WO2023085103A1 - 接着剤、積層体、包装材 - Google Patents
接着剤、積層体、包装材 Download PDFInfo
- Publication number
- WO2023085103A1 WO2023085103A1 PCT/JP2022/040067 JP2022040067W WO2023085103A1 WO 2023085103 A1 WO2023085103 A1 WO 2023085103A1 JP 2022040067 W JP2022040067 W JP 2022040067W WO 2023085103 A1 WO2023085103 A1 WO 2023085103A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive
- film
- base material
- acid
- polyester polyol
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
- C09J175/06—Polyurethanes from polyesters
Definitions
- adipic acid pimelic acid, suberic acid, azelaic acid, sebacic acid, fumaric acid, maleic acid, maleic anhydride, itaconic acid, dimer acid, trimer acid and other aliphatic polycarboxylic acids;
- Aliphatic polycarboxylic acids such as dimethyl malonate, diethyl malonate, dimethyl succinate, dimethyl glutarate, dimethyl adipate, diethyl pimelate, diethyl sebacate, dimethyl fumarate, diethyl fumarate, dimethyl maleate, and diethyl maleate alkyl esters of acids;
- methyl esters of aromatic polyvalent carboxylic acids such as dimethyl terephthalic acid and dimethyl 2,6-naphthalenedicarboxylate;
- Bisphenols such as bisphenol A and bisphenol F;
- Examples include lactone-based polyester polyols obtained by a polycondensation reaction between the above-mentioned aliphatic polyol and various lactones such as ⁇ -caprolactone.
- the polyester polyol (A) may be a polyester polyurethane polyol (A1) containing polyisocyanate as an essential raw material in addition to the polyhydric carboxylic acid and polyhydric alcohol described above.
- polyester polyol (A) may be a mixture of polyester polyol (A) and polyester polyurethane polyol (A1).
- the polyisocyanate used for adjusting the polyester polyurethane polyol (A1) the same ones as those exemplified as the isocyanate compound (B) described later can be used alone or in combination.
- the polyester polyol (A) may correspond to some or all of the polyester polyols (A2) to (A4).
- it may be a reaction product of a monomer composition (A') containing an ortho-oriented aromatic polycarboxylic acid and a compound having an isocyanuric ring.
- polyester polyols (A2), (A3), and (A4) are used as the polyester polyol (A)
- polyhydric alcohols such as glycerin, trimethylolpropane, trimethylolethane, tris(2-hydroxyethyl) isocyanate
- trihydric or higher polyhydric alcohols such as nurate, 1,2,4-butanetriol, pentaerythritol and dipentaerythritol.
- the amount of the trihydric or higher polyhydric alcohol in the monomer composition (A′) can be appropriately adjusted, but as an example, it is preferably 5% by mass, more preferably 10% by mass or more. Although the upper limit is not particularly limited, it is 60% by mass or less as an example.
- the proportion of these isocyanuric ring-containing compounds in the monomer composition (A') is preferably 5% by mass or more, more preferably 10% by mass or more.
- the content is preferably 60% by mass or less, more preferably 50% by mass or less.
- Polyisocyanates having an alicyclic structure in the molecular structure such as isophorone diisocyanate, 4,4'-methylenebis(cyclohexylisocyanate), 1,3-(isocyanatomethyl)cyclohexane;
- isocyanurate of these polyisocyanates isocyanurate of these polyisocyanates; allophanate of these polyisocyanates; biuret of these polyisocyanates; trimethylolpropane-modified adducts of these polyisocyanates; polyurethane polyisocyanates which are reaction products of these polyisocyanates and polyols etc.
- the above polyisocyanate and polyol are adjusted to the equivalent ratio of the isocyanate group to the hydroxyl group [NCO]/ It is preferable to obtain one obtained by reacting at a ratio of [OH] of 1.5 to 5.0.
- the same polyhydric alcohol as exemplified as the raw material of the polyester polyol (A) can be used.
- the isocyanate compound (B) comprises at least one selected from the polyester polyols (A2), (A3) and (A4) and an isocyanate having an aromatic ring or a derivative thereof (B1).
