WO2023095669A1 - 基板処理方法及び基板処理システム - Google Patents
基板処理方法及び基板処理システム Download PDFInfo
- Publication number
- WO2023095669A1 WO2023095669A1 PCT/JP2022/042339 JP2022042339W WO2023095669A1 WO 2023095669 A1 WO2023095669 A1 WO 2023095669A1 JP 2022042339 W JP2022042339 W JP 2022042339W WO 2023095669 A1 WO2023095669 A1 WO 2023095669A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- grinding
- substrate
- unit
- wafer
- marks
- Prior art date
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 78
- 238000003672 processing method Methods 0.000 title claims abstract description 15
- 238000000227 grinding Methods 0.000 claims abstract description 369
- 230000032258 transport Effects 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 8
- 235000012431 wafers Nutrition 0.000 description 169
- 238000004140 cleaning Methods 0.000 description 15
- 238000005530 etching Methods 0.000 description 11
- 230000007704 transition Effects 0.000 description 8
- 238000003754 machining Methods 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 6
- 230000008569 process Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000003028 elevating effect Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- WGTYBPLFGIVFAS-UHFFFAOYSA-M tetramethylammonium hydroxide Chemical compound [OH-].C[N+](C)(C)C WGTYBPLFGIVFAS-UHFFFAOYSA-M 0.000 description 2
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 1
- OEYIOHPDSNJKLS-UHFFFAOYSA-N choline Chemical compound C[N+](C)(C)CCO OEYIOHPDSNJKLS-UHFFFAOYSA-N 0.000 description 1
- 229960001231 choline Drugs 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/304—Mechanical treatment, e.g. grinding, polishing, cutting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02002—Preparing wafers
- H01L21/02005—Preparing bulk and homogeneous wafers
- H01L21/02008—Multistep processes
- H01L21/0201—Specific process step
- H01L21/02013—Grinding, lapping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B51/00—Arrangements for automatic control of a series of individual steps in grinding a workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
- B24B7/228—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding thin, brittle parts, e.g. semiconductors, wafers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/306—Chemical or electrical treatment, e.g. electrolytic etching
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67017—Apparatus for fluid treatment
- H01L21/67028—Apparatus for fluid treatment for cleaning followed by drying, rinsing, stripping, blasting or the like
- H01L21/6704—Apparatus for fluid treatment for cleaning followed by drying, rinsing, stripping, blasting or the like for wet cleaning or washing
- H01L21/67046—Apparatus for fluid treatment for cleaning followed by drying, rinsing, stripping, blasting or the like for wet cleaning or washing using mainly scrubbing means, e.g. brushes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67017—Apparatus for fluid treatment
- H01L21/67063—Apparatus for fluid treatment for etching
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67703—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations
- H01L21/6773—Conveying cassettes, containers or carriers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/687—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using mechanical means, e.g. chucks, clamps or pinches
- H01L21/68714—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using mechanical means, e.g. chucks, clamps or pinches the wafers being placed on a susceptor, stage or support
- H01L21/68785—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using mechanical means, e.g. chucks, clamps or pinches the wafers being placed on a susceptor, stage or support characterised by the mechanical construction of the susceptor, stage or support
Definitions
- the present disclosure relates to a substrate processing method and a substrate processing system.
- Patent Document 1 discloses a substrate processing system that grinds both sides of a substrate.
- the substrate processing system holds the substrate from below with the first main surface of the substrate facing upward, and includes a first main surface grinding device for grinding the first main surface of the substrate, and a second main surface of the substrate facing upward.
- a second main surface grinding device that holds the ground first main surface of the substrate toward the substrate from below and grinds the second main surface of the substrate.
- the technology according to the present disclosure suppresses grinding damage of the substrate after grinding both sides of the substrate.
- One aspect of the present disclosure is a substrate processing method for processing a substrate, comprising: grinding a first surface of the substrate; Grinding a second surface on the opposite side, wherein when the first surface is ground, a first grinding mark that curves and extends from the center of the first surface toward the outer periphery. is formed, and when grinding the second surface, a second grinding mark that curves and extends from the center of the second surface toward the outer peripheral portion is formed, and the curvature of the first grinding mark The direction and the curving direction of the second grinding marks are opposite when seen through from one surface.
- FIG. 1 is a plan view showing an outline of the configuration of a wafer processing system according to this embodiment
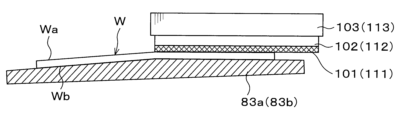
- FIG. FIG. 4 is a side view showing an outline of the configuration of a first grinding unit (second grinding unit);
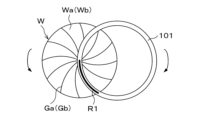
- FIG. 4 is an explanatory view showing how a first surface (second surface) of a wafer is ground by a first grinding unit (second grinding unit);
- FIG. 4 is an explanatory diagram showing how a first grinding unit forms grinding marks on a first surface (second surface) of a wafer;
- FIG. 4 is an explanatory diagram showing how a first grinding unit forms grinding marks on a first surface (second surface) of a wafer;
- FIG. 4 is an explanatory diagram showing how a first grinding unit forms grinding marks on a first surface (second surface) of a wafer;
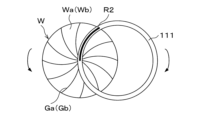
- FIG. 8 is an explanatory view showing how a second grinding unit forms grinding marks on the first surface (second surface) of the wafer; It is explanatory drawing which shows a mode that the 1st surface (2nd surface) of a wafer is ground with a grinding apparatus.
- FIG. 6 is an explanatory diagram showing grinding marks formed on both surfaces of a wafer in a comparative example
- FIG. 3 is an explanatory diagram showing grinding marks formed on both surfaces of a wafer in this embodiment
- FIG. 2 is a flow chart showing main steps of wafer processing; It is explanatory drawing which shows a mode that the 1st surface (2nd surface) of a wafer is ground with a grinding apparatus in other embodiment. It is a top view showing an outline of composition of a wafer processing system concerning other embodiments.
- a disk-shaped silicon piece cut out from a single crystal silicon ingot by a wire saw or the like is ground and flattened on both front and back surfaces. ing. Then, a silicon wafer (hereinafter sometimes referred to as "wafer”) is manufactured.
- a wafer processing system as a substrate processing system and a wafer processing method as a substrate processing method according to the present embodiment will be described below with reference to the drawings.
- elements having substantially the same functional configuration are denoted by the same reference numerals, thereby omitting redundant description.
- a wafer W as a substrate obtained by cutting an ingot is subjected to processing for improving in-plane thickness uniformity.
- the cut surfaces of the wafer W are referred to as a first surface Wa and a second surface Wb.
- the first surface Wa is the surface opposite to the second surface Wb.
- the first surface Wa and the second surface Wb may be collectively referred to as one surface of the wafer W. As shown in FIG.
- the wafer processing system 1 has a configuration in which a loading/unloading station 10 and a processing station 11 are integrally connected.
- a loading/unloading station 10 loads/unloads a cassette C capable of accommodating a plurality of wafers W, for example, to/from the outside.
- the processing station 11 includes various processing devices for performing desired processing on the wafer W.
- FIG. In the following description, a plurality of wafers W housed in the cassette C will be referred to as one lot.
- a cassette mounting table 20 is provided in the loading/unloading station 10 .
- a plurality of, for example, two cassettes C can be placed in a row on the cassette placing table 20 in the Y-axis direction.
- the number of cassettes C to be placed on the cassette placing table 20 is not limited to that of the present embodiment, and can be arbitrarily determined.
- the processing station 11 is provided with, for example, three processing blocks G1 to G3.
- the first processing block G1, the second processing block G2, and the third processing block G3 are arranged side by side in this order from the X-axis negative direction side (carrying in/out station 10 side) to the positive direction side.
- An etching device 30, a cleaning device 40, and a wafer transfer device 50 are provided in the first processing block G1.
- the etching apparatus 30 is provided in three stages in the vertical direction, for example, on the loading/unloading station 10 side of the first processing block G1.
- the cleaning device 40 is provided in three stages in the vertical direction, for example, on the positive direction side of the X-axis of the etching device 30 .
- the wafer transfer device 50 is arranged on the Y-axis positive side of the etching device 30 and the cleaning device 40 . Note that the number and arrangement of the etching device 30, the cleaning device 40, and the wafer transfer device 50 are not limited to this.
- the etching device 30 etches the ground first surface Wa or the ground second surface Wb.
- an etchant chemical solution
- HF, HNO 3 , H 3 PO 4 , TMAH, Choline, KOH, or the like is supplied to the first surface Wa or the ground second surface Wb.
- HF, HNO 3 , H 3 PO 4 , TMAH, Choline, KOH, or the like is used as the etchant.
- the cleaning device 40 cleans the ground first surface Wa or the ground second surface Wb.
- a brush is brought into contact with the first surface Wa or the second surface Wb to scrub clean the first surface Wa or the second surface Wb.
- a pressurized cleaning liquid may be used for cleaning the first surface Wa or the second surface Wb.
- the cleaning device 40 may be configured to be able to clean the first surface Wa and the second surface Wb at the same time when cleaning the wafer W. As shown in FIG.
- the wafer transfer device 50 has, for example, two transfer arms 51 that hold and transfer the wafer W.
- Each transport arm 51 is configured to be movable in the horizontal direction, the vertical direction, around the horizontal axis, and around the vertical axis.
- the wafer transfer device 50 is configured to transfer the wafer W to the cassette C of the cassette mounting table 20, the etching device 30, the cleaning device 40, which will be described later, the transition device 60, which will be described later, and the reversing device 61, which will be described later. ing.
- a transition device 60, a reversing device 61, and a wafer transfer device 70 are provided in the second processing block G2.
- the transition device 60 and the reversing device 61 are stacked in this order from the bottom in the vertical direction, for example.
- the wafer transfer device 70 is arranged on the Y-axis negative direction side of the transition device 60 and the reversing device 61 . Note that the number and arrangement of the transition device 60, the reversing device 61, and the wafer transfer device 70 are not limited to this.
- the transition device 60 temporarily places the wafer W in order to transfer the wafer W.
- the reversing device 61 reverses the first surface Wa and the second surface Wb of the wafer W in the vertical direction.
- the wafer transfer device 70 has, for example, two transfer arms 71 that hold and transfer the wafer W.
- Each transport arm 71 is configured to be movable in the horizontal direction, the vertical direction, around the horizontal axis, and around the vertical axis.
- the wafer transfer device 70 is configured to transfer the wafer W to the cleaning device 40, the transition device 60, the reversing device 61, and the grinding device 80, which will be described later.
- a grinding device 80 is provided in the third processing block G3. Note that the number and arrangement of the grinding devices 80 are not limited to this.
- the grinding device 80 has a rotary table 81 .
- the rotary table 81 is rotatable around a vertical center line 82 of rotation by a rotary mechanism (not shown).
- Four chucks 83 are provided on the rotary table 81 as holding portions for holding the wafer W by suction.
- two first chucks 83a are chucks used for grinding the first surface Wa, and hold the second surface Wb by suction.
- These two first chucks 83a are arranged point-symmetrically with respect to the rotation center line 82 .
- the remaining two second chucks 83b are chucks used for grinding the second surface Wb, and hold the first surface Wa by suction.
- These two second chucks 83b are also arranged point-symmetrically across the rotation center line 82 . That is, the first chucks 83a and the second chucks 83b are alternately arranged in the circumferential direction.
- a porous chuck is used for the chuck 83.
- the surface of the chuck 83 that is, the holding surface of the wafer W, has a convex shape in which the central portion protrudes from the end portions when viewed from the side. It should be noted that although the protrusion at the central portion is minute, the protrusion at the central portion of the chuck 83 is shown enlarged in FIG. 2 for clarity of explanation.
- the chuck 83 is held by a chuck base 84.
- the chuck base 84 is provided with an inclination adjusting portion 85 for adjusting the relative inclination between the grinding wheels 101 and 111 provided in the respective grinding units 100 and 110 and the chuck 83, which will be described later.
- the tilt adjusting portion 85 has a fixed shaft 86 provided on the lower surface of the chuck base 84 and a plurality of, for example, two elevating shafts 87 . Each elevating shaft 87 is extendable and elevates the chuck base 84 .
- the chuck 83 and the chuck base are vertically moved up and down with one end (position corresponding to the fixed shaft 86) of the outer peripheral portion of the chuck base 84 by the lifting shaft 87. 84 can be tilted. Thereby, the relative inclination between the surfaces of the grinding wheels 101 and 111 and the surface of the chuck 83 provided in the grinding units 100 and 110 at the processing positions B1 and B2, which will be described later, can be adjusted.
- the configuration of the tilt adjusting section 85 is not limited to this, and can be arbitrarily selected as long as the relative angle (parallelism) of the surface of the chuck 83 to the surfaces of the grinding wheels 101 and 111 can be adjusted.
- the four chucks 83 are movable to transfer positions A1 to A2 and processing positions B1 to B2 by rotating the rotary table 81.
- Each of the four chucks 83 is configured to be rotatable about a vertical axis by a rotating mechanism (not shown).
- the first transfer position A1 is a position on the X-axis negative direction side and the Y-axis positive direction side of the rotary table 81, and the wafer W is transferred to and from the first chuck 83a when the wafer W is ground.
- the second transfer position A2 is a position on the X-axis negative direction side and the Y-axis negative direction side of the rotary table 81, and the wafer W is transferred to and from the second chuck 83b when the wafer W is ground.
- a thickness measuring unit 90 for measuring the thickness of the wafer W after grinding is provided at the delivery positions A1 and A2.
- the thickness measuring unit 90 measures the thickness of the wafer W at a plurality of points to measure the in-plane distribution of the thickness.
- the configuration of the thickness measuring unit 90 is arbitrary, but for example, it includes a non-contact sensor (not shown).
- the first machining position B1 is a position on the X-axis positive direction side and the Y-axis negative direction side of the rotary table 81, where the first grinding unit 100 as the first grinding section is arranged.
- the first grinding unit 100 grinds either the first surface Wa or the second surface Wb of the wafer W held by the first chuck 83a.
- the second machining position B2 is a position on the positive direction side of the X-axis and the positive direction side of the Y-axis of the rotary table 81, and the second grinding unit 110 as a second grinding section is arranged.
- the second grinding unit 110 grinds either the first surface Wa or the second surface Wb held by the second chuck 83b.
- the rotary table 81 transports and positions the wafer W held by the first chuck 83a to the first grinding unit 100, or transfers the wafer W held by the second chuck 83b to the second grinding unit 100. It functions as a transport section that transports and positions the wafer to the grinding unit 110 .
- the first grinding unit 100 includes a grinding wheel 102 having an annular grinding wheel 101 on its underside, a mount 103 supporting the grinding wheel 102, and a mount 103 for rotating the grinding wheel 102. It has a spindle 104 and a drive unit 105 containing, for example, a motor (not shown). Also, the first grinding unit 100 is configured to be movable in the vertical direction along the column 106 shown in FIG.
- the second grinding unit 110 has the same configuration as the first grinding unit 100. That is, the second grinding unit 110 has a grinding wheel 112 with an annular grinding wheel 111 , a mount 113 , a spindle 114 , a drive 115 and a post 116 .
- the wafer processing system 1 described above is provided with a controller 120 as shown in FIG.
- the control device 120 is, for example, a computer equipped with a CPU, memory, etc., and has a program storage unit (not shown).
- a program for controlling the processing of wafers W in wafer processing system 1 is stored in the program storage unit.
- the above program may be recorded in a computer-readable storage medium H and installed in the control device 120 from the storage medium H. Further, the storage medium H may be temporary or non-temporary.
- the chucks 83a and 83b have a convex shape at the center of the wafer W holding surface. Therefore, when grinding the first surface Wa of the wafer W using the first grinding unit 100, the first surface Wa of the wafer W held by the first chuck 83a and the grinding wheel 101 are The first chuck 83a is tilted so as to be parallel to the surface. 4 and 5, part of the ring-shaped grinding wheel 101 contacts the wafer W as a first processing point R1. More specifically, the ring-shaped grinding wheel 101 and the wafer W are in contact with each other from the center to the outer peripheral edge in an arcuate manner. The entire surface Wa of 1 is ground. The same is true when grinding the second surface Wb of the wafer W using the first grinding unit 100 .
- the first surface Wa when the first surface Wa is ground using the first grinding unit 100, the first surface Wa has a first saw mark, which is a so-called saw mark, which is curved and extends from the center toward the outer periphery. of grinding marks Ga are formed.
- the second surface Wb when the second surface Wb is ground using the first grinding unit 100, the second surface Wb has a second grinding mark Gb that curves and extends from the central portion toward the outer peripheral portion. It is formed.
- Each of the first grinding mark Ga and the second grinding mark Gb has a continuous curved convex portion clockwise, and in the following description, the curved direction may be referred to as "clockwise".
- the second chuck 83b is tilted so that the surface of the grindstone 111 is parallel. Further, as indicated by the thick line in FIG. 6, a portion of the ring-shaped grinding wheel 111 contacts the wafer W as a second processing point R2. More specifically, the ring-shaped grinding wheel 111 and the wafer W are in contact with each other in an arc from the center to the outer peripheral edge. The entire surface Wa of 1 is ground. The same applies when the second surface Wb of the wafer W is ground using the second grinding unit 110 .
- the first surface Wa when the first surface Wa is ground using the second grinding unit 110, the first surface Wa has a first grinding mark Ga that curves and extends from the center toward the outer periphery. It is formed. Also, when the second surface Wb is ground using the second grinding unit 110, the second surface Wb has a second grinding mark Gb that curves and extends from the central portion toward the outer peripheral portion. It is formed.
- Each of the first grinding mark Ga and the second grinding mark Gb has a curved convex portion continuing counterclockwise, and in the following description, the curved direction may be referred to as "counterclockwise".
- the first grinding unit 100 is used.
- the position of the first machining point R1 in the case of using the second grinding unit 110 is different from the position of the second machining point R2 in the case of using the second grinding unit 110 . Therefore, the curved direction of the grinding marks Ga and Gb when the first grinding unit 100 is used and the curved direction of the grinding marks Ga and Gb when the second grinding unit 110 is used are the same on the wafer W. On the surface it is the opposite.
- the grinding marks Ga and Gb overlap.
- the first surface Wa is ground by the first grinding unit 100 to form clockwise first grinding marks Ga.
- the second surface Wb is ground by the second grinding unit 110 to form a counterclockwise second ground mark Gb.
- the grinding marks Ga and Gb overlap when viewed from one side. In such a case, grinding damage may increase.
- the surfaces Wa and Wb of one wafer W are ground by the same grinding units 100 and 110, respectively.
- the first surface Wa is ground by the first grinding unit 100 to form clockwise first grinding marks Ga.
- the second surface Wb is ground by the first grinding unit 100 to form a clockwise second grinding mark Gb.
- the curved directions of the grinding marks Ga and Gb are made the same as described above, the grinding marks Ga and Gb on the wafer W do not cross and overlap each other as shown in FIG. 9(c). In such a case, grinding damage can be suppressed as compared with the case where the grinding marks Ga and Gb overlap.
- the surfaces Wa and Wb of one wafer W are respectively ground by the second grinding unit 110, the grinding marks Ga and Gb do not overlap when viewed from the one surface, and the same effect can be obtained. can be done.
- the present inventors found that there is a correlation between the direction of curvature of the grinding marks Ga and Gb and the grinding damage, and that the grinding damage can be suppressed by appropriately controlling the directions of the grinding marks Ga and Gb. I found
- wafer processing performed using the wafer processing system 1 configured as described above will be described.
- a desired process is performed on a wafer W that is cut out from an ingot by a wire saw or the like and lapped.
- a cassette C containing a plurality of wafers W is mounted on the cassette mounting table 20 of the loading/unloading station 10 .
- the wafers W are stored in the cassette C with the first surface Wa facing upward and the second surface Wb facing downward.
- the wafer W in the cassette C is taken out by the wafer transfer device 50 and transferred to the transition device 60 .
- the wafer W is transferred to the grinding device 80 by the wafer transfer device 70 and transferred to the first chuck 83a at the first transfer position A1.
- the second surface Wb of the wafer W is held by suction on the first chuck 83a.
- the rotary table 81 is rotated to move the wafer W to the first processing position B1. Then, the first surface Wa of the wafer W is ground by the first grinding unit 100 (step S1 in FIG. 10). At this time, as shown in FIG. 9A, a clockwise first grinding mark Ga is formed on the first surface Wa.
- the rotary table 81 is rotated to move the wafer W to the first delivery position A1.
- the wafer W is transferred to the cleaning device 40 by the wafer transfer device 70 .
- the cleaning device 40 the first surface Wa of the wafer W is cleaned (step S2 in FIG. 10).
- the wafer W is transferred to the reversing device 61 by the wafer transfer device 70 .
- the reversing device 61 vertically reverses the first surface Wa and the second surface Wb of the wafer W (step S3 in FIG. 10). That is, the wafer W is turned over so that the second surface Wb faces upward and the first surface Wa faces downward.
- the wafer W is transferred to the grinding device 80 by the wafer transfer device 70 and transferred to the first chuck 83a at the first transfer position A1.
- the first surface Wa of the wafer W is held by suction on the first chuck 83a.
- the rotary table 81 is rotated to move the wafer W to the first processing position B1. Then, the second surface Wb of the wafer W is ground by the first grinding unit 100 (step S4 in FIG. 10). At this time, as shown in FIG. 9B, a clockwise second grinding mark Gb is formed on the second surface Wb. Then, since the curved directions of the grinding marks Ga and Gb are the same, the grinding marks Ga and Gb do not overlap when viewed from one side as shown in FIG. 9(c).
- the rotary table 81 is rotated to move the wafer W to the second delivery position A2.
- the wafer W is transferred to the cleaning device 40 by the wafer transfer device 70 .
- second surface Wb of wafer W is cleaned (step S5 in FIG. 10).
- the wafer W is transferred to the reversing device 61 by the wafer transfer device 50 .
- the reversing device 61 vertically reverses the first surface Wa and the second surface Wb of the wafer W (step S6 in FIG. 10). That is, the wafer W is turned over so that the first surface Wa faces upward and the second surface Wb faces downward.
- the wafer W is transferred to the etching device 30 by the wafer transfer device 50 .
- the first surface Wa of the wafer W is etched with an etchant (step S7 in FIG. 10). As a result, grinding debris, grinding damage, and the like remaining on the first surface Wa are removed.
- the wafer W is transferred to the reversing device 61 by the wafer transfer device 50 .
- the reversing device 61 vertically reverses the first surface Wa and the second surface Wb of the wafer W (step S8 in FIG. 10). That is, the wafer W is turned over so that the second surface Wb faces upward and the first surface Wa faces downward.
- the wafer W is transferred to the etching device 30 by the wafer transfer device 50 .
- the second surface Wb of the wafer W is etched with an etchant (step S9 in FIG. 10). As a result, grinding debris, grinding damage, etc. remaining on the second surface Wb are removed.
- the wafer W that has undergone all the processes is transferred to the cassette C on the cassette mounting table 20 by the wafer transfer device 50 .
- a series of wafer processing in the wafer processing system 1 is completed. Wafers W that have undergone desired processing in wafer processing system 1 may be subjected to polishing outside wafer processing system 1 .
- the grinding marks Ga and Gb on the wafer W can be formed so as not to overlap each other. . Therefore, grinding damage can be suppressed. As a result, the conventional flattening and smoothing processes for removing grinding damage are not necessary or can be reduced, so it is possible to improve productivity and reduce man-hours in wafer manufacturing. .
- the plurality of wafers W housed in the same cassette C may be alternately transferred to the first grinding unit 100 and the second grinding unit 110 one by one.
- the second grinding unit 110 is not used until the wafers W in the next lot are ground. That is, the first grinding unit 100 and the second grinding unit 110 cannot be used in parallel, resulting in poor wafer processing efficiency.
- the control device 120 controls the transfer of the wafers W in the grinding device 80, and alternately distributes the wafers W in the same cassette C to the first grinding unit 100 and the second grinding unit 110 for transfer.
- the first grinding unit 100 and the second grinding unit 110 can be used in parallel, the wafers W can be processed efficiently, and the throughput of the wafers W can be improved.
- the grinding device 80 has a first grinding unit 100 (grinding wheel 102) and a second grinding unit 100 (grinding wheel 102) so that the same grinding mark is formed by the first machining point R1 and the second machining point R2. of the grinding unit 110 (grinding wheel 112 ) is positioned relative to the chuck 83 .
- the direction of curvature of the grinding marks Ga and Gb when the first grinding unit 100 is used is the same as the direction of curvature of the grinding marks Ga and Gb when the second grinding unit 110 is used.
- the clockwise first grinding marks Ga or the second clockwise grinding marks Gb are formed. It is formed. Further, when the first surface Wa or the second surface Wb of the wafer W is ground using the second grinding unit 110, the clockwise first grinding marks Ga or the second clockwise grinding marks Gb are left respectively. It is formed.
- one wafer W is moved to the first processing position B1 in step S1, and the first surface Wa of the wafer W is ground by the first grinding unit 100.
- a clockwise first grinding mark Ga is formed on the first surface Wa.
- step S3 the wafer W is moved to the second processing position B2, and the second surface Wb of the wafer W is ground by the second grinding unit 110. Then, a clockwise second grinding mark Gb is formed on the second surface Wb.
- the control device 120 controls the rotary table 81, which is the transport section, the first grinding unit 100 and the second grinding unit 110.
- the grinding marks Ga and Gb do not cross and overlap each other. As a result, grinding damage can be suppressed.
- the grinding marks Ga and Gb when the first grinding unit 100 is used and the grinding marks Ga and Gb when the second grinding unit 110 is used may be left-handed. That is, the first grinding unit 100 (grinding wheel 102) and the second grinding unit 110 (grinding wheel 112) are arranged with respect to the chuck 83 so that the curved directions of the grinding marks Ga and Gb are in one direction. With the grinding device 80, it is possible to enjoy the same effects as described above. A plurality of wafers W accommodated in the same cassette C can be continuously processed by first transferring them to the first grinding unit 100 and then transferring them to the second grinding unit 110. processing throughput can be improved.
- the wafer processing system 1 has a plurality of, for example, two grinding devices 200 and 210 instead of the grinding device 80 of the above embodiment.
- the grinding devices 200 and 210 are arranged side by side in this order from the X-axis negative direction side to the positive direction side.
- the wafer transfer device 70 is configured to move along a rail 72 extending in the X-axis direction and transfer the wafer W to the grinding devices 200 and 210 .
- the first grinding device 200 has a chuck 201 that sucks and holds the wafer W, and a grinding unit 202 .
- the chuck 201 is configured to be movable between a delivery position and a processing position by a moving mechanism (not shown). At the transfer position, the wafer W is transferred to and from the chuck 201 when the wafer W is ground.
- a grinding unit 202 is arranged at the processing position.
- the grinding unit 202 has the same configuration as the grinding units 100 , 110 , and 130 of the above embodiments, and grinds the first surface Wa of the wafer W held by the chuck 201 .
- the grinding unit 202 is arranged with respect to the chuck 201 so that the clockwise first grinding mark Ga is formed on the first surface Wa of the wafer W. As shown in FIG.
- the second grinding device 210 has the same configuration as the first grinding device 200 and has a chuck 211 and a grinding unit 212 .
- Grinding unit 212 grinds second surface Wb of wafer W held by chuck 211 .
- the grinding unit 212 is arranged with respect to the chuck 211 so that the clockwise second grinding marks Gb are formed on the second surface Wb of the wafer W. As shown in FIG.
- step S1 the first surface Wa of one wafer W is ground by the first grinding device 200, and a clockwise first grinding mark Ga is formed on the first surface Wa.
- step S3 the second surface Wb of the same wafer W is ground by the second grinding device 210 in step S3. Then, a clockwise second grinding mark Gb is formed on the second surface Wb.
- the grinding marks Ga and Gb do not cross and overlap each other. As a result, grinding damage can be suppressed.
- grinding marks are formed in advance on the wafer W by a previous process.
- the conveyance may be controlled so that opposite grinding marks are formed on the same surface.
- an imaging unit (not shown) for imaging one side of the wafer W may be provided inside the second grinding device 210, and the grinding unit 212 may be set according to the imaged first grinding marks Ga. good.
- control is performed so that the first grinding marks Ga formed on the first surface Wa of the wafer W and the second grinding marks Gb formed on the second surface Wb do not overlap.
- the disclosed method can also be applied when one side of the wafer W is ground in a plurality of stages. For example, in single-sided grinding consisting of two stages, in the first stage of grinding of the first surface Wa, a rightward first grinding mark Ga is formed, and in the second stage of grinding of the first surface Wa, the first leftward grinding mark Ga is formed. Control is performed to form grinding marks Ga. Then, on the first surface Wa, the grinding marks Ga in the first stage and the second stage do not overlap, and grinding damage can be suppressed.
- the first grinding marks Ga are formed in the direction opposite to the curved direction. , to the grinding unit 212 of the second grinding device 210 .
- the grinding damage is minimized according to the curved direction of the grinding marks Ga and Gb formed in the first-stage double-sided grinding in the first-stage grinding device.
- the curved directions of the grinding traces Ga and Gb formed by the second-stage double-sided grinding in the grinding device in the second stage are set.
- the grinding marks Ga and Gb formed in the first stage of double-sided grinding do not overlap, the grinding marks Ga and Gb in the first stage are crossed and the grinding formed in the second stage of double-sided grinding
- the traces Ga and Gb should not cross and overlap each other.
- the grinding marks Ga and Gb formed in the first stage of double-sided grinding overlap the grinding marks Ga or Gb on one side are crossed, and the grinding marks formed in the second stage of double-sided grinding are crossed. Traces Ga and Gb overlap.
- the first surface Wa and the second surface Wb may have different contribution rates to grinding damage.
- the surface that contributes less to the grinding damage is the first surface Wa, on the first surface Wa
- the first grinding traces Ga formed by are superimposed on each other.
- the surface that contributes greatly to the grinding damage is the second surface Wb, on the two surfaces Wb
- the second grinding marks Gb formed in the first stage of grinding and the second grinding marks Gb are formed in the second stage of grinding.
- the second grinding marks Gb to be cut are prevented from crossing and overlapping each other.
- Wafer Processing System 80 Grinding Device 120 Control Device Ga First Grinding Mark Gb Second Grinding Mark W Wafer Wa First Surface Wb Second Surface
Landscapes
- Engineering & Computer Science (AREA)
- Computer Hardware Design (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Abstract
Description
80 研削装置
120 制御装置
Ga 第1の研削痕
Gb 第2の研削痕
W ウェハ
Wa 第1の面
Wb 第2の面
Claims (11)
- 基板を処理する基板処理方法であって、
前記基板の第1の面を研削することと、
前記第1の面を研削した後、前記基板の前記第1の面と反対側の第2の面を研削することと、を含み、
前記第1の面を研削する際、当該第1の面の中心部から外周部に向けて湾曲して延伸する第1の研削痕が形成され、
前記第2の面を研削する際、当該第2の面の中心部から外周部に向けて湾曲して延伸する第2の研削痕が形成され、
前記第1の研削痕の湾曲方向と前記第2の研削痕の湾曲方向は一の面から透視した際に反対になる、基板処理方法。 - 前記第1の面の研削と前記第2の面の研削は、
前記基板の片面を、研削痕の湾曲方向が第1の方向になるように研削する第1の研削部と、
前記基板の片面を、研削痕の湾曲方向が前記第1の方向と反対の第2の方向になるように研削する第2の研削部と、
前記第1の研削部と前記第2の研削部に前記基板を位置付ける搬送部と、を備えた研削装置で行われ、
一の前記基板の前記第1の面の研削と、当該一の基板の前記第2の面の研削は、前記搬送部によって前記一の基板を前記第1の研削部又は第2の研削部のいずれか一方の同一の研削部に位置づけて行われる、請求項1に記載の基板処理方法。 - 同一カセットの複数の基板を、前記第1の研削部と前記第2の研削部に交互に1枚ずつ搬送する、請求項2に記載の基板処理方法。
- 前記第1の面の研削と前記第2の面の研削は、前記基板の片面を、研削痕の湾曲方向が一の方向になるように研削する研削部を複数備えた研削装置で行われ、
一の前記基板の前記第1の面の研削と、当該一の基板の前記第2の面の研削は、前記一の基板を異なる前記研削部に搬送して行われる、請求項1に記載の基板処理方法。 - 前記第1の面と前記第2の面の両面研削は2段階に分けて行われ、
1段階目の両面研削で形成される研削痕の湾曲方向に応じて、2段階目の両面研削で形成される研削痕の湾曲方向が設定される、請求項1~4のいずれか一項に記載の基板処理方法。 - 前記1段階目の両面研削で形成される研削痕が一の面から透視した際に重ならない場合、2段階目の両面研削で形成される研削痕は一の面から透視した際に重ならない、請求項5に記載の基板処理方法。
- 前記1段階目の両面研削で形成される研削痕が一の面から透視した際に重なる場合において、
研削ダメージへの寄与率が小さい面において、前記1段階目の研削で形成される研削痕と前記2段階目の研削で形成される研削痕は重なり、
研削ダメージへの寄与率が大きい面において、前記1段階目の研削で形成される研削痕と前記2段階目の研削で形成される研削痕は重ならない、請求項5に記載の基板処理方法。 - 基板を処理する基板処理システムであって、
前記基板の片面を研削する研削装置と、
前記研削装置に前記基板を搬送する搬送装置と、
制御装置と、を有し、
前記研削装置は、前記基板の第1の面を研削し、
前記研削装置は、前記基板の前記第1の面と反対側の第2の面を研削し、
前記第1の面を研削する際、当該第1の面の中心部から外周部に向けて湾曲して延伸する第1の研削痕が形成され、
前記第2の面を研削する際、当該第2の面の中心部から外周部に向けて湾曲して延伸する第2の研削痕が形成され、
前記制御装置は、前記第1の研削痕の湾曲方向と前記第2の研削痕の湾曲方向が一の面から透視した際に反対になるように、前記研削装置及び前記搬送装置を制御する、基板処理システム。 - 前記研削装置は、
前記基板を保持する保持部と、
前記保持部に保持された前記基板の片面を、研削痕の湾曲方向が第1の方向になるように研削する第1の研削部と、
前記保持部に保持された前記基板の片面を、研削痕の湾曲方向が前記第1の方向と反対の第2の方向になるように研削する第2の研削部と、
前記保持部に保持された前記基板を、前記第1の研削部と前記第2の研削部に搬送する搬送部と、を有し、
前記制御装置は、一の前記基板の前記第1の面の研削と、当該一の基板の前記第2の面の研削を行う際、前記一の基板を前記第1の研削部又は第2の研削部のいずれか一方の同一の研削部に搬送する制御を行う、請求項8に記載の基板処理システム。 - 前記制御装置は、同一カセットの複数の基板を、前記第1の研削部と前記第2の研削部に交互に1枚ずつ搬送する制御を前記搬送装置及び前記搬送部に行う、請求項9に記載の基板処理システム。
- 前記研削装置は、
前記基板を保持する保持部と、
前記保持部に保持された前記基板の片面を、研削痕の湾曲方向が一の方向になるように研削する複数の研削部と、
前記保持部に保持された前記基板を、前記複数の研削部に搬送する搬送部と、を有し、
前記制御装置は、一の前記基板の前記第1の面の研削と、当該一の基板の前記第2の面の研削を行う際、前記一の基板を異なる前記研削部に搬送する制御を行う、請求項8に記載の基板処理システム。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/711,900 US20240331998A1 (en) | 2021-11-29 | 2022-11-15 | Substrate processing method and substrate processing system |
| JP2023563631A JPWO2023095669A1 (ja) | 2021-11-29 | 2022-11-15 | |
| KR1020247020680A KR20240110049A (ko) | 2021-11-29 | 2022-11-15 | 기판 처리 방법 및 기판 처리 시스템 |
| CN202280076289.8A CN118251752A (zh) | 2021-11-29 | 2022-11-15 | 基板处理方法和基板处理系统 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-193343 | 2021-11-29 | ||
| JP2021193343 | 2021-11-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023095669A1 true WO2023095669A1 (ja) | 2023-06-01 |
Family
ID=86539553
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/042339 WO2023095669A1 (ja) | 2021-11-29 | 2022-11-15 | 基板処理方法及び基板処理システム |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240331998A1 (ja) |
| JP (1) | JPWO2023095669A1 (ja) |
| KR (1) | KR20240110049A (ja) |
| CN (1) | CN118251752A (ja) |
| TW (1) | TW202331828A (ja) |
| WO (1) | WO2023095669A1 (ja) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000150431A (ja) * | 1998-11-06 | 2000-05-30 | Shin Etsu Handotai Co Ltd | 半導体ウエーハおよびその製造方法 |
| JP2000288881A (ja) * | 1999-04-06 | 2000-10-17 | Disco Abrasive Syst Ltd | 研削装置及び研削方法 |
| WO2001022484A1 (fr) * | 1999-09-20 | 2001-03-29 | Shin-Etsu Handotai Co., Ltd. | Procede de fabrication d'une tranche de semi-conducteur |
| JP2005205543A (ja) * | 2004-01-22 | 2005-08-04 | Shin Etsu Handotai Co Ltd | ウエーハの研削方法及びウエーハ |
| JP2008047697A (ja) * | 2006-08-16 | 2008-02-28 | Disco Abrasive Syst Ltd | ウエーハの研削方法 |
| WO2019013037A1 (ja) * | 2017-07-12 | 2019-01-17 | 東京エレクトロン株式会社 | 研削装置、研削方法及びコンピュータ記憶媒体 |
| CN112008595A (zh) * | 2020-09-02 | 2020-12-01 | 珠海市中芯集成电路有限公司 | 一种晶圆研磨装置及研磨方法 |
| JP2020205358A (ja) * | 2019-06-18 | 2020-12-24 | 株式会社ディスコ | 半導体ウェーハの製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112602173B (zh) | 2018-08-23 | 2024-06-28 | 东京毅力科创株式会社 | 基板处理系统和基板处理方法 |
-
2022
- 2022-11-15 WO PCT/JP2022/042339 patent/WO2023095669A1/ja active Application Filing
- 2022-11-15 KR KR1020247020680A patent/KR20240110049A/ko unknown
- 2022-11-15 JP JP2023563631A patent/JPWO2023095669A1/ja active Pending
- 2022-11-15 CN CN202280076289.8A patent/CN118251752A/zh active Pending
- 2022-11-15 US US18/711,900 patent/US20240331998A1/en active Pending
- 2022-11-17 TW TW111143897A patent/TW202331828A/zh unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000150431A (ja) * | 1998-11-06 | 2000-05-30 | Shin Etsu Handotai Co Ltd | 半導体ウエーハおよびその製造方法 |
| JP2000288881A (ja) * | 1999-04-06 | 2000-10-17 | Disco Abrasive Syst Ltd | 研削装置及び研削方法 |
| WO2001022484A1 (fr) * | 1999-09-20 | 2001-03-29 | Shin-Etsu Handotai Co., Ltd. | Procede de fabrication d'une tranche de semi-conducteur |
| JP2005205543A (ja) * | 2004-01-22 | 2005-08-04 | Shin Etsu Handotai Co Ltd | ウエーハの研削方法及びウエーハ |
| JP2008047697A (ja) * | 2006-08-16 | 2008-02-28 | Disco Abrasive Syst Ltd | ウエーハの研削方法 |
| WO2019013037A1 (ja) * | 2017-07-12 | 2019-01-17 | 東京エレクトロン株式会社 | 研削装置、研削方法及びコンピュータ記憶媒体 |
| JP2020205358A (ja) * | 2019-06-18 | 2020-12-24 | 株式会社ディスコ | 半導体ウェーハの製造方法 |
| CN112008595A (zh) * | 2020-09-02 | 2020-12-01 | 珠海市中芯集成电路有限公司 | 一种晶圆研磨装置及研磨方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN118251752A (zh) | 2024-06-25 |
| JPWO2023095669A1 (ja) | 2023-06-01 |
| TW202331828A (zh) | 2023-08-01 |
| KR20240110049A (ko) | 2024-07-12 |
| US20240331998A1 (en) | 2024-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6584532B2 (ja) | 研削装置および研削方法 | |
| JP6877585B2 (ja) | 基板処理システム、基板処理方法及びコンピュータ記憶媒体 | |
| JP7329391B2 (ja) | 基板処理方法及び基板処理システム | |
| KR20200029527A (ko) | 연삭 장치, 연삭 방법 및 컴퓨터 기억 매체 | |
| JPWO2019013042A1 (ja) | 基板処理システム、基板処理方法及びコンピュータ記憶媒体 | |
| JP7002874B2 (ja) | 基板処理システム | |
| JP2010194680A (ja) | ワーク加工方法およびワーク加工装置 | |
| WO2023095669A1 (ja) | 基板処理方法及び基板処理システム | |
| WO2020066492A1 (ja) | 基板処理システム及び基板処理方法 | |
| JP2022046137A (ja) | 基板処理方法及び基板処理システム | |
| CN111037457B (zh) | 晶圆的研磨装置及研磨方法 | |
| JP2021040077A (ja) | 基板処理装置及び基板処理方法 | |
| JP2022159931A (ja) | 基板処理方法及び基板処理システム | |
| KR20220097497A (ko) | 기판 처리 방법 및 기판 처리 장치 | |
| WO2024018854A1 (ja) | 基板処理方法、基板処理装置および研削装置 | |
| WO2021166668A1 (ja) | 加工方法及び加工装置 | |
| WO2023026909A1 (ja) | 基板処理方法及び基板処理システム | |
| JP2023168086A (ja) | 基板処理方法及び基板処理システム | |
| WO2023026828A1 (ja) | 基板処理方法及び基板処理システム | |
| JP2021040075A (ja) | 基板処理装置及び基板処理方法 | |
| JP2022125928A (ja) | 処理方法及び処理装置 | |
| WO2020003995A1 (ja) | 加工装置、加工方法及びコンピュータ記憶媒体 | |
| JP2000190191A (ja) | 半導体ウェ―ハの加工方法 | |
| TW202318501A (zh) | 基板處理方法及基板處理系統 | |
| JP2021137883A (ja) | セルフグラインド方法及び加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22898453 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023563631 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280076289.8 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18711900 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20247020680 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |