WO2023074531A1 - 金属積層材及びその製造方法、並びにプリント配線板 - Google Patents
金属積層材及びその製造方法、並びにプリント配線板 Download PDFInfo
- Publication number
- WO2023074531A1 WO2023074531A1 PCT/JP2022/039148 JP2022039148W WO2023074531A1 WO 2023074531 A1 WO2023074531 A1 WO 2023074531A1 JP 2022039148 W JP2022039148 W JP 2022039148W WO 2023074531 A1 WO2023074531 A1 WO 2023074531A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal
- layer
- dielectric film
- low dielectric
- foil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C26/00—Coating not provided for in groups C23C2/00 - C23C24/00
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/38—Improvement of the adhesion between the insulating substrate and the metal
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/38—Improvement of the adhesion between the insulating substrate and the metal
- H05K3/381—Improvement of the adhesion between the insulating substrate and the metal by special treatment of the substrate
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/38—Improvement of the adhesion between the insulating substrate and the metal
- H05K3/382—Improvement of the adhesion between the insulating substrate and the metal by special treatment of the metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/12—Copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
Definitions
- the present invention relates to a metal laminated material, a method for manufacturing the same, and a printed wiring board.
- a metal laminate material in which a metal foil such as a copper foil is laminated on a low-dielectric film is known.
- 5th generation mobile communication system (5G) services have started in various countries, and there is a demand for laminated metal materials that are excellent in the frequency band of 5G, that is, in high-frequency characteristics.
- a metal foil having a roughened bonding surface is thermally and compression-bonded by a thermal lamination method.
- a thermal lamination method a metal foil with a roughened surface is used, and the low-dielectric film is softened by raising the temperature to near the melting point, and the roughened particles on the metal foil surface are removed from the inside of the low-dielectric film. It is deeply buried in the surface, and the adhesion is secured by the so-called anchor effect.
- Patent Document 1 discloses a surface-treated copper foil having a roughened surface, a copper-clad laminate obtained by laminating the copper foil on an insulating substrate, and a printed wiring board using the copper-clad laminate. and discloses that the copper-clad laminate can be produced by a thermal lamination method.
- an object of the present invention is to provide a metal laminated material that achieves both high-frequency characteristics and adhesion at the interface between layers.
- the present inventors have found that by producing a metal laminated material by the surface activation bonding method, the metal foil can be a low dielectric film while maintaining the smoothness of the surface.
- the present inventors have found that it is possible to laminate a layer on the same layer, and that both high-frequency characteristics and adhesion at the interface of the layer can be achieved, and the invention has been completed. That is, the gist of the present invention is as follows.
- FIG. 4 is a schematic cross-sectional view showing another aspect of the metal laminate material of the first embodiment of the present invention
- FIG. 4 is a schematic cross-sectional view showing a laminated metal material according to one aspect of the second embodiment of the present invention
- FIG. 11 is a schematic cross-sectional view showing another aspect of the metal laminate material of the second embodiment of the present invention
- FIG. 5A shows an enlarged schematic diagram of a cross section of the metal laminate 1A.
- FIG. 5B shows an enlarged schematic diagram of the cross section of the convex portion of the metal foil.
- FIG. 1 shows a cross-sectional photograph of the metal laminate material of Example 1.
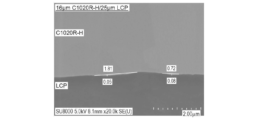
- FIG. 4 shows a cross-sectional photograph of the metal laminate material of Example 2.
- FIG. 4 shows a cross-sectional photograph of the metal laminate material of Example 3.
- FIG. 4 shows a cross-sectional photograph of the metal laminate material of Example 4.
- FIG. 4 shows a cross-sectional photograph of the metal laminate material of Example 6.
- FIG. 4 shows a cross-sectional photograph of the metal laminate material of Example 7.
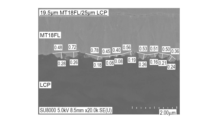
- FIG. 4 shows a cross-sectional photograph of the metal laminate material of Example 8.
- FIG. 4 shows a cross-sectional photograph of the metal laminate material of Example 14.
- FIG. 1 shows a cross-sectional photograph of a metal laminate material of Comparative Example 1.
- FIG. 4 shows a cross-sectional photograph of the metal laminate material of Comparative Example 2.
- the present invention relates to a laminated metal material in which at least one metal layer including a metal foil is laminated on at least one surface of a low dielectric film.
- the metal laminate of the present invention includes a low dielectric film laminated with a metal layer on one side and a low dielectric film laminated with a metal layer on both sides.
- the metal laminate material of the present invention since the surface of the metal foil on the low dielectric film side is smooth, the metal laminate material has excellent high-frequency characteristics, and the low dielectric film and the metal layer have sufficient adhesion. is.
- metal laminated material of the first embodiment of the present invention will be described below.
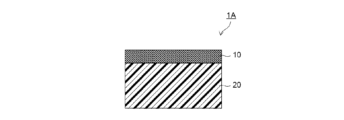
- FIG. 1 is a schematic cross-sectional view showing a laminated metal material according to one aspect of the first embodiment of the present invention. As shown in FIG. 1, in the metal laminated material 1A of the first embodiment, a metal layer 10 made of metal foil is laminated on one surface of a low dielectric film 20 .
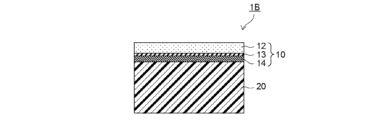
- FIG. 2 is a schematic cross-sectional view showing another aspect of the metal laminate material of the first embodiment of the present invention.
- a metal foil with a carrier having an ultra-thin metal layer, a release layer, and a carrier layer is used as the metal foil.
- a metal layer 10 made of a metal foil with a carrier is laminated on one surface of a low dielectric film 20 .
- the metal layer 10 is laminated in order of the ultra-thin metal layer 14, the release layer 13, and the carrier layer 12 from the low dielectric film 20 side.
- any low-dielectric polymer material that can be used as a flexible substrate can be applied .
- liquid crystal polymer polyfluoroethylene (fluorinated resin such as polytetrafluoroethylene), polyamide, isocyanate compound, polyamideimide, polyimide, low dielectric constant polyimide, polyethylene terephthalate, polyetherimide, cycloolefin polymer, etc.
- the material can be appropriately selected and used. Liquid crystal polymer, polyethylene fluoride, polyamide or low dielectric constant polyimide is preferred, and liquid crystal polymer is more preferred.
- the low dielectric film is a single layer film or a laminate consisting of multiple layers, and in the case of multiple layers, any one or more of the multiple layers is the above low dielectric polymer Any layer made of material may be used. Layers other than the layer of low-dielectric polymer material can be composed of various conventionally known materials such as epoxy resin.
- the term "liquid crystal polymer” refers to an aromatic polyester resin having a basic structure of parahydroxybenzoic acid or the like, which exhibits liquid crystal properties in a molten state.
- the thickness of the low-dielectric film can be appropriately set according to the application of the metal laminated material.
- the thickness is usually 10 ⁇ m or more and 150 ⁇ m or less, preferably 10 ⁇ m or more and 100 ⁇ m or less, more preferably 10 ⁇ m or more and 75 ⁇ m or less, and particularly preferably 10 ⁇ m or more and 50 ⁇ m or less.
- the thickness of the low dielectric film is the average value of the obtained values obtained by obtaining an optical micrograph of the cross section of the metal laminate, measuring the thickness of the low dielectric film at arbitrary 10 points in the optical micrograph. .
- the thickness of the low dielectric film before bonding can be measured with a micrometer or the like, and refers to the average thickness measured at 10 randomly selected points on the surface of the target low dielectric film. Further, with respect to the low dielectric film to be used, the deviation from the average value of 10 measured values is preferably within 20%, more preferably within 10% for all measured values.
- the metal layer is not particularly limited as long as it contains a metal foil, and may consist of the metal foil, or may have other layers in addition to the metal foil. If the metal layer has other layers, it preferably has the other layers between the low dielectric film and the metal foil.
- the type of metal constituting the metal foil varies depending on the application of the metal laminate and is not particularly limited, but examples include copper, iron, nickel, zinc, tin, chromium, gold, silver, platinum, cobalt, titanium and alloys thereof. be done.
- the metal foil copper foil or copper alloy foil is particularly preferable. This is because, for example, a flexible substrate for forming fine wiring can be obtained by rolling and bonding these to a low dielectric film.
- the thickness of the metal foil varies depending on the application of the metal laminated material and is not particularly limited.
- the thickness of the metal foil refers to the average value of the values obtained by taking an optical micrograph of the cross section of the metal laminate, measuring the thickness of the metal foil at arbitrary 10 points in the optical micrograph.
- the metal foil is preferably a rolled metal foil, a metal foil with a carrier or an electrolytic metal foil, more preferably a rolled copper foil, a copper foil with a carrier or an electrolytic copper foil. Also, the metal foil may be a single-layer foil or a laminated foil of these.
- the rolled copper foil is not particularly limited.
- electrolytic copper foil is used as the metal foil, the electrolytic copper foil is not particularly limited. mentioned.
- a metal foil with a carrier having an ultra-thin metal layer, a release layer and a carrier layer As the metal foil.
- the metal foil with a carrier As shown in FIG. 2, the metal foil with a carrier is laminated in the order of an ultra-thin metal layer, a release layer and a carrier layer from the low dielectric film side.
- the "metal foil" in the resulting metal laminate refers to a portion composed of an ultra-thin metal layer, a release layer and a carrier layer.
- a metal foil with a carrier having a roughened particle layer or an antirust layer on the surface of an ultra-thin metal layer may be used.
- the carrier layer of the metal foil with carrier has a sheet shape and functions as a supporting material or a protective layer to prevent wrinkles and creases in the metal laminate and damage to the ultra-thin metal layer.
- the carrier layer include a foil or plate-shaped layer made of copper, aluminum, nickel, alloys thereof (stainless steel, brass, etc.), resin coated with metal on the surface, or the like.
- the carrier layer is preferably copper foil.
- the thickness of the carrier layer is not particularly limited, but is, for example, 10 ⁇ m or more and 100 ⁇ m or less.
- the peeling layer of the carrier-attached metal foil reduces the peeling strength of the carrier layer, and also has the function of suppressing interdiffusion that can occur between the carrier layer and the ultra-thin metal layer due to heat treatment.
- the release layer may be either an organic release layer or an inorganic release layer. Examples of components used in the organic release layer include nitrogen-containing organic compounds, sulfur-containing organic compounds, carboxylic acids, and the like. . Nitrogen-containing organic compounds include triazole compounds and imidazole compounds.
- triazole compounds examples include 1,2,3-benzotriazole, carboxybenzotriazole, N',N'-bis(benzotriazolylmethyl)urea, 1H-1,2,4-triazole and 3-amino- 1H-1,2,4-triazole and the like.
- sulfur-containing organic compounds examples include mercaptobenzothiazole, thiocyanuric acid, 2-benzimidazolethiol, and the like.
- carboxylic acids include monocarboxylic acids, dicarboxylic acids, and the like.
- components used for the inorganic release layer include Ni, Mo, Co, Cr, Fe, Ti, W, P, Zn, chromate treatment films, and the like.
- the thickness of the release layer is usually 1 nm or more and 1 ⁇ m or less, preferably 5 nm or more and 500 nm or less.
- the metal that constitutes the ultra-thin metal layer of the metal foil with carrier is not particularly limited depending on the application of the metal laminate, but examples include copper, iron, nickel, zinc, tin, chromium, gold, silver, platinum, cobalt, and titanium. and alloys thereof.
- the ultra-thin metal layer is preferably a copper or copper alloy layer.
- the thickness of the ultrathin metal layer is usually 0.5 ⁇ m or more and 10 ⁇ m or less, preferably 1 ⁇ m or more and 7 ⁇ m or less.
- the carrier layer and the ultra-thin metal layer are preferably made of copper or a copper alloy, more preferably a copper foil with a carrier in which these are copper.
- the carrier-attached copper foil is not particularly limited, but examples thereof include MT18FL, MT18GN, MT18EX and MT18SD-H manufactured by Mitsui Mining & Smelting Co., Ltd.
- the metal layer includes a roughened particle layer, an antirust layer, a heat-resistant layer, and a layer treated with a silane coupling agent on the surface of the metal foil on the low dielectric film side.
- You may further have at least 1 type of layer (it may be hereafter called a "treatment layer"). Any one type of layer may be laminated
- the roughened particle layer may contain, for example, any one metal selected from the group consisting of Cu, Co and Ni, or an alloy thereof, but is not limited thereto. Specific examples include a cobalt-nickel alloy plated layer, a copper-cobalt-nickel alloy plated layer, and the like.
- the antirust layer may contain, for example, any one type of metal selected from the group consisting of Cr, Ni and Zn, or an alloy thereof, but is not limited thereto.
- chromium oxide film treatment, mixed film treatment of chromium oxide and zinc/zinc oxide, Ni plating layer, and the like can be mentioned.
- the heat-resistant layer may contain, for example, one kind of metal selected from the group consisting of Co, Ni and Mo, or an alloy thereof, but the material is not limited to this.
- silane coupling agents include, but are not limited to, olefinic silanes, epoxy silanes, acrylic silanes, amino silanes, and mercapto silanes.
- silane coupling agent can be carried out by appropriately using a method such as spraying, coating with a coater, or immersion. Note that the roughened particle layer, the antirust layer, and the heat resistant layer are different from the intermediate layer described below for the metal laminate of the second embodiment.
- the metal laminate material of the first embodiment preferably does not have an intermediate layer, which is described below for the metal laminate material of the second embodiment. Since the metal laminate does not have an intermediate layer, the productivity of the metal laminate can be improved and the manufacturing cost can be reduced.
- the metal laminate of the present invention does not have an intermediate layer containing metal between the low dielectric film and the metal foil, and preferably consists of copper, nickel, chromium or alloys thereof. does not have layers.
- the low dielectric film and metal foil preferably rolled metal foil
- the low dielectric film is laminated with the roughened particle layer and/or the antirust layer, and the metal foil ( A metal foil with a carrier) is laminated thereon.
- the metal laminate material of this aspect specifically, the low dielectric film includes a roughened particle layer containing any one metal selected from the group consisting of Cu, Co and Ni or an alloy thereof, and / or Cr , Ni and Zn.
- FIG. 3 is a schematic cross-sectional view showing a laminated metal material according to one aspect of the second embodiment of the present invention.
- a metal laminate 1C of the present invention has a metal layer 10 laminated on one surface of a low dielectric film 20 .
- the metal laminated material 1 ⁇ /b>C has an intermediate layer 15 containing metal between the low dielectric film 20 and the metal foil 11 . Therefore, the metal layer 10 consists of an intermediate layer 15 containing metal laminated on one surface of the low dielectric film 20 and a metal foil laminated on the surface of the intermediate layer 15 opposite to the low dielectric film 20 side. 11.
- FIG. 4 is a schematic cross-sectional view showing another aspect of the metal laminate material of the second embodiment of the present invention.
- a metal foil with a carrier having an ultra-thin metal layer, a release layer, and a carrier layer is used as the metal foil.
- a metal laminate 1D of the present invention has a metal layer 10 laminated on one surface of a low dielectric film 20 .
- the metal laminate 1D has an intermediate layer 15 containing metal between a low dielectric film 20 and a metal foil 11 having an ultra-thin metal layer 14, a release layer 13 and a carrier layer 12.
- FIG. Therefore, the metal layer 10 is laminated in order of the intermediate layer 15, the ultra-thin metal layer 14, the release layer 13, and the carrier layer 12 from the low dielectric film 20 side.
- the intermediate layer is not particularly limited as long as it is a layer containing a metal, and may be a single layer containing a metal, or a laminate of two or more layers containing a metal.
- Examples of the intermediate layer include a layer provided on the low-dielectric film by sputtering, vapor deposition, or electroless plating, and preferably a layer formed by sputtering (sputter layer).
- the presence or absence of the intermediate layer can be determined by analyzing the interface between the metal foil of the metal laminate and the low-dielectric film with a scanning electron microscope, a transmission electron microscope, or the like (magnification of 20,000 times or more).
- the intermediate layer is not particularly limited as long as it contains metal, but is selected from the group consisting of copper, iron, nickel, zinc, chromium, cobalt, titanium, tin, platinum, silver, gold, aluminum, palladium, and zirconium. preferably contains any one of the metals or alloys thereof, more preferably copper, nickel, chromium or alloys thereof, especially those containing copper, alloys of copper and nickel, nickel or alloys of nickel and chromium preferable. Further, the intermediate layer may be formed by laminating a plurality of layers containing metal.
- the intermediate layer is preferably a sputtered layer of copper, nickel, chromium or alloys thereof formed by sputter deposition between the low dielectric film and the metal foil.
- the thickness of the intermediate layer is not particularly limited as long as it can exhibit a function such as adhesion improvement.
- metal laminate material of the second embodiment other configurations are as described above for the metal laminate material of the first embodiment.
- the metal laminate material of the present invention has a smooth surface on the low-dielectric film side, which corresponds to the interface between metal foil laminates.
- the surface of the metal foil usually has an uneven shape due to roughness, undulations, and the like.
- the smoothness of the metal foil surface was evaluated using the ratio of the width and height of the protrusions of the metal foil (hereinafter sometimes referred to as the aspect ratio) calculated from the cross-sectional observation of the metal laminate. .
- Surface roughness is widely used as an index of surface smoothness. Surface roughness generally measures the degree of deviation in the vertical direction when the surface shape of an object is compared to an ideal surface.
- the roughened particles on the surface of the metal foil are deeply buried inside the low-dielectric film, forming an intricate concave shape inside the low-dielectric film. It is It is impossible to accurately grasp such a complicated recessed shape by measuring the surface roughness.
- the aspect ratio of the convex portion calculated from cross-sectional observation of the metal laminate as an index of smoothness, it is possible to make an appropriate comparison with conventional metal laminates.
- the protrusions on the surface of the metal foil are derived from the metal foil used as the material, and are not formed by adding other elements to the metal foil.
- the ratio of the width to height of the convex portion calculated from cross-sectional observation is used.
- the average value of b/a + 3 ⁇ is 2.5 or less, preferably 2.0 or less, more preferably 1.5 or less, and particularly preferably 1.0 or less.
- the smaller the average value of b/a+3 ⁇ the smoother the surface.
- the average value of b/a + 3 ⁇ can be made very small, and this value is usually 0.5 or less, preferably It is 0.3 or less, more preferably 0.2 or less.
- the minimum value of b/a is 0.
- b/a is assumed to be 0 when the protrusion is very small and the width or height of the protrusion cannot be measured. Therefore, in the metal laminate material of the present invention, the average value of b/a + 3 ⁇ is 0 or more and 2.5 or less. Further, in the present invention, b/a is assumed to be 0 even when there is no protrusion on the surface of the metal foil by cross-sectional observation.
- the aspect ratio b/a of the protrusions of the metal foil is measured on the surface (joint surface) of the metal foil on the low dielectric film side. For example, even if the metal laminate has an intermediate layer between the low dielectric film and the metal foil, the measurement is performed on the surface of the metal foil on the low dielectric film side.
- the width a and height b of the convex portion of the metal foil can be measured as follows. First, a cross-sectional photograph of the metal laminate is obtained with a scanning electron microscope, and the width a and height b of the convex portion are measured on the surface of the metal foil on the low dielectric film side in this cross-sectional photograph.
- FIG. 5A shows an enlarged schematic diagram of a cross section of the metal laminated material 1A shown in FIG.
- the metal laminated material 1A is obtained by laminating a metal layer 10 made of metal foil on one surface of a low dielectric film 20 .
- FIG. 5B shows an enlarged schematic diagram of a cross section of the convex portion of the metal foil. As shown in FIG.
- the protrusions of the metal foil are made of metal particles that constitute the metal foil.
- Each metal particle may be a single particle, or may be a stack of metal particles such as secondary particles formed from primary particles and tertiary particles as shown in FIG. 5B.
- the length of the straight line connecting the two points where the protrusion starts is defined as the width a of the protrusion.
- the length to the vertex is defined as the height b of the convex portion.
- the average value of b/a is used as an index of surface smoothness, and in consideration of the variation in values, the average value of b/a + 3 ⁇ (where ⁇ is the value of b/a standard deviation). It is preferable to measure arbitrary 10 or more protrusions.
- the low dielectric film and the metal layer have a peel strength of 3 N/cm or more, preferably 5 N/cm or more.
- the peel strength is 3 N/cm or more, the reliability of the fine wiring of the printed wiring board can be improved.
- a test piece is prepared from the metal laminated material, and a 1 cm wide cut is made in the metal layer using a knife or the like. Then, after partially peeling off the metal layer and the low dielectric film, the low dielectric film was fixed to a support, and the metal layer was moved at 50 mm/min. pull at a speed of The peel strength is defined as the force required for peeling at that time (unit: N/cm). Also, if the metal layer is thin and fragile, it may break when measuring the peel strength.
- electrolytic plating or the like when the metal layer is copper, for example, copper plating is applied to the metal layer surface to increase the thickness of the metal layer to about 5 ⁇ m to about 50 ⁇ m, and then the peel strength may be measured.
- the method for measuring the peel strength value is the method specified in JIS C6471.
- peel strength between the low dielectric film and the metal layer refers to the peel strength when peeling occurs at the interface between the low dielectric film and the metal layer, and the inside of the metal layer is destroyed. It also means the peel strength when the film is peeled off by the peel strength and the peel strength when the inside of the low dielectric film is broken and the peel strength is peeled off.
- the metal foil and the treatment layer It also means the peel strength when peeling at the interface with the treatment layer and the peel strength when peeling due to the inside of the treatment layer being destroyed.
- the peel strength when peeling at the interface between the metal foil and the intermediate layer, and the peel strength when peeling due to the destruction of the inside of the intermediate layer also means
- the present invention also relates to a method for producing the above-described laminated metal material.
- the metal laminate material of the present invention can be produced by a surface activated bonding method.
- the metal foil can be laminated on the low dielectric film while maintaining the smoothness of the surface. Since a strong bond is formed at the joint interface by the activation treatment, adhesion at the lamination interface can be ensured without relying on the physical anchor effect of roughened particles, unlike metal laminates produced by the thermal lamination method. .
- the metal laminate material of the first embodiment of the present invention preferably does not have an intermediate layer containing metal.
- the method for manufacturing the metal laminate material of the first embodiment includes a step of preparing a low dielectric film and a metal foil (step 1), and a step of activating at least one surface of the low dielectric film by sputter etching (Ste 2-1), a step of activating the surface of the metal foil by sputter etching (step 2-2), and rolling the activated surfaces of the low dielectric film and the metal foil at a rolling reduction of 0 to 30%. and a joining step (step 3-1).
- Step 1, Step 2 (Steps 2-1 and 2-2), and Step 3-1 are performed sequentially, Steps 2-1 and 2-2 can be performed simultaneously or sequentially.
- the metal laminate material of the second embodiment of the present invention has an intermediate layer containing metal between the low dielectric film and the metal foil.
- an intermediate layer containing a metal is formed on the activated surface of the low dielectric film.
- steps 2-2 and 2-4 can be performed simultaneously or sequentially.
- the method of manufacturing the metal laminate material of the second embodiment comprises a step of preparing a low dielectric film and a metal foil (step 1), and a step of activating at least one surface of the low dielectric film by sputter etching.
- Step 2-1 forming an intermediate layer containing a metal on the activated surface of the low dielectric film (Step 2-3), and activating the surface of the intermediate layer by sputter etching (step 2-4), a step of activating the surface of the metal foil by sputter etching (step 2-2), and roll-bonding the activated surfaces of the intermediate layer and the metal foil with a rolling reduction of 0 to 30%.
- a step 3-2 a step of preparing a low dielectric film and a metal foil
- step 2-1 the step of activating at least one surface of the low dielectric film by sputter etching (step 2-1), the step of activating the surface of the metal foil by sputter etching (step 2 -2), optionally forming an intermediate layer containing a metal on the activated surface of the low dielectric film (step 2-3), and activating the surface of the intermediate layer by sputter etching.
- Step 2-4 a step of roll-bonding the activated surfaces of the low-dielectric film and the metal foil together at a rolling reduction of 0 to 30% (Step 3-1), and the activation of the intermediate layer and the metal foil
- the step (step 3-2) of rolling and joining the surfaces together at a rolling reduction of 0 to 30% can be performed at a temperature of 15 ° C. or higher and 100 ° C. or lower, preferably at a temperature of 15 ° C. or higher and 60 ° C. or lower. , more preferably at room temperature (15° C. or higher and 25° C. or lower).
- step 1 a low dielectric film and a metal foil are prepared.
- the low dielectric film and the metal foil those described above for the metal laminate can be used.
- step 2-1 at least one surface of the low dielectric film is activated by sputter etching.
- a low dielectric film is prepared as a long coil with a width of 100 mm to 600 mm, the bonding surface of the low dielectric film is grounded as one electrode, and the other electrode is insulated and supported.
- a glow discharge can be generated by applying an alternating current of 1 MHz to 50 MHz between them, and the area of the electrode exposed to the plasma generated by the glow discharge can be set to 1/3 or less of the area of the other electrodes.
- the grounded electrode takes the form of a cooling roll to prevent temperature rise of the conveyed material.
- the surface to which the low dielectric film is to be bonded is sputtered with an active gas or inert gas under vacuum to completely remove adsorbed substances on the surface.
- an active gas oxygen or a mixed gas containing oxygen can be applied.
- oxygen is the preferred gas for the sputter etching process of low dielectric films.
- the use of oxygen increases the peel strength of the low-dielectric film and metal layer compared to using an inert gas such as argon or nitrogen, especially if the metal laminate does not have an intermediate layer. The range of improvement in peel strength is increased.
- the processing conditions for the sputter etching can be set as appropriate. For example, it can be performed under vacuum at a plasma output of 100 W to 10 kW and a line speed of 0.5 m/min to 30 m/min. Even when oxygen gas is used, the processing conditions for sputter etching are, for example, a vacuum, a plasma output of 100 W to 10 kW, and a line speed of 0.5 m/min to 30 m/min.
- the degree of vacuum is preferably high in order to prevent re-adsorption to the surface, but for example, 1 ⁇ 10 ⁇ 5 Pa to 10 Pa is sufficient.
- step 2-3 an intermediate layer containing metal is formed on the surface of the low dielectric film activated in step 2-1.
- the method of forming the intermediate layer is not particularly limited, but for example, a method of forming a sputtered layer by sputtering an intermediate layer containing a metal on the activated surface of the low dielectric film is preferable.
- the conditions for sputtering film formation by this method can be appropriately set according to the type of metal forming the intermediate layer and the thickness of the intermediate layer.
- the metal species constituting the intermediate layer and the thickness of the intermediate layer are as described above for the metal laminate.
- step 2-2 the surface of the metal foil is activated by sputter etching.
- step 2-4 the surface of the intermediate layer is activated by sputter etching.
- a metal foil to be joined or a low dielectric film provided with an intermediate layer is prepared as a long coil with a width of 100 mm to 600 mm, and the joining surface of the metal foil or intermediate layer is A glow discharge is generated by applying an alternating current of 1 MHz to 50 MHz between one electrode grounded to the ground and the other electrode supported by insulation, and the area of the electrode exposed in the plasma generated by the glow discharge is It can be carried out with 1/3 or less of the area of the other electrodes.
- the grounded electrode takes the form of a cooling roll to prevent temperature rise of the conveyed material.
- the surface to be joined of the metal foil or the low dielectric film provided with the intermediate layer is sputtered with an inert gas under vacuum to completely remove adsorbed substances on the surface. and removing part or all of the oxide layer on the surface. It is preferred to completely remove the oxide layer.
- an inert gas argon, neon, xenon, krypton, etc., or a mixed gas containing at least one of these can be applied. Although it depends on the type of metal, adsorbed substances on the surface of the metal foil and the intermediate layer can be completely removed with an etching amount of about 1 nm. can be removed to some extent.
- the processing conditions for the sputter etching can be appropriately set according to the types of the metal foil and the intermediate layer. For example, it can be carried out under vacuum at a plasma power of 100 W to 10 kW and a line speed of 0.5 m/min to 30 m/min.
- the degree of vacuum at this time is preferably as high as possible in order to prevent re-adsorption to the surface.
- the surface of the metal foil is provided with a roughened particle layer or an antirust layer
- the surface of the roughened particle layer or the antirust layer is activated by sputter etching.
- the roughened particle layer and the antirust layer may be completely removed by sputter etching, or may remain without being removed.
- the surface of the metal foil or the surface of the intermediate layer before activation by sputter etching is subjected to Ni plating, chromate treatment, silane coupling agent treatment, etc., as necessary, in order to prevent oxidation and improve adhesion. It's okay to be.
- the surface of the metal foil can be roughened as necessary in order to improve adhesion with the low dielectric film or intermediate layer.
- steps 3-1 and 3-2 pressure bonding (rolling bonding) between the surfaces activated by sputter etching can be performed by roll pressure bonding.
- the rolling wire load for roll pressure contact is not particularly limited, and can be set, for example, in the range of 0.1 tf/cm to 10 tf/cm. However, if the thickness of the metal foil or low-dielectric film before bonding is large, it may be necessary to increase the rolling wire load to ensure pressure during bonding, so this numerical range is limited. not something.
- the rolling wire load is too high, not only the surface layer of the low-dielectric film, metal foil, or intermediate layer, but also the bonding interface is likely to deform, which may reduce the thickness accuracy of each layer in the metal laminated material. There is also, if the rolling wire load is high, there is a risk that the working strain applied during joining will increase.
- the rolling reduction when rolling and joining should be 0 to 30%. Preferably it is 0 to 15%. Since the above-described surface-activated bonding method can reduce the rolling reduction, it is possible to form a metal layer with excellent thickness accuracy without causing wrinkles, cracks, or the like. Furthermore, since the undulation at the interface between the metal foil and the low-dielectric film or intermediate layer can be reduced, thickness accuracy is reduced when pattern etching is performed on the metal foil or the metal layer having the intermediate layer to form wiring. Because it is excellent, precise wiring can be obtained. Moreover, the temperature at the time of roll bonding is, for example, 15° C. or higher and 100° C. or lower, preferably 15° C. or higher and 60° C. or lower, and more preferably room temperature.
- Bonding by roll pressure welding should be performed in a non-oxidizing atmosphere, such as a vacuum atmosphere or an inert gas atmosphere such as Ar, in order to prevent the adhesion of the laminate interface from deteriorating due to re-adsorption of oxygen to the metal foil. is preferred.
- a non-oxidizing atmosphere such as a vacuum atmosphere or an inert gas atmosphere such as Ar
- the laminated metal material obtained by pressure welding can be further heat-treated as necessary, preferably heat-treated.
- the heat treatment removes the distortion of the metal layer and improves the adhesion between the layers.
- the heat treatment temperature can be in the range of the melting point of the low dielectric film ⁇ 150° C. or higher and the melting point of the low dielectric film +10° C. or lower.
- the temperature is 160° C. or higher and 350° C. or lower, preferably 160° C. or higher and 320° C. or lower, more preferably 260° C. or higher and 320° C. or lower.
- the atmosphere in which the heat treatment is performed is not particularly limited, but a vacuum atmosphere or an inert gas atmosphere such as N 2 or Ar is preferable. This is because it is possible to avoid deterioration in adhesion between the metal layer and the low dielectric film due to oxidation of the metal layer due to heat treatment.
- the heat treatment time is not particularly limited as long as the adhesion between the metal layer and the low dielectric film can be sufficiently improved. More preferably, 180 seconds or more and 15000 seconds or less are particularly preferable. This is because sufficient adhesion between the metal layer and the low-dielectric film can be ensured by adjusting the lower limit of these ranges or higher, and high production of the metal laminate material is achieved by adjusting the upper limit of these ranges or lower. This is because efficiency and low cost can be realized. Even if the soaking time is 0 seconds (that is, immediately after reaching the target temperature, cooling is performed without soaking time), it is possible to sufficiently improve the adhesion between the metal layer and the low dielectric film. be.
- the method of heat treatment is, for example, in a batch type heat treatment furnace, in a desired atmosphere (for example, in a vacuum atmosphere or in an inert gas atmosphere such as N 2 or Ar), the metal laminate is heated to a desired heat treatment temperature for a desired time. and the like. Further, depending on the heat treatment temperature and atmosphere, the heat treatment may be performed by a roll-to-roll method using a continuous heat treatment furnace.
- a desired atmosphere for example, in a vacuum atmosphere or in an inert gas atmosphere such as N 2 or Ar
- the heat treatment may be performed by a roll-to-roll method using a continuous heat treatment furnace.
- At least the heating part and the cooling part in the continuous heat treatment furnace are set to a desired atmosphere (for example, a vacuum atmosphere or an inert gas atmosphere such as N 2 or Ar), and after maintaining the desired temperature, the metal laminated material is passed through a heating section or a cooling section at a desired speed to maintain the metal laminate at a desired heat treatment temperature for a desired time.
- a desired atmosphere for example, a vacuum atmosphere or an inert gas atmosphere such as N 2 or Ar
- the metal laminated material of the present invention can be used as a metal-clad laminate for producing a flexible printed circuit board.
- a printed wiring board having fine wiring formed thereon can be obtained using the metal laminate material of the present invention. Accordingly, the present invention also relates to a printed wiring board in which a circuit is formed on a metal laminated material. In the process of forming the wiring, an additional metal layer can be formed only on the wiring portion. Specifically, a printed wiring board can be obtained by appropriately using a conventionally known method such as a modified semi-additive method (MSAP method), a semi-additive method (SAP method), a subtractive method, or the like.
- MSAP method modified semi-additive method
- SAP method semi-additive method
- subtractive method or the like.
- the non-wiring portion on the metal layer in the metal laminate is masked, the unmasked portion is copper-plated to form an additional metal layer, and the mask is is removed, and the metal layer hidden by the mask is removed by etching to produce a printed wiring board.
- the "printed wiring board" in the present invention includes not only a laminate on which wiring is formed, but also a board on which electronic components such as an IC are mounted after wiring is formed.
- both surfaces of the low dielectric film may be provided with a metal layer.
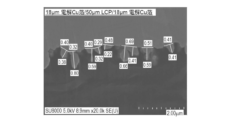
- Example 1 First, a liquid crystal polymer film (Vecstar CTQ, manufactured by Kuraray Co., Ltd.) having a thickness of 25 ⁇ m was prepared, and a rolled copper foil (HA-V2, manufactured by JX Metals Co., Ltd.) having a thickness of 18 ⁇ m was prepared as a metal foil. Next, after activating one surface of the liquid crystal polymer film by sputter etching with O 2 gas, a 5 nm NiCr alloy sputter layer was formed as an underlayer on the activated surface by sputtering, and a 10 nm thick NiCr alloy sputter layer was formed as an upper layer on the activated surface.
- a Cu sputter layer was formed by sputtering to form an intermediate layer (hereinafter also referred to as a Cu/NiCr alloy intermediate layer).
- an intermediate layer hereinafter also referred to as a Cu/NiCr alloy intermediate layer.
- the surface of the intermediate layer and the surface of the rolled copper foil are activated by sputter etching with Ar gas, and the activated surfaces of the intermediate layer and the rolled copper foil are roll-bonded with a line load of 1.5 tf/cm, A metal laminate was produced. The rolling reduction was 2.3%.
- the metal laminate material was heat-treated at 300° C. to obtain a metal laminate material of Example 1 (layer structure: rolled copper foil/intermediate layer/liquid crystal polymer film).
- Example 2 As the rolled copper foil, the metal laminate material of Example 2 (layer structure: rolled copper foil/intermediate layer/liquid crystal polymer film).
- Example 3 First, a liquid crystal polymer film (Vecstar CTQ, manufactured by Kuraray Co., Ltd.) having a thickness of 25 ⁇ m was prepared, and as the metal foil, the rolled copper foil used in Example 1 (HA-V2, manufactured by JX Metals Co., Ltd.) was prepared. Next, one surface of the liquid crystal polymer film is activated by sputter etching with O 2 gas, the surface of the rolled copper foil is activated by sputter etching with Ar gas, and the activated surfaces of the liquid crystal polymer film and the rolled copper foil are bonded together. A metal laminate was produced by roll-bonding with a linear load of 1.5 tf/cm. The rolling reduction was 2.3%. Next, the metal laminate material was heat-treated at 320° C. to obtain a metal laminate material (layer structure: rolled copper foil/liquid crystal polymer film) of Example 3.
- Vecstar CTQ manufactured by Kuraray Co., Ltd.
- Example 4 As the rolled copper foil, the metal laminate material of Example 4 was prepared in the same manner as in Example 3 except that the rolled copper foil used in Example 2 (C1020R-H manufactured by Sumitomo Mitsui Metal Mining Co., Ltd.) was used. layer structure: rolled copper foil/liquid crystal polymer film).
- Example 5 A metal laminate material of Example 5 (layer configuration: rolled copper foil/liquid crystal polymer film) was obtained in the same manner as in Example 4 except that a 50 ⁇ m-thick liquid crystal polymer film (Vecstar CTQ manufactured by Kuraray Co., Ltd.) was used. .
- Example 6 a liquid crystal polymer film having a thickness of 25 ⁇ m (Vecstar CTQ manufactured by Kuraray Co., Ltd.) was prepared, and a metal foil having a thickness of 1.5 ⁇ m was applied to a carrier layer made of copper having a thickness of 18 ⁇ m via a release layer (organic release layer). and a carrier-attached copper foil (MT18FL manufactured by Mitsui Mining & Smelting Co., Ltd.) having an ultra-thin copper layer and a roughened particle layer and an antirust layer on its surface.
- MT18FL manufactured by Mitsui Mining & Smelting Co., Ltd.
- Example 6 After one surface of the liquid crystal polymer film was activated by sputter etching with O 2 gas, a Cu/NiCr alloy intermediate layer was formed by sputtering in the same manner as in Example 1 on the activated surface. Next, the surface of the intermediate layer and the surface of the ultra-thin copper layer were activated by sputter etching with Ar gas, and the activated surfaces of the intermediate layer and the ultra-thin copper layer were roll-bonded with a linear load of 1.5 tf/cm. Then, a metal laminated material was produced. The rolling reduction was 3.4%. Next, the metal laminate material was heat-treated at 300° C. to obtain a metal laminate material of Example 6 (layer configuration: copper foil with carrier/intermediate layer/liquid crystal polymer film).
- Example 7 As the copper foil with a carrier, a carrier layer made of copper with a thickness of 18 ⁇ m is provided with an ultra-thin copper layer with a thickness of 2 ⁇ m via a peeling layer (inorganic peeling layer) and a rust prevention layer on the surface of the copper foil with a carrier ( A metal laminate of Example 7 (layer configuration: copper foil with carrier/intermediate layer/liquid crystal polymer film) was obtained in the same manner as in Example 6 except that prototype material A) was used.
- Example 8 First, a liquid crystal polymer film (Vecstar CTQ, manufactured by Kuraray Co., Ltd.) having a thickness of 25 ⁇ m was prepared, and the copper foil with carrier used in Example 6 (MT18FL, manufactured by Mitsui Kinzoku Mining Co., Ltd.) was prepared as the metal foil. Next, one surface of the liquid crystal polymer film is activated by sputter etching with O 2 gas, the surface of the ultra-thin copper layer of the copper foil with a carrier is activated by sputter etching with Ar gas, and the liquid crystal polymer film and the ultra-thin copper layer are activated. The activated surfaces were roll-bonded with a linear load of 1.5 tf/cm to produce a metal laminate. The rolling reduction was 3.4%. Next, the metal laminate material was heat-treated at 300° C. to obtain a metal laminate material of Example 8 (layer configuration: copper foil with carrier/liquid crystal polymer film).
- MT18FL manufactured by Mitsui Kinzoku Mining Co., Ltd
- Example 9 As a copper foil with a carrier, a carrier layer made of copper with a thickness of 18 ⁇ m was provided with an ultrathin copper layer with a thickness of 2 ⁇ m via a peeling layer (organic peeling layer), and a roughened particle layer and an antirust layer were provided on the surface thereof.
- a metal laminate material of Example 9 (layer structure: copper foil with carrier/liquid crystal polymer film) was obtained in the same manner as in Example 8 except that a copper foil with a carrier (MT18EX manufactured by Mitsui Kinzoku Mining Co., Ltd.) was used. .
- Example 10 As a copper foil with a carrier, a carrier layer made of copper and having a thickness of 18 ⁇ m was provided with an ultra-thin copper layer having a thickness of 5 ⁇ m via a peeling layer (organic peeling layer), and a roughened particle layer and an antirust layer were provided on the surface thereof.
- the metal laminate material of Example 10 (layer structure: copper foil with carrier/liquid crystal polymer film) was prepared in the same manner as in Example 8 except that the copper foil with carrier (MT18SD-H manufactured by Mitsui Mining & Smelting Co., Ltd.) was used. Obtained.
- Example 11 As the copper foil with carrier, the metal laminate material of Example 11 (layer structure: copper foil with carrier / A liquid crystal polymer film) was obtained.
- Example 12 As a copper foil with a carrier, a carrier layer made of copper and having a thickness of 18 ⁇ m is provided with an ultrathin copper layer having a thickness of 1.5 ⁇ m via a peeling layer (organic peeling layer), and a roughened particle layer and an antirust layer are provided on the surface thereof.
- the metal laminate material of Example 12 (layer structure: copper foil with carrier/liquid crystal polymer film) was prepared in the same manner as in Example 8 except that the carrier-attached copper foil (manufactured by Mitsui Mining & Smelting Co., Ltd. MT18GN) was used. Obtained.
- Example 13 As a copper foil with a carrier, a carrier layer made of copper with a thickness of 18 ⁇ m was provided with an ultrathin copper layer with a thickness of 2 ⁇ m via a peeling layer (inorganic peeling layer), and a roughened particle layer and an antirust layer were provided on the surface thereof.
- a copper foil with a carrier (FUTF-7DAF-5 manufactured by Fukuda Metal Foil & Powder Co., Ltd.) was used, the metal laminate material of Example 13 (layer structure: copper foil with a carrier / liquid crystal polymer film) was obtained.
- Example 14 A 50 ⁇ m thick liquid crystal polymer film (Vecstar CTQ manufactured by Kuraray Co., Ltd.) is prepared, and a 12 ⁇ m thick electrolytic copper foil made of copper (CF-T9DA-SV manufactured by Fukuda Metal Foil & Powder Co., Ltd.) is prepared as a metal foil. bottom. Next, one surface of the liquid crystal polymer film is activated by sputter etching with O 2 gas, the surface of the electrolytic copper foil is activated by sputter etching with Ar gas, and the activated surfaces of the liquid crystal polymer film and the electrolytic copper foil are bonded together. A metal laminate was produced by roll-bonding with a linear load of 1.5 tf/cm. The rolling reduction was 2.3%. Next, the metal laminate material was heat-treated at 320° C. to obtain a metal laminate material of Example 14 (layer structure: electrolytic copper foil/liquid crystal polymer film).
- Example 15 As the electrolytic copper foil, the metal laminated material (layer Structure: electrolytic copper foil/liquid crystal polymer film) was obtained.
- Example 16 A 25 ⁇ m thick liquid crystal polymer film (Vecstar CTQ manufactured by Kuraray Co., Ltd.) is used, and an 18 ⁇ m thick electrolytic copper foil made of copper (CF-V9S-SV manufactured by Fukuda Metal Foil & Powder Co., Ltd.) is used as an electrolytic copper foil.
- a metal laminate material (layer structure: electrolytic copper foil/liquid crystal polymer film) of Example 16 was obtained in the same manner as in Example 14 except that
- Comparative example 1 By a heat lamination method, a 18 ⁇ m thick rolled copper foil having a treated layer consisting of a roughened particle layer etc. on one side is applied to both surfaces of a 50 ⁇ m thick liquid crystal polymer film (Vecstar CTQ manufactured by Kuraray Co., Ltd.) at 310 ° C. or higher.
- a metal laminate material of Comparative Example 1 (layer structure: rolled copper foil (with roughening treatment)/liquid crystal polymer film/rolled copper foil (with roughening treatment)) was produced by thermocompression bonding at a temperature of .
- Comparative example 2 As the rolled copper foil, a metal laminate material of Comparative Example 2 (layer structure: electrolytic copper foil/liquid crystal polymer film/electrolytic copper foil).
- FIGS. 6 to 13 show cross-sectional photographs of the metal laminate materials of Examples 1 to 4, 6 to 8, and 14, respectively
- FIGS. 2 shows a cross-sectional photograph of the metal laminate material No. 2.
- the following properties were evaluated for the metal laminates of Examples 1 to 16 and Comparative Examples 1 and 2.
- a cross-sectional photograph (Fig. 8) of the metal laminated material of Example 3 will be used.
- FIG. 8 on the surface of the copper foil (HA-V2 in FIG. 8) on the liquid crystal polymer film (LCP in FIG. 8) side, two points where the convex portions of the copper foil start are connected.
- the average value of b/a is obtained, and further, considering the variation of the values, the average value of b/a + 3 ⁇ (where ⁇ is the standard of b/a deviation) was obtained.
- FIG. 12 a cross-sectional photograph (FIG. 12) of the metal laminated material of Example 8.
- the convex portion of the copper foil (ultra-thin copper layer) Measure the width a of the convex portion, which is the length of the straight line connecting the two points where Then, the average value of b/a + 3 ⁇ was obtained.
- Transmission loss (S21) In order to evaluate the high-frequency transmission characteristics of the metal laminates of Example 5 and Comparative Example 2, transmission loss (S21) was measured. Since Example 5 is a single-sided material, a copper layer is provided by electroless copper plating on the exposed surface of the liquid crystal polymer film on the opposite side to which the rolled copper foil is laminated, and after making through holes, electrolytic copper plating is performed. , a sample for measurement with a copper layer (25 ⁇ m) on both sides was obtained. In the metal laminate material of Comparative Example 2, a sample for measurement having copper layers (25 ⁇ m) on both sides was obtained by performing electrolytic copper plating after forming through holes.
- the transmission line was a single-ended wiring of a microstrip transmission line, with a wiring height of 25 ⁇ m, a wiring width of 110 ⁇ m, and a wiring length of 100 mm. Measurement was performed at a frequency of 40 GHz using a network analyzer E8363B (manufactured by Keysight Technologies). In addition, in Example 5, a microstrip line was formed on the side of the laminated rolled copper foil and measured.
- Table 1 shows the structures and evaluation results of the metal laminate materials of Examples 1 to 16 and Comparative Examples 1 and 2.
- LCP means a liquid crystal polymer film.
- the metal laminate material of Example 5 in which the average value of b/a of the protrusions + 3 ⁇ is smaller and the surface of the copper foil is smooth, is superior to the comparison Compared with the metal laminated material of Example 2, the transmission loss (S21) at high frequencies was small, indicating excellent high-frequency characteristics. In general, transmission loss can be suppressed when the surface of the metal foil of the metal laminate is smooth, so the metal laminates of Examples 1 to 4 and 6 to 16 are the same as the metal laminate of Example 5. It is presumed to be excellent in high-frequency transmission characteristics.
- the metal laminated materials of Examples 1 to 16 are compared with the metal laminated materials of Comparative Examples 1 and 2. Although the surface was smooth, the peel strength was the same or higher. This is because in the metal laminate materials of Examples 1 to 16, a strong bond is formed at the interface between the liquid crystal polymer film and the copper foil by the surface activation treatment, so the roughening particles do not rely on the physical anchor effect. It is considered that this is because the adhesiveness of the lamination interface can be ensured.
- the metal laminates of Examples 1 to 16 produced by the surface activation bonding method are compared with the metal laminates of Comparative Examples 1 and 2 produced by the thermal lamination method, the metal layer and the liquid crystal polymer film It was shown that the peel strength of the metal foil is equal to or higher than that of the metal foil, and that the metal foil has a smoother surface and therefore has excellent high-frequency characteristics.
- Metal Laminate with Intermediate Layer O 2 gas, Ar gas and N 2 gas were used as gases for sputter etching of the liquid crystal polymer film.
- O 2 gas the metal laminate material of Example 2 was used.
- Example 17 A metal laminate of Example 17 was obtained in the same manner as in Example 2, except that Ar gas was used as the gas for sputter etching the liquid crystal polymer film.
- Example 18 A metal laminate of Example 18 was obtained in the same manner as in Example 2, except that N 2 gas was used as the gas for sputter etching the liquid crystal polymer film.
- Metal Laminated Material without Intermediate Layer O 2 gas, Ar gas and N 2 gas were used as gases for sputter etching of the liquid crystal polymer film.
- O 2 gas the metal laminate material of Example 4 was used.
- Comparative Example 3 A metal laminate of Comparative Example 3 was obtained in the same manner as in Example 4, except that Ar gas was used as the gas for sputter etching the liquid crystal polymer film.
- Comparative Example 4 A metal laminate of Comparative Example 4 was obtained in the same manner as in Example 4, except that N 2 gas was used as the gas for sputter etching the liquid crystal polymer film.
- the peel strength between the liquid crystal polymer film and the metal layer of the produced metal laminate was measured as described above. As a result, for the metal laminate having an intermediate layer, the peel strength was 8.2 N/cm for Example 2 (O 2 gas), 5.4 N/cm for Example 17 (Ar gas), and 5.4 N/cm for Example 18 ( N 2 gas) was 7.9 N/cm. In addition, for the metal laminates having no intermediate layer, the peel strength was 7.6 N/cm in Example 4 (O 2 gas), 1.0 N/cm in Comparative Example 3 (Ar gas), and 4 ( N2 gas) was 2.2 N/cm.
- the peel strength tends to be higher than when Ar gas and N 2 gas are used.
- the improvement in peel strength for the laminate was greater than for the metal laminate with an intermediate layer.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023556376A JPWO2023074531A1 (https=) | 2021-10-26 | 2022-10-20 | |
| KR1020247008169A KR20240093456A (ko) | 2021-10-26 | 2022-10-20 | 금속 적층재 및 그 제조 방법, 및 프린트 배선판 |
| CN202280058455.1A CN117881535B (zh) | 2021-10-26 | 2022-10-20 | 金属层叠材料及其制造方法、印刷线路板 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021174667 | 2021-10-26 | ||
| JP2021-174667 | 2021-10-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023074531A1 true WO2023074531A1 (ja) | 2023-05-04 |
Family
ID=86159386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/039148 Ceased WO2023074531A1 (ja) | 2021-10-26 | 2022-10-20 | 金属積層材及びその製造方法、並びにプリント配線板 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JPWO2023074531A1 (https=) |
| KR (1) | KR20240093456A (https=) |
| CN (1) | CN117881535B (https=) |
| TW (1) | TW202400848A (https=) |
| WO (1) | WO2023074531A1 (https=) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002113811A (ja) * | 2000-10-11 | 2002-04-16 | Toyo Kohan Co Ltd | 多層金属積層フィルム及びその製造方法 |
| WO2008146448A1 (ja) * | 2007-05-23 | 2008-12-04 | Unitika Ltd. | ピーラブル性を有する積層体およびその製造方法 |
| JP2019162661A (ja) * | 2018-03-14 | 2019-09-26 | 東洋鋼鈑株式会社 | 圧延接合体及びその製造方法 |
| JP2021035755A (ja) * | 2019-08-26 | 2021-03-04 | 東洋鋼鈑株式会社 | キャリア層付き金属積層基材及びその製造方法、金属積層基材及びその製造方法、並びにプリント配線板 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014193606A (ja) * | 2013-03-01 | 2014-10-09 | Jx Nippon Mining & Metals Corp | キャリア付銅箔、それを用いた銅張積層板、プリント配線板、それを用いた電子機器及びプリント配線板の製造方法 |
| JP7492807B2 (ja) | 2016-12-06 | 2024-05-30 | Jx金属株式会社 | 表面処理銅箔、キャリア付銅箔、積層体、プリント配線板の製造方法及び電子機器の製造方法 |
-
2022
- 2022-10-20 KR KR1020247008169A patent/KR20240093456A/ko active Pending
- 2022-10-20 JP JP2023556376A patent/JPWO2023074531A1/ja active Pending
- 2022-10-20 CN CN202280058455.1A patent/CN117881535B/zh active Active
- 2022-10-20 WO PCT/JP2022/039148 patent/WO2023074531A1/ja not_active Ceased
- 2022-10-25 TW TW111140365A patent/TW202400848A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002113811A (ja) * | 2000-10-11 | 2002-04-16 | Toyo Kohan Co Ltd | 多層金属積層フィルム及びその製造方法 |
| WO2008146448A1 (ja) * | 2007-05-23 | 2008-12-04 | Unitika Ltd. | ピーラブル性を有する積層体およびその製造方法 |
| JP2019162661A (ja) * | 2018-03-14 | 2019-09-26 | 東洋鋼鈑株式会社 | 圧延接合体及びその製造方法 |
| JP2021035755A (ja) * | 2019-08-26 | 2021-03-04 | 東洋鋼鈑株式会社 | キャリア層付き金属積層基材及びその製造方法、金属積層基材及びその製造方法、並びにプリント配線板 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202400848A (zh) | 2024-01-01 |
| JPWO2023074531A1 (https=) | 2023-05-04 |
| CN117881535A (zh) | 2024-04-12 |
| CN117881535B (zh) | 2026-03-17 |
| KR20240093456A (ko) | 2024-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7799793B2 (ja) | キャリア層付き金属積層基材及びその製造方法、金属積層基材及びその製造方法、並びにプリント配線板 | |
| JP7177956B2 (ja) | 粗化処理銅箔、キャリア付銅箔、銅張積層板及びプリント配線板 | |
| JP6190846B2 (ja) | 表面処理銅箔 | |
| CN102124823B (zh) | 印刷布线板用铜箔 | |
| US20090246554A1 (en) | Laminate having peelability and production method therefor | |
| JP7085419B2 (ja) | 圧延接合体及びその製造方法 | |
| JP4652020B2 (ja) | 銅張り積層板 | |
| CN108124391A (zh) | 复合金属箔、覆铜层叠板及该覆铜层叠板的制造方法 | |
| CN115397664B (zh) | 金属层叠膜及其制造方法 | |
| CN107018624A (zh) | 表面处理铜箔 | |
| WO2023074531A1 (ja) | 金属積層材及びその製造方法、並びにプリント配線板 | |
| JP2010239095A (ja) | プリント配線板用銅箔 | |
| JP2018176565A (ja) | 金属化フィルムの製造方法 | |
| KR20220042307A (ko) | 폴리아릴렌술피드계 수지 필름, 금속 적층체, 폴리아릴렌술피드계 수지 필름의 제조 방법, 및 금속 적층체의 제조 방법 | |
| WO2024219326A1 (ja) | 金属積層材及びその製造方法、並びにプリント配線板 | |
| WO2022244826A1 (ja) | 粗化処理銅箔、キャリア付銅箔、銅張積層板及びプリント配線板 | |
| TWI914342B (zh) | 金屬層積膜及其製造方法 | |
| JP2006159632A (ja) | 銅メタライズド積層板及びその製造方法 | |
| WO2019176937A1 (ja) | 圧延接合体及びその製造方法 | |
| JP5073801B2 (ja) | 銅張り積層板の製造方法 | |
| WO2022244827A1 (ja) | 粗化処理銅箔、キャリア付銅箔、銅張積層板及びプリント配線板 | |
| JP2006159631A (ja) | 銅メタライズド積層板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22886859 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023556376 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280058455.1 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22886859 Country of ref document: EP Kind code of ref document: A1 |