- Polyurethane polyisocyanate (B2) obtained by reacting at a ratio of 1.5 to 5.0 in the equivalent ratio [NCO]/[OH] between groups and hydroxyl groups is also preferred.
- the organic solvent used as a reaction medium during the preparation of the constituents of the polyol composition (I) or polyisocyanate composition (II) may also be used as a diluent during coating.
- the present invention is particularly effective when the organic solvent (C) is an ester such as ethyl acetate.
- Drying aid (D) has a function of promoting volatilization of the organic solvent (C). Drying aids (D) include isosorbide, isomannide, isoidide, triacetin and the like. It is preferred to use isosorbide. By including the drying aid (D), the organic solvent (C) is easily volatilized in the drying process, and the organic solvent (C) is less likely to remain in the cured coating film of the adhesive.
- the drying aid (D) preferably has a hydroxyl group.
- the drying step referred to here means that the polyol composition (I) and the polyisocyanate composition (II) are mixed, applied to a substrate, passed through an oven, and the organic solvent contained in the adhesive coating film is dried. It refers to the step of volatilizing (C).
- the amount of the drying aid (D) is preferably 0.5% by mass or more, preferably 1% by mass, of the total solid content of the adhesive. It is more preferable to be above. From the viewpoint of the solubility of the drying aid (D) in the adhesive solution, it is preferably 50% by mass or less, more preferably 30% by mass or less.
- the adhesive of the present invention can accelerate the curing reaction by using a catalyst (F) as necessary.
- the catalyst (F) is not particularly limited as long as it promotes the urethanization reaction between the polyol composition (I) and the polyisocyanate composition (II), and includes metal catalysts, amine catalysts, and aliphatic cyclic amide compounds. , titanium chelate complexes, and the like.
- Metal-based catalysts include metal complex-based, inorganic metal-based, and organic metal-based catalysts.
- the metal complex catalyst a group consisting of Fe (iron), Mn (manganese), Cu (copper), Zr (zirconium), Th (thorium), Ti (titanium), Al (aluminum), Co (cobalt) Examples include acetylacetonate salts of metals selected from the above, such as iron acetylacetonate, manganese acetylacetonate, copper acetylacetonate, zirconia acetylacetonate and the like. From the point of view of toxicity and catalytic activity, iron acetylacetonate (Fe(acac) 3 ) or manganese acetylacetonate (Mn(acac) 2 ) are preferred.
- inorganic metal-based catalysts examples include those selected from Sn, Fe, Mn, Cu, Zr, Th, Ti, Al, Co, and the like.
- Organometallic catalysts include organozinc compounds such as zinc octylate, zinc neodecanoate, and zinc naphthenate; , dioctyltin dilaurate, dibutyltin oxide, dibutyltin dichloride and other organic tin compounds, nickel octylate, nickel naphthenate and other organic nickel compounds, cobalt octylate, cobalt naphthenate and other organic cobalt compounds, bismuth octylate, neodecanoic acid
- organozinc compounds such as zinc octylate, zinc neodecanoate, and zinc naphthenate
- dioctyltin dilaurate dibutyltin oxide, dibutyltin dichloride and other organic tin compounds
- nickel octylate, nickel naphthenate and other organic nickel compounds cobalt octylate, cobalt nap
- Amine catalysts include triethylenediamine, 2-methyltriethylenediamine, quinuclidine, 2-methylquinuclidine, N,N,N',N'-tetramethylethylenediamine, N,N,N',N'-tetramethyl Propylenediamine, N,N,N',N',N''-pentamethyldiethylenetriamine, N,N,N',N'',N'-pentamethyl-(3-aminopropyl)ethylenediamine, N,N,N', N′′,N′′-pentamethyldipropylenetriamine, N,N,N′,N′-tetramethylhexamethylenediamine, bis(2-dimethylaminoethyl)ether, dimethylethanolamine, dimethylisopropanolamine, dimethylaminoethoxyethanol , N,N-dimethyl-N'-(2-hydroxyethyl)ethylenediamine, N,N-dimethyl
- Aliphatic cyclic amide compounds include, for example, ⁇ -valerolactam, ⁇ -caprolactam, ⁇ -enanthollactam, ⁇ -capryllactam, ⁇ -propiolactam and the like.
- ⁇ -caprolactam is more effective in accelerating hardening.
- the titanium chelate complex is a compound whose catalytic activity is enhanced by ultraviolet irradiation, and a titanium chelate complex having an aliphatic or aromatic diketone as a ligand is preferable from the viewpoint of excellent curing acceleration effect. Further, in the present invention, in addition to aromatic or aliphatic diketones, those having alcohols having 2 to 10 carbon atoms as ligands are preferred from the viewpoint that the effects of the present invention are more pronounced.
- organic pigments include various insoluble azo pigments such as Benzidine Yellow, Hansa Yellow and Laked 4R; soluble azo pigments such as Laked C, Carmine 6B and Bordeaux 10; various (copper) pigments such as phthalocyanine blue and phthalocyanine green.
- insoluble azo pigments such as Benzidine Yellow, Hansa Yellow and Laked 4R
- soluble azo pigments such as Laked C, Carmine 6B and Bordeaux 10
- various (copper) pigments such as phthalocyanine blue and phthalocyanine green.
- various acid salts such as calcium carbonate and magnesium carbonate; various phosphates such as cobalt violet and manganese purple; various metal powder pigments such as aluminum powder, gold powder, silver powder, copper powder, bronze powder and brass powder; These metal flake pigments and mica flake pigments; metallic pigments and pearl pigments such as mica-like iron oxide pigments and mica-like iron oxide pigments coated with metal oxides; graphite, carbon black and the like.
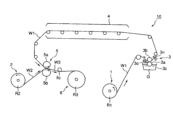
- the conveying speed of the first base material W1 and the second base material W2 is arbitrarily set, but as an example, it is 80 m/min or more and 300 m/min or less. It is preferably 100 m/min or more, more preferably 150 m/min or more, preferably 250 m/min or less, and more preferably 200 m/min or less.
- the drying device 4 is a device for evaporating the organic solvent (C) in the adhesive transferred to the first substrate W1 by heating.
- a hot air blowing method is widely used as a heating method.
- the drying device 4 also generally comprises a plurality of drying ovens. When the drying device 4 is provided with a plurality of drying ovens, each drying oven may be set to the same temperature or may be set to different temperatures.
- the drying ovens are gradually heated from the upstream drying oven to the downstream drying oven with respect to the conveying direction of the first substrate W1. It is preferred that the temperature is elevated.
- the temperature of the drying oven is preferably 50°C or higher and 100°C or lower.
- the laminate of the present invention is obtained by laminating a plurality of films or papers using the adhesive of the present invention by a dry lamination method.
- the film to be used is not particularly limited, and a suitable film can be selected according to the application.
- films containing biomass polyester, biomass polyethylene terephthalate, etc. having biomass-derived ethylene glycol as a diol unit and fossil fuel-derived dicarboxylic acid as a dicarboxylic acid unit. It has been known.
- plant-derived low-density polyethylene which is a biomass plastic having a biomass plastic degree of 80% or more, preferably 90% or more, as defined by ISO 16620 or ASTM D6866
- plant-derived low-density polyethylene which is a biomass plastic having a biomass plastic degree of 80% or more, preferably 90% or more, as defined by ISO 16620 or ASTM D6866
- Examples of plant-derived low-density polyethylene, which is a biomass plastic having a biomass plastic degree of 80% or more, preferably 90% or more, as defined by ISO 16620 or ASTM D6866 include, for example, Braskem's product names "SBC818" and "SPB608". "SBF0323HC”, “STN7006”, “SEB853", “SPB681” and the like can be mentioned, and films using these as raw materials can be preferably used.
- the film may be stretched.
- a stretching treatment method it is common to melt-extrude a resin into a sheet by an extrusion film-forming method or the like, and then subject the sheet to simultaneous biaxial stretching or sequential biaxial stretching.
- sequential biaxial stretching it is common to first perform longitudinal stretching and then laterally stretching. Specifically, a method of combining longitudinal stretching using a speed difference between rolls and transverse stretching using a tenter is often used.
- a known paper base material can be used without any particular limitation. Specifically, it is produced by a known paper machine using natural fibers for papermaking such as wood pulp, but the papermaking conditions are not particularly specified.
- natural fibers for papermaking include wood pulp such as softwood pulp and hardwood pulp, non-wood pulp such as Manila hemp pulp, sisal pulp and flax pulp, and pulp obtained by chemically modifying these pulps.
- the types of pulp that can be used include chemical pulp, ground pulp, chemi-grand pulp, thermomechanical pulp, and the like prepared by sulfate cooking, acidic/neutral/alkaline sulfite cooking, soda salt cooking, and the like.
- various types of commercially available fine paper, coated paper, lined paper, impregnated paper, cardboard, paperboard, etc. can also be used.
- Examples of the base material 1 used in configuration (1) include MDOPE film, OPE film, OPP film, PET film, nylon film, paper, and the like. Further, as the base material 1, a material coated for the purpose of improving gas barrier properties and ink receptivity when providing a printing layer, which will be described later, may be used. Commercially available products of the coated base film 1 include K-OPP film and K-PET film.
- the adhesive layer 1 is a cured coating film of the adhesive of the present invention. Sealant films include CPP films, LLDPE films, gas barrier heat seal films, and the like.
- a printing layer may be provided on the surface of the substrate 1 on the side of the adhesive layer 1 (the surface of the coating layer on the side of the adhesive layer 1 when a coated substrate film 1 is used) or the surface opposite to the adhesive layer 1, A printing layer may be provided.
- the printing layer is formed by general printing methods conventionally used for printing on polymer films and paper using various printing inks such as gravure ink, flexographic ink, offset ink, stencil ink, and inkjet ink.
- Examples of the base material 1 of configuration (7) include PET film, paper, and the like. Examples of the transparent vapor-deposited stretched film include those similar to those of the configuration (4). At least one of the adhesive layers 1 and 2 is a cured coating film of the adhesive of the present invention. Examples of the sealant film include those similar to those of the configuration (1). A printed layer may be provided on either side of the substrate 1 in the same manner as in configuration (1).
- More specific configurations include OPE film/adhesive layer/LLDPE film, MDOPE film/adhesive layer/LLDPE film, OPP film/adhesive layer/CPP film, OPP film/adhesive layer/LLDPE film, OPE film/adhesive layer/ CPP film, MDOPE film/adhesive layer/CPP film and the like.
- a film VMCPP film, VMLLDPE film having an aluminum deposition layer provided on the surface of the adhesive layer side of the LLDPE film or CPP film may be used.
- VM-OPP film/adhesive layer/CPP film means that an aluminum deposition layer is located on the opposite side of the OPP film to the CPP film
- OPP-VM “Film/adhesive layer/CPP film” means that an aluminum deposition layer is located on the surface of the OPP film on the CPP film side.
- the present invention is also useful when a printed layer is provided on the surface to which the adhesive is applied.
- a solvent-based adhesive containing polyester polyol is applied to the printed layer, the organic solvent remains in the adhesive layer compared to the case where the adhesive is similarly applied to a base material without a printed layer.
- Cheap the amount of residual organic solvent can be reduced, and a laminate with little solvent odor can be provided.
- “Other layers” may contain known additives and stabilizers, such as antistatic agents, easy-adhesion coating agents, plasticizers, lubricants, and antioxidants.
- the "other layers” are pre-treated with corona treatment, plasma treatment, ozone treatment, chemical treatment, solvent treatment, etc. in order to improve adhesion when laminated with other materials. may
- the laminate of the present invention can be used in various applications, such as packaging materials for foods, pharmaceuticals, and daily necessities, lids, paper straws, paper napkins, paper spoons, paper plates, paper cups and other paper tableware, barrier materials, and roofs. materials, solar cell panel materials, battery packaging materials, window materials, outdoor flooring materials, lighting protection materials, automotive parts, signboards, outdoor industrial applications such as stickers, decorative sheets used for injection molding simultaneous decoration methods, etc. It can be suitably used as packaging materials for liquid laundry detergents, liquid kitchen detergents, liquid bath detergents, liquid bath soaps, liquid shampoos, liquid conditioners, and the like.
- the packaging material of the present invention is obtained by using the laminate of the present invention, superimposing the sealant film surfaces of the laminate on each other, and then heat-sealing the peripheral edges to form a bag.
- the laminate of the present invention is folded or overlapped so that the inner layer surface (sealant film surface) faces each other, and the peripheral edge is sealed, for example, by a side seal type, a two-sided seal type, There are three-sided seal type, four-sided seal type, envelope pasted seal type, palm pasted seal type, pleated seal type, flat bottom seal type, square bottom seal type, gusset type, and other heat seal methods. be done.
- the packaging material of the present invention can take various forms depending on the contents, environment of use, and form of use. A self-supporting packaging material (standing pouch) or the like is also possible.
- As a heat sealing method known methods such as bar sealing, rotary roll sealing, belt sealing, impulse sealing, high frequency sealing and ultrasonic sealing can be used.
- the opening is heat-sealed to manufacture a product using the packaging material of the present invention.
- filling contents include foods such as rice confectionery, bean confectionery, nuts, biscuits and cookies, wafer confectionery, marshmallows, pies, half-baked cakes, candy, snacks, bread, snack noodles, and instant noodles.
- Non-food items include cigarettes, disposable body warmers, medicines such as infusion packs, liquid laundry detergents, liquid kitchen detergents, liquid bath detergents, liquid bath soaps, liquid shampoos, liquid conditioners, cosmetics such as lotions and milky lotions, and vacuum cleaners. It can also be used as various packaging materials such as heat insulators, batteries and the like.
- polyester polyol (A-8) having a number average molecular weight of 420.
- the hydroxyl value was 410.3 mgKOH/g.
- Example 1 Polyester polyol (A-1): 30.8 parts, isocyanate compound (B-1): 84.0 parts, isosorbide as a drying aid (D): 7.7 parts, ethyl acetate to a solid content of 53% was adjusted to prepare the adhesive of Example 1. (Example 2) to (Example 22) Examples 2 to 22 were prepared in the same manner as in Example 1, except that the polyester polyol (A), isocyanate compound (B), drying aid (D) and their formulations used were changed to those shown in Tables 1 to 4. An adhesive was prepared.
- Comparative Example 1 Adhesives of Comparative Examples 1 to 4 were prepared in the same manner as in Example 1 except that the polyester polyol (A) and isocyanate compound (B) used and their formulations were changed to those shown in Table 5.
- XDI is xylylene diisocyanate
- XDI-TMP adduct is trimethylolpropane adduct of xylylene diisocyanate.
- Example 1 was obtained from the upstream side in the conveying direction of the first base material. - Using a 600DX dry laminator (manufactured by Orient Sogyo Co., Ltd.), the adhesive of Example 1 was applied to the printing surface of the first substrate so that the solid content was 3.0 g / m 2 , and the second substrate pasted together. After aging at 40° C. for 3 days, a laminate of Example 1 was obtained.
- Example 2 Comparative Example in the same manner as in Example 1 except that the first base material, second base material, adhesive, and conveying speed of the base material used were changed to those shown in Tables 1 to 5.
- Laminates 1 to 4 were obtained.
- An adhesive was applied to the right side of the first base material shown in the table, and it was attached to the left side of the second base material. Therefore, for example, in Example 6, an adhesive is applied to the printed layer side of the first base material, and the printed layer side of the first base material is bonded to the evaporated aluminum layer of the second base material.
- the printed layer of the first substrate used in Examples 8, 11 and 12 was provided in the same manner as in Example 1.
- Substrates used in Examples and Comparative Examples are as follows.
- OPP manufactured by Toyobo Co., Ltd., Pylen P2161, film thickness 30 ⁇ m CPP (30): manufactured by Toyobo Co., Ltd., Pylen P1128, film thickness 30 ⁇ m CPP (70): manufactured by Toray Advanced Film Co., Ltd., ZK-207, film thickness 70 ⁇ m VMCPP (25): 2203 manufactured by Toray Advanced Film Co., thickness 25 ⁇ m VMCPP: manufactured by Toray Advanced Film Co., Ltd., 2703, thickness 30 ⁇ m PET: manufactured by Toyobo Co., Ltd., E5100, thickness 12 ⁇ m PET-AlOx: Barrierox 1011HG manufactured by Toray Advanced Film Co., thickness 12 ⁇ m PET-SiOx: Techbarrier TX manufactured by Mitsubishi Chemical Corporation, film thickness 12 ⁇ m Ny: manufactured by Unitika, Emblem ON, film thickness 15 ⁇ m LLDPE: manufactured by Mitsui Chemicals
- the adhesive of the present invention can suppress the organic solvent remaining in the cured coating film of the adhesive.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023512752A JP7332075B1 (ja) | 2021-11-11 | 2022-10-27 | 接着剤、積層体、包装材 |
| CN202280069742.2A CN118103472A (zh) | 2021-11-11 | 2022-10-27 | 粘接剂、层叠体、包装材料 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021183983 | 2021-11-11 | ||
| JP2021-183983 | 2021-11-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023085103A1 true WO2023085103A1 (ja) | 2023-05-19 |
Family
ID=86335735
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/040067 Ceased WO2023085103A1 (ja) | 2021-11-11 | 2022-10-27 | 接着剤、積層体、包装材 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7332075B1 (https=) |
| CN (1) | CN118103472A (https=) |
| WO (1) | WO2023085103A1 (https=) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20250136350A1 (en) * | 2023-10-26 | 2025-05-01 | Hazen Paper Company | Thermally insulating packaging assembly |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011184482A (ja) * | 2010-03-04 | 2011-09-22 | Toyo Seikan Kaisha Ltd | 2液硬化型酸素吸収性樹脂組成物 |
| JP2013142128A (ja) * | 2012-01-11 | 2013-07-22 | Dai Ichi Kogyo Seiyaku Co Ltd | 水性ポリウレタン樹脂組成物及びその製造方法 |
| JP2013203946A (ja) * | 2012-03-29 | 2013-10-07 | Toyo Ink Sc Holdings Co Ltd | ポリエステル樹脂およびそれを含むドライラミネート用接着剤 |
| JP2014101422A (ja) * | 2012-11-19 | 2014-06-05 | Dic Corp | 接着剤 |
| WO2020129668A1 (ja) * | 2018-12-20 | 2020-06-25 | Dic株式会社 | 2液型接着剤、2液型接着剤用ポリイソシアネート組成物、積層体、包装材 |
| JP2020105410A (ja) * | 2018-12-28 | 2020-07-09 | 東洋インキScホールディングス株式会社 | ラミネート用接着剤組成物及び積層体 |
| JP2022100203A (ja) * | 2020-12-23 | 2022-07-05 | 東洋インキScホールディングス株式会社 | ラミネート接着剤、積層体、包装体及びラミネート接着剤の製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3493512B2 (ja) * | 1997-07-29 | 2004-02-03 | ハニー化成株式会社 | ウレタン系接着剤組成物 |
| JP3628666B2 (ja) * | 2001-03-28 | 2005-03-16 | 三洋化成工業株式会社 | ホットメルト接着剤 |
| JP2009155455A (ja) * | 2007-12-26 | 2009-07-16 | Fujifilm Corp | セルロースエステルフィルム、それを用いた位相差フィルム、偏光板、および液晶表示装置 |
| JP6464732B2 (ja) * | 2014-12-25 | 2019-02-06 | Dic株式会社 | 2液型非乾燥型接着剤用ポリイソシアネート組成物、2液型非乾燥型接着剤用ポリオール組成物、非乾燥型接着剤、及び積層フィルム |
| US20180016385A1 (en) * | 2015-04-01 | 2018-01-18 | Samyang Corporation | Polyurethane, and its preparation method and use |
| EP3243886A1 (en) * | 2016-05-13 | 2017-11-15 | 3M Innovative Properties Company | Rubber-based pressure-sensitive adhesive having low voc characteristics |
| FR3072962B1 (fr) * | 2017-10-27 | 2020-11-20 | Roquette Freres | Revetement polyurethane comprenant de l'isosorbide |
| US12071525B2 (en) * | 2019-01-17 | 2024-08-27 | Sk Chemicals Co., Ltd. | Polyester film and preparation method thereof |
| CN110616059A (zh) * | 2019-10-25 | 2019-12-27 | 福建小薇金匙科技孵化有限公司 | 一种合成革用pu粘结剂树脂的制造方法 |
| JP7207617B1 (ja) * | 2021-04-13 | 2023-01-18 | Dic株式会社 | 2液硬化型接着性組成物、アンカーコート剤、接着剤、積層体、包装材 |
| CN113736414B (zh) * | 2021-09-29 | 2022-04-12 | 韦尔通(厦门)科技股份有限公司 | 一种双重固化反应型聚氨酯热熔胶及其制备方法 |
-
2022
- 2022-10-27 JP JP2023512752A patent/JP7332075B1/ja active Active
- 2022-10-27 WO PCT/JP2022/040067 patent/WO2023085103A1/ja not_active Ceased
- 2022-10-27 CN CN202280069742.2A patent/CN118103472A/zh active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011184482A (ja) * | 2010-03-04 | 2011-09-22 | Toyo Seikan Kaisha Ltd | 2液硬化型酸素吸収性樹脂組成物 |
| JP2013142128A (ja) * | 2012-01-11 | 2013-07-22 | Dai Ichi Kogyo Seiyaku Co Ltd | 水性ポリウレタン樹脂組成物及びその製造方法 |
| JP2013203946A (ja) * | 2012-03-29 | 2013-10-07 | Toyo Ink Sc Holdings Co Ltd | ポリエステル樹脂およびそれを含むドライラミネート用接着剤 |
| JP2014101422A (ja) * | 2012-11-19 | 2014-06-05 | Dic Corp | 接着剤 |
| WO2020129668A1 (ja) * | 2018-12-20 | 2020-06-25 | Dic株式会社 | 2液型接着剤、2液型接着剤用ポリイソシアネート組成物、積層体、包装材 |
| JP2020105410A (ja) * | 2018-12-28 | 2020-07-09 | 東洋インキScホールディングス株式会社 | ラミネート用接着剤組成物及び積層体 |
| JP2022100203A (ja) * | 2020-12-23 | 2022-07-05 | 東洋インキScホールディングス株式会社 | ラミネート接着剤、積層体、包装体及びラミネート接着剤の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN118103472A (zh) | 2024-05-28 |
| JP7332075B1 (ja) | 2023-08-23 |
| JPWO2023085103A1 (https=) | 2023-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6763499B1 (ja) | 反応性接着剤、積層体、及び包装体 | |
| JP6892020B1 (ja) | 反応性接着剤、積層フィルム、及び包装体 | |
| JP7485239B2 (ja) | 接着剤、積層体、包装材 | |
| JP6733835B1 (ja) | 反応性接着剤、積層体、及び包装体 | |
| JP7332075B1 (ja) | 接着剤、積層体、包装材 | |
| JP7529179B1 (ja) | 積層体、包装材 | |
| JP7173389B2 (ja) | 反応型接着剤、積層体及び包装体 | |
| JP7375994B1 (ja) | 2液硬化型コーティング剤、積層体、包装材 | |
| WO2022220151A1 (ja) | 2液硬化型接着性組成物、アンカーコート剤、接着剤、積層体、包装材 | |
| US12378454B2 (en) | Adhesive, laminate, and packaging material | |
| WO2023112688A1 (ja) | 接着剤、積層体、包装材 | |
| JP7632752B2 (ja) | 接着剤、積層体、包装材 | |
| JP7820713B2 (ja) | 2液硬化型接着剤、積層体、ブリスターパック用積層体、ブリスターパック | |
| JP7810314B2 (ja) | ポリイソシアネート組成物、2液硬化型組成物、2液硬化型コーティング剤、2液硬化型接着剤、積層体、包装材 | |
| WO2026023368A1 (ja) | 2液硬化型接着剤、積層体、包装材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023512752 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22892603 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280069742.2 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2401002613 Country of ref document: TH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202417032774 Country of ref document: IN |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22892603 Country of ref document: EP Kind code of ref document: A1 |