JP5483878B2 - 液体ろ過のためのろ材 - Google Patents
液体ろ過のためのろ材 Download PDFInfo
- Publication number
- JP5483878B2 JP5483878B2 JP2008533669A JP2008533669A JP5483878B2 JP 5483878 B2 JP5483878 B2 JP 5483878B2 JP 2008533669 A JP2008533669 A JP 2008533669A JP 2008533669 A JP2008533669 A JP 2008533669A JP 5483878 B2 JP5483878 B2 JP 5483878B2
- Authority
- JP
- Japan
- Prior art keywords
- polymer
- spinning
- nanofibers
- filter media
- filter medium
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000007788 liquid Substances 0.000 title claims description 20
- 238000001914 filtration Methods 0.000 title description 6
- 239000002121 nanofiber Substances 0.000 claims description 80
- 238000009987 spinning Methods 0.000 claims description 45
- 239000000835 fiber Substances 0.000 claims description 37
- 229920000642 polymer Polymers 0.000 claims description 34
- 239000011148 porous material Substances 0.000 claims description 24
- 239000000243 solution Substances 0.000 claims description 23
- 238000000034 method Methods 0.000 claims description 17
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 14
- 238000002347 injection Methods 0.000 claims description 12
- 239000007924 injection Substances 0.000 claims description 12
- 238000007664 blowing Methods 0.000 claims description 10
- 239000002904 solvent Substances 0.000 claims description 9
- 230000005686 electrostatic field Effects 0.000 claims description 7
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 239000010419 fine particle Substances 0.000 claims description 5
- 239000004953 Aliphatic polyamide Substances 0.000 claims description 4
- 239000004642 Polyimide Substances 0.000 claims description 4
- 229920003231 aliphatic polyamide Polymers 0.000 claims description 4
- 239000004760 aramid Substances 0.000 claims description 4
- 229920003235 aromatic polyamide Polymers 0.000 claims description 4
- 150000001875 compounds Chemical class 0.000 claims description 4
- 229920001577 copolymer Polymers 0.000 claims description 4
- 229920001721 polyimide Polymers 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 46
- 239000012528 membrane Substances 0.000 description 12
- 239000012530 fluid Substances 0.000 description 10
- 239000004745 nonwoven fabric Substances 0.000 description 10
- 239000000356 contaminant Substances 0.000 description 7
- 239000000758 substrate Substances 0.000 description 6
- 238000003490 calendering Methods 0.000 description 5
- 238000000151 deposition Methods 0.000 description 5
- 230000014759 maintenance of location Effects 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- -1 polypropylene Polymers 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 239000004744 fabric Substances 0.000 description 3
- 230000004907 flux Effects 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 238000007655 standard test method Methods 0.000 description 3
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 2
- 239000004693 Polybenzimidazole Substances 0.000 description 2
- 239000004695 Polyether sulfone Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- 229920002301 cellulose acetate Polymers 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000001523 electrospinning Methods 0.000 description 2
- UHPJWJRERDJHOJ-UHFFFAOYSA-N ethene;naphthalene-1-carboxylic acid Chemical compound C=C.C1=CC=C2C(C(=O)O)=CC=CC2=C1 UHPJWJRERDJHOJ-UHFFFAOYSA-N 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000004750 melt-blown nonwoven Substances 0.000 description 2
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 2
- 238000001471 micro-filtration Methods 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 229920002492 poly(sulfone) Polymers 0.000 description 2
- 229920000162 poly(ureaurethane) Polymers 0.000 description 2
- 229920002239 polyacrylonitrile Polymers 0.000 description 2
- 229920000767 polyaniline Polymers 0.000 description 2
- 229920002480 polybenzimidazole Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920006393 polyether sulfone Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 239000002759 woven fabric Substances 0.000 description 2
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 238000012993 chemical processing Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 235000019253 formic acid Nutrition 0.000 description 1
- HCDGVLDPFQMKDK-UHFFFAOYSA-N hexafluoropropylene Chemical compound FC(F)=C(F)C(F)(F)F HCDGVLDPFQMKDK-UHFFFAOYSA-N 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000004377 microelectronic Methods 0.000 description 1
- 239000003658 microfiber Substances 0.000 description 1
- 239000011236 particulate material Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000013557 residual solvent Substances 0.000 description 1
- 238000001223 reverse osmosis Methods 0.000 description 1
- 238000001878 scanning electron micrograph Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920001059 synthetic polymer Polymers 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004634 thermosetting polymer Substances 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000000108 ultra-filtration Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/5405—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving at spaced points or locations
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/559—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving the fibres being within layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/56—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving in association with fibre formation, e.g. immediately following extrusion of staple fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/728—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by electro-spinning
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
- D04H13/001—Making non-woven fabrics from staple fibres, filaments or yarns, bonded to at least one web-like material, e.g. woven, knitted non-woven fabric, paper, leather, during consolidation
- D04H13/002—Making non-woven fabrics from staple fibres, filaments or yarns, bonded to at least one web-like material, e.g. woven, knitted non-woven fabric, paper, leather, during consolidation characterised by the disposition or nature of their elements
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
- D04H13/001—Making non-woven fabrics from staple fibres, filaments or yarns, bonded to at least one web-like material, e.g. woven, knitted non-woven fabric, paper, leather, during consolidation
- D04H13/007—Making non-woven fabrics from staple fibres, filaments or yarns, bonded to at least one web-like material, e.g. woven, knitted non-woven fabric, paper, leather, during consolidation strengthened or consolidated by welding together the various components
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/02—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments
- D04H3/04—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments in rectilinear paths, e.g. crossing at right angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
- B01D2239/025—Types of fibres, filaments or particles, self-supporting or supported materials comprising nanofibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
- B01D2239/0258—Types of fibres, filaments or particles, self-supporting or supported materials comprising nanoparticles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y30/00—Nanotechnology for materials or surface science, e.g. nanocomposites
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Nonwoven Fabrics (AREA)
- Filtering Materials (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- Laminated Bodies (AREA)
Description
坪量を、本願明細書において参照により援用されるASTM D−3776に準拠して測定し、およびg/m2で報告した。
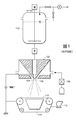
ナノファイバーの層を形成した。スピンパックは、10bar(1000kPa)での紡糸ノズル中の溶液の圧力で21℃の温度であった。70℃の温度の圧縮空気を、ガス射出ノズルを介して、スピンパックから5m3/分の量、および400mm H2Oの圧力で射出した。繊維を、パックの出口から330mm下の、15m/分で移動する多孔性ベルト上に敷いた。ナノファイバー層サンプルを、スピンパック下を移動するベルトの5パスで、移動する収集ベルト上に繊維を直接的に堆積することによりスクリム無しで形成した。ナノファイバーの各層は、約5g/m2の目標坪量を有していた。ナノファイバー層サンプルを、表1に示す条件に従って接合した。
ナノファイバーの層を、スピンパックは、12bar(1200kPa)での紡糸ノズル中の溶液の圧力で、26℃の温度であり、および圧縮空気を、54℃の温度、5.7m3/分の量、および320mm H2Oの圧力で供給したこと以外は、実質的に実施例1に規定のとおり形成した。繊維を、パックの出口から330mm下の、7.4m/分で移動する多孔性ベルト上に敷いた。ナノファイバー層サンプルを、スピンパック下を移動するベルトの4パスで、移動する収集ベルト上に繊維を直接的に堆積することによりスクリム無しで形成した。ナノファイバーの各層は、約10g/m2の目標坪量を有していた。ナノファイバー層サンプルを、表1に示す条件に従って接合した。
ナノファイバーの層を、スピンパックは、12bar(1200kPa)での紡糸ノズル中の溶液の圧力で、20℃の温度であり、および圧縮空気を、35℃の温度、5m3/分の量、および280mm H2Oの圧力で供給したこと以外は、実質的に実施例1に規定のとおり形成した。繊維を、パックの出口から300mm下の、11.3m/分で移動する多孔性ベルト上に敷いた。ナノファイバー層サンプルを、スピンパック下を移動するベルトの5パスで、移動する収集ベルト上に繊維を直接的に堆積することによりスクリム無しで形成した。ナノファイバーの各層は、約5g/m2の目標坪量を有していた。ナノファイバー層サンプルを、表1に示す条件に従って接合した。
ナノファイバーの層を、スピンパックは、11bar(1100kPa)での紡糸ノズル中の溶液の圧力で、24℃の温度であり、および圧縮空気を、59℃の温度、5.5m3/分の量および330mm H2Oの圧力で供給したこと以外は、実質的に実施例1に規定のとおり形成した。繊維を、パックの出口から330mm下の、14.7m/分で移動する多孔性ベルト上に敷いた。ナノファイバー層サンプルを、スピンパック下を移動するベルトの13パスで、移動する収集ベルト上に繊維を直接的に堆積することによりスクリム無しで形成した。ナノファイバーの各層は、約5g/m2の目標坪量を有していた。ナノファイバー層サンプルを、表1に示す条件に従って接合した。

本発明の特に好ましい実施態様を以下に示す。
[1]
高分子ナノファイバーの少なくとも1つのナノファイバー層を含んでなるろ材であって、ナノファイバーが約1μm未満の平均繊維直径を有し、ろ材が、約0.5μm〜約5.0μmの間の平均流孔サイズ、約15容量%〜約90容量%の間の容積および10psi(69kPa)差圧において約0.055L/分/cm 2 を超える水のろ材通過流量を有するろ材。
[2]
容積が約30容量%〜約70容量%の間である[1]に記載のろ材。
[3]
ろ材が約10μm〜約600μmの間の厚さを有する[1]に記載のろ材。
[4]
ろ材が約2g/m 2 〜約100g/m 2 の間の坪量を有する[1]に記載のろ材。
[5]
ろ材通過流量の変化対ろ材を隔てた差圧の対応する変化の比が、2psi(14kPa)〜15psi(100kPa)の間の範囲の差圧において正である[1]に記載のろ材。
[6]
支持スクリム層をさらに含んでなる[1]に記載のろ材。
[7]
支持スクリム層がスパンボンド不織布、メルトブローン不織布、ニードルパンチ不織布、スパンレース不織布、湿式不織布、樹脂接合不織布、織布、メリヤス生地、開孔フィルム、紙、およびこれらの組み合わせよりなる群から選択される[6]に記載のろ材。
[8]
ナノファイバーが約0.10μm〜約1μmの平均繊維直径を有する[1]に記載のろ材。
[9]
高分子ナノファイバーがポリイミド、脂肪族ポリアミド、芳香族ポリアミド、ポリスルホン、セルロースアセテート、ポリエーテルスルホン、ポリウレタン、ポリ(尿素ウレタン)、ポリベンゾイミダゾール、ポリエーテルイミド、ポリアクリロニトリル、ポリ(エチレンテレフタレート)、ポリプロピレン、ポリアニリン、ポリ(エチレンオキシド)、ポリ(エチレンナフタレート)、ポリ(ブチレンテレフタレート)、スチレンブタジエンゴム、ポリスチレン、ポリ(塩化ビニル)、ポリ(ビニルアルコール)、ポリ(フッ化ビニリデン)、ポリ(ビニルブチレン)およびこれらのコポリマーまたは誘導体化合物よりなる群から選択されるポリマーを含んでなる[1]に記載のろ材。
[10]
紡糸ノズル、ブローイングガス射出ノズルおよびコレクタを含んでなる少なくとも1つの紡糸ビームを含んでなる紡糸ビームを含んでなる微細繊維紡糸装置であって、紡糸ビームおよびコレクタがそれらの間に高電圧静電界を維持する装置を提供し、
紡糸ノズルに、ポリマーおよび溶剤を含んでなるポリマー溶液を供給し、
ポリマー溶液を紡糸ノズルから圧力をかけながら吐出し、かつ前記溶液を前記ガス射出ノズルから吐出されるブローイングガスと共に吹出して、ナノファイバーの繊維状ウェブを形成し、そして
乾量基準で計測した場合約2g/m 2 〜約100g/m 2 の間の坪量を有する繊維状ウェブを、単一の紡糸ビーム下で単一パスにおいて移動収集装置上に収集すること
を含んでなるろ材の製造方法。
[11]
約25℃〜約300℃の間の温度および約0 lb/in〜約1000 lb/in(178kg/cm)の間の圧力で、平滑なニップロール間で繊維状ウェブをカレンダ加工することをさらに含んでなる、[10]に記載の方法。
[12]
高分子ナノファイバーの少なくとも1つのナノファイバー層を有するろ材を含んでなるフィルタであって、ナノファイバーが、約1μm未満の平均繊維直径を有し、ろ材が、約0.5μm〜約5.0μmの間の平均流孔サイズ、約15容量%〜約90容量%の間の容積および10psi(69kPa)差圧において約0.055L/分/cm 2 を超える水のろ材通過流量を有するフィルタ。
[13]
液体から微粒子を除去する方法であって、微粒子を含有する液体を、高分子ナノファイバーの少なくとも1つのナノファイバー層を含んでなるろ材に通過させることを含んでなり、ナノファイバーが、約1μm未満の平均繊維直径を有し、ろ材が、約0.5μm〜約5.0μmの間の平均流孔サイズ、約15容量%〜約90容量%の間の容積および10psi(69kPa)差圧において約0.055L/分/cm 2 を超える水のろ材通過流量を有する方法。
Claims (4)
- 紡糸ノズル、ブローイングガス射出ノズルおよびコレクタを含んでなる少なくとも1つの紡糸ビームを含んでなる微細繊維紡糸装置であって、紡糸ビームおよびコレクタがそれらの間に高電圧静電界を維持する装置を提供し、
紡糸ノズルに、ポリマーおよび溶剤を含んでなるポリマー溶液を供給し、
ポリマー溶液を紡糸ノズルから圧力をかけながら吐出し、かつ前記溶液を前記ガス射出ノズルから吐出されるブローイングガスと共に吹出して、ナノファイバーの繊維状ウェブを形成し、そして
乾量基準で計測した場合約2g/m2〜約100g/m2の間の坪量を有する繊維状ウェブを、単一の紡糸ビーム下で単一パスにおいて移動収集装置上に収集することを含んでなる製造方法で得られる、
高分子ナノファイバーでできた少なくとも1つの高分子ナノファイバー層を含んでなるろ材であって、
高分子ナノファイバーが約1μm未満の平均繊維直径を有し、ろ材が、約0.5μm〜約5.0μmの間の平均流孔サイズ、約38.1容量%〜約90容量%の間の容積および10psi(69kPa)差圧において約0.21L/分/cm2を超える水のろ材通過流量を有し、かつ約15g/m2〜約90g/m2の坪量を有し、
高分子ナノファイバーが、ポリイミド、脂肪族ポリアミド及び芳香族ポリアミド、並びに、これらのコポリマーまたは誘導体化合物よりなる群から選択されるポリマーを含むことを特徴とするろ材。 - 紡糸ノズル、ブローイングガス射出ノズルおよびコレクタを含んでなる少なくとも1つの紡糸ビームを含んでなる微細繊維紡糸装置であって、紡糸ビームおよびコレクタがそれらの間に高電圧静電界を維持する装置を提供し、
紡糸ノズルに、ポリマーおよび溶剤を含んでなるポリマー溶液を供給し、
ポリマー溶液を紡糸ノズルから圧力をかけながら吐出し、かつ前記溶液を前記ガス射出ノズルから吐出されるブローイングガスと共に吹出して、ナノファイバーの繊維状ウェブを形成し、そして
乾量基準で計測した場合約2g/m2〜約100g/m2の間の坪量を有する繊維状ウェブを、単一の紡糸ビーム下で単一パスにおいて移動収集装置上に収集すること
を含んでなるろ材の製造方法であって、ここで、ろ材が、高分子ナノファイバーでできた少なくとも1つの高分子ナノファイバー層を含んでなり、高分子ナノファイバーが約1μm未満の平均繊維直径を有し、ろ材が、約0.5μm〜約5.0μmの間の平均流孔サイズ、約38.1容量%〜約90容量%の間の容積および10psi(69kPa)差圧において約0.21L/分/cm2を超える水のろ材通過流量を有し、かつ約15g/m2〜約90g/m2の坪量を有し、
高分子ナノファイバーが、ポリイミド、脂肪族ポリアミド及び芳香族ポリアミド、並びに、これらのコポリマーまたは誘導体化合物よりなる群から選択されるポリマーを含むことを特徴とする、該製造方法。 - 請求項1に記載のろ材を含んでなる、フィルタ。
- 液体から微粒子を除去する方法であって、微粒子を含有する液体を、請求項1に記載のろ材に、通過させることを含んでなることを特徴とする、方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/240,517 US8689985B2 (en) | 2005-09-30 | 2005-09-30 | Filtration media for liquid filtration |
| US11/240,517 | 2005-09-30 | ||
| PCT/US2006/038096 WO2007041311A2 (en) | 2005-09-30 | 2006-09-29 | Filtration media for liquid filtration |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009509754A JP2009509754A (ja) | 2009-03-12 |
| JP2009509754A5 JP2009509754A5 (ja) | 2009-11-12 |
| JP5483878B2 true JP5483878B2 (ja) | 2014-05-07 |
Family
ID=37796655
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008533669A Active JP5483878B2 (ja) | 2005-09-30 | 2006-09-29 | 液体ろ過のためのろ材 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US8689985B2 (ja) |
| EP (2) | EP1940531B1 (ja) |
| JP (1) | JP5483878B2 (ja) |
| KR (1) | KR101391519B1 (ja) |
| CN (1) | CN101272840B (ja) |
| BR (1) | BRPI0617554A2 (ja) |
| WO (1) | WO2007041311A2 (ja) |
Families Citing this family (62)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080070463A1 (en) * | 2006-09-20 | 2008-03-20 | Pankaj Arora | Nanowebs |
| EP2155934A2 (en) * | 2007-05-30 | 2010-02-24 | Dow Global Technologies Inc. | High-output solvent-based electrospinning |
| JP4980154B2 (ja) * | 2007-06-28 | 2012-07-18 | 株式会社クラレ | 濾材およびその製造方法 |
| US8986432B2 (en) * | 2007-11-09 | 2015-03-24 | Hollingsworth & Vose Company | Meltblown filter medium, related applications and uses |
| EP2227308A2 (en) * | 2007-11-09 | 2010-09-15 | Hollingsworth & Vose Company | Meltblown filter medium |
| JP5368154B2 (ja) * | 2008-04-25 | 2013-12-18 | 日本合成化学工業株式会社 | 不織布積層構造体およびその製法 |
| US8365925B2 (en) | 2008-08-13 | 2013-02-05 | Dow Global Technologies Llc | Filter medium |
| JP5661642B2 (ja) * | 2008-12-09 | 2015-01-28 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニーE.I.Du Pont De Nemours And Company | 粒子スラリーから大型粒子を選択的に除去するためのフィルタ |
| PL2384375T3 (pl) * | 2009-01-16 | 2017-12-29 | Zeus Industrial Products, Inc. | Elektrospinning PTFE materiałami o wysokiej lepkości |
| ES2932986T3 (es) * | 2009-03-19 | 2023-01-30 | Emd Millipore Corp | Eliminación de microorganismos de muestras líquidas mediante el uso de medios de nanofibra para la filtración |
| US8950587B2 (en) | 2009-04-03 | 2015-02-10 | Hollingsworth & Vose Company | Filter media suitable for hydraulic applications |
| JP5671004B2 (ja) | 2009-04-13 | 2015-02-18 | インテグリス・インコーポレーテッド | 多孔性複合膜 |
| IT1393709B1 (it) * | 2009-04-29 | 2012-05-08 | Saati Spa | Struttura composita tessutale, particolarmente per l'uso quale mezzo filtrante. |
| US20120145632A1 (en) * | 2009-07-15 | 2012-06-14 | Konraad Albert Louise Hector Dullaert | Electrospinning of polyamide nanofibers |
| EP3689436A1 (en) | 2010-02-12 | 2020-08-05 | Donaldson Company, Inc. | Liquid filtration media |
| US9243347B2 (en) * | 2010-02-15 | 2016-01-26 | Cornell University | Process of making nanofibers |
| CN102892474A (zh) * | 2010-03-02 | 2013-01-23 | 斯泰伦博斯大学 | 水过滤器组件和过滤元件 |
| US8679218B2 (en) | 2010-04-27 | 2014-03-25 | Hollingsworth & Vose Company | Filter media with a multi-layer structure |
| KR101488546B1 (ko) | 2010-05-25 | 2015-02-02 | 코오롱패션머티리얼 (주) | 폴리이미드 다공성 나노섬유 웹 및 그 제조방법 |
| WO2011149241A2 (en) * | 2010-05-25 | 2011-12-01 | Kolon Fashion Material.Inc. | Polyimide porous web, method for manufacturing the same, and electrolyte membrane comprising the same |
| JP5563908B2 (ja) * | 2010-06-29 | 2014-07-30 | 花王株式会社 | ナノファイバシート |
| EP2589422A4 (en) * | 2010-06-30 | 2014-01-22 | Amogreentech Co Ltd | FILTER MEDIUM FOR A LIQUID FILTER WITH AN ELECTRO-SPUNNED NANOFIBRE NET, METHOD FOR THE PRODUCTION THEREOF AND LIQUID FILTER THEREWITH |
| EP2603611B1 (en) * | 2010-08-10 | 2019-12-18 | EMD Millipore Corporation | Method for retrovirus removal |
| US10155186B2 (en) | 2010-12-17 | 2018-12-18 | Hollingsworth & Vose Company | Fine fiber filter media and processes |
| US20120152821A1 (en) | 2010-12-17 | 2012-06-21 | Hollingsworth & Vose Company | Fine fiber filter media and processes |
| US20120318752A1 (en) * | 2010-12-20 | 2012-12-20 | E.I. Du Pont De Nemours And Company | High porosity high basis weight filter media |
| CN105413480B (zh) * | 2011-04-01 | 2019-03-29 | Emd密理博公司 | 含有纳米纤维的复合材料结构 |
| CN103717297B (zh) * | 2011-07-21 | 2016-08-17 | Emd密理博公司 | 含纳米纤维的复合结构 |
| PL2741838T3 (pl) * | 2011-08-12 | 2016-10-31 | Materiał filtracyjny do cieczy zawierający włókna pneumotermiczne typu meltblown | |
| DE102012014965A1 (de) | 2012-07-30 | 2014-02-13 | Chris Aworth | Düsenanordnung |
| CN105103654B (zh) | 2013-02-14 | 2017-06-23 | 纳米帕雷尔股份有限公司 | 纳米纤维混合毛毡 |
| BR112015019842B1 (pt) | 2013-02-18 | 2021-08-17 | Amogreentech Co., Ltd | Aparelho de filtro que usa o meio de filtro |
| WO2014126443A1 (ko) * | 2013-02-18 | 2014-08-21 | 주식회사 아모그린텍 | 필터 여재 및 그 제조방법과, 이를 이용한 필터 장치 |
| KR101628899B1 (ko) | 2013-05-22 | 2016-06-21 | 주식회사 아모그린텍 | 술폰화된 나노 섬유 웹을 이용한 액체처리 케미컬 필터 및 그의 제조방법 |
| KR101628898B1 (ko) | 2013-05-22 | 2016-06-21 | 주식회사 아모그린텍 | 이온 교환 수지 입자를 갖는 나노 섬유 웹을 이용한 액체처리 케미컬 필터 및 그 제조방법 |
| US9694306B2 (en) | 2013-05-24 | 2017-07-04 | Hollingsworth & Vose Company | Filter media including polymer compositions and blends |
| KR101601174B1 (ko) | 2013-05-24 | 2016-03-08 | 주식회사 아모그린텍 | 롤형 액체처리 케미컬 필터 및 그의 제조방법 |
| WO2015017795A2 (en) | 2013-08-02 | 2015-02-05 | Cummins Filtration Ip, Inc. | Gradient nanofiber filter media |
| KR101619471B1 (ko) | 2013-08-06 | 2016-05-11 | 주식회사 아모그린텍 | 액체 필터용 필터여재 및 그의 제조방법 |
| WO2015200239A1 (en) | 2014-06-26 | 2015-12-30 | Emd Millipore Corporation | Filter structure with enhanced dirt holding capacity |
| US10343095B2 (en) | 2014-12-19 | 2019-07-09 | Hollingsworth & Vose Company | Filter media comprising a pre-filter layer |
| CN104801110B (zh) * | 2015-04-17 | 2016-03-23 | 盐城工学院 | 一种长毛绒与纳米静电纺毡复合滤料及其制备方法 |
| KR102206963B1 (ko) | 2015-04-17 | 2021-01-25 | 이엠디 밀리포어 코포레이션 | 접선방향 유동 여과 모드에서 작동되는 나노섬유 한외여과막을 사용하여 샘플에서 목적하는 생물학적 물질을 정제하는 방법 |
| KR101810830B1 (ko) * | 2015-08-13 | 2017-12-20 | 주식회사 아모그린텍 | 휴대용 정수 파우치 |
| DE102015010843A1 (de) | 2015-08-19 | 2017-02-23 | Mann + Hummel Gmbh | Verfahren zur Herstellung eines Filtermediums und ein Filtermedium |
| WO2017065564A1 (ko) | 2015-10-14 | 2017-04-20 | 주식회사 아모그린텍 | 약액 여과용 필터여재, 이의 제조방법 및 이를 포함하는 약액 여과용 필터모듈 |
| KR102315015B1 (ko) * | 2016-06-20 | 2021-10-21 | 한국전자통신연구원 | 나노 셀룰로오스 섬유 제조 방법 |
| DE102016119480A1 (de) * | 2016-10-12 | 2018-04-12 | TRüTZSCHLER GMBH & CO. KG | Düsenbalken für die Bearbeitung von Fasern mit Wasserstrahlen |
| CN110087754B (zh) * | 2016-12-15 | 2021-11-09 | 阿莫绿色技术有限公司 | 过滤器滤材、其制造方法及包括其的过滤器单元 |
| US11207644B2 (en) | 2016-12-15 | 2021-12-28 | Amogreentech Co., Ltd. | Filter medium with improved backwashing durability, method for manufacturing same, and filter unit comprising same |
| CN108770347B (zh) * | 2017-02-22 | 2021-09-28 | W.L.戈尔及同仁股份有限公司 | 用于闭合件保护的层状过滤组件 |
| US10981096B2 (en) | 2017-03-29 | 2021-04-20 | Knowlton Technologies, Llc | Process for making high efficiency synthetic filter media |
| US20180290087A1 (en) * | 2017-04-11 | 2018-10-11 | Hollingsworth & Vose Company | Polyethersulfone fiber webs |
| EP3425099A1 (de) * | 2017-07-03 | 2019-01-09 | Axel Nickel | Meltblown-vliesstoff mit verbesserter stapelbarkeit und lagerbarkeit |
| WO2019017750A1 (ko) * | 2017-07-21 | 2019-01-24 | 주식회사 아모그린텍 | 필터여재, 이의 제조방법 및 이를 포함하는 필터유닛 |
| US20200173076A1 (en) | 2017-07-21 | 2020-06-04 | Merck Millipore Ltd. | Non-woven fiber membranes |
| CN108031309A (zh) * | 2017-12-22 | 2018-05-15 | 中国海诚工程科技股份有限公司 | 一种复合静电纺丝过滤层的mbr平板膜及其制备方法 |
| CN108396390B (zh) * | 2018-03-26 | 2020-04-10 | 深圳维度新材料有限公司 | 一种纳米材料的制备装置 |
| CN108808078B (zh) * | 2018-07-25 | 2020-04-03 | 北京大学 | 聚酰亚胺无纺布基安全型凝胶电解质材料及其制备方法 |
| KR102282523B1 (ko) * | 2019-05-03 | 2021-07-27 | 한국화학연구원 | 공압 조절 전기 분무 방법에 의한 산소 차단성 필름의 제조방법 |
| CN111424378A (zh) * | 2020-04-24 | 2020-07-17 | 河南曼博睿新材料科技有限公司 | 一种口罩用纳米纤维膜及其制造方法 |
| US20220193588A1 (en) * | 2020-12-18 | 2022-06-23 | Hollingsworth & Vose Company | Undulated filter media |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5922492A (en) * | 1996-06-04 | 1999-07-13 | Tonen Chemical Corporation | Microporous polyolefin battery separator |
| DE19919809C2 (de) * | 1999-04-30 | 2003-02-06 | Fibermark Gessner Gmbh & Co | Staubfilterbeutel, enthaltend Nanofaservlies |
| ATE417660T1 (de) * | 1999-10-29 | 2009-01-15 | Hollingsworth & Vose Co | Filtermaterial |
| AU5287501A (en) * | 2000-01-06 | 2001-07-24 | Drexel University | Electrospinning ultrafine conductive polymeric fibers |
| US7115150B2 (en) * | 2000-09-05 | 2006-10-03 | Donaldson Company, Inc. | Mist filtration arrangement utilizing fine fiber layer in contact with media having a pleated construction and floor filter method |
| US6740142B2 (en) * | 2000-09-05 | 2004-05-25 | Donaldson Company, Inc. | Industrial bag house elements |
| US6746517B2 (en) * | 2000-09-05 | 2004-06-08 | Donaldson Company, Inc. | Filter structure with two or more layers of fine fiber having extended useful service life |
| US6716274B2 (en) * | 2000-09-05 | 2004-04-06 | Donaldson Company, Inc. | Air filter assembly for filtering an air stream to remove particulate matter entrained in the stream |
| US6520425B1 (en) * | 2001-08-21 | 2003-02-18 | The University Of Akron | Process and apparatus for the production of nanofibers |
| US20030129909A1 (en) * | 2001-11-16 | 2003-07-10 | Polymer Group, Inc. | Nonwoven barrier fabrics with enhanced barrier to weight performance |
| US6872311B2 (en) * | 2002-01-31 | 2005-03-29 | Koslow Technologies Corporation | Nanofiber filter media |
| KR100549140B1 (ko) * | 2002-03-26 | 2006-02-03 | 이 아이 듀폰 디 네모아 앤드 캄파니 | 일렉트로-브로운 방사법에 의한 초극세 나노섬유 웹제조방법 |
| US20040038014A1 (en) * | 2002-08-20 | 2004-02-26 | Donaldson Company, Inc. | Fiber containing filter media |
| US20040038013A1 (en) * | 2002-08-20 | 2004-02-26 | Schaefer James W. | Fiber containing filter media |
| CN1681988B (zh) * | 2002-09-17 | 2010-08-11 | 纳幕尔杜邦公司 | 阻液性能极高的织物 |
| AU2003270877A1 (en) * | 2002-09-19 | 2004-04-08 | Polymer Group, Inc. | Nonwoven industrial fabrics with improved barrier properties |
| US20040116025A1 (en) * | 2002-12-17 | 2004-06-17 | Gogins Mark A. | Air permeable garment and fabric with integral aerosol filtration |
| US20040261381A1 (en) * | 2003-06-30 | 2004-12-30 | Mann & Hummel Gmbh | Filter element |
| US7051883B2 (en) * | 2003-07-07 | 2006-05-30 | Reemay, Inc. | Wetlaid-spunbond laminate membrane support |
| JP4209734B2 (ja) * | 2003-07-08 | 2009-01-14 | 日本バイリーン株式会社 | 不織布及びその製造方法 |
| US7704740B2 (en) * | 2003-11-05 | 2010-04-27 | Michigan State University | Nanofibrillar structure and applications including cell and tissue culture |
-
2005
- 2005-09-30 US US11/240,517 patent/US8689985B2/en active Active
-
2006
- 2006-09-29 BR BRPI0617554-6A patent/BRPI0617554A2/pt not_active IP Right Cessation
- 2006-09-29 JP JP2008533669A patent/JP5483878B2/ja active Active
- 2006-09-29 EP EP06815812.0A patent/EP1940531B1/en active Active
- 2006-09-29 WO PCT/US2006/038096 patent/WO2007041311A2/en active Application Filing
- 2006-09-29 CN CN2006800351181A patent/CN101272840B/zh active Active
- 2006-09-29 EP EP12160933A patent/EP2491995A1/en not_active Withdrawn
-
2008
- 2008-04-29 KR KR1020087010270A patent/KR101391519B1/ko active IP Right Grant
-
2009
- 2009-07-16 US US12/504,151 patent/US20100038307A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US8689985B2 (en) | 2014-04-08 |
| EP1940531B1 (en) | 2013-07-17 |
| KR20080060263A (ko) | 2008-07-01 |
| KR101391519B1 (ko) | 2014-05-07 |
| US20100038307A1 (en) | 2010-02-18 |
| WO2007041311A2 (en) | 2007-04-12 |
| US20070075015A1 (en) | 2007-04-05 |
| EP1940531A2 (en) | 2008-07-09 |
| EP2491995A1 (en) | 2012-08-29 |
| CN101272840A (zh) | 2008-09-24 |
| WO2007041311A3 (en) | 2007-11-01 |
| BRPI0617554A2 (pt) | 2011-07-26 |
| JP2009509754A (ja) | 2009-03-12 |
| CN101272840B (zh) | 2011-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5483878B2 (ja) | 液体ろ過のためのろ材 | |
| JP4785928B2 (ja) | 凝集ろ材および方法 | |
| JP6704943B2 (ja) | ナノファイバー含有複合材構造体 | |
| KR101752019B1 (ko) | 개선된 먼지 로딩 용량 및 다습 환경에 대한 개선된 저항을 갖는 공기 여과 매체 | |
| JP6134345B2 (ja) | レトロウイルス除去方法 | |
| US8092566B2 (en) | Filtration media for filtering particulate material from gas streams | |
| EP2654920B1 (en) | High porosity filter media | |
| US20060096260A1 (en) | Filtration media for filtering particulate material from gas streams | |
| US20130118973A1 (en) | Filter media for a liquid filter using an electrospun nanofiber web, method for manufacturing same, and liquid filter using same | |
| US8187354B2 (en) | Filtration media for filtering particulate material from gas streams | |
| KR20120037008A (ko) | 물 및 공기 여과용 나노섬유막 층 | |
| JP2010526216A (ja) | ニードルパンチされたナノウェブ構造体 | |
| CN108472566A (zh) | 利用纳米纤维复合纤维纱的筒式过滤器及其制备方法 | |
| WO2022169867A1 (en) | Calendered non-woven fiber webs | |
| JP2008114177A (ja) | 吸気用フィルター不織布 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090928 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090928 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101101 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110201 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110208 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110301 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110308 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110331 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110407 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110428 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110905 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111205 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120906 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20120913 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20121026 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130308 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130313 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131210 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140218 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5483878 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |