BR112016030140B1 - Método de produção de elementos de concreto e bloco de concreto - Google Patents
Método de produção de elementos de concreto e bloco de concreto Download PDFInfo
- Publication number
- BR112016030140B1 BR112016030140B1 BR112016030140-4A BR112016030140A BR112016030140B1 BR 112016030140 B1 BR112016030140 B1 BR 112016030140B1 BR 112016030140 A BR112016030140 A BR 112016030140A BR 112016030140 B1 BR112016030140 B1 BR 112016030140B1
- Authority
- BR
- Brazil
- Prior art keywords
- concrete
- granulated material
- binder
- layer
- weight
- Prior art date
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B18/00—Use of agglomerated or waste materials or refuse as fillers for mortars, concrete or artificial stone; Treatment of agglomerated or waste materials or refuse, specially adapted to enhance their filling properties in mortars, concrete or artificial stone
- C04B18/02—Agglomerated materials, e.g. artificial aggregates
- C04B18/022—Agglomerated materials, e.g. artificial aggregates agglomerated by an organic binder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/005—Devices or processes for obtaining articles having a marble appearance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/08—Producing shaped prefabricated articles from the material by vibrating or jolting
- B28B1/087—Producing shaped prefabricated articles from the material by vibrating or jolting by means acting on the mould ; Fixation thereof to the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/04—Apparatus or processes for treating or working the shaped or preshaped articles for coating or applying engobing layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0215—Feeding the moulding material in measured quantities from a container or silo
- B28B13/022—Feeding several successive layers, optionally of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/028—Deflecting the flow of the unshaped material
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B18/00—Use of agglomerated or waste materials or refuse as fillers for mortars, concrete or artificial stone; Treatment of agglomerated or waste materials or refuse, specially adapted to enhance their filling properties in mortars, concrete or artificial stone
- C04B18/02—Agglomerated materials, e.g. artificial aggregates
- C04B18/021—Agglomerated materials, e.g. artificial aggregates agglomerated by a mineral binder, e.g. cement
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B28/00—Compositions of mortars, concrete or artificial stone, containing inorganic binders or the reaction product of an inorganic and an organic binder, e.g. polycarboxylate cements
- C04B28/02—Compositions of mortars, concrete or artificial stone, containing inorganic binders or the reaction product of an inorganic and an organic binder, e.g. polycarboxylate cements containing hydraulic cements other than calcium sulfates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B40/00—Processes, in general, for influencing or modifying the properties of mortars, concrete or artificial stone compositions, e.g. their setting or hardening ability
- C04B40/0067—Processes, in general, for influencing or modifying the properties of mortars, concrete or artificial stone compositions, e.g. their setting or hardening ability making use of vibrations
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/00612—Uses not provided for elsewhere in C04B2111/00 as one or more layers of a layered structure
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/91—Use of waste materials as fillers for mortars or concrete
Abstract
MÉTODO DE PRODUÇÃO DE ELEMENTOS DE CONCRETO. A presente invenção refere-se a um método de produção de elementos de concreto, que apresentam pelo menos uma camada de concreto, no qual concreto é enchido em um molde para pelo menos um elemento, o concreto é compactado por meio de vibração e/ou por meio de calcadores e, subsequentemente é endurecido, sendo que sobre a camada de concreto, antes da compactação, pelo menos uma parte de um material granulado é aplicada por meio de um dispositivo de aplicação, sendo que o concreto enchido no molde, antes do endurecimento, apresenta um valor de água-aglutinante (valor de w/b) de 0,30 a 0,50 e como material granulado é usado um material que contém (a) um componente de aspersão, com um diâmetro de grão médio de 0,1 a 5mm, em uma quantidade de 65 a 95% em peso e (b) aglutinante, em uma quantidade de 5 a 35% em peso, em cada caso, com relação à composição total do material granulado.
Description
[001] A invenção refere-se a um método de produção de elementos de concreto, tais como blocos de concreto ou placas de concreto, em diversos formatos e tamanhos, que apresentam pelo menos uma camada de concreto, no qual concreto é cheio em um molde para pelo menos um elemento, o concreto é compactado por meio de vibração e/ou calcamento e, subsequentemente é endurecido, sendo que sobre a camada de concreto, antes da compactação, é aplicada por meio de um dispositivo de aplicação pelo menos uma parte de um material granulado. A invenção refere-se, ainda a elementos de concreto produzidos com esse processo.
[002] Blocos de concreto são usados, atualmente, para uma pluralidade de aplicações, predominantemente no setor de construção civil. Nesse caso, é apreciada, sobretudo a versatilidade desse material. Por um lado, suas propriedades podem ser modificadas de maneira simples por diversos aditivos. Por outro lado, também a aparência externa pode ser influenciada por processos de produção apropriados.
[003] Um ingrediente básico importante para concreto é cimento. O cimento serve, sobretudo, como aglutinante para os aditivos, tais como, por exemplo, os materiais suplementares. Na produção de concreto, o assim chamado valor de água-aglutinante (valor de w/b) tem uma grande influência sobre as propriedades do produto obtido. Esse valor descreve a relação entre a massa da água de preparação e a massa do aglutinante (normalmente, cimento) de uma mistura compactada. No uso de materiais de suplemento, tais como areia siderúrgica, puzolano, cinzas arrastadas, carbonato de cálcio, cinzas arrastadas de hulha ou pó de sílica, para a massa do aglutinante, para o cálculo do valor de w/b para a massa do aglutinante, não só a massa do cimento puro é decisiva, mas também a massa desses materiais suplementares, que precisa ser incluída na massa do cimento.
[004] Dependendo do valor da água-aglutinante, são obtidos diversos tipos de concreto, com propriedades mecânicas diferentes, particularmente com relação à resistência à pressão do concreto.
[005] Durante a presa, um cimento típico pode ligar cerca de 40 % de sua massa em água. Isso corresponde a um valor de w/b de 0,40. A um valor de w/b acima de 9,4 existe mais água na mistura do que o cimento pode ligar. Portanto, formam-se, crescentemente, poros no concreto, com o que a resistência à pressão pode ser diminuída. Além disso, aumenta a sensibilidade à geada. Quanto menor for o valor de w/b, tanto mais rígido e de difícil processamento é o concreto. Além disso, a valores de w/b baixos, existe o risco de não endurecer todo o aglutinante, com o que cai a resistência à pressão.
[006] Além disso, a superfície de blocos de concreto frequentemente é impregnada ou vedada, por exemplo, com resinas epóxi. Assim, o bloco de concreto pode ser protegido contra influências do ambiente, por exemplo, uma penetração de água, o que aumenta a vida útil do elemento de concreto. Porém, com a vedação dos elementos de concreto, estão associados passos de trabalho adicionais, que aumentam os custos para produção dos elementos de concreto.
[007] Na produção de blocos de concreto, normalmente é primeiramente enchido nos moldes o concreto bruto para blocos de concreto e placas de concreto substancialmente, encher o concreto adicional e depois compactar os blocos de concreto ou as placas de concreto.
[008] Porém, também é possível produzir os blocos de concreto ou placas de concreto em um processo de uma etapa, sem concreto adicional.
[009] Nesse caso, é conhecido no processo de uma etapa dar à camada de superfície ou à camada de concreto adicionar uma tinta de fundo, conforme desejado, que, sem coloração, pode corresponder à cor do concreto ou estar colorida com diversas cores, para produzir blocos de concreto ou placas de concreto de cores diferentes,
[0010] Do documento EP 1 017 554 B1 é conhecido, ainda, produzir a argamassa de concreto, que forma a camada adicional, por camadas tingidas de modo diferente e que estão armazenadas sobrepostas no reservatório e são movidas livremente para baixo no reservatório, nesse caso, misturadas, e, guiadas através de corpos de choque, chegam ao concreto bruto, para formar uma camada adicional marmorizada, que é subsequentemente compactada. Nesse caso, trata-se de um processo apto para a função, mas no qual são formadas partes marmorizadas em cores diferentes, que só se aproximam em medida limitada às exigências ópticas feitas aos blocos de concreto ou placas de concreto, que devem parecer semelhantes a rochas naturais, uma vez que resultam, apenas, estruturas de cores à maneira de manchas.
[0011] O documento EP-A-1 431 014 descreve um método de produção de elementos modulares, no qual sobre a camada superior de concreto ou a camada de concreto adicional são aplicadas, aspergidas ou apoiadas bolinhas, que consistem em vidro puro, vidro semipuro ou cerâmica beneficiada. As bolinhas são embutidas por um processo de compactação na camada superior de concreto ou camada de concreto adicional. Os elementos estão destinados para uso no transito das ruas, sendo que as bolinhas devem refletir a luz de automóveis para aumentar a segurança do trânsito.
[0012] O documento EP-A-0813942 descreve um método de produção de peças moldadas e mostra uma prensa para realização do processo. Nesse caso, podem ser postos à disposição um processo e uma prensa, que gera pressões consideravelmente mais altas do que a compactação por vibração ou prensagem de calcador na moldação. Com essa pressão alta devem ser representados, depois, também padrões de superfície ou composições coloridas na camada externa, sendo que na peça moldada também pode ser comprimida uma camada sem adição de aglutinante. Isso, tal como descrito em relação à prensa, é obtido por caixas de alimentação adicionais.
[0013] Do documento EP 1 827 784 B1 é finalmente conhecido um método de produção de blocos de concreto ou placas de concreto, no qual é lançada sobre a camada de superfície ou de concreto adicional, antes da compactação, por meio de pelo menos um dispositivo de aplicação, pelo menos uma parte de um material granulado tingido e/ou tingido diversamente, ou de um material granulado colorido ou colorido diversamente.
[0014] Na produção de elementos de concreto com uma superfície, que se assemelha a rochas naturais raiadas ou salpicadas, frequentemente apresentam-se problemas. Assim, por um lado, a aderência do material granulado aplicado sobre a superfície representa um problema de difícil solução. Além disso, o elemento de concreto acabado, particularmente sua superfície, deve apresentar uma alta resistência ao desgaste. Como critérios importantes para determinação da resistência ao desgaste, evidenciaram-se resistência à pressão e a resistência à abrasão. Particularmente uma alta resistência à abrasão é importante para placas de concreto com material granulado aplicado para pavimentos. Além disso, para uma vida útil mais alta dos elementos de concreto, frequentemente é necessária uma impregnação/vedação da superfície dos elementos de concreto. Mas, isso acarreta, adicionalmente, passos de trabalho e o uso de materiais adicionais, o que aumenta os custos de produção. Com os processos conhecidos até agora no estado da técnica não podem ser produzidos elementos de concreto que superam essas desvantagens.
[0015] É, portanto, tarefa da invenção pôr à disposição um pro- cesso, com o qual podem ser produzidas superfície de blocos de concreto ou placas de concreto, que são muito parecidas com rochas naturais raiadas e/ou salpicadas. Nesse caso, deve formar-se uma superfície estruturada, na qual dominam veios e/ou partes raiadas e/ou salpicadas dirigidas. Além disso, elementos de concreto produzidos com o processo de acordo com a invenção devem apresentar uma resistência à pressão ou resistência à abrasão aperfeiçoada. Finalmente, com o processo de acordo com a invenção deve ser possível produzir elementos de concreto, cuja superfície não precisa mais ser vedada/impreg- nada.
[0016] Essa tarefa é solucionada de acordo com a invenção por um método de produção de elementos de concreto, que apresentam pelo menos uma camada de concreto, no qual concreto é enchido em um molde para pelo menos um elemento, o concreto é compactado por meio de vibração e/ou por meio de calcadores, e subsequentemente é endurecido, sendo que sobre a camada de concreto, antes da compactação, é aplicada pelo menos uma parte de um material granulado, sendo que o concreto enchido no molde, antes do endurecimento, é ajustado para um valor de água-aglutinante (valor de w/b) de 0,30 a 0,50 e como material granulado é usado um material de aspersão, contendo (a) um componente de aspersão com um diâmetro de grão médio de 0,1 a 5 mm, em uma quantidade de 65 a 95% em peso e (b) aglutinante, em uma quantidade de 5 a 35% em peso, em cada caso, com relação à composição total do material granulado.
[0017] Por diâmetro de grão médio, o técnico entende aquele diâmetro no qual existe o mesmo número de grãos com diâmetro maior e menor. Métodos para determinação do diâmetro de grãos médios são conhecidos do técnico.
[0018] Surpreendentemente, foi descoberto que pelo uso de um componente de aspersão com um determinado diâmetro de grão (0,1 a 5 mm) e uma determinada proporção de aglutinante (5 a 35% em peso), em combinação com o ajuste do concreto introduzido no molde para um determinado valor de w/b (0,30 a 5,0), antes da compactação, podem ser obtidos elementos com propriedades mecânicas especialmente boas, no que se refere à sua resistência à pressão e à abrasão. Devido às boas propriedades mecânicas obtidas com o processo de acordo com a invenção, é dispensável uma impregnação/vedação dos elementos depois da compactação. Além disso, com o processo de acordo com a invenção, os elementos de concreto podem ser produzidos de modo economicamente eficiente.
[0019] Em uma modalidade preferida da invenção, o elemento de concreto é um bloco de concreto, uma placa de concreto ou um degrau de concreto. Ensaios práticos mostraram que o processo de acordo com a invenção é particularmente bem apropriado para produção de elementos de concreto desse tipo. Isso pode ser atribuído, particularmente, às boas propriedades mecânicas no que se refere à resistência à pressão e à abrasão. Além disso, também pela economia de um passo de impregnação ou vedação, esses elementos de concreto podem ser produzidos de modo particularmente econômico.
[0020] No processo de acordo com a invenção, mostrou-se como particularmente eficaz quando o concreto enchido no molde é ajustado, antes do endurecimento, para um valor de água-aglutinante (valor de w/b) de 0,31 a 0,45, particularmente, para um valor de água-aglutinante (valor de w/b) de 0,35 a 0,40, ou apresenta o mesmo. O ajuste do valor de w/b do concreto ocorre, de preferência, já antes do enchimento no molde. Valores nesse âmbito permitem, por um lado, uma boa proces- sabilidade do concreto. Por outro lado, eles asseguram que existe água suficiente para endurecer o aglutinante. Além disso, no ajuste do valor de w/b, é obtida uma porosidade do concreto no âmbito citado, que se reflete favoravelmente sobre a resistência à pressão do elemento de concreto.
[0021] De preferência, no processo de acordo com a invenção, a proporção de cimento na camada de concreto perfaz de 15 a 25% em peso, de preferência, de 17,5 a 20,5% em peso, com relação à composição total da camada de concreto. Foi constado que no uso de uma proporção de cimento na camada de concreto de menos de 15% em peso, os materiais suplementares não estão ancorados de modo suficientemente fixo no elemento de concreto. Por outro lado, a um uso de uma proporção de cimento na camada de concreto de mais de 25% em peso, não satisfazem mais as exigências.
[0022] De acordo com a invenção, sobre a camada de concreto, de preferência, a camada de concreto adicional, antes da compactação é aplicada por meio de um dispositivo de aplicação, pelo menos uma parte de um material granulado. Nesse caso, mostrou-se como vantajoso quando no processo de acordo com a invenção o valor de água-aglutinante (valor de w/b) do material granulado ou da mistura de material granulado e água, antes da aplicação sobre a camada de concreto, é ajustado ou perfaz 0,24 a 0,38. Com um valor de w/b do material granulado nesse âmbito, são obtidas boas propriedades mecânicas do elemento de concreto produzido.
[0023] Em ensaios de uso, foi descoberto que no processo de acordo com a invenção o material granulado, que é aplicado sobre a camada de concreto, de preferência a camada de concreto adicional, vantajosamente contém um componente de aspersão e um aglutinante.
[0024] Em uma modalidade preferida do processo de acordo com a invenção, o material granulado contém o componente de aspersão em uma quantidade de 75 a 85% em peso e aglutinante em uma quantidade de 15 a 25% em peso, em cada caso, com relação à composição total do material granulado. Pelo uso do componente de aspersão e agluti- nante nesses âmbitos de concentração, pode ser obtida uma boa ancoragem do material granulado sobre a camada de concreto, de preferência, a camada de concreto adicional.
[0025] De acordo com uma configuração preferida do processo de acordo com a invenção, o componente de aspersão é misturado com um aglutinante orgânico ou inorgânico. O aglutinante é, de preferência, incolor e, antes da aplicação, é misturado com o componente de aspersão, sendo que como aglutinante orgânico pode ser usada, por exemplo, uma dispersão de acrilato e como aglutinante inorgânico, por exemplo, um silicato.
[0026] A concepção de acordo com a invenção pode se concretizada de acordo com uma outra modalidade particularmente preferida pelo fato de que o aglutinante contido no material granulado é um aglutinante inorgânico, tal como cimento, cal hidráulica, gesso ou vidro solúvel e/ou o aglutinante está contido no material granulado em uma quantidade de 15 a 25% em peso, com relação à composição total do material granulado. Esses aglutinantes são particularmente simples d ser manuseados em conexão com os elementos de concreto. Além disso, eles não fazem exigências adicionais ao processo. Além disso, esses aglutinantes garantem uma boa ancoragem do material granulado sobre a camada de concreto, de preferência, a camada de concreto adicional.
[0027] O que foi dito acima sobre aglutinantes inorgânicos vale de maneira similar, também para aglutinantes orgânicos. Assim, uma modalidade particularmente vantajosa da invenção prevê que o aglutinante contido no material granulado é um aglutinante orgânico, tais como dispersões de plástico, resinas de acrilato, resinas alquídicas, resinas epóxi, poliuretanos, resinas de sol-gel ou emulsões de resina de silicone e/ou o aglutinante está contido o material granulado em uma quantidade de 5 a 35% em peso, com relação à composição total do material granulado.
[0028] Resultados ótimos apresentam-se no processo de acordo com a invenção quando é usado como componente de aspersão um componente de aspersão com um diâmetro de grão médio de 0,1 a 1,8 mm, o aglutinante no material granulado está contido em uma quantidade de 5 a 35% em peso, particularmente, 15 a 35% em peso, com relação à composição total do material granulado e/ou o valor de água- aglutinante (valor de w/b) do material granulado ou da mistura de material granulado e água perfaz 0,24 a 0,33 ou é ajustado para esse valor. Dessa maneira, as propriedades mecânicas dos elementos de concreto obtidos desse modo estão muito bem adaptadas às respectivas exigências.
[0029] A concepção de acordo com a invenção, de acordo com uma outra modalidade de acordo com a invenção do processo também pode ser concretizada pelo fato de que como componente de aspersão é usado um componente de aspersão com um diâmetro de grão médio de 1,2 a 5 mm, o aglutinante no material granulado está contido em uma quantidade de 5 a 20% em peso, com relação à composição total do material granulado e/ou o valor de água-aglutinante (valor de w/b) do material granulado perfaz 0,28 até 0,38 ou é ajustado para o mesmo. Isso permite uma produção de especial eficiência econômica dos elementos de concreto.
[0030] No processo de acordo com a invenção, como componente de aspersão é usado, de preferência um componente de aspersão com um diâmetro de grão de 0,1 a 1,2 mm.
[0031] Tal como já descrito mais acima, com o processo de acordo com a invenção podem ser obtidos elementos de concreto com propriedades mecânicas particularmente boas.
[0032] Em uma modalidade preferida do processo de acordo com a invenção, a resistência à pressão da camada de concreto endurecida, de preferência da camada de concreto adicional, determinada de acordo com DIN EN 133369 situa-se no âmbito de 45 a 80 N/m2, de preferência, de 50 a 60 N/mm2. Uma resistência à pressão nesse âmbito é de vantagem para muitas aplicações. Além disso, ela assegura uma longa vida útil.
[0033] Além disso, em ensaios de uso mostrou-se como particularmente vantajosa uma resistência à abrasão da camada de concreto endurecida, determinada de acordo com DIN EN 1338, apêndice H, ou DIN 52108, de menos de 18cm3/5000 mm2 , par, menor que 15 cm3/5000 mm2. Essas resistências à abrasão mostraram-se como particularmente favoráveis para a resistência ao desgaste dos elementos de concreto.
[0034] De acordo com uma outra modalidade do processo de acordo com a invenção, a absorção de água da camada de concreto endurecida, determinada de acordo com DIN EM 1338, apêndice E, perfaz menos de 6% em massa. Uma absorção de água nesse âmbito é vantajosa, sobretudo para a estabilidade de longo prazo dos elementos de concreto.
[0035] Vantajosamente, a camada de concreto apresenta uma espessura de 1,5 a 2,8, de preferência, de 2,25 a 2,45, determinada de acordo com DIN EM 133369.
[0036] Resultados particularmente satisfatórios na prática foram obtidos no processo de acordo com a invenção, quando a camada de concreto é uma camada de concreto adicional. Desse modo, o efeito do material granulado aplicado evidencia-se particularmente bem.
[0037] De acordo om uma configuração preferida, a mistura de concreto tingida ou tingida diversamente ou também o concreto adicional ou a camada de superfície de concreto pode estar modificada com plástico ou apresentar uma mistura de silicato-concreto.
[0038] Em uma modalidade particularmente preferida do processo de acordo com a invenção, a camada de concreto, de preferência, a camada de concreto adicional, tem uma estrutura granulométrica de grãos finos, ou igual à linha granulométrica limite C4. C4 designa uma estrutura granulométrica de grãos finos, conhecida do técnico, de granulações entre 0 e 4,0 mm de diâmetro. Para avaliação, são realizados ensaios com peneira padronizados, com malhas de peneira especificadas.
[0039] Ótimos resultados se apresentam quando no processo de acordo com a invenção o elemento de concreto, de preferência, o bloco de concreto ou a placa de concreto, apresenta pelo menos uma outra camada de concreto, particularmente, uma camada de concreto bruto. Dessa maneira, as propriedades mecânicas podem ser bem adaptadas às necessidades da respectiva aplicação. Além disso, desse modo, pode ser garantida uma liberdade de configuração maior do elemento de concreto, particularmente, do bloco de concreto ou da placa de concreto.
[0040] De acordo com uma outra modalidade preferida do processo de acordo com a invenção, o concreto contém materiais suplementares, tais como areia siderúrgica, puzolano, cinzas arrastadas, carbonato de cálcio, cinzas arrastadas de hulha ou pó de sílica. Devido ao baixo preço desses materiais suplementares de concreto, podem ser produzidos, desse modo, elementos de concreto de modo particularmente econômico.
[0041] Para produzir com o processo de acordo com a invenção elementos de concreto particularmente atraentes esteticamente, mostrou- se como vantajoso quando a camada de concreto adicional apresenta uma propriedade óptica, tal como cor ou grau de brilho e o material granulado apresenta uma propriedade óptica que se desvia da mesma. Desse modo, existe, de preferência, a possibilidade de gerar superfícies iridescentes, com veios ou salpicadas, que se assemelham à estrutura natural de rochas naturais.
[0042] Em uma modalidade preferida do processo de acordo com a invenção, é aplicada sobre a camada de concreto, de preferência, a camada de concreto adicional, antes da compactação, através de pelo menos um dispositivo de aplicação, pelo menos uma parte de um material granulado tingido ou tingido diversamente ou colorido ou colorido diversamente. Desse modo, é aperfeiçoada a possibilidade de gerar superfícies iridescentes, com veios ou salpicadas, que se assemelham à estrutura natural de rochas naturais. Por variações do dispositivo de aplicação, da porção ou porções e do material granulado, essas superfícies podem ser geradas ou variadas. Nesse caso, também é importante a cor de fundo da camada de concreto, de preferência, da camada de concreto adicional, que vai de concreto não colorido até concreto colorido de modo diferente.
[0043] De modo particularmente vantajoso, o material granulado é uma mistura de concreto tingida e/ou tingida diversamente, que, devido à aplicação sobre a superfície, apresenta uma óptica especial. Pelo fato de que a mistura de concreto é subsequentemente comprimida na superfície e ali pode ser compactada, pode ser obtida uma boa conexão com a camada de superfície ou a camada de concreto adicional.
[0044] Resultados ótimos apresentam-se no processo de acordo com a invenção quando o material granulado é aplicado por aspersão ou lançamento. Vantajosamente, o material granulado é aplicado lançamento, centrifugação, atirado ou soprado.
[0045] De preferência, em uma porção aplicada podem estar contidos materiais granulados diferentes, misturas de concreto tingidas diversamente, inclusive grãos de rocha ou misturas de rochas ou granulações ou aparas ou partículas.
[0046] Mas, vantajosamente, também várias porções do material granulado igual ou diferente podem ser aplicadas por porção sobre o molde, bem como várias porções do material de beneficiamento podem ser aplicados sucessivamente sobre as superfícies de um molde.
[0047] Em uma modalidade preferida do processo de acordo com a invenção, o material granulado é aplicado por meio de um dispositivo de aplicação sobre a camada de concreto, sendo que o dispositivo de aplicação apresenta pelo menos um dispositivo de escoamento, um disco de centrifugação, uma roda de pás, um braço de lançamento e/ou uma catapulta, aos quais é alimentada pelo menos uma porção do material granulado. Esses e os dispositivos de aplicação ainda a ser descritos a seguir, podem mover-se sobre o molde ou ao lado do molde e também podem lhes ser alimentadas porções diferentes, com intervalos de tempo diferentes. Dessa maneira, o material granulado pode ser aplicado uniformemente sobre a camada de concreto. Além disso, constatou-se que o processo de acordo com a invenção pode ser executado dessa maneira de modo particularmente econômico.
[0048] Vantajosamente, no processo de acordo com a invenção, o dispositivo de aplicação apresenta pelo menos um recipiente de dosagem, com uma aresta dosadora, sendo que o recipiente de dosagem é guiado com velocidade uniforme e não uniforme sobre o molde.
[0049] Nesse caso, são exercidos sobre a aresta dosadora, de preferência, vibrações ou impactos sacudidores, que são realizados de modo uniforme e/ou não uniforme e/ou de modo intermitente.
[0050] De preferência, podem ser alimentados à aresta dosadora, ao longo de sua extensão, materiais de beneficiamento diferentes e/ou porções diferentes de material de beneficiamento.
[0051] Além disso, também se mostrou vantajoso quando o recipiente de dosagem é instalado na borda dianteira do carro de dosagem para o concreto, de preferência, o concreto adicional.
[0052] De acordo com uma configuração particularmente preferida do processo de acordo com a invenção, o dispositivo de aplicação apresenta pelo menos uma tubuladura, à qual são alimentadas uma ou mais porções de um material granulado e pela mesma, aspergido, lançado, atirado e/ou deixado cair sobre a camada de concreto, de preferência a camada de concreto adicional. Uma distribuição particularmente boa sobre o molde apresenta-se quando a extremidade da tubuladura está formada à maneira de um bocal.
[0053] Ensaios práticos mostraram que no processo de acordo com a invenção, também contribuir para uma boa distribuição quando o lançamento ocorre por meio de um pistão protendido, carregado por mola, cujo travamento para lançar é subitamente desprendido.
[0054] De preferência, o dispositivo de aplicação pode ser, movido sobre o molde ou ao lado do molde. Nesse caso, ele pode apresentar ou atingir velocidades de movimento diferentes, sendo que também pode ser vantajoso um movimento por sacudidas. Dependendo do tamanho do molde e de acordo om a dotação de cores do dispositivo de aplicação com material granulado, também podem ser usados vários e também diferentes dispositivos para um molde, para que seja obtida uma uniformização da aplicação ou uma imagem de aplicação especial, característica, do material granulado sobre as camadas.
[0055] De preferência, nos dispositivos de aplicação são usadas chapas de guia, uma vez que essas rodas de disco ou braços de lançamento ou também tubuladuras possam ter uma dispersão maior.
[0056] Pelos dispositivos de aplicação podem ser lançadas sucessivamente várias porções do material granulado, sendo que, nesse caso, pode tratar-se de materiais de granulação diferente, tal como descrito previamente.
[0057] O material granulado também pode apresentar ou conter grãos pequenos de pedras, de modo que diversos tipos de materiais, com cores diferentes, também granulações de pedras semipreciosas ou pedras preciosas ou mica ou aparas metálicas ou partículas de plástico ou partículas de vidro podem ser introduzidas na camada superficial ou camada de concreto adicional. O material granulado também pode ser qualquer mistura de pedras desejada.
[0058] Mostrou-se como particularmente conveniente no processo dai quando o material de aspersão é ou contém uma mistura de pedras. Com a mesma podem ser produzidos elementos de concreto, que estão muito próximas da aparência de pedras naturais.
[0059] De preferência, no processo de acordo com a invenção o material de aspersão contém pelo menos material selecionado do grupo que consiste em pedras semipreciosas, pedras preciosas, mica, aparas metálicas, vidro e partículas de plástico. Um uso desses materiais permite um processo muito econômico.
[0060] O material granulado pode ser um uma modalidade preferida do processo de acordo com a invenção uma composição de grãos escalonada de, no máximo, 2 mm de diâmetro do grão.
[0061] Antes, mas, de preferência, depois da compactação, pode ser aplicado sobre as superfícies dos elementos de concreto, antes ou também depois do endurecimento, um agente orgânico ou inorgânico, que, de preferência, é incolor. Trata-se, nesse caso de uma impregnação, vedação ou revestimento dos elementos de concreto. De acordo com uma outra configuração preferida do processo de acordo com a invenção, sobre a superfície dos elementos de concreto, depois da compactação, é aplicado um agente de vedação e/ou impregnação. Um procedimento desse tipo adiciona aos elementos de concreto uma outra camada de proteção, que aumenta adicionalmente ainda mais a durabilidade e a vida útil dos elementos de concreto. Além disso, essa camada pode atuar como proteção contra manchas e impedir eflorescências de cal.
[0062] Vantajosamente, em uma modalidade particularmente preferida do processo de acordo com a invenção as superfícies e/ou as bordas dos blocos de concreto ou placas de concreto, são trabalhadas com escovas, depois da compactação e antes do endurecimento e nesse caso, estruturadas e/ou asperizadas e/ou alisadas e/ou sobras nas bordas são eliminadas Em uma modalidade preferida do processo de acordo com a invenção, as superfícies e/ou as bordas das superfícies dos blocos de concreto ou placas de concreto são trabalhadas com escovas depois da compactação final e antes da vedação e nesse caso, estruturadas e/ou asperizadas e/ou alisadas e/ou sobras de bordas são eliminadas.
[0063] Além disso, a invenção também se refere a blocos de concreto ou placas de concreto, que são obteníveis de acordo com o processo descrito acima.
[0064] Para explicação adicional da invenção, faz-se referência ao desenho na qual está representado de modo simplificado um exemplo de modalidade da invenção.
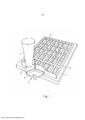
[0065] Figura 1: uma vista em perspectiva de uma placa de molde com um molde com blocos de concreto e um dispositivo de aplicação.
[0066] Na única figura está designada com 1 uma placa de moldar, sobre a qual está disposto um molde designado com 2. O molde apresenta um número maior de aberturas contínuas (35 peças na figura), nas quais está cheio o concreto bruto, sobre o qual foi aplicada e é visível uma camada de concreto adicional, designada com 3, com um valor de água-aglutinante (valor de w/b) de 0,35, um grão maior com 4 mm e uma proporção de cimento na camada de concreto adicional e 19% em peso, com relação à composição total da camada de concreto adicional. A camada de concreto adicional está tingida, o que não está visível na Figura. Além disso, com 4 está designada, em geral, um dispositivo de aplicação, que compreende um disco de centrifugação designado com 5. O plano do disco de centrifugação está aproximadamente paralelo à superfície do molde 2, alinhado com distância da mesma. O dispositivo de aplicação 4 pode mover-se ao longo do lado disposto na figura, mas também ao longo dos lados restantes do molde, de modo que todas as camadas de concreto adicionais 3 podem ser alcançadas da maneia desejada. Acima do disco de centrifugação 5 está disposta uma tremo- nha de alimentação designada com 6, na qual está enchido material granulado, não visível. A tremonha de alimentação 6 tem em sua extremidade voltada para o disco de centrifugação 5 (não visível) um dispositivo para abrir e fechar a abertura da tremonha de alimentação, de modo que quaisquer porções desejadas do material granulado podem ser guiados para o disco de centrifugação. No presente exemplo, o material granulado apresenta um valor de água-aglutinante (valor de w/b) de 0,24 e cotném80 % em peso de componente de aspersão, com um diâmetro de grão médio de 0,7 mm e 20% em peso de aglutinante. Acima do disco de centrifugação podem estar dispostas várias tremo- nhas de alimentação, nas quais estão contidos materiais granulados diferentes, para poder aspergir as superfícies das camadas de concreto adicionais 3 com diversos materiais granulados em diferentes dosagens. Também o número de rotações do disco de centrifugação 5 e a posição em altura do mesmo em relação ao molde 2 podem ser ajustados e variados da maneira desejada, mesmo durante o movimento de lançamento, assim como a velocidade do movimento ao longo do molde. Dessa maneira, foram produzidas placas de concreto com uma resistência à pressão da camada de concreto endurecida, determinada de acordo com DIN EN 13369 de 47 N/mm2. Além disso, a camada de concreto endurecida das placas de concreto apresentou uma resistência à abrasão de acordo com DIN EN 1338, apêndice H, de 8 cm3 /5000 mm2. Além disso, a camada de concreto endurecida das placas de concreto tinha de acordo com DIN EN 13369 uma densidade de 2,28 e de acordo com DIN EN 1338, apêndice E, absorveu 4,4% em massa de água.
[0067] Com 7 está designado, ainda, um dispositivo de guia, que impede o lançamento desejado de material granulado pelo disco de centrifugação, particularmente fora do molde 2 e guia a direção de lançamento para o molde 2. LISTA DE SINAIS DE REFERÊNCIA 1 placa de moldar 2 molde 3 camadas de concreto adicionais 4 dispositivo de aplicação 5 disco de centrifugação 6 tremonha de alimentação 7 dispositivo de guia
Claims (28)
1. Método de produção de elementos de concreto, que apresentam pelo menos uma camada de concreto, no qual concreto é cheio em um molde (2) para pelo menos um elemento, o concreto é compactado por meio de vibração e/ou por meio de calcadores e, subsequentemente é endurecido, sendo que sobre a camada de concreto, antes da compactação, pelo menos uma parte de um material granulado é aplicada por meio de um dispostivo de aplicação (4), caracterizado por o concreto enchido no molde (2) antes do endurecimento apresentar uma relação de água-aglutinante (valor de w/b) de 0,31 a 0,45 e como material granulado ser usado um material que contém a) um componente de aspersão, com um diâmetro de grão médio de 0,1 a 5mm, em uma quantidade de 65 a 95% em peso e b) aglutinante, em uma quantidade de 5 a 35% em peso, em cada caso, com relação à composição total do material granulado.
2. Método de acordo com a reivindicação 1, caracterizado por o elemento de concreto ser um bloco de concreto, uma placa de concreto ou um degrau de concreto.
3. Método de acordo com a reivindicação 1 ou 2, caracterizado por o concreto enchido no molde (2), antes do endurecimento, apresentar uma relação de água-aglutinante (valor de w/b) de 0,35 a 0,40.
4. Método de acordo com qualquer uma das reivindicações 1 a 3, caracterizado por a proporção de cimento na camada de concreto perfazer 15 a 25% em peso, particularmente, 17,5 a 20,5% em peso, com relação à composição total da camada de concreto.
5. Método de acordo com qualquer uma das reivindicações 1 a 4, caracterizado por a relação de água-aglutinante (valor de w/b) do material granulado antes da aplicação sobre a camada de concreto perfazer 0,24 a 0,38.
6. Método de acordo com qualquer uma das reivindicações 1 a 5, caracterizado por o material granulado conter o componente de aspersão em uma quantidade de 75 a 85% em peso e aglutinante em uma quantidade de 15 a 25% em peso, em cada caso com relação à composição total do material granulado.
7. Método de acordo com qualquer uma das reivindicações 1 a 6, caracterizado por o aglutinante contido no material granulado ser um aglutinante inorgânico, tal como cimento, cal hidráulica, gesso ou vidro solúvel e/ou o aglutinante estar contido no material granulado em uma quantidade de 15 a 25% em peso, com relação à composição total do material granulado.
8. Método de acordo com qualquer uma das reivindicações 1 a 5, caracterizado por o aglutinante contido no material granulado ser um aglutinante orgânico, tal como dispersão de plástico, resinas de acri- lato, resinas alquídicas, resinas epóxi, poliuretanos, resinas de sol-gel ou emulsões de resina de silicone e/ou o aglutinante estar contido no material granulado em uma quantidade de 5 a 35% em peso, com relação à composição total do material granulado.
9. Método de acordo com qualquer uma das reivindicações 1 a 5, caracterizado por como componente de aspersão ser usado um componente de aspersão com um diâmetro de grão médio de 0,1 a 1,8 mm, o aglutinante no material granulado estar contido em uma quantidade de 5 a 35% em peso, particularmente, 15 a 35% e peso, com relação à composição total do material granulado e/ou a relação de água- aglutinante (valor de w/b) do material granulado perfazer 0,24 a 0,33.
10. Método de acordo com qualquer uma das reivindicações 1 a 5 ou 8, caracterizado por como componente de aspersão ser usado um componente de aspersão com um diâmetro de grão de 1,2 a 5 mm, o aglutinante no material granulado estar contido em uma quantidade de 5 a 20% em peso, com relação à composição total do material granulado e/ou a relação de água-aglutinante (valor de w/b) do material granulado perfazer 0,28 a 0,38.
11. Método de acordo com qualquer uma das reivindicações 1 a 9, caracterizado por como componente de aspersão ser usado um componente de aspersão com um diâmetro de grão médio de 0,1 a 1,2 mm.
12. Método de acordo com qualquer uma das reivindicações 1 a 11, caracterizado por a resistência à pressão da camada de concreto endurecido, determinada de acordo com DIN EN 13369 situar-se no âmbito de 40 a 85 N/mm2, particularmente, de 50 a 60 N/mm2.
13. Método de acordo com qualquer uma das reivindicações 1 a 12, caracterizado por a resistência à abrasão da camada de concreto endurecida, determinada de acordo com DIN EN 1338, apêndice H ou DIN 52108 perfazer menos de 18 cm3/5000 mm2, particularmente, menos de 15 cm3/5000 mm2.
14. Método de acordo com qualquer uma das reivindicações 1 a 13, caracterizado por a absorção de água da camada de concreto endurecida, determinada de acordo com DIN EN 1338 apêndice E, perfazer menos de 6% em massa.
15. Método de acordo com qualquer uma das reivindicações 1 a 14, caracterizado por a camada de concreto apresentar uma densidade de 1,5 a 2,8, particularmente, de 2,25 a 2,45, determinada de acordo com DIN EN 13369.
16. Método de acordo com qualquer uma das reivindicações 1 a 15, caracterizado por a camada de concreto ser uma camada de concreto adicional.
17. Método de acordo com qualquer uma das reivindicações 1 a 16, caracterizado por o bloco de concreto ou a placa de concreto apresentar pelo menos uma outra camada de concreto, particularmente uma camada de concreto bruto.
18. Método de acordo com qualquer uma das reivindicações 1 a 17, caracterizado por o concreto conter materiais suplementares, tais como areia metalúrgica, puzolano, cinzas arrastadas, carbonato de cálcio, cinzas arrastadas de hulha ou pó de sílica.
19. Método de acordo com qualquer uma das reivindicações 1 a 18, caracterizado por a camada de concreto adicional apresentar uma propriedade óptica, tal como cor ou grau de brilho e o material granulado apresentar uma propriedade óptica que se desvia da mesma.
20. Método de acordo com qualquer uma das reivindicações 1 a 19, caracterizado por o material granulado ser aplicado por aspersão ou lançamento.
21. Método de acordo com qualquer uma das reivindicações 1 a 20, caracterizado por o material granulado ser aplicado sobre a camada de concreto por meio de um dispostivo de aplicação (4), sendo que o dispostivo de aplicação (4) apresenta pelo menos um dispositivo de aspersão, um disco de centrifugação (5), um braço de lançamento e/ou uma catapulta, aos quais é alimentada pelo menos uma parte do material granulado.
22. Método de acordo com qualquer uma das reivindicações 1 a 21, caracterizado por o dispostivo de aplicação (4) apresentar um recipiente de dosagem com uma aresta dosadora, contendo pelo menos um material granulado, sendo que recipiente de dosagem é guiado com velocidade uniforme ou irregular sobre o molde (2).
23. Método de acordo com qualquer uma das reivindicações 1 a 22, caracterizado por o dispostivo de aplicação (4) apresentar pelo menos uma tubuladura, à qual uma ou mais porções de um material granulado são alimentadas e pela mesma são aspergidas, lançadas, atiradas e/ou deixadas cair sobre a camada de concreto.
24. Método de acordo com qualquer uma das reivindicações 1 a 23, caracterizado por o material de aspersão ser ou conter uma mistura de pedras.
25. Método de acordo com qualquer uma das reivindicações 1 a 24, caracterizado por o material de aspersão conter pelo menos material selecionado do grupo que consiste em pedras semipreciosas, pedras preciosas, mica, aparas metálicas, vidro e partículas de plástico.
26. Método de acordo com qualquer uma das reivindicações 1 a 25, caracterizado por sobre a superfície dos blocos de concreto ou placas de concreto ser aplicado um agente de vedação e/ou impregnação, depois da compactação.
27. Método de acordo com qualquer uma das reivindicações 1 a 26, caracterizado por as superfícies e/ou as bordas dos blocos de concreto ou placas de concreto, depois da compactação e antes do endurecimento, serem trabalhadas com escovas e, nesse caso, estruturadas e/ou asperizadas e/ou alisadas e/ou sobras nas bordas serem removidas.
28. Bloco de concreto ou placa de concreto, caracterizado por ser obtenível de acordo com um método como definido em qualquer uma das reivindicações 1 a 27.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014010259.9 | 2014-07-11 | ||
| DE102014010259.9A DE102014010259A1 (de) | 2014-07-11 | 2014-07-11 | Verfahren zum Herstellen von Betonelementen |
| PCT/EP2015/065852 WO2016005566A1 (de) | 2014-07-11 | 2015-07-10 | Verfahren zum herstellen von betonelementen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112016030140A2 BR112016030140A2 (pt) | 2017-08-22 |
| BR112016030140B1 true BR112016030140B1 (pt) | 2022-08-09 |
Family
ID=53717980
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112016030140-4A BR112016030140B1 (pt) | 2014-07-11 | 2015-07-10 | Método de produção de elementos de concreto e bloco de concreto |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US10815150B2 (pt) |
| EP (1) | EP3166904B1 (pt) |
| AU (1) | AU2015286624B2 (pt) |
| BR (1) | BR112016030140B1 (pt) |
| CA (1) | CA2954356C (pt) |
| DE (2) | DE102014010259A1 (pt) |
| DK (1) | DK3166904T3 (pt) |
| WO (1) | WO2016005566A1 (pt) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI635942B (zh) * | 2017-09-08 | 2018-09-21 | 行政院原子能委員會核能研究所 | 低放射性廢棄物處置容器之脫模方法及其模具結構 |
| DE202017107803U1 (de) | 2017-12-21 | 2018-02-28 | Lithonplus Gmbh & Co. Kg | Vorrichtung zur Herstellung von oberflächenstrukturierten Betonbauteilen |
| EP3546165B1 (de) | 2017-12-21 | 2022-03-23 | Lithonplus GmbH & Co. KG | Vorrichtung und verfahren zur herstellung von oberflächenstrukturierten betonbauteilen |
| DE102017130870A1 (de) | 2017-12-21 | 2019-06-27 | Lithonplus Gmbh & Co. Kg | Vorrichtung und Verfahren zur Herstellung von oberflächenstrukturierten Betonbauteilen |
| EP3578327A1 (de) | 2018-06-04 | 2019-12-11 | P & F Maschinenbau GmbH | Vorrichtung zum verzieren von beton |
| CN109849156A (zh) * | 2019-02-14 | 2019-06-07 | 上海三一筑工建设有限公司 | 一种楼层构件的制造工艺 |
| CN110563393A (zh) * | 2019-09-06 | 2019-12-13 | 徐州山溪建筑材料有限公司 | 一种不均匀载荷工况抗裂混凝土 |
| DE102019124726A1 (de) * | 2019-09-13 | 2021-03-18 | METTEN Consulting GmbH | Betonelement und Verfahren zu seiner Herstellung |
| DE102021116928A1 (de) | 2021-06-30 | 2023-01-05 | Metten Technologies Gmbh & Co. Kg | Betonelement und Verfahren zu seiner Herstellung |
| DE202021105285U1 (de) | 2021-09-30 | 2021-10-08 | Lithonplus Gmbh & Co. Kg | Vorrichtung zur Herstellung von oberflächenstrukturierten Betonbauteilen |
| DE102021125394A1 (de) | 2021-09-30 | 2023-03-30 | Lithonplus Gmbh & Co. Kg | Vorrichtung und Verfahren zur Herstellung von oberflächenstrukturierten Betonbauteilen |
| EP4159395A1 (de) | 2021-09-30 | 2023-04-05 | Lithonplus GmbH & Co. KG | Vorrichtung und verfahren zur herstellung von oberflächenstrukturierten betonbauteilen |
| DE102022123032A1 (de) | 2022-09-09 | 2024-03-14 | braun-steine GmbH | Drycast-kunststeinkörper und herstellungsverfahren eines solchen drycast-kunststeinkörpers |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0101554B1 (en) | 1982-07-29 | 1986-10-15 | Lehner A.G. | New derivatives of biliary acids, process for the production thereof and pharmaceutical compositions containing the same |
| DE19624298B4 (de) | 1996-06-18 | 2008-04-17 | Laeis Gmbh | Verfahren zum Herstellen eines Formteils |
| CN1061327C (zh) | 1996-07-26 | 2001-01-31 | 廖加华 | 一种再造彩色石粒 |
| EP1082274A1 (en) | 1998-05-01 | 2001-03-14 | Mbt Holding Ag | Integrated retroreflective marking materials |
| DE19827104C2 (de) | 1998-06-18 | 2001-12-06 | Geiger Peter | Verfahren zum Herstellen von Betonsteinen, insbesondere Pflastersteinen |
| DE10146408B4 (de) | 2001-09-20 | 2006-03-23 | Fritz Herrmann Gmbh & Co. Betonsteinwerke Kg | Gefärbtes Quarzkorn und seine Verwendung |
| ITPD20020329A1 (it) | 2002-12-20 | 2004-06-21 | Valle Francesco Srl | Procedimento per la realizzazione di elementi |
| KR20070100224A (ko) | 2004-12-24 | 2007-10-10 | 메텐, 슈타인+디자인 게엠베하 운트 코. 카게 | 콘크리트 블럭 또는 콘크리트 슬래브 제조방법 |
| DE102004062656A1 (de) * | 2004-12-24 | 2006-07-06 | Metten Stein + Design Gmbh & Co. Kg | Verfahren zum Herstellen von Betonsteinen oder Betonplatten |
| US7494543B2 (en) * | 2005-03-21 | 2009-02-24 | Hughes Felix A | Concrete compositions |
| US8459305B2 (en) * | 2006-04-06 | 2013-06-11 | Tmco, Inc. | Dual chamber orifice fitting |
| DE102009036481A1 (de) | 2009-08-07 | 2011-02-10 | Nightec Gmbh & Co. Kg | Photolumineszierendes Granulat und Verfahren zu dessen Herstellung |
| DE202009013082U1 (de) | 2009-10-01 | 2010-02-25 | Schultze-Kraft, Andreas | Trivalent beschichtetes Glasgranulat als Betonzuschlag |
| DE102010029588A1 (de) * | 2010-06-01 | 2011-12-01 | Evonik Degussa Gmbh | Hydraulisch abbindende Mischung für Werkstoffe mit Easy-to-clean-Eigenschaften |
| FR2983472B1 (fr) * | 2011-12-01 | 2016-02-26 | Francais Ciments | Beton ou mortier leger structurel, son procede de fabrication et son utilisation en tant que beton auto-placant |
-
2014
- 2014-07-11 DE DE102014010259.9A patent/DE102014010259A1/de active Pending
-
2015
- 2015-07-10 DE DE202015009253.5U patent/DE202015009253U1/de active Active
- 2015-07-10 US US15/321,846 patent/US10815150B2/en active Active
- 2015-07-10 BR BR112016030140-4A patent/BR112016030140B1/pt active IP Right Grant
- 2015-07-10 AU AU2015286624A patent/AU2015286624B2/en active Active
- 2015-07-10 WO PCT/EP2015/065852 patent/WO2016005566A1/de active Application Filing
- 2015-07-10 DK DK15741136.4T patent/DK3166904T3/da active
- 2015-07-10 CA CA2954356A patent/CA2954356C/en active Active
- 2015-07-10 EP EP15741136.4A patent/EP3166904B1/de active Active
-
2020
- 2020-09-24 US US17/030,609 patent/US20210017077A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| CA2954356C (en) | 2020-10-13 |
| EP3166904A1 (de) | 2017-05-17 |
| DE102014010259A1 (de) | 2016-01-14 |
| EP3166904B1 (de) | 2024-03-20 |
| US20170129811A1 (en) | 2017-05-11 |
| CA2954356A1 (en) | 2016-01-14 |
| BR112016030140A2 (pt) | 2017-08-22 |
| AU2015286624A1 (en) | 2017-02-02 |
| DK3166904T3 (da) | 2024-05-06 |
| AU2015286624B2 (en) | 2018-06-28 |
| DE202015009253U1 (de) | 2017-03-27 |
| US20210017077A1 (en) | 2021-01-21 |
| US10815150B2 (en) | 2020-10-27 |
| WO2016005566A1 (de) | 2016-01-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112016030140B1 (pt) | Método de produção de elementos de concreto e bloco de concreto | |
| US7935284B2 (en) | Method for fabricating concrete blocks or concrete slabs | |
| US11897164B2 (en) | Method and system for producing slabs, tiles or sheets of artificial stone with a wide vein effect | |
| CA2558951C (en) | Method for fabricating concrete blocks or concrete slabs | |
| US7241828B2 (en) | Textured grout composition, dispenser therefor, and method of use | |
| JP7411070B2 (ja) | コンクリート要素およびその生産方法 | |
| ES1242154U (es) | Dispositivo e instalacion para producir una losa de piedraartificial que tiene vetas coloreadas, y losa de piedraartificial asi obtenida | |
| KR101064388B1 (ko) | 수용성 전해질을 이용한 인조대리석 및 이의 제조방법 | |
| DE10113060C2 (de) | Verfahren zur Herstellung von Gießbelägen und Materialkombination dafür | |
| JP2009185597A (ja) | コンクリート打設面の修復方法及び保水材含有プレミックスモルタル | |
| US20240131745A1 (en) | Method and System for Producing Slabs, Tiles or Sheets of Artificial Stone with a Wide Vein Effect | |
| RU2009100133A (ru) | Способ покрытия основы огне-, водо- и морозостойкости барьерным слоем, а также слой, полученный данным способом | |
| ITMI20010810A1 (it) | Agglomerati lapidei fabbricati in blocchi e in lastre costituiti da cariche minerali di origine mista dosate in fusi granulometrici selezion | |
| JPH0375282A (ja) | 透水性を有する窯業製品の装飾技法 | |
| JPH03147972A (ja) | 床仕上用組成物 | |
| CA3224132A1 (en) | Concrete element and method for the production of same | |
| US2332222A (en) | Roofing and siding granules and the like | |
| EP1525966A2 (de) | Verfahren zur Herstellung dekorativer Bau- oder Zierelemente mit strukturierten Aussenflächen | |
| JPH01264938A (ja) | 網入りガラス質人造石及びその製造方法 | |
| DE10014160A1 (de) | Verfahren zum Herstellen und/oder Behandeln von aus Beton hergestellten Körpern | |
| NZ575503A (en) | Mixing a porous and cementitious material and moulding the mix into a building element |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 10/07/2015, OBSERVADAS AS CONDICOES LEGAIS |