、4c与高分子电解质膜1a为相互密合的状态,将两者之间切实封固。通过在隔离件5b、5c与框体2之间的内侧弹性部件4b、4c的弹性变形,能大幅减少阳极电极1b的外缘与阴极电极1c的外缘分别与框体2的内缘2b、2c之间的间隙S1,或者使间隙S1消失。即,能使间隙S1实质上消失。
因此,利用弹性变形后的阳极侧的内侧弹性部件4b和阴极侧的内侧弹性部件4c,分别将框体2与阳极侧隔离件5b和阴极侧隔离件5c之间密封,能有效地抑制在高分子电解质膜1a与框体2之间的交叉泄漏现象(产生交叉泄漏的现象)。此外,存在于阳极电极1b的外缘与框体2的内缘之间的高分子电解质膜1a上的空间以及存在于阴极电极1c的外缘与框体2的内缘之间的高分子电解质膜1a上的空间被弹性变形后的内侧弹性部件4b和4c分别填埋,因而可以分别抑制沿框体2内缘的还原剂气体的短路流以及沿框体2内缘的氧化剂气体的短路流。其结果是,能进一步提高还原剂气体和氧化剂气体各自的利用率,能进一步改善高分子电解质型燃料电池的性能。另外,利用各连接弹性部件6b、6c,也可以获得上述抑制短路流的效果。此外,可以使外侧弹性部件3b、3c发挥现有的密封垫片的作用。
接着,用图6A~图6E所示的模式说明图,对通过注射模塑来形成具有上述结构的各弹性部件的方法进行说明。
首先,如图6A所示,准备配置有MEA1和框体2为接合的状态的MEA-框接合体15(形成弹性部件前的状态的MEA-框接合体)的上模50和下模60。下模60在其上表面配置MEA-框接合体15,并在与MEA-框接合体15的下表面之间形成用于形成规定流路的凹凸部即流路形成面61。下模60具备棒状顶出部件62,该棒状顶出部件62使MEA-框接合体15与成形的树脂一起与流路形成面61分离。上模50的下表面覆盖MEA-框接合体15的上表面,且在与MEA-框接合体15的上表面之间形成用于形成规定流路的凹凸部即流路形成面51。在该流路形成面51形成作为树脂注入口的多个浇口52,各浇口52与形成于上模上表面的凹部即树脂导入部53连通。上模50还具备锁模部件54,该锁模部件54在上模50与下模60定位的状态下进行锁模。另外,如图6A所示,在MEA-框接合体15的框体2中与各浇口52对应的位置上预先形成贯穿孔2d。
接着,如图6B所示,在下模60的流路形成面61上载置MEA-框接合体15。然后,如图6C所示,相对于载置有MEA-框接合体15的下模60,利用锁模部件54将上模50进行锁模。在上述进行了锁模的状态下,在各流路形成面51、61与MEA-框接合体15之间形成树脂流动填充的流路。
具体而言,在下模60的流路形成面61与MEA-框接合体15之间,形成相当于阳极侧的外侧弹性部件3b的第1树脂流路65、相当于内侧弹性部件4b的第2树脂流路66以及在多处连接第1树脂流路65与第2树脂流路66的多条连通树脂流路67(相当于连接弹性部件6b的流路)。在上模50的流路形成面51与MEA-框接合体15之间,形成相当于阴极侧的外侧弹性部件3c的第1树脂流路55、相当于内侧弹性部件4c的第2树脂流路56以及在多处连接第1树脂流路55与第2树脂流路56的连通树脂流路57(相当于连接弹性部件6c的流路)。另外,由图6C可知,第1树脂流路55、65和第2树脂流路56、66沿框体2形成平面框状。
接着,如图6D所示,向模具内射出并注入弹性体树脂。具体而言,射出注入上模50的树脂导入部53的弹性体树脂P通过各浇口52,首先注入形成于上模50侧的第1树脂流路55,通过框体2的各贯穿孔2d注入形成于下模60侧的第1树脂流路65。然后,分别注入第1树脂流55、65的树脂通过各连通树脂流路57、67流入各第2树脂流路56、66。通过这种树脂流动,树脂填充到各流路内。
在第1树脂流路55、65内首先从浇口52注入树脂,能吸收注入时的压力变化而减少流路内各位置上的树脂压力的偏差,即能够实现树脂压力的均一化。从第1树脂流路55、56内通过各连通树脂流路57、67使树脂流入第2树脂流路56、66,能进一步实现压力的均一化。通过各连通树脂流路57、67,从第1树脂流路55、65向第2树脂流路56、66填充树脂,能减少第2树脂流路56、66内各位置的填充时间(树脂达到时间)的偏差。即,能减少树脂温度因部位不同的偏差,能够实现树脂温度的均一化。特别是在上述注射模塑中,注入高温·高压的树脂,在热强度较低的部分即电极部与框体2的接合部分,以均匀的压力导入温度偏差小的树脂,不仅能防止该接合部分的破损,还可以通过注射模塑来形成弹性部件。
当完成向所有流路内的树脂填充时,进行树脂的固化。然后,如图6E所示,解除上模50与下模60的锁模,利用顶出部件62,使在相当于各流路的位置形成了弹性部件的MEA-框接合体15从下模60的流路形成面61脱离。由此完成注射模塑。
进行该注射模塑的结果如图4所示,在MEA-框接合体15中,在相当于第1树脂流路65的位置形成阳极侧的外侧弹性部件3b,在相当于第2树脂流路66的位置形成内侧弹性部件4b,在相当于各连通树脂流路67的位置形成连接弹性部件6b。另外,在MEA-框接合体15中,在相当于第1树脂流路55的位置形成阴极侧的外侧弹性部件3c,在相当于第2树脂流路56的位置形成内侧弹性部件4c,在相当于各连通树脂流路57的位置形成连接弹性部件6c。另外,在相当于各浇口52和贯穿孔2d的位置形成浇口痕迹部7。
这里,关于用于在上述注射模塑中实现树脂压力均一化和树脂到达时间均一化的各弹性部件的优选形状和配置,用图4来说明。
首先,外侧弹性部件3b、3c的厚度尺寸d1优选为0.5mm~4.0mm的范围。该部件剖面积优选为1mm2~20mm2的范围。当厚度尺寸和剖面积与上述范围相比过小时,无法发挥作为用于使压力均一化的树脂缓冲剂的作用,若过大,则浪费树脂材料。
浇口痕迹(浇口)7的形成间隔d2优选为20~100mm的范围。若形成间隔狭窄,则会浪费树脂材料,若很宽,则难以实现压力的均一化。
连接弹性部件6b、6c的宽度尺寸d3优选为0.5mm~3.0mm的范围,厚度尺寸d4优选为0.5mm~3.0mm的范围。当小于上述范围时,树脂流动的压力损失大,难以得到均一的压力。若至少不比外侧弹性部件3b、3c的剖面积小,则难以得到压力均一化的效果。另外,作为连接弹性部件6b、6c的剖面积,优选相对于外侧弹性部件3b、3c的剖面积为5~70%左右。此外,连接弹性部件6b、6c的形成间距d5优选为3.0mm~20mm的范围。若小于上述范围,则很难制作,若大于上述范围,则压力均一化的效果降低。
连接弹性部件6b、6c的宽度尺寸d3与相邻的连接弹性部件6b、6c的间距尺寸d6(间距尺寸d6=形成间距d5-宽度尺寸d3)的关系优选为d3/d6≤1。若满足这种关系条件,则在弹性部件形成时,框体2能充分克服树脂的填充压力。
在上述本实施方式的说明中,对外侧弹性部件3b、3c以及内侧弹性部件4b、4c为矩形剖面的情况进行了说明,但本发明实施方式不限于此。例如,如图7的模式立体图所示的变形例中的MEA-框接合体75那样包含具有倾斜面的剖面形状的内侧弹性部件74b、74c和具有顺滑的隆起曲面的剖面形状的外侧弹性部件73b、73c的情况来代替上述情况。制成这种结构,不仅可以抑制树脂用量,还可以提供密封性良好且不易破损等的MEA-框接合体。另外,图7的MEA-框接合体75也具备连接各外侧弹性部件73b、73c和内侧弹性部件74b、74c的多个连接弹性部件76b。
(第2实施方式)
另外,本发明不限于上述实施方式,能以其他各种方式来实施。例如,本发明的第2实施方式的燃料电池所具备的MEA-框接合体85的模式局部立体图如图8A所示,图8A的B-B线剖面图如图8B所示。另外,在以后的说明中,与上述第1实施方式的MEA-框接合体相同的结构部件采用相同的参照符号并省略其说明。
如图8A和图8B所示,本发明第2实施方式的MEA-框接合体85中用于通过注射模塑来形成各弹性部件的树脂注入口即浇口的位置与上述第1实施方式不同。具体而言,在阴极侧的外侧弹性部件3c的图示上面设有浇口痕迹部87。此外,在该浇口痕迹部87的图示正下方的位置形成贯穿框体2的贯穿孔2d。
根据上述本发明第2实施方式的MEA-框接合体85的结构,可以使浇口位置位于外侧弹性部件3c的上表面,从而能有效地利用框体组装面9上的区域。
(第3实施方式)
接着,图9所示为本发明第3实施方式的燃料电池所具备的MEA-框接合体95的模式局部立体图。如图9所示,本发明第3实施方式的MEA-框接合体95的注射模塑中的树脂注入口即浇口的位置与上述第1实施方式和第2实施方式不同。具体而言,在阴极侧的外侧弹性部件3c与内侧弹性部件4c之间,在连接弹性部件6c间的空间配置浇口痕迹部97。另外,在该浇口痕迹部97的图示正下方的位置形成贯穿框体2的贯穿孔2d。
根据上述本发明第3实施方式的MEA-框接合体95的结构,将浇口位置配置在外侧弹性部件3c与内侧弹性部件4c之间,因而可以有效地利用弹性部件间的空间,可以有效地使用框体组装面9上的区域。另外,如上述第2实施方式所述,由于未在外侧弹性部件3c的上表面形成浇口痕迹部87,因此不会妨碍外侧弹性部件3c的密封作用即作为与隔离件5c之间的密封垫片的作用,能切实地进行密封。
(第4实施方式)
接着,图10所示为本发明第4实施方式的燃料电池所具备的MEA-框接合体115的模式局部剖面图。如图10所示,本发明第4实施方式的MEA-框接合体115在外侧弹性部件3b、3c与内侧弹性部件4b、4c之间还具备沿各弹性部件延伸配置的中间弹性部件118b、118c,这方面与上述各实施方式不同。此外,中间弹性部件118b、118c通过多个连接弹性部件119b、119c与外侧弹性部件3b、3c连接。中间弹性部件118b、118c通过多个连接弹性部件6b、6c与内侧弹性部件4b、4c连接。
