WO2023166996A1 - Agent adhésif, stratifié, procédé de fabrication de stratifié et matériau d'emballage - Google Patents
Agent adhésif, stratifié, procédé de fabrication de stratifié et matériau d'emballage Download PDFInfo
- Publication number
- WO2023166996A1 WO2023166996A1 PCT/JP2023/005349 JP2023005349W WO2023166996A1 WO 2023166996 A1 WO2023166996 A1 WO 2023166996A1 JP 2023005349 W JP2023005349 W JP 2023005349W WO 2023166996 A1 WO2023166996 A1 WO 2023166996A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- coating
- roll
- adhesive
- polyol
- Prior art date
Links
- 239000000853 adhesive Substances 0.000 title claims abstract description 88
- 239000005022 packaging material Substances 0.000 title claims abstract description 22
- 238000004519 manufacturing process Methods 0.000 title abstract description 14
- 239000000203 mixture Substances 0.000 claims abstract description 91
- 150000003077 polyols Chemical class 0.000 claims abstract description 89
- 229920005862 polyol Polymers 0.000 claims abstract description 88
- -1 polyol compound Chemical class 0.000 claims abstract description 80
- 239000005056 polyisocyanate Substances 0.000 claims abstract description 75
- 229920001228 polyisocyanate Polymers 0.000 claims abstract description 75
- 150000001875 compounds Chemical class 0.000 claims abstract description 52
- 125000003118 aryl group Chemical group 0.000 claims abstract description 12
- 239000012948 isocyanate Substances 0.000 claims abstract description 11
- 150000002513 isocyanates Chemical class 0.000 claims abstract description 8
- 239000011248 coating agent Substances 0.000 claims description 200
- 238000000576 coating method Methods 0.000 claims description 176
- 239000000463 material Substances 0.000 claims description 120
- 239000012790 adhesive layer Substances 0.000 claims description 107
- 230000001070 adhesive effect Effects 0.000 claims description 83
- 239000003054 catalyst Substances 0.000 claims description 18
- 239000004721 Polyphenylene oxide Substances 0.000 claims description 14
- 229920000570 polyether Polymers 0.000 claims description 14
- 150000001412 amines Chemical class 0.000 claims description 9
- 125000002524 organometallic group Chemical group 0.000 claims description 8
- 239000005057 Hexamethylene diisocyanate Substances 0.000 claims description 7
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 claims description 6
- 235000015112 vegetable and seed oil Nutrition 0.000 claims description 4
- 239000008158 vegetable oil Substances 0.000 claims description 4
- 230000007547 defect Effects 0.000 abstract description 4
- 239000002585 base Substances 0.000 description 71
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 54
- 239000000758 substrate Substances 0.000 description 42
- 229920002799 BoPET Polymers 0.000 description 39
- 239000004014 plasticizer Substances 0.000 description 39
- 239000010410 layer Substances 0.000 description 36
- 239000007788 liquid Substances 0.000 description 36
- 239000000049 pigment Substances 0.000 description 36
- 230000002093 peripheral effect Effects 0.000 description 34
- 239000002028 Biomass Substances 0.000 description 33
- 229910052751 metal Inorganic materials 0.000 description 30
- 239000002184 metal Substances 0.000 description 30
- 238000000034 method Methods 0.000 description 28
- 229920000092 linear low density polyethylene Polymers 0.000 description 24
- 239000004707 linear low-density polyethylene Substances 0.000 description 24
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 22
- 229910052782 aluminium Inorganic materials 0.000 description 18
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 18
- 229920005989 resin Polymers 0.000 description 18
- 239000011347 resin Substances 0.000 description 18
- 239000002253 acid Substances 0.000 description 17
- 239000000123 paper Substances 0.000 description 17
- 229920005906 polyester polyol Polymers 0.000 description 17
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 16
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 15
- 238000003475 lamination Methods 0.000 description 15
- 239000000565 sealant Substances 0.000 description 15
- 230000004888 barrier function Effects 0.000 description 14
- 229920001451 polypropylene glycol Polymers 0.000 description 14
- 229910019142 PO4 Inorganic materials 0.000 description 12
- 235000021317 phosphate Nutrition 0.000 description 12
- 229920000728 polyester Polymers 0.000 description 12
- 239000010452 phosphate Substances 0.000 description 11
- 238000011282 treatment Methods 0.000 description 11
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 10
- 238000010030 laminating Methods 0.000 description 10
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 9
- 238000001816 cooling Methods 0.000 description 9
- 238000000151 deposition Methods 0.000 description 9
- 229920001971 elastomer Polymers 0.000 description 9
- 239000011888 foil Substances 0.000 description 9
- 239000000976 ink Substances 0.000 description 9
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 9
- 239000002994 raw material Substances 0.000 description 9
- 239000005060 rubber Substances 0.000 description 9
- 239000000377 silicon dioxide Substances 0.000 description 9
- 239000002904 solvent Substances 0.000 description 9
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 8
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 8
- 238000006243 chemical reaction Methods 0.000 description 8
- 238000010586 diagram Methods 0.000 description 8
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 8
- 238000007740 vapor deposition Methods 0.000 description 8
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 7
- 230000008021 deposition Effects 0.000 description 7
- 125000005442 diisocyanate group Chemical group 0.000 description 7
- 239000007789 gas Substances 0.000 description 7
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 7
- 238000002156 mixing Methods 0.000 description 7
- 239000003960 organic solvent Substances 0.000 description 7
- 238000007639 printing Methods 0.000 description 7
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 7
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 6
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 6
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 6
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 6
- 150000008065 acid anhydrides Chemical class 0.000 description 6
- 125000003277 amino group Chemical group 0.000 description 6
- 239000007822 coupling agent Substances 0.000 description 6
- 239000003599 detergent Substances 0.000 description 6
- 229910001873 dinitrogen Inorganic materials 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 6
- 150000002334 glycols Chemical class 0.000 description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 238000004806 packaging method and process Methods 0.000 description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- 229920001155 polypropylene Polymers 0.000 description 6
- 239000010936 titanium Substances 0.000 description 6
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 5
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 5
- 229920001131 Pulp (paper) Polymers 0.000 description 5
- 235000011037 adipic acid Nutrition 0.000 description 5
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 5
- 150000008064 anhydrides Chemical class 0.000 description 5
- 229910052799 carbon Inorganic materials 0.000 description 5
- 239000004359 castor oil Substances 0.000 description 5
- 235000019438 castor oil Nutrition 0.000 description 5
- 239000007795 chemical reaction product Substances 0.000 description 5
- 239000013013 elastic material Substances 0.000 description 5
- 235000013305 food Nutrition 0.000 description 5
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 5
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 5
- 229920006284 nylon film Polymers 0.000 description 5
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 5
- 229920003023 plastic Polymers 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 229920000098 polyolefin Polymers 0.000 description 5
- 150000003142 primary aromatic amines Chemical class 0.000 description 5
- 238000003860 storage Methods 0.000 description 5
- 229910052719 titanium Inorganic materials 0.000 description 5
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 4
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 4
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 4
- GLUUGHFHXGJENI-UHFFFAOYSA-N Piperazine Chemical compound C1CNCCN1 GLUUGHFHXGJENI-UHFFFAOYSA-N 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 4
- 239000001361 adipic acid Substances 0.000 description 4
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 4
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 4
- 238000009835 boiling Methods 0.000 description 4
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- MWKFXSUHUHTGQN-UHFFFAOYSA-N decan-1-ol Chemical compound CCCCCCCCCCO MWKFXSUHUHTGQN-UHFFFAOYSA-N 0.000 description 4
- 235000014113 dietary fatty acids Nutrition 0.000 description 4
- 150000002009 diols Chemical class 0.000 description 4
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 4
- 239000000194 fatty acid Substances 0.000 description 4
- 229930195729 fatty acid Natural products 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 4
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 4
- 150000002596 lactones Chemical class 0.000 description 4
- 239000011572 manganese Substances 0.000 description 4
- 229910044991 metal oxide Inorganic materials 0.000 description 4
- 150000004706 metal oxides Chemical class 0.000 description 4
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 4
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 239000004814 polyurethane Substances 0.000 description 4
- 229920002635 polyurethane Polymers 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 150000005846 sugar alcohols Polymers 0.000 description 4
- 238000003786 synthesis reaction Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 239000004711 α-olefin Substances 0.000 description 4
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 3
- OILXMJHPFNGGTO-UHFFFAOYSA-N (22E)-(24xi)-24-methylcholesta-5,22-dien-3beta-ol Natural products C1C=C2CC(O)CCC2(C)C2C1C1CCC(C(C)C=CC(C)C(C)C)C1(C)CC2 OILXMJHPFNGGTO-UHFFFAOYSA-N 0.000 description 3
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical class C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- 229930185605 Bisphenol Natural products 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 3
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- 241000196324 Embryophyta Species 0.000 description 3
- 239000004593 Epoxy Substances 0.000 description 3
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 3
- 239000005977 Ethylene Substances 0.000 description 3
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 3
- 239000005058 Isophorone diisocyanate Substances 0.000 description 3
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- SJRJJKPEHAURKC-UHFFFAOYSA-N N-Methylmorpholine Chemical compound CN1CCOCC1 SJRJJKPEHAURKC-UHFFFAOYSA-N 0.000 description 3
- 239000004372 Polyvinyl alcohol Substances 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 3
- GTDPSWPPOUPBNX-UHFFFAOYSA-N ac1mqpva Chemical compound CC12C(=O)OC(=O)C1(C)C1(C)C2(C)C(=O)OC1=O GTDPSWPPOUPBNX-UHFFFAOYSA-N 0.000 description 3
- 230000032683 aging Effects 0.000 description 3
- 125000002947 alkylene group Chemical group 0.000 description 3
- QYIXCDOBOSTCEI-UHFFFAOYSA-N alpha-cholestanol Natural products C1CC2CC(O)CCC2(C)C2C1C1CCC(C(C)CCCC(C)C)C1(C)CC2 QYIXCDOBOSTCEI-UHFFFAOYSA-N 0.000 description 3
- 229910052797 bismuth Inorganic materials 0.000 description 3
- OHJMTUPIZMNBFR-UHFFFAOYSA-N biuret Chemical group NC(=O)NC(N)=O OHJMTUPIZMNBFR-UHFFFAOYSA-N 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000010411 cooking Methods 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- JQCXWCOOWVGKMT-UHFFFAOYSA-N diheptyl phthalate Chemical compound CCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCC JQCXWCOOWVGKMT-UHFFFAOYSA-N 0.000 description 3
- 150000002148 esters Chemical class 0.000 description 3
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 3
- 150000004665 fatty acids Chemical class 0.000 description 3
- 239000002803 fossil fuel Substances 0.000 description 3
- 235000011187 glycerol Nutrition 0.000 description 3
- 229920001684 low density polyethylene Polymers 0.000 description 3
- 239000004702 low-density polyethylene Substances 0.000 description 3
- 229910052748 manganese Inorganic materials 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000007769 metal material Substances 0.000 description 3
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 3
- WWZKQHOCKIZLMA-UHFFFAOYSA-N octanoic acid Chemical compound CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 description 3
- 239000003208 petroleum Substances 0.000 description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 230000002285 radioactive effect Effects 0.000 description 3
- 150000003606 tin compounds Chemical class 0.000 description 3
- VXUYXOFXAQZZMF-UHFFFAOYSA-N titanium(IV) isopropoxide Chemical compound CC(C)O[Ti](OC(C)C)(OC(C)C)OC(C)C VXUYXOFXAQZZMF-UHFFFAOYSA-N 0.000 description 3
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 description 2
- QYIXCDOBOSTCEI-QCYZZNICSA-N (5alpha)-cholestan-3beta-ol Chemical compound C([C@@H]1CC2)[C@@H](O)CC[C@]1(C)[C@@H]1[C@@H]2[C@@H]2CC[C@H]([C@H](C)CCCC(C)C)[C@@]2(C)CC1 QYIXCDOBOSTCEI-QCYZZNICSA-N 0.000 description 2
- POILWHVDKZOXJZ-ARJAWSKDSA-M (z)-4-oxopent-2-en-2-olate Chemical class C\C([O-])=C\C(C)=O POILWHVDKZOXJZ-ARJAWSKDSA-M 0.000 description 2
- ZXHZWRZAWJVPIC-UHFFFAOYSA-N 1,2-diisocyanatonaphthalene Chemical compound C1=CC=CC2=C(N=C=O)C(N=C=O)=CC=C21 ZXHZWRZAWJVPIC-UHFFFAOYSA-N 0.000 description 2
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 2
- ALQLPWJFHRMHIU-UHFFFAOYSA-N 1,4-diisocyanatobenzene Chemical compound O=C=NC1=CC=C(N=C=O)C=C1 ALQLPWJFHRMHIU-UHFFFAOYSA-N 0.000 description 2
- RXYPXQSKLGGKOL-UHFFFAOYSA-N 1,4-dimethylpiperazine Chemical compound CN1CCN(C)CC1 RXYPXQSKLGGKOL-UHFFFAOYSA-N 0.000 description 2
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- KBPLFHHGFOOTCA-UHFFFAOYSA-N 1-Octanol Chemical compound CCCCCCCCO KBPLFHHGFOOTCA-UHFFFAOYSA-N 0.000 description 2
- HXKKHQJGJAFBHI-UHFFFAOYSA-N 1-aminopropan-2-ol Chemical compound CC(O)CN HXKKHQJGJAFBHI-UHFFFAOYSA-N 0.000 description 2
- BBMCTIGTTCKYKF-UHFFFAOYSA-N 1-heptanol Chemical compound CCCCCCCO BBMCTIGTTCKYKF-UHFFFAOYSA-N 0.000 description 2
- LFSYUSUFCBOHGU-UHFFFAOYSA-N 1-isocyanato-2-[(4-isocyanatophenyl)methyl]benzene Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=CC=C1N=C=O LFSYUSUFCBOHGU-UHFFFAOYSA-N 0.000 description 2
- JCTXKRPTIMZBJT-UHFFFAOYSA-N 2,2,4-trimethylpentane-1,3-diol Chemical compound CC(C)C(O)C(C)(C)CO JCTXKRPTIMZBJT-UHFFFAOYSA-N 0.000 description 2
- KMZHZAAOEWVPSE-UHFFFAOYSA-N 2,3-dihydroxypropyl acetate Chemical compound CC(=O)OCC(O)CO KMZHZAAOEWVPSE-UHFFFAOYSA-N 0.000 description 2
- STMDPCBYJCIZOD-UHFFFAOYSA-N 2-(2,4-dinitroanilino)-4-methylpentanoic acid Chemical compound CC(C)CC(C(O)=O)NC1=CC=C([N+]([O-])=O)C=C1[N+]([O-])=O STMDPCBYJCIZOD-UHFFFAOYSA-N 0.000 description 2
- NXQMCAOPTPLPRL-UHFFFAOYSA-N 2-(2-benzoyloxyethoxy)ethyl benzoate Chemical compound C=1C=CC=CC=1C(=O)OCCOCCOC(=O)C1=CC=CC=C1 NXQMCAOPTPLPRL-UHFFFAOYSA-N 0.000 description 2
- YSUQLAYJZDEMOT-UHFFFAOYSA-N 2-(butoxymethyl)oxirane Chemical compound CCCCOCC1CO1 YSUQLAYJZDEMOT-UHFFFAOYSA-N 0.000 description 2
- CWNOEVURTVLUNV-UHFFFAOYSA-N 2-(propoxymethyl)oxirane Chemical compound CCCOCC1CO1 CWNOEVURTVLUNV-UHFFFAOYSA-N 0.000 description 2
- AIFLGMNWQFPTAJ-UHFFFAOYSA-J 2-hydroxypropanoate;titanium(4+) Chemical compound [Ti+4].CC(O)C([O-])=O.CC(O)C([O-])=O.CC(O)C([O-])=O.CC(O)C([O-])=O AIFLGMNWQFPTAJ-UHFFFAOYSA-J 0.000 description 2
- LVAGMBHLXLZJKZ-UHFFFAOYSA-N 2-o-decyl 1-o-octyl benzene-1,2-dicarboxylate Chemical compound CCCCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCC LVAGMBHLXLZJKZ-UHFFFAOYSA-N 0.000 description 2
- RNLHGQLZWXBQNY-UHFFFAOYSA-N 3-(aminomethyl)-3,5,5-trimethylcyclohexan-1-amine Chemical compound CC1(C)CC(N)CC(C)(CN)C1 RNLHGQLZWXBQNY-UHFFFAOYSA-N 0.000 description 2
- SXFJDZNJHVPHPH-UHFFFAOYSA-N 3-methylpentane-1,5-diol Chemical compound OCCC(C)CCO SXFJDZNJHVPHPH-UHFFFAOYSA-N 0.000 description 2
- FJKROLUGYXJWQN-UHFFFAOYSA-N 4-hydroxybenzoic acid Chemical compound OC(=O)C1=CC=C(O)C=C1 FJKROLUGYXJWQN-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- OQMZNAMGEHIHNN-UHFFFAOYSA-N 7-Dehydrostigmasterol Natural products C1C(O)CCC2(C)C(CCC3(C(C(C)C=CC(CC)C(C)C)CCC33)C)C3=CC=C21 OQMZNAMGEHIHNN-UHFFFAOYSA-N 0.000 description 2
- IRIAEXORFWYRCZ-UHFFFAOYSA-N Butylbenzyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCC1=CC=CC=C1 IRIAEXORFWYRCZ-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 2
- KCXZNSGUUQJJTR-UHFFFAOYSA-N Di-n-hexyl phthalate Chemical compound CCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCC KCXZNSGUUQJJTR-UHFFFAOYSA-N 0.000 description 2
- MQIUGAXCHLFZKX-UHFFFAOYSA-N Di-n-octyl phthalate Chemical compound CCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCC MQIUGAXCHLFZKX-UHFFFAOYSA-N 0.000 description 2
- NIQCNGHVCWTJSM-UHFFFAOYSA-N Dimethyl phthalate Chemical compound COC(=O)C1=CC=CC=C1C(=O)OC NIQCNGHVCWTJSM-UHFFFAOYSA-N 0.000 description 2
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 2
- QUSNBJAOOMFDIB-UHFFFAOYSA-N Ethylamine Chemical compound CCN QUSNBJAOOMFDIB-UHFFFAOYSA-N 0.000 description 2
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 2
- 239000004606 Fillers/Extenders Substances 0.000 description 2
- OAKJQQAXSVQMHS-UHFFFAOYSA-N Hydrazine Chemical compound NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 description 2
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 2
- XWALNWXLMVGSFR-HLXURNFRSA-N Methandrostenolone Chemical compound C1CC2=CC(=O)C=C[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@](C)(O)[C@@]1(C)CC2 XWALNWXLMVGSFR-HLXURNFRSA-N 0.000 description 2
- KWYHDKDOAIKMQN-UHFFFAOYSA-N N,N,N',N'-tetramethylethylenediamine Chemical compound CN(C)CCN(C)C KWYHDKDOAIKMQN-UHFFFAOYSA-N 0.000 description 2
- LRHPLDYGYMQRHN-UHFFFAOYSA-N N-Butanol Chemical compound CCCCO LRHPLDYGYMQRHN-UHFFFAOYSA-N 0.000 description 2
- AMQJEAYHLZJPGS-UHFFFAOYSA-N N-Pentanol Chemical compound CCCCCO AMQJEAYHLZJPGS-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- ALQSHHUCVQOPAS-UHFFFAOYSA-N Pentane-1,5-diol Chemical compound OCCCCCO ALQSHHUCVQOPAS-UHFFFAOYSA-N 0.000 description 2
- FQYUMYWMJTYZTK-UHFFFAOYSA-N Phenyl glycidyl ether Chemical compound C1OC1COC1=CC=CC=C1 FQYUMYWMJTYZTK-UHFFFAOYSA-N 0.000 description 2
- LGRFSURHDFAFJT-UHFFFAOYSA-N Phthalic anhydride Natural products C1=CC=C2C(=O)OC(=O)C2=C1 LGRFSURHDFAFJT-UHFFFAOYSA-N 0.000 description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- SMWDFEZZVXVKRB-UHFFFAOYSA-N Quinoline Chemical compound N1=CC=CC2=CC=CC=C21 SMWDFEZZVXVKRB-UHFFFAOYSA-N 0.000 description 2
- 239000006087 Silane Coupling Agent Substances 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- MUMGGOZAMZWBJJ-DYKIIFRCSA-N Testostosterone Chemical compound O=C1CC[C@]2(C)[C@H]3CC[C@](C)([C@H](CC4)O)[C@@H]4[C@@H]3CCC2=C1 MUMGGOZAMZWBJJ-DYKIIFRCSA-N 0.000 description 2
- 229910052776 Thorium Inorganic materials 0.000 description 2
- ZFOZVQLOBQUTQQ-UHFFFAOYSA-N Tributyl citrate Chemical compound CCCCOC(=O)CC(O)(C(=O)OCCCC)CC(=O)OCCCC ZFOZVQLOBQUTQQ-UHFFFAOYSA-N 0.000 description 2
- UYXTWWCETRIEDR-UHFFFAOYSA-N Tributyrin Chemical compound CCCC(=O)OCC(OC(=O)CCC)COC(=O)CCC UYXTWWCETRIEDR-UHFFFAOYSA-N 0.000 description 2
- XSTXAVWGXDQKEL-UHFFFAOYSA-N Trichloroethylene Chemical compound ClC=C(Cl)Cl XSTXAVWGXDQKEL-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-L adipate(2-) Chemical compound [O-]C(=O)CCCCC([O-])=O WNLRTRBMVRJNCN-UHFFFAOYSA-L 0.000 description 2
- 150000001298 alcohols Chemical class 0.000 description 2
- 150000007933 aliphatic carboxylic acids Chemical class 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- LGJMUZUPVCAVPU-UHFFFAOYSA-N beta-Sitostanol Natural products C1CC2CC(O)CCC2(C)C2C1C1CCC(C(C)CCC(CC)C(C)C)C1(C)CC2 LGJMUZUPVCAVPU-UHFFFAOYSA-N 0.000 description 2
- BJQHLKABXJIVAM-UHFFFAOYSA-N bis(2-ethylhexyl) phthalate Chemical compound CCCCC(CC)COC(=O)C1=CC=CC=C1C(=O)OCC(CC)CCCC BJQHLKABXJIVAM-UHFFFAOYSA-N 0.000 description 2
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 2
- 150000001622 bismuth compounds Chemical class 0.000 description 2
- JHIWVOJDXOSYLW-UHFFFAOYSA-N butyl 2,2-difluorocyclopropane-1-carboxylate Chemical compound CCCCOC(=O)C1CC1(F)F JHIWVOJDXOSYLW-UHFFFAOYSA-N 0.000 description 2
- VHRGRCVQAFMJIZ-UHFFFAOYSA-N cadaverine Chemical compound NCCCCCN VHRGRCVQAFMJIZ-UHFFFAOYSA-N 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- BVKZGUZCCUSVTD-UHFFFAOYSA-N carbonic acid Chemical compound OC(O)=O BVKZGUZCCUSVTD-UHFFFAOYSA-N 0.000 description 2
- HVYWMOMLDIMFJA-DPAQBDIFSA-N cholesterol Chemical compound C1C=C2C[C@@H](O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@H]([C@H](C)CCCC(C)C)[C@@]1(C)CC2 HVYWMOMLDIMFJA-DPAQBDIFSA-N 0.000 description 2
- 239000011247 coating layer Substances 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 150000004696 coordination complex Chemical class 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 2
- FFVHXGZXDRXFLQ-UHFFFAOYSA-N cyclopentadecanol Chemical compound OC1CCCCCCCCCCCCCC1 FFVHXGZXDRXFLQ-UHFFFAOYSA-N 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- DOIRQSBPFJWKBE-UHFFFAOYSA-N dibutyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCCCC DOIRQSBPFJWKBE-UHFFFAOYSA-N 0.000 description 2
- JQVDAXLFBXTEQA-UHFFFAOYSA-N dibutylamine Chemical compound CCCCNCCCC JQVDAXLFBXTEQA-UHFFFAOYSA-N 0.000 description 2
- 125000001142 dicarboxylic acid group Chemical group 0.000 description 2
- 150000001991 dicarboxylic acids Chemical class 0.000 description 2
- FLKPEMZONWLCSK-UHFFFAOYSA-N diethyl phthalate Chemical compound CCOC(=O)C1=CC=CC=C1C(=O)OCC FLKPEMZONWLCSK-UHFFFAOYSA-N 0.000 description 2
- MGWAVDBGNNKXQV-UHFFFAOYSA-N diisobutyl phthalate Chemical compound CC(C)COC(=O)C1=CC=CC=C1C(=O)OCC(C)C MGWAVDBGNNKXQV-UHFFFAOYSA-N 0.000 description 2
- 229940079593 drug Drugs 0.000 description 2
- 239000003814 drug Substances 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000001530 fumaric acid Substances 0.000 description 2
- 238000005227 gel permeation chromatography Methods 0.000 description 2
- BXWNKGSJHAJOGX-UHFFFAOYSA-N hexadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCO BXWNKGSJHAJOGX-UHFFFAOYSA-N 0.000 description 2
- FFUAGWLWBBFQJT-UHFFFAOYSA-N hexamethyldisilazane Chemical compound C[Si](C)(C)N[Si](C)(C)C FFUAGWLWBBFQJT-UHFFFAOYSA-N 0.000 description 2
- ZSIAUFGUXNUGDI-UHFFFAOYSA-N hexan-1-ol Chemical compound CCCCCCO ZSIAUFGUXNUGDI-UHFFFAOYSA-N 0.000 description 2
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 2
- 229920006262 high density polyethylene film Polymers 0.000 description 2
- 239000001023 inorganic pigment Substances 0.000 description 2
- 239000001034 iron oxide pigment Substances 0.000 description 2
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 2
- 239000001095 magnesium carbonate Substances 0.000 description 2
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 2
- 238000001465 metallisation Methods 0.000 description 2
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 2
- ZWRUINPWMLAQRD-UHFFFAOYSA-N nonan-1-ol Chemical compound CCCCCCCCCO ZWRUINPWMLAQRD-UHFFFAOYSA-N 0.000 description 2
- GLDOVTGHNKAZLK-UHFFFAOYSA-N octadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCCCO GLDOVTGHNKAZLK-UHFFFAOYSA-N 0.000 description 2
- 239000012860 organic pigment Substances 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- REIUXOLGHVXAEO-UHFFFAOYSA-N pentadecan-1-ol Chemical compound CCCCCCCCCCCCCCCO REIUXOLGHVXAEO-UHFFFAOYSA-N 0.000 description 2
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 2
- IEQIEDJGQAUEQZ-UHFFFAOYSA-N phthalocyanine Chemical compound N1C(N=C2C3=CC=CC=C3C(N=C3C4=CC=CC=C4C(=N4)N3)=N2)=C(C=CC=C2)C2=C1N=C1C2=CC=CC=C2C4=N1 IEQIEDJGQAUEQZ-UHFFFAOYSA-N 0.000 description 2
- XUWHAWMETYGRKB-UHFFFAOYSA-N piperidin-2-one Chemical compound O=C1CCCCN1 XUWHAWMETYGRKB-UHFFFAOYSA-N 0.000 description 2
- 238000006068 polycondensation reaction Methods 0.000 description 2
- 229920013716 polyethylene resin Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- KIDHWZJUCRJVML-UHFFFAOYSA-N putrescine Chemical compound NCCCCN KIDHWZJUCRJVML-UHFFFAOYSA-N 0.000 description 2
- CYIDZMCFTVVTJO-UHFFFAOYSA-N pyromellitic acid Chemical compound OC(=O)C1=CC(C(O)=O)=C(C(O)=O)C=C1C(O)=O CYIDZMCFTVVTJO-UHFFFAOYSA-N 0.000 description 2
- 238000007151 ring opening polymerisation reaction Methods 0.000 description 2
- 239000004576 sand Substances 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 150000003335 secondary amines Chemical class 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- ADXGNEYLLLSOAR-UHFFFAOYSA-N tasosartan Chemical compound C12=NC(C)=NC(C)=C2CCC(=O)N1CC(C=C1)=CC=C1C1=CC=CC=C1C=1N=NNN=1 ADXGNEYLLLSOAR-UHFFFAOYSA-N 0.000 description 2
- HLZKNKRTKFSKGZ-UHFFFAOYSA-N tetradecan-1-ol Chemical compound CCCCCCCCCCCCCCO HLZKNKRTKFSKGZ-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- URAYPUMNDPQOKB-UHFFFAOYSA-N triacetin Chemical compound CC(=O)OCC(OC(C)=O)COC(C)=O URAYPUMNDPQOKB-UHFFFAOYSA-N 0.000 description 2
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 2
- IMNIMPAHZVJRPE-UHFFFAOYSA-N triethylenediamine Chemical compound C1CN2CCN1CC2 IMNIMPAHZVJRPE-UHFFFAOYSA-N 0.000 description 2
- ARCGXLSVLAOJQL-UHFFFAOYSA-N trimellitic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 2
- XFNJVJPLKCPIBV-UHFFFAOYSA-N trimethylenediamine Chemical compound NCCCN XFNJVJPLKCPIBV-UHFFFAOYSA-N 0.000 description 2
- AVWRKZWQTYIKIY-UHFFFAOYSA-N urea-1-carboxylic acid Chemical group NC(=O)NC(O)=O AVWRKZWQTYIKIY-UHFFFAOYSA-N 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical compound O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 2
- NOOLISFMXDJSKH-UTLUCORTSA-N (+)-Neomenthol Chemical compound CC(C)[C@@H]1CC[C@@H](C)C[C@@H]1O NOOLISFMXDJSKH-UTLUCORTSA-N 0.000 description 1
- DTGKSKDOIYIVQL-WEDXCCLWSA-N (+)-borneol Chemical compound C1C[C@@]2(C)[C@@H](O)C[C@@H]1C2(C)C DTGKSKDOIYIVQL-WEDXCCLWSA-N 0.000 description 1
- DNXHEGUUPJUMQT-UHFFFAOYSA-N (+)-estrone Natural products OC1=CC=C2C3CCC(C)(C(CC4)=O)C4C3CCC2=C1 DNXHEGUUPJUMQT-UHFFFAOYSA-N 0.000 description 1
- REPVLJRCJUVQFA-UHFFFAOYSA-N (-)-isopinocampheol Natural products C1C(O)C(C)C2C(C)(C)C1C2 REPVLJRCJUVQFA-UHFFFAOYSA-N 0.000 description 1
- BQPPJGMMIYJVBR-UHFFFAOYSA-N (10S)-3c-Acetoxy-4.4.10r.13c.14t-pentamethyl-17c-((R)-1.5-dimethyl-hexen-(4)-yl)-(5tH)-Delta8-tetradecahydro-1H-cyclopenta[a]phenanthren Natural products CC12CCC(OC(C)=O)C(C)(C)C1CCC1=C2CCC2(C)C(C(CCC=C(C)C)C)CCC21C BQPPJGMMIYJVBR-UHFFFAOYSA-N 0.000 description 1
- RQOCXCFLRBRBCS-UHFFFAOYSA-N (22E)-cholesta-5,7,22-trien-3beta-ol Natural products C1C(O)CCC2(C)C(CCC3(C(C(C)C=CCC(C)C)CCC33)C)C3=CC=C21 RQOCXCFLRBRBCS-UHFFFAOYSA-N 0.000 description 1
- GPVOTKFXWGURGP-YPMHNXCESA-N (2s,4as)-2,5,5-trimethyl-1,3,4,4a,6,7-hexahydronaphthalen-2-ol Chemical compound C([C@@](C1)(O)C)C[C@@H]2C1=CCCC2(C)C GPVOTKFXWGURGP-YPMHNXCESA-N 0.000 description 1
- WYTZZXDRDKSJID-UHFFFAOYSA-N (3-aminopropyl)triethoxysilane Chemical compound CCO[Si](OCC)(OCC)CCCN WYTZZXDRDKSJID-UHFFFAOYSA-N 0.000 description 1
- LTVUCOSIZFEASK-MPXCPUAZSA-N (3ar,4s,7r,7as)-3a-methyl-3a,4,7,7a-tetrahydro-4,7-methano-2-benzofuran-1,3-dione Chemical compound C([C@H]1C=C2)[C@H]2[C@H]2[C@]1(C)C(=O)OC2=O LTVUCOSIZFEASK-MPXCPUAZSA-N 0.000 description 1
- KNDQHSIWLOJIGP-UMRXKNAASA-N (3ar,4s,7r,7as)-rel-3a,4,7,7a-tetrahydro-4,7-methanoisobenzofuran-1,3-dione Chemical compound O=C1OC(=O)[C@@H]2[C@H]1[C@]1([H])C=C[C@@]2([H])C1 KNDQHSIWLOJIGP-UMRXKNAASA-N 0.000 description 1
- MUTGBJKUEZFXGO-OLQVQODUSA-N (3as,7ar)-3a,4,5,6,7,7a-hexahydro-2-benzofuran-1,3-dione Chemical compound C1CCC[C@@H]2C(=O)OC(=O)[C@@H]21 MUTGBJKUEZFXGO-OLQVQODUSA-N 0.000 description 1
- KMOUUZVZFBCRAM-OLQVQODUSA-N (3as,7ar)-3a,4,7,7a-tetrahydro-2-benzofuran-1,3-dione Chemical compound C1C=CC[C@@H]2C(=O)OC(=O)[C@@H]21 KMOUUZVZFBCRAM-OLQVQODUSA-N 0.000 description 1
- CHGIKSSZNBCNDW-UHFFFAOYSA-N (3beta,5alpha)-4,4-Dimethylcholesta-8,24-dien-3-ol Natural products CC12CCC(O)C(C)(C)C1CCC1=C2CCC2(C)C(C(CCC=C(C)C)C)CCC21 CHGIKSSZNBCNDW-UHFFFAOYSA-N 0.000 description 1
- PLFFHJWXOGYWPR-HEDMGYOXSA-N (4r)-4-[(3r,3as,5ar,5br,7as,11as,11br,13ar,13bs)-5a,5b,8,8,11a,13b-hexamethyl-1,2,3,3a,4,5,6,7,7a,9,10,11,11b,12,13,13a-hexadecahydrocyclopenta[a]chrysen-3-yl]pentan-1-ol Chemical compound C([C@]1(C)[C@H]2CC[C@H]34)CCC(C)(C)[C@@H]1CC[C@@]2(C)[C@]4(C)CC[C@@H]1[C@]3(C)CC[C@@H]1[C@@H](CCCO)C PLFFHJWXOGYWPR-HEDMGYOXSA-N 0.000 description 1
- ALSTYHKOOCGGFT-KTKRTIGZSA-N (9Z)-octadecen-1-ol Chemical compound CCCCCCCC\C=C/CCCCCCCCO ALSTYHKOOCGGFT-KTKRTIGZSA-N 0.000 description 1
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 1
- DNIAPMSPPWPWGF-GSVOUGTGSA-N (R)-(-)-Propylene glycol Chemical compound C[C@@H](O)CO DNIAPMSPPWPWGF-GSVOUGTGSA-N 0.000 description 1
- RYSXWUYLAWPLES-MTOQALJVSA-N (Z)-4-hydroxypent-3-en-2-one titanium Chemical compound [Ti].C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O RYSXWUYLAWPLES-MTOQALJVSA-N 0.000 description 1
- HYZQBNDRDQEWAN-LNTINUHCSA-N (z)-4-hydroxypent-3-en-2-one;manganese(3+) Chemical compound [Mn+3].C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O HYZQBNDRDQEWAN-LNTINUHCSA-N 0.000 description 1
- QGLWBTPVKHMVHM-KTKRTIGZSA-N (z)-octadec-9-en-1-amine Chemical compound CCCCCCCC\C=C/CCCCCCCCN QGLWBTPVKHMVHM-KTKRTIGZSA-N 0.000 description 1
- KYVBNYUBXIEUFW-UHFFFAOYSA-N 1,1,3,3-tetramethylguanidine Chemical compound CN(C)C(=N)N(C)C KYVBNYUBXIEUFW-UHFFFAOYSA-N 0.000 description 1
- GFNDFCFPJQPVQL-UHFFFAOYSA-N 1,12-diisocyanatododecane Chemical compound O=C=NCCCCCCCCCCCCN=C=O GFNDFCFPJQPVQL-UHFFFAOYSA-N 0.000 description 1
- WSLDOOZREJYCGB-UHFFFAOYSA-N 1,2-Dichloroethane Chemical compound ClCCCl WSLDOOZREJYCGB-UHFFFAOYSA-N 0.000 description 1
- YAOMHRRYSRRRKP-UHFFFAOYSA-N 1,2-dichloropropyl 2,3-dichloropropyl 3,3-dichloropropyl phosphate Chemical compound ClC(Cl)CCOP(=O)(OC(Cl)C(Cl)C)OCC(Cl)CCl YAOMHRRYSRRRKP-UHFFFAOYSA-N 0.000 description 1
- ZGDSDWSIFQBAJS-UHFFFAOYSA-N 1,2-diisocyanatopropane Chemical compound O=C=NC(C)CN=C=O ZGDSDWSIFQBAJS-UHFFFAOYSA-N 0.000 description 1
- GIWQSPITLQVMSG-UHFFFAOYSA-N 1,2-dimethylimidazole Chemical compound CC1=NC=CN1C GIWQSPITLQVMSG-UHFFFAOYSA-N 0.000 description 1
- PFUKECZPRROVOD-UHFFFAOYSA-N 1,3,5-triisocyanato-2-methylbenzene Chemical compound CC1=C(N=C=O)C=C(N=C=O)C=C1N=C=O PFUKECZPRROVOD-UHFFFAOYSA-N 0.000 description 1
- PQDIQKXGPYOGDI-UHFFFAOYSA-N 1,3,5-triisocyanatobenzene Chemical compound O=C=NC1=CC(N=C=O)=CC(N=C=O)=C1 PQDIQKXGPYOGDI-UHFFFAOYSA-N 0.000 description 1
- YJTKZCDBKVTVBY-UHFFFAOYSA-N 1,3-Diphenylbenzene Chemical group C1=CC=CC=C1C1=CC=CC(C=2C=CC=CC=2)=C1 YJTKZCDBKVTVBY-UHFFFAOYSA-N 0.000 description 1
- AZYRZNIYJDKRHO-UHFFFAOYSA-N 1,3-bis(2-isocyanatopropan-2-yl)benzene Chemical compound O=C=NC(C)(C)C1=CC=CC(C(C)(C)N=C=O)=C1 AZYRZNIYJDKRHO-UHFFFAOYSA-N 0.000 description 1
- RTTZISZSHSCFRH-UHFFFAOYSA-N 1,3-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC(CN=C=O)=C1 RTTZISZSHSCFRH-UHFFFAOYSA-N 0.000 description 1
- VGHSXKTVMPXHNG-UHFFFAOYSA-N 1,3-diisocyanatobenzene Chemical compound O=C=NC1=CC=CC(N=C=O)=C1 VGHSXKTVMPXHNG-UHFFFAOYSA-N 0.000 description 1
- UFXYYTWJETZVHG-UHFFFAOYSA-N 1,3-diisocyanatobutane Chemical compound O=C=NC(C)CCN=C=O UFXYYTWJETZVHG-UHFFFAOYSA-N 0.000 description 1
- IKYNWXNXXHWHLL-UHFFFAOYSA-N 1,3-diisocyanatopropane Chemical compound O=C=NCCCN=C=O IKYNWXNXXHWHLL-UHFFFAOYSA-N 0.000 description 1
- RYHBNJHYFVUHQT-UHFFFAOYSA-N 1,4-Dioxane Chemical compound C1COCCO1 RYHBNJHYFVUHQT-UHFFFAOYSA-N 0.000 description 1
- OHLKMGYGBHFODF-UHFFFAOYSA-N 1,4-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=C(CN=C=O)C=C1 OHLKMGYGBHFODF-UHFFFAOYSA-N 0.000 description 1
- ROHUXHMNZLHBSF-UHFFFAOYSA-N 1,4-bis(isocyanatomethyl)cyclohexane Chemical compound O=C=NCC1CCC(CN=C=O)CC1 ROHUXHMNZLHBSF-UHFFFAOYSA-N 0.000 description 1
- PXGZQGDTEZPERC-UHFFFAOYSA-N 1,4-cyclohexanedicarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)CC1 PXGZQGDTEZPERC-UHFFFAOYSA-N 0.000 description 1
- OVBFMUAFNIIQAL-UHFFFAOYSA-N 1,4-diisocyanatobutane Chemical compound O=C=NCCCCN=C=O OVBFMUAFNIIQAL-UHFFFAOYSA-N 0.000 description 1
- CDMDQYCEEKCBGR-UHFFFAOYSA-N 1,4-diisocyanatocyclohexane Chemical compound O=C=NC1CCC(N=C=O)CC1 CDMDQYCEEKCBGR-UHFFFAOYSA-N 0.000 description 1
- DFPJRUKWEPYFJT-UHFFFAOYSA-N 1,5-diisocyanatopentane Chemical compound O=C=NCCCCCN=C=O DFPJRUKWEPYFJT-UHFFFAOYSA-N 0.000 description 1
- QGLRLXLDMZCFBP-UHFFFAOYSA-N 1,6-diisocyanato-2,4,4-trimethylhexane Chemical compound O=C=NCC(C)CC(C)(C)CCN=C=O QGLRLXLDMZCFBP-UHFFFAOYSA-N 0.000 description 1
- PWGJDPKCLMLPJW-UHFFFAOYSA-N 1,8-diaminooctane Chemical compound NCCCCCCCCN PWGJDPKCLMLPJW-UHFFFAOYSA-N 0.000 description 1
- RLPSARLYTKXVSE-UHFFFAOYSA-N 1-(1,3-thiazol-5-yl)ethanamine Chemical compound CC(N)C1=CN=CS1 RLPSARLYTKXVSE-UHFFFAOYSA-N 0.000 description 1
- FGHKSYPMIAQSDG-UHFFFAOYSA-N 1-(1h-imidazol-2-yl)-n,n-dimethylpropan-1-amine Chemical compound CCC(N(C)C)C1=NC=CN1 FGHKSYPMIAQSDG-UHFFFAOYSA-N 0.000 description 1
- CWKVFRNCODQPDB-UHFFFAOYSA-N 1-(2-aminoethylamino)propan-2-ol Chemical compound CC(O)CNCCN CWKVFRNCODQPDB-UHFFFAOYSA-N 0.000 description 1
- VUFBCWUJICCKDU-UHFFFAOYSA-N 1-(2-methylimidazol-1-yl)propan-2-ol Chemical compound CC(O)CN1C=CN=C1C VUFBCWUJICCKDU-UHFFFAOYSA-N 0.000 description 1
- NCXUNZWLEYGQAH-UHFFFAOYSA-N 1-(dimethylamino)propan-2-ol Chemical compound CC(O)CN(C)C NCXUNZWLEYGQAH-UHFFFAOYSA-N 0.000 description 1
- OSNILPMOSNGHLC-UHFFFAOYSA-N 1-[4-methoxy-3-(piperidin-1-ylmethyl)phenyl]ethanone Chemical compound COC1=CC=C(C(C)=O)C=C1CN1CCCCC1 OSNILPMOSNGHLC-UHFFFAOYSA-N 0.000 description 1
- KODLUXHSIZOKTG-UHFFFAOYSA-N 1-aminobutan-2-ol Chemical compound CCC(O)CN KODLUXHSIZOKTG-UHFFFAOYSA-N 0.000 description 1
- WCDFMPVITAWTGR-UHFFFAOYSA-N 1-imidazol-1-ylpropan-2-ol Chemical compound CC(O)CN1C=CN=C1 WCDFMPVITAWTGR-UHFFFAOYSA-N 0.000 description 1
- ICLCCFKUSALICQ-UHFFFAOYSA-N 1-isocyanato-4-(4-isocyanato-3-methylphenyl)-2-methylbenzene Chemical compound C1=C(N=C=O)C(C)=CC(C=2C=C(C)C(N=C=O)=CC=2)=C1 ICLCCFKUSALICQ-UHFFFAOYSA-N 0.000 description 1
- MCTWTZJPVLRJOU-UHFFFAOYSA-N 1-methyl-1H-imidazole Chemical compound CN1C=CN=C1 MCTWTZJPVLRJOU-UHFFFAOYSA-N 0.000 description 1
- VBICKXHEKHSIBG-UHFFFAOYSA-N 1-monostearoylglycerol Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(O)CO VBICKXHEKHSIBG-UHFFFAOYSA-N 0.000 description 1
- JUXXCHAGQCBNTI-UHFFFAOYSA-N 1-n,1-n,2-n,2-n-tetramethylpropane-1,2-diamine Chemical compound CN(C)C(C)CN(C)C JUXXCHAGQCBNTI-UHFFFAOYSA-N 0.000 description 1
- FUFLCEKSBBHCMO-KJQYFISQSA-N 11-dehydrocorticosterone Chemical compound O=C1CC[C@]2(C)[C@H]3C(=O)C[C@](C)([C@H](CC4)C(=O)CO)[C@@H]4[C@@H]3CCC2=C1 FUFLCEKSBBHCMO-KJQYFISQSA-N 0.000 description 1
- FUFLCEKSBBHCMO-UHFFFAOYSA-N 11-dehydrocorticosterone Natural products O=C1CCC2(C)C3C(=O)CC(C)(C(CC4)C(=O)CO)C4C3CCC2=C1 FUFLCEKSBBHCMO-UHFFFAOYSA-N 0.000 description 1
- ZESRJSPZRDMNHY-YFWFAHHUSA-N 11-deoxycorticosterone Chemical compound O=C1CC[C@]2(C)[C@H]3CC[C@](C)([C@H](CC4)C(=O)CO)[C@@H]4[C@@H]3CCC2=C1 ZESRJSPZRDMNHY-YFWFAHHUSA-N 0.000 description 1
- XYTLYKGXLMKYMV-UHFFFAOYSA-N 14alpha-methylzymosterol Natural products CC12CCC(O)CC1CCC1=C2CCC2(C)C(C(CCC=C(C)C)C)CCC21C XYTLYKGXLMKYMV-UHFFFAOYSA-N 0.000 description 1
- VILCJCGEZXAXTO-UHFFFAOYSA-N 2,2,2-tetramine Chemical compound NCCNCCNCCN VILCJCGEZXAXTO-UHFFFAOYSA-N 0.000 description 1
- JCUZDQXWVYNXHD-UHFFFAOYSA-N 2,2,4-trimethylhexane-1,6-diamine Chemical compound NCCC(C)CC(C)(C)CN JCUZDQXWVYNXHD-UHFFFAOYSA-N 0.000 description 1
- PTBDIHRZYDMNKB-UHFFFAOYSA-N 2,2-Bis(hydroxymethyl)propionic acid Chemical compound OCC(C)(CO)C(O)=O PTBDIHRZYDMNKB-UHFFFAOYSA-N 0.000 description 1
- VVJIVFKAROPUOS-UHFFFAOYSA-N 2,2-bis(aminomethyl)propane-1,3-diamine Chemical compound NCC(CN)(CN)CN VVJIVFKAROPUOS-UHFFFAOYSA-N 0.000 description 1
- JVYDLYGCSIHCMR-UHFFFAOYSA-N 2,2-bis(hydroxymethyl)butanoic acid Chemical compound CCC(CO)(CO)C(O)=O JVYDLYGCSIHCMR-UHFFFAOYSA-N 0.000 description 1
- UHAMPPWFPNXLIU-UHFFFAOYSA-N 2,2-bis(hydroxymethyl)pentanoic acid Chemical compound CCCC(CO)(CO)C(O)=O UHAMPPWFPNXLIU-UHFFFAOYSA-N 0.000 description 1
- QXKKYNIWAYERHT-UHFFFAOYSA-N 2,2-dimethylbutane-1,3-diol Chemical compound CC(O)C(C)(C)CO QXKKYNIWAYERHT-UHFFFAOYSA-N 0.000 description 1
- GQHTUMJGOHRCHB-UHFFFAOYSA-N 2,3,4,6,7,8,9,10-octahydropyrimido[1,2-a]azepine Chemical compound C1CCCCN2CCCN=C21 GQHTUMJGOHRCHB-UHFFFAOYSA-N 0.000 description 1
- 239000000263 2,3-dihydroxypropyl (Z)-octadec-9-enoate Substances 0.000 description 1
- HDIFHQMREAYYJW-FMIVXFBMSA-N 2,3-dihydroxypropyl (e)-12-hydroxyoctadec-9-enoate Chemical compound CCCCCCC(O)C\C=C\CCCCCCCC(=O)OCC(O)CO HDIFHQMREAYYJW-FMIVXFBMSA-N 0.000 description 1
- PHDVPEOLXYBNJY-KTKRTIGZSA-N 2-(2-hydroxyethoxy)ethyl (z)-octadec-9-enoate Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)OCCOCCO PHDVPEOLXYBNJY-KTKRTIGZSA-N 0.000 description 1
- QUYITUXSUUKIRL-ZDKIGPTLSA-N 2-(2-hydroxyethoxy)ethyl (z,12r)-12-hydroxyoctadec-9-enoate Chemical compound CCCCCC[C@@H](O)C\C=C/CCCCCCCC(=O)OCCOCCO QUYITUXSUUKIRL-ZDKIGPTLSA-N 0.000 description 1
- WGIMXKDCVCTHGW-UHFFFAOYSA-N 2-(2-hydroxyethoxy)ethyl dodecanoate Chemical compound CCCCCCCCCCCC(=O)OCCOCCO WGIMXKDCVCTHGW-UHFFFAOYSA-N 0.000 description 1
- JJWKKSUCSNDHNJ-UHFFFAOYSA-N 2-(2-methylimidazol-1-yl)ethanol Chemical compound CC1=NC=CN1CCO JJWKKSUCSNDHNJ-UHFFFAOYSA-N 0.000 description 1
- RTGQGAXEHFZMBG-UHFFFAOYSA-N 2-(2-nonanoyloxyethoxy)ethyl nonanoate Chemical compound CCCCCCCCC(=O)OCCOCCOC(=O)CCCCCCCC RTGQGAXEHFZMBG-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 1
- QHTUMQYGZQYEOZ-UHFFFAOYSA-N 2-(4-methylpiperazin-1-yl)ethanol Chemical compound CN1CCN(CCO)CC1 QHTUMQYGZQYEOZ-UHFFFAOYSA-N 0.000 description 1
- MIJDSYMOBYNHOT-UHFFFAOYSA-N 2-(ethylamino)ethanol Chemical compound CCNCCO MIJDSYMOBYNHOT-UHFFFAOYSA-N 0.000 description 1
- ZGHZSTWONPNWHV-UHFFFAOYSA-N 2-(oxiran-2-yl)ethyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCCC1CO1 ZGHZSTWONPNWHV-UHFFFAOYSA-N 0.000 description 1
- HZAXFHJVJLSVMW-UHFFFAOYSA-N 2-Aminoethan-1-ol Chemical compound NCCO HZAXFHJVJLSVMW-UHFFFAOYSA-N 0.000 description 1
- XNWFRZJHXBZDAG-UHFFFAOYSA-N 2-METHOXYETHANOL Chemical compound COCCO XNWFRZJHXBZDAG-UHFFFAOYSA-N 0.000 description 1
- PTTPXKJBFFKCEK-UHFFFAOYSA-N 2-Methyl-4-heptanone Chemical compound CC(C)CC(=O)CC(C)C PTTPXKJBFFKCEK-UHFFFAOYSA-N 0.000 description 1
- JOQTZLQJUWLPPZ-UHFFFAOYSA-N 2-[1-(dimethylamino)propylamino]ethanol Chemical compound CCC(N(C)C)NCCO JOQTZLQJUWLPPZ-UHFFFAOYSA-N 0.000 description 1
- AHSGHEXYEABOKT-UHFFFAOYSA-N 2-[2-(2-benzoyloxyethoxy)ethoxy]ethyl benzoate Chemical compound C=1C=CC=CC=1C(=O)OCCOCCOCCOC(=O)C1=CC=CC=C1 AHSGHEXYEABOKT-UHFFFAOYSA-N 0.000 description 1
- LCZVSXRMYJUNFX-UHFFFAOYSA-N 2-[2-(2-hydroxypropoxy)propoxy]propan-1-ol Chemical compound CC(O)COC(C)COC(C)CO LCZVSXRMYJUNFX-UHFFFAOYSA-N 0.000 description 1
- GTEXIOINCJRBIO-UHFFFAOYSA-N 2-[2-(dimethylamino)ethoxy]-n,n-dimethylethanamine Chemical compound CN(C)CCOCCN(C)C GTEXIOINCJRBIO-UHFFFAOYSA-N 0.000 description 1
- YSAANLSYLSUVHB-UHFFFAOYSA-N 2-[2-(dimethylamino)ethoxy]ethanol Chemical compound CN(C)CCOCCO YSAANLSYLSUVHB-UHFFFAOYSA-N 0.000 description 1
- OOOOBVFKGSBICZ-UHFFFAOYSA-N 2-[2-(dimethylamino)ethylamino]ethanol Chemical compound CN(C)CCNCCO OOOOBVFKGSBICZ-UHFFFAOYSA-N 0.000 description 1
- JEYLQCXBYFQJRO-UHFFFAOYSA-N 2-[2-[2-(2-ethylbutanoyloxy)ethoxy]ethoxy]ethyl 2-ethylbutanoate Chemical compound CCC(CC)C(=O)OCCOCCOCCOC(=O)C(CC)CC JEYLQCXBYFQJRO-UHFFFAOYSA-N 0.000 description 1
- IAXFZZHBFXRZMT-UHFFFAOYSA-N 2-[3-(2-hydroxyethoxy)phenoxy]ethanol Chemical compound OCCOC1=CC=CC(OCCO)=C1 IAXFZZHBFXRZMT-UHFFFAOYSA-N 0.000 description 1
- 125000000022 2-aminoethyl group Chemical group [H]C([*])([H])C([H])([H])N([H])[H] 0.000 description 1
- DSKYSDCYIODJPC-UHFFFAOYSA-N 2-butyl-2-ethylpropane-1,3-diol Chemical compound CCCCC(CC)(CO)CO DSKYSDCYIODJPC-UHFFFAOYSA-N 0.000 description 1
- YTWWBKKPWACPPB-UHFFFAOYSA-N 2-cyclohexylcyclohexan-1-ol Chemical compound OC1CCCCC1C1CCCCC1 YTWWBKKPWACPPB-UHFFFAOYSA-N 0.000 description 1
- SVONRAPFKPVNKG-UHFFFAOYSA-N 2-ethoxyethyl acetate Chemical compound CCOCCOC(C)=O SVONRAPFKPVNKG-UHFFFAOYSA-N 0.000 description 1
- LIAWCKFOFPPVGF-UHFFFAOYSA-N 2-ethyladamantane Chemical compound C1C(C2)CC3CC1C(CC)C2C3 LIAWCKFOFPPVGF-UHFFFAOYSA-N 0.000 description 1
- LJKDOMVGKKPJBH-UHFFFAOYSA-N 2-ethylhexyl dihydrogen phosphate Chemical compound CCCCC(CC)COP(O)(O)=O LJKDOMVGKKPJBH-UHFFFAOYSA-N 0.000 description 1
- AMSDWLOANMAILF-UHFFFAOYSA-N 2-imidazol-1-ylethanol Chemical compound OCCN1C=CN=C1 AMSDWLOANMAILF-UHFFFAOYSA-N 0.000 description 1
- SVNWKKJQEFIURY-UHFFFAOYSA-N 2-methyl-1-(2-methylpropyl)imidazole Chemical compound CC(C)CN1C=CN=C1C SVNWKKJQEFIURY-UHFFFAOYSA-N 0.000 description 1
- VDWODSPSMJMZQI-UHFFFAOYSA-N 2-methyl-1-azabicyclo[2.2.2]octane Chemical compound C1CN2C(C)CC1CC2 VDWODSPSMJMZQI-UHFFFAOYSA-N 0.000 description 1
- SEILKFZTLVMHRR-UHFFFAOYSA-N 2-phosphonooxyethyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCCOP(O)(O)=O SEILKFZTLVMHRR-UHFFFAOYSA-N 0.000 description 1
- WMRCTEPOPAZMMN-UHFFFAOYSA-N 2-undecylpropanedioic acid Chemical compound CCCCCCCCCCCC(C(O)=O)C(O)=O WMRCTEPOPAZMMN-UHFFFAOYSA-N 0.000 description 1
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 1
- ZSLUVFAKFWKJRC-IGMARMGPSA-N 232Th Chemical compound [232Th] ZSLUVFAKFWKJRC-IGMARMGPSA-N 0.000 description 1
- QZWKEPYTBWZJJA-UHFFFAOYSA-N 3,3'-Dimethoxybenzidine-4,4'-diisocyanate Chemical compound C1=C(N=C=O)C(OC)=CC(C=2C=C(OC)C(N=C=O)=CC=2)=C1 QZWKEPYTBWZJJA-UHFFFAOYSA-N 0.000 description 1
- ZAXCZCOUDLENMH-UHFFFAOYSA-N 3,3,3-tetramine Chemical compound NCCCNCCCNCCCN ZAXCZCOUDLENMH-UHFFFAOYSA-N 0.000 description 1
- BRRVXFOKWJKTGG-UHFFFAOYSA-N 3,3,5-trimethylcyclohexanol Chemical compound CC1CC(O)CC(C)(C)C1 BRRVXFOKWJKTGG-UHFFFAOYSA-N 0.000 description 1
- ALKCLFLTXBBMMP-UHFFFAOYSA-N 3,7-dimethylocta-1,6-dien-3-yl hexanoate Chemical compound CCCCCC(=O)OC(C)(C=C)CCC=C(C)C ALKCLFLTXBBMMP-UHFFFAOYSA-N 0.000 description 1
- XYNKWQVTBWWTSR-UHFFFAOYSA-N 3-(disilanylsilyl)propane-1-thiol Chemical compound [SiH3][SiH2][SiH2]CCCS XYNKWQVTBWWTSR-UHFFFAOYSA-N 0.000 description 1
- KRGXWTOLFOPIKV-UHFFFAOYSA-N 3-(methylamino)propan-1-ol Chemical compound CNCCCO KRGXWTOLFOPIKV-UHFFFAOYSA-N 0.000 description 1
- WVRNUXJQQFPNMN-VAWYXSNFSA-N 3-[(e)-dodec-1-enyl]oxolane-2,5-dione Chemical compound CCCCCCCCCC\C=C\C1CC(=O)OC1=O WVRNUXJQQFPNMN-VAWYXSNFSA-N 0.000 description 1
- MGXGZXIKVYRCGW-UHFFFAOYSA-N 3-[2-[2-(2-cyanoethylamino)ethylamino]ethylamino]propanenitrile Chemical compound N#CCCNCCNCCNCCC#N MGXGZXIKVYRCGW-UHFFFAOYSA-N 0.000 description 1
- FZQMJOOSLXFQSU-UHFFFAOYSA-N 3-[3,5-bis[3-(dimethylamino)propyl]-1,3,5-triazinan-1-yl]-n,n-dimethylpropan-1-amine Chemical compound CN(C)CCCN1CN(CCCN(C)C)CN(CCCN(C)C)C1 FZQMJOOSLXFQSU-UHFFFAOYSA-N 0.000 description 1
- ZDZYGYFHTPFREM-UHFFFAOYSA-N 3-[3-aminopropyl(dimethoxy)silyl]oxypropan-1-amine Chemical compound NCCC[Si](OC)(OC)OCCCN ZDZYGYFHTPFREM-UHFFFAOYSA-N 0.000 description 1
- NUCFNMOPTGEHQA-UHFFFAOYSA-N 3-bromo-2h-pyrazolo[4,3-c]pyridine Chemical compound C1=NC=C2C(Br)=NNC2=C1 NUCFNMOPTGEHQA-UHFFFAOYSA-N 0.000 description 1
- ULMZOZMSDIOZAF-UHFFFAOYSA-N 3-hydroxy-2-(hydroxymethyl)propanoic acid Chemical compound OCC(CO)C(O)=O ULMZOZMSDIOZAF-UHFFFAOYSA-N 0.000 description 1
- OJVQNVMHJWSOSY-UHFFFAOYSA-N 3-methylbicyclo[2.2.1]hept-5-ene-2,3-dicarboxylic acid Chemical compound C1C2C=CC1C(C(O)=O)(C)C2C(O)=O OJVQNVMHJWSOSY-UHFFFAOYSA-N 0.000 description 1
- XPFCZYUVICHKDS-UHFFFAOYSA-N 3-methylbutane-1,3-diol Chemical compound CC(C)(O)CCO XPFCZYUVICHKDS-UHFFFAOYSA-N 0.000 description 1
- RDNPPYMJRALIIH-UHFFFAOYSA-N 3-methylcyclohex-3-ene-1,1,2,2-tetracarboxylic acid Chemical compound CC1=CCCC(C(O)=O)(C(O)=O)C1(C(O)=O)C(O)=O RDNPPYMJRALIIH-UHFFFAOYSA-N 0.000 description 1
- TUZMHNASXCXMBO-UHFFFAOYSA-N 3-methylpentane-2,2-diol Chemical compound CCC(C)C(C)(O)O TUZMHNASXCXMBO-UHFFFAOYSA-N 0.000 description 1
- RZRNAYUHWVFMIP-GDCKJWNLSA-N 3-oleoyl-sn-glycerol Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)OC[C@H](O)CO RZRNAYUHWVFMIP-GDCKJWNLSA-N 0.000 description 1
- HSSYVKMJJLDTKZ-UHFFFAOYSA-N 3-phenylphthalic acid Chemical class OC(=O)C1=CC=CC(C=2C=CC=CC=2)=C1C(O)=O HSSYVKMJJLDTKZ-UHFFFAOYSA-N 0.000 description 1
- IVLICPVPXWEGCA-UHFFFAOYSA-N 3-quinuclidinol Chemical compound C1C[C@@H]2C(O)C[N@]1CC2 IVLICPVPXWEGCA-UHFFFAOYSA-N 0.000 description 1
- SJECZPVISLOESU-UHFFFAOYSA-N 3-trimethoxysilylpropan-1-amine Chemical compound CO[Si](OC)(OC)CCCN SJECZPVISLOESU-UHFFFAOYSA-N 0.000 description 1
- XDLMVUHYZWKMMD-UHFFFAOYSA-N 3-trimethoxysilylpropyl 2-methylprop-2-enoate Chemical compound CO[Si](OC)(OC)CCCOC(=O)C(C)=C XDLMVUHYZWKMMD-UHFFFAOYSA-N 0.000 description 1
- FPTJELQXIUUCEY-UHFFFAOYSA-N 3beta-Hydroxy-lanostan Natural products C1CC2C(C)(C)C(O)CCC2(C)C2C1C1(C)CCC(C(C)CCCC(C)C)C1(C)CC2 FPTJELQXIUUCEY-UHFFFAOYSA-N 0.000 description 1
- QLIQIXIBZLTPGQ-UHFFFAOYSA-N 4-(2-hydroxyethoxy)benzoic acid Chemical compound OCCOC1=CC=C(C(O)=O)C=C1 QLIQIXIBZLTPGQ-UHFFFAOYSA-N 0.000 description 1
- LEUWBMAQQQENOO-UHFFFAOYSA-N 4-(4-chlorophenyl)-6-methyl-2-oxo-3,4-dihydro-1h-pyridine-5-carboxylic acid Chemical compound C1C(=O)NC(C)=C(C(O)=O)C1C1=CC=C(Cl)C=C1 LEUWBMAQQQENOO-UHFFFAOYSA-N 0.000 description 1
- LGORKSSOIBSSJH-UHFFFAOYSA-N 4-(4-pentylcyclohexyl)cyclohexan-1-ol Chemical compound C1CC(CCCCC)CCC1C1CCC(O)CC1 LGORKSSOIBSSJH-UHFFFAOYSA-N 0.000 description 1
- DFXWFFHIZJDOFZ-UHFFFAOYSA-N 4-(4-propylcyclohexyl)cyclohexan-1-ol Chemical compound C1CC(CCC)CCC1C1CCC(O)CC1 DFXWFFHIZJDOFZ-UHFFFAOYSA-N 0.000 description 1
- DZIHTWJGPDVSGE-UHFFFAOYSA-N 4-[(4-aminocyclohexyl)methyl]cyclohexan-1-amine Chemical compound C1CC(N)CCC1CC1CCC(N)CC1 DZIHTWJGPDVSGE-UHFFFAOYSA-N 0.000 description 1
- DWDURZSYQTXVIN-UHFFFAOYSA-N 4-[(4-aminophenyl)-(4-methyliminocyclohexa-2,5-dien-1-ylidene)methyl]aniline Chemical compound C1=CC(=NC)C=CC1=C(C=1C=CC(N)=CC=1)C1=CC=C(N)C=C1 DWDURZSYQTXVIN-UHFFFAOYSA-N 0.000 description 1
- VVAAYFMMXYRORI-UHFFFAOYSA-N 4-butoxy-2-methylidene-4-oxobutanoic acid Chemical compound CCCCOC(=O)CC(=C)C(O)=O VVAAYFMMXYRORI-UHFFFAOYSA-N 0.000 description 1
- NUANGSLQWFBVEH-UHFFFAOYSA-N 4-butylcyclohexan-1-ol Chemical compound CCCCC1CCC(O)CC1 NUANGSLQWFBVEH-UHFFFAOYSA-N 0.000 description 1
- AFKMHDZOVNDWLO-UHFFFAOYSA-N 4-cyclohexylcyclohexan-1-ol Chemical compound C1CC(O)CCC1C1CCCCC1 AFKMHDZOVNDWLO-UHFFFAOYSA-N 0.000 description 1
- HVCNXQOWACZAFN-UHFFFAOYSA-N 4-ethylmorpholine Chemical compound CCN1CCOCC1 HVCNXQOWACZAFN-UHFFFAOYSA-N 0.000 description 1
- KBAGHZBLGCSVEN-UHFFFAOYSA-N 4-hexylcyclohexan-1-ol Chemical compound CCCCCCC1CCC(O)CC1 KBAGHZBLGCSVEN-UHFFFAOYSA-N 0.000 description 1
- 229940090248 4-hydroxybenzoic acid Drugs 0.000 description 1
- OIYTYGOUZOARSH-UHFFFAOYSA-N 4-methoxy-2-methylidene-4-oxobutanoic acid Chemical compound COC(=O)CC(=C)C(O)=O OIYTYGOUZOARSH-UHFFFAOYSA-N 0.000 description 1
- MQWCXKGKQLNYQG-UHFFFAOYSA-N 4-methylcyclohexan-1-ol Chemical compound CC1CCC(O)CC1 MQWCXKGKQLNYQG-UHFFFAOYSA-N 0.000 description 1
- VHWGPISIUNUREA-UHFFFAOYSA-N 4-pentylcyclohexan-1-ol Chemical compound CCCCCC1CCC(O)CC1 VHWGPISIUNUREA-UHFFFAOYSA-N 0.000 description 1
- DKKRDMLKVSKFMJ-UHFFFAOYSA-N 4-propan-2-ylcyclohexan-1-ol Chemical compound CC(C)C1CCC(O)CC1 DKKRDMLKVSKFMJ-UHFFFAOYSA-N 0.000 description 1
- VQVIHDPBMFABCQ-UHFFFAOYSA-N 5-(1,3-dioxo-2-benzofuran-5-carbonyl)-2-benzofuran-1,3-dione Chemical compound C1=C2C(=O)OC(=O)C2=CC(C(C=2C=C3C(=O)OC(=O)C3=CC=2)=O)=C1 VQVIHDPBMFABCQ-UHFFFAOYSA-N 0.000 description 1
- XBWHBPMCIGBGTA-UHFFFAOYSA-N 5-methyl-2-oxaspiro[3.5]non-5-ene-1,3-dione Chemical compound CC1=CCCCC11C(=O)OC1=O XBWHBPMCIGBGTA-UHFFFAOYSA-N 0.000 description 1
- GPZYYYGYCRFPBU-UHFFFAOYSA-N 6-Hydroxyflavone Chemical compound C=1C(=O)C2=CC(O)=CC=C2OC=1C1=CC=CC=C1 GPZYYYGYCRFPBU-UHFFFAOYSA-N 0.000 description 1
- MWSKJDNQKGCKPA-UHFFFAOYSA-N 6-methyl-3a,4,5,7a-tetrahydro-2-benzofuran-1,3-dione Chemical compound C1CC(C)=CC2C(=O)OC(=O)C12 MWSKJDNQKGCKPA-UHFFFAOYSA-N 0.000 description 1
- JBMLIVNFPGPRCB-UHFFFAOYSA-N 6-propan-2-yl-1,2,3,4,4a,5,6,7,8,8a-decahydronaphthalen-2-ol Chemical compound C1C(O)CCC2CC(C(C)C)CCC21 JBMLIVNFPGPRCB-UHFFFAOYSA-N 0.000 description 1
- YPIFGDQKSSMYHQ-UHFFFAOYSA-N 7,7-dimethyloctanoic acid Chemical compound CC(C)(C)CCCCCC(O)=O YPIFGDQKSSMYHQ-UHFFFAOYSA-N 0.000 description 1
- CGLVZFOCZLHKOH-UHFFFAOYSA-N 8,18-dichloro-5,15-diethyl-5,15-dihydrodiindolo(3,2-b:3',2'-m)triphenodioxazine Chemical compound CCN1C2=CC=CC=C2C2=C1C=C1OC3=C(Cl)C4=NC(C=C5C6=CC=CC=C6N(C5=C5)CC)=C5OC4=C(Cl)C3=NC1=C2 CGLVZFOCZLHKOH-UHFFFAOYSA-N 0.000 description 1
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 1
- QZCLKYGREBVARF-UHFFFAOYSA-N Acetyl tributyl citrate Chemical compound CCCCOC(=O)CC(C(=O)OCCCC)(OC(C)=O)CC(=O)OCCCC QZCLKYGREBVARF-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229910002012 Aerosil® Inorganic materials 0.000 description 1
- 244000198134 Agave sisalana Species 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- UYIFTLBWAOGQBI-BZDYCCQFSA-N Benzhormovarine Chemical compound C([C@@H]1[C@@H](C2=CC=3)CC[C@]4([C@H]1CC[C@@H]4O)C)CC2=CC=3OC(=O)C1=CC=CC=C1 UYIFTLBWAOGQBI-BZDYCCQFSA-N 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- OILXMJHPFNGGTO-NRHJOKMGSA-N Brassicasterol Natural products O[C@@H]1CC=2[C@@](C)([C@@H]3[C@H]([C@H]4[C@](C)([C@H]([C@@H](/C=C/[C@H](C(C)C)C)C)CC4)CC3)CC=2)CC1 OILXMJHPFNGGTO-NRHJOKMGSA-N 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- KSSJBGNOJJETTC-UHFFFAOYSA-N COC1=C(C=CC=C1)N(C1=CC=2C3(C4=CC(=CC=C4C=2C=C1)N(C1=CC=C(C=C1)OC)C1=C(C=CC=C1)OC)C1=CC(=CC=C1C=1C=CC(=CC=13)N(C1=CC=C(C=C1)OC)C1=C(C=CC=C1)OC)N(C1=CC=C(C=C1)OC)C1=C(C=CC=C1)OC)C1=CC=C(C=C1)OC Chemical compound COC1=C(C=CC=C1)N(C1=CC=2C3(C4=CC(=CC=C4C=2C=C1)N(C1=CC=C(C=C1)OC)C1=C(C=CC=C1)OC)C1=CC(=CC=C1C=1C=CC(=CC=13)N(C1=CC=C(C=C1)OC)C1=C(C=CC=C1)OC)N(C1=CC=C(C=C1)OC)C1=C(C=CC=C1)OC)C1=CC=C(C=C1)OC KSSJBGNOJJETTC-UHFFFAOYSA-N 0.000 description 1
- SGNBVLSWZMBQTH-FGAXOLDCSA-N Campesterol Natural products O[C@@H]1CC=2[C@@](C)([C@@H]3[C@H]([C@H]4[C@@](C)([C@H]([C@H](CC[C@H](C(C)C)C)C)CC4)CC3)CC=2)CC1 SGNBVLSWZMBQTH-FGAXOLDCSA-N 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- ITRJWOMZKQRYTA-RFZYENFJSA-N Cortisone acetate Chemical compound C1CC2=CC(=O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@@](C(=O)COC(=O)C)(O)[C@@]1(C)CC2=O ITRJWOMZKQRYTA-RFZYENFJSA-N 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- NOOLISFMXDJSKH-UHFFFAOYSA-N DL-menthol Natural products CC(C)C1CCC(C)CC1O NOOLISFMXDJSKH-UHFFFAOYSA-N 0.000 description 1
- UCTLRSWJYQTBFZ-UHFFFAOYSA-N Dehydrocholesterol Natural products C1C(O)CCC2(C)C(CCC3(C(C(C)CCCC(C)C)CCC33)C)C3=CC=C21 UCTLRSWJYQTBFZ-UHFFFAOYSA-N 0.000 description 1
- FMGSKLZLMKYGDP-UHFFFAOYSA-N Dehydroepiandrosterone Natural products C1C(O)CCC2(C)C3CCC(C)(C(CC4)=O)C4C3CC=C21 FMGSKLZLMKYGDP-UHFFFAOYSA-N 0.000 description 1
- 239000004641 Diallyl-phthalate Substances 0.000 description 1
- XTJFFFGAUHQWII-UHFFFAOYSA-N Dibutyl adipate Chemical compound CCCCOC(=O)CCCCC(=O)OCCCC XTJFFFGAUHQWII-UHFFFAOYSA-N 0.000 description 1
- PYGXAGIECVVIOZ-UHFFFAOYSA-N Dibutyl decanedioate Chemical compound CCCCOC(=O)CCCCCCCCC(=O)OCCCC PYGXAGIECVVIOZ-UHFFFAOYSA-N 0.000 description 1
- JYFHYPJRHGVZDY-UHFFFAOYSA-N Dibutyl phosphate Chemical compound CCCCOP(O)(=O)OCCCC JYFHYPJRHGVZDY-UHFFFAOYSA-N 0.000 description 1
- VOWAEIGWURALJQ-UHFFFAOYSA-N Dicyclohexyl phthalate Chemical compound C=1C=CC=C(C(=O)OC2CCCCC2)C=1C(=O)OC1CCCCC1 VOWAEIGWURALJQ-UHFFFAOYSA-N 0.000 description 1
- RPNUMPOLZDHAAY-UHFFFAOYSA-N Diethylenetriamine Chemical compound NCCNCCN RPNUMPOLZDHAAY-UHFFFAOYSA-N 0.000 description 1
- ZVFDTKUVRCTHQE-UHFFFAOYSA-N Diisodecyl phthalate Chemical compound CC(C)CCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCC(C)C ZVFDTKUVRCTHQE-UHFFFAOYSA-N 0.000 description 1
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 1
- DNVPQKQSNYMLRS-NXVQYWJNSA-N Ergosterol Natural products CC(C)[C@@H](C)C=C[C@H](C)[C@H]1CC[C@H]2C3=CC=C4C[C@@H](O)CC[C@]4(C)[C@@H]3CC[C@]12C DNVPQKQSNYMLRS-NXVQYWJNSA-N 0.000 description 1
- DNXHEGUUPJUMQT-CBZIJGRNSA-N Estrone Chemical compound OC1=CC=C2[C@H]3CC[C@](C)(C(CC4)=O)[C@@H]4[C@@H]3CCC2=C1 DNXHEGUUPJUMQT-CBZIJGRNSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 1
- BKLIAINBCQPSOV-UHFFFAOYSA-N Gluanol Natural products CC(C)CC=CC(C)C1CCC2(C)C3=C(CCC12C)C4(C)CCC(O)C(C)(C)C4CC3 BKLIAINBCQPSOV-UHFFFAOYSA-N 0.000 description 1
- BTEISVKTSQLKST-UHFFFAOYSA-N Haliclonasterol Natural products CC(C=CC(C)C(C)(C)C)C1CCC2C3=CC=C4CC(O)CCC4(C)C3CCC12C BTEISVKTSQLKST-UHFFFAOYSA-N 0.000 description 1
- QOLRLLFJMZLYQJ-LOBDNJQFSA-N Hecogenin Chemical compound O([C@@H]1[C@@H]([C@]2(C(=O)C[C@@H]3[C@@]4(C)CC[C@H](O)C[C@@H]4CC[C@H]3[C@@H]2C1)C)[C@@H]1C)[C@]11CC[C@@H](C)CO1 QOLRLLFJMZLYQJ-LOBDNJQFSA-N 0.000 description 1
- OXLGJTRVVNGJRK-UHFFFAOYSA-N Hecogenin Natural products CC1CCC2(CC3CC4C5CCC6CC(O)CCC6(C)C5CC(=O)C4(C)C3C2C)OC1 OXLGJTRVVNGJRK-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- LOPKHWOTGJIQLC-UHFFFAOYSA-N Lanosterol Natural products CC(CCC=C(C)C)C1CCC2(C)C3=C(CCC12C)C4(C)CCC(C)(O)C(C)(C)C4CC3 LOPKHWOTGJIQLC-UHFFFAOYSA-N 0.000 description 1
- 240000006240 Linum usitatissimum Species 0.000 description 1
- 235000004431 Linum usitatissimum Nutrition 0.000 description 1
- KDXKERNSBIXSRK-UHFFFAOYSA-N Lysine Natural products NCCCCC(N)C(O)=O KDXKERNSBIXSRK-UHFFFAOYSA-N 0.000 description 1
- 239000004472 Lysine Substances 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- 240000000907 Musa textilis Species 0.000 description 1
- SVYKKECYCPFKGB-UHFFFAOYSA-N N,N-dimethylcyclohexylamine Chemical compound CN(C)C1CCCCC1 SVYKKECYCPFKGB-UHFFFAOYSA-N 0.000 description 1
- UEEJHVSXFDXPFK-UHFFFAOYSA-N N-dimethylaminoethanol Chemical compound CN(C)CCO UEEJHVSXFDXPFK-UHFFFAOYSA-N 0.000 description 1
- OPKOKAMJFNKNAS-UHFFFAOYSA-N N-methylethanolamine Chemical compound CNCCO OPKOKAMJFNKNAS-UHFFFAOYSA-N 0.000 description 1
- UVLDESQWQRMYKD-UHFFFAOYSA-N Neobotogenin Natural products CC1C(C2(C(=O)CC3C4(C)CCC(O)CC4=CCC3C2C2)C)C2OC11CCC(C)CO1 UVLDESQWQRMYKD-UHFFFAOYSA-N 0.000 description 1
- CAHGCLMLTWQZNJ-UHFFFAOYSA-N Nerifoliol Natural products CC12CCC(O)C(C)(C)C1CCC1=C2CCC2(C)C(C(CCC=C(C)C)C)CCC21C CAHGCLMLTWQZNJ-UHFFFAOYSA-N 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- DRNPGEPMHMPIQU-UHFFFAOYSA-N O.[Ti].[Ti].CCCCO.CCCCO.CCCCO.CCCCO.CCCCO.CCCCO Chemical compound O.[Ti].[Ti].CCCCO.CCCCO.CCCCO.CCCCO.CCCCO.CCCCO DRNPGEPMHMPIQU-UHFFFAOYSA-N 0.000 description 1
- REYJJPSVUYRZGE-UHFFFAOYSA-N Octadecylamine Chemical compound CCCCCCCCCCCCCCCCCCN REYJJPSVUYRZGE-UHFFFAOYSA-N 0.000 description 1
- 239000005642 Oleic acid Substances 0.000 description 1
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- ORNBQBCIOKFOEO-YQUGOWONSA-N Pregnenolone Natural products O=C(C)[C@@H]1[C@@]2(C)[C@H]([C@H]3[C@@H]([C@]4(C)C(=CC3)C[C@@H](O)CC4)CC2)CC1 ORNBQBCIOKFOEO-YQUGOWONSA-N 0.000 description 1
- 239000005700 Putrescine Substances 0.000 description 1
- NRCMAYZCPIVABH-UHFFFAOYSA-N Quinacridone Chemical compound N1C2=CC=CC=C2C(=O)C2=C1C=C1C(=O)C3=CC=CC=C3NC1=C2 NRCMAYZCPIVABH-UHFFFAOYSA-N 0.000 description 1
- GMBQZIIUCVWOCD-WWASVFFGSA-N Sarsapogenine Chemical compound O([C@@H]1[C@@H]([C@]2(CC[C@@H]3[C@@]4(C)CC[C@H](O)C[C@H]4CC[C@H]3[C@@H]2C1)C)[C@@H]1C)[C@]11CC[C@H](C)CO1 GMBQZIIUCVWOCD-WWASVFFGSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical class [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- AWMVMTVKBNGEAK-UHFFFAOYSA-N Styrene oxide Chemical compound C1OC1C1=CC=CC=C1 AWMVMTVKBNGEAK-UHFFFAOYSA-N 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical compound OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 description 1
- PLZVEHJLHYMBBY-UHFFFAOYSA-N Tetradecylamine Chemical compound CCCCCCCCCCCCCCN PLZVEHJLHYMBBY-UHFFFAOYSA-N 0.000 description 1
- UWHCKJMYHZGTIT-UHFFFAOYSA-N Tetraethylene glycol, Natural products OCCOCCOCCOCCO UWHCKJMYHZGTIT-UHFFFAOYSA-N 0.000 description 1
- RTMWIZOXNKJHRE-UHFFFAOYSA-N Tigogenin Natural products CC1COC2CC(C)(OC12)C3CCC4C5CCC6CC(O)CCC6(C)C5CCC34C RTMWIZOXNKJHRE-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- WOURXYYHORRGQO-UHFFFAOYSA-N Tri(3-chloropropyl) phosphate Chemical compound ClCCCOP(=O)(OCCCCl)OCCCCl WOURXYYHORRGQO-UHFFFAOYSA-N 0.000 description 1
- KRADHMIOFJQKEZ-UHFFFAOYSA-N Tri-2-ethylhexyl trimellitate Chemical compound CCCCC(CC)COC(=O)C1=CC=C(C(=O)OCC(CC)CCCC)C(C(=O)OCC(CC)CCCC)=C1 KRADHMIOFJQKEZ-UHFFFAOYSA-N 0.000 description 1
- DOOTYTYQINUNNV-UHFFFAOYSA-N Triethyl citrate Chemical compound CCOC(=O)CC(O)(C(=O)OCC)CC(=O)OCC DOOTYTYQINUNNV-UHFFFAOYSA-N 0.000 description 1
- FRQDZJMEHSJOPU-UHFFFAOYSA-N Triethylene glycol bis(2-ethylhexanoate) Chemical compound CCCCC(CC)C(=O)OCCOCCOCCOC(=O)C(CC)CCCC FRQDZJMEHSJOPU-UHFFFAOYSA-N 0.000 description 1
- GTVWRXDRKAHEAD-UHFFFAOYSA-N Tris(2-ethylhexyl) phosphate Chemical compound CCCCC(CC)COP(=O)(OCC(CC)CCCC)OCC(CC)CCCC GTVWRXDRKAHEAD-UHFFFAOYSA-N 0.000 description 1
- OILXMJHPFNGGTO-ZRUUVFCLSA-N UNPD197407 Natural products C1C=C2C[C@@H](O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@H]([C@H](C)C=C[C@H](C)C(C)C)[C@@]1(C)CC2 OILXMJHPFNGGTO-ZRUUVFCLSA-N 0.000 description 1
- HZYXFRGVBOPPNZ-UHFFFAOYSA-N UNPD88870 Natural products C1C=C2CC(O)CCC2(C)C2C1C1CCC(C(C)=CCC(CC)C(C)C)C1(C)CC2 HZYXFRGVBOPPNZ-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- XZAHJRZBUWYCBM-UHFFFAOYSA-N [1-(aminomethyl)cyclohexyl]methanamine Chemical compound NCC1(CN)CCCCC1 XZAHJRZBUWYCBM-UHFFFAOYSA-N 0.000 description 1
- AUNAPVYQLLNFOI-UHFFFAOYSA-L [Pb++].[Pb++].[Pb++].[O-]S([O-])(=O)=O.[O-][Cr]([O-])(=O)=O.[O-][Mo]([O-])(=O)=O Chemical compound [Pb++].[Pb++].[Pb++].[O-]S([O-])(=O)=O.[O-][Cr]([O-])(=O)=O.[O-][Mo]([O-])(=O)=O AUNAPVYQLLNFOI-UHFFFAOYSA-L 0.000 description 1
- XQBCVRSTVUHIGH-UHFFFAOYSA-L [dodecanoyloxy(dioctyl)stannyl] dodecanoate Chemical compound CCCCCCCCCCCC(=O)O[Sn](CCCCCCCC)(CCCCCCCC)OC(=O)CCCCCCCCCCC XQBCVRSTVUHIGH-UHFFFAOYSA-L 0.000 description 1
- QMHAHUAQAJVBIW-UHFFFAOYSA-N [methyl(sulfamoyl)amino]methane Chemical compound CN(C)S(N)(=O)=O QMHAHUAQAJVBIW-UHFFFAOYSA-N 0.000 description 1
- 125000000218 acetic acid group Chemical group C(C)(=O)* 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- FOWDOWQYRZXQDP-UHFFFAOYSA-N adamantan-2-ol Chemical compound C1C(C2)CC3CC1C(O)C2C3 FOWDOWQYRZXQDP-UHFFFAOYSA-N 0.000 description 1
- 238000012644 addition polymerization Methods 0.000 description 1
- 150000001279 adipic acids Chemical class 0.000 description 1
- 230000001476 alcoholic effect Effects 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- LHIJANUOQQMGNT-UHFFFAOYSA-N aminoethylethanolamine Chemical compound NCCNCCO LHIJANUOQQMGNT-UHFFFAOYSA-N 0.000 description 1
- PYKYMHQGRFAEBM-UHFFFAOYSA-N anthraquinone Natural products CCC(=O)c1c(O)c2C(=O)C3C(C=CC=C3O)C(=O)c2cc1CC(=O)OC PYKYMHQGRFAEBM-UHFFFAOYSA-N 0.000 description 1
- 150000004056 anthraquinones Chemical class 0.000 description 1
- 150000004945 aromatic hydrocarbons Chemical class 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- MNFORVFSTILPAW-UHFFFAOYSA-N azetidin-2-one Chemical compound O=C1CCN1 MNFORVFSTILPAW-UHFFFAOYSA-N 0.000 description 1
- IRERQBUNZFJFGC-UHFFFAOYSA-L azure blue Chemical compound [Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[S-]S[S-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-] IRERQBUNZFJFGC-UHFFFAOYSA-L 0.000 description 1
- 239000000440 bentonite Substances 0.000 description 1
- 229910000278 bentonite Inorganic materials 0.000 description 1
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 description 1
- 229940076810 beta sitosterol Drugs 0.000 description 1
- NJKOMDUNNDKEAI-UHFFFAOYSA-N beta-sitosterol Natural products CCC(CCC(C)C1CCC2(C)C3CC=C4CC(O)CCC4C3CCC12C)C(C)C NJKOMDUNNDKEAI-UHFFFAOYSA-N 0.000 description 1
- ROPXFXOUUANXRR-BUHFOSPRSA-N bis(2-ethylhexyl) (e)-but-2-enedioate Chemical compound CCCCC(CC)COC(=O)\C=C\C(=O)OCC(CC)CCCC ROPXFXOUUANXRR-BUHFOSPRSA-N 0.000 description 1
- CGNRQCGWXXLTIA-UHFFFAOYSA-N bis(2-ethylhexyl) 2-methylidenebutanedioate Chemical compound CCCCC(CC)COC(=O)CC(=C)C(=O)OCC(CC)CCCC CGNRQCGWXXLTIA-UHFFFAOYSA-N 0.000 description 1
- SAOKZLXYCUGLFA-UHFFFAOYSA-N bis(2-ethylhexyl) adipate Chemical compound CCCCC(CC)COC(=O)CCCCC(=O)OCC(CC)CCCC SAOKZLXYCUGLFA-UHFFFAOYSA-N 0.000 description 1
- WXZOXVVKILCOPG-UHFFFAOYSA-N bis(2-ethylhexyl) benzene-1,3-dicarboxylate Chemical compound CCCCC(CC)COC(=O)C1=CC=CC(C(=O)OCC(CC)CCCC)=C1 WXZOXVVKILCOPG-UHFFFAOYSA-N 0.000 description 1
- ZVPBHZIVOWGPMT-UHFFFAOYSA-N bis(2-ethylhexyl) cyclohexene-1,2-dicarboxylate Chemical compound CCCCC(CC)COC(=O)C1=C(C(=O)OCC(CC)CCCC)CCCC1 ZVPBHZIVOWGPMT-UHFFFAOYSA-N 0.000 description 1
- ZDWGXBPVPXVXMQ-UHFFFAOYSA-N bis(2-ethylhexyl) nonanedioate Chemical compound CCCCC(CC)COC(=O)CCCCCCCC(=O)OCC(CC)CCCC ZDWGXBPVPXVXMQ-UHFFFAOYSA-N 0.000 description 1
- IMIOEHJVRZOQBJ-UHFFFAOYSA-N bis(6-methylheptyl) benzene-1,3-dicarboxylate Chemical compound CC(C)CCCCCOC(=O)C1=CC=CC(C(=O)OCCCCCC(C)C)=C1 IMIOEHJVRZOQBJ-UHFFFAOYSA-N 0.000 description 1
- QUCSUPGVEFBICW-UHFFFAOYSA-N bis(8-methylnonyl) 7-oxabicyclo[4.1.0]heptane-3,4-dicarboxylate Chemical compound C1C(C(=O)OCCCCCCCC(C)C)C(C(=O)OCCCCCCCC(C)C)CC2OC21 QUCSUPGVEFBICW-UHFFFAOYSA-N 0.000 description 1
- XRFYGUOAWVKOCQ-UHFFFAOYSA-N bis(8-methylnonyl) cyclohex-4-ene-1,2-dicarboxylate Chemical compound CC(C)CCCCCCCOC(=O)C1CC=CCC1C(=O)OCCCCCCCC(C)C XRFYGUOAWVKOCQ-UHFFFAOYSA-N 0.000 description 1
- MRNZSTMRDWRNNR-UHFFFAOYSA-N bis(hexamethylene)triamine Chemical compound NCCCCCCNCCCCCCN MRNZSTMRDWRNNR-UHFFFAOYSA-N 0.000 description 1
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 1
- 239000001055 blue pigment Substances 0.000 description 1
- 229940116229 borneol Drugs 0.000 description 1
- CKDOCTFBFTVPSN-UHFFFAOYSA-N borneol Natural products C1CC2(C)C(C)CC1C2(C)C CKDOCTFBFTVPSN-UHFFFAOYSA-N 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- OILXMJHPFNGGTO-ZAUYPBDWSA-N brassicasterol Chemical compound C1C=C2C[C@@H](O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@H]([C@H](C)/C=C/[C@H](C)C(C)C)[C@@]1(C)CC2 OILXMJHPFNGGTO-ZAUYPBDWSA-N 0.000 description 1
- 235000004420 brassicasterol Nutrition 0.000 description 1
- 239000001058 brown pigment Substances 0.000 description 1
- FJTUUPVRIANHEX-UHFFFAOYSA-N butan-1-ol;phosphoric acid Chemical compound CCCCO.OP(O)(O)=O FJTUUPVRIANHEX-UHFFFAOYSA-N 0.000 description 1
- FPCJKVGGYOAWIZ-UHFFFAOYSA-N butan-1-ol;titanium Chemical compound [Ti].CCCCO.CCCCO.CCCCO.CCCCO FPCJKVGGYOAWIZ-UHFFFAOYSA-N 0.000 description 1
- YHWCPXVTRSHPNY-UHFFFAOYSA-N butan-1-olate;titanium(4+) Chemical compound [Ti+4].CCCC[O-].CCCC[O-].CCCC[O-].CCCC[O-] YHWCPXVTRSHPNY-UHFFFAOYSA-N 0.000 description 1
- DEFMLLQRTVNBOF-UHFFFAOYSA-K butan-1-olate;trichlorotitanium(1+) Chemical compound [Cl-].[Cl-].[Cl-].CCCCO[Ti+3] DEFMLLQRTVNBOF-UHFFFAOYSA-K 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- 125000006226 butoxyethyl group Chemical group 0.000 description 1
- BEWFIPLBFJGWSR-UHFFFAOYSA-N butyl 12-acetyloxyoctadec-9-enoate Chemical compound CCCCCCC(OC(C)=O)CC=CCCCCCCCC(=O)OCCCC BEWFIPLBFJGWSR-UHFFFAOYSA-N 0.000 description 1
- ULBTUVJTXULMLP-UHFFFAOYSA-N butyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCCCC ULBTUVJTXULMLP-UHFFFAOYSA-N 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 1
- CJOBVZJTOIVNNF-UHFFFAOYSA-N cadmium sulfide Chemical compound [Cd]=S CJOBVZJTOIVNNF-UHFFFAOYSA-N 0.000 description 1
- NKWPZUCBCARRDP-UHFFFAOYSA-L calcium bicarbonate Chemical compound [Ca+2].OC([O-])=O.OC([O-])=O NKWPZUCBCARRDP-UHFFFAOYSA-L 0.000 description 1
- 229910000020 calcium bicarbonate Inorganic materials 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000000378 calcium silicate Substances 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- BELZJFWUNQWBES-UHFFFAOYSA-N caldopentamine Chemical compound NCCCNCCCNCCCNCCCN BELZJFWUNQWBES-UHFFFAOYSA-N 0.000 description 1
- SGNBVLSWZMBQTH-PODYLUTMSA-N campesterol Chemical compound C1C=C2C[C@@H](O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@H]([C@H](C)CC[C@@H](C)C(C)C)[C@@]1(C)CC2 SGNBVLSWZMBQTH-PODYLUTMSA-N 0.000 description 1
- 235000000431 campesterol Nutrition 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- MMCOUVMKNAHQOY-UHFFFAOYSA-N carbonoperoxoic acid Chemical class OOC(O)=O MMCOUVMKNAHQOY-UHFFFAOYSA-N 0.000 description 1
- 150000001244 carboxylic acid anhydrides Chemical class 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 239000011111 cardboard Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229960000541 cetyl alcohol Drugs 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000013522 chelant Substances 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 235000012000 cholesterol Nutrition 0.000 description 1
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical class [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 1
- PMMYEEVYMWASQN-IMJSIDKUSA-N cis-4-Hydroxy-L-proline Chemical compound O[C@@H]1CN[C@H](C(O)=O)C1 PMMYEEVYMWASQN-IMJSIDKUSA-N 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 150000001869 cobalt compounds Chemical class 0.000 description 1
- 229910000152 cobalt phosphate Inorganic materials 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- XCJYREBRNVKWGJ-UHFFFAOYSA-N copper(II) phthalocyanine Chemical compound [Cu+2].C12=CC=CC=C2C(N=C2[N-]C(C3=CC=CC=C32)=N2)=NC1=NC([C]1C=CC=CC1=1)=NC=1N=C1[C]3C=CC=CC3=C2[N-]1 XCJYREBRNVKWGJ-UHFFFAOYSA-N 0.000 description 1
- ZKXWKVVCCTZOLD-UHFFFAOYSA-N copper;4-hydroxypent-3-en-2-one Chemical compound [Cu].CC(O)=CC(C)=O.CC(O)=CC(C)=O ZKXWKVVCCTZOLD-UHFFFAOYSA-N 0.000 description 1
- QYIXCDOBOSTCEI-NWKZBHTNSA-N coprostanol Chemical compound C([C@H]1CC2)[C@@H](O)CC[C@]1(C)[C@@H]1[C@@H]2[C@@H]2CC[C@H]([C@H](C)CCCC(C)C)[C@@]2(C)CC1 QYIXCDOBOSTCEI-NWKZBHTNSA-N 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 229960003290 cortisone acetate Drugs 0.000 description 1
- WFRBMXFCEAHLGH-UHFFFAOYSA-N cyclodecanol Chemical compound OC1CCCCCCCCC1 WFRBMXFCEAHLGH-UHFFFAOYSA-N 0.000 description 1
- SFVWPXMPRCIVOK-UHFFFAOYSA-N cyclododecanol Chemical compound OC1CCCCCCCCCCC1 SFVWPXMPRCIVOK-UHFFFAOYSA-N 0.000 description 1
- VKIRRGRTJUUZHS-UHFFFAOYSA-N cyclohexane-1,4-diamine Chemical compound NC1CCC(N)CC1 VKIRRGRTJUUZHS-UHFFFAOYSA-N 0.000 description 1
- HPXRVTGHNJAIIH-UHFFFAOYSA-N cyclohexanol Chemical compound OC1CCCCC1 HPXRVTGHNJAIIH-UHFFFAOYSA-N 0.000 description 1
- 125000004956 cyclohexylene group Chemical group 0.000 description 1
- LNGJOYPCXLOTKL-UHFFFAOYSA-N cyclopentane-1,3-dicarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)C1 LNGJOYPCXLOTKL-UHFFFAOYSA-N 0.000 description 1
- ZESRJSPZRDMNHY-UHFFFAOYSA-N de-oxy corticosterone Natural products O=C1CCC2(C)C3CCC(C)(C(CC4)C(=O)CO)C4C3CCC2=C1 ZESRJSPZRDMNHY-UHFFFAOYSA-N 0.000 description 1
- 229960002887 deanol Drugs 0.000 description 1
- YQLZOAVZWJBZSY-UHFFFAOYSA-N decane-1,10-diamine Chemical compound NCCCCCCCCCCN YQLZOAVZWJBZSY-UHFFFAOYSA-N 0.000 description 1
- SASYSVUEVMOWPL-NXVVXOECSA-N decyl oleate Chemical compound CCCCCCCCCCOC(=O)CCCCCCC\C=C/CCCCCCCC SASYSVUEVMOWPL-NXVVXOECSA-N 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- FMGSKLZLMKYGDP-USOAJAOKSA-N dehydroepiandrosterone Chemical compound C1[C@@H](O)CC[C@]2(C)[C@H]3CC[C@](C)(C(CC4)=O)[C@@H]4[C@@H]3CC=C21 FMGSKLZLMKYGDP-USOAJAOKSA-N 0.000 description 1
- 229960003654 desoxycortone Drugs 0.000 description 1
- SEGLCEQVOFDUPX-UHFFFAOYSA-N di-(2-ethylhexyl)phosphoric acid Chemical compound CCCCC(CC)COP(O)(=O)OCC(CC)CCCC SEGLCEQVOFDUPX-UHFFFAOYSA-N 0.000 description 1
- 150000004985 diamines Chemical class 0.000 description 1
- UCVPKAZCQPRWAY-UHFFFAOYSA-N dibenzyl benzene-1,2-dicarboxylate Chemical compound C=1C=CC=C(C(=O)OCC=2C=CC=CC=2)C=1C(=O)OCC1=CC=CC=C1 UCVPKAZCQPRWAY-UHFFFAOYSA-N 0.000 description 1
- JBSLOWBPDRZSMB-BQYQJAHWSA-N dibutyl (e)-but-2-enedioate Chemical compound CCCCOC(=O)\C=C\C(=O)OCCCC JBSLOWBPDRZSMB-BQYQJAHWSA-N 0.000 description 1
- OGVXYCDTRMDYOG-UHFFFAOYSA-N dibutyl 2-methylidenebutanedioate Chemical compound CCCCOC(=O)CC(=C)C(=O)OCCCC OGVXYCDTRMDYOG-UHFFFAOYSA-N 0.000 description 1
- RJGHQTVXGKYATR-UHFFFAOYSA-L dibutyl(dichloro)stannane Chemical compound CCCC[Sn](Cl)(Cl)CCCC RJGHQTVXGKYATR-UHFFFAOYSA-L 0.000 description 1
- JGFBRKRYDCGYKD-UHFFFAOYSA-N dibutyl(oxo)tin Chemical compound CCCC[Sn](=O)CCCC JGFBRKRYDCGYKD-UHFFFAOYSA-N 0.000 description 1
- KORSJDCBLAPZEQ-UHFFFAOYSA-N dicyclohexylmethane-4,4'-diisocyanate Chemical compound C1CC(N=C=O)CCC1CC1CCC(N=C=O)CC1 KORSJDCBLAPZEQ-UHFFFAOYSA-N 0.000 description 1
- KEIQPMUPONZJJH-UHFFFAOYSA-N dicyclohexylmethanediamine Chemical compound C1CCCCC1C(N)(N)C1CCCCC1 KEIQPMUPONZJJH-UHFFFAOYSA-N 0.000 description 1
- DEFUSPNGFCCTEU-UHFFFAOYSA-N dicyclohexylmethanol Chemical compound C1CCCCC1C(O)C1CCCCC1 DEFUSPNGFCCTEU-UHFFFAOYSA-N 0.000 description 1
- PUFGCEQWYLJYNJ-UHFFFAOYSA-N didodecyl benzene-1,2-dicarboxylate Chemical compound CCCCCCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCCCCCC PUFGCEQWYLJYNJ-UHFFFAOYSA-N 0.000 description 1
- ZBCBWPMODOFKDW-UHFFFAOYSA-N diethanolamine Chemical compound OCCNCCO ZBCBWPMODOFKDW-UHFFFAOYSA-N 0.000 description 1
- ZEFVHSWKYCYFFL-UHFFFAOYSA-N diethyl 2-methylidenebutanedioate Chemical compound CCOC(=O)CC(=C)C(=O)OCC ZEFVHSWKYCYFFL-UHFFFAOYSA-N 0.000 description 1
- HPNMFZURTQLUMO-UHFFFAOYSA-N diethylamine Chemical compound CCNCC HPNMFZURTQLUMO-UHFFFAOYSA-N 0.000 description 1
- YKDMBTQVKVEMSA-UHFFFAOYSA-N diethylene glycol distearate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCCOCCOC(=O)CCCCCCCCCCCCCCCCC YKDMBTQVKVEMSA-UHFFFAOYSA-N 0.000 description 1
- 229940111071 diethylene glycol distearate Drugs 0.000 description 1
- QBSJHOGDIUQWTH-UHFFFAOYSA-N dihydrolanosterol Natural products CC(C)CCCC(C)C1CCC2(C)C3=C(CCC12C)C4(C)CCC(C)(O)C(C)(C)C4CC3 QBSJHOGDIUQWTH-UHFFFAOYSA-N 0.000 description 1
- HBGGXOJOCNVPFY-UHFFFAOYSA-N diisononyl phthalate Chemical compound CC(C)CCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCC(C)C HBGGXOJOCNVPFY-UHFFFAOYSA-N 0.000 description 1
- LVTYICIALWPMFW-UHFFFAOYSA-N diisopropanolamine Chemical compound CC(O)CNCC(C)O LVTYICIALWPMFW-UHFFFAOYSA-N 0.000 description 1
- 229940043276 diisopropanolamine Drugs 0.000 description 1
- 239000000539 dimer Substances 0.000 description 1
- ZWWQRMFIZFPUAA-UHFFFAOYSA-N dimethyl 2-methylidenebutanedioate Chemical compound COC(=O)CC(=C)C(=O)OC ZWWQRMFIZFPUAA-UHFFFAOYSA-N 0.000 description 1
- VNGOYPQMJFJDLV-UHFFFAOYSA-N dimethyl benzene-1,3-dicarboxylate Chemical compound COC(=O)C1=CC=CC(C(=O)OC)=C1 VNGOYPQMJFJDLV-UHFFFAOYSA-N 0.000 description 1
- FBSAITBEAPNWJG-UHFFFAOYSA-N dimethyl phthalate Natural products CC(=O)OC1=CC=CC=C1OC(C)=O FBSAITBEAPNWJG-UHFFFAOYSA-N 0.000 description 1
- 239000012972 dimethylethanolamine Substances 0.000 description 1
- 229960001826 dimethylphthalate Drugs 0.000 description 1
- DROMNWUQASBTFM-UHFFFAOYSA-N dinonyl benzene-1,2-dicarboxylate Chemical compound CCCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCCC DROMNWUQASBTFM-UHFFFAOYSA-N 0.000 description 1
- MQKMBXOZOISLIV-UHFFFAOYSA-N dioctadecyl benzene-1,2-dicarboxylate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCCCCCCCCCCCC MQKMBXOZOISLIV-UHFFFAOYSA-N 0.000 description 1
- UCEHPOGKWWZMHC-UHFFFAOYSA-N dioctyl cyclohex-3-ene-1,2-dicarboxylate Chemical compound CCCCCCCCOC(=O)C1CCC=CC1C(=O)OCCCCCCCC UCEHPOGKWWZMHC-UHFFFAOYSA-N 0.000 description 1
- VJHINFRRDQUWOJ-UHFFFAOYSA-N dioctyl sebacate Chemical compound CCCCC(CC)COC(=O)CCCCCCCCC(=O)OCC(CC)CCCC VJHINFRRDQUWOJ-UHFFFAOYSA-N 0.000 description 1
- PPSZHCXTGRHULJ-UHFFFAOYSA-N dioxazine Chemical compound O1ON=CC=C1 PPSZHCXTGRHULJ-UHFFFAOYSA-N 0.000 description 1
- USIUVYZYUHIAEV-UHFFFAOYSA-N diphenyl ether Natural products C=1C=CC=CC=1OC1=CC=CC=C1 USIUVYZYUHIAEV-UHFFFAOYSA-N 0.000 description 1
- DWNAQMUDCDVSLT-UHFFFAOYSA-N diphenyl phthalate Chemical compound C=1C=CC=C(C(=O)OC=2C=CC=CC=2)C=1C(=O)OC1=CC=CC=C1 DWNAQMUDCDVSLT-UHFFFAOYSA-N 0.000 description 1
- XPPKVPWEQAFLFU-UHFFFAOYSA-N diphosphoric acid Chemical compound OP(O)(=O)OP(O)(O)=O XPPKVPWEQAFLFU-UHFFFAOYSA-N 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- YCZJVRCZIPDYHH-UHFFFAOYSA-N ditridecyl benzene-1,2-dicarboxylate Chemical compound CCCCCCCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCCCCCCC YCZJVRCZIPDYHH-UHFFFAOYSA-N 0.000 description 1
- QQVHEQUEHCEAKS-UHFFFAOYSA-N diundecyl benzene-1,2-dicarboxylate Chemical compound CCCCCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCCCCC QQVHEQUEHCEAKS-UHFFFAOYSA-N 0.000 description 1
- DTGKSKDOIYIVQL-UHFFFAOYSA-N dl-isoborneol Natural products C1CC2(C)C(O)CC1C2(C)C DTGKSKDOIYIVQL-UHFFFAOYSA-N 0.000 description 1
- LQZZUXJYWNFBMV-UHFFFAOYSA-N dodecan-1-ol Chemical compound CCCCCCCCCCCCO LQZZUXJYWNFBMV-UHFFFAOYSA-N 0.000 description 1
- JRBPAEWTRLWTQC-UHFFFAOYSA-N dodecylamine Chemical compound CCCCCCCCCCCCN JRBPAEWTRLWTQC-UHFFFAOYSA-N 0.000 description 1
- 238000009820 dry lamination Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000004043 dyeing Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- DNVPQKQSNYMLRS-SOWFXMKYSA-N ergosterol Chemical compound C1[C@@H](O)CC[C@]2(C)[C@H](CC[C@]3([C@H]([C@H](C)/C=C/[C@@H](C)C(C)C)CC[C@H]33)C)C3=CC=C21 DNVPQKQSNYMLRS-SOWFXMKYSA-N 0.000 description 1
- 238000005886 esterification reaction Methods 0.000 description 1
- 229950002007 estradiol benzoate Drugs 0.000 description 1
- 229960003399 estrone Drugs 0.000 description 1
- FWDBOZPQNFPOLF-UHFFFAOYSA-N ethenyl(triethoxy)silane Chemical compound CCO[Si](OCC)(OCC)C=C FWDBOZPQNFPOLF-UHFFFAOYSA-N 0.000 description 1
- NKSJNEHGWDZZQF-UHFFFAOYSA-N ethenyl(trimethoxy)silane Chemical compound CO[Si](OC)(OC)C=C NKSJNEHGWDZZQF-UHFFFAOYSA-N 0.000 description 1
- WOXXJEVNDJOOLV-UHFFFAOYSA-N ethenyl-tris(2-methoxyethoxy)silane Chemical compound COCCO[Si](OCCOC)(OCCOC)C=C WOXXJEVNDJOOLV-UHFFFAOYSA-N 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- ZQTYQMYDIHMKQB-UHFFFAOYSA-N exo-norborneol Chemical compound C1CC2C(O)CC1C2 ZQTYQMYDIHMKQB-UHFFFAOYSA-N 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 235000013312 flour Nutrition 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000003205 fragrance Substances 0.000 description 1
- ANSXAPJVJOKRDJ-UHFFFAOYSA-N furo[3,4-f][2]benzofuran-1,3,5,7-tetrone Chemical compound C1=C2C(=O)OC(=O)C2=CC2=C1C(=O)OC2=O ANSXAPJVJOKRDJ-UHFFFAOYSA-N 0.000 description 1
- 235000013773 glyceryl triacetate Nutrition 0.000 description 1
- 125000003827 glycol group Chemical group 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229930185053 grandol Natural products 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 239000001056 green pigment Substances 0.000 description 1
- 150000008282 halocarbons Chemical class 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 239000011121 hardwood Substances 0.000 description 1
- PWSKHLMYTZNYKO-UHFFFAOYSA-N heptane-1,7-diamine Chemical compound NCCCCCCCN PWSKHLMYTZNYKO-UHFFFAOYSA-N 0.000 description 1
- 239000004312 hexamethylene tetramine Substances 0.000 description 1
- 235000010299 hexamethylene tetramine Nutrition 0.000 description 1
- VKYKSIONXSXAKP-UHFFFAOYSA-N hexamethylenetetramine Chemical compound C1N(C2)CN3CN1CN2C3 VKYKSIONXSXAKP-UHFFFAOYSA-N 0.000 description 1
- TZMQHOJDDMFGQX-UHFFFAOYSA-N hexane-1,1,1-triol Chemical compound CCCCCC(O)(O)O TZMQHOJDDMFGQX-UHFFFAOYSA-N 0.000 description 1
- NAQMVNRVTILPCV-UHFFFAOYSA-N hexane-1,6-diamine Chemical compound NCCCCCCN NAQMVNRVTILPCV-UHFFFAOYSA-N 0.000 description 1
- SAMYCKUDTNLASP-UHFFFAOYSA-N hexane-2,2-diol Chemical compound CCCCC(C)(O)O SAMYCKUDTNLASP-UHFFFAOYSA-N 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 239000012510 hollow fiber Substances 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229910052809 inorganic oxide Inorganic materials 0.000 description 1
- DCYOBGZUOMKFPA-UHFFFAOYSA-N iron(2+);iron(3+);octadecacyanide Chemical compound [Fe+2].[Fe+2].[Fe+2].[Fe+3].[Fe+3].[Fe+3].[Fe+3].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-].N#[C-] DCYOBGZUOMKFPA-UHFFFAOYSA-N 0.000 description 1
- LZKLAOYSENRNKR-LNTINUHCSA-N iron;(z)-4-oxoniumylidenepent-2-en-2-olate Chemical compound [Fe].C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O LZKLAOYSENRNKR-LNTINUHCSA-N 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 1
- 229940102253 isopropanolamine Drugs 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- GKQPCPXONLDCMU-CCEZHUSRSA-N lacidipine Chemical compound CCOC(=O)C1=C(C)NC(C)=C(C(=O)OCC)C1C1=CC=CC=C1\C=C\C(=O)OC(C)(C)C GKQPCPXONLDCMU-CCEZHUSRSA-N 0.000 description 1
- 239000012939 laminating adhesive Substances 0.000 description 1
- 229940058690 lanosterol Drugs 0.000 description 1
- CAHGCLMLTWQZNJ-RGEKOYMOSA-N lanosterol Chemical compound C([C@]12C)C[C@@H](O)C(C)(C)[C@H]1CCC1=C2CC[C@]2(C)[C@H]([C@H](CCC=C(C)C)C)CC[C@@]21C CAHGCLMLTWQZNJ-RGEKOYMOSA-N 0.000 description 1
- 238000010147 laser engraving Methods 0.000 description 1
- PIJPYDMVFNTHIP-UHFFFAOYSA-L lead sulfate Chemical compound [PbH4+2].[O-]S([O-])(=O)=O PIJPYDMVFNTHIP-UHFFFAOYSA-L 0.000 description 1
- 239000003446 ligand Substances 0.000 description 1
- 125000002463 lignoceryl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 235000010187 litholrubine BK Nutrition 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 229920001179 medium density polyethylene Polymers 0.000 description 1
- 239000004701 medium-density polyethylene Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 229940041616 menthol Drugs 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229960003377 metandienone Drugs 0.000 description 1
- RTWNYYOXLSILQN-UHFFFAOYSA-N methanediamine Chemical compound NCN RTWNYYOXLSILQN-UHFFFAOYSA-N 0.000 description 1
- KHIMGLZWXYEMNP-UHFFFAOYSA-N methoxy-[(2-methylpropan-2-yl)oxy]-propylsilane Chemical compound CC(O[SiH](OC)CCC)(C)C KHIMGLZWXYEMNP-UHFFFAOYSA-N 0.000 description 1
- ARYZCSRUUPFYMY-UHFFFAOYSA-N methoxysilane Chemical compound CO[SiH3] ARYZCSRUUPFYMY-UHFFFAOYSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- VYKXQOYUCMREIS-UHFFFAOYSA-N methylhexahydrophthalic anhydride Chemical compound C1CCCC2C(=O)OC(=O)C21C VYKXQOYUCMREIS-UHFFFAOYSA-N 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- RZRNAYUHWVFMIP-UHFFFAOYSA-N monoelaidin Natural products CCCCCCCCC=CCCCCCCCC(=O)OCC(O)CO RZRNAYUHWVFMIP-UHFFFAOYSA-N 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 229940043348 myristyl alcohol Drugs 0.000 description 1
- LSHROXHEILXKHM-UHFFFAOYSA-N n'-[2-[2-[2-(2-aminoethylamino)ethylamino]ethylamino]ethyl]ethane-1,2-diamine Chemical compound NCCNCCNCCNCCNCCN LSHROXHEILXKHM-UHFFFAOYSA-N 0.000 description 1
- SKCNNQDRNPQEFU-UHFFFAOYSA-N n'-[3-(dimethylamino)propyl]-n,n,n'-trimethylpropane-1,3-diamine Chemical compound CN(C)CCCN(C)CCCN(C)C SKCNNQDRNPQEFU-UHFFFAOYSA-N 0.000 description 1
- ZETYUTMSJWMKNQ-UHFFFAOYSA-N n,n',n'-trimethylhexane-1,6-diamine Chemical compound CNCCCCCCN(C)C ZETYUTMSJWMKNQ-UHFFFAOYSA-N 0.000 description 1
- TXXWBTOATXBWDR-UHFFFAOYSA-N n,n,n',n'-tetramethylhexane-1,6-diamine Chemical compound CN(C)CCCCCCN(C)C TXXWBTOATXBWDR-UHFFFAOYSA-N 0.000 description 1
- XFLSMWXCZBIXLV-UHFFFAOYSA-N n,n-dimethyl-2-(4-methylpiperazin-1-yl)ethanamine Chemical compound CN(C)CCN1CCN(C)CC1 XFLSMWXCZBIXLV-UHFFFAOYSA-N 0.000 description 1
- GEMHFKXPOCTAIP-UHFFFAOYSA-N n,n-dimethyl-n'-phenylcarbamimidoyl chloride Chemical compound CN(C)C(Cl)=NC1=CC=CC=C1 GEMHFKXPOCTAIP-UHFFFAOYSA-N 0.000 description 1
- KBJFYLLAMSZSOG-UHFFFAOYSA-N n-(3-trimethoxysilylpropyl)aniline Chemical compound CO[Si](OC)(OC)CCCNC1=CC=CC=C1 KBJFYLLAMSZSOG-UHFFFAOYSA-N 0.000 description 1
- BXYVQNNEFZOBOZ-UHFFFAOYSA-N n-[3-(dimethylamino)propyl]-n',n'-dimethylpropane-1,3-diamine Chemical compound CN(C)CCCNCCCN(C)C BXYVQNNEFZOBOZ-UHFFFAOYSA-N 0.000 description 1
- WIBFFTLQMKKBLZ-SEYXRHQNSA-N n-butyl oleate Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)OCCCC WIBFFTLQMKKBLZ-SEYXRHQNSA-N 0.000 description 1
- GOQYKNQRPGWPLP-UHFFFAOYSA-N n-heptadecyl alcohol Natural products CCCCCCCCCCCCCCCCCO GOQYKNQRPGWPLP-UHFFFAOYSA-N 0.000 description 1
- XGFDHKJUZCCPKQ-UHFFFAOYSA-N n-nonadecyl alcohol Natural products CCCCCCCCCCCCCCCCCCCO XGFDHKJUZCCPKQ-UHFFFAOYSA-N 0.000 description 1
- HKUFIYBZNQSHQS-UHFFFAOYSA-N n-octadecyloctadecan-1-amine Chemical compound CCCCCCCCCCCCCCCCCCNCCCCCCCCCCCCCCCCCC HKUFIYBZNQSHQS-UHFFFAOYSA-N 0.000 description 1
- ABMFBCRYHDZLRD-UHFFFAOYSA-N naphthalene-1,4-dicarboxylic acid Chemical compound C1=CC=C2C(C(=O)O)=CC=C(C(O)=O)C2=C1 ABMFBCRYHDZLRD-UHFFFAOYSA-N 0.000 description 1
- VAWFFNJAPKXVPH-UHFFFAOYSA-N naphthalene-1,6-dicarboxylic acid Chemical compound OC(=O)C1=CC=CC2=CC(C(=O)O)=CC=C21 VAWFFNJAPKXVPH-UHFFFAOYSA-N 0.000 description 1
- HRRDCWDFRIJIQZ-UHFFFAOYSA-N naphthalene-1,8-dicarboxylic acid Chemical compound C1=CC(C(O)=O)=C2C(C(=O)O)=CC=CC2=C1 HRRDCWDFRIJIQZ-UHFFFAOYSA-N 0.000 description 1
- RXOHFPCZGPKIRD-UHFFFAOYSA-N naphthalene-2,6-dicarboxylic acid Chemical compound C1=C(C(O)=O)C=CC2=CC(C(=O)O)=CC=C21 RXOHFPCZGPKIRD-UHFFFAOYSA-N 0.000 description 1
- UIEKYBOPAVTZKW-UHFFFAOYSA-L naphthalene-2-carboxylate;nickel(2+) Chemical compound [Ni+2].C1=CC=CC2=CC(C(=O)[O-])=CC=C21.C1=CC=CC2=CC(C(=O)[O-])=CC=C21 UIEKYBOPAVTZKW-UHFFFAOYSA-L 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000002816 nickel compounds Chemical class 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- SXJVFQLYZSNZBT-UHFFFAOYSA-N nonane-1,9-diamine Chemical compound NCCCCCCCCCN SXJVFQLYZSNZBT-UHFFFAOYSA-N 0.000 description 1
- KQJBQMSCFSJABN-UHFFFAOYSA-N octadecan-1-olate;titanium(4+) Chemical compound [Ti+4].CCCCCCCCCCCCCCCCCC[O-].CCCCCCCCCCCCCCCCCC[O-].CCCCCCCCCCCCCCCCCC[O-].CCCCCCCCCCCCCCCCCC[O-] KQJBQMSCFSJABN-UHFFFAOYSA-N 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- IOQPZZOEVPZRBK-UHFFFAOYSA-N octan-1-amine Chemical compound CCCCCCCCN IOQPZZOEVPZRBK-UHFFFAOYSA-N 0.000 description 1
- QTDSLDJPJJBBLE-PFONDFGASA-N octyl (z)-octadec-9-enoate Chemical compound CCCCCCCCOC(=O)CCCCCCC\C=C/CCCCCCCC QTDSLDJPJJBBLE-PFONDFGASA-N 0.000 description 1
- YAFOVCNAQTZDQB-UHFFFAOYSA-N octyl diphenyl phosphate Chemical compound C=1C=CC=CC=1OP(=O)(OCCCCCCCC)OC1=CC=CC=C1 YAFOVCNAQTZDQB-UHFFFAOYSA-N 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 1
- 229940055577 oleyl alcohol Drugs 0.000 description 1
- XMLQWXUVTXCDDL-UHFFFAOYSA-N oleyl alcohol Natural products CCCCCCC=CCCCCCCCCCCO XMLQWXUVTXCDDL-UHFFFAOYSA-N 0.000 description 1
- 125000001117 oleyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])/C([H])=C([H])\C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000005416 organic matter Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- NFHFRUOZVGFOOS-UHFFFAOYSA-N palladium;triphenylphosphane Chemical compound [Pd].C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 NFHFRUOZVGFOOS-UHFFFAOYSA-N 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 235000012736 patent blue V Nutrition 0.000 description 1
- UKODFQOELJFMII-UHFFFAOYSA-N pentamethyldiethylenetriamine Chemical compound CN(C)CCN(C)CCN(C)C UKODFQOELJFMII-UHFFFAOYSA-N 0.000 description 1
- DGBWPZSGHAXYGK-UHFFFAOYSA-N perinone Chemical compound C12=NC3=CC=CC=C3N2C(=O)C2=CC=C3C4=C2C1=CC=C4C(=O)N1C2=CC=CC=C2N=C13 DGBWPZSGHAXYGK-UHFFFAOYSA-N 0.000 description 1
- WVDDGKGOMKODPV-ZQBYOMGUSA-N phenyl(114C)methanol Chemical compound O[14CH2]C1=CC=CC=C1 WVDDGKGOMKODPV-ZQBYOMGUSA-N 0.000 description 1
- 229960004838 phosphoric acid Drugs 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- 150000003016 phosphoric acids Chemical class 0.000 description 1
- 125000005498 phthalate group Chemical class 0.000 description 1
- XNGIFLGASWRNHJ-UHFFFAOYSA-L phthalate(2-) Chemical compound [O-]C(=O)C1=CC=CC=C1C([O-])=O XNGIFLGASWRNHJ-UHFFFAOYSA-L 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002239 polyacrylonitrile Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920005678 polyethylene based resin Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 229920006389 polyphenyl polymer Polymers 0.000 description 1
- 150000007519 polyprotic acids Polymers 0.000 description 1
- 229920000909 polytetrahydrofuran Polymers 0.000 description 1
- 229960002847 prasterone Drugs 0.000 description 1
- 229940088417 precipitated calcium carbonate Drugs 0.000 description 1
- 229960000249 pregnenolone Drugs 0.000 description 1
- OZZAYJQNMKMUSD-DMISRAGPSA-N pregnenolone succinate Chemical compound C1C=C2C[C@@H](OC(=O)CCC(O)=O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@H](C(=O)C)[C@@]1(C)CC2 OZZAYJQNMKMUSD-DMISRAGPSA-N 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 150000003141 primary amines Chemical class 0.000 description 1
- 125000002924 primary amino group Chemical group [H]N([H])* 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- BPJZKLBPJBMLQG-KWRJMZDGSA-N propanoyl (z,12r)-12-hydroxyoctadec-9-enoate Chemical compound CCCCCC[C@@H](O)C\C=C/CCCCCCCC(=O)OC(=O)CC BPJZKLBPJBMLQG-KWRJMZDGSA-N 0.000 description 1
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 1
- AOHJOMMDDJHIJH-UHFFFAOYSA-N propylenediamine Chemical compound CC(N)CN AOHJOMMDDJHIJH-UHFFFAOYSA-N 0.000 description 1
- 229960003351 prussian blue Drugs 0.000 description 1
- 239000013225 prussian blue Substances 0.000 description 1
- 229940005657 pyrophosphoric acid Drugs 0.000 description 1
- SBYHFKPVCBCYGV-UHFFFAOYSA-N quinuclidine Chemical compound C1CC2CCN1CC2 SBYHFKPVCBCYGV-UHFFFAOYSA-N 0.000 description 1
- 239000012429 reaction media Substances 0.000 description 1
- 239000001054 red pigment Substances 0.000 description 1
- PYWVYCXTNDRMGF-UHFFFAOYSA-N rhodamine B Chemical compound [Cl-].C=12C=CC(=[N+](CC)CC)C=C2OC2=CC(N(CC)CC)=CC=C2C=1C1=CC=CC=C1C(O)=O PYWVYCXTNDRMGF-UHFFFAOYSA-N 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- WBHHMMIMDMUBKC-XLNAKTSKSA-N ricinelaidic acid Chemical compound CCCCCC[C@@H](O)C\C=C\CCCCCCCC(O)=O WBHHMMIMDMUBKC-XLNAKTSKSA-N 0.000 description 1
- 229960003656 ricinoleic acid Drugs 0.000 description 1
- FEUQNCSVHBHROZ-UHFFFAOYSA-N ricinoleic acid Natural products CCCCCCC(O[Si](C)(C)C)CC=CCCCCCCCC(=O)OC FEUQNCSVHBHROZ-UHFFFAOYSA-N 0.000 description 1
- 238000007142 ring opening reaction Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 229940116351 sebacate Drugs 0.000 description 1
- CXMXRPHRNRROMY-UHFFFAOYSA-L sebacate(2-) Chemical compound [O-]C(=O)CCCCCCCCC([O-])=O CXMXRPHRNRROMY-UHFFFAOYSA-L 0.000 description 1
- 239000012603 secondary packaging material Substances 0.000 description 1
- 150000003346 selenoethers Chemical class 0.000 description 1
- 239000002453 shampoo Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- KZJWDPNRJALLNS-VJSFXXLFSA-N sitosterol Chemical compound C1C=C2C[C@@H](O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@H]([C@H](C)CC[C@@H](CC)C(C)C)[C@@]1(C)CC2 KZJWDPNRJALLNS-VJSFXXLFSA-N 0.000 description 1
- 229950005143 sitosterol Drugs 0.000 description 1
- NLQLSVXGSXCXFE-UHFFFAOYSA-N sitosterol Natural products CC=C(/CCC(C)C1CC2C3=CCC4C(C)C(O)CCC4(C)C3CCC2(C)C1)C(C)C NLQLSVXGSXCXFE-UHFFFAOYSA-N 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- WSFQLUVWDKCYSW-UHFFFAOYSA-M sodium;2-hydroxy-3-morpholin-4-ylpropane-1-sulfonate Chemical compound [Na+].[O-]S(=O)(=O)CC(O)CN1CCOCC1 WSFQLUVWDKCYSW-UHFFFAOYSA-M 0.000 description 1
- 239000011122 softwood Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 235000012424 soybean oil Nutrition 0.000 description 1
- 239000003549 soybean oil Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- HCXVJBMSMIARIN-PHZDYDNGSA-N stigmasterol Chemical compound C1C=C2C[C@@H](O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@H]([C@H](C)/C=C/[C@@H](CC)C(C)C)[C@@]1(C)CC2 HCXVJBMSMIARIN-PHZDYDNGSA-N 0.000 description 1
- 229940032091 stigmasterol Drugs 0.000 description 1
- 235000016831 stigmasterol Nutrition 0.000 description 1
- BFDNMXAIBMJLBB-UHFFFAOYSA-N stigmasterol Natural products CCC(C=CC(C)C1CCCC2C3CC=C4CC(O)CCC4(C)C3CCC12C)C(C)C BFDNMXAIBMJLBB-UHFFFAOYSA-N 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- QXKXDIKCIPXUPL-UHFFFAOYSA-N sulfanylidenemercury Chemical compound [Hg]=S QXKXDIKCIPXUPL-UHFFFAOYSA-N 0.000 description 1
- 150000004763 sulfides Chemical class 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 230000002194 synthesizing effect Effects 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- PZTAGFCBNDBBFZ-UHFFFAOYSA-N tert-butyl 2-(hydroxymethyl)piperidine-1-carboxylate Chemical compound CC(C)(C)OC(=O)N1CCCCC1CO PZTAGFCBNDBBFZ-UHFFFAOYSA-N 0.000 description 1
- 229960003604 testosterone Drugs 0.000 description 1
- FAGUFWYHJQFNRV-UHFFFAOYSA-N tetraethylenepentamine Chemical compound NCCNCCNCCNCCN FAGUFWYHJQFNRV-UHFFFAOYSA-N 0.000 description 1
- GNCDUZFXTFAOBE-UHFFFAOYSA-N tetrakis(2-ethylhexyl) benzene-1,2,4,5-tetracarboxylate Chemical compound CCCCC(CC)COC(=O)C1=CC(C(=O)OCC(CC)CCCC)=C(C(=O)OCC(CC)CCCC)C=C1C(=O)OCC(CC)CCCC GNCDUZFXTFAOBE-UHFFFAOYSA-N 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- JOUDBUYBGJYFFP-FOCLMDBBSA-N thioindigo Chemical compound S\1C2=CC=CC=C2C(=O)C/1=C1/C(=O)C2=CC=CC=C2S1 JOUDBUYBGJYFFP-FOCLMDBBSA-N 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- 229960002622 triacetin Drugs 0.000 description 1
- STCOOQWBFONSKY-UHFFFAOYSA-N tributyl phosphate Chemical compound CCCCOP(=O)(OCCCC)OCCCC STCOOQWBFONSKY-UHFFFAOYSA-N 0.000 description 1
- NBXZNTLFQLUFES-UHFFFAOYSA-N triethoxy(propyl)silane Chemical compound CCC[Si](OCC)(OCC)OCC NBXZNTLFQLUFES-UHFFFAOYSA-N 0.000 description 1
- WEAPVABOECTMGR-UHFFFAOYSA-N triethyl 2-acetyloxypropane-1,2,3-tricarboxylate Chemical compound CCOC(=O)CC(C(=O)OCC)(OC(C)=O)CC(=O)OCC WEAPVABOECTMGR-UHFFFAOYSA-N 0.000 description 1
- 239000001069 triethyl citrate Substances 0.000 description 1
- VMYFZRTXGLUXMZ-UHFFFAOYSA-N triethyl citrate Natural products CCOC(=O)C(O)(C(=O)OCC)C(=O)OCC VMYFZRTXGLUXMZ-UHFFFAOYSA-N 0.000 description 1
- 235000013769 triethyl citrate Nutrition 0.000 description 1
- DQWPFSLDHJDLRL-UHFFFAOYSA-N triethyl phosphate Chemical compound CCOP(=O)(OCC)OCC DQWPFSLDHJDLRL-UHFFFAOYSA-N 0.000 description 1
- UFTFJSFQGQCHQW-UHFFFAOYSA-N triformin Chemical compound O=COCC(OC=O)COC=O UFTFJSFQGQCHQW-UHFFFAOYSA-N 0.000 description 1
- MXHBQKVKHGQWRB-UHFFFAOYSA-N trihexyl benzene-1,2,4-tricarboxylate Chemical compound CCCCCCOC(=O)C1=CC=C(C(=O)OCCCCCC)C(C(=O)OCCCCCC)=C1 MXHBQKVKHGQWRB-UHFFFAOYSA-N 0.000 description 1
- 125000005591 trimellitate group Chemical group 0.000 description 1
- SRPWOOOHEPICQU-UHFFFAOYSA-N trimellitic anhydride Chemical compound OC(=O)C1=CC=C2C(=O)OC(=O)C2=C1 SRPWOOOHEPICQU-UHFFFAOYSA-N 0.000 description 1
- DQZNLOXENNXVAD-UHFFFAOYSA-N trimethoxy-[2-(7-oxabicyclo[4.1.0]heptan-4-yl)ethyl]silane Chemical compound C1C(CC[Si](OC)(OC)OC)CCC2OC21 DQZNLOXENNXVAD-UHFFFAOYSA-N 0.000 description 1
- BPSIOYPQMFLKFR-UHFFFAOYSA-N trimethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](OC)(OC)CCCOCC1CO1 BPSIOYPQMFLKFR-UHFFFAOYSA-N 0.000 description 1
- QXJQHYBHAIHNGG-UHFFFAOYSA-N trimethylolethane Chemical compound OCC(C)(CO)CO QXJQHYBHAIHNGG-UHFFFAOYSA-N 0.000 description 1
- JNXDCMUUZNIWPQ-UHFFFAOYSA-N trioctyl benzene-1,2,4-tricarboxylate Chemical compound CCCCCCCCOC(=O)C1=CC=C(C(=O)OCCCCCCCC)C(C(=O)OCCCCCCCC)=C1 JNXDCMUUZNIWPQ-UHFFFAOYSA-N 0.000 description 1
- 150000004072 triols Chemical class 0.000 description 1
- XZZNDPSIHUTMOC-UHFFFAOYSA-N triphenyl phosphate Chemical compound C=1C=CC=CC=1OP(OC=1C=CC=CC=1)(=O)OC1=CC=CC=C1 XZZNDPSIHUTMOC-UHFFFAOYSA-N 0.000 description 1
- UNXRWKVEANCORM-UHFFFAOYSA-N triphosphoric acid Chemical compound OP(O)(=O)OP(O)(=O)OP(O)(O)=O UNXRWKVEANCORM-UHFFFAOYSA-N 0.000 description 1
- 229940048102 triphosphoric acid Drugs 0.000 description 1
- KOWVWXQNQNCRRS-UHFFFAOYSA-N tris(2,4-dimethylphenyl) phosphate Chemical compound CC1=CC(C)=CC=C1OP(=O)(OC=1C(=CC(C)=CC=1)C)OC1=CC=C(C)C=C1C KOWVWXQNQNCRRS-UHFFFAOYSA-N 0.000 description 1
- WTLBZVNBAKMVDP-UHFFFAOYSA-N tris(2-butoxyethyl) phosphate Chemical compound CCCCOCCOP(=O)(OCCOCCCC)OCCOCCCC WTLBZVNBAKMVDP-UHFFFAOYSA-N 0.000 description 1
- HQUQLFOMPYWACS-UHFFFAOYSA-N tris(2-chloroethyl) phosphate Chemical compound ClCCOP(=O)(OCCCl)OCCCl HQUQLFOMPYWACS-UHFFFAOYSA-N 0.000 description 1
- DUHIKWRPAQIIBL-UHFFFAOYSA-N tris(2-ethylhexyl) 2-hydroxypropane-1,2,3-tricarboxylate Chemical compound CCCCC(CC)COC(=O)CC(O)(C(=O)OCC(CC)CCCC)CC(=O)OCC(CC)CCCC DUHIKWRPAQIIBL-UHFFFAOYSA-N 0.000 description 1
- LIPMRGQQBZJCTM-UHFFFAOYSA-N tris(2-propan-2-ylphenyl) phosphate Chemical compound CC(C)C1=CC=CC=C1OP(=O)(OC=1C(=CC=CC=1)C(C)C)OC1=CC=CC=C1C(C)C LIPMRGQQBZJCTM-UHFFFAOYSA-N 0.000 description 1
- WDRCVXGINNJWPH-UHFFFAOYSA-N tris(6-methylheptyl) benzene-1,2,4-tricarboxylate Chemical compound CC(C)CCCCCOC(=O)C1=CC=C(C(=O)OCCCCCC(C)C)C(C(=O)OCCCCCC(C)C)=C1 WDRCVXGINNJWPH-UHFFFAOYSA-N 0.000 description 1
- FJFYFBRNDHRTHL-UHFFFAOYSA-N tris(8-methylnonyl) benzene-1,2,4-tricarboxylate Chemical compound CC(C)CCCCCCCOC(=O)C1=CC=C(C(=O)OCCCCCCCC(C)C)C(C(=O)OCCCCCCCC(C)C)=C1 FJFYFBRNDHRTHL-UHFFFAOYSA-N 0.000 description 1
- SMYKBXMWXCZOLU-UHFFFAOYSA-N tris-decyl benzene-1,2,4-tricarboxylate Chemical compound CCCCCCCCCCOC(=O)C1=CC=C(C(=O)OCCCCCCCCCC)C(C(=O)OCCCCCCCCCC)=C1 SMYKBXMWXCZOLU-UHFFFAOYSA-N 0.000 description 1
- 235000013799 ultramarine blue Nutrition 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 239000000984 vat dye Substances 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- UKRDPEFKFJNXQM-UHFFFAOYSA-N vinylsilane Chemical class [SiH3]C=C UKRDPEFKFJNXQM-UHFFFAOYSA-N 0.000 description 1
- QYSXJUFSXHHAJI-YRZJJWOYSA-N vitamin D3 Chemical compound C1(/[C@@H]2CC[C@@H]([C@]2(CCC1)C)[C@H](C)CCCC(C)C)=C\C=C1\C[C@@H](O)CCC1=C QYSXJUFSXHHAJI-YRZJJWOYSA-N 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- VNTDZUDTQCZFKN-UHFFFAOYSA-L zinc 2,2-dimethyloctanoate Chemical compound [Zn++].CCCCCCC(C)(C)C([O-])=O.CCCCCCC(C)(C)C([O-])=O VNTDZUDTQCZFKN-UHFFFAOYSA-L 0.000 description 1
- 150000003752 zinc compounds Chemical class 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- NDKWCCLKSWNDBG-UHFFFAOYSA-N zinc;dioxido(dioxo)chromium Chemical compound [Zn+2].[O-][Cr]([O-])(=O)=O NDKWCCLKSWNDBG-UHFFFAOYSA-N 0.000 description 1
- JBCJMTUHAXHILC-UHFFFAOYSA-N zinc;octanoic acid Chemical compound [Zn+2].CCCCCCCC(O)=O JBCJMTUHAXHILC-UHFFFAOYSA-N 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
Images




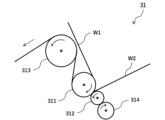
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/02—Polyureas
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
- C09J175/08—Polyurethanes from polyethers
Definitions
- the present invention relates to a two-component curing adhesive, a laminate, a method for producing a laminate, and a packaging material.
- Laminates used for various packaging materials, labels, etc. are given design, functionality, preservability, convenience, transportation resistance, etc. by laminating a wide variety of base materials such as plastic films, metal foils, and paper. be done.
- a packaging material formed by molding the laminate into a bag shape is used as a packaging material for foods, medicines, detergents, and the like.
- laminates used for packaging materials are produced by applying an adhesive dissolved in a volatile organic solvent (sometimes referred to as a solvent-based lamination adhesive) to the base material, and then passing through an oven.
- a volatile organic solvent sometimes referred to as a solvent-based lamination adhesive
- reaction lamination methods that do not contain volatile organic solvents have been used.
- Demand for a two-liquid type laminating adhesive (hereinafter referred to as solventless adhesive) is also increasing (Patent Document 1).
- Solvent-free adhesives do not require a drying process and do not emit solvents. They are energy-saving and have good running costs. It has many merits, such as the fact that there is no concern that the solvent will remain in the laminate after being combined. On the other hand, there is a problem that air bubbles caught in the adhesive when it is mixed and applied to the base material tend to remain in the cured coating film of the adhesive, which tends to cause poor appearance.
- the components used in solventless adhesives must be designed to have a low molecular weight so that the viscosity can be applied when heated to about 30°C to 100°C. is high, air bubbles agglomerate during the aging process, resulting in poor appearance.
- a printed layer is generally provided with printing ink on the back side of the base material that is the outermost layer (viewed from the content), and the printed layer and other base materials are connected via an adhesive. are pasted together.
- a solventless adhesive is applied to the surface of the printed layer, the surface of the printed matter is significantly affected by unevenness caused by pigments and resins, and thus the appearance defects due to the air bubbles described above are likely to occur.
- a laminate containing an inorganic deposition layer since it has excellent gas barrier properties, it is difficult for air bubbles generated when applying a solvent-free adhesive to diffuse into the base material during the aging process, so air bubbles tend to remain and cause poor appearance. I had a problem.
- the present invention has been made in view of such circumstances, and provides a solventless adhesive that is unlikely to cause poor appearance due to air bubbles, a laminate obtained using the adhesive, a method for producing the laminate, and a packaging material. intended to provide
- the present invention includes an isocyanate composition (X) containing a polyisocyanate compound (A), a polyol compound (B), and a polyol composition (Y) containing an amine compound (C), and a polyisocyanate compound ( A) relates to a solvent-free adhesive in which 90% by mass or more of A) is a non-aromatic polyisocyanate derivative (A1).
- the adhesive of the present invention it is possible to provide a laminate and a packaging material in which appearance defects of the laminate due to air bubbles are suppressed.
- FIG. 1 is a schematic diagram of a lamination apparatus 1 used for manufacturing the laminate of the present invention.
- FIG. 2 is a schematic diagram showing the configuration of the first coating device 12.
- FIG. 3 is a schematic diagram showing the configuration of the second coating device 22.
- FIG. 4 is a schematic diagram showing another form of the second coating device 22.
- FIG. 5 is a schematic diagram showing the configuration of the laminator 30. As shown in FIG.
- the adhesive of the present invention is a two-component curing adhesive containing the polyisocyanate composition (X) and the polyol composition (Y).
- the adhesive of the present invention will be described in detail below.
- the polyisocyanate composition (X) used in the adhesive of the present invention contains the polyisocyanate compound (A), and 90% by mass or more thereof is the non-aromatic polyisocyanate compound (A1). More preferably, 95% by mass or more of the polyisocyanate compound (A) is the polyisocyanate compound (A1).
- the polyisocyanate compound (A1) may be the total amount of the polyisocyanate compound (A).
- non-aromatic polyisocyanate compound (A1) examples include trimethylene diisocyanate, tetramethylene diisocyanate, hexamethylene diisocyanate (also known as HDI), pentamethylene diisocyanate (also known as PDI), 1,2-propylene diisocyanate, and 2,3-butylene.
- Aliphatic diisocyanates such as diisocyanate, 1,3-butylene diisocyanate, dodecamethylene diisocyanate, 2,4,4-trimethylhexamethylene diisocyanate, 3-isocyanatomethyl-3,5,5-trimethylcyclohexyl isocyanate, isophorone diisocyanate (also known as IPDI) ), 1,3-cyclopentane diisocyanate, 1,3-cyclohexane diisocyanate, 1,4-cyclohexane diisocyanate, methyl-2,4-cyclohexane diisocyanate, methyl-2,6-cyclohexane diisocyanate, 4,4′-methylenebis(cyclohexyl isocyanate), alicyclic diisocyanates such as 1,4-bis(isocyanatomethyl)cyclohexane, m- or p-xylylene diisocyanate (also known as XDI), ⁇
- the polyisocyanate compound (A1) preferably contains a nurate or biuret form of hexamethylene diisocyanate, preferably a nurate form of hexamethylene diisocyanate. Although these compounding amounts can be appropriately adjusted, one example is 5% by mass or more and 95% by mass or less of the polyisocyanate compound (A1).
- the polyisocyanate compound (A) may contain a polyisocyanate compound (A2) other than the aliphatic polyisocyanate compound (A1).
- examples of the polyisocyanate compound (A2) include 2,2′-diphenylmethane diisocyanate, 2,4′-diphenylmethane diisocyanate, 4,4′-diphenylmethane diisocyanate (also known as MDI), polymethylene polyphenyl polyisocyanate (polymeric MDI, (also called crude MDI), 1,3-phenylene diisocyanate, 4,4′-diphenyldiisocyanate, 1,4-phenylene diisocyanate (also known as PPDI), 2,4-tolylene diisocyanate, 2,6-tolylene diisocyanate Isocyanate (alias: TDI), 4,4'-toluidine diisocyanate, 2,4,6-triisocyanatotoluene, 1,3,5-tri
- the isocyanate composition (X) preferably has a viscosity at 50° C. of 500 mPa ⁇ s to 10000 mPa ⁇ s, preferably 800 mPa ⁇ s to 8000 mPa ⁇ s. This makes it easier to provide a laminate with a more excellent appearance.
- the viscosity of the polyisocyanate composition (X) in the present application is a value measured using a rotational viscometer at cone/plate: 1° ⁇ diameter 50 mm, shear rate: 100 sec ⁇ 1 , 50° C. ⁇ 1° C.
- the viscosity of the isocyanate composition (X) can be adjusted by the polyisocyanate compound (A1) used and its blending amount.
- the polyol composition (Y) contains a polyol (B) having multiple hydroxyl groups and an amine compound (C) having one or more amino groups.
- Polyol (B) includes polyether polyol (B1), polyester polyol (B2), vegetable oil polyol (B3), polyurethane polyol (B4) and the like.
- Polyether polyols (B1) include ethylene glycol, propylene glycol, 1,3-propanediol, 1,4-butanediol, 1,5-pentanediol, 3-methyl-1,5-pentanediol, 1,6 - hexanediol, neopentyl glycol, methylpentanediol, dimethylbutanediol, butylethylpropanediol, diethylene glycol, triethylene glycol, tetraethylene glycol, dipropylene glycol, tripropylene glycol, bishydroxyethoxybenzene, 1,4-cyclohexanediol , 1,4-cyclohexanedimethanol, glycols such as triethylene glycol; glycerin, trimethylolpropane, pentaerythritol, triols of polypropylene glycol, etc.
- a polymerization initiator such as a trifunctional or tetrafunctional aliphatic alcohol , ethylene oxide, propylene oxide, butylene oxide, styrene oxide, epichlorohydrin, tetrahydrofuran, and cyclohexylene. Preference is given to using polypropylene polyols.
- a polyester polyol (B2) is a reaction product of a polyhydric alcohol and a polycarboxylic acid.
- the polyhydric alcohol used for synthesizing the polyester polyol (B2) may be a diol or a trifunctional or higher polyol.
- diols examples include ethylene glycol, diethylene glycol, propylene glycol, 1,3-propanediol, 1,2,2 -trimethyl-1,3-propanediol, 2,2-dimethyl-3-isopropyl-1,3-propanediol, 1,4-butanediol, 1,3-butanediol, 3-methyl-1,3-butane Diol, 1,5-pentanediol, 3-methyl 1,5-pentanediol, neopentyl glycol, 1,6-hexanediol, 1,4-bis(hydroxymethyl)cyclohexane, 2,2,4-trimethyl-1 , 3-pentanediol and other aliphatic diols;
- Ether glycols such as polyoxyethylene glycol and polyoxypropylene glycol; Modified poly(s) obtained by ring-opening polymerization of aliphatic diols with various cyclic ether bond-containing compounds such as ethylene oxide, propylene oxide, tetrahydrofuran, ethyl glycidyl ether, propyl glycidyl ether, butyl glycidyl ether, phenyl glycidyl ether, and allyl glycidyl ether.
- ether diol
- a lactone-based polyester polyol obtained by a polycondensation reaction between an aliphatic diol and various lactones such as lactanoids and ⁇ -caprolactone;
- Bisphenols such as bisphenol A and bisphenol F;
- Examples include alkylene oxide adducts of bisphenols obtained by adding ethylene oxide, propylene oxide, etc. to bisphenols such as bisphenol A and bisphenol F.
- trifunctional or higher polyols are aliphatic polyols such as trimethylolethane, trimethylolpropane, glycerin, hexanetriol, and pentaerythritol;
- Modified polyols obtained by ring-opening polymerization of aliphatic polyols with various cyclic ether bond-containing compounds such as ethylene oxide, propylene oxide, tetrahydrofuran, ethyl glycidyl ether, propyl glycidyl ether, butyl glycidyl ether, phenyl glycidyl ether, and allyl glycidyl ether.
- ether polyols ethylene oxide, propylene oxide, tetrahydrofuran, ethyl glycidyl ether, propyl glycidyl ether, butyl glycidyl ether, phenyl glycidyl ether, and allyl glycidyl ether.
- Examples include lactone-based polyester polyols obtained by polycondensation reaction between aliphatic polyols and various lactones such as ⁇ -caprolactone.
- Polyvalent carboxylic acids used in the synthesis of the polyester polyol (B2) include succinic acid, adipic acid, azelaic acid, sebacic acid, dodecanedicarboxylic acid, maleic anhydride, fumaric acid, 1,3-cyclopentanedicarboxylic acid, 1 ,4-Cyclohexanedicarboxylic acid and other aliphatic dicarboxylic acids; orthophthalic acid, isophthalic acid, terephthalic acid, 1,4-naphthalenedicarboxylic acid, 2,5-naphthalenedicarboxylic acid, 2,6-naphthalenedicarboxylic acid, naphthalic acid, biphenyl dicarboxylic acids, aromatic dicarboxylic acids such as 1,2-bis(phenoxy)ethane-p,p'-dicarboxylic acid; and anhydrides or ester-forming derivatives of these aliphatic or dicarboxylic acids; p-hydroxybenzoic
- Examples of the vegetable oil polyol (B3) include castor oil, dehydrated castor oil, hydrogenated castor oil, which is a hydrogenated product of castor oil, and 5 to 50 mol adduct of alkylene oxide of castor oil.
- Polyurethane polyol (B4) is a reaction product of a low-molecular-weight or high-molecular-weight polyol and a polyisocyanate compound.
- the low-molecular-weight polyol the same polyhydric alcohol as exemplified as the raw material of the polyester polyol (B2) can be used.
- high-molecular-weight polyols include polyether polyol (B1) and polyester polyol (B2).
- the polyisocyanate compound those similar to the polyisocyanates (A1) and (A2) can be used.
- the polyol (B) preferably contains at least one of polyether polyol (B1) and vegetable oil polyol (B3).
- the number average molecular weight of the polyol (B) is not particularly limited, it is preferably 300 or more and 4000 or less as an example.
- the number average molecular weight in this specification is a value measured by gel permeation chromatography (GPC) under the following conditions.
- HLC-8320GPC manufactured by Tosoh Corporation Column
- TSKgel 4000HXL TSKgel 3000HXL
- TSKgel 2000HXL TSKgel 1000HXL manufactured by Tosoh Corporation Detector
- RI differential refractometer
- Multi-station GPC-8020modelII manufactured by Tosoh Corporation Measurement conditions
- Monodisperse polystyrene Sample 0.2 mass% tetrahydrofuran solution in terms of resin solid content filtered through a microfilter (100 ⁇ l)
- Polyol composition (Y) contains a non-aromatic amine compound (C) having one or more amino groups.
- an amino group refers to an NH2 group or an NHR group (R is an optionally functionalized alkyl group or aryl group).
- amine compound (C) known compounds can be used without particular limitation, and methylenediamine, ethylenediamine, isophoronediamine, 3,9-dipropanamine-2,4,8,10-tetraoxapyrodundecane, lysine, , 2,2,4-trimethylhexamethylenediamine, hydrazine, piperazine, 2-hydroxyethylethylenediamine, di-2-hydroxyethylethylenediamine, di-2-hydroxyethylpropylenediamine, 2-hydroxypropylethylenediamine, di-2-hydroxy propylethylenediamine, poly(propylene glycol) diamine, poly(propylene glycol) triamine, poly(propylene glycol) tetraamine, 1,2-diaminopropane, 1,3-diaminopropane,
- 1,4-diaminobutane 1,5-diaminopentane, 1,6-diaminohexane, 1,7-diaminoheptane, 1,8-diaminooctane, 1,9-diaminononane, 1,10-diaminodecane, diethylenetriamine, Dipropylenetriamine, triethylenetetramine, tripropylenetetramine, tetraethylenepentamine, tetrapropylenepentamine, pentaethylenehexamine, nonaethylenedecamine, trimethylhexamethylenediamine, tetra(aminomethyl)methane, tetrakis(2-aminoethylamino) methyl)methane, 1,3-bis(2′-aminoethylamino)propane, triethylene-bis(trimethylene)hexamine, bis(3-aminoethyl)amine, bishexamethylenetriamine
- primary or secondary alkanolamine such as monoethanolamine, monoisopropanolamine, monobutanolamine, N-methylethanolamine, N-ethylethanolamine, N-methylpropanolamine, diethanolamine, diisopropanolamine,
- C2 primary or secondary alkanolamine
- Primary or secondary amines such as ethylamine, octylamine, laurylamine, myristylamine, stearylamine, oleylamine, diethylamine, dibutylamine, distearylamine, and the like.
- the blending amount of the amine compound (C) is such that the amine value of the polyol composition (Y) is 1 mgKOH/g or more and 100 mgKOH/g or less. It is preferable that the content is adjusted to be 20 mgKOH/g or more and 80 mgKOH/g or less.
- the amine value in this specification means the number of milligrams of KOH equivalent to the amount of HCl required to neutralize 1 g of the sample, and is not particularly limited, and can be calculated using a known method. can.
- the chemical structure of the amine compound (C) and, optionally, the average molecular weight, etc. are known, it can be calculated from (number of amino groups per molecule/average molecular weight) x 56.1 x 1000. can.
- the chemical structure, average molecular weight, etc. of the amine compound (C) are unknown, it can be measured according to a known amine value measuring method, for example, JISK7237-1995.
- the polyol composition (Y) may further contain a monool compound (D) having one alcoholic hydroxyl group.
- the main chain of the monool compound (D) is not particularly limited, and includes vinyl resins having one hydroxyl group, acrylic resins, polyesters, epoxy resins, urethane resins, and the like. Aliphatic alcohols, alkyl alkylene glycols, and the like can also be used.
- the main chain of the monool compound (D) may be linear or branched.
- the bonding position of the hydroxyl group is also not particularly limited, but it is preferably present at the end of the molecular chain.
- monool compounds (D) include methanol, ethanol, propanol, butanol, pentanol, hexanol, heptanol, octanol, nonanol, decanol, lauryl alcohol, myristyl alcohol, pentadecanol, cetyl alcohol, hepta aliphatic monools such as decanol, stearyl alcohol, nonadecanol, other alkanols (C20-50), oleyl alcohol, and isomers thereof;
- Aromatic aliphatic monools such as benzyl alcohol,
- Examples include polyoxyalkylene monools obtained by ring-opening addition polymerization of alkylene oxides such as ethylene oxide, propylene oxide, butylene oxide, and tetrahydrofuran using an alkyl compound containing one active hydrogen as an initiator.
- alkylene oxides such as ethylene oxide, propylene oxide, butylene oxide, and tetrahydrofuran using an alkyl compound containing one active hydrogen as an initiator.
- the blending amount of the monol compound (D) is adjusted as appropriate.
- the adhesive used in the present invention contains a monool compound (D), from the viewpoint of improving wettability to the substrate, heat resistance, and resistance to contents, for example, it is 30% by mass or less of the total amount of the adhesive. be.
- the polyol composition (Y) preferably has a viscosity of 50 mPa ⁇ s or more and 180 mPa ⁇ s or less at 50°C.
- the viscosity of the polyol composition (Y) can be adjusted by the skeleton of the polyol (B), the plasticizer described below, and the like.
- the viscosity can be lowered by using, for example, polypropylene glycol or a polyester polyol obtained by reacting an aliphatic carboxylic acid and a polyol.
- the viscosity can be increased by using a polyester polyol obtained by reacting an aromatic carboxylic acid and a polyol.
- the adhesive of the present invention may contain components other than those mentioned above. Other components may be contained in either or both of the polyisocyanate composition (X) and the polyol composition (Y), or may be prepared separately from these, and may be added to the polyisocyanate composition (X) immediately before coating the adhesive. It may be used by mixing with the isocyanate composition (X) and the polyol composition (Y). Each component will be described below.
- catalysts examples include metal-based catalysts, amine-based catalysts, and aliphatic cyclic amide compounds.
- Metal-based catalysts include metal complex-based, inorganic metal-based, and organic metal-based catalysts.
- the metal complex catalyst a group consisting of Fe (iron), Mn (manganese), Cu (copper), Zr (zirconium), Th (thorium), Ti (titanium), Al (aluminum), Co (cobalt)
- acetylacetonate salts of metals selected from the above such as iron acetylacetonate, manganese acetylacetonate, copper acetylacetonate, zirconia acetylacetonate and the like.
- inorganic metal-based catalysts examples include those selected from Sn, Fe, Mn, Cu, Zr, Th, Ti, Al, Co, and the like.
- Organometallic catalysts include organozinc compounds such as zinc octylate, zinc neodecanoate, and zinc naphthenate; , dioctyltin dilaurate, dibutyltin oxide, dibutyltin dichloride and other organic tin compounds, nickel octylate, nickel naphthenate and other organic nickel compounds, cobalt octylate, cobalt naphthenate and other organic cobalt compounds, bismuth octylate, neodecanoic acid At least one of organic bismuth compounds such as bismuth and bismuth naphthenate, tetraisopropyloxytitanate, dibutyltitanium dichloride, tetrabutyltitanate, butoxytitanium trichloride, aliphatic diketones, aromatic diketones, and alcohols having 2 to 10 carbon atoms.
- Amine catalysts include triethylenediamine, 2-methyltriethylenediamine, quinuclidine, 2-methylquinuclidine, N,N,N',N'-tetramethylethylenediamine, N,N,N',N'-tetramethyl Propylenediamine, N,N,N',N',N''-pentamethyldiethylenetriamine, N,N,N',N'',N'-pentamethyl-(3-aminopropyl)ethylenediamine, N,N,N', N′′,N′′-pentamethyldipropylenetriamine, N,N,N′,N′-tetramethylhexamethylenediamine, bis(2-dimethylaminoethyl)ether, dimethylethanolamine, dimethylisopropanolamine, dimethylaminoethoxyethanol , N,N-dimethyl-N'-(2-hydroxyethyl)ethylenediamine, N,N-dimethyl
- Aliphatic cyclic amide compounds include ⁇ -valerolactam, ⁇ -caprolactam, ⁇ -enanthollactam, ⁇ -capryllactam, ⁇ -propiolactam and the like. Among these, ⁇ -caprolactam is more effective in accelerating hardening.
- an organometallic catalyst it is preferable to use at least one selected from an organic zinc compound, an organic tin compound, and an organic bismuth compound, and an organic tin compound is preferable.
- the amount of the organometallic catalyst to be blended is preferably 0.005% by mass or more and 1.0% by mass or less based on the total amount of the adhesive.
- the organometallic catalyst is an organozinc compound, the content thereof is preferably 0.05% by mass or more and 1.0% by mass or less of the total amount of the adhesive, and when the organometallic catalyst is an organotin compound,
- the blending amount thereof is preferably 0.005% by mass or more and 0.5% by mass or less based on the total amount of the adhesive.
- the organometallic catalyst is an organobismuth compound
- the content thereof is preferably 0.05% by mass or more and 1.0% by mass or less based on the total amount of the adhesive.
- the acid anhydrides include cycloaliphatic acid anhydrides, aromatic acid anhydrides, unsaturated carboxylic acid anhydrides, and the like, and may be used alone or in combination of two or more. More specifically, for example, phthalic anhydride, trimellitic anhydride, pyromellitic anhydride, benzophenonetetracarboxylic anhydride, dodecenylsuccinic anhydride, polyadipic anhydride, polyazelaic anhydride, polysebacic acid Anhydride, poly(ethyloctadecanedioic anhydride), poly(phenylhexadecanedioic anhydride), tetrahydrophthalic anhydride, methyltetrahydrophthalic anhydride, methylhexahydrophthalic anhydride, hexahydrophthalic anhydride , methylhimic acid anhydride, trialkyltetrahydrophthalic anhydride
- glycols that can be used for modification include alkylene glycols such as ethylene glycol, propylene glycol and neopentyl glycol; and polyether glycols such as polyethylene glycol, polypropylene glycol and polytetramethylene ether glycol. Furthermore, two or more of these glycols and/or copolymerized polyether glycols of polyether glycols can also be used.
- coupling agent examples include silane coupling agents, titanate-based coupling agents, and aluminum-based coupling agents.
- Silane coupling agents include ⁇ -aminopropyltriethoxysilane, ⁇ -aminopropyltrimethoxysilane, N- ⁇ (aminoethyl)- ⁇ -aminopropyltrimethoxysilane, N- ⁇ (aminoethyl)- ⁇ -amino Aminosilanes such as propyltrimethyldimethoxysilane and N-phenyl- ⁇ -aminopropyltrimethoxysilane; ⁇ -(3,4-epoxycyclohexyl)ethyltrimethoxysilane, ⁇ -glycidoxypropyltrimethoxysilane, ⁇ -glycidoxy epoxysilanes such as propyltriethoxysilane; vinylsilanes such as vinyltris( ⁇ -methoxyethoxy)silane, vinyltriethoxysilane, vinyltrimethoxysilane, ⁇ -methacryloxypropyl
- Titanate-based coupling agents include, for example, tetraisopropoxytitanium, tetra-n-butoxytitanium, butyl titanate dimer, tetrastearyl titanate, titanium acetylacetonate, titanium lactate, tetraoctylene glycol titanate, titanium lactate, tetrastearoxy Titanium etc. are mentioned.
- aluminum-based coupling agents examples include acetoalkoxyaluminum diisopropylate.
- Pigments are not particularly limited, and include extender pigments, white pigments, black pigments, gray pigments, red pigments, brown pigments, green pigments, blue pigments, pigments described in the 1970 edition of Handbook of Paint Raw Materials (edited by the Japan Paint Manufacturers Association). Examples include organic pigments such as metal powder pigments, luminescent pigments, and pearlescent pigments, inorganic pigments, and plastic pigments.
- Extender pigments include, for example, precipitated barium sulfate, rice flour, precipitated calcium carbonate, calcium bicarbonate, Kansui stone, alumina white, silica, hydrous fine silica (white carbon), ultrafine anhydrous silica (Aerosil), silica sand (silica sand), talc, precipitated magnesium carbonate, bentonite, clay, kaolin, loess, and the like.
- organic pigments include various insoluble azo pigments such as Benzidine Yellow, Hansa Yellow and Laked 4R; soluble azo pigments such as Laked C, Carmine 6B and Bordeaux 10; various (copper) pigments such as phthalocyanine blue and phthalocyanine green.
- insoluble azo pigments such as Benzidine Yellow, Hansa Yellow and Laked 4R
- soluble azo pigments such as Laked C, Carmine 6B and Bordeaux 10
- various (copper) pigments such as phthalocyanine blue and phthalocyanine green.
- Phthalocyanine pigments various chlorine dyeing lakes such as rhodamine lake and methyl violet lake; various mordant pigments such as quinoline lake and fast sky blue; various pigments such as anthraquinone pigments, thioindigo pigments and perinone pigments vat dye-based pigments; various quinacridone-based pigments such as Cincasia Red B; various dioxazine-based pigments such as dioxazine violet; various condensed azo pigments such as chromophtal;
- inorganic pigments include various chromates such as yellow lead, zinc chromate, molybdate orange; various ferrocyanic compounds such as Prussian blue; Various metal oxides such as zirconium oxide; various sulfides and selenides such as cadmium yellow, cadmium red, and mercury sulfide; various sulfates such as barium sulfate and lead sulfate; various types of silicon such as calcium silicate and ultramarine blue.
- chromates such as yellow lead, zinc chromate, molybdate orange
- ferrocyanic compounds such as Prussian blue
- metal oxides such as zirconium oxide
- various sulfides and selenides such as cadmium yellow, cadmium red, and mercury sulfide
- various sulfates such as barium sulfate and lead sulfate
- silicon such as calcium silicate and ultramarine blue.
- various acid salts such as calcium carbonate and magnesium carbonate; various phosphates such as cobalt violet and manganese purple; various metal powder pigments such as aluminum powder, gold powder, silver powder, copper powder, bronze powder and brass powder; These metal flake pigments and mica flake pigments; metallic pigments and pearl pigments such as mica-like iron oxide pigments and mica-like iron oxide pigments coated with metal oxides; graphite, carbon black and the like.
- plastic pigments examples include "Grandol PP-1000" and “PP-2000S” manufactured by DIC Corporation.
- the pigment to be used may be appropriately selected according to the purpose.
- inorganic oxides such as titanium oxide and zinc oxide are preferably used as white pigments because they are excellent in durability, weather resistance, and design.
- Carbon black is preferably used as the pigment.
- the amount of the pigment compounded is, for example, 1 to 400 parts by mass with respect to 100 parts by mass of the total non-volatile content of the polyol composition (X) and the polyisocyanate composition (Y). 10 to 300 parts by mass is more preferable.
- plasticizers examples include phthalic acid-based plasticizers, fatty acid-based plasticizers, aromatic polycarboxylic acid-based plasticizers, phosphoric acid-based plasticizers, polyol-based plasticizers, epoxy-based plasticizers, polyester-based plasticizers, and carbonate-based plasticizers. plasticizers, and the like.
- phthalic plasticizers include dimethyl phthalate, diethyl phthalate, dibutyl phthalate, diisobutyl phthalate, dihexyl phthalate, diheptyl phthalate, di-(2-ethylhexyl) phthalate, di-n-octyl phthalate, dinonyl phthalate, diisononyl phthalate, didecyl phthalate, diisodecyl phthalate, ditridecyl phthalate, diundecyl phthalate, dilauryl phthalate, distearyl phthalate, diphenyl phthalate, dibenzyl phthalate, butylbenzyl phthalate, dicyclohexyl phthalate, octyldecyl phthalate, dimethyl isophthalate, Phthalic ester plasticizers such as di-(2-ethylhexyl) isophthalate and diisooc
- fatty acid-based plasticizers include adipic acids such as di-n-butyl adipate, di-(2-ethylhexyl) adipate, diisodecyl adipate, diisononyl adipate, di(C6-C10 alkyl) adipate, and dibutyl diglycol adipate.
- adipic acids such as di-n-butyl adipate, di-(2-ethylhexyl) adipate, diisodecyl adipate, diisononyl adipate, di(C6-C10 alkyl) adipate, and dibutyl diglycol adipate.
- azelaic acid plasticizers such as di-n-hexyl azelate, di-(2-ethylhexyl) azelate, diisooctyl azelate, di-n-butyl sebacate, di-(2- ethylhexyl) sebacate, diisononyl sebacate and other sebacic acid plasticizers, e.g.
- di-n-butyl fumarate, di-(2-ethylhexyl) fumarate and other fumaric acid plasticizers such as monomethyl itaconate, monobutyl itaconate, dimethyl itaconate, diethyl itaconate, dibutyl itaconate, Itaconic acid plasticizers such as di-(2-ethylhexyl) itaconate, stearic acid plasticizers such as n-butyl stearate, glycerin monostearate, diethylene glycol distearate, butyl oleate, glyceryl monooleate, Oleic acid plasticizers such as diethylene glycol monooleate, citric acid such as triethyl citrate, tri-n-butyl citrate, acetyltriethyl citrate, acetyltributyl citrate, acetyl tri-(2-ethylhexyl) citrate ric acid
- aromatic polycarboxylic acid-based plasticizers include tri-n-hexyl trimellitate, tri-(2-ethylhexyl) trimellitate, tri-n-octyl trimellitate, triisooctyl trimellitate, and triisononyl. trimellitate, tridecyl trimellitate, triisodecyl trimellitate and other trimellitic acid plasticizers, e.g., tetra-(2-ethylhexyl) pyromellitate, tetra-n-octyl pyromellitate and other pyromellitic acid plasticizers plasticizers, and the like.
- Phosphate plasticizers include, for example, triethyl phosphate, tributyl phosphate, tri-(2-ethylhexyl) phosphate, tributoxyethyl phosphate, triphenyl phosphate, octyldiphenyl phosphate, cresyldiphenyl phosphate, cresylphenyl phosphate, trichlé Zyl phosphate, trixylenyl phosphate, tris(chloroethyl) phosphate, tris(chloropropyl) phosphate, tris(dichloropropyl) phosphate, tris(isopropylphenyl) phosphate and the like.
- polyol plasticizers examples include diethylene glycol dibenzoate, dipropylene glycol dibenzoate, triethylene glycol dibenzoate, triethylene glycol di-(2-ethylbutyrate), triethylene glycol di-(2-ethylhexoate ), glycol-based plasticizers such as dibutylmethylene bisthioglycolate, and glycerin-based plasticizers such as glycerol monoacetate, glycerol triacetate, and glycerol tributyrate.
- glycol-based plasticizers such as dibutylmethylene bisthioglycolate
- glycerin-based plasticizers such as glycerol monoacetate, glycerol triacetate, and glycerol tributyrate.
- epoxy plasticizers include epoxidized soybean oil, epoxybutyl stearate, di-2-ethylhexyl epoxyhexahydrophthalate, diisodecyl epoxyhexahydrophthalate, epoxy triglyceride, epoxidized octyl oleate, and epoxidized decyl oleate. etc.
- polyester-based plasticizers examples include adipic acid-based polyesters, sebacic acid-based polyesters, and phthalic acid-based polyesters.
- Propylene carbonate and ethylene carbonate are examples of carbonate-based plasticizers.
- plasticizers include partially hydrogenated terphenyl, adhesive plasticizers, diallyl phthalate, polymerizable plasticizers such as acrylic monomers and oligomers, and the like. These plasticizers can be used alone or in combination of two or more.
- Phosphoric acid compounds include phosphoric acid, pyrophosphoric acid, triphosphoric acid, methyl acid phosphate, ethyl acid phosphate, butyl acid phosphate, dibutyl phosphate, 2-ethylhexyl acid phosphate, bis(2-ethylhexyl) phosphate, isododecyl acid phosphate, butoxy Ethyl acid phosphate, oleyl acid phosphate, tetracosyl acid phosphate, 2-hydroxyethyl methacrylate acid phosphate, polyoxyethylene alkyl ether phosphate and the like.
- the amount of the hydroxycarboxylic acid is preferably 0.1% by mass or more, more preferably 0.5% by mass or more, and preferably 10% by mass or less, based on the polyol composition (Y). It is more preferably 2.5% by mass or less.
- the adhesive of the present invention is used in solventless form.
- the "solvent-free" adhesive means that the polyisocyanate composition (X) and the polyol composition (Y) are esters such as ethyl acetate, butyl acetate and cellosolve acetate, acetone, methyl ethyl ketone and isobutyl ketone.
- ketones such as cyclohexanone, ethers such as tetrahydrofuran and dioxane, aromatic hydrocarbons such as toluene and xylene, halogenated hydrocarbons such as methylene chloride and ethylene chloride, soluble hydrocarbons such as dimethylsulfoxide and dimethylsulfamide.
- a method that substantially does not contain expensive organic solvents, especially ethyl acetate or methyl ethyl ketone, and after applying an adhesive to a base material, attaches it to another base material without going through the process of heating in an oven or the like to volatilize the solvent. refers to the form of the adhesive used in the so-called non-solvent lamination method.
- the constituent components of the polyisocyanate composition (X) or the polyol composition (Y) and the organic solvent used as the reaction medium during the production of the raw materials cannot be completely removed, resulting in the polyisocyanate composition (X) and the polyol composition ( If a small amount of organic solvent remains in Y), it is understood that the organic solvent is not substantially contained. Further, when the polyol composition (Y) contains a low-molecular-weight alcohol, the low-molecular-weight alcohol reacts with the polyisocyanate composition (X) and becomes part of the coating film, so it is not necessary to volatilize after coating. Such forms are therefore also treated as solventless adhesives and low molecular weight alcohols are not considered organic solvents.
- the molar number [NCO] of isocyanate groups contained in the polyisocyanate composition (X) and the molar amount of active hydrogen groups (hydroxyl groups, amino groups) contained in the polyol composition (Y) are It is preferable to mix and use so that the ratio [NCO]/[OH+NH] is 1.0 to 3.0. Thereby, appropriate curability can be obtained without depending on the environmental humidity at the time of coating.
- the adhesive of the present invention can be suitably used for producing laminates, particularly laminates for food packaging.
- Such a laminate is obtained by pasting together a plurality of substrates (films or papers) using the above-described adhesive.
- the film to be used is not particularly limited, and a suitable film can be selected according to the application.
- polyethylene terephthalate (PET) film polystyrene film, polyamide film, polyacrylonitrile film
- polyethylene film LLDPE: low density polyethylene film
- HDPE high density polyethylene film
- MDOPE uniaxially oriented polyethylene film
- OPE Biaxially stretched polyethylene film
- polypropylene film CPP: non-stretched polypropylene film
- OPP biaxially stretched polypropylene film
- ethylene vinyl alcohol copolymer polyvinyl alcohol, or other gas-barrier resins with olefin on one or both sides
- Biomass films are sold by various companies, and for example, sheets listed in the list of certified biomass products described by the Japan Organic Resources Association can be used.
- biomass films include those made from biomass-derived ethylene glycol.
- Biomass-derived ethylene glycol is produced from biomass-derived ethanol (biomass ethanol).
- biomass-derived ethylene glycol can be obtained by a method in which biomass ethanol is converted into ethylene glycol via ethylene oxide by a conventionally known method.
- commercially available biomass ethylene glycol may be used, and for example, biomass ethylene glycol commercially available from India Glycol can be preferably used.
- films containing biomass polyester, biomass polyethylene terephthalate, etc. having biomass-derived ethylene glycol as a diol unit and fossil fuel-derived dicarboxylic acid as a dicarboxylic acid unit. It has been known.
- the dicarboxylic acid unit of biomass polyester uses the dicarboxylic acid derived from a fossil fuel.
- dicarboxylic acids aromatic dicarboxylic acids, aliphatic dicarboxylic acids, and derivatives thereof can be used without limitation.
- a difunctional oxycarboxylic acid, a trifunctional or higher polyhydric alcohol for forming a crosslinked structure, a trifunctional or higher polycarboxylic acid and/or its anhydride in addition to the above diol component and dicarboxylic acid component, a difunctional oxycarboxylic acid, a trifunctional or higher polyhydric alcohol for forming a crosslinked structure, a trifunctional or higher polycarboxylic acid and/or its anhydride.
- a copolymerization component such as at least one polyfunctional compound selected from the group consisting of polycarboxylic acids and tri- or more functional oxycarboxylic acids.
- biomass polyolefin films such as biomass polyethylene films containing polyethylene resins made from biomass-derived ethylene glycol, biomass polyethylene-polypropylene films, etc. Films are also known.
- the polyethylene-based resin is not particularly limited except that the biomass-derived ethylene glycol is used as a part of the raw material.
- the ⁇ -olefin constituting the copolymer of ethylene and ⁇ -olefin is not particularly limited, and may be 1-butene, 4-methyl-1-pentene, 1-hexene, 1-octene, or the like having 4 to 10 carbon atoms. 8 ⁇ -olefins.
- Known polyethylene resins such as low density polyethylene resins, medium density polyethylene resins and linear low density polyethylene resins can be used.
- linear low-density polyethylene resin (LLDPE) (a copolymer of ethylene and 1-hexene, or ethylene and 1 - octene) are preferred, and linear low density polyethylene resins with densities between 0.910 and 0.925 g/cm 3 are more preferred.
- Radiocarbon 14C exists in the atmosphere at a rate of 1 in 1012, and this rate does not change even with carbon dioxide in the atmosphere. Therefore, the carbon of the plant-derived resin contains radioactive carbon 14C. In contrast, the carbon of the fossil fuel-derived resin contains almost no radioactive carbon 14C. Therefore, by measuring the concentration of radioactive carbon 14C in the resin with an accelerator mass spectrometer, the content ratio of the plant-derived resin in the resin, that is, the degree of biomass plasticity can be obtained.
- plant-derived low-density polyethylene which is a biomass plastic having a biomass plastic degree of 80% or more, preferably 90% or more, as defined by ISO 16620 or ASTM D6866
- plant-derived low-density polyethylene which is a biomass plastic having a biomass plastic degree of 80% or more, preferably 90% or more, as defined by ISO 16620 or ASTM D6866
- Examples of plant-derived low-density polyethylene, which is a biomass plastic having a biomass plastic degree of 80% or more, preferably 90% or more, as defined by ISO 16620 or ASTM D6866 include, for example, Braskem's product names "SBC818" and "SPB608". "SBF0323HC”, “STN7006”, “SEB853", “SPB681” and the like can be mentioned, and films using these as raw materials can be preferably used.
- Films and sheets containing starch which is a biomass raw material, and polylactic acid are also known. These can be appropriately selected and used depending on the application.
- the biomass film may be a laminate obtained by laminating a plurality of biomass films, or may be a laminate of a conventional petroleum-based film and a biomass film. Moreover, these biomass films may be either unstretched films or stretched films, and the manufacturing method thereof is not limited.
- the film may be stretched.
- a stretching treatment method it is common to melt-extrude a resin into a sheet by an extrusion film-forming method or the like, and then subject the sheet to simultaneous biaxial stretching or sequential biaxial stretching.
- sequential biaxial stretching it is common to first perform longitudinal stretching and then laterally stretching. Specifically, a method of combining longitudinal stretching using a speed difference between rolls and lateral stretching using a tenter is often used.
- Various surface treatments such as flame treatment and corona discharge treatment may be applied to the film surface as necessary so that an adhesive layer without defects such as film breakage and repellency is formed.
- inorganic vapor-deposited films such as a metal vapor-deposited film in which a metal layer such as aluminum is vapor-deposited, a transparent vapor-deposited film in which a vapor-deposited layer of a metal oxide such as silica or alumina is laminated, polyvinyl alcohol, ethylene-vinyl alcohol copolymer, vinylidene chloride
- a metal vapor-deposited film in which a metal layer such as aluminum is vapor-deposited
- a transparent vapor-deposited film in which a vapor-deposited layer of a metal oxide such as silica or alumina is laminated
- polyvinyl alcohol ethylene-vinyl alcohol copolymer
- vinylidene chloride vinylidene chloride
- a known paper base material can be used without any particular limitation. Specifically, it is produced by a known paper machine using natural fibers for papermaking such as wood pulp, but the papermaking conditions are not particularly specified.
- natural fibers for papermaking include wood pulp such as softwood pulp and hardwood pulp, non-wood pulp such as Manila hemp pulp, sisal pulp and flax pulp, and pulp obtained by chemically modifying these pulps.
- the types of pulp that can be used include chemical pulp, ground pulp, chemi-grand pulp, thermomechanical pulp, and the like prepared by sulfate cooking, acidic/neutral/alkaline sulfite cooking, soda salt cooking, and the like.
- various types of commercially available fine paper, coated paper, lined paper, impregnated paper, cardboard, paperboard, etc. can also be used.
- Base material 1/adhesive layer 1/sealant film (2) Base material 1/adhesive layer 1/metal vapor deposition unstretched film (3) Base material 1/adhesive layer 1/metal vapor deposition stretched film (4) Transparent vapor deposition stretching Film/adhesive layer 1/sealant film (5) Substrate 1/adhesive layer 1/substrate 2/adhesive layer 2/sealant film (6) Substrate 1/adhesive layer 1/stretched metal deposition film/adhesive layer 2/sealant Film (7) Substrate 1/adhesive layer 1/transparent evaporated stretched film/adhesive layer 2/sealant film (8) Substrate 1/adhesive layer 1/metal layer/adhesive layer 2/sealant film (9) Substrate 1/ Adhesive layer 1/subsive layer 1/subsive layer
- Examples of the base material 1 used in configuration (1) include MDOPE film, OPE film, OPP film, PET film, nylon film, paper, and the like. Further, as the base material 1, a material coated for the purpose of improving gas barrier properties and ink receptivity when providing a printing layer, which will be described later, may be used. Commercially available products of the coated base film 1 include K-OPP film and K-PET film.
- the adhesive layer 1 is a cured coating film of the adhesive of the present invention. Sealant films include CPP films, LLDPE films, gas barrier heat seal films, and the like.
- a printed layer may be provided on the surface of the substrate 1 on the side of the adhesive layer 1 (the surface of the coating layer on the side of the adhesive layer 1 when a coated substrate film 1 is used) or the surface opposite to the adhesive layer 1, A printed layer may be provided.
- the printing layer is formed by general printing methods conventionally used for printing on polymer films and paper using various printing inks such as gravure ink, flexographic ink, offset ink, stencil ink, and inkjet ink.
- the base material 1 used in configurations (2) and (3) examples include MDOPE film, OPE film, OPP film, PET film, paper, and the like.
- the adhesive layer 1 is a cured coating film of the adhesive of the present invention.
- unstretched metal-deposited films include CPP films, LLDPE films, and VM-CPP films and VM-LLDPE films obtained by subjecting a gas-barrier heat seal film to metal deposition such as aluminum.
- An OPE film, a VM-MDOPE film obtained by subjecting an OPP film to vapor deposition of metal such as aluminum, a VM-OPE film, and a VM-OPP film can be used.
- a printed layer may be provided on either side of the substrate 1 in the same manner as in configuration (1).
- Examples of transparent vapor-deposited stretched films used in configuration (4) include films obtained by vapor-depositing silica or alumina on MDOPE films, OPE films, OPP films, PET films, nylon films, and the like.
- a film obtained by coating the deposition layer may be used.
- the adhesive layer 1 is a cured coating film of the adhesive of the present invention.
- Examples of the sealant film include those similar to those of the configuration (1).
- a printed layer may be provided on the adhesive layer 1 side of the transparent vapor deposited stretched film (when using a film having a coated inorganic vapor deposited layer, the surface of the coating layer on the adhesive layer 1 side). The method of forming the printed layer is the same as that of configuration (1).
- Examples of the base material 1 used in configuration (5) include PET film, paper, and the like.
- Examples of the base material 2 include a nylon film and the like.
- At least one of adhesive layer 1 and adhesive layer 2 is a cured coating film of the adhesive of the present invention.
- Examples of the sealant film include those similar to those of the configuration (1).
- a printed layer may be provided on either side of the substrate 1 in the same manner as in configuration (1).
- the base material 1 of configuration (6) As the base material 1 of configuration (6), the same ones as those of configurations (2) and (3) can be mentioned.
- the metallized stretched film include MDOPE film, OPE film, OPP film, VM-MDOPE film obtained by vapor-depositing metal such as aluminum on PET film, VM-OPE film, VM-OPP film and VM-PET film.
- At least one of adhesive layer 1 and adhesive layer 2 is a cured coating film of the adhesive of the present invention.
- the sealant film include those similar to those of the configuration (1).
- a printed layer may be provided on either side of the substrate 1 in the same manner as in configuration (1).
- Examples of the base material 1 of configuration (7) include PET film, paper, and the like. Examples of the transparent vapor-deposited stretched film include those similar to those of the configuration (4). At least one of the adhesive layers 1 and 2 is a cured coating film of the adhesive of the present invention. Examples of the sealant film include those similar to those of the configuration (1). A printed layer may be provided on either side of the substrate 1 in the same manner as in configuration (1).
- Examples of the base material 1 of configuration (8) include PET film, paper, and the like. Aluminum foil etc. are mentioned as a metal layer. At least one of the adhesive layers 1 and 2 is a cured coating film of the adhesive of the present invention. Examples of the sealant film include those similar to those of the configuration (1). A printed layer may be provided on either side of the substrate 1 in the same manner as in configuration (1).
- Examples of the base material 1 of configurations (9) and (10) include PET film, paper, and the like.
- Examples of the base material 2 include a nylon film and the like. Aluminum foil etc. are mentioned as a metal layer.
- At least one of the adhesive layers 1, 2 and 3 is a cured coating film of the adhesive of the present invention.
- Examples of the sealant film include those similar to those of the configuration (1).
- a printed layer may be provided on either side of the substrate 1 in the same manner as in configuration (1).
- the adhesive of the present invention can highly suppress the occurrence of poor appearance due to air bubbles, nylon film, polyester film, film having a vapor deposition layer of metal such as aluminum or metal oxide such as silica, alumina (transparent vapor deposition film).
- metal such as aluminum or metal oxide such as silica, alumina (transparent vapor deposition film).
- a more specific and preferable structure of the laminate that exhibits the characteristics of the present invention is, for example, PET film/adhesive layer/aluminum-deposited CPP film, PET film/adhesive layer/transparent deposited Ny film/adhesive layer/CPP film, PET film/adhesive layer/aluminum foil/adhesive layer/CPP film, PET film/adhesive layer/aluminum foil/adhesive layer/Ny film/adhesive layer/CPP film, PET film/adhesive layer/Ny film/adhesive layer/aluminum foil/adhesive layer/CPP film, PET film/adhesive layer/aluminized PET film/adhesive layer/LLDPE film, PET film/adhesive layer/aluminized PET film/adhesive layer/Ny film/adhesive layer/LLDPE film, transparent deposited PET film/adhes
- the adhesive of the present invention is used to form an adhesive layer positioned on the outermost layer when viewed from the contents when the bag is manufactured. If the laminate has multiple adhesive layers, the other adhesive layers may or may not be cured coatings of the adhesive of the present invention.
- the aromatic polyisocyanate PAA primary aromatic amine
- the adhesive of the present invention since 90% by mass or more of the polyisocyanate compound (A) is the non-aromatic polyisocyanate compound (A1), PAA does not occur, or even if PAA occurs, the initial value itself is low. Retort treatment and boiling treatment can be performed quickly without worrying about Therefore, the adhesive of the present invention is also preferably used for producing laminates for packaging materials that require boiling treatment or retorting treatment.
- PET film/adhesive layer/CPP film PET film/adhesive layer/aluminum foil/adhesive layer/CPP film, PET film/adhesive layer/Ny film/adhesive layer/CPP film, PET film/adhesive layer/transparent deposited Ny film/adhesive layer/CPP film, PET film/adhesive layer/aluminum foil/adhesive layer/Ny film/adhesive layer/CPP film PET film/adhesive layer/Ny film/adhesive layer/aluminum foil/adhesive layer/CPP film, transparent vapor deposited PET film/adhesive layer/CPP film, transparent deposited PET film/adhesive layer/Ny film/adhesive layer/CPP film, OPP film/adhesive layer/CPP film, transparent vapor deposited OPP film/adhesive layer/CPP film, transparent vapor
- the adhesive of the present invention is used to form an adhesive layer located in the inner layer when the bag is made, as viewed from the contents. If the laminate has multiple adhesive layers, the other adhesive layers may or may not be cured coatings of the adhesive of the present invention.
- OPE film/adhesive layer/LLDPE film MDOPE film/adhesive layer/LLDPE film, HDPE film/adhesive layer/LLDPE film, gas barrier polyolefin film/adhesive layer/LLDPE film, OPP film/adhesive layer/LLDPE film, PET film/adhesive layer/LLDPE film, Ny film/adhesive layer/LLDPE film, Examples include PET film/adhesive layer/Ny film/adhesive layer/LLDPE film. Further, in the configuration exemplified above, the LLDPE film may be colored white.
- the polyisocyanate composition (X) and the polyol composition (Y) are mixed in advance, then applied to the first substrate, and then the second substrate is applied to the coated surface.
- the laminate can be produced using a general non-solvent laminating apparatus.
- the coating amount of the adhesive is, for example, 0.5 to 5.0 g/m 2 .
- the first base material and the second base material are laminated by pressure between the rolls while passing between two rolls (laminate rolls), the temperature of the laminate rolls being room temperature to about 80°C, and the pressure being 0.05. About 0.5 MPa is preferable.
- the adhesive cures at room temperature (20 to 25° C.) or under heating, more specifically at 15 to 50° C., in 12 to 72 hours to develop practical physical properties.
- a laminating device 1 used in the manufacturing method of the present invention includes a first coating section 10 , a second coating section 20 and a laminator 30 .
- the first coating unit 10 applies the polyisocyanate composition (X) described above to the first unwinding unit 11 that delivers the first base material W1, and the first base material W1 delivered from the first unwinding unit 11. and a first coating device 12 for coating one of the polyol composition (Y).
- the second coating unit 20 applies the polyisocyanate composition (X) described above to the second unwinding unit 21 that delivers the second base material W2, and the second base material W2 delivered from the second unwinding unit 21.
- the composition applied by the first coating device 12 is referred to as the first coating agent
- the composition applied by the second coating device 22 is referred to as the first coating agent.
- This composition is called the second coating agent.
- An example of the first coating agent is the polyisocyanate composition (X)
- an example of the second coating agent is the polyol composition (Y).
- the first coating device 12 and the second coating device 22 are respectively a spray coater, a direct gravure coater, a (micro) chamber doctor coater, a gravure kiss reverse coater, an offset gravure coater, a bar coater, a roll kiss coater, and a reverse roll coater. , a slot die coater, an air doctor coater, a positive rotation roll coater, a blade coater, a knife coater, a vacuum die coater, a spin coater, a dipping coater and the like.
- a roll coater is used as the first coating device 11 and an offset gravure coater is used as the second coating device 21 will be described below.
- FIG. 2 is a schematic diagram showing the essential parts of the first coating device 12.
- the first coating device 12 is a four-squeeze roll type roll coater, and includes an application roll 121, a doctor roll 122, a metering roll 123, a coating roll 124, a backing roll 125, and a cooling roll 126. Prepare. These rolls are arranged so that their axes of rotation are parallel to each other.
- a portion facing the application roll 121 and the doctor roll 122 is a liquid reservoir 120, and the first coating material is supplied from a supply device (not shown).
- a barrier plate 127 is arranged at both ends of the liquid reservoir 120 .
- the roll coater there are a gap type and a nip type, and both of them can be preferably used.
- the outer peripheral surface of the application roll 121 and the outer peripheral surface of the doctor roll 122 are arranged with a small gap of 50 to 200 ⁇ m.
- the amount of the first coating material to be applied to the first base material W1 can be adjusted by adjusting the interval.
- both the application roll 121 and the doctor roll 122 are rolls having an outer peripheral surface made of metal (inelastic material).
- the roll coater When the roll coater is of the nip type, the outer circumference of the application roll 121 is covered with an elastic material such as rubber, and one roll is pressed against the other roll and deformed. The contact portion between both rolls is called a nip, and the film thickness and uniformity of the coating material can be controlled when passing through the nip.
- the nip type is preferable because it is easy to make the coating amount of the first coating agent in the width direction of the first base material W1 (the direction intersecting the conveying direction of the first base material W1) even.
- the barrier plate 127 is arranged to prevent the first coating material from running down from both ends of the application roll 121 and doctor roll 122 .
- the shape of the barrier plate 127 can be adjusted as appropriate. As the material, conventionally known materials can be used.
- a scraper may be further arranged outside the barrier plate 127 . The scraper scrapes off the first coating material that has distilled beyond the barrier plate 127 .
- the doctor roll 122 has a temperature control section (not shown) for maintaining the first coating material stored in the liquid reservoir section 120 at a constant temperature (for example, 25 to 100°C) and stabilizing the viscosity. Thereby, the outer peripheral surface of the doctor roll 122 is kept at a constant temperature.
- the application roll 121 and the doctor roll 122 rotate downward in the liquid reservoir 120 to apply the first coating material to the outer peripheral surface of the doctor roll 122 .
- the first coating applied to the outer peripheral surface of the doctor roll 122 is transferred to the metering roll 123 .
- the outer peripheral surface of the metering roll 123 is made of an elastic material such as rubber, and is pressed against the outer peripheral surface of the doctor roll 122 .
- the metering roll 123 is also a roller for adjusting the application width of the first coating agent according to the first base material W1.
- the first composition applied to the outer peripheral surface of the metering roll 123 is transferred to the coating roll 124 .
- the outer peripheral surface of the coating roll 124 is made of a metal material and is pressed against the outer peripheral surface of the metering roll 123 .
- the coating roll 124 preferably has a constant temperature of the outer peripheral surface by a temperature control unit (not shown). This stabilizes the viscosity of the first coating material applied to the first base material W1.
- the temperature of the outer peripheral surface of the coating roll 124 can be adjusted as appropriate, and is, for example, 40°C to 90°C. A temperature of 50 to 80° C. is preferred in order to reduce inclusion of air bubbles when the first coating material is applied to the first substrate.
- the backing roll 125 nips and conveys the first substrate W1 between itself and the coating roll 124, and transfers the first composition applied to the outer peripheral surface of the coating roll 124 to the first substrate W1. assist.
- the outer peripheral surface of the backing roll 125 is made of an elastic material such as rubber.
- the angle formed by the first substrate W1 before passing between the coating roll 124 and the backing roll 125 and the first substrate W1 after passing is preferably set to be an obtuse angle. .
- the cooling roll 126 is a roll having a cooling device (not shown) and having an outer peripheral surface made of a metal material.
- the cooling roll 126 is for preventing the backing roll 125 from being excessively heated.
- the temperature of the outer peripheral surface of the cooling roll 126 is kept at 15 to 35° C., for example.
- the first base material W1 is delivered from the first unwinding section 11 to the first coating device 12, and each roll starts rotating in the first coating device.
- the first coating agent stored in the liquid reservoir 120 is applied to the surface of the doctor roll 122 by the rotation of the application roll 121 and the doctor roll 122, and is further transferred to the metering roll 123 and the coating roll 124 in sequence.
- the first coating material transferred to the coating roll 124 is transferred to the first substrate W1 conveyed between the coating roll 124 and the backing roll 125 .
- the first coating unit 12 delivers the first base material W1 coated with the first coating material to the laminator 30 .
- the rotational speeds of the doctor roll 122, the metering roll 123, and the coating roll 124 it is possible to adjust the coating amount of the first coating material applied to the first base material W1.
- the rotational speeds of the coating roll 124, the metering roll 123, and the doctor roll 122 are adjusted to decrease in this order.
- the conveying speed of the first substrate W1 can be, for example, 30 to 300 m/min, preferably 100 to 250 m/min.
- the coating amount of the first coating material is appropriately adjusted, but is preferably 0.3 to 3.0 g/m 2 , more preferably 0.3 to 2.0 g/m 2 .
- FIG. 3 is a schematic diagram showing the essential parts of the second coating device 22.
- the second coating device 22 applies a second coating agent to the second base material W2 delivered from the second unwinding section 21 .
- the second coating device 22 includes a gravure roll 221 , an offset roll 222 , a chamber doctor 223 , an impression cylinder 224 , a coating liquid tank 225 , a pump 226 and a temperature controller 227 .
- the gravure roll 221 is a metal roll that is rotatably supported by the second coating device 22 and driven to rotate by a driving device (not shown).
- a plurality of recesses are formed on the surface of the gravure roll 221 by laser engraving, for example. By changing the volume, opening ratio, depth, etc. of this recess, the amount of the coating liquid applied to the surface of the gravure roll 221 can be adjusted.
- the gravure pattern applied to the surface of the gravure roll 121 is not particularly limited, but a hole-type pattern is preferably used because thickness unevenness tends to occur in continuous cell shapes such as diagonal lines. More preferably, a honeycomb pattern is used.
- the gravure pattern applied to the gravure roll 121 has a line number of 100 to 2000 lines/inch and a plate depth of 1 to 120 ⁇ m.
- the chamber doctor 223 is a container provided with a storage portion 223a for storing the second coating agent, a plate-like doctor blade 223b, a plate-like seal plate 223c, and a pair of side plates 223d. .
- the chamber doctor 223 is arranged on one side in the radial direction of the gravure roll 221 and opens on the gravure roll 221 side.
- the storage portion 223a is sealed by the doctor blade 223b, the seal plate 223c, the pair of side plates 223d, and the gravure roll 221, and part of the outer peripheral surface of the gravure roll 221 is applied to the second coating agent stored in the storage portion 223a. being submerged.
- the doctor blade 223b projects from the upper end of the opening of the reservoir 223a toward the gravure roll 221, and the tip of the doctor blade 223b is pressed against the outer peripheral surface of the gravure roll 221 to seal the downstream side of the reservoir 223a in the roll rotation direction.
- the doctor blade 223b scrapes off the excess second coating agent adhering to the outer peripheral surface of the gravure roll 221 by rotating the gravure roll 221 and weighs it.
- the doctor blade 223b according to this embodiment is installed so as to be opposite to the rotation direction of the gravure roll 221. As shown in FIG. This allows the second coating to be metered more accurately.
- the material of the doctor blade 223b is not particularly limited, and may be metal such as stainless steel or resin.
- the seal plate 223c protrudes toward the gravure roll 221 from the lower end of the opening of the reservoir 223a.
- the tip portion of the seal plate 223c is pressed against the outer peripheral surface of the gravure roll 221 to seal the upstream side of the storage portion 223a in the roll rotation direction.
- the material of the seal plate 223c is not particularly limited, and is, for example, a resin such as polyester.
- the side plates 223d are attached to both side surfaces of the chamber doctor 223, that is, both ends of the gravure roll 221 in the rotation axis direction.
- a side surface of the side plate 223 d on the side of the gravure roll 221 has an arc shape along the gravure roll 221 and is pressed against the gravure roll 221 .
- the chamber doctor 223 has temperature control means for heating the second coating liquid stored in the storage part 223a and maintaining it at a constant temperature, for example, 20 to 60° C., in addition to the temperature controller 227, which will be described later. good too. As a result, the viscosity of the second coating liquid during coating can be more stabilized, and the coating quality can be improved.
- the offset roll 222 is a rubber roll that is rotatably supported by the second coating device 22 so as to be parallel to the gravure roll 221 and that is driven to rotate by a driving device (not shown).
- the offset roll 222 is arranged so that its outer peripheral surface and the outer peripheral surface of the gravure roll 221 are in contact with each other, and the second coating material applied to the outer peripheral surface of the gravure roll 221 is transferred.
- the second coating agent When the second coating agent is applied to the second base material W2 via the rubber offset roll 222, there is a difference between the conveying speed of the second base material W1 and the peripheral speed of the offset roll 222. However, there is little risk of damaging the second base material W2 (particularly, when the second base material has a vapor deposition layer, the vapor deposition layer). Therefore, it is possible to adjust the speed ratio of the gravure roll 221 to the conveying speed of the second base material W2 to 30 to 100%, and adjust the coating amount of the second coating material applied to the second base material W2. be possible. Therefore, it is unnecessary to properly use a plurality of gravure rolls 222 having different numbers of lines, and the manufacturing cost can be reduced.
- the conveying speed of the second base material W2 is the same as the conveying speed of the first base material W1.
- the diameter of the offset roll 222 is not particularly limited, it is, for example, 60 to 250 mm in diameter, preferably 60 to 200 mm in diameter, and more preferably 60 to 120 mm in diameter.
- the gravure roll 221 and impression cylinder 224 have the same diameter. In general, it is preferable to reduce the diameter of the offset roll 222 because the mist can be reduced, but the offset roll 222 may be bent. The diameter may be appropriately selected within a range that does not cause problems due to deformation of the offset roll 222 .
- a gravure roll 221, an offset roll 222 and an impression cylinder 224 may be horizontally arranged.
- the gravure roll 221 and the offset roll 222 may be arranged below the impression cylinder 224 .
- 4B may be turned upside down so that the gravure roll 221 and the offset roll 222 are arranged above the impression cylinder 224.
- the gravure roll 221 is arranged so as to rotate from the lower side to the upper side of the chamber doctor 223, but it is not limited to this.
- the gravure roll 221 may be arranged to rotate from the upper side of the chamber doctor 223 toward the lower side.
- the doctor blade 223b is arranged below the chamber doctor 223 on the downstream side in the roll rotation direction.
- the rotation direction of the gravure roll 221 may be either forward rotation that is the same direction as the rotation direction of the offset roll 222 as shown in FIG. 3 or reverse rotation that is the opposite direction to the rotation direction of the offset roll 222 .
- the rotation direction of the offset roll 222 may be forward rotation in the same direction as the conveying direction of the second base material W2 as shown in FIG. 3 or reverse rotation in the opposite direction to the conveying direction of the second base material W2. It's okay.
- the impression cylinder 224 is a roll that pinches and conveys the second base material W2 between itself and the offset roll 222 .
- the impression cylinder 224 presses the second base material W2 against the offset roll 222 to transfer the second coating material applied to the outer peripheral surface of the offset roll 222 to the second base material W2.
- the material of the impression cylinder 224 is not particularly limited, and rubber, metal, or the like can be used, for example. If it is desired to improve the transferability of the second coating agent, it is made of rubber, and if it is desired to easily control the tension of the second base material W2 and suppress the bending of the roll, it is desired to use a metal such as aluminum or iron, or a carbon material. It should be made. A surface treatment such as chrome plating or ceramic may be selected in consideration of coating conditions.
- the impression cylinder 224 may be provided with a driving device (not shown).
- the impression cylinder 224 may be rotated by a driving device to adjust the speed ratio between the offset roll 222 and the impression cylinder 224 . This makes it possible to adjust the appearance of the surface coated with the second coating liquid.
- the coating liquid tank 225 is a container that stores the second coating material. As shown in FIG. 3, the coating liquid tank 225 is connected via a pipe to a pump 226 that causes the second coating material to flow into the chamber doctor 223 . Also, the coating liquid tank 225 is connected to the chamber doctor 223 via a pipe, and the second coating liquid overflowing from the reservoir 223 a of the chamber doctor 223 is collected in the coating liquid tank 225 .
- the pump 226 is connected to the coating liquid tank 225 and the chamber doctor 223 via piping, and supplies the second coating stored in the coating liquid tank 225 to the reservoir 223 a of the chamber doctor 223 .
- the pump 226 is, for example, a sine pump, and may be any pump that can handle the second coating agent heated for temperature control.
- the temperature adjuster 227 adjusts the temperature of the second coating material stored in the coating liquid tank 225 to, for example, 20-60°C. Thereby, the temperature of the second coating material is kept constant, and the viscosity of the second coating material is stabilized at a viscosity suitable for coating. Furthermore, since the second coating device 22 according to the present embodiment includes the sealed chamber doctor 223, the temperature and viscosity of the second coating material can be stabilized.
- the temperature controller 227 is, for example, a temperature controller for water that heats water, which is a heat medium, with a heater and circulates around the second coating material stored in the coating liquid tank 225 .
- Degassing means may be provided.
- deaeration means include a hollow fiber membrane module, a centrifugal deaeration device, an ultrasonic deaeration device, and the like.
- the piping connecting the coating liquid tank 225 and the chamber doctor 223 and the piping connecting the pump 226 and the chamber doctor 223 may each have means for adjusting the temperature of the piping. As a result, the viscosity of the second coating agent can be more stabilized, and the coating quality can be improved.
- the second base material W2 is delivered from the second unwinding section 21 to the second coating device 22, and the rolls in the second coating device 22 start rotating.
- the second coating material stored in the chamber doctor 223 is transferred to the second substrate W2 through the gravure roll 221 and the offset roll 22.
- the coating amount of the second coating agent transferred to the second substrate W2 is appropriately adjusted according to the purpose, but is preferably 0.3 to 3.0 g/m 2 , more preferably 0.3 to 3.0 g/m 2 . 2.0 g/ m2 .
- the second coating section 22 delivers the first base material W2 coated with the second coating material to the laminator 30 .
- the laminator 30 has a bonding section 31 and a winding section 32 .
- FIG. 5 is a schematic diagram showing a main part of the bonding section 31.
- the bonding section 31 includes a pair of lamination rolls 311 and 312 , a cooling roll 313 and a backing roll 314 .
- One of the laminate rolls 311 and 312, for example the laminate roll 311 has an outer peripheral surface made of metal, while the laminate roll 312, for example, has an outer peripheral surface made of an elastic material such as rubber, and one roll is pressed against the other roll. deformed.
- the first substrate W1 delivered from the first coating unit 12 and the second substrate W2 delivered from the second coating unit 22 are coated with the first coating liquid and the second substrate. It passes between the two laminate rolls 311 and 312 arranged facing each other while being in contact with the coating surface of the coating liquid. The pressure from the two laminate rolls 311 and 312 bonds the first base material W1 and the second base material W2 together. This initiates the reaction between the first coating liquid and the second coating liquid.
- the two laminate rolls 311 and 312 are kept at a constant temperature by a temperature controller (not shown) so as not to be excessively heated by the heat from the adhesive (first coating material, second coating material). .
- the temperature of the outer peripheral surface is preferably set to 40 to 80°C, more preferably 40 to 60°C.
- the pressure applied from the two lamination rolls 311 and 312 to the first base material W1 and the second base material W2 is, for example, 0.05-0.5 MPa.
- the cooling roll 313 is equipped with a cooling device (not shown), and its outer peripheral surface is a roll formed of a metal material. After passing between the two lamination rolls 311 and 312 , the laminate passes through 313 and is conveyed to the winding section 32 .
- the temperature of the outer peripheral surface of the cooling roll 126 is kept at 15 to 35° C., for example.
- the backing roll 314 is arranged so that the outer peripheral surface of the laminate roll 312 and the outer peripheral surface of the backing roll 314 are in contact with each other. Also, the lamination roll 312 is pressed against the lamination roll 311 side by the backing roll 314 .
- the outer peripheral surface of the backing roll 314 is made of an elastic material such as rubber.
- the winding section 32 winds up the laminate formed by bonding the first base material W1 and the second base material W2 together in the bonding section 31 .
- the wound laminate is stored (aged) at room temperature (25° C.) to 50° C. for 3 to 72 hours. By appropriately selecting and setting the aging conditions, the adhesive is sufficiently cured, and practical properties as an adhesive layer are exhibited.
- the laminator 30 is arranged between the first coating section 10 and the second coating section 20 in FIG. 1, it is not limited to this.
- the second coating section 20 may be positioned between the first coating section 10 and the laminator 30, or the first coating section 10 may be positioned between the second coating section 20 and the laminator 30. may be
- the layout of each part can be optimized, and the size of the laminating apparatus 1 can be reduced.
- the lamination apparatus 1 may be provided with a measuring device for measuring the coating amount (g/m 2 ) of the first coating material between the first coating section 10 and the laminator 30, and the second coating section 20 and the laminator 30, a measuring device for measuring the coating amount of the second coating material may be provided.
- a measuring device for measuring the total coating amount of the first coating material and the second coating material may be provided between the laminating section 31 and the winding section 32 .
- Conventionally known devices can be used for these measuring devices, and examples thereof include those using an infrared spectrophotometer.
- a separate means is provided to measure the weight of the first coating (or second coating) applied within a certain period of time, and the first coating (or second coating) is applied within that period.
- the application amount of the first coating material (or the second coating material) may be calculated by dividing by the area of the first base material W1.
- a measuring device is provided for measuring the amount of applied adhesive applied. Subtract the measurement result of the measuring device arranged between the first unwinding section 11 and the first coating device 12 from the measurement result of the measuring device arranged between the first coating section 10 and the laminator 30. to calculate the coating amount of the first coating material.
- the laminate is placed between the second unwinding unit 21 and the second coating device 22. It is preferable to have a measuring device for measuring the applied amount of adhesive used in manufacturing.
- the laminating device 1 When the laminating device 1 is provided with means for measuring the coating amount of the first coating agent and the second coating agent, it is interlocked with a controller for controlling the rotation speed of each roll of the first coating device 12 and the second coating device 22. By allowing the adhesive can be made suitable.
- the first coating agent is the polyisocyanate composition (X), that is, the polyisocyanate compound (A) and does not contain a compound having an active hydrogen group such as the polyol compound (B) or the amine compound (C)
- the second coating agent contains the polyol composition (Y), that is, the polyol compound (B) and the amine compound (C), and does not contain the polyisocyanate compound (A). Not limited.
- the second coating agent may further contain either or both of the monol compound (D) and the catalyst.
- the first coating agent may contain either or both of the polyol compound (B) and the monool compound (D) in addition to the polyisocyanate compound (A).
- the second coating does not contain the polyisocyanate compound (A) in any of the embodiments.
- the first coating may be contained in either the first coating or the second coating. If the first coating does not contain a compound having an active hydrogen group, it is added to the second coating. Needless to say, these coating agents may contain the respective components of the adhesives described above as appropriate. These first coating agent and second coating agent are appropriately combined according to the purpose.
- the laminate may be obtained by bonding two base materials together with the adhesive of the present invention, or may contain other base materials as necessary.
- a method for laminating other substrates a known method such as a dry lamination method, a non-solvent lamination method, a heat lamination method, a heat sealing method, an extrusion lamination method, or the like may be used. You may use the method which has.
- the adhesive used at this time may or may not be that of the present invention.
- As another base material the same base material as described above can be used.
- the laminate described above can be suitably used as a packaging material, particularly as a packaging material for food packaging.
- the packaging material is formed by molding the laminate into a bag shape and heat-sealing it.
- Packaging materials include three-side seal bags, four-side seal bags, gusset packaging bags, pillow packaging bags, gobel-top type bottomed containers, tetraclassics, Bruck types, tube containers, paper cups, lids, and the like.
- the packaging material may be appropriately provided with an easy-open treatment or a resealing means.
- the packaging material of the present invention can be suitably used not only for food applications, but also as a packaging material for filling detergents and medicines. Specific uses include detergents and chemicals such as liquid laundry detergents, liquid kitchen detergents, liquid bath detergents, liquid bath soaps, liquid shampoos, liquid conditioners, and pharmaceutical tablets. It can also be used as a secondary packaging material for packaging the container described above.
- Polyisocyanate composition (X-1) Polyisocyanate composition (X-1)
- a reaction vessel equipped with a stirrer, a thermometer, and a nitrogen gas introduction tube 80.0 parts by mass of hexamethylene diisocyanate nurate (Sumidur N3300, manufactured by Sumika Covestro Urethane Co., Ltd.) and isophorone diisocyanate nurate (EVONIK Co., Ltd.) 20.0 parts by mass of VESTANAT T1890/100) was added, and the mixture was heated to 130° C. while stirring. Stirring was continued at 130° C.
- the polyisocyanate composition (X-1) had an NCO% of 20.9% and a viscosity of 2150 mPa ⁇ s at 50°C.
- Polyisocyanate composition (X-2) A nurate form of hexamethylene diisocyanate (NCO%: 21.8%) was used as the polyisocyanate composition (X-2).
- Polyisocyanate composition (X') 36 parts by mass of 4,4'-diphenylmethane diisocyanate and 19 parts by mass of 2,4'-diphenylmethane diisocyanate were placed in a flask equipped with a stirrer, a thermometer, and a nitrogen gas inlet tube, and stirred under nitrogen gas. , and heated to 60°C. 11 parts by mass of polypropylene glycol with a number average molecular weight of 400 (hereinafter abbreviated as "PPG"), 22 parts by mass of PPG with a number average molecular weight of 1000, and 11 parts by mass of PPG with a number average molecular weight of 2000 divided into several times.
- PPG polypropylene glycol with a number average molecular weight of 400
- the mixture was added dropwise and stirred for 5 to 6 hours to complete the urethanization reaction.
- the resulting polyisocyanate had an NCO group content of 13.5% and a viscosity at 50° C. of 700 mPa.s. was s. This was used as the polyisocyanate composition (X').
- the temperature is lowered to 240°C, the rectifying column is switched to the condenser, and the line is connected to the vacuum pump to reduce the pressure to 30 to 60 Torr.
- the reaction was continued until a predetermined acid value and viscosity were reached, and a polyester polyol (B2-2) having a number average molecular weight of 700 and a hydroxyl value of 159.0 mgKOH/g was obtained.
- Polyol compositions (Y-1), (Y-2), (Y'-1) and (Y'-2) were prepared according to the formulations in Table 1.
- the viscosities in the table are those at 50° C., and the unit is mPa ⁇ s.
- the unit of amine value is mgKOH/g.
- the details of the compounds in the table are as follows.
- Polyether polyol (B1-1): polypropylene glycol (Mw 1000)
- Polyether polyol (B1-2): polypropylene glycol (Mw 400)
- Polyether polyol (B1-3): polypropylene glycol monomethyl ether (Mw 400)
- Polyether polyol (B1-4): polypropylene triol (Mw 3000)
- Urethane laminate ink (Finart R794 White G3; manufactured by DIC Corporation) was adjusted to 15 seconds (25 ° C.) with Zahn Cup #3 manufactured by Rigosha, and the printing speed was set by a gravure printing machine equipped with a plate depth of 43 ⁇ m gravure plate. It was printed on a corona-treated PET (polyethylene terephthalate) film (Toyobo Ester Film E5102#12) at 150 m/min and dried or cured by passing through an oven at 70°C to form a printed layer on the PET film.
- PET polyethylene terephthalate
- Toyobo Ester Film E5102#12 Toyobo Ester Film E5102#12
- Example 1 Polyisocyanate composition (X-1) on the surface of the printed layer printed on the PET film, polyol composition (Y- 1) was applied, and the PET film and the VMPET film were pressure-bonded with a nip roll (50° C.) to obtain a laminate 1 of PET film/adhesive layer/VMPET film.
- the coating amounts of polyisocyanate composition (X-1) and polyol composition (Y-1) were 1.2 g/m 2 and 0.8 g/m 2 , respectively.
- the coating speed of the polyol composition (X-1) and polyisocyanate composition (Y-1) was 250 m/min.
- the polyisocyanate composition (X-1) was applied to the VMPET film of the laminate 1, and the polyol composition (Y-1) was applied to the LLDPE film (manufactured by Mitsui Chemicals Tohcello Co., Ltd. TUX-HC, 60 ⁇ m). was pressed with a nip roll (50° C.) and aged at 40° C. for 48 hours to obtain an evaluation sample of PET film/adhesive layer/VMPET film/adhesive layer/LLDPE film.
- the coating amounts and coating speeds of the polyisocyanate composition (X-1) and the polyol composition (Y-1) were the same as above. Evaluation samples were prepared in the same manner, except that the coating speeds of the polyol composition (X-1) and the polyisocyanate composition (Y-1) were changed to 200 m/min, 150 m/min and 100 m/min.
- Example 2 (Comparative Example 1) to (Comparative Example 4) Samples for evaluation of Examples and Comparative Examples were obtained in the same manner as in Example 1, except that the polyisocyanate composition (X) and polyol composition (Y) used and their coating amounts were changed as shown in Table 2.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Polyurethanes Or Polyureas (AREA)
Abstract
La présente invention concerne : un agent adhésif sans solvant dans lequel des défauts d'aspect dus à des bulles sont peu susceptibles de se produire ; un stratifié obtenu à l'aide de l'agent adhésif ; un procédé de fabrication du stratifié ; et un matériau d'emballage. L'invention concerne : un agent adhésif sans solvant comprenant une composition d'isocyanate (X) qui comprend un composé polyisocyanate (A), et une composition de polyol (Y) qui comprend un composé polyol (B) et un composé amine (C), pas moins de 90 % en masse du composé polyisocyanate (A) étant un dérivé de polyisocyanate non aromatique (A1) ; un stratifié obtenu avec l'agent adhésif ; et un matériau d'emballage.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023545822A JP7364136B1 (ja) | 2022-03-01 | 2023-02-16 | 接着剤、積層体、積層体の製造方法、包装材 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022030737 | 2022-03-01 | ||
| JP2022-030737 | 2022-03-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023166996A1 true WO2023166996A1 (fr) | 2023-09-07 |
Family
ID=87883439
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/005349 WO2023166996A1 (fr) | 2022-03-01 | 2023-02-16 | Agent adhésif, stratifié, procédé de fabrication de stratifié et matériau d'emballage |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7364136B1 (fr) |
| WO (1) | WO2023166996A1 (fr) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003171643A (ja) * | 2001-12-03 | 2003-06-20 | Sekisui Chem Co Ltd | 二液分別塗布型ウレタン系接着剤 |
| JP2012076360A (ja) * | 2010-09-30 | 2012-04-19 | Dainippon Printing Co Ltd | バリア性積層体の製造方法 |
| CN111777982A (zh) * | 2020-07-30 | 2020-10-16 | 深圳市安伯斯科技有限公司 | 一种耐黄变无溶剂型聚氨酯复合胶及其制备方法 |
| JP2021509415A (ja) * | 2017-12-27 | 2021-03-25 | ダウ グローバル テクノロジーズ エルエルシー | ポリマーバリア基材への接着のための二成分無溶剤接着剤組成物 |
| WO2021256270A1 (fr) * | 2020-06-18 | 2021-12-23 | Dic株式会社 | Agent adhésif, stratifié, procédé permettant de fabriquer un stratifié, et matériau d'emballage |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020130073A1 (fr) * | 2018-12-21 | 2020-06-25 | Dic株式会社 | Adhésif, film stratifié et procédé pour produire un film stratifié |
-
2023
- 2023-02-16 JP JP2023545822A patent/JP7364136B1/ja active Active
- 2023-02-16 WO PCT/JP2023/005349 patent/WO2023166996A1/fr active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003171643A (ja) * | 2001-12-03 | 2003-06-20 | Sekisui Chem Co Ltd | 二液分別塗布型ウレタン系接着剤 |
| JP2012076360A (ja) * | 2010-09-30 | 2012-04-19 | Dainippon Printing Co Ltd | バリア性積層体の製造方法 |
| JP2021509415A (ja) * | 2017-12-27 | 2021-03-25 | ダウ グローバル テクノロジーズ エルエルシー | ポリマーバリア基材への接着のための二成分無溶剤接着剤組成物 |
| WO2021256270A1 (fr) * | 2020-06-18 | 2021-12-23 | Dic株式会社 | Agent adhésif, stratifié, procédé permettant de fabriquer un stratifié, et matériau d'emballage |
| CN111777982A (zh) * | 2020-07-30 | 2020-10-16 | 深圳市安伯斯科技有限公司 | 一种耐黄变无溶剂型聚氨酯复合胶及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023166996A1 (fr) | 2023-09-07 |
| JP7364136B1 (ja) | 2023-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI753975B (zh) | 反應型接著劑、積層薄膜及包裝體 | |
| JP7231127B2 (ja) | 接着剤、積層体、包装材 | |
| JP2023024587A (ja) | 接着剤、積層体、積層体の製造方法、包装材 | |
| JP2020094154A (ja) | 反応性接着剤、積層フィルム、及び包装体 | |
| JP7485239B2 (ja) | 接着剤、積層体、包装材 | |
| JP7231131B1 (ja) | 接着剤、積層体、包装材 | |
| JP7323082B2 (ja) | 接着剤、積層体、包装材 | |
| WO2023166996A1 (fr) | Agent adhésif, stratifié, procédé de fabrication de stratifié et matériau d'emballage | |
| JP7276636B1 (ja) | 接着剤、積層体、積層体の製造方法、包装材 | |
| JP7193045B1 (ja) | 接着剤、積層体、包装材 | |
| JP7364130B2 (ja) | 接着剤、積層体、包装材 | |
| JP2022103714A (ja) | ラミネート接着剤、積層体及び包装体 | |
| JP7409570B2 (ja) | ウレタンプレポリマーの製造方法 | |
| JP2023064340A (ja) | 接着剤、積層体の製造方法、積層体、包装材 | |
| WO2024138548A1 (fr) | Adhésif, stratifié et matériau d'emballage | |
| CN116685464A (zh) | 粘接剂、层叠体、包装材料 | |
| WO2024225056A1 (fr) | Adhésif, stratifié, et matériau d'emballage | |
| WO2024122292A1 (fr) | Agent adhésif, stratifié et matériau d'emballage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023545822 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23763256 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |