WO2023033065A1 - 転写フィルム、転写フィルムの製造方法、パターン形成方法、回路配線の製造方法、タッチパネルの製造方法 - Google Patents
転写フィルム、転写フィルムの製造方法、パターン形成方法、回路配線の製造方法、タッチパネルの製造方法 Download PDFInfo
- Publication number
- WO2023033065A1 WO2023033065A1 PCT/JP2022/032836 JP2022032836W WO2023033065A1 WO 2023033065 A1 WO2023033065 A1 WO 2023033065A1 JP 2022032836 W JP2022032836 W JP 2022032836W WO 2023033065 A1 WO2023033065 A1 WO 2023033065A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- compound
- photosensitive layer
- layer
- transfer film
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/004—Photosensitive materials
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/004—Photosensitive materials
- G03F7/027—Non-macromolecular photopolymerisable compounds having carbon-to-carbon double bonds, e.g. ethylenic compounds
- G03F7/032—Non-macromolecular photopolymerisable compounds having carbon-to-carbon double bonds, e.g. ethylenic compounds with binders
- G03F7/033—Non-macromolecular photopolymerisable compounds having carbon-to-carbon double bonds, e.g. ethylenic compounds with binders the binders being polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds, e.g. vinyl polymers
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/004—Photosensitive materials
- G03F7/09—Photosensitive materials characterised by structural details, e.g. supports, auxiliary layers
- G03F7/11—Photosensitive materials characterised by structural details, e.g. supports, auxiliary layers having cover layers or intermediate layers, e.g. subbing layers
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/20—Exposure; Apparatus therefor
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/26—Processing photosensitive materials; Apparatus therefor
- G03F7/40—Treatment after imagewise removal, e.g. baking
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F3/00—Input arrangements for transferring data to be processed into a form capable of being handled by the computer; Output arrangements for transferring data from processing unit to output unit, e.g. interface arrangements
- G06F3/01—Input arrangements or combined input and output arrangements for interaction between user and computer
- G06F3/03—Arrangements for converting the position or the displacement of a member into a coded form
- G06F3/041—Digitisers, e.g. for touch screens or touch pads, characterised by the transducing means
Definitions
- the present invention relates to a transfer film, a transfer film manufacturing method, a pattern forming method, a circuit wiring manufacturing method, and a touch panel manufacturing method.
- a display device having a touch panel such as a capacitive input device (specifically, as a display device, an organic electroluminescence (EL) display device, a liquid crystal display device, etc.), an electrode pattern corresponding to a sensor in the visual recognition part , peripheral wiring portions, and lead-out wiring portions, and other conductive patterns are provided inside the touch panel.
- a capacitive input device specifically, as a display device, an organic electroluminescence (EL) display device, a liquid crystal display device, etc.
- EL organic electroluminescence
- peripheral wiring portions, and lead-out wiring portions, and other conductive patterns are provided inside the touch panel.
- a photosensitive material is used to form a patterned layer (hereinafter also simply referred to as "pattern").
- a method using a transfer film having a temporary support and a photosensitive layer formed using a photosensitive material disposed on the temporary support is widely used.
- Examples of the method of forming a pattern using a transfer film include a method of exposing and developing a photosensitive layer transferred from a transfer film onto an arbitrary substrate through a mask having a predetermined pattern shape. be done.
- Patent Document 1 On a substrate, a binder polymer having a carboxyl group with an acid value of 75 mgKOH/g or more, a photopolymerizable compound, and a photopolymerization initiator, and a photosensitive element comprising a support film and a photosensitive layer comprising the above-mentioned photosensitive resin composition provided on the above-mentioned support film.
- the present inventors formed a pattern using the photosensitive element (transfer film) described in Patent Document 1 and studied it, and found that there is room for further reducing the dielectric constant of the formed pattern. . It has also been clarified that the above-mentioned transfer film is inferior in step followability when it is laminated (hereinafter also referred to as "laminating") to a base material having a step such as a wiring board. In other words, the inventors have also found that there is room for further improvement in the conformability to unevenness during lamination of the transfer film.
- a transfer film having a temporary support, a thermoplastic resin layer, and a photosensitive layer in this order contains a compound A having a carboxy group, A transfer film in which the content of the carboxyl groups is reduced by exposure to actinic rays or radiation.
- the photosensitive layer contains a compound A having a carboxy group, and a compound ⁇ having a structure that reduces the amount of the carboxy group contained in the compound A upon exposure.
- the photosensitive layer contains a compound A having a carboxy group, and the compound A further contains a structure that reduces the amount of the carboxy group contained in the compound A upon exposure.
- the compound ⁇ is a compound B having a structure capable of accepting electrons from the carboxy group contained in the compound A in a photoexcited state
- the photosensitive layer satisfies the requirement (V1), and the total number of the electron-accepting structures contained in the compound B in the photosensitive layer is equal to the total number of carboxy groups contained in the compound A.
- the transfer film of [6] which has the intermediate layer between the thermoplastic resin layer and the photosensitive layer.
- a step of bonding the transfer film and the substrate having the conductive layer a step of patternwise exposing the photosensitive layer; and developing the exposed photosensitive layer with an alkaline developer to form a patterned protective film or insulating film of the conductive layer, in this order.
- a transfer film that can form a pattern with a low dielectric constant and that has excellent step followability during lamination. Moreover, it is possible to provide a pattern forming method, a circuit wiring manufacturing method, and a touch panel manufacturing method related to the transfer film.
- the numerical range represented by "-" means a range including the numerical values before and after "-" as lower and upper limits.
- the upper limit or lower limit described in a certain numerical range may be replaced with the upper limit or lower limit of the numerical range described in other steps. good.
- the upper limit or lower limit described in a certain numerical range may be replaced with the values shown in the examples.
- step in this specification is not only an independent step, but even if it cannot be clearly distinguished from other steps, if the intended purpose of the step is achieved included.
- the temperature condition may be 25°C.
- the temperature at which each of the above steps is performed may be 25°C.
- transparent means that the average transmittance of visible light with a wavelength of 400 to 700 nm is 80% or more, preferably 90% or more. Therefore, for example, a “transparent resin layer” refers to a resin layer having an average transmittance of 80% or more for visible light with a wavelength of 400 to 700 nm. Also, the average transmittance of visible light is a value measured using a spectrophotometer, and can be measured using, for example, a spectrophotometer U-3310 manufactured by Hitachi, Ltd.
- actinic ray or “radiation” means, for example, g-line, h-line, and i-line spectra of mercury lamps, far ultraviolet rays represented by excimer lasers, extreme ultraviolet rays (EUV light), X ray, electron beam (EB), and the like.
- light means actinic rays or radiation.
- exposure means not only exposure by far ultraviolet rays, extreme ultraviolet rays, X-rays, and EUV light typified by mercury lamps and excimer lasers, but also electron beams, ion beams, and the like. lithography by particle beam is also included in the exposure.
- the content ratio of each structural unit of the polymer is a molar ratio.
- the refractive index is a value measured by an ellipsometer at a wavelength of 550 nm.
- the molecular weight when there is a molecular weight distribution is the weight average molecular weight.
- the weight average molecular weight of the resin is the weight average molecular weight obtained by gel permeation chromatography (GPC) in terms of polystyrene.
- (meth)acrylic acid is a concept that includes both acrylic acid and methacrylic acid
- (meth)acryloyl group is a concept that includes both acryloyl and methacryloyl groups.
- (meth)acrylate is a concept that includes both acrylate and methacrylate.
- a compound or a layer or the like constituting a transfer film is “alkali-soluble” means that the dissolution rate obtained by the following method is 0.01 ⁇ m/second or more.
- a propylene glycol monomethyl ether acetate solution in which the concentration of the target (e.g., resin) is 25% by mass is applied onto a glass substrate, and then heated in an oven at 100 ° C. for 3 minutes to form a coating film of the target (e.g., resin). thickness 2.0 ⁇ m).
- the dissolution rate ( ⁇ m/sec) of the coating film is determined by immersing the coating film in a 1% by mass sodium carbonate aqueous solution (liquid temperature: 30° C.).
- the target does not dissolve in propylene glycol monomethyl ether acetate, the target is dissolved in an organic solvent (eg, tetrahydrofuran, toluene, or ethanol) with a boiling point of less than 200° C. other than propylene glycol monomethyl ether acetate.
- an organic solvent eg, tetrahydrofuran, toluene, or ethanol
- water-soluble means that the solubility in 100 g of water at pH 7.0 at a liquid temperature of 22°C is 0.1 g or more.
- water-soluble resin is intended a resin that satisfies the solubility conditions set forth above.
- the "solid content" of the composition means a component that forms a composition layer (e.g., photosensitive layer) formed using the composition, and the composition contains a solvent (e.g., an organic solvent, water, etc.). When included, it means all ingredients except solvent. In addition, as long as it is a component that forms a composition layer, a liquid component is also regarded as a solid content.
- a solvent e.g., an organic solvent, water, etc.
- the thickness of a layer is the average thickness measured using a scanning electron microscope (SEM) for thicknesses of 0.5 ⁇ m or more, and less than 0.5 ⁇ m. is the average thickness measured using a transmission electron microscope (TEM).
- SEM scanning electron microscope
- TEM transmission electron microscope
- the average thickness is an average thickness obtained by forming a section to be measured using an ultramicrotome, measuring the thickness at arbitrary five points, and arithmetically averaging them.
- the transfer film of the present invention is A transfer film having a temporary support, a thermoplastic resin layer, and a photosensitive layer in this order,
- the photosensitive layer contains a compound A having a carboxy group, The carboxyl group content is reduced by exposure to actinic rays or radiation.
- the transfer film of the present invention has a thermoplastic resin layer, it has excellent step followability during lamination, and air bubbles between the object to be laminated and the transfer film and cracks in the transfer film are prevented. can be suppressed.
- the pattern formed from the photosensitive layer of the transfer film of the present invention (the photosensitive layer after exposure) has a reduced content of carboxy groups, and as a result exhibits a low dielectric constant. The characteristics of the transfer film of the present invention are described in detail below.
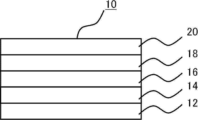
- FIG. 1 and 2 are cross-sectional schematic diagrams showing an example of an embodiment of the transfer film of the present invention.
- the transfer film 10 shown in FIG. 1 has a configuration in which a temporary support 12, a thermoplastic resin layer 14, an intermediate layer 16, a photosensitive layer 18, and a cover film 20 are laminated in this order.
- the transfer film 10 shown in FIG. 1 has a form in which the cover film 20 is arranged, but the cover film 20 may not be arranged.
- the transfer film 30 shown in FIG. 2 has a configuration in which the temporary support 12, the thermoplastic resin layer 14, the photosensitive layer 18, and the cover film 20 are laminated in this order.
- the transfer film 30 shown in FIG. 2 has a form in which the cover film 20 is arranged, the cover film 20 may not be arranged.
- Each element constituting the transfer film will be described below.
- the temporary support is a support that supports the photosensitive layer and is peelable from the photosensitive layer.
- the temporary support preferably has light transmittance in that the photosensitive layer can be exposed through the temporary support when patternwise exposing the photosensitive layer.
- pattern exposure is a form of exposure in a pattern, and means exposure in a form in which an exposed portion and an unexposed portion are present.
- having light transmittance means that the transmittance of the dominant wavelength of light used for exposure (either pattern exposure or overall exposure) is 50% or more.
- the transmittance of the dominant wavelength of light used for exposure is preferably 60% or more, more preferably 70% or more, from the viewpoint of better exposure sensitivity.
- a method of measuring transmittance a method of measuring using MCPD Series manufactured by Otsuka Electronics Co., Ltd. can be used.
- the temporary support include a glass substrate, a resin film, paper, and the like, and a resin film is preferable because of its superior strength, flexibility, and the like.
- the resin film include polyethylene terephthalate film, cellulose triacetate film, polystyrene film, and polycarbonate film. Among them, a biaxially stretched polyethylene terephthalate film is preferred.
- the number of particles, foreign matters, and defects contained in the temporary support is preferably as small as possible.
- the number of fine particles, foreign substances, and defects with a diameter of 2 ⁇ m or more is preferably 50/10 mm 2 or less, more preferably 10/10 mm 2 or less, and even more preferably 3/10 mm 2 or less.
- the lower limit is not particularly limited, it can be 1 piece/10 mm 2 or more.
- the temporary support has a layer in which particles with a diameter of 0.5 to 5 ⁇ m are present at 1/mm 2 or more on the side opposite to the side on which the photosensitive layer is formed, in order to further improve handling properties. more preferably 1 to 50/mm 2 .
- the thickness of the temporary support is not particularly limited, and is preferably 5 to 200 ⁇ m, more preferably 10 to 150 ⁇ m, from the viewpoint of ease of handling and excellent versatility.
- the thickness of the temporary support depends on the material, considering the strength of the support, the flexibility required for lamination with the circuit wiring forming substrate, and the light transmittance required in the first exposure step. It can be selected as appropriate.
- Preferred aspects of the temporary support include, for example, paragraphs 0017 to 0018 of JP-A-2014-085643, paragraphs 0019-0026 of JP-A-2016-027363, paragraphs 0041 to 0057 of WO2012/081680A1, and WO2018/ 179370A1, paragraphs 0029-0040, the contents of which are incorporated herein.
- the temporary support for example, Cosmoshine (registered trademark) A4100 manufactured by Toyobo Co., Ltd., Lumirror (registered trademark) 16FB40 manufactured by Toray Industries, Inc., or Lumirror (registered trademark) 16QS62 manufactured by Toray Industries, Inc. is used.
- particularly preferred embodiments of the temporary support include a biaxially stretched polyethylene terephthalate film with a thickness of 16 ⁇ m, a biaxially stretched polyethylene terephthalate film with a thickness of 12 ⁇ m, and a biaxially stretched polyethylene terephthalate film with a thickness of 9 ⁇ m.
- the photosensitive layer contains compound A having a carboxy group (compound A), and has a mechanism whereby the content of the carboxy group derived from compound A is reduced by exposure.
- the photosensitive layer preferably satisfies either requirement (V1) or requirement (W1) shown below, and more preferably satisfies requirement (V1).
- the photosensitive layer may be a photosensitive layer that satisfies both the requirements (V1) and (W1).
- specific structure S0 a structure having a structure that reduces the amount of carboxy groups contained in compound A upon exposure.
- Requirement (W1) The photosensitive layer contains compound A having a carboxy group, and compound A further contains a structure (specific structure S0) that reduces the amount of carboxy groups contained in compound A upon exposure.
- the compound ⁇ is preferably a compound B having a structure (hereinafter also referred to as “specific structure S1”) capable of accepting electrons from the carboxy group contained in the compound A in a photoexcited state.
- the structure is preferably a structure (specific structure S1) capable of accepting electrons from the carboxy group contained in compound A in a photoexcited state.
- the above-mentioned specific structure S0 is a structure that exhibits the action of reducing the amount of carboxy groups contained in compound A when exposed to light.
- the specific structure S0 is preferably a structure that transitions from a ground state to an excited state upon exposure and exhibits an effect of reducing the number of carboxyl groups in compound A in the excited state.
- Specific structure S0 includes, for example, a structure (specific structure S1 described later) that can accept electrons from a carboxy group contained in compound A upon being exposed to light and being photoexcited.
- Photosensitive layer of embodiment X-1-a1 A photosensitive layer that satisfies either requirement (V1) or requirement (W1) and does not substantially contain a polymerizable compound and a photopolymerization initiator.
- Photosensitive layer of embodiment X-1-a2 It is a photosensitive layer that satisfies either requirement (V1) or requirement (W1) and does not substantially contain a photopolymerization initiator.
- Photosensitive layer of embodiment X-1-a3 A photosensitive layer that satisfies either requirement (V1) or requirement (W1) and contains a polymerizable compound and a photopolymerization initiator.
- substantially free of polymerizable compound means that the content of the polymerizable compound is 3% by mass with respect to the total mass of the photosensitive layer. It may be less than, preferably 0 to 1% by mass, more preferably 0 to 0.1% by mass.
- the expression “substantially free of a photopolymerization initiator” means that the content of the photopolymerization initiator in the photosensitive layer It may be less than 0.1% by mass, preferably 0 to 0.05% by mass, more preferably 0 to 0.01% by mass, relative to the total mass of the.
- the "polymerizable compound” means a compound different from the compound A having a carboxy group.
- the photosensitive layers of Embodiments X-1-a1 and X-1-a2 are preferred, and the photosensitive layer of Embodiment X-1-a1 is more preferred.
- the mechanism by which the content of carboxyl groups derived from compound A is reduced by exposure includes, for example, a decarboxylation method.
- the decrease in the content of carboxy groups derived from compound A due to decarboxylation means elimination of carboxy groups as CO 2 , and does not include conversion of carboxy groups to groups other than carboxy groups due to esterification or the like.
- the photosensitive layer satisfies the above requirements (V1), and the compound ⁇ represents the compound B, or the photosensitive layer satisfies the above requirements (W1), and the compound A has the specific structure S1. When it is included, it is speculated that decarboxylation of the carboxy group of Compound A may occur in the exposed photosensitive layer.
- radicals are generated in the polyacrylic acid residue, and the radical reaction proceeds.
- a radical reaction can occur between polyacrylic acid residues, between polyacrylic acid residues and optionally contained polymerizable compounds (monomer (M)), and hydrogen atoms in the atmosphere (step 3: polarity conversion, cross-linking/polymerization reaction).
- compound B is regenerated and can contribute to the decarboxylation process of compound A again (step 4: regeneration of compound B (catalyst)).
- the photosensitive layer undergoes a change in polarity due to a decrease in the content of the carboxy group of compound A in the exposed area, and the solubility in the developer changes.
- the exposed portion has a lower solubility in an alkaline developer and an increased solubility in an organic solvent-based developer.
- the solubility in the developer is almost unchanged. As a result of this, the photosensitive layer is believed to have excellent patternability.
- the components of the photosensitive layer are described below.
- Compound A is a compound having a carboxy group.
- Compound A may be a low-molecular compound or a high-molecular compound (hereinafter also referred to as "polymer”), but is preferably a polymer. That is, compound A is preferably a polymer having a carboxy group.
- the molecular weight of compound A is preferably less than 5,000, more preferably 2,000 or less, even more preferably 1,000 or less, particularly preferably 500 or less, most preferably 400 or less. preferable.
- the lower limit of the weight-average molecular weight of compound A is preferably 5,000 or more, more preferably 10,000 or more, and 15,000 or more, in terms of excellent formability of the photosensitive layer. is more preferred.
- the upper limit is not particularly limited, it is preferably 50,000 or less from the viewpoint of better adhesion (laminate adhesion) when bonding to any substrate.
- the polymer is preferably an alkali-soluble resin.
- the carboxy group is a concept including both an anionized carboxy group (—COO ⁇ ) and a non-anionized carboxy group.
- Compound A may contain a structure (specific structure S0) that reduces the amount of carboxyl groups contained in compound A upon exposure.
- compound A not containing specific structure S0 is also referred to as “compound Aa”
- compound A containing specific structure S0 is also referred to as "compound Ab”.
- the compound Ab is preferably a polymer. That is, compound Ab is preferably a polymer containing specific structure S0.
- Compound A does not contain specific structure S0 means that compound A does not substantially contain specific structure S0.
- the content of specific structure S0 in compound Aa is relative to the total mass of compound Aa is less than 1% by mass, preferably 0 to 0.5% by mass, more preferably 0 to 0.05% by mass.
- the content of the specific structure S0 in the compound Ab is preferably 1% by mass or more, more preferably 1 to 50% by mass, and even more preferably 5 to 40% by mass, relative to the total mass of the compound Ab.
- the content of compound Ab is preferably 5 to 100% by mass relative to the total mass of compound A.
- the specific structure S0 is a structure that exhibits the effect of reducing the amount of carboxyl groups contained in compound A when exposed to light.
- the specific structure S0 is preferably a structure that transitions from a ground state to an excited state upon exposure and exhibits an effect of reducing the number of carboxyl groups in compound A in the excited state.
- Specific structure S0 of compound A includes a structure (specific structure S1) that can accept an electron from a carboxy group contained in compound A in a photoexcited state.
- Such a specific structure S1 includes a heteroaromatic ring.
- the heteroaromatic ring may be monocyclic or polycyclic, and is preferably polycyclic.
- a polycyclic heteroaromatic ring is formed by condensing a plurality of (for example, 2 to 5) aromatic ring structures, and at least one of the plurality of aromatic ring structures has a heteroatom as a ring member atom. have.
- the heteroaromatic ring has one or more heteroatoms (nitrogen atom, oxygen atom, sulfur atom, etc.) as ring member atoms, preferably 1 to 4 heteroatoms.
- the heteroaromatic ring preferably has one or more (eg, 1 to 4) nitrogen atoms as ring member atoms.
- the number of ring member atoms in the above heteroaromatic ring is preferably 5-15.
- heteroaromatic ring examples include monocyclic heteroaromatic rings such as pyridine ring, pyrazine ring, pyrimidine ring, and triazine ring; bicyclic rings such as quinoline ring, isoquinoline ring, quinoxaline ring, and quinazoline ring; heteroaromatic ring condensed with ; a heteroaromatic ring condensed with three rings such as acridine ring, phenanthridine ring, phenanthroline ring, and phenazine ring.
- monocyclic heteroaromatic rings such as pyridine ring, pyrazine ring, pyrimidine ring, and triazine ring
- bicyclic rings such as quinoline ring, isoquinoline ring, quinoxaline ring, and quinazoline ring
- heteroaromatic ring condensed with a heteroaromatic ring condensed with three rings such as acridine ring,
- the heteroaromatic ring may have one or more (for example, 1 to 5) substituents, and examples of the substituents include alkyl groups, aryl groups, halogen atoms, acyl groups, alkoxycarbonyl groups, and arylcarbonyl groups. , carbamoyl, hydroxy, cyano, and nitro groups.
- the aromatic ring has two or more substituents, the plurality of substituents may be combined to form a non-aromatic ring.
- the heteroaromatic ring is directly bonded to the carbonyl group.
- the heteroaromatic ring is bonded to the imide group to form a heteroaromatic imide group.
- the imide group in the heteroaromatic imide group may or may not form an imide ring together with the heteroaromatic ring.
- the compound A having a carboxy group is preferably a monomer having a carboxy group (hereinafter also referred to as a "carboxy group-containing monomer”) or a polymer having a carboxy group (hereinafter also referred to as a "carboxy group-containing polymer”).
- a carboxy group-containing polymer is more preferable in that the pattern forming ability of the photosensitive layer is more excellent and the film-forming property is more excellent.
- compound A having a carboxy group may contain specific structure S0 (preferably specific structure S1).
- the carboxy group-containing monomer and the carboxy group-containing polymer may contain specific structure S0 (preferably specific structure S1).
- compound A having a carboxy group contains specific structure S0 (preferably specific structure S1), it is particularly preferably a carboxy group-containing polymer containing specific structure S0 (preferably specific structure S1).
- the carboxy group-containing monomer and carboxy group-containing polymer are described below.
- Carboxy group-containing monomer As the carboxy group-containing monomer, a polymerizable compound having a carboxy group and one or more (eg, 1 to 15) ethylenically unsaturated groups is preferred. Examples of ethylenically unsaturated groups include (meth)acryloyl groups, vinyl groups, and styryl groups, with (meth)acryloyl groups being preferred.
- a bifunctional or higher functional monomer having a carboxy group is preferable from the viewpoint of better film-forming properties.
- the bifunctional or higher monomer means a polymerizable compound having two or more (eg, 2 to 15) ethylenically unsaturated groups in one molecule.
- the carboxy group-containing monomer may further have an acid group other than the carboxy group. Examples of acid groups other than carboxy groups include phenolic hydroxyl groups, phosphoric acid groups, and sulfonic acid groups.
- the bifunctional or higher functional monomer having a carboxy group is not particularly limited, and can be appropriately selected from known compounds.
- Examples of bifunctional or more functional monomers having a carboxy group include Aronix (registered trademark) TO-2349 (manufactured by Toagosei Co., Ltd.), Aronix M-520 (manufactured by Toagosei Co., Ltd.), and Aronix M-510 (manufactured by Toagosei Co., Ltd.). manufactured by Toagosei Co., Ltd.) and the like.
- bifunctional or higher functional monomers having a carboxy group examples include polymerizable compounds having a carboxy group described in paragraphs 0025 to 0030 of JP-A-2004-239942. The contents of this publication are incorporated herein.
- Carboxy group-containing polymer Carboxy group-containing polymers are usually alkali-soluble resins. The repeating units that the carboxy group-containing polymer can have are described below.
- the carboxy group-containing polymer preferably has a repeating unit having a carboxy group.
- Examples of repeating units having a carboxy group include repeating units represented by the following general formula (A).
- R A1 represents a hydrogen atom, a halogen atom, or an alkyl group.
- the above alkyl groups may be linear or branched.
- the number of carbon atoms in the alkyl group is preferably 1 to 5, more preferably 1.
- a 1 represents a single bond or a divalent linking group.
- the divalent linking group includes, for example, —CO—, —O—, —S—, —SO—, —SO 2 —, —NR N — (R N is a hydrogen atom or a alkyl groups), hydrocarbon groups (eg, alkylene groups, cycloalkylene groups, alkenylene groups, arylene groups such as phenylene groups, etc.), and linking groups in which a plurality of these are linked.
- Examples of monomers from which repeating units having a carboxy group are derived include (meth)acrylic acid, crotonic acid, itaconic acid, maleic acid, and fumaric acid.
- (meth)acrylic acid is preferable from the viewpoint of superior resolution. That is, the repeating unit having a carboxy group is preferably a repeating unit derived from (meth)acrylic acid, and the polymer preferably contains a repeating unit derived from (meth)acrylic acid.
- the content of repeating units having a carboxy group in the carboxy group-containing polymer is preferably 5 to 95 mol%, more preferably 15 to 65 mol%, and 15 to 50 mol, based on the total repeating units of the carboxy group-containing polymer. % is more preferred, and 15 to 40 mol % is particularly preferred.
- the content of repeating units having a carboxy group in the carboxy group-containing polymer is preferably 5 to 95% by mass, more preferably 15 to 65% by mass, and 15 to 50% by mass, based on the total mass of the carboxy group-containing polymer. is more preferred, and 15 to 40% by mass is particularly preferred.
- the carboxy group-containing polymer preferably has a repeating unit having an aromatic ring in addition to the above repeating units.
- an aromatic hydrocarbon ring is preferable. Examples thereof include repeating units derived from (meth)acrylates having aromatic rings, and repeating units derived from styrene and polymerizable styrene derivatives.
- (Meth)acrylates having an aromatic ring include, for example, benzyl (meth)acrylate, phenethyl (meth)acrylate and phenoxyethyl (meth)acrylate.
- Styrene and polymerizable styrene derivatives include, for example, methylstyrene, vinyltoluene, tert-butoxystyrene, acetoxystyrene, 4-vinylbenzoic acid, styrene dimers and styrene trimers.
- a repeating unit represented by formula (C) is also preferable.
- R C1 represents a hydrogen atom, a halogen atom or an alkyl group.
- the above alkyl groups may be linear or branched.
- the number of carbon atoms in the alkyl group is preferably 1 to 5, more preferably 1.
- Ar C represents a phenyl group or a naphthyl group.
- the phenyl group and the naphthyl group may have a substituent, and examples of the substituent include an alkyl group, an alkoxy group, an aryl group, a halogen atom and a hydroxy group.
- Ar 2 C is preferably a phenyl group.
- repeating units having an aromatic ring examples include the following repeating units.
- the content thereof is preferably 5 to 90 mol%, more preferably 15 to 85 mol%, more preferably 15 to 85 mol%, based on the total repeating units of the carboxy group-containing polymer. ⁇ 80 mol% is more preferred, and 50 to 80 mol% is particularly preferred.
- the content thereof is preferably 5 to 90% by mass, more preferably 15 to 85% by mass, more preferably 30 to 30% by mass, based on the total mass of the carboxy group-containing polymer. 85% by mass is more preferred, and 50 to 85% by mass is particularly preferred.
- the carboxy group-containing polymer preferably has a repeating unit having an alicyclic structure in addition to the repeating units described above.
- Alicyclic structures may be monocyclic or polycyclic.
- Alicyclic structures include, for example, dicyclopentanyl ring structures, dicyclopentenyl ring structures, isobornyl ring structures, adamantane ring structures, and cyclohexyl ring structures.
- Monomers from which repeating units having an alicyclic structure are derived include, for example, dicyclopentanyl (meth)acrylate, dicyclopentenyl (meth)acrylate, isobornyl (meth)acrylate, adamantyl (meth)acrylate, and cyclohexyl ( meth)acrylates.
- the content thereof is preferably 5 to 90 mol%, more preferably 15 to 85 mol%, based on the total repeating units of the carboxy group-containing polymer. , more preferably 30 to 80 mol %, particularly preferably 50 to 80 mol %.
- the content thereof is preferably 5 to 90% by mass, more preferably 15 to 85% by mass, based on the total mass of the carboxy group-containing polymer. 30 to 85 mass % is more preferred, and 50 to 85 mass % is particularly preferred.
- the carboxy group-containing polymer may have a repeating unit derived from a (meth)acrylic acid alkyl ester in addition to the repeating units described above.
- the alkyl group in the (meth)acrylic acid alkyl ester is preferably linear or branched.
- the number of carbon atoms in the alkyl group is preferably 1-50, more preferably 1-10, and even more preferably 1-6.
- the above alkyl group may further have a substituent such as a hydroxy group.
- (Meth)acrylic acid alkyl esters include, for example, methyl (meth)acrylate.
- the content thereof is preferably 1 to 80 mol%, preferably 50 to 80 mol%, based on the total repeating units of the carboxy group-containing polymer. Mole % is more preferred.
- the content thereof is preferably 1 to 80% by mass, preferably 50 to 80% by mass, based on the total mass of the carboxy group-containing polymer. % is more preferred.
- the carboxy group-containing polymer preferably has a repeating unit having a polymerizable group in addition to the repeating units described above.
- the polymerizable group include ethylenically unsaturated groups (e.g., (meth)acryloyl group, allyl group, styryl group, etc.) and cyclic ether groups (e.g., epoxy group, oxetanyl group, etc.). preferably an ethylenically unsaturated group, more preferably an allyl group or a (meth)acryloyl group.
- repeating units having a polymerizable group include repeating units represented by the following general formula (B).
- X B1 and X B2 each independently represent -O- or -NR N -.
- RN represents a hydrogen atom or an alkyl group.
- the alkyl group may be linear or branched, and preferably has 1 to 5 carbon atoms.
- L represents an alkylene group or an arylene group.
- the alkylene group may be linear or branched, and preferably has 1 to 5 carbon atoms.
- the arylene group may be monocyclic or polycyclic, and preferably has 6 to 15 carbon atoms.
- the alkylene group and the arylene group may have a substituent, and the substituent is preferably an acid group, for example.
- R B1 and R B2 each independently represent a hydrogen atom or an alkyl group.
- the above alkyl groups may be linear or branched.
- the number of carbon atoms in the alkyl group is preferably 1 to 5, more preferably 1.
- the repeating unit having a polymerizable group may be a repeating unit derived from a compound having an allyl group.
- Examples of the above units include repeating units derived from allyl (meth)acrylate.
- the content of the repeating unit having a polymerizable group in the carboxy group-containing polymer is 3 to 60 mol with respect to the total repeating units of the carboxy group-containing polymer. %, more preferably 5 to 40 mol %, even more preferably 10 to 30 mol %.
- the content of the repeating unit having a polymerizable group in the carboxy group-containing polymer is 3 to 60% by mass with respect to the total mass of the carboxy group-containing polymer. is preferred, 5 to 40 mass % is more preferred, and 10 to 30 mass % is even more preferred.
- the carboxy group-containing polymer may have a repeating unit having specific structure S0 (preferably specific structure S1) in addition to the repeating units described above.
- the specific structures S0 and S1 are as described above.
- the specific structure S0 preferably the specific structure S1
- the specific structure S0 may be present in the main chain, may be present in the side chain, or may be present in the side chain. is preferably present in
- the specific structure S0 preferably the specific structure S1 is bound to the main chain of the polymer via a single bond or a linking group.
- a repeating unit having a specific structure S0 is, for example, a monomer having a heteroaromatic ring (specifically, a vinyl heteroaromatic ring such as vinylpyridine and vinyl (iso)quinoline, and a heteroaromatic repeating units based on a (meth)acrylate monomer having a ring, etc.).
- a monomer having a heteroaromatic ring specifically, a vinyl heteroaromatic ring such as vinylpyridine and vinyl (iso)quinoline, and a heteroaromatic repeating units based on a (meth)acrylate monomer having a ring, etc.
- repeating unit having the specific structure S0 (preferably specific structure S1) are shown below, but are not limited thereto.
- the content thereof is preferably 3 to 75 mol% with respect to the total repeating units of the carboxy group-containing polymer. ⁇ 60 mol% is more preferred, and 10 to 50 mol% is even more preferred.
- the carboxy group-containing polymer has a repeating unit having the specific structure S0 (preferably specific structure S1), the content thereof is preferably 3 to 75% by mass, preferably 5 to 75% by mass, based on the total mass of the carboxy group-containing polymer. 60% by mass is more preferable, and 10 to 50% by mass is even more preferable.
- the repeating unit having the specific structure S0 may be used alone or in combination of two or more.
- the carboxy group-containing polymer may have other repeating units in addition to the repeating units described above. Other repeating units are not particularly limited.
- the content of the carboxy group-containing polymer in compound A is preferably 75 to 100% by mass, more preferably 85 to 100% by mass, still more preferably 90 to 100% by mass, relative to the total mass of compound A. ⁇ 100% by weight is particularly preferred.
- the content of the carboxy group-containing monomer in compound A is preferably 0 to 25% by mass, more preferably 0 to 10% by mass, and still more preferably 0 to 5% by mass, relative to the total mass of compound A.
- the carboxy group-containing polymer may further have an acid group other than the carboxy group.
- acid groups other than carboxy groups include phenolic hydroxyl groups, phosphoric acid groups, and sulfonic acid groups.
- the acid value of the carboxy group-containing polymer is preferably 60-300 mgKOH/g, more preferably 60-275 mgKOH/g, even more preferably 75-250 mgKOH/g.
- the acid value of a carboxy group-containing polymer is a value measured by the titration method specified in JIS K0070 (1992).
- the lower limit of the content of compound A is preferably 1% by mass or more, more preferably 15% by mass or more, and even more preferably 20% by mass or more, relative to the total mass of the photosensitive layer. 30% by mass or more is more preferable, 45% by mass or more is particularly preferable, and 50% by mass or more is most preferable.
- the upper limit of the content of compound A is preferably 100% by mass or less, more preferably 99% by mass or less, still more preferably 97% by mass or less, and particularly 95% by mass or less, relative to the total mass of the photosensitive layer. preferable.
- the upper limit of the content of compound A is preferably 99% by mass or less with respect to the total mass of the photosensitive layer.
- the content of Compound A is preferably 45 to 98% by mass, more preferably 50 to 95% by mass, based on the total mass of the photosensitive layer. .
- the photosensitive layer preferably contains compound ⁇ .
- Compound ⁇ is a compound having a structure (specific structure S0) that reduces the amount of carboxyl groups contained in compound A upon exposure. Note that the specific structure S0 is as described above.
- the specific structure S0 of the compound ⁇ may be an entire structure that constitutes the entire compound ⁇ , or a partial structure that constitutes a part of the compound ⁇ .
- the compound ⁇ may be a high-molecular compound or a low-molecular compound, preferably a low-molecular compound.
- the molecular weight of compound ⁇ , which is a low-molecular compound is preferably less than 5,000, more preferably less than 1,000, even more preferably 65-300, and particularly preferably 75-250.
- the compound ⁇ is preferably a compound B having a structure (specific structure S1) capable of accepting electrons from the carboxyl group contained in the compound A in a photoexcited state. According to compound B, it is believed that the carboxy group contained in compound A can be eliminated (decarboxylated) as CO2 .
- the compound ⁇ (preferably the compound B) is preferably an aromatic compound because of its excellent pattern forming ability.
- the aromatic compound is a compound having one or more aromatic rings. Only one aromatic ring or a plurality of aromatic rings may be present in compound ⁇ (preferably compound B). When a plurality of aromatic rings are present, for example, the aromatic ring may be present in a side chain of the resin or the like.
- the aromatic ring can be used as a structure (specific structure S0 (preferably specific structure S1)) that reduces the amount of carboxy groups contained in compound A by exposure.
- the aromatic ring may be monocyclic or polycyclic, and is preferably polycyclic.
- the polycyclic aromatic ring is, for example, an aromatic ring formed by condensing a plurality of (for example, 2 to 5) aromatic ring structures, and at least one of the plurality of aromatic ring structures has a heteroatom as a ring member atom. It is preferable to have The aromatic ring may be a heteroaromatic ring, and preferably has one or more (eg, 1 to 4) heteroatoms (nitrogen atom, oxygen atom, sulfur atom, etc.) as ring member atoms. It is more preferable to have one or more (eg, 1 to 4) nitrogen atoms as .
- the number of ring member atoms in the aromatic ring is preferably 5-15.
- the aromatic ring of compound ⁇ is preferably polycyclic (polycyclic aromatic ring), also in terms of its higher molar absorption coefficient at a wavelength of 365 nm.
- the number of monocyclic aromatic rings (the number of condensed rings) in the polycyclic aromatic ring is not particularly limited, and is, for example, 2 or more. The above is preferable. Although the upper limit is not particularly limited, it is, for example, 6 or less.
- the polycyclic aromatic ring preferably has a heteroatom (for example, a nitrogen atom, an oxygen atom, a sulfur atom, etc.) as a ring member atom (in other words, it is a polycyclic heteroaromatic ring).
- aromatic ring contained in compound ⁇ examples include monocyclic aromatic rings such as pyridine ring, pyrazine ring, pyrimidine ring, and triazine ring; quinoline ring, isoquinoline ring, quinoxaline ring, and quinazoline Aromatic rings in which two rings such as rings are condensed; An aromatic ring in which three rings such as a phenanthroline ring and a phenazine ring are condensed can be mentioned.
- the aromatic ring may have one or more (eg, 1 to 5) substituents, and examples of the substituents include alkyl groups, aryl groups, halogen atoms, acyl groups, alkoxycarbonyl groups, and arylcarbonyl groups. , carbamoyl, hydroxy, cyano, and nitro groups.
- the aromatic ring has two or more substituents, the plurality of substituents may be combined to form a non-aromatic ring. It is also preferred that the aromatic ring is directly bonded to a carbonyl group to form an aromatic carbonyl group in compound ⁇ (preferably compound B). It is also preferred that multiple aromatic rings are linked via a carbonyl group.
- the aromatic ring is bonded to the imide group to form an aromatic imide group in compound ⁇ (preferably compound B).
- the imide group in the aromatic imide group may or may not form an imide ring together with the aromatic ring.
- a plurality of aromatic rings e.g., 2 to 5 aromatic rings
- the series of aromatic ring structures as a whole is regarded as one specific structure.
- one or more of the plurality of aromatic rings constituting the series of aromatic ring structures is preferably the heteroaromatic ring.
- Compound ⁇ (preferably compound B) is preferably a compound that satisfies one or more (eg, 1 to 4) of the following requirements (1) to (4) in terms of superior pattern forming ability. Above all, it preferably satisfies at least one of requirements (1) and (2), and more preferably satisfies at least requirements (1) and (2) (is a polycyclic heteroaromatic ring). It is preferable to have at least a nitrogen atom as the heteroatom which the heteroaromatic ring has. (1) It has a polycyclic aromatic ring. (2) having a heteroaromatic ring; (3) having an aromatic carbonyl group; (4) It has an aromatic imide group.
- compound ⁇ examples include monocyclic aromatic compounds such as pyridine, pyrazine, pyrimidine and triazine; quinoline, isoquinoline, quinoxaline and aromatic ring in which two rings are condensed such as quinazoline; three or more rings condensed to form an aromatic ring, such as acridine, benzo[f]quinoline, benzo[h]quinoline, phenanthridine, benzo[h]isoquinoline, phenanthroline, and phenazine. compounds that are These compounds may further have a substituent.
- monocyclic aromatic compounds such as pyridine, pyrazine, pyrimidine and triazine
- quinoline isoquinoline, quinoxaline and aromatic ring in which two rings are condensed such as quinazoline
- three or more rings condensed to form an aromatic ring such as acridine, benzo[f]quinoline, benzo[h]quinoline, phenanthridine, benzo[
- an alkyl group, an aryl group, a halogen atom, an acyl group, an alkoxycarbonyl group, an arylcarbonyl group, a carbamoyl group, a hydroxy group, a cyano group, or a nitro group is preferable.
- the compound ⁇ (preferably compound B), acridine, benzo[f]quinoline, benzo[h]quinoline, It is preferably one or more selected from the group consisting of phenanthridine, benzo[h]isoquinoline, phenanthroline, and phenazine.
- These compounds may further have a substituent, and examples of the substituent include an alkyl group, an aryl group, a halogen atom, an acyl group, an alkoxycarbonyl group, an arylcarbonyl group, a carbamoyl group, a hydroxy group, a cyano group, or a nitro group is preferred.
- compound ⁇ when compound ⁇ (preferably compound B) is a polymer, it may be a polymer in which the specific structure is bound to the main chain of the polymer via a single bond or a linking group.
- Compound ⁇ (preferably compound B), which is a polymer is, for example, a monomer having a polycyclic heteroaromatic ring (specifically a vinyl polycyclic heteroaromatic ring and/or a specific structure (preferably a polycyclic heteroaromatic obtained by polymerizing a (meth)acrylate monomer) having a ring). You may copolymerize with another monomer as needed.
- the absorption coefficient of compound ⁇ (preferably compound B) with respect to light having a wavelength of 365 nm is, for example, 100 L/(mol cm) or more, and 500 L/(mol cm) or more, in terms of superior pattern forming ability. is preferably 1,000 L/(mol ⁇ cm) or more, and even more preferably 4,000 L/(mol ⁇ cm) or more.
- the upper limit of the absorption coefficient is not particularly limited, and is, for example, 20,000 L/(mol ⁇ cm) or less.
- the absorption coefficient for light with a wavelength of 365 nm is the absorption coefficient measured by dissolving compound ⁇ (preferably compound B) in acetonitrile.
- the solvent for dissolving compound ⁇ may be changed as appropriate.
- the fact that the absorption coefficient of compound ⁇ (preferably compound B) is within the above range is particularly advantageous when the photosensitive layer is exposed through a temporary support (preferably PET film). That is, since the absorption coefficient is moderately low, generation of bubbles due to decarboxylation can be controlled even when exposed through the temporary support, and deterioration of the pattern shape can be prevented.
- a compound having a high absorption coefficient at a wavelength of 365 nm for example, a compound in which three or more aromatic rings are condensed to form an aromatic ring is more preferable. Examples of the compound in which three or more aromatic rings are condensed to form an aromatic ring include those described above.
- compound ⁇ examples include 5,6,7,8-tetrahydroquinoline, 4-acetylpyridine, 4-benzoylpyridine, quinoline, benzo[f]quinoline, benzo[h]quinoline , isoquinoline, benzo[h]isoquinoline, 1-methylisoquinoline, 1-phenylisoquinoline, acridine, 9-methylacridine, phenanthridine, phenanthroline, and phenazine.
- the lower limit of the content of compound ⁇ (preferably compound B) in the photosensitive layer is preferably 0.1% by mass or more with respect to the total mass of the photosensitive layer, from the viewpoint of better pattern forming ability. % or more by mass is more preferable.
- the upper limit is preferably 80% by mass or less, more preferably 60% by mass or less, still more preferably 30% by mass or less, and particularly preferably 20% by mass or less.
- the content of compound ⁇ (preferably compound B) is preferably 1 to 30% by mass, and preferably 1 to 30% by mass, based on the total mass of the photosensitive layer. 20% by mass is more preferred.
- Compound ⁇ (preferably compound B) may be used alone or in combination of two or more.
- the total number of specific structure S0 (preferably specific structure S1) possessed by compound ⁇ (preferably compound B) in the photosensitive layer is higher than the total number of carboxyl groups possessed by compound A in terms of superior pattern forming ability. 1 mol % or more is preferable, 3 mol % or more is more preferable, 5 mol % or more is still more preferable, and 10 mol % or more is particularly preferable.
- the carboxy groups possessed by compound A is preferably 200 mol% or less, more preferably 100 mol% or less, and even more preferably 80 mol% or less.
- the photosensitive layer may contain a polymerizable compound.
- This polymerizable compound is a component different from the compound A having a carboxy group and does not contain a carboxy group.
- the polymerizable compound is preferably a component different from compound A.
- it is preferably a compound having a molecular weight (weight average molecular weight if it has a molecular weight distribution) of less than 5,000, and is a polymerizable monomer. is also preferred.
- a polymerizable compound is a polymerizable compound having one or more (eg, 1 to 15) ethylenically unsaturated groups in one molecule.
- the polymerizable compound preferably contains a polymerizable compound having a functionality of two or more.
- the bifunctional or higher polymerizable compound means a polymerizable compound having two or more (for example, 2 to 15) ethylenically unsaturated groups in one molecule.
- Examples of ethylenically unsaturated groups include (meth)acryloyl groups, vinyl groups, and styryl groups, with (meth)acryloyl groups being preferred.
- (Meth)acrylates are preferred as the polymerizable compound.
- the photosensitive layer preferably contains a bifunctional polymerizable compound (preferably a difunctional (meth)acrylate) and a trifunctional or higher polymerizable compound (preferably a trifunctional or higher (meth)acrylate). .
- the bifunctional polymerizable compound is not particularly limited and can be appropriately selected from known compounds.
- Examples of bifunctional polymerizable compounds include tricyclodecanedimethanol di(meth)acrylate, tricyclodecanedimethanol di(meth)acrylate, 1,9-nonanediol di(meth)acrylate, and 1,6 - hexanediol di(meth)acrylates.
- bifunctional polymerizable compound more specifically, for example, tricyclodecanedimethanol diacrylate (manufactured by A-DCP Shin-Nakamura Chemical Co., Ltd.), tricyclodecane dimenanol dimethacrylate (DCP Shin-Nakamura Kagaku Kogyo Co., Ltd.), 1,9-nonanediol diacrylate (A-NOD-N Shin-Nakamura Chemical Co., Ltd.), and 1,6-hexanediol diacrylate (A-HD-N Shin-Nakamura Chemical Kogyo Co., Ltd.) and the like.
- tricyclodecanedimethanol diacrylate manufactured by A-DCP Shin-Nakamura Chemical Co., Ltd.
- tricyclodecane dimenanol dimethacrylate DCP Shin-Nakamura Kagaku Kogyo Co., Ltd.
- 1,9-nonanediol diacrylate A-NOD-
- the trifunctional or higher polymerizable compound is not particularly limited and can be appropriately selected from known compounds.
- Examples of trifunctional or higher polymerizable compounds include dipentaerythritol (tri/tetra/penta/hexa) (meth)acrylate, pentaerythritol (tri/tetra) (meth)acrylate, trimethylolpropane tri(meth)acrylate, Examples thereof include ditrimethylolpropane tetra(meth)acrylate, isocyanuric acid (meth)acrylate, and (meth)acrylate compounds having a glycerin tri(meth)acrylate skeleton.
- (tri/tetra/penta/hexa) (meth)acrylate is a concept including tri(meth)acrylate, tetra(meth)acrylate, penta(meth)acrylate, and hexa(meth)acrylate.
- (tri/tetra)(meth)acrylate” is a concept including tri(meth)acrylate and tetra(meth)acrylate.
- polymerizable compounds include, for example, caprolactone-modified compounds of (meth)acrylate compounds (KAYARAD (registered trademark) DPCA-20 manufactured by Nippon Kayaku Co., Ltd., A-9300-1CL manufactured by Shin-Nakamura Chemical Co., Ltd.
- alkylene oxide-modified compounds of (meth)acrylate compounds (KAYARAD RP-1040 manufactured by Nippon Kayaku Co., Ltd., ATM-35E, A-9300 manufactured by Shin-Nakamura Chemical Co., Ltd., EBECRYL (registered trademark) manufactured by Daicel Allnex ) 135, etc.), and ethoxylated glycerin triacrylate (A-GLY-9E, etc., manufactured by Shin-Nakamura Chemical Co., Ltd.), and the like.
- (meth)acrylate compounds (KAYARAD RP-1040 manufactured by Nippon Kayaku Co., Ltd., ATM-35E, A-9300 manufactured by Shin-Nakamura Chemical Co., Ltd., EBECRYL (registered trademark) manufactured by Daicel Allnex ) 135, etc.
- A-GLY-9E ethoxylated glycerin triacrylate
- Examples of polymerizable compounds include urethane (meth)acrylates (preferably trifunctional or higher urethane (meth)acrylates).
- the lower limit of the number of functional groups is preferably 6 or more, more preferably 8 or more.
- the upper limit of the number of functional groups is preferably 20 or less.
- Trifunctional or higher urethane (meth)acrylates include, for example, 8UX-015A (manufactured by Taisei Fine Chemical Co., Ltd.); UA-32P, U-15HA and UA-1100H (all manufactured by Shin-Nakamura Chemical Co., Ltd.); Kyoeisha Chemical Co., Ltd. AH-600; UA-306H, UA-306T, UA-306I, UA-510H and UX-5000 (all manufactured by Nippon Kayaku Co., Ltd.).
- the molecular weight of the polymerizable compound (the weight average molecular weight when it has a molecular weight distribution) is preferably less than 5,000, more preferably 200-3000, still more preferably 250-2600, and particularly preferably 280-2200.
- the minimum molecular weight is preferably 250 or more, more preferably 280 or more.
- the content of the polymerizable compound is preferably 3 to 70% by mass, more preferably 10 to 70% by mass, and 20 to 55% by mass, based on the total mass of the photosensitive layer. % is more preferred.
- the content of the bifunctional polymerizable compound is preferably 10 to 90% by mass, more preferably 20 to 85% by mass, and 30 to 80% by mass, based on the total mass of all polymerizable compounds contained in the photosensitive layer. % is more preferred. Further, the content of the trifunctional or higher polymerizable compound is preferably 10 to 90% by mass, more preferably 15 to 80% by mass, based on the total mass of all polymerizable compounds contained in the photosensitive layer, and 20 ⁇ 70% by mass is more preferred.
- the photosensitive layer may contain a bifunctional or higher functional polymerizable compound and a monofunctional polymerizable compound.
- the polymerizable compound contained in the photosensitive layer is mainly composed of a polymerizable compound having a functionality of 2 or more.
- the content of the bifunctional or higher polymerizable compound is preferably 60 to 100% by mass, more preferably 80 to 100% by mass, based on the total mass of all polymerizable compounds contained in the photosensitive layer.
- 90 to 100% by mass is more preferable.
- the photosensitive layer does not substantially contain a polymerizable compound from the viewpoint of better color visibility.
- substantially free of polymerizable compound means that the content of the polymerizable compound may be less than 3% by mass, with respect to the total mass of the photosensitive layer, and may be 0 to 1% by mass. It is preferably 0 to 0.1% by mass, and more preferably 0 to 0.1% by mass.
- the photosensitive layer may contain a photopolymerization initiator.
- the photopolymerization initiator may be a radical photopolymerization initiator, a cationic photopolymerization initiator, or an anionic photopolymerization initiator, and is preferably a radical photopolymerization initiator.
- the photopolymerization initiator is preferably at least one selected from the group consisting of oxime ester compounds (photopolymerization initiators having an oxime ester structure) and aminoacetophenone compounds (photopolymerization initiators having an aminoacetophenone structure). , more preferably includes compounds of both. When both of these compounds are included, the content of the oxime ester compound is preferably 5-90% by mass, more preferably 15-50% by mass, based on the total content of both compounds.
- Other photopolymerization initiators may be included in addition to the above photopolymerization initiators.
- Other photopolymerization initiators include, for example, hydroxyacetophenone compounds, acylphosphine oxide compounds and bistriphenylimidazole compounds.
- photopolymerization initiators also include polymerization initiators described in paragraphs 0031 to 0042 of JP-A-2011-095716 and paragraphs 0064-0081 of JP-A-2015-014783.
- oxime ester compounds include 1,2-octanedione, 1-[4-(phenylthio)phenyl-,2-(O-benzoyloxime)] (trade name: IRGACURE OXE-01, IRGACURE series, manufactured by BASF ), ethanone, 1-[9-ethyl-6-(2-methylbenzoyl)-9H-carbazol-3-yl]-, 1-(0-acetyloxime) (trade name: IRGACURE OXE-02, manufactured by BASF) ), [8-[5-(2,4,6-trimethylphenyl)-11-(2-ethylhexyl)-11H-benzo[a]carbazoyl][2-(2,2,3,3-tetrafluoropropoxy ) Phenyl]methanone-(O-acetyloxime) (trade name: IRGACURE OXE-03, manufactured by BASF), 1-[4-[4-(2-benzofuranylcarbonyl)
- aminoacetophenone compounds include 2-(dimethylamino)-2-[(4-methylphenyl)methyl]-1-[4-(4-morpholinyl)phenyl]-1-butanone (trade name: Omnirad 379EG, The Omnirad series is a product of IGM Resins B.V.), 2-methyl-1-(4-methylthiophenyl)-2-morpholinopropan-1-one (trade name: Omnirad 907), APi-307 (1-( biphenyl-4-yl)-2-methyl-2-morpholinopropan-1-one, manufactured by Shenzhen UV-ChemTech Ltd.).
- photopolymerization initiators include, for example, 2-hydroxy-1- ⁇ 4-[4-(2-hydroxy-2-methyl-propionyl)-benzyl]phenyl ⁇ -2-methyl-propan-1-one ( Product name: Omnirad 127), 2-benzyl-2-dimethylamino-1-(4-morpholinophenyl)-butanone-1 (product name: Omnirad 369), 2-hydroxy-2-methyl-1-phenyl-propane -1-one (trade name: Omnirad 1173), 1-hydroxy-cyclohexyl-phenyl-ketone (trade name: Omnirad 184), 2,2-dimethoxy-1,2-diphenylethan-1-one (trade name: Omnirad) 651), 2,4,6-trimethylbenzoyl-diphenylphosphine oxide (trade name: Omnirad TPO H), and bis(2,4,6-trimethylbenzoyl)phenylphosphine oxide (trade name: Omnirad 819). .
- a photoinitiator may be used individually by 1 type or in 2 or more types.
- the content thereof is preferably 0.1 to 15% by mass, more preferably 0.5 to 10% by mass, more preferably 0.5 to 10% by mass, based on the total mass of the photosensitive layer. 5% by mass is more preferred.
- the photosensitive layer does not substantially contain a photopolymerization initiator.
- substantially free of photopolymerization initiator means that the content of the photopolymerization initiator may be less than 0.1% by mass with respect to the total weight of the photosensitive layer, and 0 to 0.05 % by mass is preferable, and 0 to 0.01% by mass is more preferable.
- the photosensitive layer may contain a surfactant.
- Surfactants include anionic surfactants, cationic surfactants, nonionic (nonionic) surfactants, and amphoteric surfactants, with nonionic surfactants being preferred.
- nonionic surfactants include polyoxyethylene higher alkyl ethers, polyoxyethylene higher alkylphenyl ethers, higher fatty acid diesters of polyoxyethylene glycol, silicone surfactants, and fluorine surfactants. mentioned.
- surfactants described in paragraphs 0120 to 0125 of WO 2018/179640 can also be used.
- surfactant the surfactants described in paragraph 0017 of Japanese Patent No. 4502784 and paragraphs 0060 to 0071 of JP-A-2009-237362 can also be used.
- fluorosurfactants include MEGAFACE F-171, F-172, F-173, F-176, F-177, F-141, F-142, F-143, and F-144.
- an acrylic compound that has a molecular structure with a functional group containing a fluorine atom and in which the portion of the functional group containing the fluorine atom is cleaved and the fluorine atom volatilizes when heat is applied can also be suitably used.
- fluorine-based surfactants include Megafac DS series manufactured by DIC Corporation (The Chemical Daily (February 22, 2016), Nikkei Sangyo Shimbun (February 23, 2016)), for example, Megafac and DS-21.
- the fluorosurfactant it is also preferable to use a polymer of a fluorine atom-containing vinyl ether compound having a fluorinated alkyl group or a fluorinated alkylene ether group and a hydrophilic vinyl ether compound.
- a block polymer can also be used as the fluorosurfactant.
- the fluorine-based surfactant has a structural unit derived from a (meth)acrylate compound having a fluorine atom and 2 or more (preferably 5 or more) alkyleneoxy groups (preferably ethyleneoxy groups and propyleneoxy groups).
- a fluorine-containing polymer compound containing a structural unit derived from a (meth)acrylate compound can also be preferably used.
- a fluoropolymer having an ethylenically unsaturated bond-containing group in a side chain can also be used.
- Megafac RS-101, RS-102, RS-718K, RS-72-K manufactured by DIC Corporation
- DIC Corporation Megafac RS-101, RS-102, RS-718K, RS-72-K (manufactured by DIC Corporation) and the like.
- fluorosurfactant from the viewpoint of improving environmental suitability, compounds having a linear perfluoroalkyl group having 7 or more carbon atoms, such as perfluorooctanoic acid (PFOA) and perfluorooctane sulfonic acid (PFOS), are used.
- PFOA perfluorooctanoic acid
- PFOS perfluorooctane sulfonic acid
- Surfactants derived from alternative materials are preferred.
- Nonionic surfactants include glycerol, trimethylolpropane, trimethylolethane and their ethoxylates and propoxylates (e.g., glycerol propoxylate, glycerol ethoxylate, etc.), polyoxyethylene lauryl ether, polyoxyethylene stearyl ether, Polyoxyethylene oleyl ether, polyoxyethylene octylphenyl ether, polyoxyethylene nonylphenyl ether, polyethylene glycol dilaurate, polyethylene glycol distearate, sorbitan fatty acid ester, Pluronic (registered trademark) L10, L31, L61, L62, 10R5, 17R2 , 25R2 (manufactured by BASF), Tetronic 304, 701, 704, 901, 904, 150R1 (manufactured by BASF), Solsperse 20000 (manufactured by Nippon Lubrizol Co., Ltd.), NCW-101, NC
- silicone-based surfactants include straight-chain polymers composed of siloxane bonds, and modified siloxane polymers in which organic groups are introduced into side chains and terminals.
- surfactants include DOWSIL 8032 ADDITIVE, Toray Silicone DC3PA, Toray Silicone SH7PA, Toray Silicone DC11PA, Toray Silicone SH21PA, Toray Silicone SH28PA, Toray Silicone SH29PA, Toray Silicone SH30PA, Toray Silicone SH8400 (Toray Dow Corning Co., Ltd.), X-22-4952, X-22-4272, X-22-6266, KF-351A, K354L, KF-355A, KF-945, KF-640, KF-642, KF-643 , X-22-6191, X-22-4515, KF-6004, KP-341, KF-6001, KF-6002, KP-101KP-103, KP-104, KP-105, KP-106, KP-109 , KP-109, KP-112, KP-120, KP-121, KP-124, KP-125, KP-301, KP-306, KP-120
- Surfactants may be used singly or in combination of two or more.
- the content of the surfactant is preferably 0.0001 to 10% by mass, more preferably 0.001 to 5% by mass, still more preferably 0.005 to 3% by mass, based on the total mass of the photosensitive layer.
- the photosensitive layer may contain other additives as needed.
- Other additives include, for example, plasticizers, sensitizers, heterocyclic compounds, alkoxysilane compounds, and the like.
- Plasticizers, sensitizers, heterocyclic compounds, and alkoxysilane compounds include, for example, those described in paragraphs 0097 to 0119 of WO 2018/179640.
- the solvent may remain, but the solvent may not be contained in the photosensitive layer.
- the content of the solvent in the photosensitive layer is preferably 5% by mass or less, more preferably 2% by mass or less, still more preferably 1% by mass or less, and particularly 0.5% by mass or less, relative to the total mass of the photosensitive layer.
- 0.1% by mass or less is most preferable.
- the lower limit is not particularly limited, it may be 0% by mass.
- the photosensitive layer contains other additives such as rust inhibitors, metal oxide particles, antioxidants, dispersants, acid multipliers, development accelerators, conductive fibers, colorants, thermal radical polymerization initiators, Known additives such as thermal acid generators, UV absorbers, thickeners, cross-linking agents, and organic or inorganic suspending agents may also be included. Preferred aspects of these components are described in paragraphs 0165 to 0184 of JP-A-2014-085643, respectively, and the contents of this publication are incorporated herein.
- the photosensitive layer may contain impurities.
- Impurities include, for example, sodium, potassium, magnesium, calcium, iron, manganese, copper, aluminum, titanium, chromium, cobalt, nickel, zinc, tin, halogens, and ions thereof.
- halide ions, sodium ions, and potassium ions tend to be mixed as impurities, so the following contents are particularly preferable.
- the content of impurities in the photosensitive layer is preferably 80 ppm by mass or less, more preferably 10 ppm by mass or less, and even more preferably 2 ppm by mass or less, relative to the total mass of the photosensitive layer.
- the content of impurities in the photosensitive layer may be 1 mass ppb or more, or 0.1 mass ppm or more with respect to the total mass of the photosensitive layer.
- the impurities within the above range, for example, a raw material for the photosensitive component with a low impurity content is selected, the impurities are prevented from being mixed during the formation of the photosensitive layer, and the impurities are removed by washing. to do.
- the amount of impurities can be made within the above range.
- Impurities can be quantified by known methods such as ICP (Inductively Coupled Plasma) emission spectroscopy, atomic absorption spectroscopy, and ion chromatography.
- ICP Inductively Coupled Plasma
- the content of compounds such as benzene, formaldehyde, trichlorethylene, 1,3-butadiene, carbon tetrachloride, chloroform, N,N-dimethylformamide, N,N-dimethylacetamide, and hexane in the photosensitive layer is small. is preferred.
- the content of these compounds in the photosensitive layer is preferably 100 ppm by mass or less, more preferably 20 ppm by mass or less, and even more preferably 4 ppm by mass or less, relative to the total mass of the photosensitive layer.
- the lower limit of the content may be 10 mass ppb or more or 100 mass ppb or more with respect to the total mass of the photosensitive layer.
- the content of these compounds can be suppressed in the same manner as the metal impurities described above. Moreover, it can quantify by a well-known measuring method.
- the content of water in the photosensitive layer is preferably 0.01 to 1.0% by mass, more preferably 0.05 to 0.5% by mass, based on the total mass of the photosensitive layer from the viewpoint of improving resolution. is more preferred.
- the average thickness of the photosensitive layer is preferably 0.5-20 ⁇ m. When the average thickness of the photosensitive layer is 20 ⁇ m or less, the pattern resolution is more excellent, and when the average thickness of the photosensitive layer is 2.0 ⁇ m or more, it is preferable from the viewpoint of color visibility.
- the average thickness of the photosensitive layer is more preferably 0.8 to 15 ⁇ m, still more preferably 1.0 to 10 ⁇ m. Specific examples of the average thickness of the photosensitive layer include 2.0 ⁇ m, 3.0 ⁇ m, 4.0 ⁇ m, 6.0 ⁇ m, and 8.0 ⁇ m.
- the transfer film has a thermoplastic resin layer between the temporary support and the photosensitive layer.
- thermoplastic resin layer Each component that the thermoplastic resin layer may contain will be described below.
- the thermoplastic resin layer contains a thermoplastic resin.
- a thermoplastic resin an alkali-soluble resin is preferred.
- thermoplastic resins include acrylic resins, polystyrene resins, styrene-acrylic copolymers, polyurethane resins, polyvinyl alcohol, polyvinyl formal, polyamide resins, polyester resins, polyamide resins, epoxy resins, polyacetal resins, and polyhydroxystyrene resins. , polyimide resins, polybenzoxazole resins, polysiloxane resins, polyethyleneimines, polyallylamines and polyalkylene glycols.
- an acrylic resin is preferable from the viewpoint of developability and adhesion to adjacent layers.
- the "acrylic resin” is selected from the group consisting of structural units derived from (meth)acrylic acid, structural units derived from (meth)acrylic acid esters, and structural units derived from (meth)acrylic acid amides. means a resin containing at least one structural unit
- the acrylic resin in the acrylic resin, a structural unit derived from (meth)acrylic acid, a structural unit derived from (meth)acrylic acid ester, and a structural unit derived from (meth)acrylic acid amide.
- An aspect in which the total content is 30% by mass or more with respect to the total mass of the acrylic resin is exemplified.
- the above total content is more preferably 50% by mass or more with respect to the total mass of the acrylic resin.
- 100 mass % or less is preferable with respect to the total mass of an acrylic resin.
- the total content of structural units derived from (meth) acrylic acid and structural units derived from (meth) acrylic acid ester is 30 to 100% by mass with respect to the total mass of the acrylic resin. is preferred, and 50 to 100% by mass is more preferred.
- the acrylic resin in the acrylic resin, a structural unit derived from (meth)acrylic acid, a structural unit derived from (meth)acrylic acid ester, and a structure derived from (meth)acrylic acid amide
- a structural unit derived from (meth)acrylic acid in the acrylic resin, a structural unit derived from (meth)acrylic acid ester, and a structure derived from (meth)acrylic acid amide
- the total content of units is 30 mol % or more with respect to all repeating units of the acrylic resin.
- the above total content is more preferably 50 mol % or more with respect to all repeating units of the acrylic resin.
- the upper limit of the total content is preferably 100 mol % or less with respect to all repeating units of the acrylic resin.
- the total content of structural units derived from (meth) acrylic acid and structural units derived from (meth) acrylic acid ester is 30 to 100 mol with respect to all repeating units of the acrylic resin. %, more preferably 50 to 100 mol %.
- the alkali-soluble resin is preferably a resin having an acid group, more preferably a resin containing a structural unit having an acid group.
- the acid group includes, for example, a carboxy group, a sulfo group, a phosphoric acid group, and a phosphonic acid group, with the carboxy group being preferred.
- an acrylic resin having a constitutional unit derived from (meth)acrylic acid is also preferable in terms of better developability and/or better adhesion to adjacent layers.
- the acid value of the alkali-soluble resin is preferably 60 mgKOH/g or more from the viewpoint of developability.
- the upper limit is preferably 300 mgKOH/g or less, more preferably 250 mgKOH/g or less, and even more preferably 200 mgKOH/g or less.
- an alkali-soluble resin having an acid value of 60 mgKOH/g or more is preferable, and an acrylic resin having a carboxyl group having an acid value of 60 mgKOH/g or more is more preferable.
- the acrylic resin having a carboxyl group with an acid value of 60 mgKOH/g or more for example, it can be appropriately selected from known resins and used. Specifically, paragraph [0025] of JP-A-2011-095716, paragraphs [0033] to [0052] of JP-A-2010-237589 and paragraphs [0053] to [0068 of JP-A-2016-224162 ] is mentioned.
- the content of structural units having a carboxy group is preferably 5-50% by mass, more preferably 10-40% by mass, and even more preferably 12-30% by mass, relative to the total mass of the acrylic resin.
- the alkali-soluble resin may have a polymerizable group.
- the polymerizable group may be any group as long as it participates in the polymerization reaction, for example, a group having an ethylenically unsaturated group such as a vinyl group, an acryloyl group, a methacryloyl group, a styryl group and a maleimide group; an epoxy group, an oxetane group, and the like. group having a cationic polymerizable group.
- a group having an ethylenically unsaturated group is preferable, and an acryloyl group or a methacryloyl group is more preferable.
- the weight average molecular weight of the alkali-soluble resin is preferably 1,000 or more, more preferably 10,000 to 100,000, and still more preferably 20,000 to 50,000.
- the thermoplastic resin may be used singly or in combination of two or more.
- the content of the thermoplastic resin is preferably 10.0 to 99.0% by mass, preferably 20.0 to 90%, based on the total mass of the thermoplastic resin layer, from the viewpoint of developability and adhesion to adjacent layers. 0% by mass is more preferable, 40.0 to 90.0% by mass is even more preferable, and 45.0 to 90.0% by mass is particularly preferable.
- the thermoplastic resin layer contains a dye having a maximum absorption wavelength of 450 nm or more in a wavelength range of 400 to 780 nm during color development, and a dye whose maximum absorption wavelength is changed by an acid, a base, or a radical (hereinafter also simply referred to as "dye B"). may contain.
- the expression that the dye "changes the maximum absorption wavelength due to an acid, a base, or a radical” means that the dye in a colored state is decolored by an acid, a base, or a radical, and the dye in a decolored state is It may mean any one of a mode in which a color is developed by an acid, a base, or a radical, and a mode in which a dye in a coloring state changes to a coloring state of another hue.
- the dye B may be a compound that changes from a decolored state to develop color upon exposure, or a compound that changes from a colored state to decolor upon exposure.
- it may be a dye whose coloring or decoloring state is changed by the action of an acid, a base, or a radical generated in the thermoplastic resin layer by exposure, and the acid, the base, or the radical in the thermoplastic resin layer. It may be a dye that changes its coloring or decoloring state by changing the state of (for example, pH). Moreover, it may be a dye that changes its coloring or decoloring state by being directly stimulated by an acid, a base, or a radical without being exposed to light.
- the dye B is preferably a dye whose maximum absorption wavelength is changed by an acid or a radical, more preferably a dye whose maximum absorption wavelength is changed by an acid, from the viewpoints of visibility in exposed and unexposed areas and resolution. .
- a photoradical polymerization initiator, a photocationic polymerization initiator (photoacid generator), or a photobase generator is added to the thermoplastic resin layer, and the photoradical polymerization initiator is added after exposure.
- a radical, acid, or base generated from a photocationic polymerization initiator or a photobase generator causes a radical-reactive dye, an acid-reactive dye, or a base-reactive dye (e.g., a leuco dye) to develop color. .
- Dye B preferably has a maximum absorption wavelength of 550 nm or more, more preferably 550 to 700 nm, in the wavelength range of 400 to 780 nm during color development, from the viewpoint of visibility of the exposed and unexposed areas. More preferably ⁇ 650 nm. Also, the dye B may have only one maximum absorption wavelength in the wavelength range of 400 to 780 nm during color development, or may have two or more. When the dye B has two or more maximum absorption wavelengths in the wavelength range of 400 to 780 nm during color development, the maximum absorption wavelength with the highest absorbance among the two or more maximum absorption wavelengths should be 450 nm or more.
- Examples of dyes that develop or decolor upon exposure include leuco compounds, diarylmethane dyes, oxazine dyes, xanthene dyes, iminonaphthoquinone dyes, azomethine dyes, and anthraquinone dyes.
- a leuco compound is preferable from the viewpoint of the visibility of the exposed area and the non-exposed area.
- Examples of leuco compounds include leuco compounds having a triarylmethane skeleton (triarylmethane dyes) and leuco compounds having a fluoran skeleton (fluoran dyes).
- the leuco compound preferably has a lactone ring, a sultine ring, or a sultone ring from the viewpoint of the visibility of the exposed area and the non-exposed area.
- the lactone ring, sultine ring, or sultone ring of the leuco compound is reacted with a radical generated from a radical photopolymerization initiator or an acid generated from a photocationic polymerization initiator to change the leuco compound into a ring-closed state.
- the color can be developed by changing the leuco compound into a ring-opened state.
- the leuco compound is preferably a compound that has a lactone ring, a sultine ring, or a sultone ring, and develops color by opening the lactone ring, sultine ring, or sultone ring with a radical or an acid.
- a compound that develops color by opening the lactone ring with an acid is more preferable.
- leuco compound of the dye B examples include p,p′,p′′-hexamethyltriaminotriphenylmethane (leuco crystal violet), Pergascript Blue SRB (manufactured by Ciba-Geigy), crystal violet lactone, malachite green lactone, benzoyl leucomethylene blue, 2-(N-phenyl-N-methylamino)-6-(Np-tolyl-N-ethyl)aminofluorane, 2-anilino-3-methyl-6-(N-ethyl-p -toluidino)fluorane, 3,6-dimethoxyfluorane, 3-(N,N-diethylamino)-5-methyl-7-(N,N-dibenzylamino)fluorane, 3-(N-cyclohexyl-N-methyl amino)-6-methyl-7-anilinofluorane, 3-(N,N-diethylamino)-6-
- the thermoplastic resin layer contains, as the dye B, a dye whose maximum absorption wavelength changes with an acid and a compound that generates an acid with light, which will be described later (compound It is preferred to include both of C).
- the content of the dye B is preferably 0.2% by mass or more, and 0.2 to 6.0% by mass, based on the total mass of the thermoplastic resin layer, in terms of visibility of the exposed and unexposed areas. More preferably, 0.2 to 5.0% by mass is even more preferable.
- the "content of the dye B” means the content of the dye when all of the dye B contained in the thermoplastic resin layer is in a colored state. A method for quantifying the content of the dye B will be described below using a dye that develops color by radicals as an example.
- a solution of dye B (0.001 g) and a solution of dye B (0.01 g) in 100 mL of methyl ethyl ketone are prepared.
- a radical photopolymerization initiator (Irgacure OXE01, manufactured by BASF Japan) is added to each of the solutions obtained, and radicals are generated by irradiation with light of 365 nm, so that all the dyes B are colored.
- the absorbance of each solution having a liquid temperature of 25° C. is measured using a spectrophotometer (UV3100, manufactured by Shimadzu Corporation) in an air atmosphere to create a calibration curve.
- thermoplastic resin layer (3 g) is dissolved in methyl ethyl ketone instead of the dye B
- the absorbance of the solution in which all the dyes are developed is measured. From the absorbance of the obtained solution containing the thermoplastic resin layer, the amount of dye B contained in the thermoplastic resin layer is calculated based on the calibration curve.
- the thermoplastic resin layer may contain a compound that generates an acid, base or radical upon exposure to light (hereinafter also simply referred to as "compound C").
- Compound C is preferably a compound that generates an acid, a base, or a radical upon receiving actinic rays such as ultraviolet rays and visible rays. Examples of the compound C include known photoacid generators, photobase generators and photoradical polymerization initiators (photoradical generators).
- the thermoplastic resin layer may contain a photoacid generator.
- the photoacid generator includes, for example, a photocationic polymerization initiator that can be contained in the photosensitive layer.
- the photoacid generator preferably contains at least one compound selected from the group consisting of onium salt compounds and oxime sulfonate compounds. Therefore, it is more preferred to include an oxime sulfonate compound.
- a photoacid generator having the following structure is also preferable.
- thermoplastic resin layer may contain a radical photopolymerization initiator.
- photoradical polymerization initiators include photoradical polymerization initiators that can be contained in the photosensitive layer, and preferred embodiments are also the same.
- the thermoplastic resin composition may contain a photobase generator.
- the photobase generator include known photobase generators. Specifically, 2-nitrobenzylcyclohexylcarbamate, triphenylmethanol, O-carbamoylhydroxylamide, O-carbamoyloxime, [[(2,6-dinitrobenzyl)oxy]carbonyl]cyclohexylamine, bis[[(2- nitrobenzyl)oxy]carbonyl]hexane 1,6-diamine, 4-(methylthiobenzoyl)-1-methyl-1-morpholinoethane, (4-morpholinobenzoyl)-1-benzyl-1-dimethylaminopropane, N-( 2-nitrobenzyloxycarbonyl)pyrrolidine, hexaamminecobalt (III) tris(triphenylmethylborate), 2-benzyl-2-dimethylamino-1-(4-morpholinophenyl)-butanone, 2,6-d
- the content of the compound C is preferably 0.1 to 10.0% by mass relative to the total mass of the thermoplastic resin layer from the viewpoint of visibility of the exposed and unexposed areas and resolution, and 0 0.5 to 5.0% by mass is more preferable.
- the thermoplastic resin layer may contain a plasticizer from the viewpoint of resolution, adhesion to adjacent layers, and developability.
- the plasticizer preferably has a smaller molecular weight (weight average molecular weight if it is an oligomer or polymer and has a molecular weight distribution) than the thermoplastic resin (preferably alkali-soluble resin).
- the molecular weight (weight average molecular weight) of the plasticizer is preferably 200 to 2,000.
- the plasticizer is not particularly limited as long as it is a compound compatible with the alkali-soluble resin and exhibits plasticity, but from the viewpoint of resolution and storage stability, it preferably contains a (meth)acrylate compound.
- the alkali-soluble resin is an acrylic resin and the plasticizer contains a (meth)acrylate compound.
- the (meth)acrylate compound includes, for example, a (meth)acrylate compound as a polymerizable compound that can be contained in the photosensitive layer. 2,2-bis(4-methacryloxypolyethoxyphenyl)propane can also be used as the (meth)acrylate compound.
- a (meth)acrylate compound having an acid group is also preferable.
- the acid group includes, for example, a carboxylic acid group, and may be a group derived from an acid anhydride.
- Examples of (meth)acrylate compounds having an acid group include Aronix (registered trademark) TO-2349 (manufactured by Toagosei Co., Ltd.), Aronix (registered trademark) M-520 (manufactured by Toagosei Co., Ltd.) and Aronix (registered trademark) M -510 (manufactured by Toagosei Co., Ltd.).
- As the (meth)acrylate compound having an acid group for example, compounds described in paragraphs [0025] to [0030] of JP-A-2004-239942 can also be used.
- polyfunctional urethane (meth)acrylate compounds include, for example, propylene oxide-modified urethane di(meth)acrylate, and ethylene oxide and propylene oxide-modified urethane di(meth)acrylate.
- polyfunctional urethane (meth)acrylate compounds include, for example, 8UX-015A (manufactured by Taisei Fine Chemical Co., Ltd.), UA-32P (manufactured by Shin-Nakamura Chemical Co., Ltd.) and UA-1100H (manufactured by Shin-Nakamura Chemical Co., Ltd.) ).
- the (meth)acrylate compound may not be polymerized even in the exposed areas after exposure from the viewpoint of adhesion between the thermoplastic resin layer and adjacent layers.
- the (meth)acrylate compound poly(meth)acryloyl groups having two or more (meth)acryloyl groups in one molecule are preferred from the viewpoints of resolution of the thermoplastic resin layer, adhesion to adjacent layers, and developability. Functional (meth)acrylate compounds are preferred.
- the content of the plasticizer is 0.5 to 40.0 mass with respect to the total mass of the thermoplastic resin layer, from the viewpoints of the resolution of the thermoplastic resin layer, adhesion to adjacent layers, and developability. %, more preferably 1.0 to 40.0% by mass, even more preferably 5.0 to 40.0% by mass.
- the thermoplastic resin layer may contain a sensitizer.
- Sensitizers include, for example, known sensitizers, dyes and pigments. Sensitizers include, for example, dialkylaminobenzophenone compounds, pyrazoline compounds, anthracene compounds, coumarin compounds, xanthone compounds, thioxanthone compounds, acridone compounds, oxazole compounds, benzoxazole compounds, thiazole compounds, benzothiazole compounds, triazole compounds (e.g., 1,2,4-triazole, etc.), stilbene compounds, triazine compounds, thiophene compounds, naphthalimide compounds, triarylamine compounds and aminoacridine compounds.
- a sensitizer may be used singly or in combination of two or more.
- the content of the sensitizer is 0.01 to 10.0% by mass with respect to the total mass of the thermoplastic resin layer from the viewpoint of improving the sensitivity to the light source and visibility of the exposed and unexposed areas.
- the thermoplastic resin layer may contain a polymerization inhibitor.
- a polymerization inhibitor for example, a known polymerization inhibitor can be used.
- polymerization inhibitors include, for example, phenothiazine, bis-(1-dimethylbenzyl)phenothiazine, and phenothiazine compounds such as 3,7-dioctylphenothiazine; bis[3-(3-tert-butyl-4- hydroxy-5-methylphenyl)propionic acid][ethylenebis(oxyethylene)]2,4-bis[(laurylthio)methyl]-o-cresol, 1,3,5-tris(3,5-di-t- butyl-4-hydroxybenzyl), 1,3,5-tris(4-t-butyl-3-hydroxy-2,6-dimethylbenzyl), 2,4-bis-(n-octylthio)-6-(4 -hydroxy-3,5-di-t-buty
- the thermoplastic resin layer may contain a surfactant.
- Surfactants include, for example, surfactants that can be contained in the photosensitive layer.
- the content of the surfactant is preferably 0.0001 to 10% by mass, more preferably 0.001 to 5% by mass, and even more preferably 0.005 to 3% by mass, relative to the total mass of the thermoplastic resin layer. .
- the thermoplastic resin layer may contain other additives in addition to the above components.
- Other additives include, for example, other additives that can be contained in the photosensitive layer.
- Other additives include, for example, benzotriazoles and carboxybenzotriazoles.
- benzotriazoles include 1,2,3-benzotriazole, 1-chloro-1,2,3-benzotriazole, bis(N-2-ethylhexyl)aminomethylene-1,2,3-benzotriazole, bis(N-2-ethylhexyl)aminomethylene-1,2,3-tolyltriazole and bis(N-2-hydroxyethyl)aminomethylene-1,2,3-benzotriazole.
- Carboxybenzotriazoles include, for example, 4-carboxy-1,2,3-benzotriazole, 5-carboxy-1,2,3-benzotriazole, N-(N,N-di-2-ethylhexyl)aminomethylene Carboxybenzotriazole, N-(N,N-di-2-hydroxyethyl)aminomethylene carboxybenzotriazole and N-(N,N-di-2-ethylhexyl)aminoethylene carboxybenzotriazole.
- Specific examples of carboxybenzotriazoles include CBT-1 (manufactured by Johoku Chemical Industry Co., Ltd.).
- the total content of benzotriazoles and carboxybenzotriazoles is preferably 0.01-3% by mass, more preferably 0.05-1% by mass, relative to the total mass of the thermoplastic resin layer.
- the average thickness (layer thickness) of the thermoplastic resin layer is preferably 1.0 ⁇ m or more, more preferably 2.0 ⁇ m or more, from the viewpoint of adhesion to adjacent layers.
- the upper limit is preferably 20.0 ⁇ m or less, more preferably 10.0 ⁇ m or less, and even more preferably 8.0 ⁇ m or less, from the viewpoint of developability and resolution.
- thermoplastic resin layer for example, it is also preferable that it is a thermoplastic resin layer described in paragraphs [0189] to [0193] of JP-A-2014-085643, the contents of which are incorporated herein. .
- the transfer film may have an intermediate layer between the thermoplastic resin layer and the photosensitive layer. Due to the presence of the intermediate layer, it is possible to suppress the mixing of the components that may occur during the coating formation of the thermoplastic resin layer and the photosensitive layer and during the storage after coating formation.
- a water-soluble resin layer containing a water-soluble resin can be used as the intermediate layer.
- an oxygen-blocking layer having an oxygen-blocking function which is described as a "separation layer" in JP-A-5-072724, can also be used.
- radicals can be generated during the decarboxylation reaction.
- the intermediate layer is an oxygen-blocking layer
- the radical reaction proceeds easily, and as a result, the resolution is improved, the amount of film thickness reduction of the film formed by exposure is small, and/or the formed pattern is improved. It is easy to further improve the effects such as a lower dielectric constant.
- the oxygen blocking layer used as the intermediate layer may be appropriately selected from known layers described in the above publications. Among them, an oxygen-blocking layer that exhibits low oxygen permeability and is dispersed or dissolved in water or an alkaline aqueous solution (a 1% by mass aqueous solution of sodium carbonate at 22° C.) is preferred.
- the intermediate layer contains resin.
- the resin includes a water-soluble resin as part or all of it.
- resins that can be used as water-soluble resins include polyvinyl alcohol-based resins, polyvinylpyrrolidone-based resins, cellulose-based resins, acrylamide-based resins, polyethylene oxide-based resins, gelatin, vinyl ether-based resins, polyamide resins, and copolymers thereof. Resins such as coalescence can be mentioned. A (meth)acrylic acid/vinyl compound copolymer or the like can also be used as the water-soluble resin.
- the (meth)acrylic acid/vinyl compound copolymer As the (meth)acrylic acid/vinyl compound copolymer, a (meth)acrylic acid/allyl (meth)acrylate copolymer is preferable, and a methacrylic acid/allyl methacrylate copolymer is more preferable.
- the water-soluble resin is a (meth)acrylic acid/vinyl compound copolymer
- the composition ratio (mol %) is preferably 90/10 to 20/80, and preferably 80/20 to 30/70. more preferred.
- the lower limit of the weight average molecular weight of the water-soluble resin is preferably 5,000 or more, more preferably 7,000 or more, and even more preferably 10,000 or more. Moreover, the upper limit thereof is preferably 200,000 or less, more preferably 100,000 or less, and even more preferably 50,000 or less.
- the dispersity (Mw/Mn) of the water-soluble resin is preferably 1-10, more preferably 1-5.
- the resin contained in the intermediate layer is the resin contained in the layer arranged on one side of the intermediate layer and the layer arranged on the other side. It is preferably a resin different from the resin contained in. That is, for example, when the adjacent layer on one side of the intermediate layer is a thermoplastic resin layer and the adjacent layer on the other side is a photosensitive layer, the resin contained in the intermediate layer is the thermoplastic resin layer and the photosensitive layer. It is preferably a resin different from the resin contained in each of the layers.
- the water-soluble resin preferably contains polyvinyl alcohol, and more preferably contains both polyvinyl alcohol and polyvinylpyrrolidone, from the viewpoint of further improving the oxygen-blocking property and the ability to suppress interlayer mixing.
- One type of water-soluble resin may be used alone, or two or more types may be used.
- the content of the water-soluble resin is not particularly limited, but is preferably 50.0% by mass or more, more preferably 70.0% by mass, based on the total mass of the intermediate layer in terms of further improving the oxygen barrier property and the ability to suppress interlayer mixing. The above is more preferable.
- the upper limit is not particularly limited, for example, 99.9% by mass or less is preferable, and 99.8% by mass or less is more preferable.
- the thickness of the intermediate layer is preferably 3.0 ⁇ m or less, more preferably 2.0 ⁇ m or less.
- the lower limit is preferably 0.1 ⁇ m or more, more preferably 0.5 ⁇ m or more, and even more preferably 1.0 ⁇ m or more.
- the transfer film of the invention may have a cover film.
- the number of fisheyes with a diameter of 80 ⁇ m or more contained in the cover film is preferably 5/m 2 or less.
- fish eye refers to material foreign matter, undissolved matter, and/or Alternatively, an oxidative degradation product or the like is taken into the film.
- the number of particles having a diameter of 3 ⁇ m or more contained in the cover film is preferably 30 particles/mm 2 or less, more preferably 10 particles/mm 2 or less, and even more preferably 5 particles/mm 2 or less. Thereby, it is possible to suppress the defects caused by the unevenness caused by the particles contained in the cover film being transferred to the photosensitive layer.
- the arithmetic mean roughness Ra of the surface of the cover film is preferably 0.01 ⁇ m or more, more preferably 0.02 ⁇ m or more, and even more preferably 0.03 ⁇ m or more. If Ra is within such a range, for example, when the transfer film is elongated, it is possible to improve the take-up property when the transfer film is taken up. From the viewpoint of suppressing defects during transfer, Ra is preferably less than 0.50 ⁇ m, more preferably 0.40 ⁇ m or less, and even more preferably 0.30 ⁇ m or less.
- Cover films include, for example, polyethylene terephthalate films, polypropylene films, polystyrene films, and polycarbonate films.
- cover film for example, those described in paragraphs 0083 to 0087 and 0093 of JP-A-2006-259138 may be used.
- Alphan (registered trademark) FG-201 manufactured by Oji F-Tex Co., Ltd. Alphan (registered trademark) E-201F manufactured by Oji F-Tex Co., Ltd., Toray Advanced Film Co., Ltd.
- Therapeal (registered trademark) 25WZ manufactured by Toray Industries, Inc. or Lumirror (registered trademark) 16QS62 (16KS40) manufactured by Toray Industries, Inc. may also be used.
- the transfer film may include layers other than the layers described above (hereinafter also referred to as "other layers").
- Other layers include, for example, a high refractive index layer and the like, and known layers can be used as appropriate.
- the high refractive index layer is preferably arranged adjacent to the photosensitive layer, and is also preferably arranged between the photosensitive layer and the temporary support.
- the high refractive index layer is preferably a layer having a refractive index of 1.50 or more at a wavelength of 550 nm.
- the refractive index of the high refractive index layer is more preferably 1.55 or higher, and even more preferably 1.60 or higher.
- the upper limit of the refractive index of the high refractive index layer is not particularly limited, it is preferably 2.10 or less, more preferably 1.85 or less, still more preferably 1.78 or less, and particularly preferably 1.74 or less.
- the refractive index of the high refractive index layer is preferably higher than the refractive index of the photosensitive layer.
- the high refractive index layer may be photocurable (that is, photosensitive), thermosetting, or both photocurable and thermosetting. .
- the embodiment in which the high refractive index layer is photosensitive has the advantage that after transfer, the photosensitive layer and the high refractive index layer transferred onto the base material can be patterned together by photolithography once.
- the high refractive index layer preferably has alkali solubility (for example, solubility in a weakly alkaline aqueous solution). Also, the high refractive index layer is preferably a transparent layer.
- the method for controlling the refractive index of the high refractive index layer is not particularly limited.
- a method using a resin having a predetermined refractive index alone a method using a resin and metal oxide particles or metal particles, and and a method using a composite with a resin.
- the type of metal oxide particles or metal particles is not particularly limited, and known metal oxide particles or metal particles can be used.
- Metals in metal oxide particles or metal particles also include semimetals such as B, Si, Ge, As, Sb, and Te.
- the average primary particle size of the particles is, for example, preferably 1 to 200 nm, more preferably 3 to 80 nm, from the viewpoint of transparency.
- the average primary particle diameter of particles is calculated by measuring the particle diameters of 200 arbitrary particles using an electron microscope and arithmetically averaging the measurement results. When the shape of the particles is not spherical, the longest side is taken as the particle diameter.
- Specific examples of metal oxide particles include zirconium oxide particles ( ZrO2 particles), Nb2O5 particles , titanium oxide particles ( TiO2 particles), silicon dioxide particles ( SiO2 particles), and composite particles thereof. At least one selected from the group consisting of is preferred.
- the metal oxide particles for example, at least one selected from the group consisting of zirconium oxide particles and titanium oxide particles from the viewpoint that the refractive index of the high refractive index layer can be easily adjusted to 1.6 or more. more preferred.
- the high refractive index layer may contain only one type of metal oxide particles, or may contain two or more types of metal oxide particles.
- the content of the particles is high from the viewpoint that the hiding property of the object to be hidden such as the electrode pattern is improved and the visibility of the object to be hidden can be effectively improved. It is preferably 1 to 95% by mass, more preferably 20 to 90% by mass, even more preferably 40 to 85% by mass, based on the total mass of the refractive index layer.
- Examples of commercially available metal oxide particles include calcined zirconium oxide particles (manufactured by CIK Nanotech Co., Ltd., product name: ZRPGM15WT%-F04), calcined zirconium oxide particles (manufactured by CIK Nanotech Co., Ltd., product name: ZRPGM15WT%-F74).
- calcined zirconium oxide particles manufactured by CIK Nanotech Co., Ltd., product name: ZRPGM15WT%-F75
- calcined zirconium oxide particles manufactured by CIK Nanotech Co., Ltd., product name: ZRPGM15WT%-F76
- zirconium oxide particles Nanouse OZ-S30M , manufactured by Nissan Chemical Industries, Ltd.
- zirconium oxide particles Nanouse OZ-S30K, manufactured by Nissan Chemical Industries, Ltd.
- the high refractive index layer includes inorganic particles (metal oxide particles, metal particles, etc.) having a refractive index of 1.50 or higher (more preferably 1.55 or higher, and still more preferably 1.60 or higher), and inorganic particles having a refractive index of 1.50 or higher. 50 or more (more preferably 1.55 or more, still more preferably 1.60 or more), and a refractive index of 1.50 or more (more preferably 1.55 or more, still more preferably 1.60 or more) It preferably contains one or more selected from the group consisting of certain polymerizable compounds. In this aspect, it is easy to adjust the refractive index of the high refractive index layer to 1.50 or more (more preferably 1.55 or more, particularly preferably 1.60 or more).
- the high refractive index layer preferably contains a binder polymer, a polymerizable monomer, and particles.
- the components of the high refractive index layer the components of the curable transparent resin layer described in paragraphs 0019 to 0040 and 0144 to 0150 of JP 2014-108541, paragraphs 0024 to 0035 of JP 2014-010814 and components of the transparent layer described in WO 2016/009980, paragraphs 0034 to 0056 of WO 2016/009980, and the like.
- the high refractive index layer may contain components other than the components described above. Other components that can be contained in the high refractive index layer include the same components as other components that can be contained in the photosensitive layer of the present invention.
- the high refractive index layer also preferably contains a surfactant.
- the thickness of the high refractive index layer is preferably 500 nm or less, more preferably 110 nm or less, and even more preferably 100 nm or less.
- the thickness of the high refractive index layer is preferably 20 nm or more, more preferably 55 nm or more, still more preferably 60 nm or more, and particularly preferably 70 nm or more.
- the high refractive index layer is preferably achromatic. Specifically, total reflection (incidence angle 8°, light source: D-65 (2° field of view)) has an L * value of 10 to 90 in the CIE1976 (L*, a*, b*) color space.
- the a * value is preferably -1.0 to 1.0
- the b * value is preferably -1.0 to 1.0.
- the production method of the transfer film is not particularly limited, and known production methods can be applied.
- a method for producing the transfer film it is preferable to form a thermoplastic resin layer, an intermediate layer, and a photosensitive layer which can be arranged on the temporary support by a coating method.
- a thermoplastic resin composition is applied to the surface of the temporary support to form a coating film, and the coating film is dried to form a thermoplastic resin layer.
- a step of applying a forming composition to form a coating film, and further drying the coating film to form a photosensitive layer is applied.
- a step of forming a photosensitive layer forming composition on the surface of the thermoplastic resin layer to form a coating film, and further drying the coating film to form a photosensitive layer. is mentioned.
- the transfer film 10 shown in FIG. 1 and the transfer film 30 shown in FIG. 2 are produced by pressing a cover film onto the photosensitive layer of the laminate produced by the above-described production method. Further, the transfer film 10 shown in FIG. 1 and the transfer film 30 shown in FIG. 2 may be wound up after being manufactured and stored as a roll-shaped transfer film.
- the transfer film in roll form can be provided as it is in the step of laminating with a substrate in a roll-to-roll system, which will be described later.
- thermoplastic resin composition is applied to the surface of the temporary support to form a coating film, and the coating film is dried to form a thermoplastic resin layer. Then, a step of preparing a temporary support with a thermoplastic resin layer, applying a composition for forming a photosensitive layer on the surface of a cover film to form a coating film, and drying this coating film to form a photosensitive layer forming a step of preparing a cover film with a photosensitive layer, and the thermoplastic resin layer of the temporary support with the thermoplastic resin layer and the cover film with the photosensitive layer, the thermoplastic resin layer and the photosensitive and a step of laminating so that the adhesive layer faces the adhesive layer.
- thermoplastic resin layer is not particularly limited, and a known method can be used, for example, a method of forming by coating and drying a thermoplastic resin composition.
- the coating means is not particularly limited, but includes slit coating, spin coating, curtain coating, inkjet coating, and the like.
- the thermoplastic resin composition preferably contains the above-described various components forming the thermoplastic resin layer and a solvent.
- the preferred range of the content of each component with respect to the total solid content of the composition is the same as the preferred range of the content of each component with respect to the total mass of the thermoplastic resin layer described above.
- the solvent is not particularly limited as long as it can dissolve or disperse each component other than the solvent, and known solvents can be used.
- the solvent the solvent exemplified as the solvent for the composition for forming a photosensitive layer, which will be described later, can be used.
- the content of the solvent is preferably 50 to 1,900 parts by mass, more preferably 100 to 900 parts by mass, based on 100 parts by mass of the total solid content of the composition.
- the method for forming the intermediate layer is not particularly limited, and known methods can be used.
- the coating means is not particularly limited, but includes slit coating, spin coating, curtain coating, inkjet coating, and the like.
- the water-soluble resin composition preferably contains the above-described various components forming the intermediate layer and a solvent.
- the preferred range of the content of each component with respect to the total solid content of the composition is the same as the preferred range of the content of each component with respect to the total mass of the intermediate layer described above.
- the solvent is not particularly limited as long as it can dissolve or disperse the water-soluble resin, preferably at least one selected from the group consisting of water and water-miscible organic solvents, water or water and water-miscible organic solvents
- a mixed solvent with a solvent is more preferable.
- water-miscible organic solvents include alcohols having 1 to 3 carbon atoms, acetone, ethylene glycol, and glycerin, with alcohols having 1 to 3 carbon atoms being preferred, and methanol or ethanol being more preferred.
- a solvent may be used individually by 1 type, and may be used 2 or more types.
- the content of the solvent is preferably 50 to 2,500 parts by mass, more preferably 50 to 1,900 parts by mass, even more preferably 100 to 900 parts by mass, based on 100 parts by mass of the total solid content of the composition.
- a method for forming the photosensitive layer is not particularly limited, and a known method can be used.
- the coating means is not particularly limited, but includes slit coating, spin coating, curtain coating, inkjet coating, and the like.
- the photosensitive layer-forming composition preferably contains the above-described various components for forming the photosensitive layer and a solvent.
- the preferred range of the content of each component with respect to the total solid content of the composition is the same as the preferred range of the content of each component with respect to the total mass of the photosensitive layer described above.
- the solvent is not particularly limited as long as it can dissolve or disperse each component other than the solvent, and known solvents can be used.
- alkylene glycol ether solvent alkylene glycol ether acetate solvent
- alcohol solvent methanol, ethanol, etc.
- ketone solvent acetone, methyl ethyl ketone, etc.
- aromatic hydrocarbon solvent toluene, etc.
- aproton Polar solvents N,N-dimethylformamide, etc.
- cyclic ether solvents tetrahydrofuran, etc.
- ester solvents n-propyl acetate, etc.
- amide solvents lactone solvents, and mixed solvents containing two or more of these can be mentioned.
- a solvent may be used individually by 1 type, and may be used 2 or more types.
- the content of the solvent is preferably 50 to 1,900 parts by mass, more preferably 100 to 1,200 parts by mass, even more preferably 100 to 900 parts by mass, based on 100 parts by mass of the total solid content of the composition.
- the coating films of the composition for forming the thermoplastic resin layer, the composition for forming the intermediate layer, and the composition for forming the photosensitive layer may be subjected to a drying treatment as necessary. Heat drying and reduced pressure drying are preferable as the drying method.
- the photosensitive layer-forming composition may be either an aqueous composition or an organic solvent-based composition.
- the composition for forming the photosensitive layer is advantageous in that the inter-layer mixing with the intermediate layer is suppressed and the resolution is more excellent.
- the photosensitive layer-forming composition is preferably an aqueous composition.
- water-based composition is meant that the solvent comprises water.
- the solvent in the aqueous composition is preferably water or a mixed solvent of a lower alcohol having 1 to 3 carbon atoms and water.
- a mixed solvent of alcohol and water is more preferred, and a mixed solvent of methanol and water is even more preferred.
- the content of water is preferably 30% by mass or more, more preferably 40% by mass or more, relative to the total mass of the solvent.
- the upper limit is not particularly limited, it is, for example, 100% by mass or less.
- the compound A having a carboxyl group in the composition for forming a photosensitive layer is in the form of an ammonium salt in terms of better solubility in solvents. is preferred.
- the ammonium salt of compound A having a carboxy group is formed by coating and drying the composition for forming a photosensitive layer on the thermoplastic resin layer, ammonia, which has a boiling point lower than that of water, volatilizes during drying. carboxy groups are regenerated. That is, even if the ammonium salt of compound A having a carboxy group is used as a starting material, it can be contained as compound A having a carboxy group in the photosensitive layer of the transfer film.
- the drying conditions for drying the coating film of the composition for forming a photosensitive layer include, for example, heating to a temperature of 40 to 150°C. and the like.
- the pH of the composition for forming a photosensitive layer is 7.0 to 10.0 because the stability of the ammonium salt structure is more excellent. is more preferred, and 7.0 to 8.5 is more preferred.
- One aspect of the production method of the transfer film having no intermediate layer between the thermoplastic resin layer and the photosensitive layer is, for example, a production method including the following steps A and B.
- Step A Step of preparing a temporary support with a thermoplastic resin layer having a temporary support and a thermoplastic resin layer
- Step B On the thermoplastic resin layer side surface of the temporary support with the thermoplastic resin layer, A step of forming a coating film of a composition for forming a photosensitive layer containing an ammonium salt of compound A having a carboxy group, and drying the coating film to form a photosensitive layer.
- the composition for forming a photosensitive layer in the above step B is preferably an aqueous composition, and its preferred embodiment is as described above.
- an area A layer mixed region may also be formed.
- the method of forming a pattern using the transfer film of the present invention is also referred to as the pattern forming method of the present invention.
- the pattern forming method of the present invention is not particularly limited as long as it is a pattern forming method using the transfer film described above. , and a step of developing (alkali development or organic solvent development) the exposed photosensitive layer, in this order. When the development is organic solvent development, it is preferable to include a step of further exposing the obtained pattern.
- Specific embodiments of the pattern forming method of the present invention include the pattern forming methods of Embodiments 1 and 2 described below. Each step of the pattern forming method of Embodiments 1 and 2 will be described in detail below.
- the pattern formation method of Embodiment 1 has steps X1 to X3.
- the following step X2 corresponds to the step of reducing the content of carboxyl groups derived from compound A in the photosensitive layer by exposure.
- the developer in step X3 is an organic solvent-based developer
- Step X1 The surface of the photosensitive layer in the transfer film opposite to the temporary support side is brought into contact with the substrate, and the transfer film and the substrate are bonded together
- Step X2 Pattern exposure of the photosensitive layer
- Step X3 A step of developing the photosensitive layer using a developer (e.g., an alkaline developer or an organic solvent-based developer).
- Step X4 After the development step of step X3, a step of exposing a pattern formed by development.
- the photosensitive layer is preferably the photosensitive layer of Embodiments X-1-a1 and X-1-a2.
- the photosensitive layer is preferably the photosensitive layer of Embodiment X-1-a1.
- the patterning method of Embodiment 1 is preferably applied to transfer films comprising the photosensitive layers of Embodiments X-1-a1 and X-1-a2 described above.
- the pattern forming method of Embodiment 1 preferably has a step of peeling off the temporary support between the steps X1 and X2 and between the steps X2 and X3.
- the pattern forming method of Embodiment 1 has a step of bringing the surface of the photosensitive layer in the transfer film opposite to the temporary support side into contact with the substrate, and bonding the transfer film and the substrate together.
- the substrate is not particularly limited, and examples thereof include glass substrates, silicon substrates, resin substrates, and substrates having a conductive layer.
- substrates included in the substrate having a conductive layer include glass substrates, silicon substrates, and resin substrates.
- the substrate is preferably transparent.
- the refractive index of the substrate is preferably 1.50 to 1.52.
- the substrate may be composed of a translucent substrate such as a glass substrate.
- tempered glass such as Corning Gorilla Glass can be used. Materials used in JP-A-2010-086684, JP-A-2010-152809, and JP-A-2010-257492 are also preferable as the material contained in the base material.
- the substrate includes a resin substrate
- a resin film with small optical distortion and/or high transparency as the resin substrate.
- Specific materials include polyethylene terephthalate (PET), polyethylene naphthalate, polycarbonate, triacetyl cellulose, cycloolefin polymer, and the like.
- the substrate included in the substrate having the conductive layer is preferably a resin substrate, and more preferably a resin film, from the viewpoint of roll-to-roll production.
- the conductive layer includes any conductive layer used for general circuit wiring or touch panel wiring.
- the conductive layer one or more selected from the group consisting of a metal layer (metal foil, etc.), a conductive metal oxide layer, a graphene layer, a carbon nanotube layer, and a conductive polymer layer from the viewpoint of conductivity and fine line formation. is preferred, a metal layer is more preferred, and a copper or silver layer is even more preferred.
- the conductive layer in the substrate having the conductive layer may be one layer or two layers or more. When a substrate having a conductive layer includes two or more conductive layers, each conductive layer is preferably made of a material different from each other. Materials for the conductive layer include simple metals and conductive metal oxides.
- Conductive metal oxides include ITO (Indium Tin Oxide), IZO (Indium Zinc Oxide), and SiO 2 .
- conductivity refers to a volume resistivity of less than 1 ⁇ 10 6 ⁇ cm, preferably less than 1 ⁇ 10 4 ⁇ cm.
- the conductive layer is preferably an electrode pattern corresponding to the sensor of the visual recognition portion used in the capacitive touch panel or the wiring of the peripheral extracting portion. Also, the conductive layer is preferably a transparent layer.
- the step X1 is preferably a bonding step by pressing and heating with rolls or the like.
- a known laminator such as a laminator, a vacuum laminator, and an autocut laminator can be used for bonding.
- the step X1 is preferably carried out by a roll-to-roll method, and therefore the base material to which the transfer film is attached is preferably a resin film or a resin film having a conductive layer. The roll-to-roll method will be described below.
- a base material that can be wound and unwound is used as a base material, and the step of unwinding the base material (“winding (Also referred to as "unloading step"), and after any of the steps, a step of winding the base material (also referred to as “winding step”), at least any of the steps (preferably, all steps, or all the steps other than the heating step) while conveying the substrate.
- the unwinding method in the unwinding step and the winding method in the winding step are not particularly limited, and known methods may be used in manufacturing methods to which a roll-to-roll system is applied.
- the pattern forming method of Embodiment 1 includes a step of pattern-exposing the photosensitive layer (step X2) after step X1.
- Step X2 corresponds to the step of reducing the content of carboxyl groups derived from compound A in the photosensitive layer by exposure.
- the photosensitive layer is preferably pattern-exposed using light having a wavelength that excites the specific structure in compound B and/or the specific structure in compound A in the photosensitive layer.
- the detailed arrangement and specific size of the pattern are not particularly limited.
- the display quality of a display device for example, a touch panel
- the display quality of a display device for example, a touch panel
- the area occupied by the lead-out wiring can be made as small as possible
- at least a part of the pattern is preferably a thin wire of 100 ⁇ m or less, and 70 ⁇ m or less. is more preferable.
- the light source used for exposure light in a wavelength range capable of reducing the content of carboxyl groups derived from compound A in the photosensitive layer (compound ⁇ in the photosensitive layer (preferably compound B)
- Light having a wavelength that excites a specific structure and/or a specific structure in compound A examples include light in a wavelength range of 254 nm, 313 nm, 365 nm, and 405 nm.
- Specific examples include ultra-high pressure mercury lamps, high pressure mercury lamps, metal halide lamps, and LEDs (Light Emitting Diodes).
- the exposure amount is preferably 10-10000 mJ/cm 2 , more preferably 50-3000 mJ/cm 2 .
- step X2 pattern exposure may be performed after peeling the temporary support from the photosensitive layer, and before peeling the temporary support, pattern exposure is performed through the temporary support, and then the temporary support is peeled.
- the pattern exposure may be exposure through a mask, or may be direct exposure using a laser or the like.
- the temporary support is peeled off from the photosensitive layer before step X3, which will be described later.
- the pattern forming method of Embodiment 1 includes a step (step X3) of developing the pattern-exposed photosensitive layer with a developer (alkaline developer or organic solvent developer) after step X2.
- a developer alkaline developer or organic solvent developer
- the content of carboxy groups in the photosensitive layer in the exposed area is reduced, so that there is a difference in solubility (dissolution contrast) in a developer between the exposed area and the unexposed area. is occurring.
- solubility solubility
- Formation of the dissolution contrast in the photosensitive layer enables pattern formation in step X3.
- the developer in the step X3 is an alkaline developer, the unexposed portion is removed by performing the step X3 to form a negative pattern.
- the developer in the step X3 is an organic solvent-based developer
- the exposed portion is removed by performing the step X3 to form a positive pattern.
- the obtained positive pattern must be subjected to a treatment to reduce the content of carboxyl groups derived from compound A in step X4, which will be described later.
- the alkaline developer is not particularly limited as long as it can remove the unexposed portion of the photosensitive resin layer.
- the alkaline developer for example, an aqueous alkaline developer containing a compound having a pKa of 7 to 13 at a concentration of 0.05 to 5 mol/L (liter) is preferable.
- the alkaline developer may further contain a water-soluble organic solvent, a surfactant, and the like.
- the alkaline developer for example, the developer described in paragraph 0194 of International Publication No. 2015/093271 is preferable.
- the concentration of water in the alkaline developer is preferably 50% by mass or more, more preferably 60% by mass or more, still more preferably 85% by mass or more, particularly preferably 90% by mass or more, and most preferably 95% by mass or more. In addition, as an upper limit, it is less than 100 mass %, for example.
- Organic solvent-based developer is not particularly limited as long as it can remove the exposed portion of the photosensitive resin layer.
- a developer containing an organic solvent such as a hydrogen-based solvent can be used.
- a plurality of organic solvents may be mixed, or an organic solvent other than the above or water may be mixed and used.
- the water content of the organic solvent-based developer as a whole is preferably less than 10% by mass, and more preferably substantially free of water.
- the concentration of the organic solvent (in the case of a mixture of multiple solvents, the total) in the organic solvent-based developer is preferably 50% by mass or more, more preferably 60% by mass or more, still more preferably 85% by mass or more, and particularly preferably 90% by mass or more. , 95 mass % or more is most preferable. In addition, as an upper limit, it is 100 mass % or less, for example.
- the development method is not particularly limited, and may be any of puddle development, shower development, spin development, dip development, and the like.
- shower development will be described. Unnecessary portions can be removed by spraying a developer onto the exposed photosensitive resin layer by showering. After development, it is also preferable to remove development residues while spraying a detergent or the like with a shower and rubbing with a brush or the like.
- the liquid temperature of the developer is preferably 20 to 40.degree.
- the pattern forming method of Embodiment 1 may or may not further include a post-baking step of heat-treating the pattern including the photosensitive layer obtained by development.
- Post-baking is preferably performed in an environment of 8.1 to 121.6 kPa, more preferably in an environment of 50.66 kPa or more. On the other hand, it is more preferable to carry out under the environment of 111.46 kPa or less, and further preferably under the environment of 101.3 kPa or less.
- the post-baking temperature is preferably 80 to 250.degree. C., more preferably 110 to 170.degree. C., even more preferably 130 to 150.degree.
- the post-baking time is preferably 1 to 60 minutes, more preferably 2 to 50 minutes, even more preferably 5 to 40 minutes. Post-baking may be performed in an air environment or in a nitrogen-substituted environment.
- Step X4 corresponds to the step of exposing the positive pattern obtained in step X3 to reduce the content of carboxy groups derived from compound A. More specifically, the photosensitive layer is preferably pattern-exposed using light having a wavelength that excites the specific structure in compound B and/or the specific structure in compound A in the photosensitive layer.
- the light source and exposure amount used for exposure are the same as the light source and exposure amount described in step X1, and the preferred embodiments are also the same.
- the pattern forming method of Embodiment 2 has step Y1, step Y2P, and step Y3 in this order, and further includes step Y2Q (a step of further exposing the photosensitive layer exposed in step Y2P). Between Y2P and step Y3, or after step Y3.
- Step Y1 The surface of the photosensitive layer in the transfer film opposite to the temporary support side is brought into contact with the substrate, and the transfer film and the substrate are bonded together
- Step Y2P The step of exposing the photosensitive layer
- Step Y3 Step of developing the photosensitive layer using a developer
- the pattern forming method of Embodiment 2 corresponds to an aspect applicable when the photosensitive layer further contains a photopolymerization initiator and a polymerizable compound. Therefore, the patterning method of Embodiment 2 is preferably applied to a transfer film including the photosensitive layer of Embodiment X-1-a3 described above.
- the pattern forming method of Embodiment 2 will be described below.
- Processes Y1 and Y3 are the same as the processes X1 and X3, respectively, and description thereof will be omitted. Note that the step Y3 may be performed at least after the step Y2P, and the step Y3 may be performed between the steps Y2P and Y2Q.
- the pattern forming method of Embodiment 2 may or may not have a post-baking step of heat-treating the pattern including the photosensitive layer obtained by development after step Y3. good.
- the post-baking process can be performed by the same method as the post-baking process that the pattern forming method of the first embodiment may have.
- step Y3 is performed between step Y2P and step Y2Q
- the post-baking step may be performed before step Y2Q or after step Y2Q as long as it is performed after step Y3. may have been
- the pattern forming method of Embodiment 2 preferably has a step of peeling off the temporary support between the steps Y1 and Y2P and between the steps Y2P and Y3.
- the pattern forming method of Embodiment 2 includes a step of exposing the photosensitive layer that has passed through step Y1 (step Y2P), and a step of further exposing the exposed photosensitive layer (step Y2Q).
- One of the exposure treatments is mainly exposure for reducing the content of carboxy groups derived from compound A by exposure, and the other of the exposure treatments (steps Y2P and Y2Q). mainly corresponds to exposure for causing a polymerization reaction of a polymerizable compound based on a photopolymerization initiator.
- the exposure processing may be either full-surface exposure or pattern exposure, but one of the exposure processing is pattern exposure.
- the developer used in step Y3 may be an alkaline developer or an organic solvent-based developer.
- step Y2Q is usually performed after step Y3, and in the developed photosensitive layer (pattern), the polymerization reaction of the polymerizable compound based on the photopolymerization initiator. As it occurs, the content of carboxyl groups derived from compound A decreases.
- step Y2P is pattern exposure for causing a polymerization reaction of a polymerizable compound based on a photopolymerization initiator
- the developer used in step Y3 is usually an alkaline developer.
- process Y2Q may be performed before or after process Y3, and process Y2Q performed before process Y3 is normal pattern exposure.
- the light source used for exposure is light in a wavelength range capable of reducing the content of carboxyl groups derived from compound A in the photosensitive layer (compound B in the photosensitive layer and / or light with a wavelength that excites the specific structure in compound A.
- a wavelength range capable of reducing the content of carboxyl groups derived from compound A in the photosensitive layer for example, light in the wavelength range of 254 nm, 313 nm, 365 nm, 405 nm, etc.
- the photopolymerization initiator in the photosensitive layer Light in a wavelength range capable of causing a reaction of a polymerizable compound based on (light with a wavelength that sensitizes a photopolymerization initiator.
- Specific examples include ultra-high pressure mercury lamps, high pressure mercury lamps, metal halide lamps, and LEDs (Light Emitting Diodes).
- the exposure amount is preferably 10 to 10,000 mJ/cm 2 , more preferably 50 to 3,000 mJ/cm 2 .
- the exposure amount is preferably 5-200 mJ/cm 2 , more preferably 10-150 mJ/cm 2 .
- pattern exposure may be performed after peeling the temporary support from the photosensitive layer, and before peeling the temporary support, pattern exposure is performed via the temporary support, and then the temporary support is exposed. may be peeled off.
- the pattern exposure may be exposure through a mask, or may be direct exposure using a laser or the like.
- the detailed arrangement and specific size of the pattern are not particularly limited.
- the display quality of a display device for example, a touch panel
- the display quality of a display device for example, a touch panel
- the area occupied by the lead-out wiring can be made as small as possible
- at least a part of the pattern is preferably a thin wire of 100 ⁇ m or less, and 70 ⁇ m or less. is more preferable.
- the pattern forming method includes step Y1, step Y2A, and step Y3 in this order. Moreover, it is also preferable to have a step Y2B in this order after the step Y3.
- one of step Y2A and step Y2B is an exposure step for reducing the content of carboxy groups derived from compound A by exposure, and the other is a polymerization reaction of a polymerizable compound based on a photopolymerization initiator. It is also preferred that it is an exposure step for generating.
- Step Y1 A step of bringing the surface of the photosensitive layer in the transfer film opposite to the temporary support side into contact with the substrate, and bonding the transfer film and the substrate together
- Step Y2A Step of exposing the photosensitive layer in a pattern
- Step Y3 Step of developing the photosensitive layer with an alkaline developer to form a patterned photosensitive layer
- Step Y2B Step of exposing the patterned photosensitive layer
- the pattern forming method preferably includes a step of peeling off the temporary support between the steps Y1 and Y2A and between the steps Y2A and Y3.
- the step Y2A is preferably an exposure step for causing a polymerization reaction of the polymerizable compound based on the photopolymerization initiator, and the step Y2B reduces the content of carboxy groups derived from compound A by exposure. It is preferable that the exposure step is for
- the pattern formation method may include arbitrary steps (other steps) other than those described above. Examples include, but are not limited to, the following steps.
- the pattern forming method preferably includes a step of peeling off the cover film of the transfer film (hereinafter also referred to as a “cover film peeling step”).
- a method for peeling off the cover film is not particularly limited, and a known method can be applied.
- the patterning method may further include the step of treating the conductive layer to reduce the reflectance of visible light.
- the treatment for reducing the visible light reflectance may be performed on some of the conductive layers or may be performed on all the conductive layers.
- the treatment for reducing the visible light reflectance includes oxidation treatment.
- the visible light reflectance of the conductive layer can be reduced by oxidizing copper to form copper oxide, thereby blackening the copper.
- the pattern forming method uses the pattern formed in step X3 (or step X4) and step Y3 (or step Y2B) as an etching resist film, and this etching resist film is disposed. It is preferable to include a step (etching step) of etching the conductive layer in the non-etching region.
- a wet etching method described in paragraphs 0048 to 0054 of JP-A-2010-152155, etc., and a known dry etching method such as plasma etching can be applied.
- etching treatment method there is a commonly used wet etching method in which the substrate is immersed in an etchant.
- an acidic type or alkaline type etchant may be appropriately selected according to the object to be etched.
- Acid type etching solutions include aqueous solutions of acidic components alone such as hydrochloric acid, sulfuric acid, hydrofluoric acid, and phosphoric acid, and acidic component and salts such as ferric chloride, ammonium fluoride, or potassium permanganate.
- a mixed aqueous solution and the like are exemplified.
- the acidic component a component obtained by combining a plurality of acidic components may be used.
- Alkaline etching solutions include aqueous solutions of alkali components alone, such as sodium hydroxide, potassium hydroxide, ammonia, organic amines, and salts of organic amines such as tetramethylammonium hydroxide, and alkali components and potassium permanganate.
- alkali components alone, such as sodium hydroxide, potassium hydroxide, ammonia, organic amines, and salts of organic amines such as tetramethylammonium hydroxide, and alkali components and potassium permanganate.
- a mixed aqueous solution with a salt such as As the alkaline component, a component obtained by combining a plurality of alkaline components may be used.
- the temperature of the etching solution is not particularly limited, it is preferably 45° C. or lower.
- the pattern formed in step X3 (or step X4) and step Y3, which is used as an etching resist film is resistant to acidic and alkaline etching solutions in a temperature range of 45 ° C. or less. It is preferable that it exhibits particularly excellent resistance to wear.
- the etching resist film is prevented from peeling off during the etching process, and the portions where the etching resist film does not exist are selectively etched. After the etching process, a cleaning process for cleaning the etched substrate and a drying process for drying the cleaned substrate may be performed as necessary in order to prevent contamination of the process line.
- Etching resist film peeling process When the etching process is carried out, it is also preferable to have an etching resist film stripping process after the etching process.
- the etching resist film stripping step is a step of stripping the remaining etching resist film (resist pattern).
- a method for removing the remaining etching resist film is not particularly limited, but a method of removing by chemical treatment is mentioned, and a method of removing by using a remover is preferable. Moreover, you may remove by well-known methods, such as a spray method, a shower method, and a paddle method, using a remover.
- stripping solutions include stripping solutions obtained by dissolving an inorganic alkaline component or an organic alkaline component in water, dimethylsulfoxide, N-methylpyrrolidone, or a mixed solution thereof.
- inorganic alkaline components include sodium hydroxide and potassium hydroxide.
- Organic alkaline components include primary amine compounds, secondary amine compounds, tertiary amine compounds, and quaternary ammonium salt compounds. Preferred alkaline organic compounds are tetramethylammonium hydroxide and alkanolamine compounds. It is also preferred that the stripping solution does not dissolve the conductive layer or the metal layer.
- the substrate having the remaining resist pattern is immersed in a stripping solution being stirred at a liquid temperature of preferably 30 to 80 ° C., more preferably 50 to 80 ° C. for 1 to 30 minutes. method.
- the pH of the stripping solution during the stripping treatment is preferably 11 or higher, more preferably 12 or higher, and even more preferably 13 or higher.
- the upper limit is preferably 14 or less, more preferably 13.8 or less.
- pH can be measured by a method based on JIS Z8802-1984 using a known pH meter.
- the pH measurement temperature is 25°C.
- the liquid temperature of the stripping solution during the stripping process is higher than the liquid temperature of the developer during the development process.
- the value obtained by subtracting the liquid temperature of the developer from the liquid temperature of the stripper is preferably 10°C or higher, and more preferably 20°C or higher. preferable.
- the upper limit is preferably 100°C or lower, more preferably 80°C or lower. It is preferable that the pH of the stripping solution for the stripping treatment is higher than the pH of the developer for the development treatment. Specifically, the value obtained by subtracting the pH of the developer from the pH of the stripper (pH of the stripper - pH of the developer) is preferably 1 or more, more preferably 1.5 or more. The upper limit is preferably 5 or less, more preferably 4 or less.
- a rinse treatment for removing the stripping solution remaining on the substrate. Water or the like can be used for the rinse treatment.
- a drying process for removing excess liquid from the substrate may be performed.
- the pattern forming method uses the pattern formed in step X3 (or step X4) and step Y3 (or step Y2B) as a plating resist film, and this plating resist film is disposed. It is preferable to include a step of performing plating (plating step) on the metal layer in the non-metallic region. More specifically, the plating step is a step of forming a plating layer by plating on the metal layer (the metal layer exposed to the surface by the development step) in the region where the plating resist film is not arranged. Examples of plating methods include electroplating and electroless plating, with electroplating being preferred from the standpoint of productivity. When the plating step is carried out, a plating layer having the same pattern shape as the region (pattern opening) where the plating resist film is not arranged is obtained on the substrate with the metal layer.
- the metal contained in the plating layer examples include known metals. Specific examples include metals such as copper, chromium, lead, nickel, gold, silver, tin, and zinc, and alloys of these metals. Among them, the plating layer preferably contains copper or an alloy thereof from the viewpoint of better conductivity of the conductive pattern. In addition, the plating layer preferably contains copper as a main component in order to improve the conductivity of the conductive pattern.
- the thickness of the plating layer is preferably 0.1 ⁇ m or more, more preferably 1 ⁇ m or more.
- the upper limit is preferably 20 ⁇ m or less.
- a substrate having a metal layer on its surface (substrate with a metal layer) that can be used when performing a plating process has a substrate and a metal layer disposed on the surface of the substrate.
- the substrate with a metal layer any layer other than the above metal layer may be formed on the substrate, if necessary. That is, the substrate with a metal layer preferably has at least a substrate and a metal layer arranged on the surface of the substrate. Examples of substrates include resin substrates, glass substrates, ceramic substrates, and semiconductor substrates, and substrates described in paragraph [0140] of WO2018/155193 are preferable.
- As a material for the resin substrate polyethylene terephthalate, cycloolefin polymer, or polyimide is preferable.
- the thickness of the resin substrate is preferably 5-200 ⁇ m, more preferably 10-100 ⁇ m.
- the metal layer is a layer containing metal, and the metal is not particularly limited, and known metals can be used.
- the metal layer is a conductive layer.
- Main components of the metal layer include, for example, copper, chromium, lead, nickel, gold, silver, tin, and zinc.
- a "main component" means the metal with the largest content among the metals contained in a metal layer.
- the method for forming the metal layer is not particularly limited, and examples include known methods such as a method of applying a dispersion liquid in which fine metal particles are dispersed and sintering the coating film, a sputtering method, and a vapor deposition method.
- the thickness of the metal layer is not particularly limited, preferably 50 nm or more, more preferably 100 nm or more.
- the upper limit is preferably 10 ⁇ m or less, more preferably 2 ⁇ m or less.
- One or more metal layers may be disposed on the substrate.
- the two or more metal layers may be the same or different, and are preferably made of different materials.
- plating resist film stripping process When the plating process described above is carried out, it is preferable to have a plating resist film stripping process after the plating process.
- the plating resist film stripping step can be performed by the same method as the etching resist film stripping step described above.
- the metal layer removing step is a step of removing the metal layer exposed by peeling off the plating resist film to form a conductor pattern on the substrate.
- the plating layer formed by the plating step is used as an etching resist to etch the metal layer located in the non-pattern forming region (in other words, the region not protected by the plating layer).
- the method for removing part of the metal layer is not particularly limited, it is preferable to use a known etchant.
- known etching solutions include ferric chloride solution, cupric chloride solution, ammonia alkali solution, sulfuric acid-hydrogen peroxide mixed solution, and phosphoric acid-hydrogen peroxide mixed solution.
- the metal layer removal step When the metal layer removal step is performed, the metal layer exposed on the surface of the substrate is removed, and the plated layer (conductor pattern) having a pattern shape remains to obtain a substrate having a conductor pattern.
- the above pattern forming method it is also preferable to use a substrate having a plurality of conductive layers on both surfaces and pattern the conductive layers formed on both surfaces sequentially or simultaneously.
- the first conductive pattern can be formed on one surface of the substrate and the second conductive pattern can be formed on the other surface. Forming from both sides of the substrate by roll-to-roll is also preferable.
- Method for producing circuit wiring It is also preferable to manufacture circuit wiring using the transfer film of the present invention.
- the method for producing circuit wiring using the transfer film of the present invention is also referred to as the method for producing circuit wiring of the present invention.
- the method for producing circuit wiring of the present invention is not particularly limited as long as it is a method for producing circuit wiring using the transfer film described above, and for example, the method for producing circuit wiring according to the following embodiments is preferable.
- the surface of the photosensitive layer in the above-described transfer film opposite to the temporary support side is brought into contact with the conductive layer in the substrate having the conductive layer, and the transfer film and a step of laminating a substrate having a conductive layer (lamination step); a step of patternwise exposing the photosensitive layer in the laminated transfer film (first exposure step); A step of developing with a developer to form a patterned etching resist film (etching resist film forming step), and a step of etching the conductive layer in the region where the etching resist film is not arranged (etching step ) and , in that order.
- the bonding step, the first exposure step, and the etching resist film forming step are all the steps X1, X2, and It can be implemented by the same procedure as the step X3.
- the etching process can be performed by the same procedure as ⁇ etching process>> in [Arbitrary process that the pattern forming method may have] described above.
- a temporary support peeling step It is preferred to have
- the photosensitive layer is the photosensitive layer of Embodiment X-1-a3
- the pattern obtained through the first exposure step and the development treatment is further A process of exposing (second exposure process) may be performed.
- the second exposure process can be performed by the same procedure as the process Y2Q of the pattern forming method of the second embodiment described above.
- the substrate having a conductive layer used in the method for manufacturing circuit wiring of the present embodiment is the same as the substrate having a conductive layer used in step X1 described above.
- the method for manufacturing circuit wiring according to the present embodiment may have other steps than the steps described above. Other steps include the same arbitrary steps that the pattern forming methods of the first and second embodiments may have.
- the manufacturing method of the circuit wiring of the present embodiment is a mode in which the steps from the bonding step to the etching step are set as one set and are repeated a plurality of times.
- the film used as the etching resist film can also be used as a protective film (permanent film) for the formed circuit wiring.
- the etching resist film may be peeled off.
- the circuit wiring manufacturing method of the present embodiment may further include a step of peeling off the pattern (peeling step).
- the step of stripping the pattern (peeling step) can be carried out by the same procedure as ⁇ etching resist film stripping step>> in the [arbitrary steps that the pattern forming method may have].
- the surface of the photosensitive layer in the above-described transfer film opposite to the temporary support side is brought into contact with the metal layer of the substrate having a metal layer on the surface, and the transfer A step of bonding a film and a substrate having a metal layer (bonding step), a step of patternwise exposing a photosensitive layer in the bonded transfer film (first exposure step), and an exposed photosensitive layer is developed with an alkaline developer to form a patterned plating resist film (plating resist film forming step), and a step of plating the metal layer in the area where the plating resist film is not arranged.
- plating process a process of stripping the plating resist film (plating resist film stripping process), and a process of removing the metal layer exposed by the plating resist film stripping process and forming a conductor pattern on the substrate (metal layer removing process). ) and , in that order.
- the bonding step, the first exposure step, and the plating resist film forming step are all the steps X1, X2, and It can be implemented by the same procedure as the step X3.
- the plating step, the plating resist film peeling step, and the metal layer removing step are the ⁇ plating step> in the above [arbitrary steps that the pattern forming method may have]. >, ⁇ plating resist film stripping step>>, and ⁇ metal layer removing step>>.
- a temporary support peeling step It is preferred to have
- the photosensitive layer is the photosensitive layer of Embodiment X-1-a3
- the pattern obtained through the first exposure step and the development treatment is further A process of exposing (second exposure process) may be performed.
- the second exposure process can be performed by the same procedure as the process Y2Q of the pattern forming method of the second embodiment described above.
- the substrate having the metal layer used in the method for manufacturing the circuit wiring of the present embodiment is the same as the substrate having the metal layer described in ⁇ plating step>> in the upper section.
- the method for manufacturing circuit wiring according to the present embodiment may have other steps than the steps described above. Other steps include the same arbitrary steps that the pattern forming methods of the first and second embodiments may have.
- the method for manufacturing a touch panel using the transfer film of the present invention is also referred to as the method for manufacturing a touch panel of the present invention.
- the method for manufacturing a touch panel of the present invention is not particularly limited as long as it is a method for manufacturing a touch panel using the transfer film described above.
- the conductive layer in the substrate having a layer preferably a patterned conductive layer, specifically a conductive pattern such as a touch panel electrode pattern or wiring
- the conductive layer in the substrate having a layer is brought into contact with the transfer film and the substrate having the conductive layer.
- a step of bonding (bonding step), a step of pattern-exposing the photosensitive layer in the bonded transfer film (first exposure step), and developing the exposed photosensitive layer with an alkaline developer, and a step of forming a patterned protective film or insulating film of the conductive layer (protective film or insulating film forming step).
- a temporary support peeling step It is preferred to have
- the protective film has a function as a film that protects the surface of the conductive layer.
- the insulating film functions as an interlayer insulating film between conductive layers.
- the touch panel manufacturing method of the present invention further includes a conductive layer (preferably a patterned conductive layer) on the formed insulating film. It is preferable to have a step of forming a conductive pattern such as an electrode pattern or wiring).
- the bonding step, the first exposure step, the alkali development step, and the second exposure step are all the steps X1, X2, and X1 of the pattern forming method of Embodiment 1 described above. , the same procedure as in the step X3.
- the photosensitive layer is the photosensitive layer of Embodiment X-1-a3, in the protective film or insulating film forming step, the exposed photosensitive layer obtained through the first exposure step is treated with an alkaline developer.
- a process of further exposing the obtained pattern may be performed.
- the second exposure process can be performed by the same procedure as the process Y2Q of the pattern forming method of the second embodiment described above.
- the substrate having a conductive layer used in the touch panel manufacturing method of the present invention is the same as the substrate having a conductive layer used in step X1 described above.
- Other steps include the same arbitrary steps that the pattern forming methods of the first and second embodiments may have.
- a known method for manufacturing a touch panel can be referred to for configurations other than those described above.
- the touch panel manufactured by the touch panel manufacturing method of the present invention preferably has a transparent substrate, electrodes, and a protective layer (protective film).
- a detection method for the touch panel any of known methods such as a resistive film method, a capacitance method, an ultrasonic method, an electromagnetic induction method, and an optical method may be used. Among them, the capacitance method is preferable.
- the touch panel type the so-called in-cell type (for example, those described in FIGS. 5, 6, 7, and 8 of JP-A-2012-517051), the so-called on-cell type (for example, JP-A-2013-168125 19 of the publication, those described in FIGS.
- JP-A-2012-089102 OGS (One Glass Solution) type
- TOL (Touch-on-Lens) type for example, JP-A 2013-054727
- other configurations for example, those described in FIG. 6 of JP-A-2013-164871
- various out-cell types for example, GG, G1 G2, GFF , GF2, GF1, G1F, etc.
- compositions Cu-1 and Cu-2 for forming a thermoplastic resin layer [Preparation of various compositions] [Preparation of compositions Cu-1 and Cu-2 for forming a thermoplastic resin layer] The components shown in Table 1 were mixed in the amounts shown in the same table to prepare respective compositions of thermoplastic resin layer-forming compositions Cu-1 and Cu-2.
- A-2 Polymer (benzyl methacrylate / methacrylic acid / acrylic acid copolymer (composition ratio of constituent units derived from each monomer in the polymer: 75% by mass / 10% by mass / 15% by mass, weight average molecular weight: 30 ,000, Tg: 75 ° C., acid value: 186 mg KOH / g)))
- A-11 methyl methacrylate / 2-ethylhexyl acrylate / benzyl methacrylate / methacrylic acid copolymer (in the polymer Composition ratio of structural units derived from each monomer: 55 mol%/11.7 mol%/4.5 mol%/28.8 mol%, weight average molecular weight: 100,000)
- A-12 Styrene/acrylic acid copolymer (composition ratio of structural units derived from each monomer in the polymer: 63 mol%/37 mol%, weight average molecular
- ⁇ C-1 A compound having the structure shown below (photoacid generator, synthesized according to the method below.)
- ⁇ D-3 NK Ester A-DCP (tricyclodecanedimethanol diacrylate, Shin-Nakamura Chemical Industry Co., Ltd.)
- D-4 8UX-015A (polyfunctional urethane acrylate compound, Taisei Fine Chemical Co., Ltd.)
- D-5 Aronix TO-2349 (polyfunctional acrylate compound having a carboxy group, Toagosei Co., Ltd.)
- ⁇ D-6 2,2-bis(4-methacryloxypolyethoxyphenyl)propane (Shin-Nakamura Chemical Co., Ltd.)
- E-1 Mega Fac F552 (DIC Corporation)
- F-1 Phenothiazine (Fujifilm Wako Pure Chemical Industries, Ltd.)
- F-2 CBT-1 (Johoku Chemical Industry Co., Ltd.)
- ⁇ MEK methyl ethyl ketone
- PEGME propylene glycol monomethyl ether
- An intermediate layer-forming composition (water-soluble resin composition) PC-1 was prepared by mixing the following components. ⁇ Ion-exchanged water: 38.12 parts ⁇ Methanol (manufactured by Mitsubishi Gas Chemical Co., Ltd.): 57.17 parts ⁇ Kuraray Poval 4-88LA (polyvinyl alcohol, manufactured by Kuraray Co., Ltd.): 3.22 parts ⁇ Polyvinylpyrrolidone K-30 (manufactured by Nippon Shokubai Co., Ltd.): 1.49 parts Megafac F-444 (fluorosurfactant, manufactured by DIC Corporation): 0.0035 parts
- PGMEA 60 parts
- PGME 240 parts
- the obtained liquid was heated to 90° C. while being stirred at a stirring speed of 250 rpm (round per minute; the same shall apply hereinafter).
- styrene 80 parts
- acrylic acid 20 parts
- PGMEA 60 parts
- V-601 dimethyl 2,2'-azobis(2-methylpropionate) (9.637 parts) was dissolved in PGMEA (136.56 g) to prepare the dropping liquid ( 2) was obtained.
- Dropping liquid (1) and dropping liquid (2) were simultaneously added dropwise over 3 hours to the above-mentioned 2000 mL flask (specifically, a 2000 mL flask containing a liquid heated to 90° C.). After completion of dropping, V-601 (2.401 g) was added to the above flask three times at intervals of 1 hour. After that, the mixture was stirred at 90° C. for further 3 hours to obtain a solution containing polymer A1a (solid content: 36.3% by mass).
- Polymer A1a Polymer (Mw: 20,000) containing 80% by mass/20% by mass of Structural units derived from St/Structural units derived from AA
- Polymer A1b a polymer containing 83% by mass/17% by mass of structural units derived from DCPMA/constituent units derived from MAA (Mw: 25,000)
- the compounding amount described in the table represents the solid content compounding amount of the polymer A1b.
- Compound B ⁇ 9-methylacridine: manufactured by Tokyo Chemical Industry Co., Ltd. ⁇ 1-methylisoquinoline: manufactured by Tokyo Chemical Industry Co., Ltd.
- the photosensitive layer formed from each photosensitive layer-forming composition is shown.
- the electrons contained in the compound B The total number of acceptable structures is 18.6 mol % with respect to the total number of carboxyl groups that compound A contains.
- the total number of electron-accepting structures contained in compound B was 25.5% with respect to the total number of carboxyl groups contained in compound A. 2 mol %.
- the total number of electron-accepting structures contained in the compound B was 26.5% with respect to the total number of carboxyl groups contained in the compound A. 2 mol %.
- PGMEA 60 parts
- PGME 240 parts
- the obtained liquid was heated to 90° C. while being stirred at a stirring speed of 250 rpm (round per minute; the same applies hereinafter).
- methyl methacrylate (80 parts) and acrylic acid (20 parts) were mixed and diluted with PGMEA (60 parts) to obtain dropping liquid (1).
- V-601 dimethyl 2,2'-azobis(2-methylpropionate) (9.637 parts) was dissolved in PGMEA (136.56 g) to prepare the dropping liquid ( 2) was obtained.
- Dropping liquid (1) and dropping liquid (2) were simultaneously added dropwise over 3 hours to the above-mentioned 2000 mL flask (specifically, a 2000 mL flask containing a liquid heated to 90° C.). After completion of dropping, V-601 (2.401 g) was added to the above flask three times at intervals of 1 hour. After that, the mixture was stirred at 90° C. for another 3 hours. Then, the polymer B1a was obtained by making it dry.
- Polymer B1a a polymer containing 80% by mass/20% by mass of structural units derived from MMA/constituent units derived from AA (Mw: 15,000)
- Polymer B1b a polymer containing 83% by mass/17% by mass of structural units derived from BzMA/MAA (Mw: 18,000)
- the photosensitive layer formed from each photosensitive layer-forming composition is shown.
- the electrons contained in the compound B The total number of acceptable structures is 18.6 mol % with respect to the total number of carboxyl groups that compound A contains.
- the total number of electron-accepting structures contained in compound B was 25.5% with respect to the total number of carboxyl groups contained in compound A. 2 mol %.
- the total number of electron-accepting structures contained in compound B was 26.5% with respect to the total number of carboxyl groups contained in compound A. 2 mol %.
- thermoplastic resin layer is formed to have a film thickness shown in Table 4 by applying and drying any one of the thermoplastic resin composition Cu-1 and the thermoplastic resin composition Cu-2 described above. rice field.
- the intermediate layer was formed to have the film thickness shown in Table 4 by coating and drying the intermediate layer-forming composition (water-soluble resin composition) PC-1 described above.
- the photosensitive layer was formed to have the film thickness shown in Table 4 by applying and drying any one of the above-mentioned photosensitive resin compositions Re-A1 to Re-A4.
- a protective film cover film was provided on the photosensitive layer to obtain each transfer film of Examples and Comparative Examples shown in Table 4.
- a transfer film was laminated to a silicon wafer substrate. Specifically, the cover film was peeled off from the transfer film, and the surface of the transfer film exposed by peeling off the cover film was laminated so as to face the silicon wafer substrate to obtain a laminate.
- the conditions for lamination were a silicon wafer substrate temperature of 40° C., a rubber roller temperature (that is, lamination temperature) of 110° C., a line pressure of 3 N/cm, and a transport speed of 2 m/min. After peeling off the temporary support from the obtained laminate, the entire surface was exposed using a high-pressure mercury lamp.
- the integrated exposure amount measured with a 365 nm illuminometer was 1000 mJ/cm 2 .
- the light emitted from the high-pressure mercury lamp has a dominant wavelength of 365 nm and strong line spectra at 254 nm, 313 nm, 405 nm, and 436 nm.
- IR (infrared) absorption spectra before and after exposure were measured, and the carboxy group reduction rate was calculated from the reduction rate of the maximum absorption peak present in the wavelength band of 1680 cm ⁇ 1 to 1720 cm ⁇ 1 .
- the carboxy group reduction rate is obtained by the following formula.
- the peak height in the following formula intends the height of the peak top of the maximum absorption peak.
- Carboxy group reduction rate (%): ⁇ (Peak height of the maximum absorption peak present in the wavelength band of 1680 cm -1 to 1720 cm -1 in the IR spectrum before exposure - 1680 cm -1 to 1720 cm -1 in the IR spectrum after exposure peak height of the maximum absorption peak present in the wavelength band of) / (peak height of the maximum absorption peak present in the wavelength band of 1680 cm -1 to 1720 cm -1 in the IR spectrum before exposure) ⁇ ⁇ 100 (%)
- a higher rate of carboxyl group reduction indicates that the decarboxylation reaction is progressing. The results were classified according to the following evaluation criteria. Table 4 shows the results.
- A The rate of carboxyl group reduction before and after exposure is 5% or more.
- B The rate of carboxyl group reduction before and after exposure is less than 5%.
- a transfer film was laminated on a substrate having a copper wiring with a thickness of 1.0 ⁇ m. Specifically, the cover film is peeled off from the transfer film, and the surface of the transfer film exposed by peeling off the cover film is laminated so that the surface of the base material having the copper wiring is opposed to the laminate. got The conditions for lamination were a temperature of the base material of 40° C., a rubber roller temperature (that is, lamination temperature) of 110° C., a line pressure of 3 N/cm, and a conveying speed of 2 m/min. Next, the stepped laminate portion was observed with an optical microscope, and the results were classified according to the following evaluation criteria. Table 4 shows the results.
- a transfer film was laminated on a base material (10 ⁇ 10 cm 2 glass (Eagle XG manufactured by Corning) having a thickness of 0.1 mm). Specifically, the laminate was obtained by peeling the cover film from the transfer film and laminating so that the surface of the transfer film exposed by peeling the cover film faced the substrate.
- the conditions for lamination were a temperature of the base material of 40° C., a rubber roller temperature (that is, lamination temperature) of 110° C., a line pressure of 3 N/cm, and a conveying speed of 2 m/min.
- the exposed laminate was developed for 40 seconds using a 1% by mass sodium carbonate aqueous solution (liquid temperature: 24° C.) as a developer. After development, the film was rinsed with pure water for 20 seconds, and air was blown to remove moisture, thereby forming a pattern. The obtained patterns were observed and classified according to the following evaluation criteria. Table 4 shows the results.
- A The line and space pattern is resolved (the total area of unresolved portions is less than 5% in an arbitrary field of view of 30 ⁇ m ⁇ 30 ⁇ m when observing the space portion)
- B The line and space pattern is resolved, but there are unresolved parts (when observing the space part, the total area of the unresolved parts is 5 in an arbitrary 30 ⁇ m ⁇ 30 ⁇ m field of view. % or more and less than 20%)
- C The line and space pattern is not resolved (when observing the space part, the total area of unresolved parts is 20% or more in an arbitrary 30 ⁇ m ⁇ 30 ⁇ m)
- a transfer film was laminated on a base material (10 ⁇ 10 cm 2 glass (Eagle XG manufactured by Corning) having a thickness of 0.1 mm). Specifically, the laminate was obtained by peeling the cover film from the transfer film and laminating so that the surface of the transfer film exposed by peeling the cover film faced the substrate.
- the conditions for lamination were a temperature of the base material of 40° C., a rubber roller temperature (that is, lamination temperature) of 110° C., a line pressure of 3 N/cm, and a conveying speed of 2 m/min. After peeling the temporary support from the obtained laminate, the entire surface was exposed using a high-pressure mercury lamp.
- the integrated exposure amount measured with a 365 nm illuminometer was 1000 mJ/cm 2 .
- the light emitted from the high-pressure mercury lamp has a dominant wavelength of 365 nm and strong line spectra at 254 nm, 313 nm, 405 nm, and 436 nm.
- the exposed laminate was developed for 40 seconds using a 1% by mass sodium carbonate aqueous solution (liquid temperature: 24° C.) as a developer. After development, the film was rinsed with pure water for 20 seconds, and air was blown to remove moisture.
- the film thickness of the photosensitive layer after exposure (the photosensitive layer before development) and the film thickness after development were each measured and classified according to the following evaluation criteria. In the laminated body after development, the thermoplastic resin layer and the intermediate layer have been removed, so the film thickness after development approximately matches the film thickness of the layer formed from the photosensitive layer. Table 4 shows the results.
- a transfer film was laminated on a substrate (an aluminum substrate having a thickness of 0.1 mm). Specifically, the laminate was obtained by peeling the cover film from the transfer film and laminating so that the surface of the transfer film exposed by peeling the cover film faced the substrate.
- the conditions for lamination were a temperature of the base material of 40° C., a rubber roller temperature (that is, lamination temperature) of 110° C., a line pressure of 3 N/cm, and a conveying speed of 2 m/min. After peeling the temporary support from the obtained laminate, the entire surface was exposed using a high-pressure mercury lamp.
- the integrated exposure amount measured with a 365 nm illuminometer was 1000 mJ/cm 2 .
- the light emitted from the high-pressure mercury lamp has a dominant wavelength of 365 nm and strong line spectra at 254 nm, 313 nm, 405 nm, and 436 nm.
- the exposed laminate was developed for 40 seconds using a 1% by mass sodium carbonate aqueous solution (liquid temperature: 24° C.) as a developer. After development, the film was rinsed with pure water for 20 seconds, and air was blown to remove moisture. After the development, the laminated body was measured for relative permittivity at 1 kHz in an environment of 23° C. and 50% RH using an LCR meter 4284A and a dielectric test fixture 16451B manufactured by Agilent. The obtained results were classified according to the following evaluation criteria. Table 4 shows the results.
- thermoplastic resin layer is formed to have a film thickness shown in Table 5 by coating and drying any one of the thermoplastic resin composition Cu-1 and the thermoplastic resin composition Cu-2 described above. rice field.
- the photosensitive layer was formed to have the film thickness shown in Table 5 by applying and drying any one of the photosensitive resin compositions Re-B1 to Re-B4 described above.
- a protective film was provided on the photosensitive layer to obtain each transfer film of Examples and Comparative Examples shown in Table 5.
- thermoplastic resin layer was produced by forming a thermoplastic resin layer on a temporary support.
- the thermoplastic resin layer is formed to have a film thickness shown in Table 6 by applying and drying any of the thermoplastic resin composition Cu-1 and the thermoplastic resin composition Cu-2 described above. rice field.
- a laminate B was produced by forming a photosensitive layer on a protective film.
- the photosensitive layer was formed to have the film thickness shown in Table 6 by applying and drying any one of the above-described photosensitive resin compositions Re-A1 to Re-A4.
- Examples and Comparative Examples shown in Table 6 were obtained.
- Reference Signs List 10 Reference Signs List 10, 30 transfer film 12 temporary support 14 thermoplastic resin layer 16 intermediate layer 18 photosensitive layer 20 cover film
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Theoretical Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Architecture (AREA)
- Structural Engineering (AREA)
- Human Computer Interaction (AREA)
- Materials For Photolithography (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023545653A JPWO2023033065A1 (https=) | 2021-08-31 | 2022-08-31 | |
| CN202280058927.3A CN117940848A (zh) | 2021-08-31 | 2022-08-31 | 转印膜、转印膜的制造方法、图案形成方法、电路布线的制造方法、触摸面板的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021141512 | 2021-08-31 | ||
| JP2021-141512 | 2021-08-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023033065A1 true WO2023033065A1 (ja) | 2023-03-09 |
Family
ID=85412313
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/032836 Ceased WO2023033065A1 (ja) | 2021-08-31 | 2022-08-31 | 転写フィルム、転写フィルムの製造方法、パターン形成方法、回路配線の製造方法、タッチパネルの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2023033065A1 (https=) |
| CN (1) | CN117940848A (https=) |
| WO (1) | WO2023033065A1 (https=) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015146038A (ja) * | 2011-12-05 | 2015-08-13 | 日立化成株式会社 | 樹脂硬化膜パターンの形成方法、感光性樹脂組成物、感光性エレメント、タッチパネルの製造方法及び樹脂硬化膜 |
| JP2016139154A (ja) * | 2016-04-07 | 2016-08-04 | 旭化成株式会社 | 感光性樹脂組成物 |
| JP2018100988A (ja) * | 2015-04-24 | 2018-06-28 | 日立化成株式会社 | 感光性樹脂組成物、感光性エレメント、レジストパターンの形成方法、及びプリント配線板の製造方法 |
-
2022
- 2022-08-31 WO PCT/JP2022/032836 patent/WO2023033065A1/ja not_active Ceased
- 2022-08-31 CN CN202280058927.3A patent/CN117940848A/zh active Pending
- 2022-08-31 JP JP2023545653A patent/JPWO2023033065A1/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015146038A (ja) * | 2011-12-05 | 2015-08-13 | 日立化成株式会社 | 樹脂硬化膜パターンの形成方法、感光性樹脂組成物、感光性エレメント、タッチパネルの製造方法及び樹脂硬化膜 |
| JP2018100988A (ja) * | 2015-04-24 | 2018-06-28 | 日立化成株式会社 | 感光性樹脂組成物、感光性エレメント、レジストパターンの形成方法、及びプリント配線板の製造方法 |
| JP2016139154A (ja) * | 2016-04-07 | 2016-08-04 | 旭化成株式会社 | 感光性樹脂組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN117940848A (zh) | 2024-04-26 |
| JPWO2023033065A1 (https=) | 2023-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2025185003A (ja) | 感光性組成物、パターン形成方法、回路配線の製造方法、タッチパネルの製造方法、転写フィルム | |
| KR102855837B1 (ko) | 전사 필름, 감광성 재료, 패턴 형성 방법, 회로 기판의 제조 방법, 터치 패널의 제조 방법 | |
| JP7455954B2 (ja) | 感光性転写材料、及び回路配線の製造方法 | |
| JP2023007384A (ja) | 積層体、転写フィルム、パターン形成方法、回路配線の製造方法 | |
| WO2023033065A1 (ja) | 転写フィルム、転写フィルムの製造方法、パターン形成方法、回路配線の製造方法、タッチパネルの製造方法 | |
| WO2022181431A1 (ja) | 感光性組成物、転写フィルム、パターン形成方法、回路配線の製造方法、タッチパネルの製造方法 | |
| CN116157741A (zh) | 转印膜、层叠体的制造方法、电路配线的制造方法 | |
| WO2021199542A1 (ja) | 感光性転写材料、樹脂パターンの製造方法、及び回路配線の製造方法 | |
| WO2022059418A1 (ja) | 感光性転写材料、樹脂パターンの製造方法、回路配線の製造方法、及び、タッチパネルの製造方法 | |
| TWI914327B (zh) | 用於抗蝕刻的感光性轉印材料及電路配線的製造方法 | |
| TW202205011A (zh) | 感光性轉印材料、樹脂圖案的製造方法、電路配線的製造方法及觸控面板的製造方法 | |
| WO2021161965A1 (ja) | 感光性フィルム、及び感光性フィルムの製造方法 | |
| TWI921429B (zh) | 轉印材料及積層體之製造方法 | |
| JP7770814B2 (ja) | 転写フィルム、導体パターンを有する積層体の製造方法 | |
| US20240210828A1 (en) | Photosensitive composition, transfer film, pattern forming method, method for manufacturing circuit wiring, and method for manufacturing touch panel | |
| JP7455955B2 (ja) | 感光性転写材料、及び回路配線の製造方法 | |
| JP7604403B2 (ja) | 樹脂パターンの製造方法、回路配線の製造方法、タッチパネルの製造方法、及び、感光性転写部材 | |
| TW202608944A (zh) | 感光性轉印材料及電路配線的製造方法 | |
| TW202307026A (zh) | 轉印膜及具有導體圖案之積層體之製造方法 | |
| JP2022184719A (ja) | 転写フィルム、積層体、パターン形成方法、回路配線の製造方法 | |
| WO2022181415A1 (ja) | 転写フィルム、パターン形成方法、回路配線の製造方法、タッチパネルの製造方法 | |
| TW202311872A (zh) | 具有導體圖案之積層體之製造方法、轉印膜 | |
| WO2023100553A1 (ja) | 転写フィルム、導体パターンを有する積層体及び導体パターンを有する積層体の製造方法、転写フィルムの製造方法 | |
| WO2023182092A1 (ja) | 転写フィルム、積層体、レジストパターンを有する積層体の製造方法、導体パターンを有する積層体の製造方法 | |
| CN115542669A (zh) | 层叠体、转印膜、图案形成方法、电路板的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22864647 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023545653 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280058927.3 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22864647 Country of ref document: EP Kind code of ref document: A1 |