CN101076446A - 复合金属基体铸件和焊料组合物与方法 - Google Patents
复合金属基体铸件和焊料组合物与方法 Download PDFInfo
- Publication number
- CN101076446A CN101076446A CNA2004800261773A CN200480026177A CN101076446A CN 101076446 A CN101076446 A CN 101076446A CN A2004800261773 A CNA2004800261773 A CN A2004800261773A CN 200480026177 A CN200480026177 A CN 200480026177A CN 101076446 A CN101076446 A CN 101076446A
- Authority
- CN
- China
- Prior art keywords
- particle
- scolder
- poss
- composition
- triol
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910000679 solder Inorganic materials 0.000 title claims abstract description 194
- 238000000034 method Methods 0.000 title claims abstract description 109
- 239000000203 mixture Substances 0.000 title claims abstract description 79
- 238000005266 casting Methods 0.000 title description 10
- 239000000758 substrate Substances 0.000 title description 10
- 150000001875 compounds Chemical class 0.000 title description 9
- 239000002245 particle Substances 0.000 claims abstract description 136
- 229910052751 metal Inorganic materials 0.000 claims abstract description 55
- 239000002184 metal Substances 0.000 claims abstract description 55
- 239000011159 matrix material Substances 0.000 claims abstract description 48
- 229910052809 inorganic oxide Inorganic materials 0.000 claims abstract description 24
- 239000000374 eutectic mixture Substances 0.000 claims description 63
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 claims description 44
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 claims description 41
- 239000000126 substance Substances 0.000 claims description 41
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 30
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 claims description 27
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 claims description 27
- 239000010949 copper Substances 0.000 claims description 26
- 238000003466 welding Methods 0.000 claims description 24
- 229910052709 silver Inorganic materials 0.000 claims description 22
- 238000005219 brazing Methods 0.000 claims description 20
- 230000004907 flux Effects 0.000 claims description 19
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims description 18
- 239000010931 gold Substances 0.000 claims description 18
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 16
- 229910052782 aluminium Inorganic materials 0.000 claims description 15
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 15
- 229910052802 copper Inorganic materials 0.000 claims description 15
- 239000004411 aluminium Substances 0.000 claims description 13
- 229910052797 bismuth Inorganic materials 0.000 claims description 13
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 claims description 13
- 229910052738 indium Inorganic materials 0.000 claims description 13
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 claims description 13
- JBQYATWDVHIOAR-UHFFFAOYSA-N tellanylidenegermanium Chemical compound [Te]=[Ge] JBQYATWDVHIOAR-UHFFFAOYSA-N 0.000 claims description 13
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 12
- 229910001092 metal group alloy Inorganic materials 0.000 claims description 12
- 239000004332 silver Substances 0.000 claims description 12
- 238000002844 melting Methods 0.000 claims description 11
- 230000008018 melting Effects 0.000 claims description 11
- 229910052732 germanium Inorganic materials 0.000 claims description 10
- GNPVGFCGXDBREM-UHFFFAOYSA-N germanium atom Chemical compound [Ge] GNPVGFCGXDBREM-UHFFFAOYSA-N 0.000 claims description 10
- 238000010438 heat treatment Methods 0.000 claims description 10
- 229910052759 nickel Inorganic materials 0.000 claims description 10
- 229910052787 antimony Inorganic materials 0.000 claims description 9
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 claims description 9
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 9
- 229910052737 gold Inorganic materials 0.000 claims description 9
- 229910052763 palladium Inorganic materials 0.000 claims description 9
- 229910052697 platinum Inorganic materials 0.000 claims description 9
- 239000011777 magnesium Substances 0.000 claims description 8
- 239000000320 mechanical mixture Substances 0.000 claims description 8
- 239000011469 building brick Substances 0.000 claims description 7
- 230000000712 assembly Effects 0.000 claims description 5
- 238000000429 assembly Methods 0.000 claims description 5
- 238000000465 moulding Methods 0.000 claims description 5
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims description 4
- 229910052793 cadmium Inorganic materials 0.000 claims description 4
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 claims description 4
- 229910052749 magnesium Inorganic materials 0.000 claims description 4
- 229910052716 thallium Inorganic materials 0.000 claims description 4
- BKVIYDNLLOSFOA-UHFFFAOYSA-N thallium Chemical compound [Tl] BKVIYDNLLOSFOA-UHFFFAOYSA-N 0.000 claims description 4
- 239000002923 metal particle Substances 0.000 claims description 2
- 239000007787 solid Substances 0.000 claims description 2
- 239000000155 melt Substances 0.000 claims 2
- 238000009434 installation Methods 0.000 claims 1
- 239000002131 composite material Substances 0.000 abstract description 46
- 150000002739 metals Chemical class 0.000 abstract 1
- 229910020836 Sn-Ag Inorganic materials 0.000 description 68
- 229910020988 Sn—Ag Inorganic materials 0.000 description 68
- 239000012744 reinforcing agent Substances 0.000 description 43
- 239000013078 crystal Substances 0.000 description 15
- 238000012360 testing method Methods 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 12
- 230000004087 circulation Effects 0.000 description 11
- 125000000596 cyclohexenyl group Chemical group C1(=CCCCC1)* 0.000 description 10
- 239000000956 alloy Substances 0.000 description 9
- -1 ether siloxanes Chemical class 0.000 description 9
- 229910045601 alloy Inorganic materials 0.000 description 8
- 238000010008 shearing Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 6
- 238000001878 scanning electron micrograph Methods 0.000 description 6
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 5
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 5
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 5
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 5
- 239000004926 polymethyl methacrylate Substances 0.000 description 5
- 239000000843 powder Substances 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 5
- 229910052710 silicon Inorganic materials 0.000 description 5
- 239000010703 silicon Substances 0.000 description 5
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 5
- 125000000217 alkyl group Chemical group 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 238000009833 condensation Methods 0.000 description 4
- 230000005494 condensation Effects 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 238000004377 microelectronic Methods 0.000 description 4
- 238000011160 research Methods 0.000 description 4
- 230000000717 retained effect Effects 0.000 description 4
- 238000007788 roughening Methods 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- PNEYBMLMFCGWSK-UHFFFAOYSA-N Alumina Chemical compound [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 3
- XSTXAVWGXDQKEL-UHFFFAOYSA-N Trichloroethylene Chemical compound ClC=C(Cl)Cl XSTXAVWGXDQKEL-UHFFFAOYSA-N 0.000 description 3
- 125000001931 aliphatic group Chemical group 0.000 description 3
- 125000000304 alkynyl group Chemical group 0.000 description 3
- 125000003118 aryl group Chemical group 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 125000000392 cycloalkenyl group Chemical group 0.000 description 3
- 125000000753 cycloalkyl group Chemical group 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N ethylene glycol Natural products OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- 230000005496 eutectics Effects 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 230000004927 fusion Effects 0.000 description 3
- 125000001072 heteroaryl group Chemical group 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 239000002105 nanoparticle Substances 0.000 description 3
- 150000003254 radicals Chemical class 0.000 description 3
- 238000005476 soldering Methods 0.000 description 3
- 125000002769 thiazolinyl group Chemical group 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 241001502050 Acis Species 0.000 description 2
- 229910001018 Cast iron Inorganic materials 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- 230000004913 activation Effects 0.000 description 2
- 239000012190 activator Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 238000005275 alloying Methods 0.000 description 2
- 150000001412 amines Chemical class 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 239000011162 core material Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- NBVXSUQYWXRMNV-UHFFFAOYSA-N fluoromethane Chemical compound FC NBVXSUQYWXRMNV-UHFFFAOYSA-N 0.000 description 2
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 2
- 230000007774 longterm Effects 0.000 description 2
- 238000010309 melting process Methods 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 239000012779 reinforcing material Substances 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000013008 thixotropic agent Substances 0.000 description 2
- 230000001988 toxicity Effects 0.000 description 2
- 231100000419 toxicity Toxicity 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- ODIGIKRIUKFKHP-UHFFFAOYSA-N (n-propan-2-yloxycarbonylanilino) acetate Chemical compound CC(C)OC(=O)N(OC(C)=O)C1=CC=CC=C1 ODIGIKRIUKFKHP-UHFFFAOYSA-N 0.000 description 1
- SLGOCMATMKJJCE-UHFFFAOYSA-N 1,1,1,2-tetrachloro-2,2-difluoroethane Chemical compound FC(F)(Cl)C(Cl)(Cl)Cl SLGOCMATMKJJCE-UHFFFAOYSA-N 0.000 description 1
- ROGIWVXWXZRRMZ-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1 ROGIWVXWXZRRMZ-UHFFFAOYSA-N 0.000 description 1
- 229910017944 Ag—Cu Inorganic materials 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 208000035126 Facies Diseases 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 1
- 229910000691 Re alloy Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 229910052768 actinide Inorganic materials 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 150000004703 alkoxides Chemical class 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- RQNWIZPPADIBDY-UHFFFAOYSA-N arsenic atom Chemical compound [As] RQNWIZPPADIBDY-UHFFFAOYSA-N 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 230000002146 bilateral effect Effects 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 210000000988 bone and bone Anatomy 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- NTXGQCSETZTARF-UHFFFAOYSA-N buta-1,3-diene;prop-2-enenitrile Chemical compound C=CC=C.C=CC#N NTXGQCSETZTARF-UHFFFAOYSA-N 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 150000008280 chlorinated hydrocarbons Chemical class 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000012459 cleaning agent Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- WTYGAUXICFETTC-UHFFFAOYSA-N cyclobarbital Chemical compound C=1CCCCC=1C1(CC)C(=O)NC(=O)NC1=O WTYGAUXICFETTC-UHFFFAOYSA-N 0.000 description 1
- 229960004138 cyclobarbital Drugs 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007123 defense Effects 0.000 description 1
- 229940070259 deflux Drugs 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000004100 electronic packaging Methods 0.000 description 1
- 239000003623 enhancer Substances 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000013467 fragmentation Methods 0.000 description 1
- 238000006062 fragmentation reaction Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 229910000743 fusible alloy Inorganic materials 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 125000003187 heptyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000006038 hexenyl group Chemical group 0.000 description 1
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 230000003301 hydrolyzing effect Effects 0.000 description 1
- 150000003949 imides Chemical class 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- LQBJWKCYZGMFEV-UHFFFAOYSA-N lead tin Chemical compound [Sn].[Pb] LQBJWKCYZGMFEV-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000005058 metal casting Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 239000006262 metallic foam Substances 0.000 description 1
- 239000013528 metallic particle Substances 0.000 description 1
- 229910052752 metalloid Inorganic materials 0.000 description 1
- 150000002738 metalloids Chemical class 0.000 description 1
- 238000005272 metallurgy Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 239000010705 motor oil Substances 0.000 description 1
- 125000004365 octenyl group Chemical group C(=CCCCCCC)* 0.000 description 1
- 125000002347 octyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- 125000000962 organic group Chemical group 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 125000002524 organometallic group Chemical group 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000010248 power generation Methods 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 229910002059 quaternary alloy Inorganic materials 0.000 description 1
- 229910052761 rare earth metal Inorganic materials 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000009938 salting Methods 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 238000010561 standard procedure Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 229910000601 superalloy Inorganic materials 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 229910052714 tellurium Inorganic materials 0.000 description 1
- PORWMNRCUJJQNO-UHFFFAOYSA-N tellurium atom Chemical compound [Te] PORWMNRCUJJQNO-UHFFFAOYSA-N 0.000 description 1
- 150000003505 terpenes Chemical class 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- 229910052723 transition metal Inorganic materials 0.000 description 1
- 150000003624 transition metals Chemical class 0.000 description 1
- 229960002415 trichloroethylene Drugs 0.000 description 1
- UBOXGVDOUJQMTN-UHFFFAOYSA-N trichloroethylene Natural products ClCC(Cl)Cl UBOXGVDOUJQMTN-UHFFFAOYSA-N 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
Images





































Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
- C22C32/001—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with only oxides
- C22C32/0015—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with only oxides with only single oxides as main non-metallic constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
- B23K35/025—Pastes, creams, slurries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/26—Selection of soldering or welding materials proper with the principal constituent melting at less than 400 degrees C
- B23K35/262—Sn as the principal constituent
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3457—Solder materials or compositions; Methods of application thereof
- H05K3/3485—Applying solder paste, slurry or powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/02—Fillers; Particles; Fibers; Reinforcement materials
- H05K2201/0203—Fillers and particles
- H05K2201/0206—Materials
- H05K2201/0209—Inorganic, non-metallic particles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Powder Metallurgy (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Conductive Materials (AREA)
- Oxygen, Ozone, And Oxides In General (AREA)
Abstract
公开了一种复合组合物和制造该组合物的方法,其包括提供金属基体和在该颗粒表面上具有键合的有机官能团的分散的无机氧化物颗粒。公开了一种复合焊料组合物和制造并使用该组合物的方法,其包括提供金属基体和在该颗粒表面上具有键合的有机官能团的分散的无机氧化物颗粒。还公开了含这一复合焊料组合物的装置。特别地,公开了有机官能的POSS和POS。该组合物提供浇铸金属和焊料。
Description
发明背景
(1)发明领域
[0001]本发明一般地涉及复合铸件和焊料(solder),其中包括硬钎料,和更特别地,本发明涉及含有有机官能的无机氧化物颗粒的复合铸件和焊料。本发明进一步涉及无铅复合焊料。
(2)相关领域的说明
[0002]轻质铸件因其重量减轻越来越被用作铸铁的替代品。铸件具有许多用途,特别是在汽车和航空航天工业中。轻质铸件通常不具有铁铸件的性能或可靠性。这一问题的解决方法是在轻质铸件中在临界应力点处提供高强度镶嵌件(insert)。
[0003]Myers等人的美国专利No.6484790和No.6443211教导了对于各种应用来说,形成掺入冶金粘结(bond)的镶嵌件的轻质复合金属铸件的方法。浇铸方法包括下述步骤:在包括充足温度的条件下用第一层涂布镶嵌件,引起该层的一部分因溶解在浇铸金属材料内而牺牲,同时留下至少一部分第一层作为在镶嵌件与铸件材料之间的扩散阻挡层。
[0004]Shimizu等人的美国专利No.6006819教导了通过浇铸掺入到铝基主体内的铝基复合元件,其具有在铝基主体和铸铁材料部分之间增加的粘结强度。
[0005]Jorstad等人的美国专利No.5333668教导了涂布铁或铝制品,例如发动机油缸衬里的镶嵌件的方法,以提供与在该制品周围浇铸的铝合金材料的冶金粘结。
[0006]无铅电子焊料是低熔点合金体系。然而,在现代微电子应用中其使用性能要求它们具有更好的热机械(TMF)能力、良好的尺寸稳定性和降低的电迁移。良好的TMF性能对于汽车、航空航天/防护(defense)和消费电子应用来说是重要的,这是因为这些情况牵涉到严重的热漂移。在典型的微电子机械体系(MEMS)中,互连处的尺寸稳定性变得重要,这是因为在携带电流的印刷电路板内的线路彼此非常接近地布置。在这种MEMS,和发电应用中遇到的高电流密度证明电迁移问题的解决是所需的。
[0007]复合焊料是具有特意掺入的增强剂的焊料。存在数种尝试将相容的增强剂掺入到焊料体系内。这种方法包括通过就地或机械混合方法掺入金属间(IMC)增强剂。机械混合方法可将IMC增强剂直接掺入到焊料糊剂中,或者在软熔(reflow)工艺过程中通过与熔化焊料反应,将加入到糊剂中的金属粉末转化成IMC增强剂。然而,这种增强剂倾向于变为数微米的尺寸。另外,IMC增强剂倾向于在使用过程中糙化并影响其有效性。通过IMC增强剂实现的使用性能改进倾向于随着IMC增强剂的类型、掺入这种增强剂所使用的方法和在使用过程中其糙化动力学变化而变化。结果,在实际的电子焊料互连中尚未实施IMC粒状增强复合焊料。随着电子组件的小型化的快速进展,需要开发具有亚微米增强剂的焊料。
[0008]可供替代的方法是在焊料基体内掺入惰性粒状增强剂。一种这样的尝试是在磁场存在下掺入铁粒(M.McCormack,S.Jin和G.W.Kammlott,“Enhanced Solder Alloy Performance by MagneticDispersions”,IEEE Transactions on Components,Packaging,andManufacturing Technology-Part A,17(3),pp.452-457,1994)。还尝试在电子焊料内掺入陶瓷颗粒,例如氧化铝。这一方法的一个问题是在软熔工艺过程中增强剂的聚集,使得它们带来较大的尺寸和孔隙。关于在增强剂与基体之间的界面龟裂的相关问题,进行了诸如通过辊压使这些聚集的颗粒破碎和分散的机械加工之类的尝试(H.Mavoori和S.Jin,“New Creep-Resistant,Low Melting PointSolders with Ultrafine Oxide Dispersions”,J.Electr.Mater.,27(11):pp.1216-1222,1998)。与掺入这一惰性增强剂有关的另一严重问题是,在增强剂与焊料基体之间缺少任何化学键合,这使得它们不是非常有效地提高使用性能(H.Mavoori和S.Jin)。结果,在实践中实施不了具有惰性增强剂的这种焊料。
[0009]活跃地研究的另一方法是合金化Sn-Ag基焊料与小量Cu、Ni、稀土元素等(C.M.Miller,I.E.Anderson和J.F.Smith,“A Viable Tin-Lead Solder Substitute:Sn-Ag-Cu”,J.Electr.Mater.,23(7),pp.595-601,1994,F.Guo,S.Choi,T.R.Bieler,J.P.Lucas,A.Achari,M Paruchuri和K.N.Subramanian,“Evaluation of Creep Behavior of Near Eutectic Sn-Ag SoldersContaining Small Amount of Alloy Additions”,Materials Scienceand Engineering,A351,pp.190-199,2003,J.G.Lee,F.Guo,S.Choi,K.N.Subramanian,T.R.Bieler和J.P.Lucas,“ResidualMechanical Behavior of Thermomechanically Fatigued Sn-Ag BasedSolder Joints”,J.Electr.Mater.,31(9),pp.946-952,2002,C.M.L.Wu,C.M.T.Law,D.Q.Yu和L.Wang,“The Wettabilityand Microstructure of Sn-Zn-RE Alloys”,J.Electr.Mater.,32(2):pp.63-69,2003,C.M.L.Wu,D.Q.Yu,C.M.T.Law和L.Wang,“Improvements of Microstructure,Wettability,Tensileand Creep Strength of Eutectic Sn-Ag Alloy by Doping withRare-Earth Elements”,Journal of Materials Research,17(12),pp.3146-3154,2002)。尽管这些三元和四元合金焊料可产生二元和三元IMC沉淀,但难以控制在软熔工艺过程中其尺寸和分布。这种合金化还改变影响软熔参数的熔化温度,所述软熔参数保证加工参数和方法所需的变化。
[0010]随着电子组件小型化的快速进展,对具有亚微米增强剂的焊料的需要变得必须。这种亚微米尺寸的增强剂当存在于晶界处时,可通过控制晶界,来最小化晶界滑动,这是在TMF循环的高温停留过程中,TMF损坏的主要模式。在高温使用环境中使用的镍和钴基高温合金使用这一方法。这些增强剂可最小化TMF的损坏并改进其使用可靠性,且还改进尺寸稳定性,其中所述尺寸稳定性对于MEM和微电子应用来说是重要的。
[0011]在微电子应用中,当电流密度增加时,在电极之间的离子迁移引起导致焊料接头故障的空隙。在计算机工业中类似的问题已经通过在铝线的晶界内掺入铜原子成功地解决。然而,在无铅焊料的情况下,对于相同的问题,没有已知的解决方法。亚微米尺寸的增强剂(其可来自于增强焊料的所提出的方法)可提供电迁移问题的解决方法。
[0012]Sekhar的美国专利No.5127969教导了一种具有连续相和分散相的焊料组合物。分散相是含石墨、碳化硅、金属氧化物、元素金属和/或金属合金的粒状或纤维形式的增强材料。增强材料作为分散相保持粒状或纤维形式。尽管Sekhar教导了范围从亚微米到60微米的粒状和纤维增强剂,但它没有教导纳米尺寸的颗粒增强剂。
[0013]Paruchuri等人的美国专利No.5928404和美国专利No.6360939教导了一种电子焊料糊剂,其具有主焊料粉末和添加剂金属粉末组分,所述添加剂金属粉末组分由于其具有显著高于主粉末熔点的熔点,因此在焊接工艺过程中不熔化。
[0014]Avery等人的美国专利No.6340113教导了一种焊料组合物,其由用第二金属,或者第二金属的盐溶液或悬浮液涂布的第一金属颗粒组成。选择该金属,使得其单独的熔点高于当它们结合时形成的合金的熔点。加热涂布的颗粒,并在核心材料及其涂层之间的界面处发生熔化。各颗粒一起熔合成多孔的金属泡沫体。
[0015]Kitajima等人的美国专利No.6521176教导了一种各自具有设定浓度的无铅的焊料合金,使得该无铅焊料合金的熔化温度低于待焊接的工件的预定耐热温度。
[0016]Saraf等人的美国专利No.5866044教导了一种导电糊剂,其包括热塑性聚合物、导电金属粉末和有机溶剂体系。该热塑性聚合物选自聚(酰亚胺脲)、聚(醚硅氧烷)、聚(苯乙烯丁二烯)、聚(苯乙烯异戊二烯)、聚(丙烯腈丁二烯)、聚(乙烯乙酸乙烯酯)和聚氨酯。
[0017]尽管相关的现有技术公开了可供替代的方式强调改进焊料的使用性能,但仍需要这一长期未解决问题的优越的解决方法。因此,希望开发一种具有亚微米增强剂的复合焊料组合物,其具有改进的使用性能。进一步希望该复合焊料组合物不含铅。考虑到铅固有的毒性和在现代生活的所有方面中快速地推广利用电路,环境铅的释放日益引起人们的关心。降低铅含量同时保持铅焊料的诸如熔化温度、可焊性、疲劳行为和加工参数之类性能的焊料组合物将解决毒性废物弃置的长期未解决的问题。
发明概述
[0018]本发明提供一种复合组合物,其包括金属基体,和在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒,其中该颗粒分散在金属基体内。
[0019]本发明还提供制备复合组合物的方法,该方法包括下述步骤:将在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒引入到熔化金属中,产生颗粒分散在金属基体内的金属基体。
[0020]本发明进一步提供前述组合物和方法,其中金属或其合金在低于约600℃的温度下熔化。在前述组合物和方法的一些实施方案中,金属是金属的合金。在前述组合物和方法的一些实施方案中,金属选自镁(Mg)、锌(Zn)、镉(Cd)、铝(Al)、铟(In)、铊(Tl)、锡(Sn)、铅(Pb)、铋(Bi)及其混合物。在前述组合物和方法的一些实施方案中,颗粒选自POSS、POS及其混合物。前述组合物和方法的一些实施方案提供的颗粒是具有化学式R7Si7O9(OH)3和下述结构的POSS-三醇:

和R是有机官能团。在前述组合物和方法的一些实施方案中,颗粒是环己基(cyclohexal)POSS-三醇,而在其它实施方案中,颗粒是苯基POSS-三醇。
[0021]本发明进一步提供一种复合组合物,它包括金属焊料,和分散在该焊料内的在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒。在一些实施方案中,焊料是糊剂,所述糊剂熔化形成焊料作为颗粒分散在基体内的基体。在其它实施方案中,焊料是焊料的固体预成形体(preform),其具有焊料作为基体和分散在该基体内的颗粒。
[0022]本发明进一步提供组合物的实施方案,该焊料在小于约250℃下熔化。在组合物的其它实施方案中,焊料是金属的合金。在一些实施方案中,焊料是无铅的。在一些实施方案中,颗粒与焊料形成化学键。在一些实施方案中,颗粒是具有化学式R7Si7O9(OH)3和下述结构的POSS-三醇:
和R是有机官能团。在一些实施方案中,颗粒是环己基POSS-三醇,而在其它实施方案中,颗粒是苯基POSS-三醇。在组合物的一些实施方案中,金属选自锡(Sn)、银(Ag)、铜(Cu)、铋(Bi)、锌(Zn)、铟(In)、金(Au)、镍(Ni)、锑(Sb)、钯(Pd)、铂(Pt)、锗(Ge)及其混合物。在一些实施方案中,金属基体是Sn--Ag,和在进一步的实施方案中,金属基体是低共熔混合物96.5wt%Sn-3.5wt%Ag。
[0023]本发明进一步提供制备焊料糊剂组合物的方法,该方法包括下述步骤:将在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒引入到粒状金属焊料内,和机械混合该颗粒与金属焊料,以提供糊剂。
[0024]本发明进一步提供一种焊接方法,该方法包括下述步骤:提供一种复合组合物,所述复合组合物包括金属焊料和分散在该焊料内的在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒,并使用使焊料熔化连接两个或多个组件的焊接设备,施加所述焊料,以连接两个或多个组件。
[0025]本发明进一步提供一种装置,该装置包括一个或多个组件,和复合组合物,所述复合组合物包括金属焊料和分散在该焊料内的在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒,其中通过加热将该组合物粘结到组件上。
[0026]本发明进一步提供一种制备焊料预成形体组合物的方法,该方法包括将在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒引入到金属焊料颗粒上,机械混合该颗粒与金属焊料,形成糊剂,并使该糊剂熔化,形成预成形体,其中该颗粒分散在金属基体内。
[0027]本发明进一步提供一种制备成型焊料的方法,该方法包括将在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒引入到金属焊料和焊剂(flux)内,机械混合该颗粒与金属焊料,使金属焊料熔化,其中颗粒分散在金属焊料内并浇铸成所需形状,冷却该型材,并从该型材中清洗焊剂,以提供成型焊料。
[0028]本发明进一步提供前述焊接方法、工艺和装置的实施方案,其中焊料在小于约250℃下熔化。在前述焊接方法、工艺和装置的其它实施方案中,焊料是金属的合金。在一些实施方案中,焊料是无铅的。在一些实施方案中,颗粒与焊料形成化学键。在一些实施方案中,颗粒是具有化学式R7Si7O9(OH)3和下述结构的POSS-三醇:

和R是有机官能团。在前述焊接方法、工艺和装置的一些实施方案中,颗粒是环己基POSS-三醇,而在其它实施方案中,颗粒是苯基POSS-三醇。在前述焊接方法、工艺和装置的一些实施方案中,金属选自锡(Sn)、银(Ag)、铜(Cu)、铋(Bi)、锌(Zn)、铟(In)、金(Au)、镍(Ni)、锑(Sb)、钯(Pd)、铂(Pt)、锗(Ge)及其混合物。在一些实施方案中,金属基体是Sn--Ag,和在进一步的实施方案中,金属基体是低共熔混合物96.5wt%Sn-3.5wt%Ag。
发明目的
[0029]因此,本发明的目的是利用独特的有机功能的无机氧化物,在作为铸件或焊料的低熔点金属内实现所需水平的粒度和分散,以便提高其使用性能。
[0030]本发明另一目的是提供具有提高的使用性能的无铅焊料。
[0031]通过参考下述说明和附图,本发明的这些和其它目的将变得显而易见。
附图简述
[0032]图1说明了具有环己基POSS-三醇的焊料接头的断裂面的顶视图。该标尺代表5微米。
[0033]图2说明了具有环己基POSS-三醇的焊料接头的断裂面的顶视图。该标尺代表10微米。
[0034]图3说明了具有环己基POSS-三醇的焊料接头的侧断裂面。该标尺代表5微米。
[0035]图4说明了具有环己基POSS-三醇的焊料接头的侧断裂面。该标尺代表2微米。
[0036]图5说明了具有环己基POSS-三醇的焊料接头的侧断裂面。该标尺代表2微米。
[0037]图6说明了具有环己基POSS-三醇的焊料接头的抛光表面的高倍放大视图。该标尺代表1微米。
[0038]图7说明了具有环己基POSS-三醇的焊料接头的抛光表面的SE图像。SE图像和BE图像在同一区域内显示出清晰的Ag3Sn颗粒。该标尺代表2微米。
[0039]图8说明了具有环己基POSS-三醇的焊料接头的抛光表面的BE图像。SE图像和BE图像在同一区域内显示出清晰的Ag3Sn颗粒。该标尺代表2微米。
[0040]图9说明了具有苯基POSS-三醇的焊料接头的断裂面的顶视图。该标尺代表10微米。
[0041]图10说明了具有苯基POSS-三醇的焊料接头的断裂面的顶视图。该标尺代表5微米。
[0042]图11说明了具有苯基POSS-三醇的焊料接头的侧断裂面。该标尺代表2微米。
[0043]图12说明了具有苯基POSS-三醇的焊料接头的抛光表面。该标尺代表20微米。
[0044]图13说明了具有苯基POSS-三醇的焊料接头的抛光表面的SE图像,其显示出清晰的Ag3Sn颗粒。该标尺代表2微米。
[0045]图14说明了具有苯基POSS-三醇的焊料接头的抛光表面的BE图像,其显示出清晰的Ag3Sn颗粒。该标尺代表2微米。
[0046]图15说明了具有苯基POSS-三醇的焊料接头的抛光表面。该标尺代表5微米。
[0047]图16说明了苯基POSS-三醇的结构。
[0048]图17说明了环己基POSS-三醇的结构。
[0049]图18说明了焊接的组件的骨架。
[0050]图19说明了低共熔混合物Sn-Ag微结构。该标尺代表10微米。
[0051]图20说明了低共熔混合物Sn-Ag和复合材料的剪切强度。
[0052]图21说明了在低倍放大下环己基POSS-三醇/Sn-Ag焊料接头的断裂面。该标尺代表10微米。
[0053]图22说明了在高倍放大下环己基POSS-三醇/Sn-Ag焊料接头的断裂面。该标尺代表2微米。
[0054]图23说明了环己基POSS-三醇/Sn-Ag焊料接头的抛光表面的SE图像。该标尺代表5微米。
[0055]图24说明了环己基POSS-三醇/Sn-Ag焊料接头的抛光表面的BE图像。该标尺代表5微米。
[0056]图25说明了在高倍放大下环己基POSS-三醇/Sn-Ag焊料接头的抛光表面。该标尺代表1微米。
[0057]图26说明了在低倍放大下苯基POSS-三醇/Sn-Ag焊料接头的断裂面。该标尺代表10微米。
[0058]图27说明了在高倍放大下苯基POSS-三醇/Sn-Ag焊料接头的断裂面。该标尺代表2微米。
[0059]图28说明了苯基POSS-三醇/Sn-Ag焊料接头的抛光表面的SE图像。该标尺代表5微米。
[0060]图29说明了苯基POSS-三醇/Sn-Ag焊料接头的抛光表面的BE图像。该标尺代表5微米。
[0061]图30说明了在高倍放大下苯基POSS-三醇/Sn-Ag焊料接头的抛光表面。该标尺代表1微米。
[0062]图31说明了低共熔混合物Sn-Ag和复合材料的简单剪切强度。
[0063]图32说明了焊接接头制造的实验装置。铜条、顶部玻璃板、底部玻璃板、焊料糊剂、热电偶布线、加热的铝夹具。
[0064]图33说明了在硅片和基底之间的焊料接头。
[0065]图34说明了采用复合焊料的微型芯片连接。
[0066]图35A-35H是含各种POSS的复合焊料接头的起始微结构的SEM图像。
[0067]图36是单剪切搭接焊料接头的示意图。
[0068]图37是显示在0.01s-1的应变速度下,在室温下测试的低共熔混合物Sn-Ag和各种复合焊料接头剪切的剪切强度的图表。
[0069]图38是显示在0.01s-1的应变速度下,在85℃下测试的低共熔混合物Sn-Ag和各种复合焊料接头剪切的剪切强度的图表。
[0070]图39是显示在0.01s-1的应变速度下,在150℃下测试的低共熔混合物Sn-Ag和各种复合焊料接头剪切的剪切强度的图表。
[0071]图40是显示在0.001s-1的应变速度下,在室温下测试的低共熔混合物Sn-Ag和各种复合焊料接头剪切的剪切强度的图表。
[0072]图41A和41B是显示低共熔混合物Sn-Ag焊料接头41A,和含POSS的复合焊料接头41B的剪切变形行为的示意图。
[0073]图42A和42B是剪切失败样品的SEM图像:42A低共熔混合物Sn-Ag焊料接头,42B含POSS的复合焊料接头。
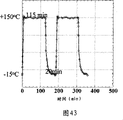
[0074]图43是显示TMF的温度-时间曲线的图表。
[0075]图44A-44D是在具有0、250、500和1000次循环的TMF之后,低共熔混合物Sn-Ag焊料接头的SEM图像。
[0076]图45A-45D是在具有0、250、500和1000次循环的TMF之后,含2wt%POSS的焊料接头的SEM图像。
[0077]图46A-46D是在具有0、250、500和1000次循环的TMF之后,含3wt%POSS的焊料接头的SEM图像。
[0078]图47A-47C是在1000次TMF循环之后,低共熔混合物Sn-Ag基焊料接头的SEM图像。
[0079]图48是显示低共熔混合物Sn-Ag和含POSS(环己烯基-三醇)的焊料接头在TMF之后的残留剪切强度的图表。
[0080]图49A-49C是由于在高温下施加的剪切力导致晶界滑动的示意性细节。49A晶界没有阻碍地在两个相邻的晶粒之间滑动,49B晶粒因在晶界滑动过程中,在晶界上存在金属间颗粒导致经历晶格变形,和49C在晶界三重点处的滑动表明晶格变形的位置。注意:阻碍增加抗滑动性,于是增加塑性变形。
[0081]图50是显示对于具有和不具有POSS的Sn-Ag低共熔焊料来说,在室温下的蠕变的图表。
发明详述
[0082]在本说明书中援引的所有专利、专利申请、政府公开出版物、政府规章和参考文献在此通过参考将其全文引入。在冲突的情况下,本申请的说明书,其中包括定义将起支配作用。提供下述术语的定义,以便有助于进一步理解本发明。
[0083]“有机官能的无机氧化物颗粒”是优选尺寸范围为纳米到亚微米且优选笼状的颗粒。该无机氧化物可以基于过渡金属、镧系或锕系金属原子,或选自硼、硅、锗、砷和碲中的准金属。有机官能的无机氧化物颗粒包括,但不限于,POSS、POS和在Koya等人的美国专利No.6284696和Pinnavaia等人的美国专利No.6465387中所述的有机官能的硅酸酯。该颗粒具有金属氧化物核心和共价键合到该核心上的有机部分,所述有机部分抗分解。每一有机部分独立地选自脂族和芳族烃基。有机部分可包括,但不限于,烷基、环烷基、烯基、环烯基、炔基、环炔基、芳基和杂芳基。有机部分可包括,但不限于己基、庚基、辛基、环己基、乙烯基、烯丙基、己烯基、庚烯基、辛烯基和苯基。
[0084]术语“POSS”是指多面体低聚倍半硅氧烷及其衍生物。POSS具有下述T形笼状支化点结构:

[0085]POSS的通式是[RSiO1.5]n,其中在每一情况下,R是相同或不同的有机部分,且独立地选自脂族和芳族烃基。该有机部分包括,但不限于,烷基、环烷基、烯基、环烯基、炔基、环炔基、芳基和杂芳基。其中n=6且具有化学式R6Si6O9的POSS的一个实例是下述结构:

该术语进一步包括,但不限于其三醇衍生物。
[0086]术语“POS”是指具有Q形笼状结构的多面体低聚硅酸酯及其衍生物,其具有下述化学式:[RMe2SiOSiO1.5]n。其中n=6的POS的一个实例是下述结构:

其中在每一情况下,R是相同或不同的有机部分,且独立地选自脂族和芳族烃基。该有机部分包括,但不限于,烷基、环烷基、烯基、环烯基、炔基、环炔基、芳基和杂芳基。POS的一个实例是。该术语进一步包括,但不限于其三醇衍生物。
[0087]“低熔点”定义为熔点小于600℃。
[0088]“金属基体”包括下述金属,所述金属包括,但不限于,镁(Mg)、锌(Zn)、镉(Cd)、铝(Al)、铟(In)、铊(Tl)、锡(Sn)、铅(Pb)、铋(Bi)及其混合物。此外,它可选自锡(Sn)、银(Ag)、铜(Cu)、铋(Bi)、锌(Zn)、铟(In)、金(Au)、镍(Ni)、锑(Sb)、钯(Pd)、铂(Pt)、锗(Ge)及其混合物。
[0089]术语“无铅”是指其中铅的重量百分数小于0.01重量%(0.01wt%)的组合物。
[0090]“复合焊料”是特意掺入增强剂的焊料。本发明的增强剂是有机官能的无机氧化物颗粒。该颗粒占基体重量的0.1-10%。
[0091]本发明优选掺入可与焊料基体粘结的纳米到亚微米级的惰性增强剂。优选地,粒度为约10-100纳米。在POSS技术上最近的研究打开了这种应用的新的途径。POSS纳米技术可产生合适的方式促进这种增强剂与金属基体之间的粘结。另外,存在数种方式,其中可藉助所述方式将它们掺入到焊料内,以便实现纳米到亚微米尺寸的增强剂。这种复合方法没有改变给定合金体系的可焊性或者其软熔性能。电子封装、MEMS和汽车/航空航天/防护电子是本发明潜在应用中的一些。相关现有技术的无铅焊料不包括无机/有机纳米尺寸颗粒的增强剂。
[0092]可通过部分加热或者完全加热方法实现使用本发明的焊接。部分加热方法包括,但不限于,使用烙铁、脉冲加热器、激光器、光束、热空气和射流焊接。完全加热方法包括,但不限于,红外软熔、对流软熔、红外对流结合软熔、气相焊接(VPS)和流动焊接。
[0093]使用复合焊料的最简单的局部方法是藉助烙铁,通过提供复合焊料并加热焊料与铁,使之熔化。然后施加焊料到电阻组件的引线上进行连接。使用复合焊料的另一方法是使用脉冲加热焊接。事先提供复合焊料,并由加热器芯片施加压力。对流软熔是其中所提供的焊料糊剂通过从喷嘴流出的热气体加热的方法。通过施加激光束,使所提供的焊料熔化,从而实现激光焊接。通过施加来自氙灯的光,从而实现光束焊接。
[0094]焊接的通用方法包括软熔和流动焊接(波峰焊接)。软熔引起复合焊料熔化和再固结。在安装电子组件之前,通过在电路板上印刷复合焊料,从而进行软熔方法。施加热量,使在组件的引线上的焊料熔化。使用红外面板加热器、对流加热器或热的惰性蒸汽氛围施加热量。在施加焊剂之前,藉助粘合剂安装电子组件或者将其插入到电路板内,从而进行流动焊接(波峰焊接)。然后接着强制熔化焊料到达电子组件上。可使用或者单侧或双侧焊接工艺流体来利用本发明。
[0095]可结合使用该焊料与各类焊剂,例如R(松香)类,RMA(轻微活化)和RA(活化)的焊剂,以增加可焊性。待与焊料混合的焊剂可以是非水溶性焊剂或者水溶性焊剂。典型的非水溶性焊剂是松香基焊剂,但可使用其它非水溶性焊剂。松香可或者聚合或者未聚合。焊剂通常包括在溶剂内的诸如松香之类的基础材料,小量的活化剂和任选地触变剂。用于松香的活化剂的实例包括胺的盐酸盐、胺的有机酸盐和有机酸。触变剂的实例包括氢化蓖麻油。用于非水溶性焊剂的溶剂包括二醇醚,低级醇和萜烯。
[0096]重要的是在焊接之后清洗焊料,以除去焊剂、油、蜡、油脂和在电路的粘结与组装过程中形成的其它有机残渣。可获得各种清洗剂配方,这取决于所使用的焊剂的类型,和可在焊接之后使用它们清洗复合焊料组合物。水溶性焊剂可容易地用温热的肥皂水除去。松香焊剂可用氯化烃溶剂如1,1,1-三氯乙烷、三氯乙烯、三氯单氟甲烷、二氯甲烷、三氯三氟乙烷(CFC113)、四氯二氟乙烷(CFC112)和其它溶剂除去。Sachdev等人的美国专利6569252和Winston等人的美国专利5234506进一步详细地公开了这些清洗组合物,和在此通过参考将其引入。
[0097]在使用该复合焊料的情况下,可使用前述焊接技术中的任何一种,生成电路。在图17中示出了连接两根引线11的焊接层,其中颗粒13分散在焊料基体12内。图33示出了在硅片12和基底11之间具有焊料接头13的焊接层10。图34说明了具有复合焊球12的微型芯片接头10,其在用模塑化合物14覆盖的球栅阵列接脚(BGA)基底15内连接印刷电路板(PCB)13与芯片11。可使用各种电子组件,其中包括,但不限于,集成电路、晶体管、电阻器、电容器、二极管、整流器、微电子器件和MEMS,来组装电路。
[0098]通常通过三官能团RSiY3前体的水解缩合,进行低聚倍半硅氧烷的合成,其中R是烃基和Y是可水解基团,例如氯化物、烷氧化物或硅氧化物(J.Am.Chem.Soc.,1989,111,1741-1748;Organometallics,1991,10,2526-2528)。这一反应通常产生完全和不完全缩合的低聚倍半硅氧烷的混合物。一种重要的完全缩合的低聚倍半硅氧烷是化合物R6Si6O9。可在碱性催化剂存在下,使其中R是环己基的这一结构的化合物与RSi(OMe)3反应,得到下述结构的官能化、不完全缩合的倍半硅氧烷:
[0099]一个实例是R7Si7O9(OH)3,其中R是环己基(Chem.Commun.,1999,2153-2154,Polym.Mater.Sci.Eng.,2000,82,301-302)。
[0100]在下述实施例中,通过添加POSS到焊料基体中,从而制备复合焊料。在低共熔混合物96.5wt%锡(Sn)-3.5wt%银(Ag)内掺入具有不同活性有机基团的两种不同POSS。图32说明了用于制造焊料接头的实验装置10。通过连接半根狗骨头(half-dog-bone)形状的铜条13,从而制备单剪切搭接焊料连接样品。由铜条13之间的焊料糊剂12制造的焊料接头厚约100微米,且焊料连接面积为约1mm×1mm。用铝夹具16制造这些接头,其中在所述铝夹具16上放置具有顶部玻璃板11和底部玻璃14的铜条13的组装件。将铝夹具16放置在热板上。一旦藉助热电偶布线15测量的待连接区域的温度达到比焊料的熔点高约30-50℃时,从热板上取下铝夹具16并放置在铝坯料上冷却。用冶金的方法抛光连接表面之一,以观察在各种处理之后的微结构特征,并采用扫描电子显微镜(SEM)观察。从机械测试的样品的侧面和断裂面检测POSS尺寸和分布。
[0101]用纳米复合焊料制造的单剪切搭接焊料接头的机械测试显示出完美均匀分布的POSS增强并采用非常灵敏的热机械分析仪测试。这些试验的主要目的是确定POSS增强,所述POSS增强提高剪切强度。对于尺寸稳定性来说,剪切延性是应当降低的参数。应当增加它,使得与焊料接头一致,以便与强加的应变相适应,特别是在冲击条件下。使用这些剪切测试的样品的断裂面确定POSS颗粒的尺寸和分布。采用SEM检测焊料接头的抛光侧面用以确定变形特征及其隐含含义。
[0102]增强剂坚固地粘结到金属基体上。它们不聚集。注意到100纳米尺寸的增强剂的均匀分布。在界面处没有化合物形成表明这些POSS分子的真正惰性本质。它们在一定程度上提高强度。
实施例1
[0103]制造焊料接头,所述焊料接头包括掺入到低共熔混合物96.5wt%锡(Sn)-3.5wt%银(Ag)(由Multicore Solder Inc.供应,产品号NC63)内的环己基POSS-三醇。(多核焊料现在是Henkel的一部分)。环己基POSS-三醇具有化学式(C6H11)7Si7O9(OH)3和下述结构:

其中Cy代表环己基部分。
[0104]使焊料接头断裂并使用扫描电子显微镜分析表面。图1和2分别示出了在5微米和10微米尺度下的具有环己基POSS-三醇的焊料接头的断裂面的顶视图。观察到颗粒。图3以5微米的尺度示出了具有环己基POSS-三醇的焊料接头的断裂侧面,同时图4和图5示出了表面的2微米的放大视图。图3中观察到剪切带。图6以1微米的尺度示出了具有环己基POSS-三醇的焊料接头的抛光表面。图7和8示出了具有环己基POSS-三醇的焊料接头的抛光表面的同一区域的扫描电子(SE)和背散射电子(BE)这两种图像。观察到清晰的Ag3Sn颗粒。图20示出了低共熔混合物Sn-Ag和环己基POSS-三醇复合材料的简单剪切强度。
实施例2
[0105]制造焊料接头,所述焊料接头包括掺入到低共熔混合物96.5wt%锡(Sn)-3.5wt%银(Ag)(由Multicore Solder Inc.供应,产品号NC63)内的苯基POSS-三醇。(多核焊料现在是Henkel的一部分)。苯基POSS-三醇具有化学式(C6H5)7Si7O9(OH)3和下述结构:

其中Ph代表苯基部分。
[0106]使焊料接头断裂并使用扫描电子显微镜分析表面。图9以10微米的尺度示出了具有苯基POSS-三醇的焊料接头的断裂面的顶视图。图10以5微米的尺度示出了具有苯基POSS-三醇的焊料接头的断裂面的侧视图,同时图11以2微米的尺度示出了具有苯基POSS-三醇的焊料接头的断裂侧面。图12以20微米的尺度示出了具有苯基POSS-三醇的焊料接头的抛光表面。图13和图14示出了具有苯基POSS-三醇的焊料接头的抛光表面的SE和BE这两种图像。观察到清晰的Ag3Sn颗粒。图20示出了低共熔混合物Sn-Ag和苯基POSS-三醇复合材料的简单剪切强度。
实施例3
[0107]使用来自另一焊料供应商(Kester;产品号R520A)的低共熔混合物Sn-Ag,重复该实验。使用Kester低共熔混合物Sn-3.5Ag焊料,产品号R520A,制备复合焊料。将0.2765g POSS-环己基三醇加入到5.1674g焊料中,于是得到5.07wt%在低共熔混合物Sn-3.5Ag内混合的颗粒(参见表1)。在该低共熔混合物Sn-3.5Ag内混合的颗粒的近似体积百分数为20%体积。
[0108]
表1用低共熔混合物Sn-3.5Ag(Kester;产品号R520A)
机械地制造的复合焊料
在复合焊料中所使用的重量:
| 焊料(Kester) | POSS | |
| POSS苯基三醇 | 5.0639g | 0.2745g |
| POSS环己基三醇 | 5.1674g | 0.2765g |
在低共熔混合物Sn-3.5Ag内混合的颗粒的wt%
1.POSS-苯基三醇(Tr-POSS): 5.14%
2.POSS-环己基三醇(Cy-POSS): 5.07%
在低共熔混合物Sn-3.5Ag内混合的颗粒的vol%对于每一复合焊料来说,约20%体积的颗粒
[0109]图21示出了在低倍放大下,环己基POSS-三醇/Sn-Ag焊料接头的断裂面。该标尺代表10微米。图22说明了在高倍放大下环己基POSS-三醇/Sn-Ag焊料接头的断裂面。该标尺代表2微米。图23说明了环己基POSS-三醇/Sn-Ag焊料接头的抛光表面的SE图像。该标尺代表5微米。图24说明了环己基POSS-三醇/Sn-Ag焊料接头的抛光表面的BE图像。该标尺代表5微米。图25说明了在高倍放大下环己基POSS-三醇/Sn-Ag焊料接头的抛光表面。该标尺代表1微米。图31说明了低共熔混合物Sn-Ag和环己基POSS-三醇的简单剪切强度。
实施例4
[0110]使用Kester低共熔混合物Sn-3.5Ag焊料,产品号R520A,制备复合焊料。将0.2745g POSS-苯基三醇加入到5.0639g焊料中,于是得到5.14wt%在低共熔混合物Sn-3.5Ag内混合的颗粒(参见表1)。在该低共熔混合物Sn-3.5Ag内混合的颗粒的近似体积百分数为20%体积。
[0111]图26说明了在低倍放大下苯基POSS-三醇/Sn-Ag焊料接头的断裂面。该标尺代表10微米。图27说明了在高倍放大下苯基POSS-三醇/Sn-Ag焊料接头的断裂面。该标尺代表2微米。
[0112]图28说明了苯基POSS-三醇/Sn-Ag焊料接头的抛光表面的SE图像。该标尺代表5微米。图29说明了苯基POSS-三醇/Sn-Ag焊料接头的抛光表面的BE图像。该标尺代表5微米。图30说明了在高倍放大下苯基POSS-三醇/Sn-Ag焊料接头的抛光表面。该标尺代表1微米。图31说明了低共熔混合物Sn-Ag和苯基POSS-三醇的简单剪切强度。
[0113]
表2
| 共混物 | 在E*=1Gpa时的温度 | 在30C(GPa)下的E* | 拐点温度 | |
| 1 | PMMA+S01455(1wt%) | 104.35 | 3.21 | 104.35 |
| 2 | PMMA+S01455(2wt%) | 102.55 | 3.07 | 102.95 |
| 3 | PMMA+S01455(5wt%) | 101.21 | 3.21 | 100.42 |
| 4 | PMMA+MS0805(1wt%) | 102.49 | 2.78 | 104.31 |
| 5 | PMMA+MS0805(5wt%) | 98.07 | 2.57 | 102.61 |
| 对照物-粉末 | PMMA-对照物-粉末 | 102.1 | 2.61 | 100.21 |
| 共聚物 | ||||
| 301 | PM1275.0-15wt% | 86.13 | 2.39 | 81.02 |
| 302 | PM1275.5-20wt% | 71.08 | 2.76 | 71.08 |
| 303 | PM1275.5-10wt% | |||
| 304 | PM1275.5-20wt% | 79.94 | 2.5 | 82.34 |
实施例5
[0114]下述实施例说明含有不同含量和化学部分的POSS分子的低共熔混合物Sn-Ag焊料接头的剪切强度。
产生复合焊料的POSS颗粒的实例
实施例5环己烯基-三醇(2wt%)
实施例6环己烯基-三醇(3wt%)
实施例7乙基三醇(3wt%)
实施例8苯基三醇(2wt%)
实施例9苯基三醇(3wt%)
实施例10和11下式的环己基-二醇(2wt%和3wt%),其中R是环己基。
I.起始微结构
[0115]一般来说,含有POSS的复合焊料接头显示出在焊料基体内均匀地分布的非常精细尺寸的颗粒,而与POSS颗粒的类型无关(参见以下的图35A-35H)。
II.采用0.01s-1的应变速度,在室温(22℃)下的单剪切搭接试验
[0116]使用前面所述和在图36中所示的标准方法,制造单剪切搭接焊料接头。
[0117]表3示出了在室温下,在0.01s-1的恒定应变速度下,含有各种POSS的焊料接头的剪切强度。
(备注:所有含POSS的焊料接头使用低共熔混合物Sn-Ag焊料糊剂,以产生单剪切搭接焊料接头。)
[0118]
表3
| 所使用的POSS类型 | 剪切强度(MPa) | |
| 现有技术 | 没有POSS(低共熔混合物Sn-Ag) | 424 |
| 实施例5 | 2wt%环己烯基-三醇 | 585 |
| 实施例6 | 3wt%环己烯基-三醇 | 602 |
| 实施例8 | 2wt%苯基-三醇 | 603 |
| 实施例9 | 3wt%苯基-三醇 | 614 |
| 实施例7 | 3wt%乙基-三醇 | 602 |
| 实施例10 | 2wt%环己基-二醇 | 643 |
| 实施例11 | 3wt%环己基-二醇 | 624 |
[0119]图37以图表形式示出了结果。
III.采用0.01s-1的应变速度,在85℃下的剪切试验
[0120]表4示出了在85℃下,采用0.01s-1的恒定应变速度情况下,含有各种POSS的焊料接头的剪切强度。
[0121]
表4
| 所使用的POSS类型 | 剪切强度(MPa) | |
| 现有技术 | 没有POSS(低共熔混合物Sn-Ag) | 28 |
| 实施例5 | 2wt%环己烯基-三醇 | 352 |
| 实施例8 | 3wt%苯基-三醇 | 344 |
| 实施例7 | 3wt%乙基-三醇 | 364 |
| 实施例10 | 2wt%环己基-二醇 | 323 |
[0122]图38以图表形式示出了结果。
IV.采用0.01s-1的应变速度,在150℃下的剪切试验
[0123]表5示出了在150℃下,采用0.01s-1的恒定应变速度情况下,含有各种POSS的焊料接头的剪切强度。
[0124]
表5
| 所使用的POSS类型 | 剪切强度(MPa) | |
| 现有技术 | 没有POSS(低共熔混合物Sn-Ag) | 22 |
| 实施例6 | 3wt%环己烯基-三醇 | 284 |
| 实施例9 | 3wt%苯基-三醇 | 251 |
| 实施例8 | 3wt%乙基-三醇 | 262 |
| 实施例11 | 3wt%环己基-二醇 | 252 |
[0125]图39以图表形式示出了结果。
V.采用0.001s-1的应变速度,在室温(22℃)下的剪切试验
[0126]表6示出了在室温下,采用0.001s-1的恒定应变速度情况下,含有各种POSS的焊料接头的剪切强度。
[0127]
表6
| 所使用的POSS类型 | 剪切强度(MPa) | |
| 现有技术 | 没有POSS(低共熔混合物Sn-Ag) | 42 |
| 实施例6 | 3wt%环己烯基-三醇 | 512 |
| 实施例8 | 2wt%苯基-三醇 | 503 |
| 实施例7 | 3wt%乙基-三醇 | 521 |
[0128]图40以图表形式示出了结果。
[0129]与所使用的POSS的类型与用量无关,含有POSS的低共熔混合物Sn-Ag的焊料接头与未增强的低共熔混合物Sn-Ag的焊料接头相比,在不同温度和应变速度下显示出改进的剪切强度。
[0130]采用含有POSS的低共熔混合物Sn-Ag的焊料接头制造的接头的断面形态显示出均匀的变形,而未增强的接头显示出局部的变形,正如在图41A和41B中所述和在图42A和42B中所示。
[0131]一旦暴露于热机械疲劳(TMF)下,比较低共熔混合物Sn-Ag和含有POSS的焊料接头。
[0132]在各种热环境下,使用焊料接头。作为这一评价的一部分,将焊料接头暴露于图43所示的实际的热循环条件下。使用SEM监控在不同暴露时间下的表面损坏。一旦暴露于1000次热循环时,在标准剪切条件下测试接头,以评价残留强度。对于TMF测试来说,使用含有两种不同重量部分的环己烯基-POSS-三醇的低共熔混合物Sn-Ag的焊料。图36示出了接头的结构。焊料接头的几何形状是狗骨头状的单剪切搭接焊料接头。
I.表面损坏的累积
[0133]根据图44A-44D可看出,随着TMF循环的次数增加,在低共熔混合物Sn-Ag的焊料接头内观察到明显渐进的表面损坏。
[0134]甚至在1000次TMF循环之后,含有POSS颗粒的复合焊料接头显示出少得多的表面损坏,这可从图45A-45D和46A-46D中看出。
[0135]在最大1000次TMF循环之后,低共熔混合物Sn-Ag的焊料接头在焊接区域内在金属间化合物(IMC)层附近显示出高度局部的表面变形,这可从图47A中观察到。在低共熔混合物Sn-Ag的焊料接头内观察到的表面损坏(图47B和47C)是由于Cu基底和焊料之间热膨胀系数(CTE)的失配所致。由于Sn(锡)是高度各向异性材料(以主体为中心的四面体),因此,锡的各向异性对于在低共熔混合物Sn-Ag的焊料接头内产生表面损坏也起到重要的作用。
[0136]然而,与低共熔混合物Sn-Ag的焊料接头内的损坏累积相比,在含有POSS颗粒的复合焊料接头内的表面损坏小得多,且在整个焊料接头上变形均匀得多,正如图47A和47B所示。
II.残留强度
[0137]最初POSS增加焊料接头的强度(参见表7和图48)。
[0138]表7示出了在TMF之后,含有POSS(环己烯基-三醇)的焊料接头的残留剪切强度。(在室温下,在0.01s-1的恒定应变速度下测试)
[0139]
表7
| TMF的循环次数 | 低共熔混合物Sn-Ag的剪切强度(MPa) | 2wt%POSS的剪切强度(MPa) | 3wt%POSS的剪切强度(MPa) |
| 0 | 40 | 58 | 60 |
| 250 | 32 | 48 | 49 |
| 500 | 29 | 45 | 48 |
| 1000 | 26 | 46 | 43 |
[0140]认为所观察到的改进的剪切强度和使用性能与通过使用纳米颗粒销锁(pinning)晶界滑动有关。重要的是,此处指出所使用的纳米颗粒必须惰性,以便纳米增强剂的尺寸在焊料接头的使用寿命期间保持不变。它们可从图49A、49B和49C中看到。
III.在TMF之后重要的发现
[0141]POSS增加焊料接头的强度。TMF导致在含有POSS的焊料接头内最小的均匀表面损坏,而在类似条件下,在用不含POSS的焊料制造的接头内在焊料/基底界面处发生显著的局部损坏。
[0142]甚至在1000次TMF循环之后,在用含有POSS的焊料制造的接头中,残留强度的下降最小(小于20%),相比之下,用不具有POSS增强剂的焊料制造的接头存在显著的性能损失(40-50%)。
[0143]用含有POSS的焊料制造的接头在TMF之后的残留强度比不具有POSS增强剂的焊料制造的那些高得多。
[0144]概述无铅POSS复合焊料的发现。
[0145]可机械地混合POSS增强剂到商业焊料糊剂中。
[0146]在没有明显的微米尺寸聚集的情况下,它们均匀地分布在整个焊料接头中。
[0147]存在于接头内的POSS增强剂倾向于存在于Sn晶界处。这一特征对于防止晶界滑动极其重要,而晶界滑动是归因于焊料接头的热机械疲劳(TMF)损坏的过程。
[0148]存在POSS将稳定微结构。甚至在150℃下,在约2000小时(其来自于1000次TMF循环)之后,没有观察到显著的微结构变化。在用POSS增强的焊料内未能观察到晶粒生长。
[0149]在TMF条件下,POSS颗粒极其稳定。它们没有显示出象通过就地或机械方式引入的金属间(IMC)增强剂那样的任何糙化。
[0150]添加POSS降低低共熔混合物Sn-Ag焊料和铜基底之间的润湿角。
[0151]在室温研究中,添加2-3wt%的POSS增加低共熔混合物Sn-Ag焊料的剪切强度约50%,且没有显著影响其延性。
[0152]添加大于3wt%POSS降低在铜基底上焊料的润湿性。
[0153]添加3wt%POSS到低共熔混合物Sn-Ag焊料中对应于约15%体积的增强剂。增加POSS的添加会增加润湿角,于是降低可焊性。在复合焊料上的研究表明,15-20%体积的增强剂对于性能和可焊性来说是最佳的。
[0154]POSS增强剂是非常充分地粘结到焊料上的纳米尺寸的颗粒。甚至在1000次介于-15℃至150℃的热循环和在该温度极限下的停留时间之后,POSS增强剂没有从焊料基体中移位。这种特征表明在POSS和焊料之间非常坚固的粘结。
[0155]尽管SAC(Sn-4Ag-0.5Cu)焊料接头比在原样连接结构内的低共熔混合物Sn-Ag的焊料接头坚固,但在TMF条件下,它的劣化比低共熔混合物焊料快得多。
[0156]在实际的TMF条件下,POSS增强的低共熔混合物Sn-Ag的焊料接头的TMF性能远远优于SAC(Sn-4Ag-0.5Cu)合金焊料接头。
[0157]甚至在1000次TMF循环之后,POSS增强的焊料接头没有显示出显著的表面损坏。在这种条件下观察到的最小的损坏更加均匀地分布在焊料接头表面上。在这种条件下,在焊料/基底IMC界面附近处的焊料内没有扩大的局部损坏对于提高的TMF性能来说,是极其重要的。
[0158]与存在于就地复合焊料内的增强剂(其微弱地粘结到焊料上)不同,POSS增强剂非常坚固地粘结到焊料上。
[0159]认为与其它复合焊料相比,POSS增强剂坚固地粘结到焊料上、其纳米尺寸、在没有糙化或凝聚的情况下的尺寸稳定性,及其在晶界处的存在是POSS增强的焊料接头性能提高的主要贡献因子。
[0160]可使用将POSS掺入到焊料内的方式用到利用波峰焊接的应用上。
[0162]表8示出了含有低共熔混合物Sn-Ag和POSS(3wt%cyclohenyl-三醇)的接头的导电率。
[0163]
表8
| 材料 | 导电率(μΩ.cm)-1 |
| 低共熔混合物Sn-Ag的焊料接头 | ~0.12(μΩ.cm)-1 |
| 含有POSS的复合焊料接头 | ~0.11(μΩ.cm)-1 |
| 本体Sn-Ag | ~0.13(μΩ.cm)-1 |
| 纯的本体Sn | ~0.09(μΩ.cm)-1 |
[0164]存在POSS对焊料的导电率具有很少的影响。
[0165]图50是显示与低共熔混合物Sn-Ag的焊料接头(阴影菱形)相比,具有3wt%POSS的焊料在室温下的蠕变的图表(open cleaved)。显然,在室温下,在采用这一焊料(它是其熔点的0.8)的情况下,POSS改进抗蠕变性。
[0166]尽管参考所述的实施方案,描述了本发明,但应当理解,本发明不限于此。熟练本领域且获悉此处教导的技术人员会意识到在其范围内的额外的改性和实施方案。因此,本发明仅仅通过此处所附的权利要求来限定。
Claims (84)
1.一种复合组合物,其包括:
(a)金属基体;和
(b)在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒,其中该颗粒分散在金属基体内。
2.权利要求1的组合物,其中金属在小于约600℃的温度下熔化。
3.权利要求1的组合物,其中金属是金属的合金。
4.权利要求1的组合物,其中金属选自镁(Mg)、锌(Zn)、镉(Cd)、铝(Al)、铟(In)、铊(Tl)、锡(Sn)、铅(Pb)、铋(Bi)及其混合物。
5.权利要求1的组合物,其中颗粒选自POSS、POS及其混合物。
6.权利要求5的组合物,其中颗粒是具有化学式R7Si7O9(OH)3和下述结构的POSS-三醇:

和R是有机官能团。
7.权利要求6的组合物,其中颗粒是环己基POSS-三醇。
8.权利要求6的组合物,其中颗粒是苯基POSS-三醇。
9.一种制备复合组合物的方法,该方法包括在熔化金属内提供在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒,以产生颗粒在金属基体内分散的金属基体。
10.权利要求9的方法,其中金属在小于约600℃的温度下熔化。
11.权利要求9的方法,其中金属是金属的合金。
12.权利要求9的方法,其中金属选自镁(Mg)、锌(Zn)、镉(Cd)、铝(Al)、铟(In)、铊(Tl)、锡(Sn)、铅(Pb)、铋(Bi)及其混合物。
13.权利要求9的方法,其中颗粒选自POSS、POS及其混合物。
14.权利要求9的方法,其中颗粒是具有化学式R7Si7O9(OH)3和下述结构的POSS-三醇:

和R是有机官能团。
15.权利要求9的方法,其中颗粒是环己基POSS-三醇。
16.权利要求9的方法,其中颗粒是苯基POSS-三醇。
17.一种复合组合物,其包括:
(a)金属焊料;和
(b)分散在该焊料内的在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒。
18.权利要求17的组合物,其中焊料在小于约250℃下熔化。
19.权利要求17的组合物,其中焊料是金属的合金。
20.权利要求17的组合物,其中焊料是糊剂,所述糊剂熔化形成焊料作为颗粒分散在基体内的基体。
21.权利要求17的组合物,其中焊料是焊料的固体预成形体,其具有焊料作为基体和分散在该基体内的颗粒。
22.权利要求17的组合物,其中焊料是无铅的。
23.权利要求17的组合物,其中颗粒与焊料形成化学键。
24.权利要求17的组合物,其中颗粒是具有化学式R7Si7O9(OH)3和下述结构的POSS-三醇:

和R是有机官能团。
25.权利要求17的组合物,其中颗粒是环己基POSS-三醇。
26.权利要求17的组合物,其中颗粒是苯基POSS-三醇。
27.权利要求17的组合物,其中金属选自锡(Sn)、银(Ag)、铜(Cu)、铋(Bi)、锌(Zn)、铟(In)、金(Au)、镍(Ni)、锑(Sb)、钯(Pd)、铂(Pt)、锗(Ge)及其混合物。
28.权利要求27的组合物,其中金属基体是Sn--Ag。
29.权利要求27的组合物,其中金属基体是低共熔混合物96.5wt%Sn-3.5wt%Ag。
30.一种制备焊料糊剂组合物的方法,该方法包括:
(a)将在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒引入到粒状金属焊料内,和
(b)机械混合颗粒与金属焊料,以提供糊剂。
31.权利要求30的方法,其中焊料在小于约250℃下熔化。
32.权利要求30的方法,其中焊料是金属的合金。
33.权利要求30的方法,其中焊料是无铅的。
34.权利要求30的方法,其中颗粒与焊料形成化学键。
35.权利要求30的方法,其中颗粒是具有化学式R7Si7O9(OH)3和下述结构的POSS-三醇:

和R是有机官能团。
36.权利要求30的方法,其中颗粒是环己基POSS-三醇。
37.权利要求30的方法,其中颗粒是苯基POSS-三醇。
38.权利要求30的方法,其中金属选自锡(Sn)、银(Ag)、铜(Cu)、铋(Bi)、锌(Zn)、铟(In)、金(Au)、镍(Ni)、锑(Sb)、钯(Pd)、铂(Pt)、锗(Ge)及其混合物。
39.权利要求30的方法,其中金属基体是Sn--Ag。
40.权利要求30的方法,其中金属基体是低共熔混合物96.5wt%Sn-3.5wt%Ag。
41.一种焊接方法,该方法包括下述步骤:
(a)提供一种复合组合物,所述复合组合物包括金属焊料和分散在该焊料内的在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒;和
(b)使用使焊料熔化连接两个或多个组件的焊接设备,施加所述焊料,以连接两个或多个组件。
42.权利要求41的方法,其中焊料在小于约250℃下熔化。
43.权利要求41的方法,其中焊料是金属的合金。
44.权利要求41的方法,其中焊料是无铅的。
45.权利要求41的方法,其中颗粒与焊料形成化学键。
46.权利要求41的方法,其中颗粒是具有化学式R7Si7O9(OH)3和下述结构的POSS-三醇:

和R是有机官能团。
47.权利要求41的方法,其中颗粒是环己基POSS-三醇。
48.权利要求41的方法,其中颗粒是苯基POSS-三醇。
49.权利要求41的方法,其中金属选自锡(Sn)、银(Ag)、铜(Cu)、铋(Bi)、锌(Zn)、铟(In)、金(Au)、镍(Ni)、锑(Sb)、钯(Pd)、铂(Pt)、锗(Ge)及其混合物。
50.权利要求41的方法,其中金属基体是Sn--Ag。
51.权利要求41的方法,其中金属基体是低共熔混合物96.5wt%Sn-3.5wt%Ag。
52.一种电子装置,该装置包括:
(a)一个或多个电子组件;和
(b)复合组合物,所述复合组合物包括金属焊料和分散在该焊料内的在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒,其中通过加热将该组合物粘结到组件上。
53.权利要求52的装置,其中焊料在小于约250℃下熔化。
54.权利要求52的装置,其中焊料是金属的合金。
55.权利要求52的装置,其中焊料是无铅的。
56.权利要求52的装置,其中颗粒与焊料形成化学键。
57.权利要求52的装置,其中颗粒是具有化学式R7Si7O9(OH)3和下述结构的POSS-三醇:
和R是有机官能团。
58.权利要求52的装置,其中颗粒是环己基POSS-三醇。
59.权利要求52的装置,其中颗粒是苯基POSS-三醇。
60.权利要求52的装置,其中金属选自锡(Sn)、银(Ag)、铜(Cu)、铋(Bi)、锌(Zn)、铟(In)、金(Au)、镍(Ni)、锑(Sb)、钯(Pd)、铂(Pt)、锗(Ge)及其混合物。
61.权利要求52的装置,其中金属基体是Sn--Ag。
62.权利要求52的装置,其中金属基体是低共熔混合物96.5wt%Sn-3.5wt%Ag。
63.一种制备焊料预成形体组合物的方法,该方法包括:
(a)将在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒引入到金属焊料颗粒上;
(b)机械混合该颗粒与金属焊料,形成糊剂;和
(c)使该糊剂熔化,形成预成形体,其中该颗粒分散在金属基体内。
64.权利要求63的方法,其中焊料在小于约250℃下熔化。
65.权利要求63的方法,其中焊料是金属的合金。
66.权利要求63的方法,其中焊料是无铅的。
67.权利要求63的方法,其中颗粒与焊料形成化学键。
68.权利要求63的方法,其中颗粒是具有化学式R7Si7O9(OH)3和下述结构的POSS-三醇:

和R是有机官能团。
69.权利要求63的方法,其中颗粒是环己基POSS-三醇。
70.权利要求63的方法,其中颗粒是苯基POSS-三醇。
71.权利要求63的方法,其中金属选自锡(Sn)、银(Ag)、铜(Cu)、铋(Bi)、锌(Zn)、铟(In)、金(Au)、镍(Ni)、锑(Sb)、钯(Pd)、铂(Pt)、锗(Ge)及其混合物。
72.权利要求63的方法,其中金属基体是Sn--Ag。
73.权利要求63的方法,其中金属基体是低共熔混合物96.5wt%Sn-3.5wt%Ag。
74.一种制备成型焊料的方法,该方法包括:
(a)将在颗粒表面上具有化学键合的有机官能团的无机氧化物颗粒引入到金属焊料和焊剂内;
(b)机械混合该颗粒与金属焊料;
(c)使金属焊料熔化,其中颗粒分散在金属焊料内并浇铸成所需形状;
(d)冷却该型材;和
(e)从该型材中清洗焊剂,以提供成型焊料。
75.权利要求74的方法,其中焊料在小于约250℃下熔化。
76.权利要求74的方法,其中焊料是金属的合金。
77.权利要求74的方法,其中焊料是无铅的。
78.权利要求74的方法,其中颗粒与焊料形成化学键。
79.权利要求74的方法,其中颗粒是具有化学式R7Si7O9(OH)3和下述结构的POSS-三醇:

和R是有机官能团。
80.权利要求74的方法,其中颗粒是环己基POSS-三醇。
81.权利要求74的方法,其中颗粒是苯基POSS-三醇。
82.权利要求74的方法,其中金属选自锡(Sn)、银(Ag)、铜(Cu)、铋(Bi)、锌(Zn)、铟(In)、金(Au)、镍(Ni)、锑(Sb)、钯(Pd)、铂(Pt)、锗(Ge)及其混合物。
83.权利要求74的方法,其中金属基体是Sn--Ag。
84.权利要求74的方法,其中金属基体是低共熔混合物96.5wt%Sn-3.5wt%Ag。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US49280603P | 2003-08-06 | 2003-08-06 | |
| US60/492,806 | 2003-08-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101076446A true CN101076446A (zh) | 2007-11-21 |
Family
ID=34193152
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2004800261773A Pending CN101076446A (zh) | 2003-08-06 | 2004-08-03 | 复合金属基体铸件和焊料组合物与方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7572343B2 (zh) |
| EP (1) | EP1667807A4 (zh) |
| JP (1) | JP4481986B2 (zh) |
| CN (1) | CN101076446A (zh) |
| RU (1) | RU2006106711A (zh) |
| SG (1) | SG130193A1 (zh) |
| WO (1) | WO2005016580A2 (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103921010A (zh) * | 2012-11-21 | 2014-07-16 | 拉曼大学 | 焊接合金 |
| TWI717833B (zh) * | 2018-12-28 | 2021-02-01 | 日商Jx金屬股份有限公司 | 焊料接合部 |
| US11285569B2 (en) | 2003-04-25 | 2022-03-29 | Henkel Ag & Co. Kgaa | Soldering material based on Sn Ag and Cu |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7017795B2 (en) * | 2003-11-03 | 2006-03-28 | Indium Corporation Of America | Solder pastes for providing high elasticity, low rigidity solder joints |
| US7422141B2 (en) * | 2004-01-22 | 2008-09-09 | Hrl Laboratories, Llc | Microparticle loaded solder preform allowing bond site control of device spacing at micron, submicron, and nanostructure scale |
| WO2006124625A2 (en) * | 2005-05-12 | 2006-11-23 | Nanosys, Inc. | Use of nanoparticles in film formation and as solder |
| US9308604B1 (en) * | 2008-02-06 | 2016-04-12 | Lockheed Martin Corporation | Anti-tin whisker solder and method of manufacture thereof |
| US8562755B1 (en) * | 2008-02-06 | 2013-10-22 | Lockheed Martin Corporation | Anti-tin whisker solder |
| US20100012708A1 (en) | 2008-07-16 | 2010-01-21 | Schlumberger Technology Corporation | Oilfield tools comprising modified-soldered electronic components and methods of manufacturing same |
| WO2010011311A1 (en) * | 2008-07-22 | 2010-01-28 | Cape Town University | Nanolabeling of metals |
| JP4987823B2 (ja) * | 2008-08-29 | 2012-07-25 | 株式会社東芝 | 半導体装置 |
| CN104126226B (zh) * | 2012-02-14 | 2018-05-04 | 三菱综合材料株式会社 | 焊接结构、功率模块、带散热器的功率模块用基板及其制造方法以及焊料基底层形成用膏 |
| JP2014097529A (ja) * | 2012-10-18 | 2014-05-29 | Fuji Electric Co Ltd | 発泡金属による接合方法、半導体装置の製造方法、半導体装置 |
| WO2018111686A1 (en) * | 2016-12-14 | 2018-06-21 | The Charles Stark Draper Laboratory, Inc. | Reactively assisted ink for printed electronic circuits |
| CN111872600B (zh) * | 2020-07-08 | 2021-06-08 | 中国矿业大学 | 一种MOFs碳化产物及制备方法和在无铅钎料改性中的应用 |
| CN114871626B (zh) * | 2022-06-27 | 2024-02-06 | 浙江亚通新材料股份有限公司 | 一种锡银铜钎料 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US606819A (en) * | 1898-07-05 | davis | ||
| US1926853A (en) * | 1932-07-30 | 1933-09-12 | Aluminum Co Of America | Solder |
| US2473887A (en) * | 1945-12-29 | 1949-06-21 | Westinghouse Electric Corp | Protecting metal surfaces during soldering and brazing processes |
| US3503721A (en) * | 1967-02-16 | 1970-03-31 | Nytronics Inc | Electronic components joined by tinsilver eutectic solder |
| US4541876A (en) * | 1983-10-31 | 1985-09-17 | Scm Corporation | Nonaqueous powdered metal paste composition |
| EP0146433B1 (fr) * | 1983-11-09 | 1987-07-15 | AEROSPATIALE Société Nationale Industrielle | Procédé d'assemblage provisoire par soudage de plaquettes pelables pour dispositif de libération mécanique par pelage |
| US4661173A (en) * | 1986-07-25 | 1987-04-28 | Mcdonnell Douglas Corporation | Alloy-enriched solder cream |
| US5127969A (en) | 1990-03-22 | 1992-07-07 | University Of Cincinnati | Reinforced solder, brazing and welding compositions and methods for preparation thereof |
| US5234506A (en) | 1991-07-17 | 1993-08-10 | Church & Dwight Co., Inc. | Aqueous electronic circuit assembly cleaner and method |
| US5333668A (en) | 1991-12-09 | 1994-08-02 | Reynolds Metals Company | Process for creation of metallurgically bonded inserts cast-in-place in a cast aluminum article |
| US5346723A (en) * | 1993-07-12 | 1994-09-13 | Dow Corning Corporation | Method for curing organosiloxane compositions in the presence of cure inhibiting materials |
| US6184475B1 (en) | 1994-09-29 | 2001-02-06 | Fujitsu Limited | Lead-free solder composition with Bi, In and Sn |
| TW301843B (en) | 1994-11-15 | 1997-04-01 | Ibm | Electrically conductive paste and composite and their use as an electrically conductive connector |
| EP0854768A1 (en) | 1995-10-06 | 1998-07-29 | Brown University Research Foundation | Soldering methods and compositions |
| US5858544A (en) * | 1995-12-15 | 1999-01-12 | Univ Michigan | Spherosiloxane coatings |
| US5738269A (en) * | 1996-04-19 | 1998-04-14 | Motorola, Inc. | Method for forming a solder bump |
| US6284696B1 (en) | 1996-06-07 | 2001-09-04 | Asahi Kasei Kogyo Kabushiki Kaisha | Mesopore molecular sieve and process for the production thereof |
| JP3685901B2 (ja) | 1997-03-19 | 2005-08-24 | 本田技研工業株式会社 | Al基複合体の製造方法 |
| US5928404A (en) | 1997-03-28 | 1999-07-27 | Ford Motor Company | Electrical solder and method of manufacturing |
| US6770724B1 (en) | 1998-03-03 | 2004-08-03 | The United States Of America As Represented By The Secretary Of The Air Force | Altering of poss rings |
| US6251159B1 (en) * | 1998-12-22 | 2001-06-26 | General Electric Company | Dispersion strengthening by nanophase addition |
| US6649083B1 (en) | 1999-08-12 | 2003-11-18 | Board Of Trustees Of Michigan State University | Combined porous organic and inorganic oxide materials prepared by non-ionic surfactant templating route |
| US6443211B1 (en) | 1999-08-31 | 2002-09-03 | Cummins Inc. | Mettallurgical bonding of inserts having multi-layered coatings within metal castings |
| US6484790B1 (en) | 1999-08-31 | 2002-11-26 | Cummins Inc. | Metallurgical bonding of coated inserts within metal castings |
| US6569252B1 (en) | 2000-06-30 | 2003-05-27 | International Business Machines Corporation | Semi-aqueous solvent cleaning of paste processing residue from substrates |
| JP2003166007A (ja) | 2001-03-28 | 2003-06-13 | Tamura Kaken Co Ltd | 金属微粒子の製造方法、金属微粒子含有物及びソルダーペースト組成物 |
| WO2003064490A2 (en) * | 2001-06-27 | 2003-08-07 | Hybrid Plastics Llp | Process for the functionalization of polyhedral oligomeric silsesquioxanes |
| US6936663B1 (en) * | 2003-07-07 | 2005-08-30 | Conano Corporation | Powder coating compositions containing POSS compounds |
-
2004
- 2004-08-03 RU RU2006106711/02A patent/RU2006106711A/ru not_active Application Discontinuation
- 2004-08-03 EP EP04779934A patent/EP1667807A4/en not_active Withdrawn
- 2004-08-03 CN CNA2004800261773A patent/CN101076446A/zh active Pending
- 2004-08-03 WO PCT/US2004/025013 patent/WO2005016580A2/en active Search and Examination
- 2004-08-03 US US10/910,810 patent/US7572343B2/en not_active Expired - Fee Related
- 2004-08-03 JP JP2006522667A patent/JP4481986B2/ja not_active Expired - Fee Related
- 2004-08-03 SG SG200700825-3A patent/SG130193A1/en unknown
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11285569B2 (en) | 2003-04-25 | 2022-03-29 | Henkel Ag & Co. Kgaa | Soldering material based on Sn Ag and Cu |
| CN103921010A (zh) * | 2012-11-21 | 2014-07-16 | 拉曼大学 | 焊接合金 |
| CN103921010B (zh) * | 2012-11-21 | 2019-01-22 | 拉曼大学 | 焊接合金 |
| TWI717833B (zh) * | 2018-12-28 | 2021-02-01 | 日商Jx金屬股份有限公司 | 焊料接合部 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005016580A2 (en) | 2005-02-24 |
| US20050034791A1 (en) | 2005-02-17 |
| JP4481986B2 (ja) | 2010-06-16 |
| EP1667807A4 (en) | 2010-03-24 |
| EP1667807A2 (en) | 2006-06-14 |
| US7572343B2 (en) | 2009-08-11 |
| SG130193A1 (en) | 2007-03-20 |
| WO2005016580A3 (en) | 2007-04-12 |
| RU2006106711A (ru) | 2006-09-10 |
| JP2007512136A (ja) | 2007-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101076446A (zh) | 复合金属基体铸件和焊料组合物与方法 | |
| CN100337782C (zh) | 接合材料 | |
| CN1287648C (zh) | 形成电极间粘合结构的方法和电极间粘合结构 | |
| CN1110063C (zh) | 用于装配电子部件的带有焊接合金的衬底 | |
| Collins et al. | Thermal fatigue and failure analysis of SnAgCu solder alloys with minor Pb additions | |
| KR101671062B1 (ko) | 무연 솔더 합금 조성물 및 무연 솔더 합금의 제조 방법 | |
| CN1681648A (zh) | 热互连和界面系统,其制备方法及其应用 | |
| Lee et al. | Development of nanocomposite lead-free electronic solders | |
| CN1152190A (zh) | 利用连接材料的凸粒的相互连接系统 | |
| CN1589189A (zh) | 多孔磨具和制造该用具的方法 | |
| CN106457383A (zh) | 低压力烧结粉末 | |
| CN112548396B (zh) | 一种含Ga的Cu基合金钎料、钎料的制备方法及进行钎焊的方法 | |
| CN110576232A (zh) | 高体积分数碳化硅颗粒增强铝基复合材料与铝硅合金的钎焊方法 | |
| Kamaruzzaman et al. | Effects of alloying element on mechanical properties of Sn-Bi solder alloys: a review | |
| CN101279405A (zh) | 纳米结构增强的锡银铜基无铅复合钎料及其制备方法 | |
| KR20190080529A (ko) | 브레이징 합금 조성물 및 그 제조방법, 브레이징 합금 조성물을 이용한 접합방법 | |
| KR20190101707A (ko) | 브레이징 합금 조성물 및 그 제조방법, 브레이징 합금 조성물을 이용한 접합방법 | |
| Lin et al. | Microstructural development in a rapidly cooled eutectic Sn–3.5% Ag solder reinforced with copper powder | |
| JP5093373B2 (ja) | Pbフリーはんだペースト | |
| JP5408589B2 (ja) | ハンダ合金並びにその製造方法 | |
| JP6998557B2 (ja) | はんだ合金およびそれを用いた接合構造体 | |
| WO2016139848A1 (ja) | Au-Sn-Ag系はんだペースト並びにこのAu-Sn-Ag系はんだペーストを用いて接合もしくは封止された電子部品 | |
| KR20140121211A (ko) | 고융점 무연 솔더 조성물, 고융점 무연 솔더 합금 제조방법 및 이의 용도 | |
| JP2013123741A (ja) | 塑性変形性に優れたPbフリーはんだ合金 | |
| JP2013081995A (ja) | Znを主成分とするPbフリーはんだ合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Open date: 20071121 |