WO2023074737A1 - 多孔体および多孔体の製造方法 - Google Patents
多孔体および多孔体の製造方法 Download PDFInfo
- Publication number
- WO2023074737A1 WO2023074737A1 PCT/JP2022/039917 JP2022039917W WO2023074737A1 WO 2023074737 A1 WO2023074737 A1 WO 2023074737A1 JP 2022039917 W JP2022039917 W JP 2022039917W WO 2023074737 A1 WO2023074737 A1 WO 2023074737A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- lcp
- porous body
- liquid crystal
- crystal polymer
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K19/00—Liquid crystal materials
- C09K19/04—Liquid crystal materials characterised by the chemical structure of the liquid crystal components, e.g. by a specific unit
- C09K19/38—Polymers
- C09K19/3833—Polymers with mesogenic groups in the side chain
- C09K19/3838—Polyesters; Polyester derivatives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/28—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof by elimination of a liquid phase from a macromolecular composition or article, e.g. drying of coagulum
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K19/00—Liquid crystal materials
- C09K19/02—Liquid crystal materials characterised by optical, electrical or physical properties of the components, in general
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H13/00—Pulp or paper, comprising synthetic cellulose or non-cellulose fibres or web-forming material
- D21H13/10—Organic non-cellulose fibres
- D21H13/20—Organic non-cellulose fibres from macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D21H13/24—Polyesters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K2219/00—Aspects relating to the form of the liquid crystal [LC] material, or by the technical area in which LC material are used
- C09K2219/01—Aspects relating to the form of the liquid crystal [LC] material, or by the technical area in which LC material are used in the form of fibres, e.g. fibres after polymerisation of LC precursor
Definitions
- the present invention relates to a porous body and a method for manufacturing a porous body.
- porous polymer materials include fiber-based nonwoven fabrics and porous films based on film manufacturing methods (Patent Documents 1 to 7). Also, when forming a polymeric porous body using a liquid crystal polymer (LCP), even if a non-woven fabric is formed from fibers obtained by a general melt spinning method, only a porous body with coarse fiber diameters and large pores can be obtained. Therefore, in order to obtain a porous body having fine pores, it is necessary to use fine fiber LCP.
- LCP liquid crystal polymer
- Examples of methods for forming a nonwoven fabric using LCP of fine fibers include the papermaking method and the meltblowing method.
- Methods for forming a porous film include, for example, a method of stretching an LCP film containing a filler, a phase separation method, and the like.
- the present disclosure aims to provide a strong porous body using LCP of fine fibers.
- the porous body of the present disclosure is A porous body containing liquid crystal polymer powder,
- the liquid crystal polymer powder contains fibrous particles made of a liquid crystal polymer,
- the fibrous particles made of the liquid crystal polymer have an average diameter of 2 ⁇ m or less, Having an average pore diameter of 10 ⁇ m or less measured by mercury porosimetry, It has a tensile strength of 25 N/mm 2 or more.
- FIG. 1 is a graph showing the relationship between heating temperature and tensile strength in the heating process for Examples 1 to 3 and Comparative Example 1.
- FIG. 2 is a graph showing the relationship between heating temperature and tensile strength in the heating process for Examples 4 to 6 and Comparative Example 2.
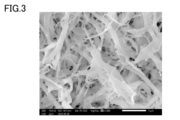
- FIG. 3 is a photograph of a cross section of the porous body in Example 1.
- FIG. 4 is a photograph of a cross section of the porous body in Example 2.
- FIG. 5 is a photograph of a cross section of the porous body in Example 3.
- FIG. 6 is a photograph of a cross section of the porous body in Comparative Example 1.
- FIG. 7 is a photograph of a cross section of the porous body in Reference Example 1.
- FIG. 8 is a photograph of a cross section of the porous body in Example 7.
- FIG. 9 is a flowchart showing steps for manufacturing the porous body of Embodiment 1.
- FIG. 10 is a flowchart showing steps for manufacturing a porous body according to Embodiment
- the porous body according to the present embodiment contains liquid crystal polymer powder (LCP powder), the liquid crystal polymer powder contains fibrous particles (liquid crystal polymer fiber: LCP fiber) made of liquid crystal polymer, and the average diameter of the LCP fiber is , 2 ⁇ m or less.
- the porous body has an average pore diameter of 10 ⁇ m or less measured by mercury porosimetry and a tensile strength of 25 N/mm 2 or more.
- thermotropic liquid crystal polymers are, for example, an aromatic polyester synthesized mainly from monomers such as aromatic diols, aromatic dicarboxylic acids, and aromatic hydroxycarboxylic acids, and exhibits liquid crystallinity when melted.
- Liquid crystal polymer molecules have a negative coefficient of linear expansion (CTE) in the axial direction of the molecular axis and a positive CTE in the radial direction of the molecular axis.
- CTE negative coefficient of linear expansion
- the liquid crystal polymer does not have an amide bond.
- a thermotropic liquid crystal polymer having no amide bond for example, a copolymer of parahydroxybenzoic acid, terephthalic acid, and dihydroxybiphenyl with a high melting point and a low CTE called a type 1 liquid crystal polymer (parahydroxybenzoic acid and ethylene terephthalate), or parahydroxybenzoic acid and 2,6-hydroxynaphthoic acid, which have a melting point between type 1 and type 2 liquid crystalline polymers, called type 1.5 (or type 3) and copolymers.
- the LCP fiber contained in the LCP powder is not particularly limited as long as it contains a fibrous portion.
- the fibrous portion may be linear or branched.
- the average diameter of LCP fibers is 2 ⁇ m or less, preferably 1 ⁇ m or less. Also, the average aspect ratio of the LCP fiber is preferably 10 or more and 500 or less, more preferably 10 or more and 300 or less.
- the average diameter and average aspect ratio of LCP fibers are measured by the following methods.
- LCP powder composed of LCP fibers to be measured is dispersed in ethanol to prepare a slurry in which 0.01% by mass of LCP powder is dispersed. At this time, the slurry is prepared so that the water content in the slurry is 1% by mass or less. Then, after dropping 5 to 10 ⁇ L of this slurry onto a slide glass, the slurry on the slide glass is naturally dried. The LCP powder is placed on the glass slide by allowing the slurry to air dry. Next, by observing a predetermined region of the LCP powder placed on the slide glass with a scanning electron microscope (SEM), 100 or more image data of particles (LCP fibers) constituting the LCP powder are collected.
- SEM scanning electron microscope
- the area is set according to the size of one particle of the LCP so that the number of image data is 100 or more.
- the magnification of the SEM is changed to 500 times, 3000 times, or 10000 times as appropriate, and the image data is collected. do.
- the longitudinal dimension and the width dimension of each of the LCP fibers are measured using the image data collected above. In one LCP fiber photographed in each of the above image data, the longest route among the routes from one end to the end opposite to the one end through the approximate center of the particle defined as the longitudinal direction. Then, the length of the straight line connecting both ends of the longest path is measured as the longitudinal dimension.
- the dimension of the particle in the direction orthogonal to the longitudinal direction is measured at three different points in the longitudinal direction of one particle of the LCP powder.
- the average value of the dimensions measured at these three points is taken as the width direction dimension (fiber diameter) per particle of the LCP powder.
- the ratio of the longitudinal dimension to the fiber diameter [longitudinal dimension/fiber diameter] is calculated as the aspect ratio of the LCP fiber.
- the average value of the fiber diameters measured for 100 LCP fibers is taken as the average diameter.
- the average value of the aspect ratios measured for 100 LCP fibers is taken as the average aspect ratio.
- the fibrous particles may be contained in the LCP powder as aggregates of fibrous particles.
- the axial direction of the LCP molecules constituting the fibrous particles and the longitudinal direction of the fibrous particles tend to coincide with each other.
- LCP powder is produced, a plurality of domains formed by bundles of LCP molecules are broken so that the axial direction of the LCP molecules is along the longitudinal direction of the fibrous particles. This is thought to be due to the orientation of the
- the content (number ratio) of particles other than fibrous particles is 20% or less.
- particles having a maximum height of 10 ⁇ m or less when the LCP powder is placed on a flat surface are fibrous particles, and particles having a maximum height of more than 10 ⁇ m are aggregate particles.
- the LCP powder preferably has a D50 (average particle diameter) value of 13 ⁇ m or less as measured by particle size measurement using a particle size distribution measuring device based on a laser diffraction scattering method.
- the porous body of this embodiment has an average pore diameter of 10 ⁇ m or less.
- the "average pore diameter” means a pore diameter at which the cumulative pore distribution of pore distribution measured by mercury porosimetry is 50% of the total pore volume. If the average pore diameter of the porous body exceeds 10 ⁇ m, the functions of the porous body such as filtration performance may not be sufficiently obtained.
- the average pore size of the porous body is preferably 5.0 ⁇ m or less.
- the average pore size of the porous body may be 0.1 ⁇ m or more, or may be 0.3 ⁇ m or more.
- the porous body of this embodiment has a tensile strength of 25 N/mm 2 or more.
- the tensile strength in the present embodiment refers to the load value at which the test piece is cut when a 5 mm x 25 mm test piece taken from a porous body is elongated under the conditions of a gripping distance of 13 mm and a tensile speed of 0.6 mm/min. is divided by the cross-sectional area excluding the holes (N/mm 2 ).
- the tensile strength of the porous body is preferably 40 N/mm 2 or more, more preferably 60 N/mm 2 or more.
- the porous body of the present embodiment may contain additives.
- the function of the additive such as water repellency, oil repellency, and heat dissipation, can be imparted to the porous body.
- additives include inorganic fillers, polytetrafluoroethylene (PTFE), perfluoroalkoxyalkane (PFA), fine carbon powder, fine carbon fiber, metal powder, and nitride powder.
- PTFE polytetrafluoroethylene
- PFA perfluoroalkoxyalkane
- fine carbon powder fine carbon fiber
- metal powder and nitride powder.
- nitride powder include boron nitride powder, aluminum nitride powder, and silicon nitride powder.
- the porous body of the present embodiment does not contain an adhesive that bonds LCP fibers together. This is because the porous body of the present embodiment achieves the above tensile strength by bonding LCP fibers to each other by heating. Moreover, the inclusion of an adhesive may cause problems such as a decrease in heat resistance and an increase in water absorption.
- the method for manufacturing a porous body according to the present embodiment includes a dispersing step (S1), a matting step (S2), and a heating step (S3).
- the LCP powder can be produced, for example, by performing the following coarse pulverization step, fine pulverization step, coarse particle removal step, and fiberization step in this order.
- LCP raw material examples include uniaxially oriented pellets, biaxially oriented films, and powdery LCP.
- the LCP that constitutes the LCP raw material is the same as the LCP that constitutes the LCP fiber described above.
- the LCP raw material is coarsely pulverized.
- the LCP raw material is coarsely pulverized with a cutter mill.
- the size of the coarsely pulverized LCP particles is not particularly limited as long as it can be used as a raw material for the fine pulverization step described below.
- the maximum particle size of the coarsely ground LCP particles is, for example, 3 mm or less.
- the LCP raw material can be used as a raw material for the fine grinding process
- the LCP raw material may be used directly as the raw material for the fine grinding process.
- the LCP raw material (after the coarsely pulverizing step) is pulverized while being dispersed in liquid nitrogen to obtain granular finely pulverized liquid crystal polymer (finely pulverized LCP).
- the fine pulverization step it is preferable to use media to pulverize the LCP raw material dispersed in liquid nitrogen.
- the media are beads, for example.
- a bead mill which has relatively few technical problems, from the viewpoint of handling liquid nitrogen.
- An apparatus that can be used in the pulverization step includes, for example, "LNM-08", which is a liquid nitrogen bead mill manufactured by Imex.
- the granular, pulverized LCP obtained by the pulverization step preferably has a D50 of 50 ⁇ m or less as measured by a particle size distribution measuring device using a laser diffraction scattering method. This can prevent nozzles from being clogged with particulate pulverized LCP in the fiberization step described below.
- coarse particle removal step coarse particles are removed from the granular finely pulverized LCP obtained in the finely pulverizing step. For example, by sieving the granular finely ground LCP with a mesh to obtain the granular finely ground LCP under the sieve, and removing the granular LCP on the sieve to remove the coarse particles contained in the granular finely ground LCP can be removed.
- the type of mesh may be appropriately selected, and examples of meshes include those with an opening of 53 ⁇ m. Note that it is not always necessary to perform the coarse particle removal step.
- the granular LCP is pulverized with a wet high-pressure pulverizer to obtain LCP powder.
- the finely ground LCP is dispersed in the dispersion medium for the fiberization step.
- the finely ground LCP to be dispersed may not have coarse particles removed, but it is preferred that coarse particles have been removed.
- Dispersion media for the fiberizing step include, for example, water, ethanol, methanol, isopropyl alcohol, toluene, benzene, xylene, phenol, acetone, methyl ethyl ketone, diethyl ether, dimethyl ether, hexane, or mixtures thereof.
- the finely pulverized LCP dispersed in the dispersion medium for the fiberization step that is, the paste-like or slurry-like finely pulverized LCP is passed through a nozzle while being pressurized at a high pressure.
- the shear force or collision energy due to the high-speed flow in the nozzle acts on the LCP, crushing the granular finely pulverized LCP, thereby promoting the fiberization of the LCP and forming fine LCP fibers.
- the nozzle diameter of the nozzle is preferably as small as possible within the range where clogging of the finely pulverized LCP does not occur in the nozzle. Since the particle size of the finely pulverized LCP is relatively small, it is possible to reduce the nozzle diameter of the wet high-pressure crusher used in the fiberization process.
- the nozzle diameter is, for example, 0.2 mm or less.
- the dispersion medium penetrates into the finely pulverized LCP through the fine cracks due to the pressurization by the wet high-pressure crusher. Then, when the paste-like or slurry-like finely ground LCP passes through the nozzle and is placed under normal pressure, the dispersion medium that has entered the inside of the finely ground LCP expands in a short time. Due to the expansion of the dispersion medium that has entered the finely pulverized LCP, the destruction progresses from the inside of the finely pulverized LCP.
- the granular finely pulverized LCP obtained in the finely pulverizing step of the present embodiment is fibrillated to obtain the granular LCP obtained by the conventional freeze pulverization method. It is possible to obtain an LCP powder which has a lower content of aggregated particles than LCP powder obtained by crushing LCP and which is composed of fine LCP fibers.
- LCP powder may be obtained by crushing finely pulverized LCP a plurality of times with a wet high pressure crushing device.
- the number of times of crushing by the device is preferably small, for example, 5 times or less.
- Dispersing step which is the first step of the method for producing a porous body
- the above LCP powder is dispersed in a dispersion medium to form a paste or slurry.
- the LCP powder can be dispersed in a high-viscosity dispersion medium.
- Dispersion media used in the dispersion process include butanediol, water, ethanol, terpineol, and a mixture of water and ethanol.
- butanediol is used as the dispersion medium
- paste-like LCP powder is obtained.
- slurry-like LCP powder is obtained.
- LCP powder and additive A mixture of is sometimes simply referred to as a “mixture”.
- the mixing ratio of the additive is preferably 50% by volume or less with respect to the mixture.
- the matting step is, for example, a papermaking method.
- the dispersion medium used in the dispersion process can be easily recovered and reused, and the porous body can be manufactured at low cost.
- slurry-like LCP powder or mixture is made on a mesh, a non-woven microporous sheet, or a woven fabric. Then, the LCP fiber mat is obtained by heating and drying the slurry-like LCP powder or mixture placed on the mesh.
- a pasty LCP powder or mixture may be formed into an LCP fiber mat by a coating step and a drying step.
- the paste-like LCP powder or mixture is applied to the base material.
- the “base material” refers to a material or support material for applying the paste-like LCP powder or mixture, such as metal foil such as copper foil, polyimide film, PTFE film, or carbon fiber or glass.
- a composite sheet made of a reinforcing material such as fiber and a heat-resistant resin can be used.
- the paste-like LCP powder or mixture applied to the base material is heated and dried to vaporize the dispersion medium.
- the heat drying described above forms an LCP fiber mat on the substrate.
- the dispersion medium is gradually removed from the paste-like LCP powder or mixture, so the overall thickness of the paste-like LCP powder or mixture gradually decreases during drying.
- the thickness of the LCP fiber mat is reduced compared to the overall thickness of the pasty LCP powder or mixture formed on the product.
- the longitudinal orientation of the fibrous particles in the LCP powder changes. Specifically, among fibrous particles, fibrous particles having a longitudinal direction in the thickness direction of the entire paste-like LCP powder or mixture are arranged so that the longitudinal direction is oriented in the main surface direction of the base material. , tilt. Therefore, there is anisotropy in the longitudinal direction of the fibrous particles in the formed LCP fiber mat.
- a paste-like LCP powder or mixture is further applied on the LCP fiber mat formed on the base material in the drying step, and then dried to evaporate the dispersion medium. good.
- the coating process and the drying process may be repeated in this order.
- an LCP fiber mat having a desired basis weight can be obtained.
- a mixture in which the mixing ratio of the LCP powder and the additive is changed for each coating process may be used.
- an LCP fiber mat capable of forming a porous body having desired properties can be obtained.
- Heating step S3
- the heating step the LCP fiber mat is heated to obtain a porous body.
- the heating may be performed in an inert gas atmosphere. By doing so, the tensile strength of the porous body can be further improved.
- the heating temperature in the heating process is in the range of -60°C to -5°C, which is the melting point of the LCP powder. If the heating temperature is lower than ⁇ 60° C., the melting point of the LCP powder, the adhesion between the LCP fibers is weak and a porous body having practical strength cannot be obtained. If the heating temperature is higher than the melting point of the LCP powder of ⁇ 5° C., the LCP fibers are softened and deformed, and the porous structure cannot be maintained.
- the heating temperature is preferably in the range of ⁇ 50° C. to ⁇ 10° C. of the melting point of the LCP powder, more preferably in the range of ⁇ 40° C. to ⁇ 20° C. of the melting point of the LCP powder.
- the holding time in the heating step is not particularly limited, and may be, for example, 5 minutes or longer, or 15 minutes or longer. Moreover, since a porous body having higher strength can be obtained by holding it for a long time, the holding time may be, for example, 30 minutes or longer, or 60 minutes or longer.
- the LCP fiber mat is formed on the base material by the coating process and the drying process, the LCP fiber mat is heated together with the base material.
- the porous body with the substrates bonded thereto can be obtained at a low cost.
- a paste-like LCP powder or mixture can be applied to the necessary part of the base material and dried to partially form a porous body on the base material or to form a three-dimensional porous body. can.
- the porous body of this embodiment differs from that of the first embodiment in that it has an average pore diameter of 1.0 ⁇ m or less.
- a porous body with a fine average pore diameter is considered to be excellent in strength, filtering properties, and the like.
- Other points are the same as those of the first embodiment, and redundant description is omitted.
- the method for manufacturing a porous body according to the present embodiment includes a dispersing step (S10), a matting step (S20), a hot pressing step (S30), and a heating step (S40). , provided.
- S10 dispersing step
- S20 matting step
- S30 hot pressing step
- S40 heating step
- Dispersing step S10
- the LCP powder and the binder resin are dispersed in a dispersion medium to form a paste-like or slurry-like resin mixture.
- a binder resin in the dispersing step and forming a film in the hot press step described later, it is expected to improve the handling property, such as facilitating the processing before the production of the porous body.
- binder resins used in the dispersion process include acrylic resins, butyral resins, and ethyl cellulose resins. Among these, acrylic resins are preferable from the viewpoint of degradability.
- the mixing ratio of the binder resin is preferably 30% by volume or more and 70% by volume or less with respect to the resin mixture. Also, the average diameter of the binder resin is preferably 10 ⁇ m or less.
- the LCP powder, binder resin, and additives are mixed in this step.
- the heating temperature in the hot press process is 20°C or higher and 100°C or lower. If the heating temperature is less than 20°C, the binder resin is not softened, making it difficult to form a film. When the heating temperature exceeds 100°C, the binder resin will flow.
- the heating temperature is preferably 40° C. or higher and 80° C. or lower.
- the pressure in the heat press process is 0.3 MPa or more and 3.0 MPa or less. If the pressure is less than 0.3 MPa, the pressure is insufficient and air bubbles remain. When the pressure exceeds 3.0 MPa, the binder resin will flow.
- the pressure is preferably 0.5 MPa or more and 1.0 MPa or less.
- the holding time in the hot press process is not particularly limited, and may be, for example, 1 minute or longer, or 10 minutes or longer.
- Heating step Next, in the heating step, at least part of the binder resin contained in the resin mixture film is removed by heating to obtain a porous body.
- the porous body may contain a binder resin.
- the ratio of the remaining binder resin is adjusted by the heating temperature and holding time in the heating step.
- Example 1 Manufacture of liquid crystal polymer powder
- LCP pellets cylindrical pellets with a diameter of 3 to 4 mm, melting point: 315° C.
- the material of LCP is a copolymer of parahydroxybenzoic acid and 4,6-hydroxynaphthoic acid.
- This LCP raw material was coarsely pulverized with a cutter mill (manufactured by IKA, MF10).
- Coarsely pulverized LCP was obtained by passing the coarsely pulverized LCP through a mesh with a diameter of 3 mm provided at the outlet of the cutter mill.
- the coarsely pulverized LCP was finely pulverized with a liquid nitrogen bead mill (LNM-08 manufactured by Imex, vessel capacity: 0.8 L). Specifically, 500 mL of media and 30 g of coarsely pulverized LCP were put into a vessel and pulverized for 120 minutes at a rotation speed of 2000 rpm. As media, zirconia (ZrO 2 ) beads with a diameter of 5 mm were used. In the liquid nitrogen bead mill, wet pulverization is performed in a state in which the coarsely pulverized LCP is dispersed in liquid nitrogen. Thus, by pulverizing the coarsely pulverized LCP with a liquid nitrogen bead mill, granular finely pulverized LCP was obtained.
- a liquid nitrogen bead mill liquid nitrogen bead mill
- the particle size of this finely ground LCP was measured.
- the finely pulverized LCP dispersed in the dispersion medium was subjected to ultrasonic treatment for 10 seconds, and then set in a particle size distribution measuring device (manufactured by Horiba, LA-950) using a laser diffraction scattering method. , particle size measurements were performed.
- Ekinen registered trademark, Nippon Alcohol Sales Co., Ltd.
- the measured D50 of the micronized LCP was 23 ⁇ m.
- the dispersion obtained by dispersing the finely ground LCP in Ekinene was sieved through a mesh with an opening of 53 ⁇ m to remove coarse particles contained in the finely ground LCP, and the finely ground LCP that passed through the mesh was collected.
- the yield of finely pulverized LCP by removing coarse particles was 85% by mass.
- the finely pulverized LCP from which coarse particles were removed was dispersed in a 20% by mass ethanol aqueous solution.
- the ethanol slurry in which the finely pulverized LCP was dispersed was crushed five times using a wet high-pressure crusher under conditions of a nozzle diameter of 0.2 mm and a pressure of 200 MPa to form fibers.
- a high-pressure disperser (Nanoveita manufactured by Yoshida Kikai Kogyo Co., Ltd.) was used as the wet high-pressure crusher.
- LCP powder was obtained by drying the ethanol slurry in which finely ground LCP was dispersed with a spray dryer.
- the average fiber diameter measured for 100 LCP fibers contained in the LCP powder was 0.8 ⁇ m.
- the LCP powder obtained above was dispersed in a 50% by mass ethanol aqueous solution as a dispersion medium to form a slurry.
- the slurry of LCP powder was placed on a wire mesh of 80 mesh, and a polyester microfiber nonwoven fabric (weight per unit area: 14 g/m 2 ) was placed on the paper using a rectangular sheet machine (manufactured by Kumagai Riki Kogyo Co., Ltd.). Cultivated to obtain an LCP fiber mat.
- the amount of LCP powder was adjusted so that the basis weight of the LCP fiber mat was 35 g/m 2 .
- the LCP fiber mat was dried with a hot air dryer and peeled off from the polyester microfiber nonwoven fabric to form an LCP fiber mat.
- the LCP fiber mat was placed on a stainless steel vat and heated in a hot air inert oven (inert gas oven INH-21CD manufactured by Koyo Thermo Systems Co., Ltd.). Specifically, heat treatment was performed at 260° C. for 60 minutes under a nitrogen stream. A porous body was thus obtained.
- a hot air inert oven inert gas oven INH-21CD manufactured by Koyo Thermo Systems Co., Ltd.
- Example 2 and 3 and Comparative Example 1 In Examples 2 and 3 and Comparative Example 1, the heating temperatures in the hot air inert oven were set to 270° C., 280° C. and 250° C., respectively. Otherwise, LCP powder was produced in the same manner as in Example 1 to obtain a porous body.
- Example 4 to 6 Comparative Example 2>
- uniaxially oriented LCP pellets (cylindrical pellets with a diameter of 3 to 4 mm, melting point: 340° C.) were prepared as LCP raw materials.
- the material of LCP is a copolymer of parahydroxybenzoic acid and 4,6-hydroxynaphthoic acid.
- LCP powder was prepared in the same manner as in Example 1, except that the LCP raw material was changed as described above.
- the average fiber diameter measured for 100 LCP fibers contained in the LCP powder was 0.9 ⁇ m.
- Example 4 to 6 and Comparative Example 2 the heating temperatures of the hot air inert oven were set to 280°C, 290°C, 300°C and 270°C, respectively.
- a porous body was obtained in the same manner as in Example 1 except for the above points.
- Example 7 In Example 7, uniaxially oriented LCP pellets (cylindrical pellets with a diameter of 3 to 4 mm, melting point: 430° C.) were prepared as the LCP raw material.
- the material of LCP is a copolymer of parahydroxybenzoic acid, terephthalic acid and dihydroxyphenyl.
- LCP powder was prepared in the same manner as in Example 1, except that the LCP raw material was changed as described above. The average fiber diameter measured for 100 LCP fibers contained in the LCP powder was 1.1 ⁇ m.
- the LCP powder obtained above and acrylic resin powder (average particle size: 2 ⁇ m) as a resin binder were weighed so that the volume ratio was 1:1, and dispersed in a 50% by mass ethanol aqueous solution as a dispersion medium. It was made into a slurry form by Next, the slurry-like resin mixture was treated in the same manner as in Example 1 to form a resin mixture mat.
- the resin mixture mat obtained above was hot-pressed at 60°C and 0.6 MPa to produce a resin mixture film. Then, the resin mixture film was placed on a stainless steel vat and heated in the same hot-air inert oven as in Example 1. Specifically, heat treatment was performed at 380° C. for 60 minutes under a nitrogen stream. Thus, a porous body of Example 7 was obtained.
- Example 8 a porous body was obtained in the same manner as in Example 7, except that the LCP powder and the acrylic resin powder were weighed so that the volume ratio was 1:3.
- Reference Example 1 As Reference Example 1, a commercially available LCP meltblown nonwoven fabric having a basis weight of 4 g/m 2 was prepared.
- FIGS. 3 to 8 are photographs (SEM images) of cross sections of porous bodies in Examples 1 to 3 and 7, Comparative Example 1, and Reference Example 1.
- the porous body of Comparative Example 1 contains many fibers with a small fiber diameter, and it can be seen that the fusion between the fibers is insufficient.
- the fibers are significantly thicker than those in Examples, and the shape of pores is simpler than those in Examples.
- a porous body is obtained by heating at a temperature higher than the heating temperature (over 280 ° C.) in the above example, a fiber with a large fiber diameter is heated up to 310 ° C., that is, a temperature 5 ° C. lower than the melting point of the LCP raw material. It was confirmed that the fibers were fused to each other, but the fibers were softened when the temperature exceeded 310°C, and it was confirmed that the porous structure could not be maintained.
- the tensile strength of the porous bodies according to each of Examples 1 to 8, Comparative Examples 1 and 2, and Reference Example 1 was measured using a dynamic viscoelasticity meter (RSA-G2, manufactured by TA-Instruments). Specifically, for the porous body, a test piece of 5 mm ⁇ 25 mm was used, stretched under the conditions of a gripping distance of 13 mm and a tensile speed of 0.6 mm / min, and the load value at the time of cutting was measured by the cross-sectional area excluding the void part. obtained by subtracting The results are shown in FIGS . The n number of each test piece is 3, and the values in Table 1 are their average values.
- the porous bodies according to Examples 1 to 8 have higher tensile strength than those of Comparative Examples 1 and 2.
- the average pore diameter is nearly ten times larger, and the properties as a porous body such as filtering properties are significantly inferior.
- porous bodies according to Examples 7 and 8 are extremely fine with an average pore diameter of 1.0 ⁇ m or less. Such a porous body with a fine average pore diameter is considered to be excellent in strength and filtration properties.
- Example 9 the same LCP powder as in Example 1 was used to form an LCP fiber mat through a coating process and a drying process.
- Example 2 the same LCP powder as in Example 1 was dispersed in butanediol as a dispersion medium to form a paste.
- a paste-like LCP powder was applied to the roughened surface of a 200 mm square, 12 ⁇ m thick electrolytic copper foil (FWJ-WS-12 manufactured by Furukawa Electric Co., Ltd.). was applied to Then, the electrolytic copper foil coated with the LCP powder paste is heated to 180° C. on a hot plate to vaporize the butanediol as the dispersion medium, and the LCP powder paste on the electrolytic copper foil is dried. let me Thus, a thin LCP fiber mat was formed on the electrolytic copper foil.
- the pasty LCP powder was further applied onto this thin LCP fiber mat.
- the applied pasty LCP powder was dried in the same manner as the previously applied pasty LCP powder was dried.
- an LCP fiber mat adjusted to have a basis weight of 15 g/m 2 was formed on the electrolytic copper foil.
- Example 2 Using the same hot air inert oven as in Example 1, the electrolytic copper foil on which the LCP fiber mat was formed was heated at 280°C for 60 minutes under a nitrogen stream. As a result, a copper foil composite was obtained in which a porous body having a thickness of about 70 ⁇ m was formed on a portion of one side of the copper foil.
- Example 10 PTFE (irregular shape, average particle size: 4.0 ⁇ m, melting point: 331° C.) was prepared as an additive.
- the PTFE and the same LCP powder as in Example 1 were dispersed in butanediol as a dispersion medium to form a paste.
- the mixing ratio of PTFE and LCP powder was 5:5 by volume.
- a copper foil composite in which a porous body having a thickness of about 50 ⁇ m was formed on a part of one side of the copper foil was obtained by the same manufacturing process as in Example 9 except for the above points.
- Example 11 boron nitride powder (scale-like, average particle size: 0.5 ⁇ m) was prepared as an additive.
- Boron nitride powder and the same LCP powder as in Example 1 were dispersed in butanediol as a dispersion medium to form a paste.
- the mixing ratio of the boron nitride powder and the LCP powder was 5:5 by volume.
- a copper foil composite in which a porous body having a thickness of about 50 ⁇ m was formed on a part of one side of the copper foil was obtained by the same manufacturing process as in Example 9 except for the above points.
- the porous body could be formed not on the entire surface of the copper foil but on a part of the copper foil. Moreover, even when the copper foil composites of Examples 9 to 11 were rolled into a roll, the porous body did not separate from the copper foil, nor did warping or waviness occur.
- Water repellency test A water repellency test was performed on Examples 9 and 10. Specifically, pure water or an ethanol aqueous solution of each concentration (50% by mass, 60% by mass, 70% by mass, and 80% by mass) was dropped on the portion where the porous body of each copper foil composite was formed, and adsorption I checked the presence or absence of
- Example 9 even when pure water was dropped, it did not adsorb to the porous body, but it was confirmed that it adsorbed to the porous body when 50% by mass ethanol aqueous solution was dropped. Similarly, adsorption was also confirmed in 60% by mass, 70% by mass and 80% by mass ethanol aqueous solutions.
- Example 10 even when pure water was dropped, it did not adsorb to the porous body, and it did not adsorb even in 50% by mass, 60% by mass, and 70% by mass ethanol aqueous solutions, but 80% by mass ethanol aqueous solution was not adsorbed. It was confirmed that when dripped, it was adsorbed on the porous body.
- Heat dissipation test A heat dissipation test was performed on Examples 9 and 11. Specifically, a copper plate was placed on a hot plate heated to 80° C., each copper foil composite of Examples 9 and 11 was placed thereon, and the surface temperature was measured by thermography.
- the surface temperature of the copper foil composite of Example 11 was 5°C higher than that of the copper foil composite of Example 9. From this test result, it can be seen that heat dissipation can be imparted by mixing LCP powder with boron nitride powder as an additive to form a porous body.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Textile Engineering (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Filtering Materials (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280059183.7A CN117881729A (zh) | 2021-10-29 | 2022-10-26 | 多孔体和多孔体的制造方法 |
| DE112022003653.2T DE112022003653T5 (de) | 2021-10-29 | 2022-10-26 | Poröser körper und verfahren zur herstellung eines porösen körpers |
| JP2023556597A JP7666629B2 (ja) | 2021-10-29 | 2022-10-26 | 多孔体の製造方法および多孔体 |
| US18/442,411 US12552990B2 (en) | 2021-10-29 | 2024-02-15 | Porous body and method for manufacturing porous body |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021177937 | 2021-10-29 | ||
| JP2021-177937 | 2021-10-29 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/442,411 Continuation US12552990B2 (en) | 2021-10-29 | 2024-02-15 | Porous body and method for manufacturing porous body |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023074737A1 true WO2023074737A1 (ja) | 2023-05-04 |
Family
ID=86158002
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/039917 Ceased WO2023074737A1 (ja) | 2021-10-29 | 2022-10-26 | 多孔体および多孔体の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12552990B2 (https=) |
| JP (1) | JP7666629B2 (https=) |
| CN (1) | CN117881729A (https=) |
| DE (1) | DE112022003653T5 (https=) |
| WO (1) | WO2023074737A1 (https=) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117881729A (zh) * | 2021-10-29 | 2024-04-12 | 株式会社村田制作所 | 多孔体和多孔体的制造方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10325065A (ja) * | 1997-05-22 | 1998-12-08 | Kuraray Co Ltd | 不織布及びその製造方法とプリント配線基板 |
| JPH11255908A (ja) * | 1997-10-07 | 1999-09-21 | Kuraray Co Ltd | プリント配線基板基材およびその製造方法 |
| JP2000119952A (ja) * | 1998-10-14 | 2000-04-25 | Sumitomo Chem Co Ltd | 液晶ポリエステル繊維および液晶ポリエステル不織布の製造方法 |
| JP2002064254A (ja) * | 2000-08-18 | 2002-02-28 | Kuraray Co Ltd | プリント配線基板用樹脂積層板 |
| JP2002266281A (ja) * | 2001-02-28 | 2002-09-18 | Mitsubishi Paper Mills Ltd | 湿式不織布およびそれを用いてなる電気化学素子用セパレーター、ならびに電気二重層キャパシター用セパレーター |
| JP2006061789A (ja) * | 2004-08-25 | 2006-03-09 | Mitsubishi Paper Mills Ltd | 液体濾過用フィルター濾材 |
| WO2020137605A1 (ja) * | 2018-12-28 | 2020-07-02 | クラレクラフレックス株式会社 | 繊維構造体およびその用途 |
| WO2021010178A1 (ja) * | 2019-07-16 | 2021-01-21 | クラレクラフレックス株式会社 | 繊維構造体およびその製造方法 |
| WO2021060255A1 (ja) * | 2019-09-25 | 2021-04-01 | 株式会社村田製作所 | 液晶ポリマーパウダーおよびその製造方法 |
| WO2021177402A1 (ja) * | 2020-03-06 | 2021-09-10 | 株式会社村田製作所 | 液晶ポリマーフィルムおよびその製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5545475A (en) * | 1994-09-20 | 1996-08-13 | W. L. Gore & Associates | Microfiber-reinforced porous polymer film and a method for manufacturing the same and composites made thereof |
| US6229096B1 (en) | 1997-10-07 | 2001-05-08 | Mitsubishi Gas Chemical Company, Inc. | Nonwoven reinforcement for printed wiring base board and process for producing the same |
| JP4381576B2 (ja) | 2000-08-18 | 2009-12-09 | 株式会社クラレ | 耐熱性不織布 |
| JP2003026866A (ja) | 2001-07-16 | 2003-01-29 | Maruo Calcium Co Ltd | オレフィン系樹脂シート用添加剤、及びそれを配合してなるシート用樹脂組成物 |
| JP2003129392A (ja) | 2001-10-25 | 2003-05-08 | Mitsubishi Paper Mills Ltd | 湿式不織布 |
| JP2005120535A (ja) | 2003-10-20 | 2005-05-12 | Tapyrus Co Ltd | 液晶ポリエステルメルトブロー不織布及びその製造方法 |
| JP2009197147A (ja) * | 2008-02-22 | 2009-09-03 | Kurabe Ind Co Ltd | 微細層構造を有するptfe多孔体及びその製造方法 |
| JP2012224692A (ja) | 2011-04-16 | 2012-11-15 | Nitto Denko Corp | 多孔質樹脂積層体 |
| US9554463B2 (en) | 2014-03-07 | 2017-01-24 | Rogers Corporation | Circuit materials, circuit laminates, and articles formed therefrom |
| CN117881729A (zh) * | 2021-10-29 | 2024-04-12 | 株式会社村田制作所 | 多孔体和多孔体的制造方法 |
| JP7639987B2 (ja) * | 2022-05-27 | 2025-03-05 | 株式会社村田製作所 | 液晶ポリマーパウダー、液晶ポリマーフィルム、および、それらの製造方法 |
-
2022
- 2022-10-26 CN CN202280059183.7A patent/CN117881729A/zh active Pending
- 2022-10-26 JP JP2023556597A patent/JP7666629B2/ja active Active
- 2022-10-26 WO PCT/JP2022/039917 patent/WO2023074737A1/ja not_active Ceased
- 2022-10-26 DE DE112022003653.2T patent/DE112022003653T5/de active Pending
-
2024
- 2024-02-15 US US18/442,411 patent/US12552990B2/en active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10325065A (ja) * | 1997-05-22 | 1998-12-08 | Kuraray Co Ltd | 不織布及びその製造方法とプリント配線基板 |
| JPH11255908A (ja) * | 1997-10-07 | 1999-09-21 | Kuraray Co Ltd | プリント配線基板基材およびその製造方法 |
| JP2000119952A (ja) * | 1998-10-14 | 2000-04-25 | Sumitomo Chem Co Ltd | 液晶ポリエステル繊維および液晶ポリエステル不織布の製造方法 |
| JP2002064254A (ja) * | 2000-08-18 | 2002-02-28 | Kuraray Co Ltd | プリント配線基板用樹脂積層板 |
| JP2002266281A (ja) * | 2001-02-28 | 2002-09-18 | Mitsubishi Paper Mills Ltd | 湿式不織布およびそれを用いてなる電気化学素子用セパレーター、ならびに電気二重層キャパシター用セパレーター |
| JP2006061789A (ja) * | 2004-08-25 | 2006-03-09 | Mitsubishi Paper Mills Ltd | 液体濾過用フィルター濾材 |
| WO2020137605A1 (ja) * | 2018-12-28 | 2020-07-02 | クラレクラフレックス株式会社 | 繊維構造体およびその用途 |
| WO2021010178A1 (ja) * | 2019-07-16 | 2021-01-21 | クラレクラフレックス株式会社 | 繊維構造体およびその製造方法 |
| WO2021060255A1 (ja) * | 2019-09-25 | 2021-04-01 | 株式会社村田製作所 | 液晶ポリマーパウダーおよびその製造方法 |
| WO2021177402A1 (ja) * | 2020-03-06 | 2021-09-10 | 株式会社村田製作所 | 液晶ポリマーフィルムおよびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN117881729A (zh) | 2024-04-12 |
| JP7666629B2 (ja) | 2025-04-22 |
| DE112022003653T5 (de) | 2024-05-29 |
| JPWO2023074737A1 (https=) | 2023-05-04 |
| US20240182784A1 (en) | 2024-06-06 |
| US12552990B2 (en) | 2026-02-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7260054B2 (ja) | 液晶ポリマーフィルムおよびその製造方法 | |
| JP5483878B2 (ja) | 液体ろ過のためのろ材 | |
| JP6705329B2 (ja) | 複合シートおよび熱圧着方法 | |
| JP2010253449A (ja) | 静電紡糸ナノ繊維層を有するエアフィルタ用濾材及びその製造方法 | |
| EP2224042A2 (en) | Met blown polymeric filtration medium for high efficiency fluid filtration | |
| US12552990B2 (en) | Porous body and method for manufacturing porous body | |
| KR20130132553A (ko) | 고 다공도 및 고 평량의 필터 매체 | |
| JP2017043655A (ja) | 熱伝導シートおよびその製造方法 | |
| US20250092605A1 (en) | Liquid crystal polymer powder, liquid crystal polymer film, and method of producing same | |
| JP2024166409A (ja) | 繊維マット | |
| US20230416987A1 (en) | Method for producing fiber mat and fiber mat | |
| WO2023243396A1 (ja) | 短繊維、繊維分散液および不織布 | |
| JP7673839B2 (ja) | 液晶ポリマーペレット、液晶ポリマーパウダー、液晶ポリマーフィルム、および、それらの製造方法 | |
| JP2025509872A (ja) | ポリマーと六方晶窒化ホウ素粒子との複合材料を含むシート及びその製造方法 | |
| WO2024257396A1 (ja) | 積層フィルムおよび積層フィルムの製造方法 | |
| JP7666595B2 (ja) | 液晶ポリマーウェブの製造方法 | |
| JP7609288B2 (ja) | 液晶ポリマーフィルムおよび液晶ポリマーフィルムの製造方法 | |
| JP7215871B2 (ja) | エアフィルタ用濾材及びその製造方法 | |
| WO2025205037A1 (ja) | エアフィルタ用ろ材およびそれを備えるエアフィルタ | |
| JP2006334457A (ja) | フィルターメディア及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22887062 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023556597 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280059183.7 Country of ref document: CN |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22887062 Country of ref document: EP Kind code of ref document: A1 |