在上述本发明第3实施方式的MEA-框接合体115的结构中,将相当于外侧弹性部件的树脂流路中作为用于使压力均一化的树脂缓冲剂的作用通过相当于外侧弹性部件和中间弹性部件的树脂流路分2阶段来实现。此外,树脂到达相当于内侧弹性部件的树脂流路之前,通过至少2个相当于连接树脂部件的树脂流路。因此,能进一步提高流入相当于内侧弹性部件的流路的树脂压力和树脂到达时间的均一化效果。
(第5实施方式)
接着,图11所示为本发明第5实施方式的燃料电池所具备的MEA-框接合体125的模式局部立体图。如图11所示,本发明第5实施方式的MEA-框接合体125的各连接弹性部件126a、126b、126c的剖面积与距离浇口痕迹部(浇口)7的距离而成比例变大,这方面与上述各实施方式不同。即,在图11中,配置于离浇口痕迹部7最近的位置的连接弹性部件126a的剖面积最小,接着按连接弹性部件126b的剖面积、连接弹性部件126c的剖面积的顺序依次变大,如此设定各剖面积。
通过如上所述那样设定使连接弹性部件126a~126c的剖面积与距离浇口痕迹部7的距离而成比例变大,能在注射模塑时使从浇口到相当于内侧弹性部件的流路的树脂流动的压力损失均一化,能提高树脂压力的均一化的效果。
(第6实施方式)
接着,用图12A和图12B的模式说明图对本发明第6实施方式的燃料电池所具备的MEA-框接合体135的制造方法进行说明。
在上述各实施方式中,对在MEA-框接合体的阳极侧和阴极侧的各个面上通过注射模塑同时一体形成弹性部件的方式进行了说明,但不限于此。具体而言,如图12A所示,在MEA-框接合体135的一表面例如阴极侧的表面9c上,通过注射模塑从浇口7c注入弹性体树脂来形成阴极侧的外侧弹性部件133c、各连接弹性部件136c以及内侧弹性部件134c。然后,如图12B所示,在MEA-框接合体135的另一表面例如阳极侧的表面9b上,通过注射模塑从新的浇口7b注入弹性体树脂来形成阳极侧的外侧弹性部件133b、各连接弹性部件136b以及内侧弹性部件134b。
如此可以在MEA-框接合体135的各个面上通过注射模塑分别形成弹性部件。采用这种形成方法还具有无需在框体2上设置贯穿孔的优点。
另外,在上述各实施方式中,对在MEA-框接合体的阳极侧和阴极侧的各个面上形成弹性部件的方式进行了说明,但也可以用仅在一个面上形成弹性部件的方式来代替。即使仅在一个面上配置弹性部件,也可以获得抑制气体交叉泄漏的效果。
(实施例)
这里,图13的图表所示为具有上述第1实施方式的结构的MEA-框接合体15的相当于内侧弹性部件的第2树脂流路的弹性体树脂的压力分布(实施例)和作为比较例的MEA-框接合体的树脂流路的不具有连通树脂流路的树脂流路的压力分布的测定结果。
图13的压力分布的图表中,纵坐标表示树脂的压力(MPa),横坐标表示测定点的位置。另外,测定点22为距离树脂注入口即浇口最近的位置,越接近测定点1和41,离浇口越远。
如图13所示,在未设连通树脂流路的比较例的MEA-框接合体中,测定点22的树脂压力达到5MPa左右。另一方面,在如实施例的MEA-框接合体14那样设有连通树脂流路的情况下,能将树脂压力的上限抑制在2.9MPa左右以下,认为可以得到压力均一化的效果。
因此,若采用上述各实施方式的MEA-框接合体的结构,则能实现流路的树脂压力均一化以及流路的树脂填充时间均一化,可以在热强度较低的电极部与框体的接合部分通过注射模塑来形成进行密封以抑制交叉泄漏的内侧弹性部件。
另外,通过将上述各实施方式中的任意实施方式适当组合,可以达到各自具有的效果。
本发明结合附图对具体实施方式进行了充分描说明,各种变形和修正对本领域技术人员而言是显而易见的。这种变形和修正只要不超出所附权利要求的范围限定的本发明的范围,均应理解为属于本发明的范围。
在本说明书中引用2007年3月30日提出的日本专利申请No.2007-091975号的说明书、附图以及权利要求的公开内容,作为参考。
Claims (15)
1.一种高分子电解质型燃料电池,其通过将多个单电池组件层叠组装而成,所述单电池组件具有高分子电解质膜、以露出所述高分子电解质膜的周缘部的方式在所述电解质膜的一面上形成的阳极电极、以露出所述高分子电解质膜的周缘部的方式在所述电解质膜的另一面上形成的阴极电极、具有向所述阳极电极和所述阴极电极分别提供燃料气体和氧化剂气体的供气部并夹持所述电解质膜的周缘部以进行保持的框体、从阳极侧和阴极侧夹持所述电解质膜、所述阳极电极、所述阴极电极以及所述框体而设置的一对隔离件,
所述高分子电解质型燃料电池具备:
内侧弹性部件、外侧弹性部件以及多个连接弹性部件,
所述内侧弹性部件在所述阳极电极或所述阴极电极的外缘与所述框体的内缘之间,沿所述电极的外缘延伸而被配置于所述电解质膜上,并与所述框体接合,
所述外侧弹性部件形成于所述框体的设有所述隔离件的一侧的两面,沿所述内侧弹性部件延伸配置,并与所述框体接合,
所述多个连接弹性部件与所述框体接合,连接所述内侧弹性部件与所述外侧弹性部件,
所述内侧弹性部件具有如下厚度,即该内侧弹性部件在所述单电池组件组装后所述电极、所述电解质膜以及所述框体作为的整体上所处位置和所述隔离件之间的间隔尺寸以上的厚度,
所述外侧弹性部件具有如下厚度,即该外侧弹性部件在所述单电池组件组装后所述电极、所述电解质膜以及所述框体作为的整体上所处位置和所述隔离件之间的间隔尺寸以上的厚度,
在所述单电池组件被组装的状态下,所述内侧弹性部件以及所述外侧弹性部件沿所述电极、所述电解质膜以及所述框体的厚度方向弹性变形,将所述电极、所述电解质膜以及所述框体和所述隔离件之间密封。
2.根据权利要求1所述的高分子电解质型燃料电池,其中,所述内侧弹性体部件,除了从所述框体的所述供气部到所述阳极电极或所述阴极电极的气体供给路径的形成位置以外,沿所述阳极电极或所述阴极电极的整周而被配置。
3.根据权利要求1所述的高分子电解质型燃料电池,其中,所述外侧弹性部件以其顶部高于所述内侧弹性部件的方式形成,起到将所述电解质膜与所述隔离件之间形成的空间相对于所述单电池组件外部密封的密封垫片的作用。
4.根据权利要求1所述的高分子电解质型燃料电池,其中,所述内侧弹性部件、所述外侧弹性部件以及所述连接弹性部件分别形成于所述框体的表背面。
5.根据权利要求1所述的高分子电解质型燃料电池,其中,所述内侧弹性部件、所述外侧弹性部件以及所述连接弹性部件分别通过注射模塑而一体形成,在注射模塑的树脂注入部形成的注入部痕迹弹性部件仅与各所述弹性部件中的所述外侧弹性部件连接。
6.根据权利要求5所述的高分子电解质型燃料电池,其中,所述内侧弹性部件、所述外侧弹性部件以及所述连接弹性部件分别形成于所述框体的表背面,
各所述弹性部件中的表面侧的所述外侧弹性部件与背面侧的所述外侧弹性部件通过所述注入部痕迹弹性部件连接,
所述注入部痕迹弹性部件在其内侧配置的贯穿孔形成于所述框体。
7.根据权利要求1所述的高分子电解质型燃料电池,其中,具备:
泵,其向所述高分子电解质型燃料电池循环提供冷却水;
热交换器,其用于将通过所述冷却水除去的热与自来水进行热交换;
贮存箱,其用于贮存经热交换的自来水。
8.根据权利要求7所述的高分子电解质型燃料电池,其中,具备:
运转控制装置,其进行所述高分子电解质型燃料电池的运转控制;
电力输出部,其将在所述高分子电解质型燃料电池产生的电力输出。
9.一种电极-膜-框接合体的制造方法,其是如下高分子电解质型燃料电池的电极-膜-框接合体的制造方法,所述高分子电解质型燃料电池通过将多个单电池组件层叠组装而成,该单电池组件具有由膜电极复合体和框体形成的电极-膜-框接合体和从阳极侧和阴极侧夹持所述电极-膜-框接合体的一对隔离件,所述膜电极复合体通过以露出高分子电解质膜的周缘部的方式在所述电解质膜的一面上接合阳极电极并在所述电解质膜的另一面上接合阴极电极而构成,所述框体具有向所述阳极电极和所述阴极电极分别提供燃料气体和氧化剂气体的供气部,并通过夹持所述电解质膜的周缘部而保持所述膜电极复合体,
在所述电极-膜-框接合体的制造方法中,
将所述电极-膜-框接合体配置于注射模塑用模具,在所述电极-膜-框接合体中,形成在所述阳极电极或所述阴极电极的外缘与所述框体的内缘之间沿所述电极的外缘延存而配置在所述电解质膜上的第1流路、在所述框体的内外缘之间沿所述内侧弹性部件延伸而配置的第2流路以及连通所述第1流路和所述第2流路的多条连通流路,
通过向所述第1流路注入弹性体树脂,在所述第1流路内填充所述弹性体树脂的同时,通过各所述连通流路将所述弹性体树脂填充到所述第2流路,
通过使填充的所述弹性体树脂固化,在所述第1及第2流路以及各所述连通流路内一体形成弹性部件,该弹性部件在所述单电池组件被组装的状态下,沿所述电极-膜-框接合体的厚度方向弹性变形而将所述电极-膜-框接合体与所述隔离件之间密封。
10.根据权利要求9所述的电极-膜-框接合体的制造方法,其中,所述第1流路在所述电极-膜-框接合体中,除了从所述框体的所述供气部到所述阳极电极或所述阴极电极的气体供给路径的形成位置以外,沿所述阳极电极或所述阴极电极的整周形成。
11.根据权利要求9所述的电极-膜-框接合体的制造方法,其中,所述第1和第2流路具有在所述单电池组件组装的状态下的所述电极-膜-框接合体与所述隔离件之间的间距尺寸以上的深度。
12.根据权利要求10所述的电极-膜-框接合体的制造方法,其中,在所述流路的形成中,以离所述第1流路的所述弹性体树脂的注入位置的距离越大其剖面积越大的方式,形成各所述连通流路。
13.根据权利要求9所述的电极-膜-框接合体的制造方法,其中,在所述流路的形成中,在所述电极-膜-框接合体的阳极侧和阴极侧的面上形成所述第1及第2流路以及各所述连通流路,并通过所述框体的贯穿孔向所述阳极侧的所述第1流路和所述阴极侧的所述第1流路同时注入所述弹性体树脂。
14.根据权利要求9所述的电极-膜-框接合体的制造方法,其中,在所述流路的形成中,以各所述连通流路的剖面积小于所述第1流路的剖面积和所述第2流路的剖面积的方式,形成各所述流路。
15.根据权利要求9所述的电极-膜-框接合体的制造方法,其中,在所述流路的形成中,所述第1流路以其顶部高于所述第2流路的方式形成。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007091975 | 2007-03-30 | ||
| JP091975/2007 | 2007-03-30 | ||
| PCT/JP2008/000758 WO2008129840A1 (ja) | 2007-03-30 | 2008-03-27 | 高分子電解質型燃料電池および電極-膜-枠接合体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101542799A CN101542799A (zh) | 2009-09-23 |
| CN101542799B true CN101542799B (zh) | 2012-10-24 |
Family
ID=39875372
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2008800004202A Active CN101542799B (zh) | 2007-03-30 | 2008-03-27 | 高分子电解质型燃料电池和电极-膜-框接合体的制造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (3) | US7771885B2 (zh) |
| EP (1) | EP2058883B1 (zh) |
| JP (3) | JP4235687B2 (zh) |
| KR (1) | KR100918133B1 (zh) |
| CN (1) | CN101542799B (zh) |
| WO (1) | WO2008129840A1 (zh) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103337643B (zh) * | 2005-12-22 | 2016-01-27 | 日产自动车株式会社 | 燃料电池的密封结构 |
| CN101542799B (zh) * | 2007-03-30 | 2012-10-24 | 松下电器产业株式会社 | 高分子电解质型燃料电池和电极-膜-框接合体的制造方法 |
| JP5310991B2 (ja) * | 2008-03-19 | 2013-10-09 | Nok株式会社 | 燃料電池用シール構造の製造方法 |
| JP5412804B2 (ja) * | 2008-11-19 | 2014-02-12 | 日産自動車株式会社 | 燃料電池スタック |
| JP5381078B2 (ja) | 2008-12-19 | 2014-01-08 | 日産自動車株式会社 | 電極およびその製造方法 |
| DE102009039901A1 (de) * | 2009-09-03 | 2011-03-10 | Daimler Ag | Brennstoffzelleneinheit, Brennstoffzellenstapel mit Brennstoffzelleneinheiten |
| DE102009039905A1 (de) * | 2009-09-03 | 2011-03-10 | Daimler Ag | Membranbaugruppe für einen Brennstoffzellenstapel, Brennstoffzellenstapel mit der Membranbaugruppe und Verfahren |
| CN102365778B (zh) * | 2010-01-05 | 2014-11-05 | 松下电器产业株式会社 | 电极-膜-框接合体及其制造方法 |
| EP2549574B1 (en) * | 2010-03-17 | 2020-04-08 | Nissan Motor Co., Ltd | Fuel cell |
| EP2579376B1 (en) * | 2010-06-01 | 2017-04-19 | Nissan Motor Co., Ltd | Fuel cell |
| JP5725277B2 (ja) * | 2010-06-14 | 2015-05-27 | Nok株式会社 | ガスケット |
| CA2802412C (en) * | 2010-06-15 | 2015-04-07 | Nissan Motor Co., Ltd. | Fuel cell with improved contact surface pressure |
| US20140120452A1 (en) * | 2012-05-17 | 2014-05-01 | Panasonic Corporation | Fuel cell and manufacturing method thereof |
| JP6046603B2 (ja) * | 2013-12-26 | 2016-12-21 | 本田技研工業株式会社 | 樹脂枠付き膜電極構造体 |
| JP6383203B2 (ja) * | 2014-07-25 | 2018-08-29 | Nok株式会社 | プレート一体ガスケットの製造方法 |
| JP6403541B2 (ja) * | 2014-10-31 | 2018-10-10 | パナソニック株式会社 | セパレータ−シール部材接合体及びその製造方法 |
| WO2016130781A1 (en) * | 2015-02-12 | 2016-08-18 | Ballard Power Systems Inc. | Seal for solid polymer electrolyte fuel cell |
| PL3093115T3 (pl) * | 2015-05-13 | 2018-01-31 | Stefan Pfaff Werkzeug Und Formenbau Gmbh Co Kg | Urządzenie przyjmujące i sposób natryskiwania |
| US9931850B2 (en) * | 2015-05-25 | 2018-04-03 | Canon Kabushiki Kaisha | Manufacture method of liquid supply member, manufacture apparatus, and liquid supply member |
| KR101806641B1 (ko) * | 2015-12-16 | 2017-12-08 | 현대자동차주식회사 | 연료전지의 단위 셀 사출금형 |
| KR102676724B1 (ko) | 2016-12-16 | 2024-06-19 | 현대자동차주식회사 | 연료전지 셀 프레임 |
| DE102017117146A1 (de) * | 2017-07-28 | 2019-01-31 | Elringklinger Ag | Elektrochemisch aktive Einheit für eine elektrochemische Vorrichtung |
| JP7027996B2 (ja) * | 2018-03-20 | 2022-03-02 | 株式会社豊田自動織機 | 金型 |
| CN111384467A (zh) * | 2018-12-29 | 2020-07-07 | 奥动新能源汽车科技有限公司 | 液冷接插组件、液冷插件装置和电池包总成 |
| JP7323373B2 (ja) * | 2019-08-07 | 2023-08-08 | Nok株式会社 | ガスケット |
| CN110667048A (zh) * | 2019-12-05 | 2020-01-10 | 武汉中极氢能产业创新中心有限公司 | 一种燃料电池密封成型装置 |
| JP7373385B2 (ja) * | 2019-12-19 | 2023-11-02 | 住友理工株式会社 | 燃料電池用セパレータおよびその製造方法 |
| WO2024106305A1 (ja) * | 2022-11-15 | 2024-05-23 | Nok株式会社 | ガスケットおよびガスケット装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1458040A2 (en) * | 2003-03-14 | 2004-09-15 | Matsushita Electric Industrial Co., Ltd. | Fuel cell |
| EP1511103A2 (en) * | 2003-08-22 | 2005-03-02 | Matsushita Electric Industrial Co., Ltd. | Polymer electrolyte fuel cell |
| CN1650455A (zh) * | 2002-04-26 | 2005-08-03 | 本田技研工业株式会社 | 燃料电池隔板 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4576646B2 (ja) | 1999-09-30 | 2010-11-10 | アイシン精機株式会社 | 燃料電池 |
| JP3807498B2 (ja) | 2000-06-27 | 2006-08-09 | Nok株式会社 | 燃料電池用ガスケット |
| JP2003229159A (ja) | 2002-01-31 | 2003-08-15 | Toyota Motor Corp | 燃料電池発電システムおよびこれに用いる操作表示装置 |
| EP1369945B1 (en) | 2002-04-15 | 2012-08-15 | Panasonic Corporation | Fuel cell system |
| JP4739685B2 (ja) * | 2003-03-14 | 2011-08-03 | パナソニック株式会社 | 高分子電解質型燃料電池 |
| CN1536698B (zh) | 2003-04-02 | 2010-12-15 | 松下电器产业株式会社 | 燃料电池用电解质膜结构、mea结构及燃料电池 |
| JP4439966B2 (ja) | 2003-04-02 | 2010-03-24 | パナソニック株式会社 | 燃料電池用電解質膜構造、燃料電池用電解質膜−電極接合体構造、及び燃料電池 |
| JP2004311254A (ja) * | 2003-04-08 | 2004-11-04 | Matsushita Electric Ind Co Ltd | 燃料電池のガスシール構造 |
| JP4599115B2 (ja) | 2003-08-22 | 2010-12-15 | パナソニック株式会社 | 高分子電解質型燃料電池 |
| JP2005259465A (ja) * | 2004-03-10 | 2005-09-22 | Matsushita Electric Ind Co Ltd | 高分子電解質型燃料電池 |
| JP5143336B2 (ja) | 2004-12-13 | 2013-02-13 | パナソニック株式会社 | 高分子電解質型燃料電池 |
| JP4426429B2 (ja) | 2004-12-15 | 2010-03-03 | 株式会社日立製作所 | 燃料電池用セパレータおよび燃料電池 |
| JP3897808B2 (ja) | 2005-04-01 | 2007-03-28 | 松下電器産業株式会社 | Mea、meaの製造方法及び高分子電解質形燃料電池 |
| US20070212587A1 (en) | 2005-04-01 | 2007-09-13 | Nick Fragiadakis | Apparatus for and method of forming seals in an electrochemical cell assembly |
| US8084165B2 (en) | 2005-04-01 | 2011-12-27 | Panasonic Corporation | MEA, MEA manufacturing method, and polymer electrolyte fuel cell |
| JP4977972B2 (ja) | 2005-07-11 | 2012-07-18 | 日産自動車株式会社 | 燃料電池セルおよび電解質膜/電極積層体並びにその製造方法 |
| JP4462160B2 (ja) | 2005-09-30 | 2010-05-12 | 豊田合成株式会社 | ステアリングホイール被覆の製造方法 |
| DE112007000072B4 (de) | 2006-06-26 | 2013-03-28 | Panasonic Corporation | Fest-Polymerelektrolyt-Brennstoffzelle |
| JP5068484B2 (ja) * | 2006-06-30 | 2012-11-07 | パナソニック株式会社 | 高分子電解質型燃料電池用単電池及び高分子電解質型燃料電池 |
| CN101542799B (zh) * | 2007-03-30 | 2012-10-24 | 松下电器产业株式会社 | 高分子电解质型燃料电池和电极-膜-框接合体的制造方法 |
-
2008
- 2008-03-27 CN CN2008800004202A patent/CN101542799B/zh active Active
- 2008-03-27 KR KR1020087031824A patent/KR100918133B1/ko active IP Right Grant
- 2008-03-27 JP JP2008540398A patent/JP4235687B2/ja active Active
- 2008-03-27 US US12/306,986 patent/US7771885B2/en active Active
- 2008-03-27 WO PCT/JP2008/000758 patent/WO2008129840A1/ja active Application Filing
- 2008-03-27 EP EP08720637A patent/EP2058883B1/en active Active
- 2008-12-05 JP JP2008310640A patent/JP4305569B2/ja active Active
- 2008-12-05 JP JP2008310629A patent/JP4305568B2/ja active Active
-
2009
- 2009-05-21 US US12/469,977 patent/US7794892B2/en active Active
- 2009-05-21 US US12/469,995 patent/US7790329B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1650455A (zh) * | 2002-04-26 | 2005-08-03 | 本田技研工业株式会社 | 燃料电池隔板 |
| EP1458040A2 (en) * | 2003-03-14 | 2004-09-15 | Matsushita Electric Industrial Co., Ltd. | Fuel cell |
| EP1511103A2 (en) * | 2003-08-22 | 2005-03-02 | Matsushita Electric Industrial Co., Ltd. | Polymer electrolyte fuel cell |
Non-Patent Citations (3)
| Title |
|---|
| JP特开2004-311254A 2004.11.04 |
| JP特开2005-259465A 2005.09.22 |
| JP特开2006-172752A 2006.06.29 |
Also Published As
| Publication number | Publication date |
|---|---|
| US7771885B2 (en) | 2010-08-10 |
| JP2009049025A (ja) | 2009-03-05 |
| US7790329B2 (en) | 2010-09-07 |
| JP4305569B2 (ja) | 2009-07-29 |
| US20090233131A1 (en) | 2009-09-17 |
| EP2058883A4 (en) | 2009-09-09 |
| US7794892B2 (en) | 2010-09-14 |
| EP2058883A1 (en) | 2009-05-13 |
| WO2008129840A1 (ja) | 2008-10-30 |
| CN101542799A (zh) | 2009-09-23 |
| JPWO2008129840A1 (ja) | 2010-07-22 |
| US20090226782A1 (en) | 2009-09-10 |
| US20090202884A1 (en) | 2009-08-13 |
| EP2058883B1 (en) | 2013-03-13 |
| JP4235687B2 (ja) | 2009-03-11 |
| KR20090015154A (ko) | 2009-02-11 |
| KR100918133B1 (ko) | 2009-09-17 |
| JP4305568B2 (ja) | 2009-07-29 |
| JP2009076470A (ja) | 2009-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101542799B (zh) | 高分子电解质型燃料电池和电极-膜-框接合体的制造方法 | |
| CN101542798B (zh) | 高分子电解质型燃料电池及电极-膜-框接合体的制造方法 | |
| CN101548419B (zh) | 高分子电解质型燃料电池用的电极-膜-框接合体和其制造方法、以及高分子电解质型燃料电池 | |
| JP2009533821A (ja) | インサート成形による外部マニホルドを形成してシーリングされた膜式電気化学的電池スタック | |
| US7220512B2 (en) | Separator plate for polymer electrolyte fuel cell and polymer electrolyte fuel cell using the same | |
| JP2023525609A (ja) | ガスケット組立体及びこれを含む燃料電池加湿器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |