CN100335976C - 调色剂的制造方法 - Google Patents
调色剂的制造方法 Download PDFInfo
- Publication number
- CN100335976C CN100335976C CNB2004100864452A CN200410086445A CN100335976C CN 100335976 C CN100335976 C CN 100335976C CN B2004100864452 A CNB2004100864452 A CN B2004100864452A CN 200410086445 A CN200410086445 A CN 200410086445A CN 100335976 C CN100335976 C CN 100335976C
- Authority
- CN
- China
- Prior art keywords
- micro mist
- surface modification
- particle
- toner
- classification
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title abstract description 16
- 239000002245 particle Substances 0.000 claims abstract description 263
- 230000004048 modification Effects 0.000 claims abstract description 148
- 238000012986 modification Methods 0.000 claims abstract description 148
- 238000000034 method Methods 0.000 claims abstract description 76
- 239000000843 powder Substances 0.000 claims abstract description 61
- 239000002994 raw material Substances 0.000 claims abstract description 38
- 230000008569 process Effects 0.000 claims abstract description 9
- 239000003595 mist Substances 0.000 claims description 242
- 239000006185 dispersion Substances 0.000 claims description 81
- 229920005989 resin Polymers 0.000 claims description 21
- 239000011347 resin Substances 0.000 claims description 21
- 238000002156 mixing Methods 0.000 claims description 19
- 238000009826 distribution Methods 0.000 claims description 17
- 239000001993 wax Substances 0.000 claims description 16
- 239000003086 colorant Substances 0.000 claims description 15
- 238000001816 cooling Methods 0.000 claims description 15
- 239000011230 binding agent Substances 0.000 claims description 13
- 238000002844 melting Methods 0.000 claims description 6
- 230000008018 melting Effects 0.000 claims description 6
- 239000000203 mixture Substances 0.000 claims description 5
- -1 acrylic ester Chemical class 0.000 description 27
- 239000003795 chemical substances by application Substances 0.000 description 23
- 230000000052 comparative effect Effects 0.000 description 23
- 238000010586 diagram Methods 0.000 description 13
- 230000002093 peripheral effect Effects 0.000 description 13
- 229920001577 copolymer Polymers 0.000 description 10
- 238000011156 evaluation Methods 0.000 description 10
- 239000000463 material Substances 0.000 description 10
- 150000001875 compounds Chemical class 0.000 description 9
- 230000008676 import Effects 0.000 description 9
- 241001597008 Nomeidae Species 0.000 description 8
- 125000003118 aryl group Chemical group 0.000 description 8
- 230000014509 gene expression Effects 0.000 description 7
- 235000012054 meals Nutrition 0.000 description 7
- 239000000049 pigment Substances 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 241000196324 Embryophyta Species 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Natural products C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 5
- 230000001351 cycling effect Effects 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 230000009467 reduction Effects 0.000 description 5
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 4
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 230000000996 additive effect Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- BXOUVIIITJXIKB-UHFFFAOYSA-N ethene;styrene Chemical group C=C.C=CC1=CC=CC=C1 BXOUVIIITJXIKB-UHFFFAOYSA-N 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 229920002554 vinyl polymer Polymers 0.000 description 4
- YLQBMQCUIZJEEH-UHFFFAOYSA-N Furan Chemical compound C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- PYKYMHQGRFAEBM-UHFFFAOYSA-N anthraquinone Natural products CCC(=O)c1c(O)c2C(=O)C3C(C=CC=C3O)C(=O)c2cc1CC(=O)OC PYKYMHQGRFAEBM-UHFFFAOYSA-N 0.000 description 3
- 235000014113 dietary fatty acids Nutrition 0.000 description 3
- 239000000194 fatty acid Substances 0.000 description 3
- 229930195729 fatty acid Natural products 0.000 description 3
- 150000004665 fatty acids Chemical class 0.000 description 3
- 239000000178 monomer Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000004381 surface treatment Methods 0.000 description 3
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 3
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 3
- KAKZBPTYRLMSJV-UHFFFAOYSA-N vinyl-ethylene Natural products C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 3
- MYRTYDVEIRVNKP-UHFFFAOYSA-N 1,2-Divinylbenzene Chemical compound C=CC1=CC=CC=C1C=C MYRTYDVEIRVNKP-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- KLSLBUSXWBJMEC-UHFFFAOYSA-N 4-Propylphenol Chemical compound CCCC1=CC=C(O)C=C1 KLSLBUSXWBJMEC-UHFFFAOYSA-N 0.000 description 2
- SOGAXMICEFXMKE-UHFFFAOYSA-N Butylmethacrylate Chemical compound CCCCOC(=O)C(C)=C SOGAXMICEFXMKE-UHFFFAOYSA-N 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 2
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 238000009833 condensation Methods 0.000 description 2
- 230000005494 condensation Effects 0.000 description 2
- 150000004696 coordination complex Chemical class 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- LNTHITQWFMADLM-UHFFFAOYSA-N gallic acid Chemical compound OC(=O)C1=CC(O)=C(O)C(O)=C1 LNTHITQWFMADLM-UHFFFAOYSA-N 0.000 description 2
- 238000005227 gel permeation chromatography Methods 0.000 description 2
- 230000002209 hydrophobic effect Effects 0.000 description 2
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 2
- 239000011976 maleic acid Substances 0.000 description 2
- 125000000962 organic group Chemical group 0.000 description 2
- 125000002524 organometallic group Chemical group 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000012188 paraffin wax Substances 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 235000013824 polyphenols Nutrition 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 239000001062 red colorant Substances 0.000 description 2
- 238000011160 research Methods 0.000 description 2
- YGSDEFSMJLZEOE-UHFFFAOYSA-N salicylic acid Chemical compound OC(=O)C1=CC=CC=C1O YGSDEFSMJLZEOE-UHFFFAOYSA-N 0.000 description 2
- 238000001507 sample dispersion Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 229920006337 unsaturated polyester resin Polymers 0.000 description 2
- 229960000834 vinyl ether Drugs 0.000 description 2
- 239000001060 yellow colorant Substances 0.000 description 2
- 229910000859 α-Fe Inorganic materials 0.000 description 2
- QLLUAUADIMPKIH-UHFFFAOYSA-N 1,2-bis(ethenyl)naphthalene Chemical compound C1=CC=CC2=C(C=C)C(C=C)=CC=C21 QLLUAUADIMPKIH-UHFFFAOYSA-N 0.000 description 1
- TUSDEZXZIZRFGC-UHFFFAOYSA-N 1-O-galloyl-3,6-(R)-HHDP-beta-D-glucose Natural products OC1C(O2)COC(=O)C3=CC(O)=C(O)C(O)=C3C3=C(O)C(O)=C(O)C=C3C(=O)OC1C(O)C2OC(=O)C1=CC(O)=C(O)C(O)=C1 TUSDEZXZIZRFGC-UHFFFAOYSA-N 0.000 description 1
- KPAPHODVWOVUJL-UHFFFAOYSA-N 1-benzofuran;1h-indene Chemical compound C1=CC=C2CC=CC2=C1.C1=CC=C2OC=CC2=C1 KPAPHODVWOVUJL-UHFFFAOYSA-N 0.000 description 1
- OZCMOJQQLBXBKI-UHFFFAOYSA-N 1-ethenoxy-2-methylpropane Chemical compound CC(C)COC=C OZCMOJQQLBXBKI-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 1
- IEDKVDCIEARIIU-UHFFFAOYSA-N 2-Nonadecanone Chemical compound CCCCCCCCCCCCCCCCCC(C)=O IEDKVDCIEARIIU-UHFFFAOYSA-N 0.000 description 1
- ROGIWVXWXZRRMZ-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1 ROGIWVXWXZRRMZ-UHFFFAOYSA-N 0.000 description 1
- DBCAQXHNJOFNGC-UHFFFAOYSA-N 4-bromo-1,1,1-trifluorobutane Chemical compound FC(F)(F)CCCBr DBCAQXHNJOFNGC-UHFFFAOYSA-N 0.000 description 1
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- 239000001263 FEMA 3042 Substances 0.000 description 1
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Natural products OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 1
- 239000005639 Lauric acid Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- GYCMBHHDWRMZGG-UHFFFAOYSA-N Methylacrylonitrile Chemical compound CC(=C)C#N GYCMBHHDWRMZGG-UHFFFAOYSA-N 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- DCDJYPCZSHOODW-UHFFFAOYSA-M OC1=CC=C(C2=CC=CC=C12)S(=O)(=O)[O-].C(CCC)C1=C(C([N+](C)(C)CCCCCCCCCCCCCCCC)(CCCC)CCCC)C=CC=C1 Chemical compound OC1=CC=C(C2=CC=CC=C12)S(=O)(=O)[O-].C(CCC)C1=C(C([N+](C)(C)CCCCCCCCCCCCCCCC)(CCCC)CCCC)C=CC=C1 DCDJYPCZSHOODW-UHFFFAOYSA-M 0.000 description 1
- 241000233855 Orchidaceae Species 0.000 description 1
- LRBQNJMCXXYXIU-PPKXGCFTSA-N Penta-digallate-beta-D-glucose Natural products OC1=C(O)C(O)=CC(C(=O)OC=2C(=C(O)C=C(C=2)C(=O)OC[C@@H]2[C@H]([C@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)O2)OC(=O)C=2C=C(OC(=O)C=3C=C(O)C(O)=C(O)C=3)C(O)=C(O)C=2)O)=C1 LRBQNJMCXXYXIU-PPKXGCFTSA-N 0.000 description 1
- 239000004264 Petrolatum Substances 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 208000004350 Strabismus Diseases 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- DENKTVODMWTFRR-UHFFFAOYSA-N [PH4+].OC1=CC=C(C2=CC=CC=C12)S([O-])(=O)=O Chemical compound [PH4+].OC1=CC=C(C2=CC=CC=C12)S([O-])(=O)=O DENKTVODMWTFRR-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 239000008186 active pharmaceutical agent Substances 0.000 description 1
- 239000002671 adjuvant Substances 0.000 description 1
- 150000004996 alkyl benzenes Chemical class 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 238000003556 assay Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 229940077388 benzenesulfonate Drugs 0.000 description 1
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 1
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 1
- 239000004327 boric acid Substances 0.000 description 1
- MSSXJRUQLGSOQM-UHFFFAOYSA-N boric acid;dibutyltin Chemical compound OB(O)O.CCCC[Sn]CCCC MSSXJRUQLGSOQM-UHFFFAOYSA-N 0.000 description 1
- MSDHAMWHYZUWIE-UHFFFAOYSA-N boric acid;dicyclohexyltin Chemical compound OB(O)O.C1CCCCC1[Sn]C1CCCCC1 MSDHAMWHYZUWIE-UHFFFAOYSA-N 0.000 description 1
- ZHBVZMYQZCVLFB-UHFFFAOYSA-N boric acid;dioctyltin Chemical compound OB(O)O.CCCCCCCC[Sn]CCCCCCCC ZHBVZMYQZCVLFB-UHFFFAOYSA-N 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- AKOHUFLQBXMCOZ-UHFFFAOYSA-N butane-1,3-diol 3-methylbut-2-enoic acid Chemical compound CC(=CC(=O)O)C.C(CC(C)O)O AKOHUFLQBXMCOZ-UHFFFAOYSA-N 0.000 description 1
- FUSUHKVFWTUUBE-UHFFFAOYSA-N buten-2-one Chemical compound CC(=O)C=C FUSUHKVFWTUUBE-UHFFFAOYSA-N 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- UTOVMEACOLCUCK-PLNGDYQASA-N butyl maleate Chemical compound CCCCOC(=O)\C=C/C(O)=O UTOVMEACOLCUCK-PLNGDYQASA-N 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 150000007942 carboxylates Chemical class 0.000 description 1
- 239000004203 carnauba wax Substances 0.000 description 1
- 239000004359 castor oil Substances 0.000 description 1
- 235000019438 castor oil Nutrition 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000000739 chaotic effect Effects 0.000 description 1
- 239000013522 chelant Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- JGFBRKRYDCGYKD-UHFFFAOYSA-N dibutyl(oxo)tin Chemical compound CCCC[Sn](=O)CCCC JGFBRKRYDCGYKD-UHFFFAOYSA-N 0.000 description 1
- BRCGUTSVMPKEKH-UHFFFAOYSA-N dicyclohexyltin Chemical compound C1CCCCC1[Sn]C1CCCCC1 BRCGUTSVMPKEKH-UHFFFAOYSA-N 0.000 description 1
- LDCRTTXIJACKKU-ARJAWSKDSA-N dimethyl maleate Chemical compound COC(=O)\C=C/C(=O)OC LDCRTTXIJACKKU-ARJAWSKDSA-N 0.000 description 1
- LQRUPWUPINJLMU-UHFFFAOYSA-N dioctyl(oxo)tin Chemical compound CCCCCCCC[Sn](=O)CCCCCCCC LQRUPWUPINJLMU-UHFFFAOYSA-N 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 208000037265 diseases, disorders, signs and symptoms Diseases 0.000 description 1
- AFOSIXZFDONLBT-UHFFFAOYSA-N divinyl sulfone Chemical compound C=CS(=O)(=O)C=C AFOSIXZFDONLBT-UHFFFAOYSA-N 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- FJKIXWOMBXYWOQ-UHFFFAOYSA-N ethenoxyethane Chemical compound CCOC=C FJKIXWOMBXYWOQ-UHFFFAOYSA-N 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- LYCAIKOWRPUZTN-UHFFFAOYSA-N ethylene glycol Natural products OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 1
- STVZJERGLQHEKB-UHFFFAOYSA-N ethylene glycol dimethacrylate Substances CC(=C)C(=O)OCCOC(=O)C(C)=C STVZJERGLQHEKB-UHFFFAOYSA-N 0.000 description 1
- YAGKRVSRTSUGEY-UHFFFAOYSA-N ferricyanide Chemical compound [Fe+3].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-] YAGKRVSRTSUGEY-UHFFFAOYSA-N 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- ZZUFCTLCJUWOSV-UHFFFAOYSA-N furosemide Chemical compound C1=C(Cl)C(S(=O)(=O)N)=CC(C(O)=O)=C1NCC1=CC=CO1 ZZUFCTLCJUWOSV-UHFFFAOYSA-N 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 229940074391 gallic acid Drugs 0.000 description 1
- 235000004515 gallic acid Nutrition 0.000 description 1
- LRBQNJMCXXYXIU-QWKBTXIPSA-N gallotannic acid Chemical compound OC1=C(O)C(O)=CC(C(=O)OC=2C(=C(O)C=C(C=2)C(=O)OC[C@H]2[C@@H]([C@@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)O2)OC(=O)C=2C=C(OC(=O)C=3C=C(O)C(O)=C(O)C=3)C(O)=C(O)C=2)O)=C1 LRBQNJMCXXYXIU-QWKBTXIPSA-N 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 1
- RBTKNAXYKSUFRK-UHFFFAOYSA-N heliogen blue Chemical compound [Cu].[N-]1C2=C(C=CC=C3)C3=C1N=C([N-]1)C3=CC=CC=C3C1=NC([N-]1)=C(C=CC=C3)C3=C1N=C([N-]1)C3=CC=CC=C3C1=N2 RBTKNAXYKSUFRK-UHFFFAOYSA-N 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- GWVMLCQWXVFZCN-UHFFFAOYSA-N isoindoline Chemical compound C1=CC=C2CNCC2=C1 GWVMLCQWXVFZCN-UHFFFAOYSA-N 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 229940033355 lauric acid Drugs 0.000 description 1
- PBOSTUDLECTMNL-UHFFFAOYSA-N lauryl acrylate Chemical compound CCCCCCCCCCCCOC(=O)C=C PBOSTUDLECTMNL-UHFFFAOYSA-N 0.000 description 1
- NYGZLYXAPMMJTE-UHFFFAOYSA-M metanil yellow Chemical group [Na+].[O-]S(=O)(=O)C1=CC=CC(N=NC=2C=CC(NC=3C=CC=CC=3)=CC=2)=C1 NYGZLYXAPMMJTE-UHFFFAOYSA-M 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- NKHAVTQWNUWKEO-IHWYPQMZSA-N methyl hydrogen fumarate Chemical class COC(=O)\C=C/C(O)=O NKHAVTQWNUWKEO-IHWYPQMZSA-N 0.000 description 1
- XJRBAMWJDBPFIM-UHFFFAOYSA-N methyl vinyl ether Chemical compound COC=C XJRBAMWJDBPFIM-UHFFFAOYSA-N 0.000 description 1
- 239000004200 microcrystalline wax Substances 0.000 description 1
- 235000019808 microcrystalline wax Nutrition 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 150000002762 monocarboxylic acid derivatives Chemical class 0.000 description 1
- ZARXZEARBRXKMO-UHFFFAOYSA-N n,n-bis(ethenyl)aniline Chemical compound C=CN(C=C)C1=CC=CC=C1 ZARXZEARBRXKMO-UHFFFAOYSA-N 0.000 description 1
- 239000000025 natural resin Substances 0.000 description 1
- HILCQVNWWOARMT-UHFFFAOYSA-N non-1-en-3-one Chemical compound CCCCCCC(=O)C=C HILCQVNWWOARMT-UHFFFAOYSA-N 0.000 description 1
- NZIDBRBFGPQCRY-UHFFFAOYSA-N octyl 2-methylprop-2-enoate Chemical compound CCCCCCCCOC(=O)C(C)=C NZIDBRBFGPQCRY-UHFFFAOYSA-N 0.000 description 1
- FJKROLUGYXJWQN-UHFFFAOYSA-N papa-hydroxy-benzoic acid Natural products OC(=O)C1=CC=C(O)C=C1 FJKROLUGYXJWQN-UHFFFAOYSA-N 0.000 description 1
- UCUUFSAXZMGPGH-UHFFFAOYSA-N penta-1,4-dien-3-one Chemical compound C=CC(=O)C=C UCUUFSAXZMGPGH-UHFFFAOYSA-N 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- CSHWQDPOILHKBI-UHFFFAOYSA-N peryrene Natural products C1=CC(C2=CC=CC=3C2=C2C=CC=3)=C3C2=CC=CC3=C1 CSHWQDPOILHKBI-UHFFFAOYSA-N 0.000 description 1
- 235000019271 petrolatum Nutrition 0.000 description 1
- 229940066842 petrolatum Drugs 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- WRAQQYDMVSCOTE-UHFFFAOYSA-N phenyl prop-2-enoate Chemical compound C=CC(=O)OC1=CC=CC=C1 WRAQQYDMVSCOTE-UHFFFAOYSA-N 0.000 description 1
- 150000004714 phosphonium salts Chemical class 0.000 description 1
- DHRLEVQXOMLTIM-UHFFFAOYSA-N phosphoric acid;trioxomolybdenum Chemical compound O=[Mo](=O)=O.O=[Mo](=O)=O.O=[Mo](=O)=O.O=[Mo](=O)=O.O=[Mo](=O)=O.O=[Mo](=O)=O.O=[Mo](=O)=O.O=[Mo](=O)=O.O=[Mo](=O)=O.O=[Mo](=O)=O.O=[Mo](=O)=O.O=[Mo](=O)=O.OP(O)(O)=O DHRLEVQXOMLTIM-UHFFFAOYSA-N 0.000 description 1
- IYDGMDWEHDFVQI-UHFFFAOYSA-N phosphoric acid;trioxotungsten Chemical compound O=[W](=O)=O.O=[W](=O)=O.O=[W](=O)=O.O=[W](=O)=O.O=[W](=O)=O.O=[W](=O)=O.O=[W](=O)=O.O=[W](=O)=O.O=[W](=O)=O.O=[W](=O)=O.O=[W](=O)=O.O=[W](=O)=O.OP(O)(O)=O IYDGMDWEHDFVQI-UHFFFAOYSA-N 0.000 description 1
- 229920002285 poly(styrene-co-acrylonitrile) Polymers 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920002102 polyvinyl toluene Polymers 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- FYNROBRQIVCIQF-UHFFFAOYSA-N pyrrolo[3,2-b]pyrrole-5,6-dione Chemical class C1=CN=C2C(=O)C(=O)N=C21 FYNROBRQIVCIQF-UHFFFAOYSA-N 0.000 description 1
- 150000003242 quaternary ammonium salts Chemical class 0.000 description 1
- 238000002310 reflectometry Methods 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 229960004889 salicylic acid Drugs 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000012216 screening Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 235000015170 shellfish Nutrition 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 125000003011 styrenyl group Chemical group [H]\C(*)=C(/[H])C1=C([H])C([H])=C([H])C([H])=C1[H] 0.000 description 1
- 238000005987 sulfurization reaction Methods 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 235000015523 tannic acid Nutrition 0.000 description 1
- 229940033123 tannic acid Drugs 0.000 description 1
- 229920002258 tannic acid Polymers 0.000 description 1
- 150000003505 terpenes Chemical class 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 238000010023 transfer printing Methods 0.000 description 1
- SRPWOOOHEPICQU-UHFFFAOYSA-N trimellitic anhydride Chemical compound OC(=O)C1=CC=C2C(=O)OC(=O)C2=C1 SRPWOOOHEPICQU-UHFFFAOYSA-N 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
- 239000012178 vegetable wax Substances 0.000 description 1
- KOZCZZVUFDCZGG-UHFFFAOYSA-N vinyl benzoate Chemical compound C=COC(=O)C1=CC=CC=C1 KOZCZZVUFDCZGG-UHFFFAOYSA-N 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images






Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G9/00—Developers
- G03G9/08—Developers with toner particles
- G03G9/0802—Preparation methods
- G03G9/081—Preparation methods by mixing the toner components in a liquefied state; melt kneading; reactive mixing
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G9/00—Developers
- G03G9/08—Developers with toner particles
- G03G9/0802—Preparation methods
- G03G9/0815—Post-treatment
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G9/00—Developers
- G03G9/08—Developers with toner particles
- G03G9/0802—Preparation methods
- G03G9/0817—Separation; Classifying
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Developing Agents For Electrophotography (AREA)
- Combined Means For Separation Of Solids (AREA)
Abstract
本发明提供一种调色剂制造方法,其中的调色剂粒子可以高度球形化并且不易在图像中产生灰雾,收率较高。本发明的调色剂制造方法包括利用分批式(batch-wise)表面改性装置同时进行对粒子进行表面改性的表面改性工序和为了除去得到的微粉碎物中所含微粉及超微粉而进行分级的分级工序以得到调色剂粒子的工序,该制造方法中,设从投入管的中心位置S1向原料投入方向延伸的直线为L1,设从微粉排出管的中心位置O1向微粉及超微粉排出方向延伸的直线为L2时,以该分级转子的转动方向为基准,直线L1和直线L2所成的角θ为210~330度。
Description
技术领域
本发明涉及电摄影法、静电记录法、静电印刷之类图像形成方法中所使用的调色剂的制造方法。
背景技术
通常,调色剂的制造方法有采用粉碎法和采用聚合法的方法。从现状来看,采用粉碎法制造的调色剂粒子与聚合法相比具有成本低的优点,所以目前正广泛应用于复印机或打印机所使用的调色剂中。用粉碎法制造调色剂粒子时,将粘合树脂、着色剂等按规定量混合,将混合物熔融混炼,再将混炼物冷却,然后将冷却后固化的混炼物粉碎、分级得到具有规定粒度分布的调色剂粒子,在得到的调色剂粒子中外添流动性改进剂,制成调色剂。
近年,复印机及打印机要求高画质化、节能化以及环境保护等。对应于上述要求,调色剂实现了高的转印效率,为了减少废调色剂,技术理念正逐渐转向将调色剂粒子球形化的方向。为了利用粉碎法实现上述技术理念,特开平9-85741号公报公开了利用机械式粉碎法使调色剂粒子球形化的方法,特开平2000-29241号公报公开了利用热风使调色剂粒子球形化的方法。但是,利用机械式粉碎法使调色剂粒子球形化的方法不能充分地实现球形化。利用热风使调色剂粒子球形化的方法中,在调色剂粒子中含有蜡的情况时,由于蜡开始熔融,难以控制调色剂粒子的表面性状,在调色剂粒子品质稳定性方面存在问题。对此,特开2002-233787号公报公开了对调色剂粒子表面进行改性的表面改性装置,其能进行高性能的表面处理以及微粉除去。但是该表面改性装置在维持了高球形化度时,其微粉除去效率即所谓分级收率有降低的倾向,并且有出现图像灰雾的倾向,所以期望得到改善。
发明内容
本发明的目的是提供解决了上述课题的调色剂制造方法。
即,本发明的目的在于提供调色剂粒子能够高度球形化并且调色剂粒子收率高的调色剂制造方法。
另外,本发明的目的还在于提供高效率制造不易在图像中发生灰雾的调色剂的调色剂制造方法。
本发明的目的通过提供下述的调色剂制造方法得以完成。
含有调色剂粒子的调色剂制造方法,包括以下工序:
a)将至少含有粘合树脂、蜡以及着色剂的组合物熔融混炼得到混炼物的混炼工序;
b)将所得的混炼物冷却,得到冷却固化物的冷却工序;
c)将冷却固化物微粉碎,得到微粉碎物的微粉碎工序;以及
d)同时进行对得到的微粉碎物中所含粒子进行表面改性的表面改性工序和为了将得到的微粉碎物中所含微粉及超微粉除去而进行的分级工序,以得到调色剂粒子的工序;
同时进行表面改性工序和分级工序以得到调色剂粒子的工序通过分批式(batch-wise)表面改性装置进行,
该表面改性装置至少具有
i)圆筒状的本体外壳,
ii)用于将该微粉碎物投入本体外壳内而具有投入管的投入部,
iii)用于将投入该本体外壳内的微粉碎物中规定粒径以下的微粉及超微粉连续向装置外除去而具有在规定方向上转动的分级转子的分级装置,
iv)用于将经由该分级装置除去的该微粉及该超微粉排出至本体外壳外而具有微粉排出管的微粉排出部,
v)用于以机械式冲击力对除去了该微粉及该超微粉的微粉碎物中所含粒子进行表面改性处理而具有与该分级转子同方向转动的分散转子的表面改性装置,
vi)用于形成本体外壳内第一空间和第二空间的圆筒状导向装置,以及
vii)将通过该分散转子进行了表面改性处理的调色剂粒子排出至本体外壳外的调色剂粒子排出部,
该第一空间设置在该本体外壳的内壁与该圆筒状导向装置的外壁之间,是用于将该微粉碎物以及该表面改性后的粒子引导至该分级转子的空间,
该第二空间在该圆筒状导向装置的内侧形成,是用分散转子对除去了该微粉及该超微粉的微粉碎物以及表面改性后的该粒子进行处理的空间,
在该表面改性装置内,通过投入部投入本体外壳内的微粉碎物被导入第一空间,通过该分级装置除去规定粒径以下的微粉及超微粉,且在该微粉及超微粉被连续不断排出装置外的同时,除去了微粉及超微粉的微粉碎物被移向第二空间,用该分散转子进行处理,进行微粉碎物中粒子的表面改性,再次使含有表面改性后粒子的微粉碎物向第一空间和第二空间循环以反复进行该分级和该表面改性处理,通过上述过程,得到规定粒径以下的微粉及超微粉被除去至规定量以下并且表面被改性的调色剂粒子,
该投入部形成在该本体外壳的侧面,该微粉排出部形成在该本体外壳的上面,
表面改性装置的俯视图中,设从该投入部的投入管中心位置S1到第一空间向该微粉碎物投入方向延伸的直线为L1,从该微粉排出部的微粉排出管中心位置O1向微粉及超微粉的排出方向延伸的直线为L2时,以该分级转子的转动方向为基准,直线L1和L2所成的角θ为210~330度。
附图说明
图1为本发明的调色剂制造方法中,进行微粉碎物的分级以及表面改性处理以得到具有良好粒度分布且被表面改性的调色剂粒子的工序中,优选使用的表面改性装置之一例的简要剖面图。
图2(A)为图1所示表面改性装置的俯视图(水平投影图)之一例,图2(B)表示其它例。
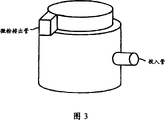
图3为图1所示表面改性装置的部分简要斜视图。
图4(A)为图1所示表面改性装置的微粉排出管相对于微粉排出筒位置之一例的说明图,图4(B)为图1所示表面改性装置的微粉排出管相对于微粉排出筒位置其他例的说明图。
图5(A)为分级转子的简要水平投影图,图5(B)为分级转子的简要剖面图。
图6(A)为分散转子的水平投影图,图6(B)为分散转子的简要垂直投影图。
图7(A)为导向环直径的说明图,图7(B)为导向环及其支承体的斜视图。
图8(A)为方型盘的简要水平投影图,图8(B)为方型盘的简要垂直投影图。
图9(A)为衬垫的简要水平投影图,图9(B)为衬垫的部分说明图。
图10是说明本发明的调色剂制造方法的部分流程图。
图11(A)为用于说明导向环和方型盘间的间隙的说明图,图11(B)表示方型盘和衬垫间的间隙的说明图。
图12为制造微粉碎物的流程之一例的说明图。
图13为投入管和本体外壳的位置关系说明图。
具体实施方式
本发明人等经深入研究,结果完成了本发明的调色剂制造方法,该方法使用同时进行分级和表面改性处理的表面改性装置,能够制造出微粉碎物具有特定粒度分布、调色剂粒子收率提高、且能形成良好图像的调色剂。
以下对本发明的制造方法中所使用的表面改性装置进行说明。
本发明所使用的表面改性装置是分批式装置,其同时进行微粉碎物中所含微粉及超微粉的分级除去工序和微粉碎物中所含粒子的表面改性工序。
本发明所使用的表面改性装置至少含有:
i)圆筒状的本体外壳,
ii)用于将该微粉碎物投入本体外壳内而具有投入管的投入部,
iii)为了将投入该本体外壳内的微粉碎物中规定粒径以下的微粉及超微粉连续向装置外除去而具有在规定方向上转动的分级转子的分级装置,
iv)用于将经由该分级装置除去的该微粉及该超微粉排出至本体外壳外而具有微粉排出管的微粉排出部,
v)为了以机械式冲击力对除去了该微粉及该超微粉的微粉碎物中所含粒子进行表面改性处理而具有与该分级转子同方向转动的分散转子的表面改性装置,
vi)用于形成本体外壳内第一空间和第二空间的圆筒状导向装置,以及
vii)将通过该分散转子进行了表面改性处理的调色剂粒子排出至本体外壳外的调色剂粒子排出部,
该第一空间设置在该本体外壳的内壁和该圆筒状导向装置的外壁之间,是用于将该微粉碎物以及表面改性后的粒子引导至该分级转子的空间,
该第二空间在该圆筒状导向装置的内侧形成,是用分散转子处理已经除去了该微粉及该超微粉的微粉碎物以及表面改性后的该粒子的空间,
在该表面改性装置内,通过投入部投入到本体外壳内的微粉碎物被导入第一空间,通过该分级装置除去规定粒径以下的微粉及超微粉,在微粉及超微粉被连续不断排出装置外的同时,除去了微粉及超微粉的微粉碎物被移向第二空间,用该分散转子进行处理,进行微粉碎物中粒子的表面改性,再次使含有表面改性后粒子的微粉碎物向第一空间和第二空间循环以反复进行该分级和该表面改性处理,通过上述过程,得到规定粒径以下的微粉及超微粉被除去至规定量以下并且表面被改性的调色剂粒子。
该投入部形成在该本体外壳的侧面,该微粉排出部形成在该本体外壳的上面,
表面改性装置的俯视图中,设从该投入部的投入管中心位置S1到第一空间向该微粉碎物投入方向延伸的直线为L1,从该微粉排出部的微粉排出管中心位置O1向微粉及超微粉的排出方向延伸的直线为L2时,以该分级转子的转动方向为基准,直线L1和L2所成的角θ为210~330度。
图1为本发明优选使用的一例表面改性装置的简要剖面图。图2(A)及(B)为图1中表面改性装置的简要俯视图(水平投影图),是用以说明该投入部的投入管和该微粉排出部的排出管之间角度的图。图3为说明该表面该质装置的该投入部的投入管和该微粉排出部的排出管的位置关系的斜视模式图。图4(A)及(B)为微粉排出筒与微粉排出管的位置关系说明图。
图1所表示的分批式表面改性装置具有圆筒状的本体外壳30;为了能够开闭本体外壳上部而设置的顶板43;具有微粉排出筒和微粉排出管的微粉排出部44;可以通冷却水或者防冻液的冷却套管31;作为表面改性装置安装在本体外壳30内中心转动轴上且上面有多个方型盘33、以规定方向高速转动的圆盘状转动体即分散转子32;在分散转子32周围保持一定间隔固定设置的与分散转子32相对的表面上设有多个沟槽的衬垫34;用于将微粉碎物中规定粒径以下的微粉或超微粉连续除去的分级转子35;向本体外壳30内导入冷风的冷风导入口46;用于导入微粉碎物(原料)而形成在本体外壳30侧面的具有原料投入口37及原料供给口39的投入管;用于将表面改性处理后的调色剂粒子排出本体外壳30外的具有成品排出口40以及成品取出口42的成品排出管;为了能自主调节表面该改性时间而设置在原料投入口37和原料供给口39之间的能开关的原料供给阀38;以及成品排出口40和成品取出口42之间设置的成品排出阀41。
为了对调色剂进行有效的表面改性,优选使衬垫34的表面具有如图9(A)及(B)所示的沟槽。如图6(A)及(B)所示,考虑到转动平衡,方型盘33的个数优选为偶数个。方型盘33的说明图由图8(A)及(B)表示。如图2(A)及(B)所示,从装置的上面观看,分散转子32的转动方向通常为逆时针方向。
为了提高分级效率、提高调色剂粒子的表面改性效率,优选使图1、图5以及图10所表示的分级转子35与分散转子32同方向转动。
微粉排出管具有将由分级转子35除去的微粉及超微粉排出装置外的微粉排出口45。
如图7(A)及(B)所示,该表面改性装置的本体外壳30内包括作为导向装置的具有相对于顶板43垂直的轴的圆筒状导向环36。该导向环36的上端与顶板之间设置有规定距离的间隙。另外,导向环36通过支承体固定在本体外壳30上,至少覆盖分级转子35的一部分。导向环36的下端与分散转子32的方型盘33之间设置有规定距离的间隙。该表面改性装置中,分级转子35和分散转子32之间的空间由导向环36二分成导向环36外侧的第一空间47和导向环36内侧的第二空间48。第一空间47是将微粉碎物及表面改性处理后的粒子引导至分级转子35的空间,第二空间48是将微粉碎物及表面改性处理后的粒子引导至分散转子的空间。分散转子32上设置的多个方型盘33和衬垫34的间隙部分为表面改性区49,该分级转子35及分级转子35的周边部分为分级区50。
导入至表面改性装置的微粉碎物,可以通过将熔融混炼物冷却后的固形物粗粉碎之后,将粗粉碎物导入由如图12所示的微粉碎系统,进行制备。微粉碎系统中,将粗粉碎物导入供料机433,从供料机433经运送管434被导入风力分级机432。风力分级机432的收集器438内有中心转芯440和分离转芯441。风力分级机432中,粗粉碎物通过从二次空气供应口443导入的二次空气被分级成微粉碎物和粗粒子。被分级的微粉碎物经排出管442被排出系统外并被导入图10所示的原料料斗380中。分级后的粗粒子经主体料斗的一部分439导入微粉碎机(例如,喷射磨)431。在微粉碎机中,粗粒子被供给导入压缩空气的喷嘴435,由高速压缩空气运送,使其冲击粉碎室437的冲击板436而被微粉碎,粗粒子的微粉碎物经过运送管434被导入风力分级机432中,再次进行分级。
微粉碎物的重均粒径为3.5~9.0μm,并且粒径为4.00μm或4.00μm以下的粒子比例优选为50~80个数%,因为这样在随后的工序中,能效率良好地在表面改性装置中同时进行分级工序和粒子的表面处理工序。
如图10所示,导入原料料斗380的微粉碎物,经定量供料机315,从投入管的原料投入口37通过原料供应阀38经原料供应口39被供给至装置中。在表面改性装置中,使冷风发生装置319产生的冷风从冷风导入口46供给至本体外壳,另外,将从冷水发生装置320产生的冷水供给至冷水套管31以调整本体外壳中的温度至规定的温度。被供给的微粉碎物通过送风机364的吸入风量以及分散转子32和分级转子35的转动所形成的回旋流,一边在圆筒状导向环36外侧的第一空间47旋转,一边到达分级转子35附近的分级区50,进行分级处理。由于本体外壳30内形成的回旋流的方向与分散转子32以及分级转子35的转动方向相同,所以从装置上面观看时为逆时针方向。参照图2。
应该由分级转子35除去的微粉及超微粉通过送风机364的吸引力,被分级转子35的狭缝(参照图5)所吸引,经由微粉排出管的微粉排出口45以及旋风集料筒入口359被旋风集料筒369以及袋362捕集。除去了微粉及超微粉的微粉碎物经由第二空间48到达分散转子32附近的表面改性区49,通过分散转子32中具备的方型盘33(锤)和本体外壳中具备的衬垫34进行粒子的表面改性处理。表面改性后的粒子一边沿着导向环36旋转一边再次到达分级转子35附近,通过分级转子35的分级从表面改性后的粒子中除去微粉以及超微粉。进行了规定时间的处理之后,打开排出阀41,从表面改性装置中取出已经除去了规定粒径以下微粉及超微粉的表面改性后的调色剂粒子。已被调整至规定的重均粒径和粒度分布且已被表面改性至规定圆度的调色剂粒子由调色剂粒子的运送装置321移送至外部添加剂的外添工序。
本发明人等研究之后发现微粉碎物(原料)的投入管和微粉排出管的位置关系对调色剂粒子收率的提高以及所得调色剂灰雾现象的改善有影响。从表面改性装置上面观看的图2(A)以及图2(B)表示的俯视图中,投入管的原料供给口39的中心位置和微粉排出管的微粉排出口45的中心位置的关系为,设从投入部(原料供给口39)的中心位置S1向投入方向延伸的直线为L1,从微粉排出部的中心位置O1向排出方向延伸的直线为L2时,以分级转子35的转动方向为基准,交点M2处直线L1和直线L2所成的角度θ为210~330度。图2(A)以及图2(B)中,M1表示微粉排出筒44的中心位置。如图2(B)所示,微粉碎物的投入管设置在本体外壳30的切线方向,优选从圆筒状导向环36外壁的切线方向导入微粉碎物,因为这样可以提高微粉碎物的分级效率。
如图2(A)以及图2(B)所示,投入部的中心位置S1表示投入管的直径(或宽度)的中心点,微粉排出部的中心位置O1表示微粉排出管的直径(或宽度)的中心点。角度θ是指当通过中心点S1与原料投入方向平行延伸的直线L1和通过中心点O1与原料排出方向平行延伸的直线L2的交点为M2时,直线S1-M2和直线O1-M2所成的角度。角度θ是以分散转子32以及分级转子35的转动方向为“正”而定义的。如前所述,图2(A)以及图2(B)中分散转子32以及分级转子35是以M1为中心逆时针方向转动。角度θ为180度时,投入方向与排出方向平行且相同,角度θ为0度时,投入方向与排出方向平行且相反。
本发明中所用的表面改性装置,从垂直方向的下侧具有分散转子32、微粉碎物(原料)投入部39、分级转子35以及微粉排出部。所以,通常是将分级转子35的驱动部分(马达等)设置在分级转子35的更上方处,分散转子32的驱动部分设置在分散转子32的更下方处。本发明所用的表面改性装置难以如特开2001-259451号公报所记载的只具有分级转子35的TSP分级机(Hosokawamicron社制)一样从分级转子35的垂直上方供给微粉碎物(原料)。
本发明所用的表面改性装置中,原料供给方向以及微粉排出方向优选设计为与分级转子35以及分散转子32的转动面平行或者实质上平行。微粉排出方向(吸引方向)与分级转子35的转动面平行或者实质上平行时,原料供给方向和微粉排出方向的角度θ很重要,因为其能使规定粒径的粒子收率高。通过调整原料供给方向和微粉排出方向的角度θ,可以使原料微粉碎物中的凝集粉体良好地微分散之后再将微粉碎物导入分级转子35附近的分级区50。
微粉碎物的投入部和微粉排出部的位置关系中,角θ在0~180度时,在由分散转子32形成的回旋流使微粉碎物中的凝集粉体充分微分散之前,送风机364的吸引力有通过分级转子35发生作用的倾向,容易使第一空间47中投入的微粉碎物的分散不充分,微粉及超微粉的分级效率降低,有分级时间延长、分级收率降低的倾向。角θ在210~330度时,可以通过分散转子32所形成的回旋流使微粉碎物中的凝集粉体充分微分散,由于分级转子32形成的离心力的有效作用,能够得到良好的分级收率。为了更好地发挥上述效果,角θ优选为225~315度,更优选为250~290度。
将具有供给口39的投入管相对于本体外壳的角度设定在规定的范围内,能够进一步提高分级收率。图13为该表面改性装置的与本体外壳30垂直方向的中心线垂直且通过供给口39的中心位置的剖面图。该图中,设具有供给口39的投入管内面和本体外壳30内面的交点M3与本体外壳30的中心点O所连接的直线与投入管内面所成的角为X时,角度X的值优选为60.0~90.0度。角度X为0度时,投入的微粉碎物与回旋流垂直冲撞,微粉碎物难于有效载入到在第一空间47中所形成的回旋流内,微粉碎物在回旋流中的分散性有降低的倾向。随后,由于在分散不充分的状态下由分级转子35分级,容易造成分级精度及分级收率的降低。角度X最大为90度。当角度X小于60.0度时,投入的微粉碎物容易撞击导向环36,容易造成微粉碎物流紊乱,容易导致分级收率降低。角度X更优选70.0~90.0度。
为了使分级收率高且能高效地进行粒子的表面改性,按规定方向[图2(A)中从装置上面观看为逆时针方向]转动的分级转子35的前端圆周速度优选为30~120m/sec,并且与分级转子35同方向转动的分散转子32的前端圆周速度优选为20~150m/sec。
图4中例示了微粉排出管的位置。可以使用如图4(A)所示的切向型微粉排出管以及如4(B)所示的直线型微粉排出管。将重均粒径为3.5~7.5μm且比重为1.0~1.5g/cm3的微粉碎物进行分级以及表面改性时,优选使用与旋风集料筒构造相同的切向型。
本发明中,分级转子35的直径最大处的前端圆周速度优选为30~120m/sec。分级转子的前端圆周速度更优选为50~115m/sec,最优选为70~110m/sec。如果较30m/sec慢,则分级收率容易降低,调色剂粒子中的超微粉有增加的倾向,所以不优选。如果较120m/sec快,则容易出现装置振动加剧的问题。
分散转子32直径最大处的前端圆周速度优选为20~150m/sec。分散转子的前端圆周速度更优选为40~140m/sec,最优选为50~130m/sec。如果较20m/sec慢,则难以得到有足够圆度的表面改性粒子,所以不优选。如果较150m/sec快,则容易由于装置内部的升温而导致粒子在装置内部固结,使调色剂粒子的分级收率降低,所以不优选。分级转子35以及分散转子32的前端圆周速度在上述范围内时,可以提高调色剂粒子的分级收率,高效地进行粒子的表面改性。
另外,分散转子32的前端圆周速度R1与分级转子35的前端圆周速度R2的比值R1/R2在0.40~2.50的范围内时,能效率良好地得到高圆度的调色剂粒子,且分级收率也更加良好。如果R1/R2的值小于0.40,则难以在短时间内达到足够的圆度,难以得到品质良好的调色剂粒子。相反,如果R1/R2大于2.50,则容易由于分散转子32所形成的回旋流速度相对变大而造成分级转子35周围的回旋流混乱,使调色剂粒子的分级收率降低,所以不优选。R1/R2的值更优选在0.85~2.45的范围内。为了从平均圆度为0.929或0.929以下的微粉碎物中效率良好地得到平均圆度为0.935~0.980的被表面改性的调色剂粒子,优选R1/R2的值在1.01~2.40的范围内。
本发明的调色剂制造方法中,供给至表面改性装置的原料投入口37的微粉碎物(原料)优选具有特定的粒度分布。并且,优选由表面改性装置处理之后的调色剂粒子(表面改性粒子)的超微粉量被控制在规定量。本发明中微粉碎物的重均粒径为3.5~9.0μm,且粒径为4.00μm或4.00μm以下粒子的比例为50~80个数%,所得调色剂粒子的重均粒径为4.5~9.0μm、且粒径为4.00μm或4.00μm以下粒子(微粉)的比例为5~40个数%,另外,调色剂粒子利用流式粒子像测定装置计测的当量圆直径为0.6μm或0.6μm以上、400μm或400μm以下粒子的个数基准粒径分布中,当量圆直径为0.6μm或0.6μm以上、低于3μm(超微粉)的调色剂粒子的比例优选为0~15个数%。
微粉碎物的粒度分布影响分级效率。如果微粉碎物中细微粒子较多,则分级时间变长,本来不需分级除去的粒子也被分级除去,因而导致分级收率降低。并且,在进行分级时,微粉碎物的凝集性增高,容易出现调色剂粒子中本来应该除去的超微粉不能被除去的情况,使得到的调色剂容易产生灰雾。
因此,如果微粉碎物的重均粒径小于3.5μm,则粒子间的凝集性增高,难以进行有效的分级。然而,如果微粉碎物的重均粒径大于9.0μm,则得到的调色剂难以形成鲜亮的图像,所以不优选。另外,如果粒径为4.00μm或4.00μm以下粒子的比例低于50个数%,则得到的调色剂难以形成鲜亮的图像,所以不优选。相反,如果粒径为4.00μm或4.00μm以下粒子的比例远远超过80个数%,则微粉碎物的凝集性增高,难以得到良好的分级收率。另外,如果粒径为4.00μm或4.00μm以下粒子的比例远远超过80个数%,则微粉碎物中的超微粉有增加的倾向,所以不优选。微粉碎物中粒径为4.00μm或4.00μm以下粒子的比例优选为55~75个数%。
经过表面改性装置处理之后的调色剂粒子利用流式粒子像测定装置计测的当量圆直径为0.6μm或0.6μm以上、400μm或400μm以下粒子的个数基准粒径分布中,当量圆直径为0.6μm或0.6μm以上、低于3μm的调色剂粒子(超微粉)的比例优选控制在0~15个数%的范围内。如果当量圆直径为0.6μm或0.6μm以上、低于3μm的调色剂粒子的比例大于15个数%,则得到的调色剂容易产生灰雾,所以不优选。当量圆直径为0.6μm或0.6μm以上、低于3μm的调色剂粒子的比例更优选为13个数%或13个数%以下。
另外,本发明的制造方法中,导入原料投入口37中的微粉碎物的比重优选为1.0~1.5。
利用表面改性装置研究比重为大于1.5的微粉碎物(例如用于制造约含有30质量%或30质量%以上磁性体的磁性调色剂的微粉碎物)的分级收率和比重为1.5或1.5以下的非磁性体或磁性体含量较少的微粉碎物的分级收率时,通常,比重大于1.5的微粉碎物倾向于容易分散且不易发生分级收率的降低。因此将比重为1.5或1.5以下的微粉碎物进行分级且进行表面改性时,与大于1.5的微粉碎物相比,更能发挥出使用本发明表面改性装置的效果。本发明中微粉碎物的比重更优选为1.0~1.5。如果微粉碎物的比重小于1.0,则由于粒子间的凝集力有增高倾向,难以利用回旋流进行良好的分散,分级收率有降低的倾向。
本发明中的[表面改性]是指将粒子表面的凸凹变圆滑,使粒子的外观形状接近球形。在本发明中,以平均圆度为指标来表示上述表面改性粒子的表面改性程度。
本发明中的平均圆度利用流式粒子像测定装置“FPIA-2100型”(Sysmex社制)进行测定,通过下式算出。
当量圆直径=(粒子投影面积/π)1/2×2

此处[粒子投影面积]是指二值化的粒子像的面积,[粒子投影像的周长]定义为连接该粒子像的边缘点所得到的轮廓线的长度。测定时,应用以512×512的图像处理分辨率(0.3μm×0.3μm的像素)进行图像处理后的粒子像的周长。
本发明中的圆度是表示粒子凹凸程度的指标,粒子完全为球形时以1.000表示,表面形状越复杂,圆度的值越小。
另外,设圆度分布的分割点i处的圆度(中心值)为ci,测定的粒子数为m时,表示圆度频度分布平均值的平均圆度C通过下式算出。

设平均圆度为C,各粒子的圆度为ci,测定粒子数为m时,圆度标准偏差SD通过下式算出。

本发明中使用的测定装置“FPIA-2100”将各粒子的圆度算出之后,在计算平均圆度以及圆度标准偏差时,根据得到的圆度,按每隔0.01对圆度0.4~1.0进行分割,将粒子进行分级,并以其分割点的中心值和测定的粒子数计算出平均圆度和圆度标准偏差。
具体的测定方法为,在容器中装入20ml预先除去了固体杂质等的去离子水,向其中加入作为分散剂的表面活性剂(优选烷基苯磺酸盐)之后,再加入测定试样以使其浓度为2,000~5,000个/μl并使其均匀分散。分散的方法为,用超声波分散机“ULTRASONIC CLEANERVS-150型”(Asone株式会社制),进行1分钟的分散处理,作为测定用的分散液。此时,进行适当的冷却以便使该分散液的温度在40℃以下。另外,为了抑制圆度的不均,流式粒子像分析装置“FPIA-2100”的机内温度为26~27℃,控制装置的设置环境为23℃±0.5℃,每隔一定的时间,优选每隔2小时用2μm的乳胶粒子进行自动焦点调整。
超声波发振器的分散条件
装置:“ULTRASONIC CLEANER VS-150型”(Asone株式会社制)
额定值:输出50kHz 150W
对粒子圆度的测定,利用上述流式粒子像测定装置,在测定时再次调整该分散液的浓度以使调色剂粒子的浓度为3000~10000个/μl,计测1000个或1000个以上的粒子。计测后,利用该数据,去除其中当量圆直径低于2μm的数据后,求出粒子的平均圆度。
另外,本发明中使用的测定装置“FPIA-2100”与用以计算调色剂或调色剂粒子形状的“FPIA-1000”相比,提高了处理粒子图像的倍率、并且通过提高所获取的图像的处理分辨率(256×256→512×512),提高了粒子形状测定的精度,因此是实现了更可靠捕集微粒子的装置。所以,在象本发明一样有必要更加准确测定粒子形状的情况下,FPIA-2100更为有用。
本发明的测定大致如下进行。
使试样分散液通过平整的扁平流动池(厚约200μm)的流路(沿着流动方向逐渐变宽)。为了形成相对于流动池的厚度交叉通过的光路,闪光灯和CCD照相机被安装在相对于流动池的相对侧位置。在试样分散液流动期间,为了得到在流动池中流动的粒子图像,使闪光灯的光以1/30秒的间隔照射,其结果使各个粒子作为具有平行于流动池一定范围的2维图像被拍摄。根据各个粒子2维图像的面积算出具有相同面积圆的直径作为当量圆直径。根据各个粒子2维图像的投影面积以及投影像的周长,利用上述圆度计算式算出各粒子的圆度。
另外,本发明中利用流式粒子像测定装置计测的当量圆直径为0.6μm或0.6μm以上、400μm或400μm以下的(表面改性后的)调色剂粒子的个数基准粒径分布中,当量圆直径为0.6μm或0.6μm以上、低于3μm的调色剂粒子的比例优选为0~15个数%。具有该当量圆直径的调色剂粒子比例优选为0~15个数%,更优选为0~13个数%,最优选为0~低于11个数%。当量圆直径为0.6μm或0.6μm以上、低于3μm的调色剂粒子对调色剂的显影性、尤其对灰雾特性有较大影响。上述微粒调色剂具有过高的带电性,容易在调色剂显影时过度显影使图像上出现灰雾。但是,由于本发明中上述微粒调色剂的比率较少,因此能减轻灰雾。
另外,可以用调色剂中的超微粉量来作为本发明优选使用的评价基准。因为认为该超微粉量与调色剂图像的灰雾有关。超微粉量通过FPIA-2100测定的粒度分布中当量圆直径为3.0μm或3.0μm以下粒子的个数%判断。优选当量圆直径为3.0μm或3.0μm以下粒子的存在量为15个数%或15个数%以下,因为这样能良好地保持图像评价中的灰雾水平。
如图12所示,可以举出利用常见的冲击式气流粉碎机或者机械式粉碎机将熔融混炼物冷却后的粗粉碎物经分级、微粉碎之后得到微粉碎物的方法。作为机械式粉碎机,可以举出Turbo工业(株)制造的Turbo Mill、川崎重工业(株)制造的Criptron、Hosokawa Micron(株)制造的Inomizer、日清Engineering(株)制造的Super Rotor。
另外,作为本发明优选使用的得到微粉碎物的方法,可以举出使用I-DS型粉碎机(日本Pneumatic社制)、特开平2003-262981号公报的图1所记载的利用喷射气流的冲击式气流粉碎机和特开平2003-262981号公报的图7所记载的分级机以得到微粉碎物的方法。这种情况下,通常使用的高压气体的压力范围为0.57~0.62MPa,但是为了抑制超微粉的产生,优选的范围为0.40~0.55MPa。
根据本发明调色剂的制造方法,可以使经过表面改性工序得到的表面改性粒子的平均圆度比导入该表面改性装置的微粉碎物的平均圆度大0.01~0.40。由于能够任意控制该表面改性装置的表面改性时间,因而能够将调色剂粒子的表面形状控制为任意形状。通过利用本装置,能得到平均圆度为0.935~0.980的调色剂粒子(表面改性粒子),考虑到提高转印效率以及防止发生图像的中空,优选使平均圆度为0.940~0.980。
调色剂的粒度分布可以通过各种方法测定,在本发明中使用如下的装置进行测定。
作为测定装置,使用Coulter Counter TA-II型或者CoulterMultisizer II(Coulter社制)。所使用的孔径为100μm,测定调色剂的体积和个数以算出体积分布和个数分布。然后根据从本发明的体积分布所求得的重量基准求出重均粒径。
下面对本发明的调色剂制造方法进行简要说明。本发明中制造调色剂时,例如,将粘合树脂、着色剂及蜡以及根据需要的带电控制剂、其它添加剂利用亨舍尔混合机、球磨机之类的混合机充分混合之后,利用加热辊、捏合机、挤出机之类的热混炼机熔融混炼,即得到着色剂及蜡分散或溶解在粘合树脂中的混炼物。将得到的混炼物冷却固化,固化物粗粉碎之后,利用喷射磨之类的气流式冲击粉碎机、或者Turbo Mill、Criptron之类的机械式冲击粉碎机进行微粉碎,得到微粉碎物。随后通过利用上述分批式表面处理装置同时进行粒子的分级和粒子的表面处理,能得到具有所希望形状和所希望粒度分布的表面改性调色剂粒子。本发明中的调色剂优选在调色剂粒子中外添了外部添加剂而得到的含外部添加剂的调色剂粒子。
下面对本发明中含有粘合树脂、蜡以及着色剂的调色剂粒子构成材料进行说明。本发明中,可以使用目前所知的各种调色剂粒子的材料。
作为构成调色剂粒子的粘合树脂,可以使用通常在调色剂中使用的粘合树脂,能够举出以下物质。
本发明所使用的粘合树脂可以举出聚苯乙烯;聚-对-氯苯乙烯、聚乙烯基甲苯之类的苯乙烯取代物的均聚物;苯乙烯-对-氯苯乙烯共聚物、苯乙烯-乙烯基甲苯共聚物、苯乙烯-乙烯基萘共聚物、苯乙烯-丙烯酸酯共聚物、苯乙烯-甲基丙烯酸酯共聚物、苯乙烯-α-氯甲基丙烯酸甲酯共聚物、苯乙烯-丙烯腈共聚物、苯乙烯-乙烯基甲基醚共聚物、苯乙烯-乙烯基乙基醚共聚物、苯乙烯-乙烯基甲基酮共聚物、苯乙烯-丁二烯共聚物、苯乙烯-异戊二烯共聚物、苯乙烯-丙烯腈-茚共聚物之类的苯乙烯类共聚物;聚氯乙烯、酚醛树脂、天然改性酚醛树脂、天然树脂改性马来酸树脂、丙烯酸树脂、聚乙酸乙烯、硅树脂、聚酯树脂、聚氨酯树脂、聚酰胺树脂、呋喃树脂、环氧树脂、二甲苯树脂、聚乙烯醇缩丁醛、萜烯树脂、香豆酮-茚树脂以及石油类树脂。本发明中从进行粒子的表面改性考虑,优选交联苯乙烯类树脂以及交联聚酯树脂。
作为苯乙烯类共聚物中与苯乙烯单体共聚的单体,可以举出丙烯酸、丙烯酸甲酯、丙烯酸乙酯、丙烯酸丁酯、丙烯酸十二烷基酯、丙烯酸辛酯、丙烯酸-2-乙基己酯、丙烯酸苯酯、甲基丙烯酸、甲基丙烯酸甲酯、甲基丙烯酸乙酯、甲基丙烯酸丁酯、甲基丙烯酸辛酯、丙烯腈、甲基丙烯腈、丙烯酰胺之类含有双键的单羧酸或其衍生物;马来酸、马来酸丁酯、马来酸甲酯、马来酸二甲酯之类含有双键的二羧酸或其衍生物;氯乙烯、乙酸乙烯酯、苯甲酸乙烯酯之类的乙烯酯;乙烯、丙烯、丁烯之类的乙烯类烯烃;乙烯基甲基酮、乙烯基己基酮之类的乙烯基酮;乙烯基甲基醚、乙烯基乙基醚、乙烯基异丁基醚之类的乙烯基醚。上述乙烯基单体可以单独使用也可以2种或2种以上组合使用。
作为交联剂主要可以举出含有两个或两个以上能够结合的双键的化合物。例如可以举出,二乙烯基苯、二乙烯基萘之类的芳香族二乙烯基化合物;乙二醇二丙烯酸酯、乙二醇二甲基丙烯酸酯以及1,3-丁二醇二甲基丙烯酸酯之类含有两个双键的羧酸酯、二乙烯基苯胺、二乙烯基醚、二乙烯基硫化物、以及二乙烯基砜等二乙烯基化合物;以及含有三个或三个以上乙烯基的化合物。上述化合物可以单独使用也可以2种或2种以上混合使用。
调色剂的物性中,作为起因于粘合树脂的物性,更优选四氢呋喃(THF)可溶成分利用凝胶渗透色谱(GPC)测定得到的分子量分布中,分子量为2,000~50,000的区域中至少具有一个峰,分子量为1000~30000的成分含量为50~90%。
本发明中如果从提高定影时从定影部件的脱膜性、提高定影性等方面考虑,采用以下的蜡作为调色剂粒子的材料使用。作为蜡,可以举出石蜡及其衍生物、微晶蜡及其衍生物、费-托法合成蜡及其衍生物、聚烯烃蜡及其衍生物、巴西棕榈蜡及其衍生物。作为上述蜡的衍生物,包括与氧化物或者乙烯类单体形成的嵌段共聚物、接枝改性物。作为上述蜡可以举出醇、脂肪酸、酰胺、酯、酮、硬化蓖麻油及其衍生物、植物蜡、动物性蜡、矿物类蜡、矿脂蜡。
本发明中优选将带电控制剂作为调色剂材料配合(内添加)在调色剂粒子中或者与调色剂粒子混合(外添加)使用。通过带电控制剂可以调控对应于显影系统的最适带电量,特别是能够制造出粒度分布和带电量的平衡更加稳定的调色剂。
作为将调色剂控制为负带电性的负带电控制剂,可以举出有机金属配位化合物、螯合物,这些物质是有效的。作为有机金属配位化合物可以举出单偶氮金属配位化合物、乙酰丙酮金属配位化合物、芳香族羟基羧酸的金属配位化合物、芳香族二羧酸的金属配位化合物。另外,作为负带电控制剂可以举出芳香族羟基羧酸、芳香族单羧酸以及芳香族聚羧酸及其金属盐;芳香族羟基羧酸、芳香族单羧酸以及芳香族聚羧酸的酸酐;芳香族羟基羧酸、芳香族单羧酸以及芳香族聚羧酸的酯化合物、双酚之类的酚衍生物。
作为将调色剂控制为正带电性的正带电控制剂,可以举出苯胺黑以及利用脂肪酸金属盐的苯胺黑改性物;三丁基苄基铵-1-羟基-4-萘磺酸盐、四丁基铵四氟硼酸盐之类的季铵盐及其色淀颜料;三丁基苄基鏻-1-羟基-4-萘磺酸盐、四丁基鏻四氟硼酸盐之类的鏻盐及其色淀颜料、三苯基甲烷染料及其色淀颜料(作为色淀化剂,有磷钨酸、磷钼酸、磷钨钼酸、单宁酸、月桂酸、没食子酸、铁氰化物、亚铁氰化物等);高级脂肪酸的金属盐;氧化二丁基锡、氧化二辛基锡、氧化二环己基锡之类氧化二有机基锡;硼酸二丁基锡、硼酸二辛基锡、硼酸二环己基锡之类硼酸二有机基锡。上述带电控制剂可以单独使用也可以2种或者2种以上组合使用。
上述带电控制剂优选以微粒状态使用,此时上述带电控制剂的数均粒径更优选为4μm或4μm以下,特别优选为3μm或3μm以下。在调色剂粒子中内添上述带电控制剂时,相对于100质量份粘合树脂,在调色剂粒子中优选添加0.1~20质量份,特别优选添加0.2~10质量份。
本发明中,可以使用目前所知的各种着色剂作为调色剂粒子材料。本发明中使用的着色剂中,作为黑色着色剂,是通过将碳黑或磁性体、以下所示的黄色着色剂、品红着色剂、以及青色着色剂之类的彩色着色剂相互组合以调出黑色。
作为黄色着色剂,可以使用以缩合偶氮化合物、异吲哚啉酮化合物、蒽醌化合物、偶氮金属配位化合物、亚甲基化合物、烯丙基酰胺化合物为代表的化合物。具体可以举出C.I.颜料黄12、13、14、15、17、62、74、83、93、94、95、97、109、110、111、120、127、128、129、147、168、174、176、180、181、191。
作为品红着色剂,可以使用缩合偶氮化合物、二酮基吡咯并吡咯化合物、蒽醌化合物、喹吖啶酮化合物、碱性染料色淀化合物、萘酚化合物、苯并咪唑酮化合物、硫靛化合物、苝化合物。具体可以举出C.I.颜料红2、3、5、6、7、23、48;2、48;3、48;4、57;1、81;1、144、146、166、169、177、184、185、202、206、220、221、254。
作为青色着色剂,可以使用铜酞菁化合物及其衍生物、蒽醌化合物、碱性染料色淀化合物。具体可以举出C.I.颜料兰1、7、15:1、15:2、15:3、15:4、60、62、66。
上述着色剂可以单独或者混合甚至以固溶体状态使用。本发明在选择着色剂时,考虑色调角、彩度、亮度、耐气候性、OHP透明性及其在调色剂中的分散性。相对于100质量份的粘合树脂,上述彩色非磁性着色剂以及炭黑在调色剂粒子中的总含量为1~20质量份。着色剂为磁性体时,相对于100质量份的粘合树脂,优选使用20~200质量份。
另外,为了提高流动性、转印性等,也可以通过在调色剂中外添混合公知的无机微粉之类的外部添加剂,再经过公知的筛分工序制成调色剂。
以下用具体的调色剂制造方法、实施例以及比较例更加具体地说明本发明,但是本发明并不限于下述实施例。
实施例1
●不饱和聚酯树脂[由聚氧丙烯(2.2)-2,2-双(4-羟苯基)丙烷/聚氧乙烯(2.2)-2,2-双(4-羟苯基)丙烷/对苯二酸/偏苯三酸酐/富马酸构成的不饱和聚酯树脂,Mw:17000、Mw/Mn:4.5、Tg:60℃]: 100质量份
●铜酞菁颜料(C.I.颜料兰15:3): 4质量份
●石蜡(最大吸热峰73℃): 5质量份
●带电控制剂(水杨酸金属配位化合物E-88(Orient社制)):4质量份
将上述材料用亨舍尔混合机(FM-75型、三井三池化工机(株)制)充分混合之后,在温度设定为110℃的双螺杆混炼机(PCM-30型、池贝铁工(株)制)中混炼。将得到的混炼物冷却,用锤击式粉碎机粉碎至1mm或1mm以下,得到粗粉碎物。
得到的粗粉碎物利用图12所示的应用喷射气流的喷射磨,在加料量:3kg/hr、空气压0.5Mpa的条件下微粉碎,得到微粉碎物。微粉碎物的重均粒径D4为5.2μm,粒径为4.00μm或4.00μm以下粒子的比例为70个数%,平均圆度为0.925,微粉碎物的比重为1.2g/cm3。
将得到的微粉碎物投入图1及图10所示的分批式表面改性装置中,同时进行微粉碎物的分级和表面改性。实施例1中使用的表面改性装置的原料供给口39和微粉排出口45设定为如图2(B)所示,L1和L2所成的角为270度,投入管设置在图2(B)及图13所示的位置(角度X=70度),具有微粉排出口45的微粉排出管设置在图4(A)所示的位置。图1及图10中,具有微粉排出口45的微粉排出管设置在装置的背面。
实施例1中,图6(A)所示的分散转子32的外径D为400mm,在分散转子32的上部设置12个图8(A)及(B)所示的方型盘33。该方型盘33的L为40mm、W为20mm、H为30mm。从上方观看为逆时针转动的分散转子32的转动圆周速度R1为83m/sec。图7(A)及(B)所示的圆筒状导向环36的内径d为350mm,图11(A)所示导向环36的下部和分散转子32上端部方型盘33的上部之间的间隔A为5mm,图11(B)所示分散转于32上端部的方型盘33和衬垫34的三角齿顶点之间的间隔B为3mm。衬垫34的内径D为406mm。图5(A)及(B)所示的分级转子35的叶片直径D为240mm,分级转子35的叶片长L为130mm,从上方观看为逆时针转动的分级转子35的转动圆周速度R2为81m/sec。因此分散转子32的转动圆周速度R1与分级转子35的转动圆周速度R2的比值(R1/R2)为1.02。图9(A)及(B)所示的衬垫34的高H为80mm。微粉碎物的分级及表面处理的1次循环时间为60sec(投入时间:10sec、处理时间:30sec、排出时间:20sec),微粉碎物的加料量为65kg/hr(即,每1次循环的投料量为1.08kg)。送风机364的吸引风量为22m3/min,冷风的温度T1为-20℃,通入冷却套管中冷水的温度为-10℃。
在该状态下运转12分钟后,分级转子35后部的微粉排出管内的温度T2稳定为25℃。ΔT(T2-T1)为45℃。分级收率为69%。
对得到的表面改性后调色剂粒子的粒度分布以及平均圆度进行测定,结果调色剂粒子的重均粒径D4为5.8μm,粒径为4.00μm或4.00μm以下的粒子的比例为25个数%,当量圆直径为0.6μm或0.6μm以上、低于3μm粒子的比例为6个数%。表面改性后调色剂粒子的平均圆度为0.952。
由于原料供给口39和微粉排出筒44中微粉排出口45的位置关系被设定为最佳状态,与后述的比较例相比,实施例1中分级收率较高且调色剂粒子中超微粉(当量圆直径为0.6μm或0.6μm以上、低于3μm粒子的比例)的含量较低,结果良好。
相对于100质量份表面改性后的调色剂粒子,外添混合1.2质量份疏水性二氧化硅,制成调色剂。将5质量份所得到的调色剂与95质量份丙烯酸树脂涂层的磁性铁素体载体混合,制成双组分显影剂。以该双组分显影剂利用佳能制彩色复印机CLC1000的改造机(取出定影组件中油墨涂布结构)输出10,000张耐久图像,输出多张耐久图像之后的灰雾水平按以下评价基准进行评价。制造调色剂粒子时表面改性装置的运转条件和评价结果分别由表1和表2表示。实施例1的评价结果与后述比较例相比,为良好。认为这是由于适当地控制了超微粉(当量圆直径为0.6μm或0.6μm以上、低于3μm粒子的比例)的值的缘故。
灰雾评价按照以下步骤进行。利用反射计(东京电色(株)社制TC-6DS)测定打印图像之前普通纸的平均反射率Dr(%)。另外,在普通纸上输出全白图像,然后测定全白图像的反射率Ds(%),算出Dr-Ds。将得到的Dr-Ds值作为灰雾值,按照以下的评价基准进行评价。
评价基准
A:非常良好的水平(小于0.6%)
B:良好的水平(大于或等于0.6%、小于1.2%)
C:允许的水平(大于或等于1.2%、小于3.0%
D:较差的水平(大于或等于3.0%)
比较例1
除了图2(A)所示的原料供给口39和微粉排出口45的位置关系(L1与L2所成的角θ)为180°,使图13所示的角度X为0°,在本体外壳30上设置投入管之外,利用与实施例1同样的方法制造调色剂粒子。将得到的调色剂粒子利用与实施例1同样的方法制成双组分显影剂,输出图像进行评价。所用的表面改性装置的运转条件和结果分别在表1和表2中给出。与实施例1相比结果较差。
【表1】实施例1以及比较例1中表面改性装置的运转条件
| 实施例1 | 比较例1 | |||
| 表面改性装置(图1) | L1与L2所成角度θ | [°] | 270 | 180 |
| 微粉排出管的位置 | 图4 | (A) | (A) | |
| 分散转子的外径 | [mm] | 400 | 400 | |
| 分级转子的叶片径 | [mm] | 240 | 240 | |
| 分级转子的叶片长 | [mm] | 130 | 130 | |
| 分散转子的方型盘数量 | 12 | 12 | ||
| 方型盘的尺寸L | [mm] | 40 | 40 | |
| 方型盘的尺寸W | [mm] | 20 | 20 | |
| 方型盘的尺寸H | [mm] | 30 | 30 | |
| 导向环的内径 | [mm] | 350 | 350 | |
| 导向环/盘间的距离 | [mm] | 5 | 5 | |
| 导向环/衬垫间的距离 | [mm] | 3 | 3 | |
| 分散转子的圆周速度R1 | [m/sec] | 120 | 120 | |
| 分级转子的圆周速度R2 | [m/sec] | 81 | 81 | |
| R1/R2 | 1.48 | 1.48 | ||
| 投入时间 | [sec] | 10 | 10 | |
| 处理时间 | [sec] | 30 | 30 | |
| 排出时间 | [sec] | 20 | 20 | |
| 1次循环时间 | [sec] | 60 | 60 | |
| 冷风温度T1 | [℃] | -20 | -20 | |
| 出口温度T2 | [℃] | 25 | 25 | |
| ΔT(T2-T1) | [℃] | 45 | 45 | |
| 冷却套管的温度 | [℃] | -10 | -10 | |
| 送风机风量 | [m3/min] | 22 | 22 | |
| 加料量 | [kg/hr] | 65 | 65 | |
| 投料量 | [kg/cyc] | 1.08 | 1.08 | |
【表2】实施例1及比较例1的物性以及评价结果
| 实施例1 | 比较例1 | |||
| 微粉碎结果 | 重均粒径 | [μm] | 5.2 | 5.2 |
| 4.0μm或4.0μm以下的个数% | [%] | 70 | 70 | |
| 比重 | 1.2 | 1.2 | ||
| 表面改性处理结果 | 分级收率 | [%] | 75 | 55 |
| 重均粒径 | [μm] | 5.8 | 5.8 | |
| 4.0μm或4.0μm以下的个数% | [%] | 25 | 28 | |
| 3.0μm或3.0μm以下的个数% | [%] | 6 | 17 | |
| 平均圆度 | 0.952 | 0.939 | ||
| 评价结果 | 灰雾 | A | C |
实施例2
除了图2(B)所示的原料供给口39和微粉排出口45的位置关系(L1与L2所成的角θ)为210度之外,用与实施例1同样的方法制造调色剂粒子。将得到的调色剂粒子用与实施例1同样的方法制成双组分显影剂,输出图像进行评价。所使用的表面改性装置的运转条件和结果分别在表3和表4中给出。
实施例3
除了图2(B)所示的原料供给口39和微粉排出口45的位置关系(L1与L2所成的角θ)为220度之外,用与实施例1同样的方法制造调色剂粒子。将得到的调色剂粒子用与实施例1同样的方法制成显影剂,输出图像进行评价。所使用的表面改性装置的运转条件和结果分别在表3和表4中给出。
实施例4
除了图2(B)所示的原料供给口39和微粉排出口45的位置关系(L1与L2所成的角θ)为315度之外,用与实施例1同样的方法制造调色剂粒子。将得到的调色剂粒子用与实施例1同样的方法制成显影剂,输出图像进行评价。所使用的表面改性装置的运转条件和结果分别在表3和表4中给出。
实施例5
除了将该分批式表面改性装置的微粉排出口上部的形状改变为图4(B)所示的直线型之外,用与实施例1同样的方法制造调色剂粒子。将得到的调色剂粒子用与实施例1同样的方法制成双组分显影剂,输出图像进行评价。所使用的表面改性装置的运转条件和结果分别在表3和表4中给出。
比较例2
除了图2(A)所示的原料供给口39和微粉排出口45的位置关系(L1与L2所成的角θ)为0°,使图13所示的角度X为0°,在本体外壳30上设置投入管之外,用与实施例1同样的方法制造调色剂粒子。将得到的调色剂粒子用与实施例1同样的方法制成双组分显影剂,输出图像进行评价。所使用的表面改性装置的运转条件和结果分别在表3和表4中给出。与上述各实施例相比结果较差。
【表3】实施例2~5以及比较例2中表面改性装置的运转条件
| 实施例2 | 实施例3 | 实施例4 | 实施例5 | 比较例2 | |||
| 表面改性装置(图1) | L1与L2所成角度θ | [°] | 210 | 220 | 315 | 270 | 0 |
| 微粉排出管位置 | 图4 | (A) | (A) | (A) | (B) | (A) | |
| 分散转子外径 | [mm] | 400 | 400 | 400 | 400 | 400 | |
| 分级转子叶片径 | [mm] | 240 | 240 | 240 | 240 | 240 | |
| 分级转子叶片长 | [mm] | 130 | 130 | 130 | 130 | 130 | |
| 分散转子的方型盘数量 | 12 | 12 | 12 | 12 | 12 | ||
| 分散转子方型盘的尺寸L | [mm] | 40 | 40 | 40 | 40 | 40 | |
| 分散转子方型盘的尺寸W | [mm] | 20 | 20 | 20 | 20 | 20 | |
| 分散转子方型盘件的尺寸H | [mm] | 30 | 30 | 30 | 30 | 30 | |
| 导向环的内径 | [mm] | 350 | 350 | 350 | 350 | 350 | |
| 导向环/盘间距离 | [mm] | 5 | 5 | 5 | 5 | 5 | |
| 导向环/衬垫间距离 | [mm] | 3 | 3 | 3 | 3 | 3 | |
| 分散转子圆周速度:R1 | [m/sec] | 83 | 83 | 83 | 83 | 83 | |
| 分级转子圆周速度:R2 | [m/sec] | 81 | 81 | 81 | 81 | 81 | |
| R1/R2 | 1.02 | 1.02 | 1.02 | 1.02 | 1.02 | ||
| 投入时间 | [sec] | 10 | 10 | 10 | 10 | 10 | |
| 处理时间 | [sec] | 30 | 30 | 30 | 30 | 30 | |
| 排出时间 | [sec] | 20 | 20 | 20 | 20 | 20 | |
| 1次循环时间 | [sec] | 60 | 60 | 60 | 60 | 60 | |
| 冷风温度T1 | [℃] | -20 | -20 | -20 | -20 | -20 | |
| 出口温度T2 | [℃] | 26 | 27 | 27 | 32 | 31 | |
| ΔT(T2-T1) | [℃] | 46 | 47 | 47 | 52 | 51 | |
| 冷却套管温度 | [℃] | -10 | -10 | -10 | -10 | -10 | |
| 送风机风量 | [m3/min] | 22 | 22 | 22 | 22 | 22 | |
| 加料量 | [kg/hr] | 65 | 65 | 65 | 65 | 65 | |
| 投料量 | [kg/cyc] | 1.08 | 1.08 | 1.08 | 1.08 | 1.08 | |
【表4】实施例2~5及比较例2的物性以及评价结果
| 实施例2 | 实施例3 | 实施例4 | 实施例5 | 比较例2 | |||
| 微粉碎结果 | 重均粒径 | [μm] | 5.2 | 5.2 | 5.2 | 5.2 | 5.2 |
| 4.0μm或4.0μm以下的个数% | [%] | 70 | 70 | 70 | 70 | 70 | |
| 比重 | 1.2 | 1.2 | 1.2 | 1.2 | 1.2 | ||
| 表面改性处理结果 | 分级收率 | [%] | 68 | 68 | 73 | 66 | 53 |
| 重均粒径 | [μm] | 5.8 | 5.8 | 5.8 | 5.7 | 5.6 | |
| 4.0μm或4.0μm以下的个数% | [%] | 26 | 27 | 27 | 29 | 33 | |
| 3.0μm或3.0μm以下的个数% | [%] | 7 | 8 | 7 | 10 | 16 | |
| 平均圆度 | 0.933 | 0.933 | 0.933 | 0.933 | 0.932 | ||
| 评价结果 | 灰雾 | B | B | B | B | C |
实施例6
将实施例1得到的粗粉碎物利用图12所示应用喷射气流的IDS-5型粉碎机(日本Pheumatic社制),在加料量:6kg/hr、空气压0.5Mpa的条件下微粉碎,得到微粉碎物。微粉碎物的重均粒径D4为7.2μm,粒径为4.00μm或4.00μm以下粒子的比例为60个数%,平均圆度为0.924,比重为1.2g/cm3。
将得到的微粉碎物投入图1及图10所示的分批式表面改性装置中,同时进行微粉碎物的分级和表面改性。实施例6中使用的表面改性装置的原料供给口39和微粉排出口45设定为如图2(B)所示,L1和L2所成的角为270度,投入管设置在图2(B)及图13所示的位置(角度X=70度),具有微粉排出口45的微粉排出管设置在图4(A)所示的位置。图1及图10中,具有微粉排出口45的微粉排出管设置在装置的背面。
实施例6中,图6(A)所示的分散转子32的外径D为400mm,在分散转子32的上部设置12个图8(A)及(B)所示的方型盘33。该方型盘33的L为40mm、W为20mm、H为30mm。分散转子的转动圆周速度R1为111m/sec。图7(A)及(B)所示的导向环36的内径d为350mm,图11(A)所示导向环36的下部和分散转子上部方型盘33的上部之间的间隔A为5mm,图11(B)所示分散转子上部的方型盘33和衬垫34的三角齿顶点之间的间隔B为3mm。图5(A)及(B)所示的分级转子35的叶片直径D为240mm,分级转子35的叶片长L为130mm,分级转子35的转动圆周速度R2为81m/sec。分散转子32的圆周速度R1与分级转子35的圆周速度R2的比值(R1/R2)为1.37。图9(A)及(B)所示的衬垫34的高H为80mm。1次循环时间为60sec(投入时间:10sec、处理时间:30sec、排出时间:20sec),微粉碎物的加料量为75kg/hr(即,每1次循环的投料量为1.25kg)。送风机的风量为21m3/min,冷风的温度T1为-20℃,通入冷却套管中致冷剂的温度为-10℃。
在该状态下运转12分钟后,分级转子后部的温度T2稳定为30℃。因此ΔT(T2-T1)为50℃。分级收率为73%。
对得到的表面改性后的粒子的粒度分布以及平均圆度进行测定,结果调色剂粒子的重均粒径D4为7.2μm,粒径为4.00μm或4.00μm以下粒子的比例为11个数%,粒径为0.6μm或0.6μm以上、低于3μm粒子的比例为5个数%。调色剂粒子的平均圆度为0.935。
由于原料供给口和微粉排出筒44中微粉排出45的位置关系被设定为最佳状态,与后述的比较例相比,实施例6中分级收率较高且调色剂粒子中超微粉(当量圆度为0.6μm或0.6μm以上、低于3μm粒子的比例)的值较低,结果良好。
相对于100质量份得到的调色剂粒子,外添混合1.2质量份的疏水性二氧化硅,制成调色剂。相对于5质量份上述调色剂添加95质量份丙烯酸树脂涂覆的磁性铁素体载体,制成双组分显影剂。以该显影剂用佳能制彩色复印机CLC1000的改造机(取出定影组件中油墨涂布结构)输出10,000张耐久图,输出耐久图之后的灰雾水平按以下评价基准进行评价。所使用表面改性装置的运转条件和评价结果分别在表5和表6中给出。实施例6的结果比后述的比较例良好。这被认为是由于适当地控制了超微粉(粒径为0.6μm或0.6μm以上、低于3μm粒子的比例)值的缘故。
实施例7
该表面改性装置的运转条件中,除了分散转子32的转动圆周速度R1为146m/sec、分级转子35的转动圆周速度R2为63m/sec(分散转子圆周速度R1/分级转子圆周速度R2:2.30)、送风机风量为23m3/min之外,用与实施例6同样的方法制造调色剂粒子。将得到的调色剂粒子用与实施例1同样的方法制成双组分显影剂,输出图像进行评价。所使用表面改性装置的运转条件和结果分别在表5和表6中给出。
实施例8
该表面改性装置的运转条件中,除了分散转子32的转动圆周速度R1为41m/sec、分级转子35的转动圆周速度R2为94m/sec(分散转子圆周速度R1/分级转子圆周速度R2:0.43)、送风机风量为23m3/min之外,用与实施例6同样的方法制造调色剂粒子。将得到的调色剂粒子用与实施例1同样的方法制成双组分显影剂,输出图像进行评价。所使用表面改性装置的运转条件和结果分别在表5和表6中给出。
比较例3
除了图2(A)所示的原料供给口39和微粉排出口45的位置关系(L1与L2所成的角θ)为180°,使图13所示的角度X为0°,在本体外壳30上设置投入管之外,用与实施例6同样的方法制造调色剂粒子。将得到的调色剂粒子用与实施例1同样的方法制成双组分显影剂,输出图像进行评价。所使用表面改性装置的运转条件和结果分别在表5和表6中给出。比较例3与实施例6相比,结果较差。
【表5】实施例6~8以及比较例3中表面改性装置的运转条件
| 实施例6 | 实施例7 | 实施例8 | 比较例3 | |||
| 表面改性装置(图1) | L1与L2所成角度θ | [°] | 270 | 270 | 270 | 180 |
| 微粉排出管位置 | 图4 | (A) | (A) | (A) | (A) | |
| 分散转子外径 | [mm] | 400 | 400 | 400 | 400 | |
| 分级转子叶片径 | [mm] | 240 | 240 | 240 | 240 | |
| 分级转子叶片长 | [mm] | 130 | 130 | 130 | 130 | |
| 分散转子的方型盘数量 | 12 | 12 | 12 | 12 | ||
| 方型盘的尺寸L | [mm] | 40 | 40 | 40 | 40 | |
| 方型盘的尺寸W | [mm] | 20 | 20 | 20 | 20 | |
| 方型盘的尺寸H | [mm] | 30 | 30 | 30 | 30 | |
| 导向环的内径 | [mm] | 350 | 350 | 350 | 350 | |
| 导向环/盘间距离 | [mm] | 5 | 5 | 5 | 5 | |
| 导向环/衬垫间距离 | [mm] | 3 | 3 | 3 | 3 | |
| 分散转子圆周速度:R1 | [m/sec] | 111 | 146 | 41 | 111 | |
| 分级转子圆周速度:R2 | [m/sec] | 81 | 63 | 94 | 81 | |
| R1/R2 | 1.37 | 2.32 | 0.44 | 1.37 | ||
| 投入时间 | [sec] | 10 | 10 | 10 | 10 | |
| 处理时间 | [sec] | 30 | 30 | 30 | 30 | |
| 排出时间 | [sec] | 20 | 20 | 20 | 20 | |
| 1次循环时间 | [sec] | 60 | 60 | 60 | 60 | |
| 冷风温度T1 | [℃] | -20 | -20 | -20 | -20 | |
| 出口温度T2 | [℃] | 30 | 35 | 20 | 32 | |
| ΔT(T2-T1) | [℃] | 50 | 55 | 40 | 52 | |
| 冷却套管温度 | [℃] | -10 | -10 | -10 | -10 | |
| 送风机风量 | [m3/min] | 21 | 23 | 23 | 21 | |
| 加料量 | [kg/hr] | 75 | 75 | 75 | 75 | |
| 投料量 | [kg/cyc] | 1.25 | 1.25 | 1.25 | 1.25 |
【表6】实施例6~8及比较例3的物性以及评价结果
| 实施例6 | 实施例7 | 实施例8 | 比较例3 | |||
| 微粉碎结果 | 重均粒径 | [μm] | 7.2 | 7.2 | 7.2 | 7.2 |
| 4.0μm或4.0μm以下的个数% | [%] | 60 | 60 | 60 | 60 | |
| 比重 | 1.2 | 1.2 | 1.2 | 1.2 | ||
| 表面改性处理结果 | 分级收率 | [%] | 73 | 67 | 74 | 66 |
| 重均粒径 | [μm] | 7.6 | 7.7 | 7.5 | 7.6 | |
| 4.0μm或4.0μm以下的个数% | [%] | 11 | 9 | 13 | 14 | |
| 3.0μm或3.0μm以下的个数% | [%] | 5 | 12 | 5 | 12 | |
| 平均圆度 | 0.935 | 0.945 | 0.923 | 0.935 | ||
| 评价结果 | 灰雾 | A | B | A | C |
比较例4
除了改变比较例1中表面改性装置的微粉排出管的位置,将其设置在微粉排出筒44的上面中央部,分级之后的微粉及超微粉从微粉排出筒44上面中央部的微粉排出管排出之外,与实施例1进行同样的微粉碎物分级及表面改性。分级收率为54%。
Claims (11)
1.含有调色剂粒子的调色剂制造方法,其包括以下工序:
a)将至少含有粘合树脂、蜡以及着色剂的组合物熔融混炼以得到混炼物的混炼工序;
b)将所得的混炼物冷却以得到冷却固化物的冷却工序;
c)将冷却固化物微粉碎以得到微粉碎物的微粉碎工序;
d)将得到的微粉碎物中所含粒子进行表面改性的表面改性工序和为了除去得到的微粉碎物中所含微粉及超微粉而进行分级的分级工序同时进行以得到调色剂粒子的工序;
同时进行表面改性工序和分级工序以得到调色剂粒子的工序通过分批式表面改性装置进行,
该表面改性装置至少具有:
i)圆筒状的本体外壳,
ii)用于将该微粉碎物投入本体外壳内而具有投入管的投入部,
iii)具有用于将投入至该本体外壳内的微粉碎物中规定粒径以下的微粉以及超微粉连续向装置外除去、在规定方向上转动的分级转子的分级装置,
iv)用于将经由该分级装置除去的该微粉及该超微粉排出至本体外壳外而具有微粉排出管的微粉排出部,
v)具有用于以机械式冲击力对除去了该微粉及该超微粉的微粉碎物中所含粒子进行表面改性处理、与分级转子同方向转动的分散转子的表面改性装置,
vi)用于在本体外壳内形成第一空间和第二空间的圆筒状导向装置,以及
vii)将通过该分散转子进行了表面改性处理的调色剂粒子排出至本体外壳外的调色剂粒子排出部,
上述第一空间设置在该本体外壳的内壁和该圆筒状导向装置的外壁之间,是用于将该微粉碎物以及被表面改性的粒子引导至该分级转子的空间,
该第二空间在该圆筒状导向装置的内侧形成,是用分散转子对除去了该微粉及该超微粉的微粉碎物以及被表面改性的该粒子进行处理的空间,
在该表面改性装置内,通过投入部被投入本体外壳内的微粉碎物被导入第一空间,通过该分级装置除去规定粒径以下的微粉及超微粉,且在该微粉及超微粉连续不断地排出装置外的同时,除去了微粉及超微粉的微粉碎物被移向第二空间,用该分散转子进行处理并对微粉碎物中粒子进行表面改性处理,再次使含有表面改性后粒子的微粉碎物向第一空间和第二空间循环以反复进行该分级和该表面改性处理,通过上述过程,得到规定粒径以下的微粉及超微粉除去至规定量以下并且表面被改性的调色剂粒子,
该投入部形成在该本体外壳的侧面,该微粉排出部形成在该本体外壳的上面,
表面改性装置的俯视图中,设从该投入部的投入管中心位置S1到第一空间向该微粉碎物投入方向延伸的直线为L1,设从该微粉排出部的微粉排出管中心位置O1向微粉及超微粉的排出方向延伸的直线为L2时,以该分级转子的转动方向为基准,直线L1和直线L2所成的角θ为210~330度。
2.如权利要求1所述的调色剂制造方法,其中该分级转子的前端圆周速度为30~120m/sec,该分散转子的前端圆周速度为20~150m/sec。
3.如权利要求1所述的调色剂制造方法,其中该分散转子的前端圆周速度R1与该分级转子的前端圆周速度R2的比值R1/R2为0.4~2.5。
4.如权利要求1所述的调色剂制造方法,其中作为原料的该微粉碎物的重均粒径D4为3.5~9.0μm,且粒径为4.00μm或4.00μm以下粒子的比例为50~80个数%,
所得到的表面改性处理后的调色剂粒子的重均粒径D4为3.5~9.0μm,且粒径为4.00μm或4.00μm以下粒子的比例为5~40个数%,
另外,表面改性处理后的该调色剂粒子利用流式粒子像测定装置计测的当量圆直径为0.6μm或0.6μm以上、400μm或400μm以下粒子的个数基准粒径分布中,当量圆直径为0.6μm或0.6μm以上、低于3μm的调色剂粒子的比例为0~15个数%。
5.如权利要求1所述的调色剂制造方法,其中作为原料的该微粉碎物的重均粒径D4为3.5~7.5μm,且粒径为4.00μm或4.00μm以下粒子的比例为55~75个数%,比重为1.0~1.5g/cm3。
6.如权利要求1所述的调色剂制造方法,其中导向装置为圆筒状的导向环。
7.如权利要求1所述的调色剂制造方法,其中表面改性处理后调色剂粒子的平均圆度为0.935~0.980。
8.如权利要求1所述的调色剂制造方法,其中表面改性处理后调色剂粒子的平均圆度为0.940~0.980。
9.如权利要求1所述的调色剂制造方法,其中该分散转子的前端圆周速度R1和该分级转子的前端圆周速度R2的比值R1/R2为0.85~2.45,表面改性处理后的调色剂粒子的平均圆度为0.935~0.980。
10.如权利要求1所述的调色剂制造方法,其中该分散转子的前端圆周速度R1和该分级转子的前端圆周速度R2的比值R1/R2为1.01~2.40,表面改性处理后调色剂粒子的平均圆度为0.940~0.980。
11.如权利要求1所述的调色剂制造方法,其中设该表面改性装置的投入管内面和本体外壳内壁的交点为M3,本体外壳的中心为O时,连接M3与O的直线与该投入管的内面所成的角X为60~90度。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003359876 | 2003-10-20 | ||
| JP359876/2003 | 2003-10-20 | ||
| JP2004303034A JP4290107B2 (ja) | 2003-10-20 | 2004-10-18 | トナーの製造方法 |
| JP303034/2004 | 2004-10-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1609721A CN1609721A (zh) | 2005-04-27 |
| CN100335976C true CN100335976C (zh) | 2007-09-05 |
Family
ID=34436944
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2004100864452A Expired - Fee Related CN100335976C (zh) | 2003-10-20 | 2004-10-20 | 调色剂的制造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US20050164115A1 (zh) |
| EP (1) | EP1530099B1 (zh) |
| JP (1) | JP4290107B2 (zh) |
| CN (1) | CN100335976C (zh) |
| DE (1) | DE602004003115T2 (zh) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1548509B1 (en) * | 2003-12-26 | 2009-06-17 | Canon Kabushiki Kaisha | Process for producing toner, and apparatus for modifying surfaces of toner particles |
| JP4724600B2 (ja) * | 2006-05-09 | 2011-07-13 | キヤノン株式会社 | トナーおよびトナー製造方法 |
| JP5017077B2 (ja) * | 2007-12-21 | 2012-09-05 | 京セラドキュメントソリューションズ株式会社 | 粉砕トナーおよびその製造方法 |
| JP5383168B2 (ja) * | 2008-12-05 | 2014-01-08 | キヤノン株式会社 | トナー粒子の製造方法、及びトナー粒子の製造装置 |
| JP5610132B2 (ja) * | 2010-04-27 | 2014-10-22 | 株式会社リコー | 気流式分級装置及び微小粒子製造装置 |
| CN103384563B (zh) * | 2011-02-21 | 2015-04-22 | 佳能株式会社 | 热处理设备及制造调色剂的方法 |
| DE112014003516B4 (de) | 2013-07-31 | 2020-06-25 | Canon Kabushiki Kaisha | Magnetischer Toner |
| TWI602037B (zh) | 2013-07-31 | 2017-10-11 | 佳能股份有限公司 | 調色劑 |
| US9897932B2 (en) | 2016-02-04 | 2018-02-20 | Canon Kabushiki Kaisha | Toner |
| JP6900279B2 (ja) | 2016-09-13 | 2021-07-07 | キヤノン株式会社 | トナー及びトナーの製造方法 |
| US11829102B2 (en) * | 2020-06-22 | 2023-11-28 | Canon Kabushiki Kaisha | Toner classification apparatus and toner production method |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1246659A (zh) * | 1998-06-25 | 2000-03-08 | 松下电器产业株式会社 | 调色剂及其制造方法 |
| JP2001259451A (ja) * | 2001-04-27 | 2001-09-25 | Hosokawa Micron Corp | 微粉砕装置及び粉体製品製造システム |
| JP2003103187A (ja) * | 2001-09-28 | 2003-04-08 | Canon Inc | トナーの製造方法 |
| CN1469202A (zh) * | 2002-06-10 | 2004-01-21 | ������������ʽ���� | 调色剂的制造方法、调色剂及调色剂制造装置 |
| EP1437629A2 (en) * | 2003-01-10 | 2004-07-14 | Canon Kabushiki Kaisha | Toner and image forming apparatus |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH105696A (ja) * | 1996-06-20 | 1998-01-13 | Nisshin Flour Milling Co Ltd | 粉体分級機 |
| DE60038856D1 (de) * | 1999-10-06 | 2008-06-26 | Canon Kk | Herstellungsverfahren für Toner |
| US6472118B1 (en) * | 1999-11-17 | 2002-10-29 | Ricoh Company, Ltd | Carrier for developer for electrophotography |
| JP4612783B2 (ja) * | 2000-11-15 | 2011-01-12 | キヤノン株式会社 | トナーの製造方法 |
| US6739456B2 (en) * | 2002-06-03 | 2004-05-25 | University Of Florida Research Foundation, Inc. | Apparatus and methods for separating particles |
| EP1388762B1 (en) * | 2002-07-30 | 2006-05-03 | Canon Kabushiki Kaisha | Black toner |
| US7090951B2 (en) * | 2002-10-10 | 2006-08-15 | Canon Kabushiki Kaisha | Toner, method for forming a full-color image, and process cartridge |
| EP1505449B1 (en) * | 2003-08-01 | 2009-09-16 | Canon Kabushiki Kaisha | Toner |
| EP1548509B1 (en) * | 2003-12-26 | 2009-06-17 | Canon Kabushiki Kaisha | Process for producing toner, and apparatus for modifying surfaces of toner particles |
| US20050242008A1 (en) * | 2004-04-29 | 2005-11-03 | Peter Simpson | Material classifier |
| US8142972B2 (en) * | 2005-12-05 | 2012-03-27 | Canon Kabushiki Kaisha | Developer for replenishment and image forming method |
-
2004
- 2004-10-18 JP JP2004303034A patent/JP4290107B2/ja not_active Expired - Fee Related
- 2004-10-19 DE DE602004003115T patent/DE602004003115T2/de not_active Expired - Lifetime
- 2004-10-19 EP EP04024851A patent/EP1530099B1/en not_active Expired - Lifetime
- 2004-10-20 CN CNB2004100864452A patent/CN100335976C/zh not_active Expired - Fee Related
- 2004-10-20 US US10/968,094 patent/US20050164115A1/en not_active Abandoned
-
2010
- 2010-12-23 US US12/978,030 patent/US20110089085A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1246659A (zh) * | 1998-06-25 | 2000-03-08 | 松下电器产业株式会社 | 调色剂及其制造方法 |
| JP2001259451A (ja) * | 2001-04-27 | 2001-09-25 | Hosokawa Micron Corp | 微粉砕装置及び粉体製品製造システム |
| JP2003103187A (ja) * | 2001-09-28 | 2003-04-08 | Canon Inc | トナーの製造方法 |
| CN1469202A (zh) * | 2002-06-10 | 2004-01-21 | ������������ʽ���� | 调色剂的制造方法、调色剂及调色剂制造装置 |
| EP1437629A2 (en) * | 2003-01-10 | 2004-07-14 | Canon Kabushiki Kaisha | Toner and image forming apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1530099A3 (en) | 2006-01-04 |
| DE602004003115T2 (de) | 2007-06-06 |
| EP1530099B1 (en) | 2006-11-08 |
| US20050164115A1 (en) | 2005-07-28 |
| US20110089085A1 (en) | 2011-04-21 |
| CN1609721A (zh) | 2005-04-27 |
| EP1530099A2 (en) | 2005-05-11 |
| JP4290107B2 (ja) | 2009-07-01 |
| JP2005148722A (ja) | 2005-06-09 |
| DE602004003115D1 (de) | 2006-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1057025C (zh) | 碰撞式气流粉碎机、微粉状体制造装置及调色剂制造方法 | |
| CN1096885C (zh) | 用于固体粒子的表面处理设备、其表面处理方法以及色剂的生产方法 | |
| KR101548090B1 (ko) | 분체 입자용 열 처리 장치 및 토너의 제조 방법 | |
| CN100335976C (zh) | 调色剂的制造方法 | |
| CN1144097C (zh) | 色调剂、双组分显影剂和成像方法 | |
| CN1076104C (zh) | 静电显像用调色剂的制造方法及其装置 | |
| CN1059040C (zh) | 静电图像显影用有机调色剂的制法 | |
| CN1595302A (zh) | 彩色调色剂 | |
| CN1051258C (zh) | 气流分级器,气流分级方法,调色剂生产方法及装置 | |
| CN1230422C (zh) | 颜料分散剂、颜料分散组合物、调色剂及调色剂的制备方法 | |
| CN1495567A (zh) | 显影剂限制部件,显影装置,处理卡盒及图像形成装置 | |
| CN1018459B (zh) | 制备有机调色剂粉料的方法 | |
| CN1831655A (zh) | 电子照相用调色剂及其制造方法 | |
| CN1637632A (zh) | 调色剂制造方法及用于调色剂粒子表面改性的装置 | |
| CN1525252A (zh) | 电荷控制剂以及含有这些电荷控制剂的静电显像用调色剂 | |
| CN1054319C (zh) | 气流分选机与生产色粉的方法 | |
| CN1190604A (zh) | 气动冲击式粉碎机和制备色调剂的方法 | |
| CN1424629A (zh) | 电荷调节剂及其制造方法、电荷调节树脂粒子及静电显像用调色剂 | |
| JP2003262981A (ja) | トナーの製造方法 | |
| JP2008122754A (ja) | トナー表面改質装置及びトナーの製造方法 | |
| CN1311306C (zh) | 成像装置 | |
| JP5371597B2 (ja) | トナーの製造方法 | |
| JP4143574B2 (ja) | トナーの製造方法及び表面改質装置 | |
| CN1704851A (zh) | 电子照相用双组分显影剂 | |
| JP4235590B2 (ja) | トナーの製造方法及び表面改質装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20070905 Termination date: 20211020 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |