WO2023032982A1 - 高熱伝導性窒化珪素焼結体、窒化珪素基板、窒化珪素回路基板、および半導体装置 - Google Patents
高熱伝導性窒化珪素焼結体、窒化珪素基板、窒化珪素回路基板、および半導体装置 Download PDFInfo
- Publication number
- WO2023032982A1 WO2023032982A1 PCT/JP2022/032594 JP2022032594W WO2023032982A1 WO 2023032982 A1 WO2023032982 A1 WO 2023032982A1 JP 2022032594 W JP2022032594 W JP 2022032594W WO 2023032982 A1 WO2023032982 A1 WO 2023032982A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- silicon nitride
- less
- crystal grains
- sintered body
- nitride crystal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K5/00—Heat-transfer, heat-exchange or heat-storage materials, e.g. refrigerants; Materials for the production of heat or cold by chemical reactions other than by combustion
- C09K5/08—Materials not undergoing a change of physical state when used
- C09K5/14—Solid materials, e.g. powdery or granular
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/584—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride
- C04B35/587—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/6261—Milling
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62625—Wet mixtures
- C04B35/6264—Mixing media, e.g. organic solvents
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62645—Thermal treatment of powders or mixtures thereof other than sintering
- C04B35/6265—Thermal treatment of powders or mixtures thereof other than sintering involving reduction or oxidation
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
- H10W40/255—Arrangements for cooling characterised by their materials having a laminate or multilayered structure, e.g. direct bond copper [DBC] ceramic substrates
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
- H10W40/259—Ceramics or glasses
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3206—Magnesium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3229—Cerium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3873—Silicon nitrides, e.g. silicon carbonitride, silicon oxynitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3873—Silicon nitrides, e.g. silicon carbonitride, silicon oxynitride
- C04B2235/3878—Alpha silicon nitrides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3873—Silicon nitrides, e.g. silicon carbonitride, silicon oxynitride
- C04B2235/3882—Beta silicon nitrides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3895—Non-oxides with a defined oxygen content, e.g. SiOC, TiON
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6581—Total pressure below 1 atmosphere, e.g. vacuum
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/66—Specific sintering techniques, e.g. centrifugal sintering
- C04B2235/661—Multi-step sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/66—Specific sintering techniques, e.g. centrifugal sintering
- C04B2235/661—Multi-step sintering
- C04B2235/662—Annealing after sintering
- C04B2235/664—Reductive annealing
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
- C04B2235/723—Oxygen content
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/782—Grain size distributions
- C04B2235/783—Bimodal, multi-modal or multi-fractional
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/786—Micrometer sized grains, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/788—Aspect ratio of the grains
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
- C04B2235/85—Intergranular or grain boundary phases
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
Definitions
- the embodiments described later relate to high thermal conductivity silicon nitride sintered bodies, silicon nitride substrates, silicon nitride circuit substrates, and semiconductor devices.
- silicon nitride (Si 3 N 4 ) substrates In recent years, attempts have been made to apply silicon nitride (Si 3 N 4 ) substrates to semiconductor circuit substrates.
- Alumina (Al 2 O 3 ) substrates and aluminum nitride (AlN) substrates are used as semiconductor circuit substrates.
- the alumina substrate has a thermal conductivity of about 30 W/(m ⁇ K), the cost can be reduced.
- the aluminum nitride substrate can have a high thermal conductivity of 160 W/(m ⁇ K) or more.
- a silicon nitride substrate As a silicon nitride substrate, a substrate having a thermal conductivity of 50 W/(m ⁇ K) or more has been developed. The thermal conductivity of silicon nitride substrates is lower than that of aluminum nitride substrates.
- the three-point bending strength of the silicon nitride substrate is 500 MPa or more, which is excellent.
- the three-point bending strength of an aluminum nitride substrate is usually about 300 to 400 MPa, and the strength tends to decrease as the thermal conductivity increases.
- silicon nitride substrates can be made thinner. Since the heat resistance can be lowered by thinning the substrate, heat dissipation is improved.
- Patent Document 1 discloses a silicon nitride substrate having a thermal conductivity of 50 W/(m ⁇ K) or more and a three-point bending strength of 600 MPa or more.
- Patent Document 1 the distribution ratio of the grain boundary phase in the thickness direction of the substrate is controlled. As a result, in Patent Document 1, variation in dielectric strength is suppressed, and temperature dependence of volume specific resistance is improved. Furthermore, in Patent Document 1, the dielectric constant is also controlled at 50 Hz and 1 kHz. 2. Description of the Related Art In recent years, as the performance of semiconductor devices has improved, the guaranteed operating temperature has increased. SiC elements and GaN elements are expected to have a guaranteed operating temperature as high as about 250.degree. It is also expected that the operating frequency of semiconductor devices will increase to about 1 MHz. For this reason, silicon nitride substrates are also required to maintain insulating properties even in a high temperature environment of about 250° C. or in a high frequency environment of about 1 MHz. Although the silicon nitride substrate described in Patent Literature 1 has good insulating properties, in recent years there has been a demand for further improvement in performance.
- Solid-solution oxygen is generated when a part of the crystal lattice of the silicon nitride crystal is replaced with an oxygen element, or when oxygen enters between the crystal lattices.
- dissolved oxygen is oxygen taken into silicon nitride crystal grains.
- Solute oxygen is distinguished from oxygen present in the grain boundary phase of the silicon nitride sintered body.
- dissolved oxygen causes defects in the crystal lattice, it is necessary to control the amount of dissolved oxygen.
- Patent Document 2 discloses a silicon nitride sintered body in which the dissolved oxygen concentration of silicon nitride crystal grains is 1 to 2500 ppm.
- SIMS secondary ion mass spectrometry
- the raster area is 3 ⁇ m.
- the dissolved oxygen content of silicon nitride crystal grains of 3 ⁇ m or more can be measured.
- the dissolved oxygen content of silicon nitride crystal grains of 3 ⁇ m or less in the silicon nitride sintered body could not be measured.
- SIMS is a surface analysis method, it is susceptible to oxidation of the sample surface.
- the present invention is intended to address such problems, and to provide a highly thermally conductive silicon nitride sintered body in which the dissolved oxygen content is controlled.
- a highly thermally conductive silicon nitride sintered body includes silicon nitride crystal grains and a grain boundary phase, the silicon nitride sintered body has a thermal conductivity of 80 W / (m K) or more, and has an arbitrary cross section
- the average value of the dissolved oxygen amount of the silicon nitride crystal grains present in a unit area of 20 ⁇ m ⁇ 20 ⁇ m is 0.2 wt% or less, and the amount of the silicon nitride crystal grains present in a unit area of 50 ⁇ m ⁇ 50 ⁇ m in an arbitrary cross section is 0.2 wt% or less.
- the average major diameter is 1 ⁇ m or more and 10 ⁇ m or less, and the average aspect ratio of the silicon nitride crystal grains present in the unit area of 50 ⁇ m ⁇ 50 ⁇ m is 2 or more and 10 or less.
- FIG. 1 is a schematic diagram showing an example of a cross-sectional structure of a silicon nitride sintered body according to an embodiment; FIG. The figure which shows an example of a 1st plot figure. The figure which shows an example of a 2nd plot figure. The figure which shows an example of a 3rd plot figure. 1 is a schematic diagram showing an example of a silicon nitride circuit board according to an embodiment; FIG. 1 is a schematic diagram showing an example of a semiconductor device according to an embodiment; FIG.
- a highly thermally conductive silicon nitride sintered body includes silicon nitride crystal grains and a grain boundary phase, the silicon nitride sintered body has a thermal conductivity of 80 W / (m K) or more, and has an arbitrary cross section
- the average value of the dissolved oxygen amount of the silicon nitride crystal grains present in a unit area of 20 ⁇ m ⁇ 20 ⁇ m is 0.2 wt% or less, and the amount of the silicon nitride crystal grains present in a unit area of 50 ⁇ m ⁇ 50 ⁇ m in an arbitrary cross section is 0.2 wt% or less.
- FIG. 1 is a schematic diagram showing an example of a cross-sectional structure of a silicon nitride sintered body according to an embodiment.
- reference numeral 1 denotes a highly thermally conductive silicon nitride sintered body
- reference numeral 2 denotes silicon nitride crystal grains
- reference numeral 3 denotes a grain boundary phase.
- the high thermal conductivity silicon nitride sintered body 1 may be simply referred to as the silicon nitride sintered body 1 .
- a silicon nitride sintered body 1 includes silicon nitride crystal grains 2 and a grain boundary phase 3 .
- the grain boundary phase 3 is distributed in the gaps between the silicon nitride crystal grains 2 .
- the grain boundary phase 3 is formed by reacting a sintering aid, which will be described later. Due to the presence of the grain boundary phase 3, the silicon nitride crystal grains 2 are strongly bonded to each other, and the silicon nitride sintered body 1 having high thermal conductivity can be formed.
- the silicon nitride sintered body 1 may have pores (not shown).
- the thermal conductivity of the silicon nitride sintered body 1 according to the embodiment is 80 W/(m ⁇ K) or more. High thermal conductivity improves heat dissipation. Therefore, the thermal conductivity is preferably 80 W/(m ⁇ K) or more, more preferably 100 W/(m ⁇ K) or more.
- the average length of the major axis of the silicon nitride crystal grains 2 is 1 ⁇ m or more and 10 ⁇ m or less.
- the average aspect ratio of the silicon nitride crystal grains 2 is 2 or more and 10 or less.
- Scanning electron microscope (SEM) photographs are used to measure the average major axis length and average aspect ratio. SEM pictures are taken at 2000x. Also, in the SEM photograph, the maximum diameter of each silicon nitride crystal grain 2 is measured. The maximum diameter of each silicon nitride crystal grain 2 appearing in the SEM photograph is taken as the major diameter. Let the average value of the maximum diameters of the individual silicon nitride crystal grains 2 reflected in a unit area of 50 ⁇ m ⁇ 50 ⁇ m be the average length of the major diameters.
- the aspect ratio is calculated from the major axis/minor axis.
- the major diameter is the maximum diameter described above.
- the length of the silicon nitride crystal grain along a line extending vertically from the central point of the major axis is defined as the minor axis.
- the average value of the aspect ratios of individual silicon nitride crystal grains reflected in a unit area of 50 ⁇ m ⁇ 50 ⁇ m is taken as the average aspect ratio.
- the major and minor diameters are measured using the portion of the silicon nitride crystal grains shown in the SEM photograph.
- the grain boundary phase may be removed by etching.
- the average length of the major axis of the silicon nitride crystal grains 2 is within the range of 1 ⁇ m or more and 10 ⁇ m or less. Moreover, the average aspect ratio of the silicon nitride crystal grains 2 is 2 or more and 10 or less. Within this range, thermal conductivity can be improved. Also, the strength can be improved. If the average length of the major axis is less than 1 ⁇ m, the silicon nitride crystal grains 2 are too small and the thermal conductivity may decrease. On the other hand, if the thickness exceeds 10 ⁇ m, although the thermal conductivity is improved, the strength may be lowered. If the average aspect ratio is less than 2, the number of elongated silicon nitride crystal grains is small, so the strength may decrease.
- silicon nitride crystal grains 2a first silicon nitride crystal grains having a major axis of less than 5 ⁇ m
- silicon nitride crystal grains 2b second silicon nitride crystal grains having a major axis of 5 ⁇ m or more are mixed. preferably present.
- the presence of small crystal grains and large crystal grains allows small crystal grains to exist in the gaps between large crystal grains. This makes it possible to improve thermal conductivity and strength. From this point of view, it is more preferable that silicon nitride crystal grains 2b having a major axis of less than 3 ⁇ m are present.
- the dissolved oxygen content of the silicon nitride crystal grains 2 existing in a unit area of 20 ⁇ m ⁇ 20 ⁇ m of any cross section is 0.2 wt % or less.
- the amount of dissolved oxygen in silicon nitride crystal grains 2 is measured using TEM-EDS.
- TEM is an abbreviation for transmission electron microscope.
- EDS is an abbreviation for energy dispersive X-ray spectrometer.
- a measurement method using TEM-EDS is sometimes simply called EDS analysis.
- Patent Document 3 discloses a method for measuring the dissolved oxygen content of silicon nitride crystal grains 2 using EDS analysis.
- An arbitrary cross section of the silicon nitride sintered body 1 is used as a sample for EDS analysis.
- a sample is taken from an arbitrary cross section by focused ion beam (FIB) processing or ion milling processing.
- the thickness of the sample is preferably in the range of 0.05 ⁇ m or more and 0.5 ⁇ m or less.
- the EDS device JED-2300T manufactured by JEOL Ltd. or a device having performance equal to or higher than that is used.
- As the TEM JEM-200CX (accelerating voltage: 200 kV) manufactured by JEOL Ltd.
- silicon nitride crystal grains can be selected as measurement points.
- the measurement using the SIMS method as in Patent Document 2 only large silicon nitride crystal grains can be measured. Further, even with the nano SIMS method in which the irradiation diameter is reduced, image recognition of silicon nitride crystal grains is difficult. Therefore, it was not possible to measure the dissolved oxygen content of small silicon nitride crystal grains.
- the total dissolution method is a method of dissolving the grain boundary phase of the silicon nitride sintered body to take out silicon nitride crystal grains. The oxygen content of the extracted silicon nitride crystal grains is measured.
- the TEM-EDS can include only silicon nitride crystal grains in the measurement point. In addition, regardless of the size of the silicon nitride crystal grains, it is possible to measure the solid solution oxygen content.
- At least 10 measurement points are set from silicon nitride crystal grains existing within a unit area of 20 ⁇ m ⁇ 20 ⁇ m. These ten locations are selected from silicon nitride crystal grains 2 that are as different as possible. For example, one measurement point is set for each of ten silicon nitride crystal grains. EDS analysis measures the atomic ratio of silicon (Si), oxygen (O), and nitrogen (N). Ten or more measurement points are set so that three or more measurement points have an Si count of 300,000 cps or more.
- a first plot is prepared in which the atomic ratio of oxygen element/silicon element is plotted against the Si count number.
- the horizontal axis indicates the Si count number (cps) and the vertical axis indicates the O/Si atomic ratio.
- FIG. 2 shows an example of a first plot diagram.
- FIG. 3 shows an example of a second plot diagram.
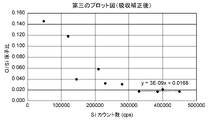
- FIG. 4 shows an example of a third plot diagram. 2 to 4 are plot diagrams based on the measurement results of Example 3, which will be described later.
- a second plot is prepared in which the atomic ratio of nitrogen element/silicon element is plotted against the Si count number.
- the horizontal axis indicates the Si count number (cps) and the vertical axis indicates the N/Si atomic ratio.
- the atomic ratio of oxygen element/silicon element in the first plot is corrected from the second plot. This is because, in the silicon nitride sintered body, oxygen (O), which is a light element, absorbs X-rays more than silicon (Si). The absorption properties of oxygen (O) are similar to those of nitrogen (N). Moreover, since the main phase of the silicon nitride sintered body 1 is Si 3 N 4 , the theoretical value of the N/Si atomic ratio is 4/3.
- the O/Si atomic ratio is corrected from approximate data of the Si/N atomic ratio.
- a correction value is calculated by O/Si atomic ratio ⁇ correction coefficient. This method corrects the O/Si atomic ratio in the first plot. A diagram obtained by correcting the first plot is referred to as a third plot.
- the horizontal axis indicates the Si count number (cps), and the vertical axis indicates the O/Si atomic ratio after correction.
- a plurality of combinations of three or more measurement points are extracted from the third plot.
- X is the horizontal axis
- y is the vertical axis
- a is the inclination
- b is the point of contact with the vertical axis (y-axis).
- An approximate straight line satisfying ⁇ 4 ⁇ 10 ⁇ 8 ⁇ a ⁇ 4 ⁇ 10 ⁇ 8 is extracted from the plurality of approximate straight lines thus obtained.
- the region where the measurement points used for the extracted approximate straight line exist is the convergence region where the variation in the O/Si atomic ratio is small.
- the approximate straight line is created using the approximation function of spreadsheet software.
- An example of spreadsheet software is Microsoft's Excel.
- the convergence region obtained from the third plot is the region where the effects of natural oxidation and grain boundary phases on the sample surface are minimized. Variations in the O/Si atomic ratio also increase when affected by natural oxidation of the sample surface and grain boundary phases. Therefore, the slope a does not fall within the range described above.
- the fact that the slope a of the approximate straight line is in the range of ⁇ 4 ⁇ 10 ⁇ 8 or more and 4 ⁇ 10 ⁇ 8 or less indicates that variations in the O/Si atomic ratio are reduced. Since the variations in the O/Si atomic ratio are reduced, it can be seen that the effects of natural oxidation and grain boundary phases are sufficiently small. Therefore, the O/Si atomic ratio at the measurement points included in the convergence region indicates the amount of dissolved oxygen.
- the dissolved oxygen content is calculated using the average O/Si atomic ratio.
- the average value of the O/Si atomic ratio of the three extracted measurement points is a value in which the effects of natural oxidation and the grain boundary phase 3 are further reduced. Since the silicon nitride crystal grains 2 are Si 3 N 4 , the dissolved oxygen amount (wt %) can be calculated by (3/7) ⁇ (average value of O/Si atomic ratio). This is a method of calculating from the amount of oxygen corresponding to the amount of Si in the Si 3 N 4 crystal grains.
- the convergence area where the slope a of the approximate straight line of 3 or more points is within the range of -4 ⁇ 10 -8 or more and 4 ⁇ 10 -8 or less is obtained from 3 or more measurement points whose Si count number is 300000 cps or more. .
- EDS analysis cannot selectively measure only points above 300000 cps. Therefore, a method of measuring 10 or more points by EDS analysis is effective.
- the amount of oxygen obtained by measuring 10 or more points by EDS analysis and extracting the measurement points with a Si count number of 300000 cps or more and included in the convergence region is the average amount of solute oxygen in the silicon nitride crystal grains.
- the dissolved oxygen content measured by the above method is 0.2 wt% or less.
- the amount of dissolved oxygen measured by TEM-EDS is an average value corresponding to the number of measurement points. That is, the average value of the dissolved oxygen content of silicon nitride crystal grains existing in a unit area of 20 ⁇ m ⁇ 20 ⁇ m is 0.2 wt % or less.
- the fact that the cross-sectional structure is arbitrary means that the average value is 0.2 wt% or less even if the amount of dissolved oxygen in the silicon nitride crystal grains present in any unit area of 20 ⁇ m ⁇ 20 ⁇ m is measured. showing.
- the silicon nitride sintered body in which the dissolved oxygen content of the silicon nitride crystal grains is controlled can improve the thermal conductivity. Furthermore, the dielectric constant characteristics can be improved. As will be described later, the frequency dependence and temperature dependence of the dielectric constant can be improved. Solute oxygen is a factor that lowers the thermal conductivity of silicon nitride crystal grains. It also causes lattice defects. By controlling the dissolved oxygen content, the cause of lattice defects can be reduced. When the solid solution oxygen content exceeds 0.2 wt %, the thermal conductivity, relative permittivity, etc. are lowered.
- the dissolved oxygen content of each silicon nitride crystal grain existing in the unit area of 20 ⁇ m ⁇ 20 ⁇ m is within the range of 0.01 wt % or more and 0.2 wt % or less.
- the method using TEM-EDS can only measure silicon nitride crystal grains. The performance can be further improved by controlling the amount of dissolved oxygen in all silicon nitride crystal grains.
- one or more measurement points are set for each silicon nitride crystal grain having a unit area of 20 ⁇ m ⁇ 20 ⁇ m. The analysis method is as described above.
- the analysis method is repeatedly performed until the measurement point set for each silicon nitride crystal grain is included in the convergence region and the dissolved oxygen amount can be measured.
- the solid solution oxygen content is 0.01 wt% or more and 0.20 wt% or less, which means that the solid solution oxygen content of each silicon nitride crystal grain is controlled. indicates that
- the dissolved oxygen amount of the first silicon nitride crystal particles 2a and the amount of dissolved oxygen in the second silicon nitride crystal grains 2b is preferably 0.03 wt % or less.
- the dissolved oxygen amount obtained by setting the measurement point only at the first silicon nitride crystal grain 2a is defined as "dissolved oxygen amount A.”
- the solute oxygen amount obtained by setting the measurement point only on the second silicon nitride crystal grains 2b is defined as "the solute oxygen amount B”.
- the presence of small silicon nitride crystal grains and large silicon nitride crystal grains can improve thermal conductivity and strength. Regardless of the particle size, the thermal conductivity can be increased to 100 W/(m ⁇ K) or more, and further to 120 W/(m ⁇ K) or more by suppressing the variation in the dissolved oxygen amount.
- the dielectric constant is a value obtained by dividing the electric capacity of the capacitor when the medium between the electrodes is filled by the electric capacity when it is in a vacuum.
- the medium is a silicon nitride sintered body.
- a silicon nitride sintered body is an insulator and a dielectric.
- An electric field causes polarization in the silicon nitride sintered body. The greater the polarization, the greater the dielectric constant. It was found that the dissolved oxygen content affects the frequency dependence and temperature dependence of the dielectric constant.
- the content of the grain boundary phase 3 in the silicon nitride sintered body 1 is preferably 1% by mass or more and 20% by mass or less.
- the grain boundary phase 3 is formed by the reaction between the sintering aids, or by the reaction between the sintering aids and impurity oxygen on the surface of the silicon nitride powder.
- the grain boundary phase 3 has the effect of strongly bonding the silicon nitride crystal grains 2 together and suppressing the generation of pores.
- properties dependent on thermal conductivity, strength, and dielectric constant can be improved. If the grain boundary phase is less than 1% by mass, the proportion of the grain boundary phase is small. If the grain boundary phase 3 is small, pores are likely to occur.
- the content of the grain boundary phase 3 is preferably 1% by mass or more and 20% by mass or less, more preferably 3% by mass or more and 15% by mass or less.
- the strength can be set to 500 MPa or more, further 600 MPa or more.
- the amount (% by mass) of the grain boundary phase in the highly thermally conductive silicon nitride sintered body 1 can be determined by qualitative analysis and quantitative analysis of components other than silicon nitride. Further, when the amount of the sintering aid added can be determined, the amount of the sintering aid added may be regarded as the mass % of the grain boundary phase.
- the grain boundary phase 3 preferably contains one or more selected from Group 2A elements, Group 3A elements, and Group 4A elements.
- the grain boundary phase 3 preferably further contains one or more selected from rare earth elements, magnesium, titanium, and hafnium. Rare earth elements include yttrium (Y), lanthanide elements, and the like.
- rare earth elements one or more selected from yttrium (Y), erbium (Er), ytterbium (Yb), and cerium (Ce) can be mentioned.
- sinterability can be improved by containing both rare earth elements and magnesium in the grain boundary phase 3 .
- the grain boundary phase 3 contains one or both of titanium and hafnium in addition to the rare earth element and magnesium. Titanium or hafnium has the effect of strengthening the grain boundary phase 3 . Strengthening of the grain boundary phase 3 leads to improvement in strength.
- notation of 2A group, 3A group, and 4A group is notation based on the periodic table of Japan.
- Group 2A elements are Be, Mg, Ca, Sr, Ba, and Ra.
- Group 3A elements are Sc, Y, lanthanide elements, and actinide elements.
- Group 4A elements are Ti, Zr, and Hf.
- the dielectric constant at 50 Hz can be made 10 or less at room temperature.
- Room temperature means 25°C.
- Relative permittivity is determined by measuring capacitance. Capacitance is the charge induced and stored in an electrode in an alternating electric field. If the insulation is poor, the charge will increase and the capacitance will also increase. As the capacitance increases, the dielectric constant also increases. In other words, the better the insulation, the smaller the dielectric constant.
- the dielectric constant at 50 Hz at room temperature is ⁇ 50-25 and the dielectric constant at 50 Hz at 300°C is ⁇ 50-300
- ⁇ 50-300 / ⁇ 50-25 is 0.9 or more and 1.2 or less. preferably within the range.
- ⁇ 1M-300 / ⁇ 1M-25 is 0.9 or more and 1.2 or less. preferably within the range.
- ⁇ 1M-300 / ⁇ 50-300 is preferably in the range of 0.8 or more and 1.2 or less.
- Measurement of relative permittivity is carried out according to JIS-C-2141 (1992). It is measured by the complex dielectric constant measurement method (three-probe method) of JIS-C-2141. JIS-C-2141 corresponds to ISO672-2.
- the silicon nitride sintered body 1 according to the embodiment can have a dielectric constant ⁇ 50-25 of 10 or less at 50 Hz at room temperature.
- the fact that the dielectric constant ⁇ 50-25 is 10 or less indicates that the polarization of the silicon nitride sintered body 1 can be suppressed under these conditions. Therefore, it indicates that the insulating property of the silicon nitride sintered body 1 is high. Therefore, the reliability of the semiconductor device in which the semiconductor element is mounted on the silicon nitride sintered body 1 can be improved. Further, the fact that ⁇ 50-300 / ⁇ 50-25 is in the range of 0.9 or more and 1.2 or less indicates that the dielectric constant at 50 Hz changes little even if the temperature changes. .
- the dielectric constant at 50 Hz has little temperature dependence. Therefore, even if the guaranteed operating temperature of the semiconductor element increases, the characteristics dependent on the dielectric constant are unlikely to deteriorate.
- the fact that ⁇ 1M-300 / ⁇ 1M-25 is in the range of 0.9 or more and 1.2 or less indicates that the dielectric constant at 1 MHz changes little even if the temperature changes. .
- the dielectric constant of 1 MHz has little temperature dependence. Therefore, even if the guaranteed operating temperature of the semiconductor element increases, the characteristics dependent on the dielectric constant are unlikely to deteriorate.
- ⁇ 1M-300 / ⁇ 50-300 is 0.8 or more and 1.2 or less indicates that the amount of change in the dielectric constant is small even if the frequency changes. In other words, even if the operating frequency of the semiconductor device changes, the characteristics dependent on the dielectric constant do not deteriorate.
- ⁇ 50-300 / ⁇ 50-25 , ⁇ 1M-300 / ⁇ 1M-25 and ⁇ 1M-300 / ⁇ 50-300 are all preferably within the above ranges.
- the operating frequencies of semiconductor devices range from several tens of Hz to 1 MHz.
- Semiconductor devices include bipolar transistors, MOSFETs, IGBTs, and GTOs. These semiconductor elements are called power semiconductors. Power semiconductors can be switched on and off depending on the operating frequency. Each semiconductor device has a different operating frequency range. By improving the temperature dependency and frequency dependency of the dielectric constant of the silicon nitride sintered body, the insulating properties can be easily maintained no matter what kind of semiconductor element is mounted. Therefore, a highly reliable semiconductor device can be provided.
- the silicon nitride sintered body according to the embodiment is suitable for silicon nitride substrates.
- the thickness of the substrate is preferably 0.1 mm or more and 3 mm or less. Even if the thickness of the silicon nitride substrate is reduced to 0.1 mm or more and 3 mm or less, reliability is high because the dielectric constant is improved. More preferably, the substrate is within the range of 0.1 mm or more and 0.4 mm or less. Thinning the substrate has the effect of lowering thermal resistance. Therefore, heat dissipation is improved.
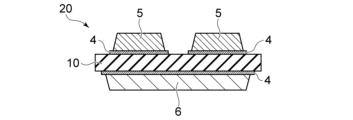
- FIG. 5 is a schematic diagram showing an example of a silicon nitride circuit board according to the embodiment.
- reference numeral 4 is a bonding layer
- reference numeral 5 is a metal plate (front metal plate)
- reference numeral 6 is a metal plate (back metal plate)
- reference numeral 10 is a silicon nitride substrate
- reference numeral 20 is a silicon nitride circuit substrate.
- the metal plate 5 has a circuit shape.
- the metal plate 5 is used as a circuit section for mounting a semiconductor element.
- the metal plate 5 used as a circuit part may be called a front metal plate.
- the metal plate 6 is used as a heat sink.
- the metal plate 6 used as a heat sink is sometimes called a back metal plate.
- two front metal plates 5 are provided.
- the number of front metal plates 5 is not limited to the illustrated example, and is arbitrary.
- the back metal plate 6 may be used not as a heat sink but as a circuit section.
- Examples of metal plate 5 and metal plate 6 include a copper plate, a copper alloy plate, an aluminum plate, and an aluminum alloy plate.
- the metal plate is preferably a copper plate made of oxygen-free copper. Oxygen-free copper has a copper purity of 99.96 wt % or more as specified in JIS-H-3100 (ISO1337, etc.).
- the thermal conductivity of the copper plate is approximately 400 W/(m ⁇ K).
- the thermal conductivity of aluminum is approximately 240 W/(m ⁇ K).
- Copper plates have a higher thermal conductivity than aluminum plates. Therefore, the use of a copper plate can further improve heat dissipation.
- the thickness of the metal plate 5 and the metal plate 6 is preferably within the range of 0.2 mm or more and 5 mm or less. By thickening the metal plate, it is possible to improve heat dissipation and current carrying capacity.
- Bonding layer 4 may include an active metal bonding layer. When the metal plate is a copper plate, the active metal bonding layer may be a member containing Ti as a main component of Ag or Cu.
- the active metal bonding layer may be a member containing Si as a main component of Al.
- An active metal bonding layer is a layer containing Ti or Si as an active metal.
- the circuit section may be formed of a metal thin film or a metal thick film.
- a metal thin film is a metal film formed by a film forming method such as sputtering or vapor deposition.
- Metal thin films include films of Ti, Pt, Au, Ni, Cu, Al, Ag, or the like.
- a metal thick film is a film formed by firing a metal paste.
- a metal thick film is sometimes called a metallized film.
- Metal thick films include films such as Ag, Cu, Ti, W, or Mo.
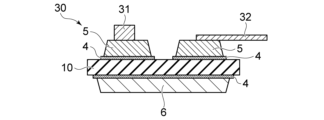
- FIG. 6 is a schematic diagram showing an example of the semiconductor device according to the embodiment.
- reference numeral 30 denotes a semiconductor device
- reference numeral 31 denotes a semiconductor element
- reference numeral 32 denotes a lead frame.
- a semiconductor device 30 shown in FIG. 6 a semiconductor element 31 is mounted on one of two metal plates 5.
- a lead frame 32 is connected to the other of the two metal plates 5 .
- the structure of the semiconductor device 30 according to the embodiment is not limited to the illustrated example. If necessary, the number and size of the metal plates 5, the number and size of the semiconductor elements 31, and the like can be appropriately changed. Also, the metal plate 6 may be used as the circuit section, and the semiconductor element 31 may be mounted on the metal plate 6 .
- the manufacturing method is not limited.
- a method for obtaining the silicon nitride sintered body 1 with a good yield will be described.
- the silicon nitride powder has an average particle size of 2.5 ⁇ m or less and an impurity oxygen content of 2% by mass or less.
- Impurity oxygen in the silicon nitride powder includes a component dissolved in the powder and a component adhering to the powder surface. As the amount of impurity oxygen decreases, the amount of oxygen dissolved in the silicon nitride particles of the silicon nitride sintered body can be reduced. Therefore, the impurity oxygen content of the silicon nitride powder is preferably 2% by mass or less, more preferably 1% by mass or less.
- Silicon nitride powder is mainly produced by the imide decomposition method or the direct nitriding method.
- the imide decomposition method is preferable because the amount of impurity oxygen dissolved in the powder is small.
- Silicon nitride powders are classified into ⁇ -type and ⁇ -type.
- the ⁇ -type silicon nitride powder can reduce dissolved oxygen in crystal structure.
- the ⁇ -type silicon nitride powder has higher sinterability than the ⁇ -type silicon nitride powder, and is easily densified.
- a silicon nitride sintered body with high strength can be obtained by using the ⁇ -type powder as the raw material powder.
- the silicon nitride powder a mixture of ⁇ -type silicon nitride powder and ⁇ -type silicon nitride powder may be used. Further, when the total amount of the ⁇ -type silicon nitride powder and the ⁇ -type silicon nitride powder is 100 parts by mass, the ⁇ -type content is preferably in the range of 1 part by mass or more and 30 parts by mass or less. If the ⁇ -type exceeds 30 parts by mass, the sinterability may deteriorate. Also, if the content is less than 1 part by mass, the effect of using the ⁇ type may be insufficient. Commercially available ⁇ -type silicon nitride powder has an ⁇ conversion rate of 90 wt % or more.
- a material obtained by mixing ⁇ -type silicon nitride powder and ⁇ -type silicon nitride powder indicates a material obtained by positively adding ⁇ -type silicon nitride powder to commercially available ⁇ -type silicon nitride powder.
- a material consisting only of ⁇ -silicon nitride powder that inevitably contains ⁇ -silicon nitride powder is not treated as a mixed material of ⁇ -silicon nitride powder and ⁇ -silicon nitride powder.
- Treatment for reducing impurity oxygen includes reduction treatment, chemical solution treatment, and the like.
- the reduction treatment includes heat treatment in a hydrogen atmosphere, heat treatment in an atmosphere in which carbon is present, and the like.
- Chemical solution treatment is a method of treating silicon nitride powder with an acidic or alkaline solution.
- a sintering aid is a component that promotes sintering and forms a grain boundary phase.
- the sintering aid is preferably one or more selected from group 2A elements, group 3A elements, and group 4A elements.
- the notation of Groups 2A, 3A, and 4A is based on the Japanese Periodic Table.
- the sintering aid preferably further contains one or more selected from rare earth elements, magnesium, titanium and hafnium. Titanium exists as titanium nitride (TiN) particles in the grain boundary phase. Titanium nitride particles have the effect of strengthening the grain boundary phase due to the pinning effect.
- the sintering aid is preferably added as an oxide powder. The oxides can react with each other to form stable grain boundary phases. More preferably, the sintering aid is metal oxide powder having an average particle size of 3 ⁇ m or less.
- a step of mixing the silicon nitride powder and the sintering aid powder is performed.
- uniform sinterability is required.
- the silicon nitride powder and the sintering aid powder are uniformly mixed.
- the sintering aid reacts into the grain boundary phase.
- the growth reaction of silicon nitride grains proceeds through this grain boundary phase.
- oxygen escapes from the silicon nitride particles.
- a ball mill or bead mill is used. Silicon nitride powders and sintering aid powders often exist as agglomerated secondary particles. Secondary particles are a factor that hinders uniform sinterability. The homogeneity of sinterability can be improved by uniformly mixing the secondary particles while pulverizing them into non-agglomerated primary particles. In the mixing step accompanied by crushing, it is preferable not to apply a strong stress that further destroys the primary particles. When the primary particles are broken, fracture surfaces are formed in the silicon nitride powder. Since the fracture surface is an active surface, an oxide film is formed for stabilization, increasing the amount of oxygen adhered. The amount of oxygen increases over the amount attached to the primary particles.
- wet pulverization using a solvent is suitable for pulverizing such secondary particles.
- a solvent with high wettability to the particle surface and low reactivity with the particle is used. By doing so, the stress required for pulverization can be reduced, and the breakage of the primary particles can be suppressed.
- An organic solvent is suitable for mixing the silicon nitride powder and the sintering aid powder with pulverization.
- Alcohols and ketones are suitable as organic solvents.
- An organic solvent in which alcohols and ketones are mixed may be used.
- Alcohols are a general term for hydrocarbons in which part of the hydrogen contained in the hydrocarbon is replaced with a hydrosyl group (OH group).
- R and R' are alkyl groups and the like. These organic solvents have high wettability with the silicon nitride powder and the sintering aid powder, and have low reactivity with the powder. Sintering aid powders are often added as oxide powders. In a raw material composition in which silicon nitride powder and oxide powder are mixed, it is desirable to use a mixture of alcohols and ketones. Moreover, a dispersant may be added as needed. The dispersant has the effect of stabilizing the primary particles in the solvent and suppresses reaggregation. Dispersants include surfactants and the like.
- the diameter of the media is preferably 20 mm or less, more preferably 12 mm or less.
- the media are ceramic balls.
- a ball mill is a method in which powder and media are placed in a cylindrical container and the powder is pulverized while rotating the cylindrical container. As described above, the ball mill process using an organic solvent is wet crushing and mixing. Selection of an organic solvent suitable for powder has the effect of reducing the stress required for pulverization. In other words, it is possible to pulverize powder with ceramic balls having a small media diameter, which has the effect of weakening the energy with which the media collide with the powder. By weakening the energy with which the media collides with the powder, it is possible to suppress the formation of fracture surfaces in the primary particles.
- the minimum value of the diameter of the media is 3 mm or more. If the media is too small, work efficiency may decrease.
- the time for wet pulverization and mixing by a ball mill is preferably in the range of 5 hours or more and 40 hours or less. If the time is less than 5 hours, the crushing effect may be insufficient and a large amount of secondary particles may remain. If the time is longer than 40 hours, the possibility of forming a fracture surface on the primary particles increases. For this reason, the time for wet pulverization and mixing by a ball mill is preferably in the range of 5 hours or more and 40 hours or less, more preferably 10 hours or more and 30 hours or less.
- the rotation speed of the cylindrical container in the ball milling process is preferably in the range of 50 rpm or more and 500 rpm or less.
- Crushing of the secondary particles can be grasped by examining the particle size distribution before and after crushing. As the secondary particles are pulverized and the primary particles increase, the peak position of the particle size distribution (frequency distribution) shifts to the smaller particle size. Also, the particle size distribution has a sharp peak. Suppression of the formation of fracture surfaces of primary particles can be understood by measuring the amount of oxygen before and after pulverization.
- the amount of oxygen before pulverization is the amount of oxygen in the raw material powder. There is no problem if the amount of oxygen in the raw material powder after pulverization does not significantly increase compared to that before pulverization.
- a raw material powder slurry is obtained by carrying out the wet pulverization and mixing step.
- a forming step is performed to form a compact using the raw material powder slurry.
- the molding process include sheet molding and mold molding. Sheet molding is a doctor blade method or the like. When sheet molding is performed, a cutting process is performed to cut a long sheet into a required size. The slurry may be used after being treated with granulated powder suitable for the molding method.
- a degreasing step is performed on the compact. It is preferable to perform the degreasing process within the range of 400° C. or higher and 800° C. or lower. By performing the degreasing step, the organic matter in the compact can be removed. Moreover, the thing which performed the degreasing process is called a degreased body.
- the sintering step preferably includes a first holding step within the range of 1500°C or higher and 1650°C or lower and a second holding step within the range of 1750°C or higher and 2000°C or lower.
- the first holding step is a step of holding the degreased body within the range of 1500° C. or higher and 1650° C. or lower.
- the holding time is preferably 2 hours or longer.
- the temperature range of 1500° C. or higher and 1650° C. or lower corresponds to the temperature range in which grain growth of silicon nitride starts. Furthermore, this temperature range also corresponds to the temperature at which impurity oxygen begins to desorb from the silicon nitride powder.
- the holding time of the first holding step is preferably 10 hours or less. If the holding time exceeds 10 hours, there is a possibility that oxygen necessary for forming a liquid phase together with the sintering aid will be insufficient, resulting in a decrease in sinterability. Therefore, the holding time in the first holding step is preferably 2 hours or more and 10 hours or less, more preferably 3 hours or more and 6 hours or less. Moreover, this holding step is preferably carried out under a reduced pressure atmosphere of normal pressure (0.1 MPa) or less.
- the second holding step is a step of holding the degreased body within the range of 1750° C. or higher and 2000° C. or lower.
- the holding temperature of the second holding step is the so-called sintering temperature. Within this temperature range, the sintered body can be densified.
- the long diameter and aspect ratio of silicon nitride crystal grains can be controlled. If the holding temperature is less than 1750°C, densification may be insufficient. If the temperature exceeds 2000° C., silicon nitride crystal grains may grow excessively.
- the holding time in the second holding step is preferably in the range of 5 hours or more and 30 hours or less.
- the second holding step is preferably performed under a pressurized atmosphere of 0.5 MPa or higher.
- a pressure atmosphere of 0.1 MPa (normal pressure) or less self-decomposition of silicon nitride tends to occur at 1700° C. or more, so densification may be insufficient.
- the sintering step is preferably performed in a non-oxidizing atmosphere.
- Non-oxidizing atmospheres include nitrogen atmospheres, argon atmospheres, or vacuum atmospheres. In a non-oxidizing atmosphere, it is possible to suppress the solid solution of oxygen in the silicon nitride crystal grains.
- a sintered body can be obtained by the sintering step. Further, the sintered body may be subjected to reheat treatment.
- the reheat treatment By providing the reheat treatment with a step of holding the sintered body within the range of 1400° C. or more and 1600° C. or less, the desorption of SiO can be promoted more effectively. Since the sintered body has a stable crystal structure, the desorption of SiO due to reheating has little adverse effect on the crystal structure.
- the holding time within the range of 1400° C. or higher and 1600° C. or lower in the reheating is preferably 2 hours or longer.
- Reheating is preferably performed after returning to room temperature after the second holding step. Further, after the second holding step, the temperature may be lowered to 1300° C. or lower and held, and then the temperature may be raised again to treat the sintered body.
- a temperature of 1300° C. or less is a temperature at which the liquid phase composed of the sintering aid and the like solidifies and does not contribute to the sintering reaction.
- the sintered body can be considered to be in a form in which a stable crystal structure is maintained in the same manner as in the state in which the temperature is returned to room temperature, the adverse effect on the crystal structure due to SiO detachment due to reheating is reduced.
- the maximum holding temperature in reheating is lower than the holding temperature in the second holding step in sintering.
- the difference between the maximum holding temperature in the reheating and the holding temperature in the second holding step is preferably 50°C or higher and 300°C or lower.
- the reheating temperature is preferably in the range of 1500°C or higher and 1750°C or lower.
- the reheating not only desorbs oxygen in the sintered body as SiO from the sintered body, but also has the effect of suppressing the variation in the dissolved oxygen amount between the silicon nitride crystal grains. Further, grain growth of silicon nitride crystal grains can be suppressed by lowering the maximum holding temperature in the reheat treatment than the holding temperature in the second holding step in sintering.
- the reheat treatment is preferably performed in a non-oxidizing atmosphere. By performing the reheating in a non-oxidizing atmosphere, it is possible to suppress the incorporation of oxygen into the silicon nitride crystal grains.
- the silicon nitride sintered body 1 according to the embodiment can be manufactured.
- a silicon nitride substrate can be manufactured by producing the substrate-shaped silicon nitride sintered body 1 .
- a silicon nitride circuit board can be manufactured by performing the step of providing a circuit portion on a silicon nitride board.
- a semiconductor device can be manufactured by mounting a semiconductor element on a circuit portion of a silicon nitride circuit board.
- Example 3 Silicon nitride powders shown in Table 1 were prepared.
- the mixing ratio is a mass ratio when the total of ⁇ -type and ⁇ -type is 100 parts by mass.
- ⁇ -type silicon nitride powder a powder having an ⁇ conversion rate of 90 wt % or more was used.
- the average particle size of the sintering aid powder is 3 ⁇ m or less.
- the mixing ratio of the sintering aid is the ratio when the total of the silicon nitride powder and the sintering aid powder is 100% by mass.
- an organic solvent was mixed with the silicon nitride powder and the sintering aid powder, and a wet crushing and mixing process was performed.
- the wet pulverization and mixing step was performed under the conditions shown in Table 3 using a ball mill.
- the rotation speed of the cylindrical container of the ball mill was set within the range of 50 rpm or more and 500 rpm or less.
- wet mixing was performed using water.
- dry mixing was performed.
- a raw material powder slurry was prepared by a wet pulverization and mixing step. Sheet molding was performed using the raw material powder slurry. Sheet molding was performed by a doctor blade method. A long sheet was cut into a predetermined size. After that, a degreasing step was performed to prepare a degreased body. A sintering step was performed on each degreased body. As sintering steps, a first holding step and a second holding step were performed. A third holding step (reheat treatment) was performed after the sintering step. The conditions of the sintering process are as shown in Tables 4 and 5. Also, the first holding step, the second holding step, and the third holding step were performed in a non-oxidizing atmosphere.
- silicon nitride sintered bodies according to Examples and Comparative Examples were manufactured.
- the silicon nitride sintered body was processed into a silicon nitride substrate of 100 mm long ⁇ 80 mm wide.
- silicon nitride substrates with a thickness of 0.32 mm were fabricated.
- silicon nitride substrates with a thickness of 0.25 mm were produced.
- the content of the grain boundary phase was within the range of 1% by mass or more and 20% by mass or less.
- the dissolved oxygen content of the silicon nitride crystal grains contained in the silicon nitride substrate, the average length of the major axis of the silicon nitride crystal grains, and the average aspect ratio were measured.
- TEM-EDS was used by setting a unit area of 20 ⁇ m ⁇ 20 ⁇ m of an arbitrary cross section as a measurement point. The TEM-EDS measurement conditions are as described above. The amount of dissolved oxygen in each silicon nitride crystal grain contained in a unit area of 20 ⁇ m ⁇ 20 ⁇ m was measured, and the average value thereof was calculated.
- the method for measuring the dissolved oxygen content is as described above.
- the first silicon nitride crystal grains are silicon nitride crystal grains having a major axis of less than 5 ⁇ m.
- the second silicon nitride crystal grains are silicon nitride crystal grains having a major axis of 5 ⁇ m or more.
- the silicon nitride substrates according to the examples had a dissolved oxygen amount of 0.2 wt % or less.
- the dissolved oxygen amount exceeded 0.2 wt %.
- the thermal conductivity and fracture toughness of each silicon nitride substrate were measured. Thermal conductivity was measured by laser flash method. The fracture toughness value was measured according to JIS-R-1607 (IF method) and calculated by Niihara's formula. Table 8 shows the results. JIS-R-1607 corresponds to ISO15732.
- the silicon nitride substrate according to the example had a thermal conductivity of 80 W/(m ⁇ K) or higher. Moreover, in Examples 1, 2, and 4, the thermal conductivity was 100 W/(m ⁇ K) or more. There was no significant difference in strength between Examples and Comparative Examples.
- relative dielectric constants were measured for the silicon nitride substrates according to Examples and Comparative Examples. The dielectric constant was measured according to the complex dielectric constant measurement method (three-probe method) of JIS-C-2141. The measurement frequency was changed to 50 Hz and 1 MHz, and the measurement temperature was changed to room temperature (25°C) and 300°C. The results are shown in Tables 9 and 10.
- the frequency dependence and temperature dependence of the dielectric constant of the silicon nitride substrates according to the examples are improved.
- the frequency dependence and temperature dependence of the dielectric constant decreased. From the above, it can be seen that the silicon nitride substrate according to the example is suitable as a substrate for mounting a semiconductor element with a high guaranteed operating temperature or a semiconductor element with a high operating frequency.
- Embodiments of the present invention may include the following configurations.
- Appendix 1 A highly thermally conductive silicon nitride sintered body comprising silicon nitride crystal grains and a grain boundary phase, The silicon nitride sintered body has a thermal conductivity of 80 W / (m K) or more, The average value of the dissolved oxygen content of the silicon nitride crystal grains present in a unit area of 20 ⁇ m ⁇ 20 ⁇ m in any cross section is 0.2 wt% or less, The average value of the major axis of the silicon nitride crystal grains present in a unit area of 50 ⁇ m ⁇ 50 ⁇ m in any cross section is 1 ⁇ m or more and 10 ⁇ m or less, A highly thermally conductive silicon nitride sintered body, wherein the average aspect ratio of the silicon nitride crystal grains present in the unit area of 50 ⁇ m ⁇ 50 ⁇ m is 2 or more and 10 or less.
- the high thermal conductivity silicon nitride sintered body described above. (Appendix 4) The highly thermally conductive silicon nitride sintered body according to any one of appendices 1 to 3, wherein the content of the grain boundary phase is 1% by mass or more and 20% by mass or less. (Appendix 5) 5.
- the highly thermally conductive silicon nitride sintered body according to any one of appendices 1 to 4 which has a dielectric constant of 10 or less at 50 Hz and room temperature.
- Appendix 8 The highly thermally conductive silicon nitride sintered body according to any one of Appendixes 1 to 7, wherein the thermal conductivity is 100 W/(m ⁇ K) or more.
- Appendix 9 A silicon nitride substrate using the highly thermally conductive silicon nitride sintered body according to any one of appendices 1 to 8.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Combustion & Propulsion (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Ceramic Products (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023545603A JP7705944B2 (ja) | 2021-09-03 | 2022-08-30 | 高熱伝導性窒化珪素焼結体、窒化珪素基板、窒化珪素回路基板、および半導体装置 |
| EP22864564.4A EP4397642A4 (en) | 2021-09-03 | 2022-08-30 | Sintered high-thermal conductive silicon nitride tablet, silicon nitride substrate, silicon nitride printed circuit board, and semiconducting device |
| CN202280053227.5A CN117794883B (zh) | 2021-09-03 | 2022-08-30 | 高导热性氮化硅烧结体、氮化硅基板、氮化硅电路基板及半导体装置 |
| US18/413,405 US20240182770A1 (en) | 2021-09-03 | 2024-01-16 | Highly thermally conductive silicon nitride sintered body, silicon nitride substrate, silicon nitride circuit board, and semiconductor device |
| JP2025105607A JP2025134913A (ja) | 2021-09-03 | 2025-06-23 | 高熱伝導性窒化珪素焼結体の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021143630 | 2021-09-03 | ||
| JP2021-143630 | 2021-09-03 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/413,405 Continuation US20240182770A1 (en) | 2021-09-03 | 2024-01-16 | Highly thermally conductive silicon nitride sintered body, silicon nitride substrate, silicon nitride circuit board, and semiconductor device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023032982A1 true WO2023032982A1 (ja) | 2023-03-09 |
Family
ID=85411265
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/032594 Ceased WO2023032982A1 (ja) | 2021-09-03 | 2022-08-30 | 高熱伝導性窒化珪素焼結体、窒化珪素基板、窒化珪素回路基板、および半導体装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240182770A1 (https=) |
| EP (1) | EP4397642A4 (https=) |
| JP (2) | JP7705944B2 (https=) |
| CN (1) | CN117794883B (https=) |
| WO (1) | WO2023032982A1 (https=) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025028388A1 (ja) * | 2023-07-28 | 2025-02-06 | 株式会社トクヤマ | 窒化ケイ素焼結体 |
| WO2025158946A1 (ja) * | 2024-01-25 | 2025-07-31 | 日本特殊陶業株式会社 | 窒化ケイ素質焼結体、および窒化ケイ素質放熱基板 |
| WO2025158945A1 (ja) * | 2024-01-25 | 2025-07-31 | 日本特殊陶業株式会社 | 窒化ケイ素質焼結体、および窒化ケイ素質放熱基板 |
| WO2025220562A1 (ja) * | 2024-04-18 | 2025-10-23 | 株式会社Niterra Materials | セラミックス基板の熱処理方法、セラミックス金属接合体の製造方法、及びセラミックス回路基板の製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117083256B (zh) * | 2022-03-16 | 2025-03-04 | 株式会社东芝 | 氮化硅烧结体及使用了其的耐磨性构件 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002265276A (ja) * | 2001-03-07 | 2002-09-18 | Hitachi Metals Ltd | 窒化ケイ素粉末および窒化ケイ素焼結体 |
| JP2002293642A (ja) * | 2001-03-30 | 2002-10-09 | Hitachi Metals Ltd | 高熱伝導窒化ケイ素質焼結体およびその製造方法と回路基板 |
| JP2004262756A (ja) * | 2004-04-27 | 2004-09-24 | Hitachi Metals Ltd | 窒化ケイ素質粉末、窒化ケイ素質焼結体及びこれを用いた電子部品用回路基板 |
| WO2016117553A1 (ja) * | 2015-01-23 | 2016-07-28 | 株式会社東芝 | 高熱伝導性窒化珪素焼結体、それを用いた窒化珪素基板および窒化珪素回路基板並びに半導体装置 |
| WO2017014169A1 (ja) * | 2015-07-21 | 2017-01-26 | 住友電気工業株式会社 | 窒化ケイ素焼結体 |
| JP2018024548A (ja) | 2016-08-09 | 2018-02-15 | 住友電気工業株式会社 | 窒化ケイ素焼結体およびその製造方法 |
| JP6293772B2 (ja) | 2013-10-23 | 2018-03-14 | 株式会社東芝 | 窒化珪素基板およびそれを用いた窒化珪素回路基板 |
| JP2020180386A (ja) | 2019-04-23 | 2020-11-05 | 油化産業株式会社 | 製紙用薬剤組成物および製紙方法 |
| JP2022071426A (ja) | 2020-10-28 | 2022-05-16 | 株式会社東芝 | 窒化物系セラミックス焼結体中の固溶酸素の測定方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10146227B4 (de) * | 2000-09-20 | 2015-01-29 | Hitachi Metals, Ltd. | Siliciumnitrid-Sinterkörper, Leiterplatte und thermoelektrisches Modul |
| KR20170109515A (ko) * | 2017-09-19 | 2017-09-29 | 국방과학연구소 | 다공성 질화규소 소결체 및 이의 제조 방법 |
| JP6992364B2 (ja) * | 2017-09-26 | 2022-01-13 | 日立金属株式会社 | 窒化ケイ素焼結基板 |
-
2022
- 2022-08-30 JP JP2023545603A patent/JP7705944B2/ja active Active
- 2022-08-30 CN CN202280053227.5A patent/CN117794883B/zh active Active
- 2022-08-30 EP EP22864564.4A patent/EP4397642A4/en active Pending
- 2022-08-30 WO PCT/JP2022/032594 patent/WO2023032982A1/ja not_active Ceased
-
2024
- 2024-01-16 US US18/413,405 patent/US20240182770A1/en active Pending
-
2025
- 2025-06-23 JP JP2025105607A patent/JP2025134913A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002265276A (ja) * | 2001-03-07 | 2002-09-18 | Hitachi Metals Ltd | 窒化ケイ素粉末および窒化ケイ素焼結体 |
| JP2002293642A (ja) * | 2001-03-30 | 2002-10-09 | Hitachi Metals Ltd | 高熱伝導窒化ケイ素質焼結体およびその製造方法と回路基板 |
| JP2004262756A (ja) * | 2004-04-27 | 2004-09-24 | Hitachi Metals Ltd | 窒化ケイ素質粉末、窒化ケイ素質焼結体及びこれを用いた電子部品用回路基板 |
| JP6293772B2 (ja) | 2013-10-23 | 2018-03-14 | 株式会社東芝 | 窒化珪素基板およびそれを用いた窒化珪素回路基板 |
| WO2016117553A1 (ja) * | 2015-01-23 | 2016-07-28 | 株式会社東芝 | 高熱伝導性窒化珪素焼結体、それを用いた窒化珪素基板および窒化珪素回路基板並びに半導体装置 |
| WO2017014169A1 (ja) * | 2015-07-21 | 2017-01-26 | 住友電気工業株式会社 | 窒化ケイ素焼結体 |
| JP2018024548A (ja) | 2016-08-09 | 2018-02-15 | 住友電気工業株式会社 | 窒化ケイ素焼結体およびその製造方法 |
| JP2020180386A (ja) | 2019-04-23 | 2020-11-05 | 油化産業株式会社 | 製紙用薬剤組成物および製紙方法 |
| JP2022071426A (ja) | 2020-10-28 | 2022-05-16 | 株式会社東芝 | 窒化物系セラミックス焼結体中の固溶酸素の測定方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4397642A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025028388A1 (ja) * | 2023-07-28 | 2025-02-06 | 株式会社トクヤマ | 窒化ケイ素焼結体 |
| WO2025158946A1 (ja) * | 2024-01-25 | 2025-07-31 | 日本特殊陶業株式会社 | 窒化ケイ素質焼結体、および窒化ケイ素質放熱基板 |
| WO2025158945A1 (ja) * | 2024-01-25 | 2025-07-31 | 日本特殊陶業株式会社 | 窒化ケイ素質焼結体、および窒化ケイ素質放熱基板 |
| WO2025220562A1 (ja) * | 2024-04-18 | 2025-10-23 | 株式会社Niterra Materials | セラミックス基板の熱処理方法、セラミックス金属接合体の製造方法、及びセラミックス回路基板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN117794883A (zh) | 2024-03-29 |
| JPWO2023032982A1 (https=) | 2023-03-09 |
| JP7705944B2 (ja) | 2025-07-10 |
| CN117794883B (zh) | 2026-02-17 |
| US20240182770A1 (en) | 2024-06-06 |
| EP4397642A1 (en) | 2024-07-10 |
| EP4397642A4 (en) | 2025-11-05 |
| JP2025134913A (ja) | 2025-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7705944B2 (ja) | 高熱伝導性窒化珪素焼結体、窒化珪素基板、窒化珪素回路基板、および半導体装置 | |
| EP2301906B1 (en) | Silicon nitride board, method for manufacturing the silicon nitride board, and silicon nitride circuit board and semiconductor module using the silicon nitride board | |
| US10322934B2 (en) | Silicon nitride substrate and silicon nitride circuit board using the same | |
| US6613443B2 (en) | Silicon nitride ceramic substrate, silicon nitride ceramic circuit board using the substrate, and method of manufacturing the substrate | |
| JP6591455B2 (ja) | 高熱伝導性窒化珪素焼結体、それを用いた窒化珪素基板および窒化珪素回路基板並びに半導体装置 | |
| US9136031B2 (en) | Alumina sintered body, member including the same, and semiconductor manufacturing apparatus | |
| JP2002201075A (ja) | 窒化けい素セラミックス基板およびそれを用いた窒化けい素セラミックス回路基板並びにその製造方法 | |
| JP2018184333A (ja) | 窒化珪素基板の製造方法、及び窒化珪素基板 | |
| JP4248173B2 (ja) | 窒化アルミニウム基板およびそれを用いた薄膜基板 | |
| JP2004262750A (ja) | 窒化アルミニウム質材料および半導体製造装置用部材 | |
| JP5611554B2 (ja) | 高熱伝導性窒化アルミニウム焼結体、これを用いた基板、回路基板、および半導体装置、ならびに高熱伝導性窒化アルミニウム焼結体の製造方法 | |
| JP2000327424A (ja) | 窒化アルミニウム基焼結体とその製造方法及びそれを用いたサセプター | |
| JP5060439B2 (ja) | 薄膜基板の製造方法 | |
| EP4624439A1 (en) | Silicon nitride sintered compact, silicon nitride substrate, silicon nitride circuit board, and semiconductor device | |
| JP4615873B2 (ja) | 窒化アルミニウム焼結体及びその製造方法 | |
| JP2678213B2 (ja) | 窒化アルミニウム焼結体の製造方法 | |
| JP2578114B2 (ja) | 高熱伝導性窒化アルミニウム焼結体の製造方法 | |
| JP2511011B2 (ja) | 高熱伝導性窒化アルミニウム焼結体 | |
| JPH11335173A (ja) | 窒化アルミニウム基焼結体及びその製造方法 | |
| JP2000226261A (ja) | 窒化アルミニウム焼結体およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22864564 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023545603 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280053227.5 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022864564 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022864564 Country of ref document: EP Effective date: 20240403 |