CN100475002C - 印刷布线基板及锡焊方法以及装配有印刷布线基板的空调器 - Google Patents
印刷布线基板及锡焊方法以及装配有印刷布线基板的空调器 Download PDFInfo
- Publication number
- CN100475002C CN100475002C CNB2005100728005A CN200510072800A CN100475002C CN 100475002 C CN100475002 C CN 100475002C CN B2005100728005 A CNB2005100728005 A CN B2005100728005A CN 200510072800 A CN200510072800 A CN 200510072800A CN 100475002 C CN100475002 C CN 100475002C
- Authority
- CN
- China
- Prior art keywords
- soldering
- circuit board
- printed circuit
- electronic unit
- scolding tin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3457—Solder materials or compositions; Methods of application thereof
- H05K3/3468—Applying molten solder
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/11—Printed elements for providing electric connections to or between printed circuits
- H05K1/111—Pads for surface mounting, e.g. lay-out
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/11—Printed elements for providing electric connections to or between printed circuits
- H05K1/115—Via connections; Lands around holes or via connections
- H05K1/116—Lands, clearance holes or other lay-out details concerning the surrounding of a via
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09209—Shape and layout details of conductors
- H05K2201/09654—Shape and layout details of conductors covering at least two types of conductors provided for in H05K2201/09218 - H05K2201/095
- H05K2201/09681—Mesh conductors, e.g. as a ground plane
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09209—Shape and layout details of conductors
- H05K2201/09654—Shape and layout details of conductors covering at least two types of conductors provided for in H05K2201/09218 - H05K2201/095
- H05K2201/09781—Dummy conductors, i.e. not used for normal transport of current; Dummy electrodes of components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/04—Soldering or other types of metallurgic bonding
- H05K2203/046—Means for drawing solder, e.g. for removing excess solder from pads
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
引线型电子部件通过射流式焊锡槽锡焊于印刷布线基板的一面的情况下,特别是在引线间为微小间距的情况下,锡桥的产生成为问题。本发明是装配有引线型电子部件,所述引线型电子部件具有锡焊端子区群,装配有所述引线型电子部件的一面通过使用了射流式焊锡槽的锡焊安装的印刷布线基板。其构成是:相对于所述射流式锡焊方向平行配置所述引线型电子部件,在连续的锡焊端子区群的尾端设有后方焊锡吸引区。
Description
技术领域
本发明是有关通过使用了射流式焊锡槽的锡焊,安装了具有多个引线的引线型电子部件的印刷布线基板。
背景技术
一般印刷布线基板因为越来越要求部件组装密度的细密化,微小间距的引线型电子部件等的基板安装化成为必要。另一方面,出于对环境问题的考虑,无铅锡焊的实用化成为当务之急。但是无铅焊锡比起历来使用的含铅共晶锡焊焊接性差,因此在引线型电子部件等的引线端子间产生了由焊锡引起的短路。
历来在这种印刷布线基板上为了防止锡桥的产生,采用了使相邻端子区的尺寸或形状各异,破坏作用于焊锡的表面张力的平衡,使某一端子区吸收焊锡的方法。(例如:参照专利文献1)
此外,采用了通过使两边外侧的端子区部分的面积大于其它端子区,由两边外侧的大面积端子区吸收剩余焊锡的方法。(例如:参照专利文献2)
此外,采用了在相对于射流式锡焊方向垂直装配的引线型电子部件的后方,设置与锡焊端子区相邻的闲置端子区,通过闲置端子区吸收剩余焊锡的方法。(例如:参照专利文献3)
[专利文献1]特开昭62—243393号公报(第1页~第2页,第3图和第4图)
[专利文献2]特开昭63—157492号公报(第2页~第3页,第1图和第2图)
[专利文献3]特开平01—300588号公报(第3页~第4页,第1图)
历来上述安装引线型电子部件的印刷布线基板,为了维持引线型电子部件的稳定的引线间不产生锡桥的高品质锡焊,必须要求制造工序的精密控制。这在引线是微小间距或使用了焊接性差的无铅锡焊的情况下,更容易产生焊接不良,很难维持准确的精度。
发明内容
本发明是鉴于上述问题点而提出的,目的在于提供在对窄小间距的引线型电子部件锡焊的情况下,也能够在更加简单的控制下可靠地防止引线间的锡桥的产生和防止焊接缺陷的产生的印刷布线基板。
与本发明有关的印刷布线基板,设有与连续的锡焊端子区群的尾端相邻的具有方格面的后方焊锡吸引区。因此,可以防止电子部件的锡焊端子区的锡桥的产生。
此外,与本发明有关的锡焊方法,具有如下步骤:通过自动安装机把电子部件装配于印刷布线基板背面的安装步骤;在装配有通过安装步骤安装的电子部件的印刷布线基板的背面涂布助焊剂的步骤;把助焊剂的温度加热到合适的活性温度的预热步骤;将装配于印刷布线基板的背面的电子部件的引线部分无遗漏地锡焊的焊锡射流步骤;以及把在焊锡射流步骤中形成的部件的引线间桥接的焊锡通过具有方格面的后方焊锡吸引区除去的步骤。因此分散了吸入的后方焊锡吸引区上的焊锡的表面和界面张力,减少了向连续的锡焊端子区群返回的力。其结果是:大幅度减少了连续的锡焊端子区群相互之间及连续的锡焊端子区群和后方焊锡吸引区之间的锡桥,有不必增加后期工序的修整作业即可以提高作业作效率的功效。
此外,与本发明有关的空调器包括:具有送风机室和压缩机室的室外机;在压缩机室上方配置的电器品箱;以及收纳于电器品箱且通过使用了射流式焊锡槽的锡焊安装了电子部件的印刷布线基板,其中,印刷布线基板配有设置于连续的锡焊端子区的尾端相邻处且具有方格面和平滑面的后方焊锡吸引区。
附图说明
图1是从背面看本发明实施例1的安装了引线型电子部件的印刷布线基板时的概略配置构成平面图。
图2是本发明实施例1的安装了引线型电子部件的印刷布线基板的引线型电子部件相对于射流式锡焊方向平行配置的平面图。
图3是本发明实施例1的安装了引线型电子部件的印刷布线基板的引线型电子部件相对于射流式锡焊方向垂直配置的平面图。
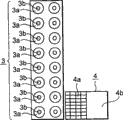
图4是本发明实施例1的安装了引线型电子部件的印刷布线基板的锡焊端子区群与后方焊锡吸引区的关系的重要部分放大平面图。
图5是本发明实施例1的安装了引线型电子部件的印刷布线基板的射流式锡焊操作工序的流程图。
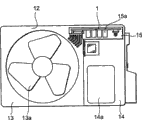
图6是装配有本发明的实施例1的安装引线型电子部件的印刷布线基板的空调器的正面略图。
具体实施方式
实施例1
以下关于本发明的实施例1的安装了引线型电子部件的印刷布线基板,利用图1至图4进行说明。在此,图1是从背面看本发明实施例1的安装了引线型电子部件的印刷布线基板时的概略配置构成平面图。图2是本发明实施例1的安装了引线型电子部件的印刷布线基板的引线型电子部件相对于射流式锡焊方向平行配置的平面图。图3是本发明实施例1的安装了引线型电子部件的印刷布线基板的引线型电子部件相对于射流式锡焊方向垂直配置的平面图。图4是本发明实施例1的安装了引线型电子部件的印刷布线基板的锡焊端子区群与后方焊锡吸引区的关系的重要部分放大平面图。
图中的印刷布线基板1的表面上装配有自动安装部件(例如:片状电阻部件,片状电容器部件,片状二极管部件,分立电阻,分立电容器,分立二极管等)和手插部件(例如:大容量电阻,混合型集成电路,变压器,线圈,大容量半导体,大型电容器等)(每一个都没有图示)。
此外,这个印刷布线基板1的背面设有铜箔(没有图示),安装配置有与箭头所示方向即射流式锡焊的行进方向平行或垂直的引线型电子部件群2。
这个引线型电子部件群2设有连续的锡焊端子区群3,且在引线型电子部件2相对于射流式锡焊的行进方向平行配置的情况下,在连续的锡焊端子区群3的后方设置前方一半为方格面而后方一半为平滑面的后方焊锡吸引区4。另外,在引线型电子部件2相对于射流式锡焊行进方向垂直配置的情况下,在连续的锡焊端子区群3的一部分的后方,设置前方一半为方格面而后方一半为平滑面的后方焊锡吸引区4。
本发明实施例1的印刷布线基板1的特征在于:与传统技术的印刷布线基板相比,后方焊锡吸引区形状和配置不同,而且连续的锡焊端子区群3的端子区的形状不同。
即,本发明实施例1的印刷布线基板1上的后方焊锡吸引区4,如图4所示,按与连续的锡焊端子区群3的端子区间隔A大致相同的间隔配置,包括:大小与连续的锡焊端子区群3的横向两个的长度C乘以纵向两个的长度E的配置面积大致相等的方格状焊锡吸引部分;以及,和这个焊锡吸引部分面积大致相等的用于去除锡焊针孔的平滑面的部分。
另外,后方焊锡吸引区4的方格面,相邻的方格空间之间的间隔B最好在0.3mm以内。
接下来,图5是显示引线型电子部件的射流式锡焊操作工序的流程图。根据图5对如上述那样构成的印刷布线基板1上的引线型电子部件2的使用了射流式焊锡槽的锡焊进行说明。首先,在本发明的实施例1中,根据实验和分析,在步骤S1的自动安装机部件安装阶段,利用自动安装机在印刷布线基板1的表面及背面安装自动安装的部件(例如:片状电阻部件,片状电容器部件,片状二极管部件,分立电阻,分立电容器,分立二极管等)(没有图示)和与自动安装对应的引线型电子部件2。接下来,在步骤S2的手插部件的安装阶段,手工安装手插部件(例如:大容量电阻,混合型集成电路,变压器,线圈,大容量半导体,大型电容器等)和与手工安装对应的引线型电子部件2。
接下来,在步骤S3的助焊剂涂布阶段,在引线型电子部件印刷布线基板的背面,为了使焊锡和铜箔紧密接触而涂布助焊剂,并且在步骤S4的预热阶段,把在步骤S3中涂布的助焊剂加热到最佳的活性温度。
此后,在步骤S5的一次焊锡射流阶段,在引线型电子部件印刷布线基板1的背面,利用从具有多个开孔的喷嘴像喷水一样喷出焊锡的锡焊喷射装置,把焊锡无遗漏地锡焊于部件的引线部分。
步骤S5的一次焊锡射流阶段完成以后,在步骤S6的二次焊锡射流阶段,使印刷基板按照图1所示的箭头方向在具有平滑焊锡液面的焊锡槽的液面上通过,以除去在一次焊锡射流阶段中形成的部件引线间的锡桥,最后在步骤S7的基板冷却中,把锡焊了引线型电子部件的印刷布线基板1冷却,这个操作即告完成。
这个安装的引线型电子部件2,相对于射流式锡焊的行进方向平行安装装配,在印刷布线基板进入射流焊锡槽的焊锡射流部分的情况下,焊锡沿着引线型电子部件2的连续的锡焊端子区群3的每个锡焊端子区3a流向后方。此时,焊锡通过与引线型电子部件2的每个引线端子3b的表面和界面张力的作用连续不断地边“接桥”边朝后方移动。连续的锡焊端子区群3的后方焊锡由后方焊锡吸引区吸收,那时,由于焊锡的表面和界面张力的作用,使吸引到后方焊锡吸引区4的焊锡产生向连续的锡焊端子区群3的后方焊锡的返回的力。
在此,将这个实施例1提议的后方焊锡吸引区4设置成如下两部分:按与连续的锡焊端子区群3的端子区间隔A大致相同的间隔配置,大小与连续的锡焊端子区群3的横向两个的长度C乘以纵向两个的长度E的配置面积大致相等的后方焊锡吸引区的方格面4a;以及,和这个焊锡吸引区的方格面4a的面积大致相等的用于除去锡焊针孔的平滑面4b。由此就能容易地把焊锡吸入后方焊锡吸引区4,而且,分散了吸入的后方焊锡吸引区4上的表面和界面张力,减少了向连续的锡焊端子区群3返回的力。结果,连续的锡焊端子区群3的锡桥大幅度减少。而且根据试作评价的结果,证实通过后方焊锡吸引区4的平滑面,有减少针孔状的焊锡屑的产生的功效,可以省去后期工序的消除针孔的手工修整操作工序,具有实现减少工序的功效。
在不把后方焊锡吸引区4做成方格状,按照历来的通例只改变连续的锡焊端子区群3的形状,或者只加大连续的锡焊端子区群3两端的端子区的情况下,与本发明的实施例相比,连续的锡焊端子区群3的焊接短路非常多,特别是在2列的引线型电子部件上短路现象显著。另外,在不把后方焊锡吸引区4的后方做成平滑面,只做成方格形状的情况下,由发明者证实会产生针孔状的焊锡渣。
此外,在相对于射流式锡焊行进方向垂直安装配置,进入射流焊锡槽的焊锡射流部分的情况下,因为焊锡相对于引线型电子部件2的锡焊端子区群3的端子区并列的方向垂直流动,朝向每个锡焊端子区3a的后方的焊锡的吸引力弱,与平行配置相比锡桥较多。
在此,将本实施例1所提议的后方焊锡吸引区4设置如下:将与平行配置同样形状的后方焊锡吸引区4配置于连续的锡焊端子区群3的一部分的后方。由此,可以在不妨碍来自锡焊端子区群3的图形引出,即可容易地把锡焊端子区群3的每个端子区的焊锡吸入后方焊锡吸引区4,而且,分散了引入的后方焊锡吸引区4上的焊锡的表面界面张力,减少了向连续的锡焊端子区群3返回的力。其结果是不影响连续的锡焊端子区群3的图形引出,大幅度减少锡桥。在不设置后方焊锡吸引区4只改变锡焊端子区群3的形状,或者设置与锡焊端子区群3的每个区域相对应的焊锡吸引区的情况下,特别是在2列的引线型电子部件中,由发明者证实比起本发明实施例,锡焊端子区群3的焊接短路非常多。
如上所述,根据本发明的引线型电子部件安装印刷布线基板,使用射流焊锡槽锡焊引线型电子部件的时候,能够更加可靠地使通过表面和界面张力焊锡在边“搭桥”边朝后方移动时所发生的焊锡短路消失,同时,可以得到减少焊锡短路可能发生场所的个数的功效。
图6是装配有本发明的实施例1的安装引线型电子部件的印刷布线基板的空调器的正面略图。在图中,空调器的室外机12由配有送风机13a的送风机室13和由压缩机14a和扁平形状的电器品室15构成成的压缩机室14构成。电器品室内装有把装配有电器部件15a的表面作为下面,把有铜箔的平面状的背面作为上面而配置的安装引线型电子部件的印刷布线基板1。
因此,配置有本发明的其它实施例的安装引线型电子部件的印刷布线基板的电器品室在高度方向可设为扁平状,可将空调器的室外机的压缩机室的电器品箱设为扁平状,从而可以缩小配置空间,具有增大其它部件安装空间的自由度,有余裕地进行装配操作的功效。
Claims (10)
1、一种印刷布线基板,装配有具有多个引线的电子部件,具有所述电子部件的连续的锡焊端子区群,所述电子部件通过使用射流式焊锡槽的锡焊进行装配,其特征在于:设有与连续的锡焊端子区群的尾端相邻的具有包括多个方格的方格面的后方焊锡吸引区。
2、如权利要求1所述的印刷布线基板,其特征在于:电子部件相对于射流式锡焊方向水平装配。
3、如权利要求1所述的印刷布线基板,其特征在于:装配有电子部件,所述电子部件通过使用了射流式焊锡槽的锡焊,相对于所述射流式锡焊方向垂直装配,在每个连续的锡焊端子区群的后方的一部分设有后方焊锡吸引区。
4、如权利要求1~3中任意一项所述的印刷布线基板,其特征在于:后方焊锡吸引区具有方格面和平滑面。
5、如权利要求4所述的印刷布线基板,其特征在于:后方焊锡吸引区的方格面和平滑面以相对于射流式锡焊方向分前部和后方的方式设置。
6、一种锡焊方法,装配有具有多个引线的电子部件,具有所述电子部件的连续的锡焊端子区群,通过使用射流式焊锡槽的锡焊将所述电子部件装配于印刷布线基板上,其特征在于具有:
通过自动安装机把电子部件装配于印刷布线基板背面的安装步骤;
在装配有通过所述安装步骤安装的电子部件的印刷布线基板的背面涂布助焊剂的步骤;
把助焊剂的温度加热到活性温度的预热步骤;
无遗漏地将装配于所述印刷布线基板的背面的电子部件的引线部分锡焊的焊锡射流步骤;以及
把在焊锡射流步骤中形成的电子部件的引线间桥接的焊锡通过具有包括多个方格的方格面的后方锡焊端子区除去的步骤。
7、如权利要求6所述的锡焊方法,其特征在于:在利用自动安装机的所述安装步骤和涂布助焊剂的步骤之间还具有安装手插部件的手插部件安装步骤,在该手插部件安装步骤中,在印刷布线基板的表面装配其他电子部件。
8、一种空调器,包括:具有送风机室和压缩机室的室外机;在所述压缩机室上方设置的电器品箱;以及收纳于该电器品箱内的通过使用了射流式焊锡槽的锡焊安装了电子部件的印刷布线基板,其特征在于:所述印刷布线基板具有设置于连续的锡焊端子区群的尾端相邻处且具有方格面和平滑面的后方焊锡吸引区。
9、如权利要求8所述的空调器,其特征在于:电子部件相对于射流式锡焊方向水平装配。
10、如权利要求8所述的空调器,其特征在于:电子部件在每个连续的锡焊端子区群的后方的一部分相对于射流式锡焊方向垂直装配。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004165621A JP4222260B2 (ja) | 2004-06-03 | 2004-06-03 | リード形電子部品実装プリント配線基板及び空気調和機 |
| JP2004165621 | 2004-06-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1705428A CN1705428A (zh) | 2005-12-07 |
| CN100475002C true CN100475002C (zh) | 2009-04-01 |
Family
ID=34940856
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2005100728005A Active CN100475002C (zh) | 2004-06-03 | 2005-05-20 | 印刷布线基板及锡焊方法以及装配有印刷布线基板的空调器 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1603375B1 (zh) |
| JP (1) | JP4222260B2 (zh) |
| CN (1) | CN100475002C (zh) |
| ES (1) | ES2401585T3 (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4196979B2 (ja) | 2005-09-07 | 2008-12-17 | 三菱電機株式会社 | リード形電子部品実装プリント配線基板、リード形電子部品の半田付方法、空気調和機。 |
| JP5599151B2 (ja) | 2009-01-30 | 2014-10-01 | 三菱電機株式会社 | 二列リード形電子部品実装プリント配線基板、二列リード形電子部品の半田付け方法、空気調和機 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4835345A (en) * | 1987-09-18 | 1989-05-30 | Compaq Computer Corporation | Printed wiring board having robber pads for excess solder |
| US5243143A (en) * | 1990-11-13 | 1993-09-07 | Compaq Computer Corporation | Solder snap bar |
| US5604333A (en) * | 1994-11-30 | 1997-02-18 | Intel Corporation | Process and structure for a solder thief on circuit boards |
| US6407342B1 (en) * | 1999-03-13 | 2002-06-18 | Samsung Electronics Co., Ltd | Printed circuit board capable of preventing electrical short during soldering process |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3211408A1 (de) * | 1982-03-27 | 1983-09-29 | Vdo Adolf Schindling Ag, 6000 Frankfurt | Substrat |
| JPS62243393A (ja) | 1986-04-15 | 1987-10-23 | キヤノン株式会社 | プリント基板 |
| JPS63157492A (ja) | 1986-12-22 | 1988-06-30 | 株式会社東芝 | プリント配線板 |
| JPH01300588A (ja) | 1988-05-28 | 1989-12-05 | Nec Home Electron Ltd | プリント配線板及びそのはんだ付け方法 |
| JP2675473B2 (ja) * | 1992-01-13 | 1997-11-12 | 三洋電機株式会社 | フラットパッケージic半田ディップ型プリント配線板 |
| FR2714566B1 (fr) * | 1993-12-24 | 1996-03-15 | Marelli Autronica | Plaque de circuit imprimé comportant des plages de drainage de soudure perfectionnées. |
| JPH08307022A (ja) * | 1995-05-10 | 1996-11-22 | Fuji Electric Co Ltd | プリント板 |
| JP2002280717A (ja) * | 2001-03-19 | 2002-09-27 | Matsushita Graphic Communication Systems Inc | プリント基板 |
| JP3633505B2 (ja) * | 2001-04-27 | 2005-03-30 | 松下電器産業株式会社 | プリント配線基板およびプリント配線基板の半田付け方法 |
| JP3988720B2 (ja) * | 2003-12-11 | 2007-10-10 | 三菱電機株式会社 | 4方向リードフラットパッケージic実装プリント配線基板及び4方向リードフラットパッケージicの半田付け方法、4方向リードフラットパッケージic実装プリント配線基板を備えた空気調和機。 |
-
2004
- 2004-06-03 JP JP2004165621A patent/JP4222260B2/ja not_active Expired - Fee Related
-
2005
- 2005-04-15 EP EP05252366A patent/EP1603375B1/en not_active Not-in-force
- 2005-04-15 ES ES05252366T patent/ES2401585T3/es active Active
- 2005-05-20 CN CNB2005100728005A patent/CN100475002C/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4835345A (en) * | 1987-09-18 | 1989-05-30 | Compaq Computer Corporation | Printed wiring board having robber pads for excess solder |
| US5243143A (en) * | 1990-11-13 | 1993-09-07 | Compaq Computer Corporation | Solder snap bar |
| US5604333A (en) * | 1994-11-30 | 1997-02-18 | Intel Corporation | Process and structure for a solder thief on circuit boards |
| US6407342B1 (en) * | 1999-03-13 | 2002-06-18 | Samsung Electronics Co., Ltd | Printed circuit board capable of preventing electrical short during soldering process |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1603375B1 (en) | 2013-03-06 |
| ES2401585T3 (es) | 2013-04-22 |
| EP1603375A1 (en) | 2005-12-07 |
| CN1705428A (zh) | 2005-12-07 |
| JP4222260B2 (ja) | 2009-02-12 |
| JP2005347529A (ja) | 2005-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004207232A (ja) | 半田貯蔵移動装置及び工程 | |
| CN100475002C (zh) | 印刷布线基板及锡焊方法以及装配有印刷布线基板的空调器 | |
| CN102595784A (zh) | 印刷布线基板、四边引线扁平封装ic的焊接方法以及空气调节器 | |
| CN1328934C (zh) | Ic装配印制线路板及其焊接方法和具备它的空气调节器 | |
| CN1929717B (zh) | 导线型电子器件安装印刷电路基板、导线型电子器件的软钎焊方法、空气调节器 | |
| CN110677988A (zh) | 一种防止焊盘堵孔的电路板 | |
| JP2858834B2 (ja) | プリント配線基板 | |
| CN101513141B (zh) | 制造焊接电路板的方法 | |
| CN101795542B (zh) | 双列引线型电子部件安装印刷布线衬底、双列引线型电子部件的焊料焊接方法和空调机 | |
| US7159758B1 (en) | Circuit board processing techniques using solder fusing | |
| CN101453836B (zh) | 印刷线路板、空调机、印刷线路板的钎焊方法 | |
| JP2008171994A (ja) | フローディップはんだ付け装置 | |
| CN110351962A (zh) | 一种二次过孔回流焊方法 | |
| CN204545646U (zh) | 选择性波峰焊的喷嘴 | |
| JP2009283983A (ja) | プリント配線基板、空気調和機、プリント配線基板の半田付け方法 | |
| JPH09181424A (ja) | 電子部品、プリント配線板及びプリント配線板の製造方法 | |
| JPS6324693A (ja) | 短絡防止電気配線板の製造法 | |
| JPH0730241A (ja) | プリント基板 | |
| JPH05267833A (ja) | 表面実装用プリント配線板 | |
| JPH03233995A (ja) | チップ部品の実装方法 | |
| JP2005026550A (ja) | 回路基板の製造方法 | |
| JPH0629153U (ja) | 電子部品 | |
| JP2002134844A (ja) | 樹脂成形配線板 | |
| JPH0555560U (ja) | 面実装型混成集積回路装置用リードフレーム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |