WO2022255234A1 - フラックス及びソルダペースト - Google Patents
フラックス及びソルダペースト Download PDFInfo
- Publication number
- WO2022255234A1 WO2022255234A1 PCT/JP2022/021679 JP2022021679W WO2022255234A1 WO 2022255234 A1 WO2022255234 A1 WO 2022255234A1 JP 2022021679 W JP2022021679 W JP 2022021679W WO 2022255234 A1 WO2022255234 A1 WO 2022255234A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- acid
- mass
- flux
- rosin
- content
- Prior art date
Links
- 230000004907 flux Effects 0.000 title claims abstract description 110
- 229910000679 solder Inorganic materials 0.000 title claims description 50
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 claims abstract description 84
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 claims abstract description 79
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 claims abstract description 79
- 150000001412 amines Chemical class 0.000 claims abstract description 55
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 claims abstract description 53
- 239000013008 thixotropic agent Substances 0.000 claims abstract description 27
- 239000002904 solvent Substances 0.000 claims abstract description 20
- 239000002253 acid Substances 0.000 claims description 54
- -1 aromatic sulfonic acids Chemical class 0.000 claims description 47
- 150000007513 acids Chemical class 0.000 claims description 21
- 150000002357 guanidines Chemical class 0.000 claims description 20
- 239000000843 powder Substances 0.000 claims description 17
- 229910045601 alloy Inorganic materials 0.000 claims description 16
- 239000000956 alloy Substances 0.000 claims description 16
- 150000003851 azoles Chemical class 0.000 claims description 14
- JOXIMZWYDAKGHI-UHFFFAOYSA-N toluene-4-sulfonic acid Chemical compound CC1=CC=C(S(O)(=O)=O)C=C1 JOXIMZWYDAKGHI-UHFFFAOYSA-N 0.000 claims description 14
- AFVFQIVMOAPDHO-UHFFFAOYSA-N Methanesulfonic acid Chemical compound CS(O)(=O)=O AFVFQIVMOAPDHO-UHFFFAOYSA-N 0.000 claims description 12
- 150000003460 sulfonic acids Chemical class 0.000 claims description 11
- KAESVJOAVNADME-UHFFFAOYSA-N Pyrrole Chemical compound C=1C=CNC=1 KAESVJOAVNADME-UHFFFAOYSA-N 0.000 claims description 8
- 229940098779 methanesulfonic acid Drugs 0.000 claims description 6
- 125000003118 aryl group Chemical group 0.000 abstract description 7
- 150000001335 aliphatic alkanes Chemical class 0.000 abstract 1
- 239000000758 substrate Substances 0.000 description 58
- 239000011800 void material Substances 0.000 description 41
- 229920005989 resin Polymers 0.000 description 23
- 239000011347 resin Substances 0.000 description 23
- 239000007795 chemical reaction product Substances 0.000 description 21
- CFQZKFWQLAHGSL-FNTYJUCDSA-N (3e,5e,7e,9e,11e,13e,15e,17e)-18-[(3e,5e,7e,9e,11e,13e,15e,17e)-18-[(3e,5e,7e,9e,11e,13e,15e)-octadeca-3,5,7,9,11,13,15,17-octaenoyl]oxyoctadeca-3,5,7,9,11,13,15,17-octaenoyl]oxyoctadeca-3,5,7,9,11,13,15,17-octaenoic acid Chemical compound OC(=O)C\C=C\C=C\C=C\C=C\C=C\C=C\C=C\C=C\OC(=O)C\C=C\C=C\C=C\C=C\C=C\C=C\C=C\C=C\OC(=O)C\C=C\C=C\C=C\C=C\C=C\C=C\C=C\C=C CFQZKFWQLAHGSL-FNTYJUCDSA-N 0.000 description 19
- 239000012190 activator Substances 0.000 description 19
- 239000004593 Epoxy Substances 0.000 description 18
- 150000001408 amides Chemical class 0.000 description 18
- 239000011521 glass Substances 0.000 description 17
- 239000000539 dimer Substances 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 14
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 13
- 229910017464 nitrogen compound Inorganic materials 0.000 description 13
- 238000004381 surface treatment Methods 0.000 description 13
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 12
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 12
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 12
- DTOSIQBPPRVQHS-PDBXOOCHSA-N alpha-linolenic acid Chemical compound CC\C=C/C\C=C/C\C=C/CCCCCCCC(O)=O DTOSIQBPPRVQHS-PDBXOOCHSA-N 0.000 description 12
- 235000020661 alpha-linolenic acid Nutrition 0.000 description 12
- ZQPPMHVWECSIRJ-MDZDMXLPSA-N elaidic acid Chemical compound CCCCCCCC\C=C\CCCCCCCC(O)=O ZQPPMHVWECSIRJ-MDZDMXLPSA-N 0.000 description 12
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 12
- 229960004488 linolenic acid Drugs 0.000 description 12
- KQQKGWQCNNTQJW-UHFFFAOYSA-N linolenic acid Natural products CC=CCCC=CCC=CCCCCCCCC(O)=O KQQKGWQCNNTQJW-UHFFFAOYSA-N 0.000 description 12
- 238000006068 polycondensation reaction Methods 0.000 description 12
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 11
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 11
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 11
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 11
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 11
- 239000005642 Oleic acid Substances 0.000 description 11
- 125000004122 cyclic group Chemical group 0.000 description 11
- 150000001875 compounds Chemical class 0.000 description 10
- 150000004985 diamines Chemical class 0.000 description 10
- 150000002148 esters Chemical class 0.000 description 10
- 150000007524 organic acids Chemical class 0.000 description 10
- 150000003505 terpenes Chemical class 0.000 description 10
- 235000007586 terpenes Nutrition 0.000 description 10
- OYHQOLUKZRVURQ-NTGFUMLPSA-N (9Z,12Z)-9,10,12,13-tetratritiooctadeca-9,12-dienoic acid Chemical compound C(CCCCCCC\C(=C(/C\C(=C(/CCCCC)\[3H])\[3H])\[3H])\[3H])(=O)O OYHQOLUKZRVURQ-NTGFUMLPSA-N 0.000 description 9
- 150000002830 nitrogen compounds Chemical class 0.000 description 9
- 239000000376 reactant Substances 0.000 description 9
- 238000009736 wetting Methods 0.000 description 9
- 238000011156 evaluation Methods 0.000 description 8
- 150000003628 tricarboxylic acids Chemical class 0.000 description 8
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 7
- 150000003950 cyclic amides Chemical class 0.000 description 7
- 229910052736 halogen Inorganic materials 0.000 description 7
- 150000002367 halogens Chemical class 0.000 description 7
- 239000000047 product Substances 0.000 description 7
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 6
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical compound CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 description 6
- 239000001361 adipic acid Substances 0.000 description 6
- 235000011037 adipic acid Nutrition 0.000 description 6
- 239000000025 natural resin Substances 0.000 description 6
- BTXXTMOWISPQSJ-UHFFFAOYSA-N 4,4,4-trifluorobutan-2-one Chemical compound CC(=O)CC(F)(F)F BTXXTMOWISPQSJ-UHFFFAOYSA-N 0.000 description 5
- BQACOLQNOUYJCE-FYZZASKESA-N Abietic acid Natural products CC(C)C1=CC2=CC[C@]3(C)[C@](C)(CCC[C@@]3(C)C(=O)O)[C@H]2CC1 BQACOLQNOUYJCE-FYZZASKESA-N 0.000 description 5
- KLSJWNVTNUYHDU-UHFFFAOYSA-N Amitrole Chemical compound NC1=NC=NN1 KLSJWNVTNUYHDU-UHFFFAOYSA-N 0.000 description 5
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 5
- 239000012433 hydrogen halide Substances 0.000 description 5
- 229910000039 hydrogen halide Inorganic materials 0.000 description 5
- 239000006078 metal deactivator Substances 0.000 description 5
- 238000005476 soldering Methods 0.000 description 5
- 229960002920 sorbitol Drugs 0.000 description 5
- 239000000600 sorbitol Substances 0.000 description 5
- 239000004094 surface-active agent Substances 0.000 description 5
- OPNUROKCUBTKLF-UHFFFAOYSA-N 1,2-bis(2-methylphenyl)guanidine Chemical compound CC1=CC=CC=C1N\C(N)=N\C1=CC=CC=C1C OPNUROKCUBTKLF-UHFFFAOYSA-N 0.000 description 4
- QUSNBJAOOMFDIB-UHFFFAOYSA-N Ethylamine Chemical compound CCN QUSNBJAOOMFDIB-UHFFFAOYSA-N 0.000 description 4
- CPELXLSAUQHCOX-UHFFFAOYSA-N Hydrogen bromide Chemical compound Br CPELXLSAUQHCOX-UHFFFAOYSA-N 0.000 description 4
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 4
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 4
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Substances C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 description 4
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 150000002762 monocarboxylic acid derivatives Chemical class 0.000 description 4
- 239000005011 phenolic resin Substances 0.000 description 4
- 239000013638 trimer Substances 0.000 description 4
- DSESGJJGBBAHNW-UHFFFAOYSA-N (e)-[amino(anilino)methylidene]-phenylazanium;bromide Chemical compound Br.C=1C=CC=CC=1N=C(N)NC1=CC=CC=C1 DSESGJJGBBAHNW-UHFFFAOYSA-N 0.000 description 3
- YZAZXIUFBCPZGB-QZOPMXJLSA-N (z)-octadec-9-enoic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O.CCCCCCCC\C=C/CCCCCCCC(O)=O YZAZXIUFBCPZGB-QZOPMXJLSA-N 0.000 description 3
- OWRCNXZUPFZXOS-UHFFFAOYSA-N 1,3-diphenylguanidine Chemical compound C=1C=CC=CC=1NC(=N)NC1=CC=CC=C1 OWRCNXZUPFZXOS-UHFFFAOYSA-N 0.000 description 3
- PQAMFDRRWURCFQ-UHFFFAOYSA-N 2-ethyl-1h-imidazole Chemical compound CCC1=NC=CN1 PQAMFDRRWURCFQ-UHFFFAOYSA-N 0.000 description 3
- TYOXIFXYEIILLY-UHFFFAOYSA-N 5-methyl-2-phenyl-1h-imidazole Chemical compound N1C(C)=CN=C1C1=CC=CC=C1 TYOXIFXYEIILLY-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- OYHQOLUKZRVURQ-HZJYTTRNSA-N Linoleic acid Chemical compound CCCCC\C=C/C\C=C/CCCCCCCC(O)=O OYHQOLUKZRVURQ-HZJYTTRNSA-N 0.000 description 3
- 229920000877 Melamine resin Polymers 0.000 description 3
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 150000007933 aliphatic carboxylic acids Chemical class 0.000 description 3
- 125000001931 aliphatic group Chemical group 0.000 description 3
- 150000001735 carboxylic acids Chemical class 0.000 description 3
- 239000004359 castor oil Substances 0.000 description 3
- 235000019438 castor oil Nutrition 0.000 description 3
- 239000004210 ether based solvent Substances 0.000 description 3
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 3
- 150000004678 hydrides Chemical class 0.000 description 3
- 239000001257 hydrogen Substances 0.000 description 3
- 229910052739 hydrogen Inorganic materials 0.000 description 3
- 235000020778 linoleic acid Nutrition 0.000 description 3
- OYHQOLUKZRVURQ-IXWMQOLASA-N linoleic acid Natural products CCCCC\C=C/C\C=C\CCCCCCCC(O)=O OYHQOLUKZRVURQ-IXWMQOLASA-N 0.000 description 3
- 150000007974 melamines Chemical class 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 150000002896 organic halogen compounds Chemical class 0.000 description 3
- 150000002989 phenols Chemical class 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 3
- 239000000344 soap Substances 0.000 description 3
- 238000011282 treatment Methods 0.000 description 3
- 150000004670 unsaturated fatty acids Chemical class 0.000 description 3
- 235000021122 unsaturated fatty acids Nutrition 0.000 description 3
- 239000008096 xylene Substances 0.000 description 3
- YWWVWXASSLXJHU-AATRIKPKSA-N (9E)-tetradecenoic acid Chemical compound CCCC\C=C\CCCCCCCC(O)=O YWWVWXASSLXJHU-AATRIKPKSA-N 0.000 description 2
- MELXIJRBKWTTJH-ONEGZZNKSA-N (e)-2,3-dibromobut-2-ene-1,4-diol Chemical compound OC\C(Br)=C(/Br)CO MELXIJRBKWTTJH-ONEGZZNKSA-N 0.000 description 2
- ULQISTXYYBZJSJ-UHFFFAOYSA-N 12-hydroxyoctadecanoic acid Chemical compound CCCCCCC(O)CCCCCCCCCCC(O)=O ULQISTXYYBZJSJ-UHFFFAOYSA-N 0.000 description 2
- XDOFQFKRPWOURC-UHFFFAOYSA-N 16-methylheptadecanoic acid Chemical compound CC(C)CCCCCCCCCCCCCCC(O)=O XDOFQFKRPWOURC-UHFFFAOYSA-N 0.000 description 2
- GLDQAMYCGOIJDV-UHFFFAOYSA-N 2,3-dihydroxybenzoic acid Chemical compound OC(=O)C1=CC=CC(O)=C1O GLDQAMYCGOIJDV-UHFFFAOYSA-N 0.000 description 2
- NNWUEBIEOFQMSS-UHFFFAOYSA-N 2-Methylpiperidine Chemical compound CC1CCCCN1 NNWUEBIEOFQMSS-UHFFFAOYSA-N 0.000 description 2
- OXWDLAHVJDUQJM-UHFFFAOYSA-N 2-[[2-[2-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]ethylamino]-2-oxoacetyl]amino]ethyl 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCCNC(=O)C(=O)NCCOC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 OXWDLAHVJDUQJM-UHFFFAOYSA-N 0.000 description 2
- MZZYGYNZAOVRTG-UHFFFAOYSA-N 2-hydroxy-n-(1h-1,2,4-triazol-5-yl)benzamide Chemical compound OC1=CC=CC=C1C(=O)NC1=NC=NN1 MZZYGYNZAOVRTG-UHFFFAOYSA-N 0.000 description 2
- SVTBMSDMJJWYQN-UHFFFAOYSA-N 2-methylpentane-2,4-diol Chemical compound CC(O)CC(C)(C)O SVTBMSDMJJWYQN-UHFFFAOYSA-N 0.000 description 2
- ZCUJYXPAKHMBAZ-UHFFFAOYSA-N 2-phenyl-1h-imidazole Chemical compound C1=CNC(C=2C=CC=CC=2)=N1 ZCUJYXPAKHMBAZ-UHFFFAOYSA-N 0.000 description 2
- IJFXRHURBJZNAO-UHFFFAOYSA-N 3-hydroxybenzoic acid Chemical compound OC(=O)C1=CC=CC(O)=C1 IJFXRHURBJZNAO-UHFFFAOYSA-N 0.000 description 2
- XQXPVVBIMDBYFF-UHFFFAOYSA-N 4-hydroxyphenylacetic acid Chemical compound OC(=O)CC1=CC=C(O)C=C1 XQXPVVBIMDBYFF-UHFFFAOYSA-N 0.000 description 2
- ZVVFVKJZNVSANF-UHFFFAOYSA-N 6-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]hexyl 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCCCCCCOC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 ZVVFVKJZNVSANF-UHFFFAOYSA-N 0.000 description 2
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonia chloride Chemical compound [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 description 2
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 2
- OAKJQQAXSVQMHS-UHFFFAOYSA-N Hydrazine Chemical compound NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 2
- 239000005639 Lauric acid Substances 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 2
- JVVXZOOGOGPDRZ-SLFFLAALSA-N [(1R,4aS,10aR)-1,4a-dimethyl-7-propan-2-yl-2,3,4,9,10,10a-hexahydrophenanthren-1-yl]methanamine Chemical compound NC[C@]1(C)CCC[C@]2(C)C3=CC=C(C(C)C)C=C3CC[C@H]21 JVVXZOOGOGPDRZ-SLFFLAALSA-N 0.000 description 2
- 125000002015 acyclic group Chemical group 0.000 description 2
- 239000005456 alcohol based solvent Substances 0.000 description 2
- 150000001298 alcohols Chemical class 0.000 description 2
- 150000001414 amino alcohols Chemical class 0.000 description 2
- 229910052787 antimony Inorganic materials 0.000 description 2
- 229910052785 arsenic Inorganic materials 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- 229910052797 bismuth Inorganic materials 0.000 description 2
- WTEOIRVLGSZEPR-UHFFFAOYSA-N boron trifluoride Chemical compound FB(F)F WTEOIRVLGSZEPR-UHFFFAOYSA-N 0.000 description 2
- 229910052793 cadmium Inorganic materials 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 2
- 239000003093 cationic surfactant Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- PAFZNILMFXTMIY-UHFFFAOYSA-N cyclohexylamine Chemical compound NC1CCCCC1 PAFZNILMFXTMIY-UHFFFAOYSA-N 0.000 description 2
- KHAVLLBUVKBTBG-UHFFFAOYSA-N dec-9-enoic acid Chemical compound OC(=O)CCCCCCCC=C KHAVLLBUVKBTBG-UHFFFAOYSA-N 0.000 description 2
- GHVNFZFCNZKVNT-UHFFFAOYSA-N decanoic acid Chemical compound CCCCCCCCCC(O)=O GHVNFZFCNZKVNT-UHFFFAOYSA-N 0.000 description 2
- XBDQKXXYIPTUBI-UHFFFAOYSA-N dimethylselenoniopropionate Natural products CCC(O)=O XBDQKXXYIPTUBI-UHFFFAOYSA-N 0.000 description 2
- WJJMNDUMQPNECX-UHFFFAOYSA-N dipicolinic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=N1 WJJMNDUMQPNECX-UHFFFAOYSA-N 0.000 description 2
- PNZDZRMOBIIQTC-UHFFFAOYSA-N ethanamine;hydron;bromide Chemical compound Br.CCN PNZDZRMOBIIQTC-UHFFFAOYSA-N 0.000 description 2
- MMKRHZKQPFCLLS-UHFFFAOYSA-N ethyl myristate Chemical compound CCCCCCCCCCCCCC(=O)OCC MMKRHZKQPFCLLS-UHFFFAOYSA-N 0.000 description 2
- KEMQGTRYUADPNZ-UHFFFAOYSA-N heptadecanoic acid Chemical compound CCCCCCCCCCCCCCCCC(O)=O KEMQGTRYUADPNZ-UHFFFAOYSA-N 0.000 description 2
- MNWFXJYAOYHMED-UHFFFAOYSA-N heptanoic acid Chemical compound CCCCCCC(O)=O MNWFXJYAOYHMED-UHFFFAOYSA-N 0.000 description 2
- IPCSVZSSVZVIGE-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 2
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 2
- 238000005984 hydrogenation reaction Methods 0.000 description 2
- JJOJFIHJIRWASH-UHFFFAOYSA-N icosanedioic acid Chemical compound OC(=O)CCCCCCCCCCCCCCCCCCC(O)=O JJOJFIHJIRWASH-UHFFFAOYSA-N 0.000 description 2
- VKOBVWXKNCXXDE-UHFFFAOYSA-N icosanoic acid Chemical compound CCCCCCCCCCCCCCCCCCCC(O)=O VKOBVWXKNCXXDE-UHFFFAOYSA-N 0.000 description 2
- 229910052738 indium Inorganic materials 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- SUMDYPCJJOFFON-UHFFFAOYSA-N isethionic acid Chemical compound OCCS(O)(=O)=O SUMDYPCJJOFFON-UHFFFAOYSA-N 0.000 description 2
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 2
- WQEPLUUGTLDZJY-UHFFFAOYSA-N n-Pentadecanoic acid Natural products CCCCCCCCCCCCCCC(O)=O WQEPLUUGTLDZJY-UHFFFAOYSA-N 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 2
- FBUKVWPVBMHYJY-UHFFFAOYSA-N nonanoic acid Chemical compound CCCCCCCCC(O)=O FBUKVWPVBMHYJY-UHFFFAOYSA-N 0.000 description 2
- 239000002736 nonionic surfactant Substances 0.000 description 2
- WWZKQHOCKIZLMA-UHFFFAOYSA-N octanoic acid Chemical compound CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 description 2
- SECPZKHBENQXJG-FPLPWBNLSA-N palmitoleic acid Chemical compound CCCCCC\C=C/CCCCCCCC(O)=O SECPZKHBENQXJG-FPLPWBNLSA-N 0.000 description 2
- CNVZJPUDSLNTQU-SEYXRHQNSA-N petroselinic acid Chemical compound CCCCCCCCCCC\C=C/CCCCC(O)=O CNVZJPUDSLNTQU-SEYXRHQNSA-N 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- SIOXPEMLGUPBBT-UHFFFAOYSA-N picolinic acid Chemical compound OC(=O)C1=CC=CC=N1 SIOXPEMLGUPBBT-UHFFFAOYSA-N 0.000 description 2
- WLJVNTCWHIRURA-UHFFFAOYSA-N pimelic acid Chemical compound OC(=O)CCCCCC(O)=O WLJVNTCWHIRURA-UHFFFAOYSA-N 0.000 description 2
- IVDFJHOHABJVEH-UHFFFAOYSA-N pinacol Chemical compound CC(C)(O)C(C)(C)O IVDFJHOHABJVEH-UHFFFAOYSA-N 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 229920001451 polypropylene glycol Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- AOJFQRQNPXYVLM-UHFFFAOYSA-N pyridin-1-ium;chloride Chemical compound [Cl-].C1=CC=[NH+]C=C1 AOJFQRQNPXYVLM-UHFFFAOYSA-N 0.000 description 2
- YGSDEFSMJLZEOE-UHFFFAOYSA-N salicylic acid Chemical compound OC(=O)C1=CC=CC=C1O YGSDEFSMJLZEOE-UHFFFAOYSA-N 0.000 description 2
- 150000004671 saturated fatty acids Chemical class 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 150000003440 styrenes Chemical class 0.000 description 2
- TYFQFVWCELRYAO-UHFFFAOYSA-N suberic acid Chemical compound OC(=O)CCCCCCC(O)=O TYFQFVWCELRYAO-UHFFFAOYSA-N 0.000 description 2
- 125000000547 substituted alkyl group Chemical group 0.000 description 2
- ZUHZGEOKBKGPSW-UHFFFAOYSA-N tetraglyme Chemical compound COCCOCCOCCOCCOC ZUHZGEOKBKGPSW-UHFFFAOYSA-N 0.000 description 2
- SZHOJFHSIKHZHA-UHFFFAOYSA-N tridecanoic acid Chemical compound CCCCCCCCCCCCC(O)=O SZHOJFHSIKHZHA-UHFFFAOYSA-N 0.000 description 2
- ZDPHROOEEOARMN-UHFFFAOYSA-N undecanoic acid Chemical compound CCCCCCCCCCC(O)=O ZDPHROOEEOARMN-UHFFFAOYSA-N 0.000 description 2
- 238000012795 verification Methods 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- CCPPLLJZDQAOHD-BEBBCNLGSA-N (-)-vernolic acid Chemical compound CCCCC[C@@H]1O[C@@H]1C\C=C/CCCCCCCC(O)=O CCPPLLJZDQAOHD-BEBBCNLGSA-N 0.000 description 1
- FMZUHGYZWYNSOA-VVBFYGJXSA-N (1r)-1-[(4r,4ar,8as)-2,6-diphenyl-4,4a,8,8a-tetrahydro-[1,3]dioxino[5,4-d][1,3]dioxin-4-yl]ethane-1,2-diol Chemical compound C([C@@H]1OC(O[C@@H]([C@@H]1O1)[C@H](O)CO)C=2C=CC=CC=2)OC1C1=CC=CC=C1 FMZUHGYZWYNSOA-VVBFYGJXSA-N 0.000 description 1
- RPAJSBKBKSSMLJ-DFWYDOINSA-N (2s)-2-aminopentanedioic acid;hydrochloride Chemical compound Cl.OC(=O)[C@@H](N)CCC(O)=O RPAJSBKBKSSMLJ-DFWYDOINSA-N 0.000 description 1
- JIRHAGAOHOYLNO-UHFFFAOYSA-N (3-cyclopentyloxy-4-methoxyphenyl)methanol Chemical compound COC1=CC=C(CO)C=C1OC1CCCC1 JIRHAGAOHOYLNO-UHFFFAOYSA-N 0.000 description 1
- CTPBWPYKMGMLGS-CIAFKFPVSA-N (3s,4s,5s,6r)-1,8-bis(4-methylphenyl)octa-1,7-diene-2,3,4,5,6,7-hexol Chemical compound C1=CC(C)=CC=C1C=C(O)[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C(O)=CC1=CC=C(C)C=C1 CTPBWPYKMGMLGS-CIAFKFPVSA-N 0.000 description 1
- RUEBPOOTFCZRBC-UHFFFAOYSA-N (5-methyl-2-phenyl-1h-imidazol-4-yl)methanol Chemical compound OCC1=C(C)NC(C=2C=CC=CC=2)=N1 RUEBPOOTFCZRBC-UHFFFAOYSA-N 0.000 description 1
- CUXYLFPMQMFGPL-UHFFFAOYSA-N (9Z,11E,13E)-9,11,13-Octadecatrienoic acid Natural products CCCCC=CC=CC=CCCCCCCCC(O)=O CUXYLFPMQMFGPL-UHFFFAOYSA-N 0.000 description 1
- DNIAPMSPPWPWGF-GSVOUGTGSA-N (R)-(-)-Propylene glycol Chemical compound C[C@@H](O)CO DNIAPMSPPWPWGF-GSVOUGTGSA-N 0.000 description 1
- CIRMGZKUSBCWRL-LHLOQNFPSA-N (e)-10-[2-(7-carboxyheptyl)-5,6-dihexylcyclohex-3-en-1-yl]dec-9-enoic acid Chemical compound CCCCCCC1C=CC(CCCCCCCC(O)=O)C(\C=C\CCCCCCCC(O)=O)C1CCCCCC CIRMGZKUSBCWRL-LHLOQNFPSA-N 0.000 description 1
- DTCCVIYSGXONHU-CJHDCQNGSA-N (z)-2-(2-phenylethenyl)but-2-enedioic acid Chemical compound OC(=O)\C=C(C(O)=O)\C=CC1=CC=CC=C1 DTCCVIYSGXONHU-CJHDCQNGSA-N 0.000 description 1
- ZWVMLYRJXORSEP-UHFFFAOYSA-N 1,2,6-Hexanetriol Chemical compound OCCCCC(O)CO ZWVMLYRJXORSEP-UHFFFAOYSA-N 0.000 description 1
- KCNBAUKGODRNGM-UHFFFAOYSA-N 1,2-bis(2-propan-2-ylphenyl)guanidine Chemical compound CC(C)C1=CC=CC=C1NC(=N)NC1=CC=CC=C1C(C)C KCNBAUKGODRNGM-UHFFFAOYSA-N 0.000 description 1
- GIWQSPITLQVMSG-UHFFFAOYSA-N 1,2-dimethylimidazole Chemical compound CC1=NC=CN1C GIWQSPITLQVMSG-UHFFFAOYSA-N 0.000 description 1
- KOMNUTZXSVSERR-UHFFFAOYSA-N 1,3,5-tris(prop-2-enyl)-1,3,5-triazinane-2,4,6-trione Chemical compound C=CCN1C(=O)N(CC=C)C(=O)N(CC=C)C1=O KOMNUTZXSVSERR-UHFFFAOYSA-N 0.000 description 1
- KIHQZLPHVZKELA-UHFFFAOYSA-N 1,3-dibromopropan-2-ol Chemical compound BrCC(O)CBr KIHQZLPHVZKELA-UHFFFAOYSA-N 0.000 description 1
- PSSRAPMBSMSACN-UHFFFAOYSA-N 1,4-dibromobutan-2-ol Chemical compound BrCC(O)CCBr PSSRAPMBSMSACN-UHFFFAOYSA-N 0.000 description 1
- SQZCAOHYQSOZCE-UHFFFAOYSA-N 1-(diaminomethylidene)-2-(2-methylphenyl)guanidine Chemical compound CC1=CC=CC=C1N=C(N)N=C(N)N SQZCAOHYQSOZCE-UHFFFAOYSA-N 0.000 description 1
- FJLUATLTXUNBOT-UHFFFAOYSA-N 1-Hexadecylamine Chemical compound CCCCCCCCCCCCCCCCN FJLUATLTXUNBOT-UHFFFAOYSA-N 0.000 description 1
- SNAQINZKMQFYFV-UHFFFAOYSA-N 1-[2-[2-(2-methoxyethoxy)ethoxy]ethoxy]butane Chemical compound CCCCOCCOCCOCCOC SNAQINZKMQFYFV-UHFFFAOYSA-N 0.000 description 1
- FBHPRUXJQNWTEW-UHFFFAOYSA-N 1-benzyl-2-methylimidazole Chemical compound CC1=NC=CN1CC1=CC=CC=C1 FBHPRUXJQNWTEW-UHFFFAOYSA-N 0.000 description 1
- XZKLXPPYISZJCV-UHFFFAOYSA-N 1-benzyl-2-phenylimidazole Chemical compound C1=CN=C(C=2C=CC=CC=2)N1CC1=CC=CC=C1 XZKLXPPYISZJCV-UHFFFAOYSA-N 0.000 description 1
- PBODPHKDNYVCEJ-UHFFFAOYSA-M 1-benzyl-3-dodecyl-2-methylimidazol-1-ium;chloride Chemical compound [Cl-].CCCCCCCCCCCCN1C=C[N+](CC=2C=CC=CC=2)=C1C PBODPHKDNYVCEJ-UHFFFAOYSA-M 0.000 description 1
- WEGOLYBUWCMMMY-UHFFFAOYSA-N 1-bromo-2-propanol Chemical compound CC(O)CBr WEGOLYBUWCMMMY-UHFFFAOYSA-N 0.000 description 1
- DMRXISNUOWIOKV-UHFFFAOYSA-N 1-bromobutan-2-ol Chemical compound CCC(O)CBr DMRXISNUOWIOKV-UHFFFAOYSA-N 0.000 description 1
- KVGOXGQSTGQXDD-UHFFFAOYSA-N 1-decane-sulfonic-acid Chemical compound CCCCCCCCCCS(O)(=O)=O KVGOXGQSTGQXDD-UHFFFAOYSA-N 0.000 description 1
- LDMOEFOXLIZJOW-UHFFFAOYSA-N 1-dodecanesulfonic acid Chemical compound CCCCCCCCCCCCS(O)(=O)=O LDMOEFOXLIZJOW-UHFFFAOYSA-N 0.000 description 1
- QYLFHLNFIHBCPR-UHFFFAOYSA-N 1-ethynylcyclohexan-1-ol Chemical compound C#CC1(O)CCCCC1 QYLFHLNFIHBCPR-UHFFFAOYSA-N 0.000 description 1
- KDKIWFRRJZZYRP-UHFFFAOYSA-N 1-hydroxypropane-2-sulfonic acid Chemical compound OCC(C)S(O)(=O)=O KDKIWFRRJZZYRP-UHFFFAOYSA-N 0.000 description 1
- RTBFRGCFXZNCOE-UHFFFAOYSA-N 1-methylsulfonylpiperidin-4-one Chemical compound CS(=O)(=O)N1CCC(=O)CC1 RTBFRGCFXZNCOE-UHFFFAOYSA-N 0.000 description 1
- NWDVCUXGELFJOC-UHFFFAOYSA-N 1-n,2-n,3-n-tris(2-methylcyclohexyl)propane-1,2,3-tricarboxamide Chemical compound CC1CCCCC1NC(=O)CC(C(=O)NC1C(CCCC1)C)CC(=O)NC1C(C)CCCC1 NWDVCUXGELFJOC-UHFFFAOYSA-N 0.000 description 1
- QFGCFKJIPBRJGM-UHFFFAOYSA-N 12-[(2-methylpropan-2-yl)oxy]-12-oxododecanoic acid Chemical compound CC(C)(C)OC(=O)CCCCCCCCCCC(O)=O QFGCFKJIPBRJGM-UHFFFAOYSA-N 0.000 description 1
- 229940114072 12-hydroxystearic acid Drugs 0.000 description 1
- OXEDXHIBHVMDST-UHFFFAOYSA-N 12Z-octadecenoic acid Natural products CCCCCC=CCCCCCCCCCCC(O)=O OXEDXHIBHVMDST-UHFFFAOYSA-N 0.000 description 1
- ZONJATNKKGGVSU-UHFFFAOYSA-N 14-methylpentadecanoic acid Chemical compound CC(C)CCCCCCCCCCCCC(O)=O ZONJATNKKGGVSU-UHFFFAOYSA-N 0.000 description 1
- RDYWHMBYTHVOKZ-UHFFFAOYSA-N 18-hydroxyoctadecanamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCO RDYWHMBYTHVOKZ-UHFFFAOYSA-N 0.000 description 1
- XHSVWKJCURCWFU-UHFFFAOYSA-N 19-[3-(19-amino-19-oxononadecyl)phenyl]nonadecanamide Chemical class NC(=O)CCCCCCCCCCCCCCCCCCC1=CC=CC(CCCCCCCCCCCCCCCCCCC(N)=O)=C1 XHSVWKJCURCWFU-UHFFFAOYSA-N 0.000 description 1
- HYZJCKYKOHLVJF-UHFFFAOYSA-N 1H-benzimidazole Chemical compound C1=CC=C2NC=NC2=C1 HYZJCKYKOHLVJF-UHFFFAOYSA-N 0.000 description 1
- KGRVJHAUYBGFFP-UHFFFAOYSA-N 2,2'-Methylenebis(4-methyl-6-tert-butylphenol) Chemical compound CC(C)(C)C1=CC(C)=CC(CC=2C(=C(C=C(C)C=2)C(C)(C)C)O)=C1O KGRVJHAUYBGFFP-UHFFFAOYSA-N 0.000 description 1
- VILCJCGEZXAXTO-UHFFFAOYSA-N 2,2,2-tetramine Chemical compound NCCNCCNCCN VILCJCGEZXAXTO-UHFFFAOYSA-N 0.000 description 1
- PTBDIHRZYDMNKB-UHFFFAOYSA-N 2,2-Bis(hydroxymethyl)propionic acid Chemical compound OCC(C)(CO)C(O)=O PTBDIHRZYDMNKB-UHFFFAOYSA-N 0.000 description 1
- JVYDLYGCSIHCMR-UHFFFAOYSA-N 2,2-bis(hydroxymethyl)butanoic acid Chemical compound CCC(CO)(CO)C(O)=O JVYDLYGCSIHCMR-UHFFFAOYSA-N 0.000 description 1
- FJWGRXKOBIVTFA-UHFFFAOYSA-N 2,3-dibromobutanedioic acid Chemical compound OC(=O)C(Br)C(Br)C(O)=O FJWGRXKOBIVTFA-UHFFFAOYSA-N 0.000 description 1
- QWVCIORZLNBIIC-UHFFFAOYSA-N 2,3-dibromopropan-1-ol Chemical compound OCC(Br)CBr QWVCIORZLNBIIC-UHFFFAOYSA-N 0.000 description 1
- ZMYAKSMZTVWUJB-UHFFFAOYSA-N 2,3-dibromopropanoic acid Chemical compound OC(=O)C(Br)CBr ZMYAKSMZTVWUJB-UHFFFAOYSA-N 0.000 description 1
- RUFZNDNBXKOZQV-UHFFFAOYSA-N 2,3-dihydro-1h-pyrrolo[1,2-a]benzimidazole Chemical compound C1=CC=C2N(CCC3)C3=NC2=C1 RUFZNDNBXKOZQV-UHFFFAOYSA-N 0.000 description 1
- 229940082044 2,3-dihydroxybenzoic acid Drugs 0.000 description 1
- LXOFYPKXCSULTL-UHFFFAOYSA-N 2,4,7,9-tetramethyldec-5-yne-4,7-diol Chemical compound CC(C)CC(C)(O)C#CC(C)(O)CC(C)C LXOFYPKXCSULTL-UHFFFAOYSA-N 0.000 description 1
- OJRJDENLRJHEJO-UHFFFAOYSA-N 2,4-diethylpentane-1,5-diol Chemical compound CCC(CO)CC(CC)CO OJRJDENLRJHEJO-UHFFFAOYSA-N 0.000 description 1
- IHJUECRFYCQBMW-UHFFFAOYSA-N 2,5-dimethylhex-3-yne-2,5-diol Chemical compound CC(C)(O)C#CC(C)(C)O IHJUECRFYCQBMW-UHFFFAOYSA-N 0.000 description 1
- ZWNMRZQYWRLGMM-UHFFFAOYSA-N 2,5-dimethylhexane-2,5-diol Chemical compound CC(C)(O)CCC(C)(C)O ZWNMRZQYWRLGMM-UHFFFAOYSA-N 0.000 description 1
- GJDRKHHGPHLVNI-UHFFFAOYSA-N 2,6-ditert-butyl-4-(diethoxyphosphorylmethyl)phenol Chemical compound CCOP(=O)(OCC)CC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 GJDRKHHGPHLVNI-UHFFFAOYSA-N 0.000 description 1
- GZMAAYIALGURDQ-UHFFFAOYSA-N 2-(2-hexoxyethoxy)ethanol Chemical compound CCCCCCOCCOCCO GZMAAYIALGURDQ-UHFFFAOYSA-N 0.000 description 1
- HHOJVZAEHZGDRB-UHFFFAOYSA-N 2-(4,6-diamino-1,3,5-triazin-2-yl)ethyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCCC1=NC(N)=NC(N)=N1 HHOJVZAEHZGDRB-UHFFFAOYSA-N 0.000 description 1
- JNXJYDMXAJDPRV-UHFFFAOYSA-N 2-(benzotriazol-1-yl)butanedioic acid Chemical compound C1=CC=C2N(C(C(O)=O)CC(=O)O)N=NC2=C1 JNXJYDMXAJDPRV-UHFFFAOYSA-N 0.000 description 1
- RCTDIZASAFCTSA-UHFFFAOYSA-N 2-(benzotriazol-1-ylmethyl)butanedioic acid Chemical compound C1=CC=C2N(CC(CC(=O)O)C(O)=O)N=NC2=C1 RCTDIZASAFCTSA-UHFFFAOYSA-N 0.000 description 1
- ZMWRRFHBXARRRT-UHFFFAOYSA-N 2-(benzotriazol-2-yl)-4,6-bis(2-methylbutan-2-yl)phenol Chemical compound CCC(C)(C)C1=CC(C(C)(C)CC)=CC(N2N=C3C=CC=CC3=N2)=C1O ZMWRRFHBXARRRT-UHFFFAOYSA-N 0.000 description 1
- IYAZLDLPUNDVAG-UHFFFAOYSA-N 2-(benzotriazol-2-yl)-4-(2,4,4-trimethylpentan-2-yl)phenol Chemical compound CC(C)(C)CC(C)(C)C1=CC=C(O)C(N2N=C3C=CC=CC3=N2)=C1 IYAZLDLPUNDVAG-UHFFFAOYSA-N 0.000 description 1
- BKBQJEGATMJTIY-UHFFFAOYSA-N 2-(bromomethyl)benzoyl bromide Chemical compound BrCC1=CC=CC=C1C(Br)=O BKBQJEGATMJTIY-UHFFFAOYSA-N 0.000 description 1
- OTKRSTQJNKZUNV-UHFFFAOYSA-N 2-(diethylamino)ethanol;hydrobromide Chemical compound Br.CCN(CC)CCO OTKRSTQJNKZUNV-UHFFFAOYSA-N 0.000 description 1
- DBQUKJMNGUJRFI-UHFFFAOYSA-N 2-(diethylamino)ethanol;hydron;chloride Chemical compound Cl.CCN(CC)CCO DBQUKJMNGUJRFI-UHFFFAOYSA-N 0.000 description 1
- DIZBQMTZXOUFTD-UHFFFAOYSA-N 2-(furan-2-yl)-3h-benzimidazole-5-carboxylic acid Chemical compound N1C2=CC(C(=O)O)=CC=C2N=C1C1=CC=CO1 DIZBQMTZXOUFTD-UHFFFAOYSA-N 0.000 description 1
- DNVXRDIJCGTTSK-UHFFFAOYSA-N 2-(iodoamino)benzoic acid Chemical compound OC(=O)C1=CC=CC=C1NI DNVXRDIJCGTTSK-UHFFFAOYSA-N 0.000 description 1
- WMYINDVYGQKYMI-UHFFFAOYSA-N 2-[2,2-bis(hydroxymethyl)butoxymethyl]-2-ethylpropane-1,3-diol Chemical compound CCC(CO)(CO)COCC(CC)(CO)CO WMYINDVYGQKYMI-UHFFFAOYSA-N 0.000 description 1
- COBPKKZHLDDMTB-UHFFFAOYSA-N 2-[2-(2-butoxyethoxy)ethoxy]ethanol Chemical compound CCCCOCCOCCOCCO COBPKKZHLDDMTB-UHFFFAOYSA-N 0.000 description 1
- OADIZUFHUPTFAG-UHFFFAOYSA-N 2-[2-(2-ethylhexoxy)ethoxy]ethanol Chemical compound CCCCC(CC)COCCOCCO OADIZUFHUPTFAG-UHFFFAOYSA-N 0.000 description 1
- QSRJVOOOWGXUDY-UHFFFAOYSA-N 2-[2-[2-[3-(3-tert-butyl-4-hydroxy-5-methylphenyl)propanoyloxy]ethoxy]ethoxy]ethyl 3-(3-tert-butyl-4-hydroxy-5-methylphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C)=CC(CCC(=O)OCCOCCOCCOC(=O)CCC=2C=C(C(O)=C(C)C=2)C(C)(C)C)=C1 QSRJVOOOWGXUDY-UHFFFAOYSA-N 0.000 description 1
- VFBJXXJYHWLXRM-UHFFFAOYSA-N 2-[2-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]ethylsulfanyl]ethyl 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCCSCCOC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 VFBJXXJYHWLXRM-UHFFFAOYSA-N 0.000 description 1
- ZUHDIDYOAZNPBV-UHFFFAOYSA-N 2-[2-hydroxyethyl-[(4-methylbenzotriazol-1-yl)methyl]amino]ethanol Chemical compound CC1=CC=CC2=C1N=NN2CN(CCO)CCO ZUHDIDYOAZNPBV-UHFFFAOYSA-N 0.000 description 1
- IZBZQUREHISXFJ-UHFFFAOYSA-N 2-[4-chloro-5-methyl-3-(trifluoromethyl)pyrazol-1-yl]acetic acid Chemical compound CC1=C(Cl)C(C(F)(F)F)=NN1CC(O)=O IZBZQUREHISXFJ-UHFFFAOYSA-N 0.000 description 1
- PHXLONCQBNATSL-UHFFFAOYSA-N 2-[[2-hydroxy-5-methyl-3-(1-methylcyclohexyl)phenyl]methyl]-4-methyl-6-(1-methylcyclohexyl)phenol Chemical compound OC=1C(C2(C)CCCCC2)=CC(C)=CC=1CC(C=1O)=CC(C)=CC=1C1(C)CCCCC1 PHXLONCQBNATSL-UHFFFAOYSA-N 0.000 description 1
- LEGLETKSWODEBL-UHFFFAOYSA-N 2-[[3-(benzotriazol-2-yl)-2-hydroxy-5-(2,4,4-trimethylpentan-2-yl)phenyl]methyl]-6-tert-butyl-4-methylphenol Chemical compound CC(C)(C)C1=CC(C)=CC(CC=2C(=C(C=C(C=2)C(C)(C)CC(C)(C)C)N2N=C3C=CC=CC3=N2)O)=C1O LEGLETKSWODEBL-UHFFFAOYSA-N 0.000 description 1
- WXHLLJAMBQLULT-UHFFFAOYSA-N 2-[[6-[4-(2-hydroxyethyl)piperazin-1-yl]-2-methylpyrimidin-4-yl]amino]-n-(2-methyl-6-sulfanylphenyl)-1,3-thiazole-5-carboxamide;hydrate Chemical compound O.C=1C(N2CCN(CCO)CC2)=NC(C)=NC=1NC(S1)=NC=C1C(=O)NC1=C(C)C=CC=C1S WXHLLJAMBQLULT-UHFFFAOYSA-N 0.000 description 1
- XRXMNWGCKISMOH-UHFFFAOYSA-N 2-bromobenzoic acid Chemical compound OC(=O)C1=CC=CC=C1Br XRXMNWGCKISMOH-UHFFFAOYSA-N 0.000 description 1
- IKCLCGXPQILATA-UHFFFAOYSA-N 2-chlorobenzoic acid Chemical compound OC(=O)C1=CC=CC=C1Cl IKCLCGXPQILATA-UHFFFAOYSA-N 0.000 description 1
- SCEXAFDXOFZFGU-UHFFFAOYSA-N 2-ethylhexan-1-amine;hydrobromide Chemical compound Br.CCCCC(CC)CN SCEXAFDXOFZFGU-UHFFFAOYSA-N 0.000 description 1
- FKVJVXYPQJYGGE-UHFFFAOYSA-N 2-ethylhexylazanium;fluoride Chemical compound [F-].CCCCC(CC)C[NH3+] FKVJVXYPQJYGGE-UHFFFAOYSA-N 0.000 description 1
- YTWBFUCJVWKCCK-UHFFFAOYSA-N 2-heptadecyl-1h-imidazole Chemical compound CCCCCCCCCCCCCCCCCC1=NC=CN1 YTWBFUCJVWKCCK-UHFFFAOYSA-N 0.000 description 1
- VSMPBJCKGWINIB-UHFFFAOYSA-N 2-heptan-3-yl-1h-benzimidazole Chemical compound C1=CC=C2NC(C(CC)CCCC)=NC2=C1 VSMPBJCKGWINIB-UHFFFAOYSA-N 0.000 description 1
- SWDNKOFGNPGRPI-UHFFFAOYSA-N 2-hydroxy-5-iodobenzoic acid Chemical compound OC(=O)C1=CC(I)=CC=C1O SWDNKOFGNPGRPI-UHFFFAOYSA-N 0.000 description 1
- NSRGOAGKXKNHQX-UHFFFAOYSA-N 2-hydroxybutane-1-sulfonic acid Chemical compound CCC(O)CS(O)(=O)=O NSRGOAGKXKNHQX-UHFFFAOYSA-N 0.000 description 1
- ZWLIPWXABAEXNY-UHFFFAOYSA-N 2-hydroxydecane-1-sulfonic acid Chemical compound CCCCCCCCC(O)CS(O)(=O)=O ZWLIPWXABAEXNY-UHFFFAOYSA-N 0.000 description 1
- VRWFADPPHBJBER-UHFFFAOYSA-N 2-hydroxydodecane-1-sulfonic acid Chemical compound CCCCCCCCCCC(O)CS(O)(=O)=O VRWFADPPHBJBER-UHFFFAOYSA-N 0.000 description 1
- CZFRHHAIWDBFCI-UHFFFAOYSA-N 2-hydroxyhexane-1-sulfonic acid Chemical compound CCCCC(O)CS(O)(=O)=O CZFRHHAIWDBFCI-UHFFFAOYSA-N 0.000 description 1
- RIYJUQDMHMUBMK-UHFFFAOYSA-N 2-hydroxypentane-1-sulfonic acid Chemical compound CCCC(O)CS(O)(=O)=O RIYJUQDMHMUBMK-UHFFFAOYSA-N 0.000 description 1
- HSXUNHYXJWDLDK-UHFFFAOYSA-N 2-hydroxypropane-1-sulfonic acid Chemical compound CC(O)CS(O)(=O)=O HSXUNHYXJWDLDK-UHFFFAOYSA-N 0.000 description 1
- CJNZAXGUTKBIHP-UHFFFAOYSA-N 2-iodobenzoic acid Chemical compound OC(=O)C1=CC=CC=C1I CJNZAXGUTKBIHP-UHFFFAOYSA-N 0.000 description 1
- KZLYQYPURWXOEW-UHFFFAOYSA-N 2-iodopropanoic acid Chemical compound CC(I)C(O)=O KZLYQYPURWXOEW-UHFFFAOYSA-N 0.000 description 1
- LDZYRENCLPUXAX-UHFFFAOYSA-N 2-methyl-1h-benzimidazole Chemical compound C1=CC=C2NC(C)=NC2=C1 LDZYRENCLPUXAX-UHFFFAOYSA-N 0.000 description 1
- LXBGSDVWAMZHDD-UHFFFAOYSA-N 2-methyl-1h-imidazole Chemical compound CC1=NC=CN1 LXBGSDVWAMZHDD-UHFFFAOYSA-N 0.000 description 1
- VWSLLSXLURJCDF-UHFFFAOYSA-N 2-methyl-4,5-dihydro-1h-imidazole Chemical compound CC1=NCCN1 VWSLLSXLURJCDF-UHFFFAOYSA-N 0.000 description 1
- CRWNQZTZTZWPOF-UHFFFAOYSA-N 2-methyl-4-phenylpyridine Chemical compound C1=NC(C)=CC(C=2C=CC=CC=2)=C1 CRWNQZTZTZWPOF-UHFFFAOYSA-N 0.000 description 1
- BNCADMBVWNPPIZ-UHFFFAOYSA-N 2-n,2-n,4-n,4-n,6-n,6-n-hexakis(methoxymethyl)-1,3,5-triazine-2,4,6-triamine Chemical compound COCN(COC)C1=NC(N(COC)COC)=NC(N(COC)COC)=N1 BNCADMBVWNPPIZ-UHFFFAOYSA-N 0.000 description 1
- LLOVZIWCKUWRTA-UHFFFAOYSA-N 2-n,2-n-diethyl-1,3,5-triazine-2,4,6-triamine Chemical compound CCN(CC)C1=NC(N)=NC(N)=N1 LLOVZIWCKUWRTA-UHFFFAOYSA-N 0.000 description 1
- CVKGSDYWCFQOKU-UHFFFAOYSA-N 2-n-butyl-1,3,5-triazine-2,4,6-triamine Chemical compound CCCCNC1=NC(N)=NC(N)=N1 CVKGSDYWCFQOKU-UHFFFAOYSA-N 0.000 description 1
- YECSLYXTXWSKBO-UHFFFAOYSA-N 2-nonyl-1h-benzimidazole Chemical compound C1=CC=C2NC(CCCCCCCCC)=NC2=C1 YECSLYXTXWSKBO-UHFFFAOYSA-N 0.000 description 1
- IRMWQHINYNTMNS-UHFFFAOYSA-N 2-octyl-1h-benzimidazole Chemical compound C1=CC=C2NC(CCCCCCCC)=NC2=C1 IRMWQHINYNTMNS-UHFFFAOYSA-N 0.000 description 1
- OYGJENONTDCXGW-UHFFFAOYSA-N 2-pentyl-1h-benzimidazole Chemical compound C1=CC=C2NC(CCCCC)=NC2=C1 OYGJENONTDCXGW-UHFFFAOYSA-N 0.000 description 1
- QCDWFXQBSFUVSP-UHFFFAOYSA-N 2-phenoxyethanol Chemical compound OCCOC1=CC=CC=C1 QCDWFXQBSFUVSP-UHFFFAOYSA-N 0.000 description 1
- WHNZFQLKIXZLRB-UHFFFAOYSA-N 2-phenyl-1h-imidazole;hydrobromide Chemical compound Br.C1=CNC(C=2C=CC=CC=2)=N1 WHNZFQLKIXZLRB-UHFFFAOYSA-N 0.000 description 1
- BKCCAYLNRIRKDJ-UHFFFAOYSA-N 2-phenyl-4,5-dihydro-1h-imidazole Chemical compound N1CCN=C1C1=CC=CC=C1 BKCCAYLNRIRKDJ-UHFFFAOYSA-N 0.000 description 1
- LVFFZQQWIZURIO-UHFFFAOYSA-N 2-phenylbutanedioic acid Chemical compound OC(=O)CC(C(O)=O)C1=CC=CC=C1 LVFFZQQWIZURIO-UHFFFAOYSA-N 0.000 description 1
- ZMPRRFPMMJQXPP-UHFFFAOYSA-N 2-sulfobenzoic acid Chemical compound OC(=O)C1=CC=CC=C1S(O)(=O)=O ZMPRRFPMMJQXPP-UHFFFAOYSA-N 0.000 description 1
- GPNYZBKIGXGYNU-UHFFFAOYSA-N 2-tert-butyl-6-[(3-tert-butyl-5-ethyl-2-hydroxyphenyl)methyl]-4-ethylphenol Chemical compound CC(C)(C)C1=CC(CC)=CC(CC=2C(=C(C=C(CC)C=2)C(C)(C)C)O)=C1O GPNYZBKIGXGYNU-UHFFFAOYSA-N 0.000 description 1
- LLEASVZEQBICSN-UHFFFAOYSA-N 2-undecyl-1h-imidazole Chemical compound CCCCCCCCCCCC1=NC=CN1 LLEASVZEQBICSN-UHFFFAOYSA-N 0.000 description 1
- KFJDQPJLANOOOB-UHFFFAOYSA-N 2h-benzotriazole-4-carboxylic acid Chemical compound OC(=O)C1=CC=CC2=NNN=C12 KFJDQPJLANOOOB-UHFFFAOYSA-N 0.000 description 1
- UIDDPPKZYZTEGS-UHFFFAOYSA-N 3-(2-ethyl-4-methylimidazol-1-yl)propanenitrile Chemical compound CCC1=NC(C)=CN1CCC#N UIDDPPKZYZTEGS-UHFFFAOYSA-N 0.000 description 1
- SESYNEDUKZDRJL-UHFFFAOYSA-N 3-(2-methylimidazol-1-yl)propanenitrile Chemical compound CC1=NC=CN1CCC#N SESYNEDUKZDRJL-UHFFFAOYSA-N 0.000 description 1
- BVYPJEBKDLFIDL-UHFFFAOYSA-N 3-(2-phenylimidazol-1-yl)propanenitrile Chemical compound N#CCCN1C=CN=C1C1=CC=CC=C1 BVYPJEBKDLFIDL-UHFFFAOYSA-N 0.000 description 1
- SZUPZARBRLCVCB-UHFFFAOYSA-N 3-(2-undecylimidazol-1-yl)propanenitrile Chemical compound CCCCCCCCCCCC1=NC=CN1CCC#N SZUPZARBRLCVCB-UHFFFAOYSA-N 0.000 description 1
- HCILJBJJZALOAL-UHFFFAOYSA-N 3-(3,5-ditert-butyl-4-hydroxyphenyl)-n'-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyl]propanehydrazide Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)NNC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 HCILJBJJZALOAL-UHFFFAOYSA-N 0.000 description 1
- WPMYUUITDBHVQZ-UHFFFAOYSA-M 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=CC(CCC([O-])=O)=CC(C(C)(C)C)=C1O WPMYUUITDBHVQZ-UHFFFAOYSA-M 0.000 description 1
- BWVZAZPLUTUBKD-UHFFFAOYSA-N 3-(5,6,6-Trimethylbicyclo[2.2.1]hept-1-yl)cyclohexanol Chemical compound CC1(C)C(C)C2CC1CC2C1CCCC(O)C1 BWVZAZPLUTUBKD-UHFFFAOYSA-N 0.000 description 1
- WGYUEZQGJJLCKF-UHFFFAOYSA-N 3-(5-methyl-1h-imidazol-2-yl)pyridine Chemical compound N1C(C)=CN=C1C1=CC=CN=C1 WGYUEZQGJJLCKF-UHFFFAOYSA-N 0.000 description 1
- RQFUZUMFPRMVDX-UHFFFAOYSA-N 3-Bromo-1-propanol Chemical compound OCCCBr RQFUZUMFPRMVDX-UHFFFAOYSA-N 0.000 description 1
- HENCHDCLZDQGIQ-UHFFFAOYSA-N 3-[3,5-bis(2-carboxyethyl)-2,4,6-trioxo-1,3,5-triazinan-1-yl]propanoic acid Chemical compound OC(=O)CCN1C(=O)N(CCC(O)=O)C(=O)N(CCC(O)=O)C1=O HENCHDCLZDQGIQ-UHFFFAOYSA-N 0.000 description 1
- SIBFQOUHOCRXDL-UHFFFAOYSA-N 3-bromopropane-1,2-diol Chemical compound OCC(O)CBr SIBFQOUHOCRXDL-UHFFFAOYSA-N 0.000 description 1
- QEYMMOKECZBKAC-UHFFFAOYSA-N 3-chloropropanoic acid Chemical compound OC(=O)CCCl QEYMMOKECZBKAC-UHFFFAOYSA-N 0.000 description 1
- BZOVBIIWPDQIHF-UHFFFAOYSA-N 3-hydroxy-2-methylbenzenesulfonic acid Chemical compound CC1=C(O)C=CC=C1S(O)(=O)=O BZOVBIIWPDQIHF-UHFFFAOYSA-N 0.000 description 1
- WQPMYSHJKXVTME-UHFFFAOYSA-N 3-hydroxypropane-1-sulfonic acid Chemical compound OCCCS(O)(=O)=O WQPMYSHJKXVTME-UHFFFAOYSA-N 0.000 description 1
- KVBWBCRPWVKFQT-UHFFFAOYSA-N 3-iodobenzoic acid Chemical compound OC(=O)C1=CC=CC(I)=C1 KVBWBCRPWVKFQT-UHFFFAOYSA-N 0.000 description 1
- NQEWXLVDAVTOHM-UHFFFAOYSA-N 3-nitrobenzohydrazide Chemical compound NNC(=O)C1=CC=CC([N+]([O-])=O)=C1 NQEWXLVDAVTOHM-UHFFFAOYSA-N 0.000 description 1
- QRLSTWVLSWCGBT-UHFFFAOYSA-N 4-((4,6-bis(octylthio)-1,3,5-triazin-2-yl)amino)-2,6-di-tert-butylphenol Chemical compound CCCCCCCCSC1=NC(SCCCCCCCC)=NC(NC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=N1 QRLSTWVLSWCGBT-UHFFFAOYSA-N 0.000 description 1
- VSAWBBYYMBQKIK-UHFFFAOYSA-N 4-[[3,5-bis[(3,5-ditert-butyl-4-hydroxyphenyl)methyl]-2,4,6-trimethylphenyl]methyl]-2,6-ditert-butylphenol Chemical compound CC1=C(CC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)C(C)=C(CC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)C(C)=C1CC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 VSAWBBYYMBQKIK-UHFFFAOYSA-N 0.000 description 1
- HYKDWGUFDOYDGV-UHFFFAOYSA-N 4-anilinobenzenesulfonic acid Chemical compound C1=CC(S(=O)(=O)O)=CC=C1NC1=CC=CC=C1 HYKDWGUFDOYDGV-UHFFFAOYSA-N 0.000 description 1
- XMLRIXAPQXNRPI-UHFFFAOYSA-N 4-benzylpyridine hydrobromide Chemical compound Br.C(C1=CC=CC=C1)C1=CC=NC=C1 XMLRIXAPQXNRPI-UHFFFAOYSA-N 0.000 description 1
- HAAZMOAXEMIBAJ-UHFFFAOYSA-N 4-chloro-2-methylquinazoline Chemical compound C1=CC=CC2=NC(C)=NC(Cl)=C21 HAAZMOAXEMIBAJ-UHFFFAOYSA-N 0.000 description 1
- YEGPVWSPNYPPIK-UHFFFAOYSA-N 4-hydroxybutane-1-sulfonic acid Chemical compound OCCCCS(O)(=O)=O YEGPVWSPNYPPIK-UHFFFAOYSA-N 0.000 description 1
- ZEYHEAKUIGZSGI-UHFFFAOYSA-N 4-methoxybenzoic acid Chemical compound COC1=CC=C(C(O)=O)C=C1 ZEYHEAKUIGZSGI-UHFFFAOYSA-N 0.000 description 1
- XCENPWBBAXQVCG-UHFFFAOYSA-N 4-phenylpiperidine-4-carbaldehyde Chemical compound C=1C=CC=CC=1C1(C=O)CCNCC1 XCENPWBBAXQVCG-UHFFFAOYSA-N 0.000 description 1
- NSPMIYGKQJPBQR-UHFFFAOYSA-N 4H-1,2,4-triazole Chemical compound C=1N=CNN=1 NSPMIYGKQJPBQR-UHFFFAOYSA-N 0.000 description 1
- VDQLTWSIHIWIFQ-UHFFFAOYSA-N 5-chloro-2-(3,4-dimethoxyphenyl)-2-propan-2-ylpentanenitrile Chemical compound COC1=CC=C(C(CCCCl)(C#N)C(C)C)C=C1OC VDQLTWSIHIWIFQ-UHFFFAOYSA-N 0.000 description 1
- WGFUAJNREFNKPN-UHFFFAOYSA-N 5-chlorothiadiazole-4-carboxamide Chemical compound NC(=O)C=1N=NSC=1Cl WGFUAJNREFNKPN-UHFFFAOYSA-N 0.000 description 1
- LRUDIIUSNGCQKF-UHFFFAOYSA-N 5-methyl-1H-benzotriazole Chemical compound C1=C(C)C=CC2=NNN=C21 LRUDIIUSNGCQKF-UHFFFAOYSA-N 0.000 description 1
- MARUHZGHZWCEQU-UHFFFAOYSA-N 5-phenyl-2h-tetrazole Chemical compound C1=CC=CC=C1C1=NNN=N1 MARUHZGHZWCEQU-UHFFFAOYSA-N 0.000 description 1
- ULKLGIFJWFIQFF-UHFFFAOYSA-N 5K8XI641G3 Chemical compound CCC1=NC=C(C)N1 ULKLGIFJWFIQFF-UHFFFAOYSA-N 0.000 description 1
- ZXLYUNPVVODNRE-UHFFFAOYSA-N 6-ethenyl-1,3,5-triazine-2,4-diamine Chemical compound NC1=NC(N)=NC(C=C)=N1 ZXLYUNPVVODNRE-UHFFFAOYSA-N 0.000 description 1
- UZHQVVTTWPBVHQ-UHFFFAOYSA-N 6-ethenyl-1,3,5-triazine-2,4-diamine;1,3,5-triazinane-2,4,6-trione Chemical compound O=C1NC(=O)NC(=O)N1.NC1=NC(N)=NC(C=C)=N1 UZHQVVTTWPBVHQ-UHFFFAOYSA-N 0.000 description 1
- ALEBYBVYXQTORU-UHFFFAOYSA-N 6-hydrazinyl-6-oxohexanoic acid Chemical compound NNC(=O)CCCCC(O)=O ALEBYBVYXQTORU-UHFFFAOYSA-N 0.000 description 1
- DDUHZTYCFQRHIY-UHFFFAOYSA-N 7-chloro-3',4,6-trimethoxy-5'-methylspiro[1-benzofuran-2,4'-cyclohex-2-ene]-1',3-dione Chemical compound COC1=CC(=O)CC(C)C11C(=O)C(C(OC)=CC(OC)=C2Cl)=C2O1 DDUHZTYCFQRHIY-UHFFFAOYSA-N 0.000 description 1
- XZOYHFBNQHPJRQ-UHFFFAOYSA-N 7-methyloctanoic acid Chemical compound CC(C)CCCCCC(O)=O XZOYHFBNQHPJRQ-UHFFFAOYSA-N 0.000 description 1
- ZCYVEMRRCGMTRW-UHFFFAOYSA-N 7553-56-2 Chemical compound [I] ZCYVEMRRCGMTRW-UHFFFAOYSA-N 0.000 description 1
- HWTDMFJYBAURQR-UHFFFAOYSA-N 80-82-0 Chemical compound OS(=O)(=O)C1=CC=CC=C1[N+]([O-])=O HWTDMFJYBAURQR-UHFFFAOYSA-N 0.000 description 1
- YWWVWXASSLXJHU-UHFFFAOYSA-N 9E-tetradecenoic acid Natural products CCCCC=CCCCCCCCC(O)=O YWWVWXASSLXJHU-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229910015900 BF3 Inorganic materials 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- WVDDGKGOMKODPV-UHFFFAOYSA-N Benzyl alcohol Chemical compound OCC1=CC=CC=C1 WVDDGKGOMKODPV-UHFFFAOYSA-N 0.000 description 1
- WKBOTKDWSSQWDR-UHFFFAOYSA-N Bromine atom Chemical compound [Br] WKBOTKDWSSQWDR-UHFFFAOYSA-N 0.000 description 1
- NSPAUJKVEQLGCC-UHFFFAOYSA-N C1(=CC=C(C=C1)C(=O)N)C.CC1=CC=C(C(=O)N)C=C1 Chemical compound C1(=CC=C(C=C1)C(=O)N)C.CC1=CC=C(C(=O)N)C=C1 NSPAUJKVEQLGCC-UHFFFAOYSA-N 0.000 description 1
- DDMQVRNVYZYHIY-UHFFFAOYSA-N CCC(N=C(N)NC1=C(C(C)C)C=CC=C1)=O Chemical compound CCC(N=C(N)NC1=C(C(C)C)C=CC=C1)=O DDMQVRNVYZYHIY-UHFFFAOYSA-N 0.000 description 1
- 239000005632 Capric acid (CAS 334-48-5) Substances 0.000 description 1
- 239000005635 Caprylic acid (CAS 124-07-2) Substances 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- FEWJPZIEWOKRBE-JCYAYHJZSA-N Dextrotartaric acid Chemical compound OC(=O)[C@H](O)[C@@H](O)C(O)=O FEWJPZIEWOKRBE-JCYAYHJZSA-N 0.000 description 1
- 238000006117 Diels-Alder cycloaddition reaction Methods 0.000 description 1
- QEVGZEDELICMKH-UHFFFAOYSA-N Diglycolic acid Chemical compound OC(=O)COCC(O)=O QEVGZEDELICMKH-UHFFFAOYSA-N 0.000 description 1
- ORAWFNKFUWGRJG-UHFFFAOYSA-N Docosanamide Chemical compound CCCCCCCCCCCCCCCCCCCCCC(N)=O ORAWFNKFUWGRJG-UHFFFAOYSA-N 0.000 description 1
- UAUDZVJPLUQNMU-UHFFFAOYSA-N Erucasaeureamid Natural products CCCCCCCCC=CCCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-UHFFFAOYSA-N 0.000 description 1
- JVFBGRWKSYNJOL-UHFFFAOYSA-N F.C1(=CC=CC=C1)NC(=N)NC1=CC=CC=C1 Chemical compound F.C1(=CC=CC=C1)NC(=N)NC1=CC=CC=C1 JVFBGRWKSYNJOL-UHFFFAOYSA-N 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 1
- ZKCRKOCVERWCLP-DJWHJZFYSA-N Hiragonic acid Chemical compound C\C=C\CC\C=C\CC\C=C\CCCCC(O)=O ZKCRKOCVERWCLP-DJWHJZFYSA-N 0.000 description 1
- ZKCRKOCVERWCLP-UHFFFAOYSA-N Hiragonic acid Natural products CC=CCCC=CCCC=CCCCCC(O)=O ZKCRKOCVERWCLP-UHFFFAOYSA-N 0.000 description 1
- OKOBUGCCXMIKDM-UHFFFAOYSA-N Irganox 1098 Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)NCCCCCCNC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 OKOBUGCCXMIKDM-UHFFFAOYSA-N 0.000 description 1
- RWWVEQKPFPXLGL-ONCXSQPRSA-N L-Pimaric acid Chemical compound [C@H]1([C@](CCC2)(C)C(O)=O)[C@@]2(C)[C@H]2CC=C(C(C)C)C=C2CC1 RWWVEQKPFPXLGL-ONCXSQPRSA-N 0.000 description 1
- RWWVEQKPFPXLGL-UHFFFAOYSA-N Levopimaric acid Natural products C1CCC(C(O)=O)(C)C2C1(C)C1CC=C(C(C)C)C=C1CC2 RWWVEQKPFPXLGL-UHFFFAOYSA-N 0.000 description 1
- KGMSWPSAVZAMKR-UHFFFAOYSA-N Me ester-3, 22-Dihydroxy-29-hopanoic acid Natural products C1CCC(C(O)=O)(C)C2C1(C)C1CCC(=C(C)C)C=C1CC2 KGMSWPSAVZAMKR-UHFFFAOYSA-N 0.000 description 1
- AQOVQLQMPQQHJL-UHFFFAOYSA-N N'-benzoyl-2-oxopyrrolidine-1-carbohydrazide Chemical compound C(C1=CC=CC=C1)(=O)NNC(=O)N1C(CCC1)=O AQOVQLQMPQQHJL-UHFFFAOYSA-N 0.000 description 1
- GRZMNLOGJMKNHZ-UHFFFAOYSA-N N1(N=NC2=C1C=CC=C2)CC2=C(C(=CC(=C2)C)CN2N=NC1=C2C=CC=C1)O Chemical compound N1(N=NC2=C1C=CC=C2)CC2=C(C(=CC(=C2)C)CN2N=NC1=C2C=CC=C1)O GRZMNLOGJMKNHZ-UHFFFAOYSA-N 0.000 description 1
- KGMSWPSAVZAMKR-ONCXSQPRSA-N Neoabietic acid Chemical compound [C@H]1([C@](CCC2)(C)C(O)=O)[C@@]2(C)[C@H]2CCC(=C(C)C)C=C2CC1 KGMSWPSAVZAMKR-ONCXSQPRSA-N 0.000 description 1
- REYJJPSVUYRZGE-UHFFFAOYSA-N Octadecylamine Chemical compound CCCCCCCCCCCCCCCCCCN REYJJPSVUYRZGE-UHFFFAOYSA-N 0.000 description 1
- UHBGYFCCKRAEHA-UHFFFAOYSA-N P-toluamide Chemical compound CC1=CC=C(C(N)=O)C=C1 UHBGYFCCKRAEHA-UHFFFAOYSA-N 0.000 description 1
- 235000021314 Palmitic acid Nutrition 0.000 description 1
- 235000021319 Palmitoleic acid Nutrition 0.000 description 1
- 239000005643 Pelargonic acid Substances 0.000 description 1
- CNVZJPUDSLNTQU-UHFFFAOYSA-N Petroselaidic acid Natural products CCCCCCCCCCCC=CCCCCC(O)=O CNVZJPUDSLNTQU-UHFFFAOYSA-N 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- FEWJPZIEWOKRBE-UHFFFAOYSA-N Tartaric acid Natural products [H+].[H+].[O-]C(=O)C(O)C(O)C([O-])=O FEWJPZIEWOKRBE-UHFFFAOYSA-N 0.000 description 1
- NSOXQYCFHDMMGV-UHFFFAOYSA-N Tetrakis(2-hydroxypropyl)ethylenediamine Chemical compound CC(O)CN(CC(C)O)CCN(CC(C)O)CC(C)O NSOXQYCFHDMMGV-UHFFFAOYSA-N 0.000 description 1
- 235000021322 Vaccenic acid Nutrition 0.000 description 1
- UWHZIFQPPBDJPM-FPLPWBNLSA-M Vaccenic acid Natural products CCCCCC\C=C/CCCCCCCCCC([O-])=O UWHZIFQPPBDJPM-FPLPWBNLSA-M 0.000 description 1
- UUQQGGWZVKUCBD-UHFFFAOYSA-N [4-(hydroxymethyl)-2-phenyl-1h-imidazol-5-yl]methanol Chemical compound N1C(CO)=C(CO)N=C1C1=CC=CC=C1 UUQQGGWZVKUCBD-UHFFFAOYSA-N 0.000 description 1
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 1
- OKZJGWWKRGIIRL-UHFFFAOYSA-N [N].NC1=NC(N)=NC(N)=N1 Chemical class [N].NC1=NC(N)=NC(N)=N1 OKZJGWWKRGIIRL-UHFFFAOYSA-N 0.000 description 1
- 239000013543 active substance Substances 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 150000003973 alkyl amines Chemical class 0.000 description 1
- 150000005215 alkyl ethers Chemical class 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- JIWBIWFOSCKQMA-LTKCOYKYSA-N all-cis-octadeca-6,9,12,15-tetraenoic acid Chemical compound CC\C=C/C\C=C/C\C=C/C\C=C/CCCCC(O)=O JIWBIWFOSCKQMA-LTKCOYKYSA-N 0.000 description 1
- CUXYLFPMQMFGPL-SUTYWZMXSA-N all-trans-octadeca-9,11,13-trienoic acid Chemical compound CCCC\C=C\C=C\C=C\CCCCCCCC(O)=O CUXYLFPMQMFGPL-SUTYWZMXSA-N 0.000 description 1
- HSFWRNGVRCDJHI-UHFFFAOYSA-N alpha-acetylene Natural products C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 1
- 230000009435 amidation Effects 0.000 description 1
- 238000007112 amidation reaction Methods 0.000 description 1
- BIVUUOPIAYRCAP-UHFFFAOYSA-N aminoazanium;chloride Chemical compound Cl.NN BIVUUOPIAYRCAP-UHFFFAOYSA-N 0.000 description 1
- 235000019270 ammonium chloride Nutrition 0.000 description 1
- JFCQEDHGNNZCLN-UHFFFAOYSA-N anhydrous glutaric acid Natural products OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 1
- KBPWECBBZZNAIE-UHFFFAOYSA-N aniline;hydron;bromide Chemical compound Br.NC1=CC=CC=C1 KBPWECBBZZNAIE-UHFFFAOYSA-N 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 150000008430 aromatic amides Chemical class 0.000 description 1
- 150000004982 aromatic amines Chemical class 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 125000003710 aryl alkyl group Chemical group 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- IKWQWOFXRCUIFT-UHFFFAOYSA-N benzene-1,2-dicarbohydrazide Chemical compound NNC(=O)C1=CC=CC=C1C(=O)NN IKWQWOFXRCUIFT-UHFFFAOYSA-N 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- QRUDEWIWKLJBPS-UHFFFAOYSA-N benzotriazole Chemical compound C1=CC=C2N[N][N]C2=C1 QRUDEWIWKLJBPS-UHFFFAOYSA-N 0.000 description 1
- CADWTSSKOVRVJC-UHFFFAOYSA-N benzyl(dimethyl)azanium;chloride Chemical compound [Cl-].C[NH+](C)CC1=CC=CC=C1 CADWTSSKOVRVJC-UHFFFAOYSA-N 0.000 description 1
- 229960003403 betaine hydrochloride Drugs 0.000 description 1
- VJLOFJZWUDZJBX-UHFFFAOYSA-N bis(2-hydroxyethyl)azanium;chloride Chemical compound [Cl-].OCC[NH2+]CCO VJLOFJZWUDZJBX-UHFFFAOYSA-N 0.000 description 1
- FQUNFJULCYSSOP-UHFFFAOYSA-N bisoctrizole Chemical compound N1=C2C=CC=CC2=NN1C1=CC(C(C)(C)CC(C)(C)C)=CC(CC=2C(=C(C=C(C=2)C(C)(C)CC(C)(C)C)N2N=C3C=CC=CC3=N2)O)=C1O FQUNFJULCYSSOP-UHFFFAOYSA-N 0.000 description 1
- GDTBXPJZTBHREO-UHFFFAOYSA-N bromine Substances BrBr GDTBXPJZTBHREO-UHFFFAOYSA-N 0.000 description 1
- 229910052794 bromium Inorganic materials 0.000 description 1
- OCWYEMOEOGEQAN-UHFFFAOYSA-N bumetrizole Chemical compound CC(C)(C)C1=CC(C)=CC(N2N=C3C=C(Cl)C=CC3=N2)=C1O OCWYEMOEOGEQAN-UHFFFAOYSA-N 0.000 description 1
- BMRWNKZVCUKKSR-UHFFFAOYSA-N butane-1,2-diol Chemical compound CCC(O)CO BMRWNKZVCUKKSR-UHFFFAOYSA-N 0.000 description 1
- QDHFHIQKOVNCNC-UHFFFAOYSA-N butane-1-sulfonic acid Chemical compound CCCCS(O)(=O)=O QDHFHIQKOVNCNC-UHFFFAOYSA-N 0.000 description 1
- BRXCDHOLJPJLLT-UHFFFAOYSA-N butane-2-sulfonic acid Chemical compound CCC(C)S(O)(=O)=O BRXCDHOLJPJLLT-UHFFFAOYSA-N 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- HOPSCVCBEOCPJZ-UHFFFAOYSA-N carboxymethyl(trimethyl)azanium;chloride Chemical compound [Cl-].C[N+](C)(C)CC(O)=O HOPSCVCBEOCPJZ-UHFFFAOYSA-N 0.000 description 1
- OMCYEZUIYGPHDJ-OQLLNIDSSA-N chembl354261 Chemical compound OC1=CC=CC=C1\C=N\NC(=O)C1=CC=CC=C1O OMCYEZUIYGPHDJ-OQLLNIDSSA-N 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- AOGYCOYQMAVAFD-UHFFFAOYSA-N chlorocarbonic acid Chemical class OC(Cl)=O AOGYCOYQMAVAFD-UHFFFAOYSA-N 0.000 description 1
- PMMYEEVYMWASQN-IMJSIDKUSA-N cis-4-Hydroxy-L-proline Chemical compound O[C@@H]1CN[C@H](C(O)=O)C1 PMMYEEVYMWASQN-IMJSIDKUSA-N 0.000 description 1
- SECPZKHBENQXJG-UHFFFAOYSA-N cis-palmitoleic acid Natural products CCCCCCC=CCCCCCCCC(O)=O SECPZKHBENQXJG-UHFFFAOYSA-N 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000000306 component Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 125000006165 cyclic alkyl group Chemical group 0.000 description 1
- 125000000753 cycloalkyl group Chemical group 0.000 description 1
- QOHWJRRXQPGIQW-UHFFFAOYSA-N cyclohexanamine;hydron;bromide Chemical compound Br.NC1CCCCC1 QOHWJRRXQPGIQW-UHFFFAOYSA-N 0.000 description 1
- XBZSBBLNHFMTEB-UHFFFAOYSA-N cyclohexane-1,3-dicarboxylic acid Chemical compound OC(=O)C1CCCC(C(O)=O)C1 XBZSBBLNHFMTEB-UHFFFAOYSA-N 0.000 description 1
- KBXRGBYSPXRSOZ-UHFFFAOYSA-N cyclohexyl(dimethyl)azanium;chloride Chemical compound Cl.CN(C)C1CCCCC1 KBXRGBYSPXRSOZ-UHFFFAOYSA-N 0.000 description 1
- FVPCNTIZTYPTAZ-UHFFFAOYSA-N cyclohexylazanium;fluoride Chemical compound F.NC1CCCCC1 FVPCNTIZTYPTAZ-UHFFFAOYSA-N 0.000 description 1
- WGYRINYTHSORGH-UHFFFAOYSA-N cyclohexylazanium;iodide Chemical compound [I-].[NH3+]C1CCCCC1 WGYRINYTHSORGH-UHFFFAOYSA-N 0.000 description 1
- 238000006356 dehydrogenation reaction Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- ZBCBWPMODOFKDW-UHFFFAOYSA-N diethanolamine Chemical compound OCCNCCO ZBCBWPMODOFKDW-UHFFFAOYSA-N 0.000 description 1
- HPNMFZURTQLUMO-UHFFFAOYSA-N diethylamine Chemical compound CCNCC HPNMFZURTQLUMO-UHFFFAOYSA-N 0.000 description 1
- GPLRAVKSCUXZTP-UHFFFAOYSA-N diglycerol Chemical class OCC(O)COCC(O)CO GPLRAVKSCUXZTP-UHFFFAOYSA-N 0.000 description 1
- 238000006471 dimerization reaction Methods 0.000 description 1
- XHFGWHUWQXTGAT-UHFFFAOYSA-N dimethylamine hydrochloride Natural products CNC(C)C XHFGWHUWQXTGAT-UHFFFAOYSA-N 0.000 description 1
- IQDGSYLLQPDQDV-UHFFFAOYSA-N dimethylazanium;chloride Chemical compound Cl.CNC IQDGSYLLQPDQDV-UHFFFAOYSA-N 0.000 description 1
- ILRSCQWREDREME-UHFFFAOYSA-N dodecanamide Chemical compound CCCCCCCCCCCC(N)=O ILRSCQWREDREME-UHFFFAOYSA-N 0.000 description 1
- MCPKSFINULVDNX-UHFFFAOYSA-N drometrizole Chemical compound CC1=CC=C(O)C(N2N=C3C=CC=CC3=N2)=C1 MCPKSFINULVDNX-UHFFFAOYSA-N 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- UAUDZVJPLUQNMU-KTKRTIGZSA-N erucamide Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-KTKRTIGZSA-N 0.000 description 1
- 230000032050 esterification Effects 0.000 description 1
- 238000005886 esterification reaction Methods 0.000 description 1
- LZCVHHFGMKXLBU-UHFFFAOYSA-N ethanamine;hydrofluoride Chemical compound [F-].CC[NH3+] LZCVHHFGMKXLBU-UHFFFAOYSA-N 0.000 description 1
- BCQZYUOYVLJOPE-UHFFFAOYSA-N ethane-1,2-diamine;dihydrobromide Chemical compound Br.Br.NCCN BCQZYUOYVLJOPE-UHFFFAOYSA-N 0.000 description 1
- CCIVGXIOQKPBKL-UHFFFAOYSA-M ethanesulfonate Chemical compound CCS([O-])(=O)=O CCIVGXIOQKPBKL-UHFFFAOYSA-M 0.000 description 1
- 229930195729 fatty acid Chemical class 0.000 description 1
- 239000000194 fatty acid Chemical class 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 125000001072 heteroaryl group Chemical group 0.000 description 1
- 125000000592 heterocycloalkyl group Chemical group 0.000 description 1
- XQSBLCWFZRTIEO-UHFFFAOYSA-N hexadecan-1-amine;hydrobromide Chemical compound [Br-].CCCCCCCCCCCCCCCC[NH3+] XQSBLCWFZRTIEO-UHFFFAOYSA-N 0.000 description 1
- HSEMFIZWXHQJAE-UHFFFAOYSA-N hexadecanamide Chemical compound CCCCCCCCCCCCCCCC(N)=O HSEMFIZWXHQJAE-UHFFFAOYSA-N 0.000 description 1
- XKDUZXVNQOZCFC-UHFFFAOYSA-N hexan-1-amine;hydron;chloride Chemical compound Cl.CCCCCCN XKDUZXVNQOZCFC-UHFFFAOYSA-N 0.000 description 1
- FYAQQULBLMNGAH-UHFFFAOYSA-N hexane-1-sulfonic acid Chemical compound CCCCCCS(O)(=O)=O FYAQQULBLMNGAH-UHFFFAOYSA-N 0.000 description 1
- JIJSMYLSVOEQDE-UHFFFAOYSA-N hydrazine hydrate hydrobromide Chemical compound O.Br.NN JIJSMYLSVOEQDE-UHFFFAOYSA-N 0.000 description 1
- LIAWOTKNAVAKCX-UHFFFAOYSA-N hydrazine;dihydrochloride Chemical compound Cl.Cl.NN LIAWOTKNAVAKCX-UHFFFAOYSA-N 0.000 description 1
- MEBDASBFCISMGU-UHFFFAOYSA-N hydrazine;hydron;dibromide Chemical compound Br.Br.NN MEBDASBFCISMGU-UHFFFAOYSA-N 0.000 description 1
- XMBWDFGMSWQBCA-UHFFFAOYSA-N hydrogen iodide Chemical compound I XMBWDFGMSWQBCA-UHFFFAOYSA-N 0.000 description 1
- BTJRKNUKPQBLAL-UHFFFAOYSA-N hydron;4-methylmorpholine;chloride Chemical compound Cl.CN1CCOCC1 BTJRKNUKPQBLAL-UHFFFAOYSA-N 0.000 description 1
- RNYJXPUAFDFIQJ-UHFFFAOYSA-N hydron;octadecan-1-amine;chloride Chemical compound [Cl-].CCCCCCCCCCCCCCCCCC[NH3+] RNYJXPUAFDFIQJ-UHFFFAOYSA-N 0.000 description 1
- PHFDTSRDEZEOHG-UHFFFAOYSA-N hydron;octan-1-amine;chloride Chemical compound Cl.CCCCCCCCN PHFDTSRDEZEOHG-UHFFFAOYSA-N 0.000 description 1
- 229940072106 hydroxystearate Drugs 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 229910052740 iodine Inorganic materials 0.000 description 1
- 239000011630 iodine Substances 0.000 description 1
- YAQXGBBDJYBXKL-UHFFFAOYSA-N iron(2+);1,10-phenanthroline;dicyanide Chemical compound [Fe+2].N#[C-].N#[C-].C1=CN=C2C3=NC=CC=C3C=CC2=C1.C1=CN=C2C3=NC=CC=C3C=CC2=C1 YAQXGBBDJYBXKL-UHFFFAOYSA-N 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- HWYHZTIRURJOHG-UHFFFAOYSA-N luminol Chemical compound O=C1NNC(=O)C2=C1C(N)=CC=C2 HWYHZTIRURJOHG-UHFFFAOYSA-N 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- XMYQHJDBLRZMLW-UHFFFAOYSA-N methanolamine Chemical class NCO XMYQHJDBLRZMLW-UHFFFAOYSA-N 0.000 description 1
- ZQJAONQEOXOVNR-UHFFFAOYSA-N n,n-di(nonyl)nonan-1-amine Chemical compound CCCCCCCCCN(CCCCCCCCC)CCCCCCCCC ZQJAONQEOXOVNR-UHFFFAOYSA-N 0.000 description 1
- FZPXKEPZZOEPGX-UHFFFAOYSA-N n,n-dibutylaniline Chemical compound CCCCN(CCCC)C1=CC=CC=C1 FZPXKEPZZOEPGX-UHFFFAOYSA-N 0.000 description 1
- SPQWAFOMVNLPNC-UHFFFAOYSA-N n,n-diethylaniline;hydrobromide Chemical compound Br.CCN(CC)C1=CC=CC=C1 SPQWAFOMVNLPNC-UHFFFAOYSA-N 0.000 description 1
- PQCWTNQXCXUEAO-UHFFFAOYSA-N n,n-diethylaniline;hydron;chloride Chemical compound Cl.CCN(CC)C1=CC=CC=C1 PQCWTNQXCXUEAO-UHFFFAOYSA-N 0.000 description 1
- IRWYBDSPYORANH-UHFFFAOYSA-N n,n-dimethylcyclohexanamine;hydrobromide Chemical compound Br.CN(C)C1CCCCC1 IRWYBDSPYORANH-UHFFFAOYSA-N 0.000 description 1
- OKQVTLCUHATGDD-UHFFFAOYSA-N n-(benzotriazol-1-ylmethyl)-2-ethyl-n-(2-ethylhexyl)hexan-1-amine Chemical compound C1=CC=C2N(CN(CC(CC)CCCC)CC(CC)CCCC)N=NC2=C1 OKQVTLCUHATGDD-UHFFFAOYSA-N 0.000 description 1
- QGLKNQRTHJUNFJ-UHFFFAOYSA-N n-(benzotriazol-1-ylmethyl)-2-ethylhexan-1-amine Chemical compound C1=CC=C2N(CNCC(CC)CCCC)N=NC2=C1 QGLKNQRTHJUNFJ-UHFFFAOYSA-N 0.000 description 1
- IEEFSFCZSBJLPR-UHFFFAOYSA-N n-[2-(benzotriazol-1-yl)ethyl]-2-ethyl-n-(2-ethylhexyl)hexan-1-amine Chemical compound C1=CC=C2N(CCN(CC(CC)CCCC)CC(CC)CCCC)N=NC2=C1 IEEFSFCZSBJLPR-UHFFFAOYSA-N 0.000 description 1
- IUVRYNCZPOFHIT-UHFFFAOYSA-N n-ethylethanamine;hydrofluoride Chemical compound [F-].CC[NH2+]CC IUVRYNCZPOFHIT-UHFFFAOYSA-N 0.000 description 1
- FFJMLWSZNCJCSZ-UHFFFAOYSA-N n-methylmethanamine;hydrobromide Chemical compound Br.CNC FFJMLWSZNCJCSZ-UHFFFAOYSA-N 0.000 description 1
- DYUWTXWIYMHBQS-UHFFFAOYSA-N n-prop-2-enylprop-2-en-1-amine Chemical compound C=CCNCC=C DYUWTXWIYMHBQS-UHFFFAOYSA-N 0.000 description 1
- PSZYNBSKGUBXEH-UHFFFAOYSA-N naphthalene-1-sulfonic acid Chemical compound C1=CC=C2C(S(=O)(=O)O)=CC=CC2=C1 PSZYNBSKGUBXEH-UHFFFAOYSA-N 0.000 description 1
- KVBGVZZKJNLNJU-UHFFFAOYSA-N naphthalene-2-sulfonic acid Chemical compound C1=CC=CC2=CC(S(=O)(=O)O)=CC=C21 KVBGVZZKJNLNJU-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 238000006386 neutralization reaction Methods 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- YHIXOVNFGQWPFW-UHFFFAOYSA-N octadecan-1-amine;hydrobromide Chemical compound [Br-].CCCCCCCCCCCCCCCCCC[NH3+] YHIXOVNFGQWPFW-UHFFFAOYSA-N 0.000 description 1
- LYRFLYHAGKPMFH-UHFFFAOYSA-N octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(N)=O LYRFLYHAGKPMFH-UHFFFAOYSA-N 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- SSDSCDGVMJFTEQ-UHFFFAOYSA-N octadecyl 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)CCC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 SSDSCDGVMJFTEQ-UHFFFAOYSA-N 0.000 description 1
- 229960002446 octanoic acid Drugs 0.000 description 1
- 235000021313 oleic acid Nutrition 0.000 description 1
- 235000005985 organic acids Nutrition 0.000 description 1
- 235000006408 oxalic acid Nutrition 0.000 description 1
- KZAUOCCYDRDERY-UHFFFAOYSA-N oxamyl Chemical compound CNC(=O)ON=C(SC)C(=O)N(C)C KZAUOCCYDRDERY-UHFFFAOYSA-N 0.000 description 1
- 125000006353 oxyethylene group Chemical group 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- FJKROLUGYXJWQN-UHFFFAOYSA-N papa-hydroxy-benzoic acid Natural products OC(=O)C1=CC=C(O)C=C1 FJKROLUGYXJWQN-UHFFFAOYSA-N 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- RJQRCOMHVBLQIH-UHFFFAOYSA-M pentane-1-sulfonate Chemical compound CCCCCS([O-])(=O)=O RJQRCOMHVBLQIH-UHFFFAOYSA-M 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 229960005323 phenoxyethanol Drugs 0.000 description 1
- 229940081066 picolinic acid Drugs 0.000 description 1
- DBIWHDFLQHGOCS-UHFFFAOYSA-N piperidine;trifluoroborane Chemical compound FB(F)F.C1CCNCC1 DBIWHDFLQHGOCS-UHFFFAOYSA-N 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- CBPYOHALYYGNOE-UHFFFAOYSA-M potassium;3,5-dinitrobenzoate Chemical compound [K+].[O-]C(=O)C1=CC([N+]([O-])=O)=CC([N+]([O-])=O)=C1 CBPYOHALYYGNOE-UHFFFAOYSA-M 0.000 description 1
- 239000003755 preservative agent Substances 0.000 description 1
- 230000002335 preservative effect Effects 0.000 description 1
- WGWKNMLSVLOQJB-UHFFFAOYSA-N propan-2-ylazanium;bromide Chemical compound Br.CC(C)N WGWKNMLSVLOQJB-UHFFFAOYSA-N 0.000 description 1
- ISYORFGKSZLPNW-UHFFFAOYSA-N propan-2-ylazanium;chloride Chemical compound [Cl-].CC(C)[NH3+] ISYORFGKSZLPNW-UHFFFAOYSA-N 0.000 description 1
- KCXFHTAICRTXLI-UHFFFAOYSA-N propane-1-sulfonic acid Chemical compound CCCS(O)(=O)=O KCXFHTAICRTXLI-UHFFFAOYSA-N 0.000 description 1
- HNDXKIMMSFCCFW-UHFFFAOYSA-N propane-2-sulphonic acid Chemical compound CC(C)S(O)(=O)=O HNDXKIMMSFCCFW-UHFFFAOYSA-N 0.000 description 1
- 235000019260 propionic acid Nutrition 0.000 description 1
- 125000001501 propionyl group Chemical group O=C([*])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000012264 purified product Substances 0.000 description 1
- BBFCIBZLAVOLCF-UHFFFAOYSA-N pyridin-1-ium;bromide Chemical compound Br.C1=CC=NC=C1 BBFCIBZLAVOLCF-UHFFFAOYSA-N 0.000 description 1
- LOAUVZALPPNFOQ-UHFFFAOYSA-N quinaldic acid Chemical compound C1=CC=CC2=NC(C(=O)O)=CC=C21 LOAUVZALPPNFOQ-UHFFFAOYSA-N 0.000 description 1
- IUVKMZGDUIUOCP-BTNSXGMBSA-N quinbolone Chemical compound O([C@H]1CC[C@H]2[C@H]3[C@@H]([C@]4(C=CC(=O)C=C4CC3)C)CC[C@@]21C)C1=CCCC1 IUVKMZGDUIUOCP-BTNSXGMBSA-N 0.000 description 1
- 229960004889 salicylic acid Drugs 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- JIWBIWFOSCKQMA-UHFFFAOYSA-N stearidonic acid Natural products CCC=CCC=CCC=CCC=CCCCCC(O)=O JIWBIWFOSCKQMA-UHFFFAOYSA-N 0.000 description 1
- 229920005792 styrene-acrylic resin Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- 125000005156 substituted alkylene group Chemical group 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 239000003784 tall oil Substances 0.000 description 1
- 239000011975 tartaric acid Substances 0.000 description 1
- 235000002906 tartaric acid Nutrition 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- TUNFSRHWOTWDNC-HKGQFRNVSA-N tetradecanoic acid Chemical compound CCCCCCCCCCCCC[14C](O)=O TUNFSRHWOTWDNC-HKGQFRNVSA-N 0.000 description 1
- WJCNZQLZVWNLKY-UHFFFAOYSA-N thiabendazole Chemical compound S1C=NC(C=2NC3=CC=CC=C3N=2)=C1 WJCNZQLZVWNLKY-UHFFFAOYSA-N 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- AQWHMKSIVLSRNY-UHFFFAOYSA-N trans-Octadec-5-ensaeure Natural products CCCCCCCCCCCCC=CCCCC(O)=O AQWHMKSIVLSRNY-UHFFFAOYSA-N 0.000 description 1
- UWHZIFQPPBDJPM-BQYQJAHWSA-N trans-vaccenic acid Chemical compound CCCCCC\C=C\CCCCCCCCCC(O)=O UWHZIFQPPBDJPM-BQYQJAHWSA-N 0.000 description 1
- 150000003852 triazoles Chemical group 0.000 description 1
- NRTLTGGGUQIRRT-UHFFFAOYSA-N triethylazanium;bromide Chemical compound [Br-].CC[NH+](CC)CC NRTLTGGGUQIRRT-UHFFFAOYSA-N 0.000 description 1
- ILWRPSCZWQJDMK-UHFFFAOYSA-N triethylazanium;chloride Chemical compound Cl.CCN(CC)CC ILWRPSCZWQJDMK-UHFFFAOYSA-N 0.000 description 1
- CCPPLLJZDQAOHD-UHFFFAOYSA-N vernolic acid Natural products CCCCCC1OC1CC=CCCCCCCCC(O)=O CCPPLLJZDQAOHD-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 150000007934 α,β-unsaturated carboxylic acids Chemical class 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
- B23K35/025—Pastes, creams, slurries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/26—Selection of soldering or welding materials proper with the principal constituent melting at less than 400 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3612—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with organic compounds as principal constituents
- B23K35/3613—Polymers, e.g. resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3612—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with organic compounds as principal constituents
- B23K35/3615—N-compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3612—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with organic compounds as principal constituents
- B23K35/3618—Carboxylic acids or salts
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C13/00—Alloys based on tin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/26—Selection of soldering or welding materials proper with the principal constituent melting at less than 400 degrees C
- B23K35/262—Sn as the principal constituent
Definitions
- the present invention relates to fluxes and solder pastes. This application claims priority based on Japanese Patent Application No. 2021-091197 filed in Japan on May 31, 2021, the contents of which are incorporated herein.
- Flux used for soldering chemically removes the metal surface of the object to be soldered and the metal oxide present in the solder, and has the effect of enabling the movement of metal elements at the boundary between the two. . Therefore, by performing soldering using flux, an intermetallic compound is formed between the two, and a strong bond can be obtained.
- Such fluxes generally contain resin components, solvents, activators, thixotropic agents, and the like.
- Solder paste is a composite material obtained by mixing solder alloy powder and flux. In soldering using solder paste, solder paste is first printed on a board, then components are mounted, and the board with the components mounted thereon is heated in a heating furnace called a reflow furnace.
- Electrodes of the electronic component mounting substrate may be applied to various surface treatments such as NiAu plating, Cu-Organic Solderability Preservative (Cu-OSP) treatment, and Sn plating may be applied to the electrodes of the electronic component mounting substrate, depending on the application. Flux and solder paste are desired to exhibit good wettability to any of these various surface-treated electrodes.
- Cu-OSP Cu-Organic Solderability Preservative
- Sn plating may be applied to the electrodes of the electronic component mounting substrate, depending on the application. Flux and solder paste are desired to exhibit good wettability to any of these various surface-treated electrodes.
- Patent Document 1 describes a flux containing p-toluenesulfonic acid as an activator.
- Patent Document 1 may not exhibit good wettability, depending on the type of surface treatment, even among electrodes subjected to various surface treatments.
- moisture contained in the flux, gasified flux, etc. may form voids in the joint. Voids reduce the reliability of components mounted by soldering.
- the present invention provides a flux and a solder paste that can improve the wettability of electrodes that have been subjected to various surface treatments and that can suppress the generation of voids even after multiple reflow cycles. for the purpose.
- the present invention includes the following aspects.
- the organic sulfonic acid is one or more selected from the group consisting of alkanesulfonic acids, alkanolsulfonic acids and aromatic sulfonic acids.
- the content is 5% by mass or more and 50% by mass or less relative to the total amount (100% by mass) of the flux, and the content of the rosin amine is 5% by mass or more relative to the total amount (100% by mass) of the flux.
- the content of the organic sulfonic acid is 0.2% by mass or more and 10% by mass or less with respect to the total amount (100% by mass) of the flux, and the content ratio of the rosin amine (mass ratio) is 3.33 or more and 10 or less with respect to the content of the organic sulfonic acid.
- [7] containing rosin, azoles, one or more organic sulfonic acids selected from the group consisting of alkanesulfonic acids, alkanolsulfonic acids and aromatic sulfonic acids, a thixotropic agent, and a solvent, is 5% by mass or more and 50% by mass or less with respect to the total amount (100% by mass) of the flux, and the content of the azole is 1% by mass with respect to the total amount (100% by mass) of the flux % or more and 10% by mass or less, the content of the organic sulfonic acid is 0.2% or more and 10% or less by mass with respect to the total amount (100% by mass) of the flux, and the content of the azole is A flux whose ratio (mass ratio) is 1 or more and 3 or less with respect to the content of the organic sulfonic acid.
- [8] containing rosin, guanidines, one or more organic sulfonic acids selected from the group consisting of alkanesulfonic acids, alkanolsulfonic acids and aromatic sulfonic acids, a thixotropic agent, and a solvent is 5% by mass or more and 50% by mass or less with respect to the total amount (100% by mass) of the flux, and the content of the guanidines is 2% by mass with respect to the total amount (100% by mass) of the flux % or more and 20 mass % or less, the content of the organic sulfonic acid is 0.2 mass % or more and 10 mass % or less with respect to the total amount (100 mass %) of the flux, and the content of the guanidines is A flux having a ratio (mass ratio) of 1.66 or more and 5 or less with respect to the content of the organic sulfonic acid.
- a flux and a solder paste are provided which are capable of improving the wettability of electrodes subjected to various surface treatments and suppressing the generation of voids even after multiple reflow cycles. be able to.
- FIG. 4 is a graph showing temperature changes during reflow in evaluation of wettability and void generation in Examples. Photographs showing wetness of substrates after reflow solder paste is printed on NiAu-plated substrates, Cu-OSP-treated glass epoxy substrates, and Sn-plated substrates, and diagrams showing wettability criteria. is.
- the flux of this embodiment contains a rosin, an amine, an organic sulfonic acid, a thixotropic agent, and a solvent.
- rosin includes natural resins containing abietic acid as a main component, mixtures of abietic acid and its isomers, and chemically modified natural resins (sometimes referred to as rosin derivatives). do.
- the content of abietic acid in the natural resin is, for example, 40% by mass or more and 80% by mass or less.
- the term “main component” refers to a component whose content in the compound is 40% by mass or more among the components constituting the compound.
- abietic acid Representative isomers of abietic acid include neoabietic acid, parastric acid, and levopimaric acid.
- the structure of abietic acid is shown below.
- Examples of the "natural resin” include gum rosin, wood rosin and tall oil rosin.
- a chemically modified natural resin refers to hydrogenation, dehydrogenation, neutralization, alkylene oxide addition, amidation, dimerization and multimerization of the above “natural resin", It includes those subjected to one or more treatments selected from the group consisting of esterification and Diels-Alder cycloaddition.
- rosin derivatives include purified rosin and modified rosin.
- Modified rosins include hydrogenated rosin, polymerized rosin, polymerized hydrogenated rosin, disproportionated rosin, acid-modified rosin, rosin ester, acid-modified hydrogenated rosin, acid-modified hydrogenated rosin, acid-modified disproportionated rosin, anhydrous Acid-modified disproportionated rosin, phenol-modified rosin and ⁇ , ⁇ unsaturated carboxylic acid-modified products (acrylated rosin, maleated rosin, fumarated rosin, etc.), and purified products, hydrides and disproportionated products of the polymerized rosin, and refined products, hydrides and disproportions of modified ⁇ , ⁇ -unsaturated carboxylic acids, rosin alcohols, hydrogenated rosin alcohols, rosin esters, hydrogenated rosin esters, rosin soaps, hydrogenated rosin soaps, acid
- rosin does not include rosinamine.
- One type of rosin may be used alone, or two or more types may be mixed and used.
- the rosin derivative among the above, it is preferable to use one or more selected from the group consisting of acid-modified hydrogenated rosin and rosin ester.
- the acid-modified hydrogenated rosin it is preferable to use an acrylic acid-modified hydrogenated rosin.
- the content of the rosin in the flux is preferably 5% by mass or more and 50% by mass or less, and 10% by mass or more and 45% by mass or less with respect to the total amount (100% by mass) of the flux. is more preferable, and more preferably 15% by mass or more and 40% by mass or less.
- amines include rosin amines, azoles, guanidines, alkylamine compounds, aminoalcohol compounds and the like.
- Rosinamines include, for example, dehydroabiethylamine and dihydroabiethylamine. Rosinamines may be used singly or in combination of two or more. Rosinamine means so-called disproportionated rosinamine. The structures of dehydroabiethylamine and dihydroabiethylamine are shown below.
- azoles examples include 2-methylimidazole, 2-ethylimidazole, 2-undecylimidazole, 2-heptadecylimidazole, 1,2-dimethylimidazole, 2-ethyl-4-methylimidazole, 2-phenylimidazole, 2-phenyl-4-methylimidazole, 1-benzyl-2-methylimidazole, 1-benzyl-2-phenylimidazole, 1-cyanoethyl-2-methylimidazole, 1-cyanoethyl-2-undecylimidazole, 1-cyanoethyl- 2-ethyl-4-methylimidazole, 1-cyanoethyl-2-phenylimidazole, 1-cyanoethyl-2-undecylimidazolium trimellitate, 1-cyanoethyl-2-phenylimidazolium trimellitate, 2,4-diamino -6-[2′-methylimidazolyl-
- guanidines examples include 1,3-diphenylguanidine, 1,3-di-o-tolylguanidine, 1-o-tolylbiguanide, 1,3-di-o-cumenylguanidine, 1,3-di- and o-cumenyl-2-propionylguanidine.
- alkylamine compounds include ethylamine, triethylamine, ethylenediamine, triethylenetetramine, cyclohexylamine, hexadecylamine, and stearylamine.
- aminoalcohol compounds examples include N,N,N',N'-tetrakis(2-hydroxypropyl)ethylenediamine and the like.
- Amines may be used singly or in combination of two or more.
- the amine preferably contains one or more selected from the group consisting of rosinamine, azoles and guanidines, and contains one or more selected from the group consisting of rosinamine and azoles. is more preferred, and it is even more preferred to contain an azole.
- the azoles are preferably one or more selected from the group consisting of 2-ethylimidazole and 2-phenyl-4-methylimidazole.
- the guanidines are preferably ditolylguanidine.
- the total content of the amine in the flux is preferably 1% by mass or more and 30% by mass or less, and 2% by mass or more and 20% by mass or less with respect to the total amount (100% by mass) of the flux. more preferably 3% by mass or more and 15% by mass or less, and particularly preferably 3% by mass or more and 10% by mass or less.
- the content of the amine is within the above range, the wettability with respect to electrodes subjected to various surface treatments can be made more excellent.
- the content of the azoles in the flux is preferably 1% by mass or more and 10% by mass or less with respect to the total amount (100% by mass) of the flux. It is more preferably 8% by mass or more, and even more preferably 3% by mass or more and 6% by mass or less.
- the content of the azole is within the above range, the wettability with respect to electrodes subjected to various surface treatments can be made more excellent.
- the content ratio (mass ratio) of the azoles in the flux is preferably 0.3 or more and 10 or less with respect to the content of the organic sulfonic acid, It is more preferably 1 or more and 3 or less.
- the content of the rosin amine in the flux is preferably 5% by mass or more and 30% by mass or less with respect to the total amount (100% by mass) of the flux, and 7% by mass. It is more preferably at least 20% by mass, and even more preferably at least 10% by mass and not more than 15% by mass.
- the content of the rosin amine is within the above range, the wettability to electrodes subjected to various surface treatments can be made more excellent.
- the content ratio (mass ratio) of the rosin amine in the flux is preferably 1 or more and 20 or less, more preferably 2 or more and 10 or less, relative to the content of the organic sulfonic acid. is more preferably 3.33 or more and 10 or less.
- the content of the guanidines in the flux is preferably 2% by mass or more and 20% by mass or less with respect to the total amount (100% by mass) of the flux. It is more preferably 15% by mass or more, and even more preferably 5% by mass or more and 10% by mass or less.
- the content of the guanidines is within the above range, the wettability with respect to electrodes subjected to various surface treatments can be made more excellent.
- the content ratio (mass ratio) of the guanidines in the flux is preferably 0.5 or more and 10 or less with respect to the content of the organic sulfonic acid, It is more preferably 1 or more and 5 or less, and even more preferably 1.66 or more and 5 or less.
- Organic sulfonic acids include aliphatic sulfonic acids and aromatic sulfonic acids.
- Examples of aliphatic sulfonic acids include alkanesulfonic acids and alkanolsulfonic acids.
- alkanesulfonic acids include methanesulfonic acid, ethanesulfonic acid, 1-propanesulfonic acid, 2-propanesulfonic acid, 1-butanesulfonic acid, 2-butanesulfonic acid, pentanesulfonic acid, hexanesulfonic acid, and decanesulfonic acid. acid, dodecanesulfonic acid, and the like.
- Alkanolsulfonic acids include, for example, 2-hydroxyethane-1-sulfonic acid, 2-hydroxypropane-1-sulfonic acid, 2-hydroxybutane-1-sulfonic acid, 2-hydroxypentane-1-sulfonic acid, 1- Hydroxypropane-2-sulfonic acid, 3-hydroxypropane-1-sulfonic acid, 4-hydroxybutane-1-sulfonic acid, 2-hydroxyhexane-1-sulfonic acid, 2-hydroxydecane-1-sulfonic acid and 2- Hydroxydodecane-1-sulfonic acid and the like can be mentioned.
- aromatic sulfonic acids examples include 1-naphthalenesulfonic acid, 2-naphthalenesulfonic acid, p-toluenesulfonic acid, xylenesulfonic acid, p-phenolsulfonic acid, cresolsulfonic acid, sulfosalicylic acid, nitrobenzenesulfonic acid, and sulfobenzoic acid. acid and diphenylamine-4-sulfonic acid, and the like.
- organic sulfonic acid may be used alone, or two or more types may be mixed and used.
- the organic sulfonic acid preferably contains an aromatic sulfonic acid.
- the aromatic sulfonic acid is preferably p-toluenesulfonic acid.
- the aliphatic sulfonic acid is an alkanesulfonic acid.
- the alkanesulfonic acid is methanesulfonic acid.
- the content of the organic sulfonic acid in the flux is preferably 0.2% by mass or more and 10% by mass or less, and 0.5% by mass or more and 5 It is more preferably 0.5% by mass or more and 3% by mass or less, and particularly preferably 1% by mass or more and 3% by mass or less.
- the content of the organic sulfonic acid is within the above range or more, the wettability of electrodes subjected to various surface treatments can be enhanced, and voids can be prevented from occurring even after multiple reflow cycles. can be suppressed.
- thixotropic agent examples include ester-based thixotropic agents, amide-based thixotropic agents, and sorbitol-based thixotropic agents.
- ester-based thixotropic agents examples include ester compounds, and specific examples include hydrogenated castor oil and ethyl myristate.
- amide-based thixotropic agents include monoamides, bisamides, and polyamides, and specific examples include lauric acid amide, palmitic acid amide, stearic acid amide, behenic acid amide, hydroxystearic acid amide, saturated fatty acid amide, and oleic acid.
- the cyclic amide oligomer includes an amide oligomer obtained by cyclic polycondensation of dicarboxylic acid and diamine, an amide oligomer obtained by cyclic polycondensation of tricarboxylic acid and diamine, an amide oligomer obtained by cyclic polycondensation of dicarboxylic acid and triamine, and tricarboxylic acid.
- amide oligomer obtained by cyclic polycondensation of and triamine amide oligomer obtained by cyclic polycondensation of and triamine
- amide oligomer obtained by cyclic polycondensation of dicarboxylic acid or tricarboxylic acid and diamine amide oligomer obtained by cyclic polycondensation of dicarboxylic acid or tricarboxylic acid and triamine
- dicarboxylic acid and diamine and cyclic polycondensation of triamine amide oligomers of cyclic polycondensation of tricarboxylic acid and diamine and triamine
- amide oligomers of cyclic polycondensation of dicarboxylic acid and tricarboxylic acid and diamine and triamine amide oligomers of cyclic polycondensation of dicarboxylic acid and tricarboxylic acid and diamine and triamine, and the like.
- the non-cyclic amide oligomer is an amide oligomer obtained by acyclic polycondensation of a monocarboxylic acid and a diamine and/or triamine
- an amide obtained by acyclic polycondensation of a dicarboxylic acid and/or tricarboxylic acid and a monoamine For example, it may be an oligomer.
- the monocarboxylic acid and monoamine function as terminal molecules, resulting in a non-cyclic amide oligomer with a reduced molecular weight.
- non-cyclic amide oligomer When the non-cyclic amide oligomer is an amide compound obtained by non-cyclic polycondensation of dicarboxylic acid and/or tricarboxylic acid and diamine and/or triamine, it becomes a non-cyclic high-molecular-weight amide polymer. Furthermore, non-cyclic amide oligomers include amide oligomers in which a monocarboxylic acid and a monoamine are condensed acyclically.
- sorbitol-based thixotropic agents examples include dibenzylidene-D-sorbitol, bis(4-methylbenzylidene)-D-sorbitol, (D-) sorbitol, monobenzylidene (-D-) sorbitol, and mono(4-methylbenzylidene). -(D-) sorbitol and the like.
- the thixotropic agents may be used singly or in combination of two or more.
- the thixotropic agent preferably contains an ester-based thixotropic agent.
- the ester-based thixotropic agent preferably contains hydrogenated castor oil.
- the content of the thixotropic agent in the flux is preferably 3% by mass or more and 20% by mass or less, and is 5% by mass or more and 15% by mass or less with respect to the total amount (100% by mass) of the flux. is more preferable, and more preferably 7% by mass or more and 10% by mass or less.
- solvents include water, alcohol solvents, glycol ether solvents, terpineols and the like.
- alcohol solvents include isopropyl alcohol, 1,2-butanediol, isobornylcyclohexanol, 2,4-diethyl-1,5-pentanediol, 2,2-dimethyl-1,3-propanediol, 2,5-dimethyl-2,5-hexanediol, 2,5-dimethyl-3-hexyne-2,5-diol, 2,3-dimethyl-2,3-butanediol, 2-methylpentane-2,4 -diol, 1,1,1-tris(hydroxymethyl)propane, 2-ethyl-2-hydroxymethyl-1,3-propanediol, 2,2′-oxybis(methylene)bis(2-ethyl-1,3 -propanediol), 2,2-bis(hydroxymethyl)
- glycol ether solvents examples include diethylene glycol mono-2-ethylhexyl ether, ethylene glycol monophenyl ether, diethylene glycol monohexyl ether (hexyl diglycol), diethylene glycol dibutyl ether, triethylene glycol monobutyl ether, methylpropylene triglycol, butyl Propylene triglycol, triethylene glycol butyl methyl ether, tetraethylene glycol dimethyl ether and the like.
- a solvent may be used individually by 1 type, and may be used in mixture of 2 or more types.
- the solvent preferably contains a glycol ether solvent.
- the glycol ether-based solvent preferably contains hexyldiglycol.
- the total content of the solvent in the flux is preferably 40% by mass or more and 80% by mass or less, and 40% by mass or more and 75% by mass or less with respect to the total amount (100% by mass) of the flux. more preferably 50% by mass or more and 75% by mass or less.
- the flux in the present embodiment may optionally contain other components in addition to the rosin, amine, organic sulfonic acid, thixotropic agent and solvent.
- Other components include activators other than amines and organic sulfonic acids, resin components other than rosin, metal deactivators, surfactants, silane coupling agents, antioxidants, colorants, and the like.
- activators other than amines and organic sulfonic acids include other organic acid-based activators (that is, organic acids other than organic sulfonic acids), halogen-based activators, and the like.
- organic acid activators examples include carboxylic acids. Examples of carboxylic acids include aliphatic carboxylic acids and aromatic carboxylic acids. Examples of organic acid surfactants include oxalic acid, malonic acid, succinic acid, glutaric acid, adipic acid, azelaic acid, eicosanedioic acid, salicylic acid, dipicolinic acid, dibutylaniline diglycolic acid, suberic acid, sebacic acid, and terephthalic acid.
- carboxylic acids examples include aliphatic carboxylic acids and aromatic carboxylic acids.
- organic acid surfactants include oxalic acid, malonic acid, succinic acid, glutaric acid, adipic acid, azelaic acid, eicosanedioic acid, salicylic acid, dipicolinic acid, dibutylaniline diglycolic acid, suberic acid, sebacic acid, and terephthalic acid.
- dimer acid and trimer acid examples include dimer acid which is a reaction product of oleic acid and linoleic acid, trimer acid which is a reaction product of oleic acid and linoleic acid, dimer acid which is a reaction product of acrylic acid, and acrylic acid.
- trimer acid which is the reactant of methacrylic acid, dimer acid which is the reactant of methacrylic acid, trimer acid which is the reactant of methacrylic acid, dimer acid which is the reactant of acrylic acid and methacrylic acid, reaction of acrylic acid and methacrylic acid trimer acid, a reactant of oleic acid, dimer acid, a reactant of oleic acid, trimer acid, a reactant of oleic acid, dimer acid, a reactant of linoleic acid, trimer acid, a reactant of linoleic acid, linolenic acid trimer acid, which is a reaction product of linolenic acid, dimer acid, which is a reaction product of acrylic acid and oleic acid, trimer acid, which is a reaction product of acrylic acid and oleic acid, acrylic acid and linoleic acid dimer acid that is the reaction product of acrylic acid and linoleic acid, trimer acid that is the
- dimer acid which is a reaction product of oleic acid and linoleic acid
- Trimer acid which is a reaction product of oleic acid and linoleic acid, is a trimer having 54 carbon atoms.
- organic acid-based activators may be used singly or in combination of two or more.
- Other organic acid-based activators are preferably carboxylic acids.
- the carboxylic acid is preferably an aliphatic carboxylic acid.
- the aliphatic carboxylic acid is preferably an aliphatic dicarboxylic acid.
- the aliphatic dicarboxylic acid is adipic acid.
- the content of the other organic acid activator in the flux is preferably 0% by mass or more and 10% by mass or less, more preferably 0% by mass or more and 5% by mass, relative to the total amount (100% by mass) of the flux. % or less, and more preferably 0 mass % or more and 3 mass % or less.
- the content of the other organic acid-based activator is within the above range, it becomes easier to suppress the generation of voids even after multiple reflows.
- Halogen activator examples include amine hydrohalides and organic halogen compounds other than amine hydrohalides.
- An amine hydrohalide is a compound obtained by reacting an amine with a hydrogen halide.
- the amines used herein include aliphatic amines, azoles, guanidines and the like.
- Hydrogen halides include, for example, hydrides of chlorine, bromine and iodine.
- Examples of aliphatic amines include ethylamine, diethylamine, triethylamine, ethylenediamine and the like.
- Guanidines and azoles include those described above in ⁇ Amine>.
- amine hydrohalides include, for example, cyclohexylamine hydrobromide, hexadecylamine hydrobromide, stearylamine hydrobromide, ethylamine hydrobromide, diphenyl guanidine hydrobromide, ethylamine hydrobromide, stearylamine hydrochloride, diethylaniline hydrochloride, diethanolamine hydrochloride, 2-ethylhexylamine hydrobromide, pyridine hydrobromide, isopropylamine hydrobromide, Diethylamine hydrobromide, dimethylamine hydrobromide, dimethylamine hydrochloride, rosinamine hydrobromide, 2-ethylhexylamine hydrochloride, isopropylamine hydrochloride, cyclohexylamine hydrochloride, 2-pipecoline hydrobromide 1,3-diphenylguanidine hydrochloride, dimethylbenzylamine hydrochloride, di
- halogen-based activator for example, a salt obtained by reacting an amine with tetrafluoroboric acid (HBF 4 ) and a complex obtained by reacting an amine with boron trifluoride (BF 3 ) can also be used.
- the complex include boron trifluoride piperidine and the like.
- organic halogen compounds other than amine hydrohalides include trans-2,3-dibromo-2-butene-1,4-diol, triallyl isocyanurate hexabromide, tris-(2,3- dibromopropyl), 1-bromo-2-butanol, 1-bromo-2-propanol, 3-bromo-1-propanol, 3-bromo-1,2-propanediol, 1,4-dibromo-2-butanol, 1 ,3-dibromo-2-propanol, 2,3-dibromo-1-propanol, 2,3-dibromo-2-butene-1,4-diol and the like.
- organic halogen compounds other than amine hydrohalides include halogenated carboxyl compounds, such as 2-iodobenzoic acid, 3-iodobenzoic acid, 2-iodopropionic acid, 5-iodosalicylic acid, 5 -Carboxyl iodides such as iodoanthranilic acid; Carboxyl chloride compounds such as 2-chlorobenzoic acid and 3-chloropropionic acid; 2,3-dibromopropionic acid, 2,3-dibromosuccinic acid, 2-bromobenzoic acid and the like brominated carboxyl compounds, and the like.
- halogenated carboxyl compounds such as 2-iodobenzoic acid, 3-iodobenzoic acid, 2-iodopropionic acid, 5-iodosalicylic acid, 5 -Carboxyl iodides such as iodoanthranilic acid
- Carboxyl chloride compounds such
- Halogen-based activators may be used singly or in combination of two or more.
- the halogen-based activator is preferably an amine hydrohalide.
- the amine hydrohalide is preferably a compound obtained by reacting guanidines with hydrogen halide.
- the compound obtained by reacting guanidines and hydrogen halide is preferably a compound obtained by reacting diphenylguanidine and hydrogen halide.
- the compound obtained by reacting diphenylguanidine with hydrogen halide is preferably diphenylguanidine hydrobromide.
- the content of the halogen-based activator in the flux is preferably 0% by mass or more and 5% by mass or less, and 0.2% by mass or more and 3% by mass, relative to the total amount (100% by mass) of the flux. % or less, and more preferably 0.5 mass % or more and 2 mass % or less.
- Resin components other than rosin resin examples include terpene resins, modified terpene resins, terpene phenol resins, modified terpene phenol resins, styrene resins, modified styrene resins, xylene resins, modified xylene resins, acrylic resins, polyethylene resins, acrylic- Polyethylene copolymer resins, epoxy resins and the like can be mentioned.
- Modified terpene resins include aromatic modified terpene resins, hydrogenated terpene resins, and hydrogenated aromatic modified terpene resins. Examples of modified terpene phenol resins include hydrogenated terpene phenol resins.
- Modified styrene resins include styrene acrylic resins, styrene maleic acid resins, and the like.
- Modified xylene resins include phenol-modified xylene resins, alkylphenol-modified xylene resins, phenol-modified resol-type xylene resins, polyol-modified xylene resins, and polyoxyethylene-added xylene resins.
- Metal deactivator examples include hindered phenol compounds and nitrogen compounds.
- the term "metal deactivator” as used herein refers to a compound that has the ability to prevent metal from deteriorating due to contact with a certain compound.
- a hindered phenolic compound refers to a phenolic compound having a bulky substituent (for example, a branched or cyclic alkyl group such as a t-butyl group) on at least one of the ortho positions of phenol.
- a bulky substituent for example, a branched or cyclic alkyl group such as a t-butyl group
- the hindered phenol compound is not particularly limited, and examples thereof include bis[3-(3-tert-butyl-4-hydroxy-5-methylphenyl)propionic acid][ethylenebis(oxyethylene)], N, N '-Hexamethylenebis[3-(3,5-di-tert-butyl-4-hydroxyphenyl)propanamide], 1,6-hexanediolbis[3-(3,5-di-tert-butyl-4 -hydroxyphenyl)propionate], 2,2′-methylenebis[6-(1-methylcyclohexyl)-p-cresol], 2,2′-methylenebis(6-tert-butyl-p-cresol), 2,2′ -methylenebis(6-tert-butyl-4-ethylphenol), triethyleneglycol-bis[3-(3-tert-butyl-5-methyl-4-hydroxyphenyl)propionate], 1,6-hexanediol-bis -[3
- Z is an optionally substituted alkylene group.
- R 1 and R 2 are each independently an optionally substituted alkyl group, aralkyl group, aryl group, heteroaryl group, cycloalkyl or a heterocycloalkyl group, and R 3 and R 4 are each independently an optionally substituted alkyl group.
- nitrogen compounds in metal deactivators include hydrazide nitrogen compounds, amide nitrogen compounds, triazole nitrogen compounds, and melamine nitrogen compounds.
- any nitrogen compound having a hydrazide skeleton may be used.
- -butyl-4-hydroxyphenyl)propionyl]hydrazine decanedicarboxylic acid disalicyloyl hydrazide, N-salicylidene-N'-salicylhydrazide, m-nitrobenzhydrazide, 3-aminophthalhydrazide, phthalic acid dihydrazide, adipic acid hydrazide , oxalobis(2-hydroxy-5-octylbenzylidene hydrazide), N'-benzoylpyrrolidonecarboxylic acid hydrazide, N,N'-bis(3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionyl) hydrazine and the like.
- the amide nitrogen compound may be any nitrogen compound having an amide skeleton, and N,N'-bis ⁇ 2-[3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionyloxyl]ethyl ⁇ oxamide and the like.
- the triazole nitrogen compound may be any nitrogen compound having a triazole skeleton, such as N-(2H-1,2,4-triazol-5-yl) salicylamide, 3-amino-1,2,4-triazole, 3-(N-salicyloyl)amino-1,2,4-triazole and the like.
- the melamine-based nitrogen compound may be any nitrogen compound having a melamine skeleton, and examples include melamine and melamine derivatives. More specifically, for example, trisaminotriazine, alkylated trisaminotriazine, alkoxyalkylated trisaminotriazine, melamine, alkylated melamine, alkoxyalkylated melamine, N2-butylmelamine, N2,N2-diethylmelamine, N, N,N',N',N'',N''-hexakis(methoxymethyl)melamine and the like.
- surfactants include nonionic surfactants and weak cationic surfactants.
- nonionic surfactants include polyethylene glycol, polyethylene glycol-polypropylene glycol copolymers, aliphatic alcohol polyoxyethylene adducts, aromatic alcohol polyoxyethylene adducts, and polyhydric alcohol polyoxyethylene adducts. be done.
- weak cationic surfactants include terminal diamine polyethylene glycol, terminal diamine polyethylene glycol-polypropylene glycol copolymer, aliphatic amine polyoxyethylene adduct, aromatic amine polyoxyethylene adduct, polyvalent amine polyoxy Ethylene adducts can be mentioned.
- surfactants other than the above include polyoxyalkylene acetylene glycols, polyoxyalkylene glyceryl ethers, polyoxyalkylene alkyl ethers, polyoxyalkylene esters, polyoxyalkylene alkylamines, polyoxyalkylene alkylamides, and the like.
- the flux of the present embodiment contains a combination of amine and organic sulfonic acid in addition to rosin, thixotropic agent and solvent, so that it has sufficient wettability for any electrode subjected to various surface treatments. and sufficiently suppresses the generation of voids even after multiple reflow cycles.
- the Cu-OSP-treated electrode and the Sn-plated electrode are more likely to be oxidized on the surface, and are less likely to get wet.
- the surface of the Sn-plated electrode is the most easily oxidized, so the Sn-plated electrode is the least wettable.
- the flux of the present embodiment exhibits sufficient wettability to any of NiAu-plated, Cu-OSP-treated, and Sn-plated electrodes.
- solder paste The solder paste of this embodiment contains solder alloy powder and the flux described above.
- the solder alloy powder is a solder powder of single Sn, Sn--Ag-based, Sn--Cu-based, Sn--Ag--Cu-based, Sn--Bi-based, Sn--In-based, etc., or alloys thereof containing Sb , Bi, In, Cu, Zn, As, Ag, Cd, Fe, Ni, Co, Au, Ge, P or the like may be added to the solder alloy powder.
- the solder alloy powder is a Sn--Pb system or a solder alloy obtained by adding Sb, Bi, In, Cu, Zn, As, Ag, Cd, Fe, Ni, Co, Au, Ge, P, etc. to the Sn--Pb system. powder.
- the solder alloy powder is preferably a Pb-free solder.
- the flux content in the solder paste is preferably 5 to 30% by mass, more preferably 5 to 15% by mass, based on the total mass of the solder paste.
- the solder paste of the present embodiment contains a rosin, an amine, an organic sulfonic acid, a thixotropic agent, and a solvent, so that it can sufficiently wet any electrode that has undergone various surface treatments. In addition, it sufficiently suppresses the generation of voids even after multiple reflow cycles.
- the Cu-OSP-treated electrode and the Sn-plated electrode are more likely to be oxidized on the surface, and are less likely to get wet.
- the surface of the Sn-plated electrode is the most easily oxidized, so the Sn-plated electrode is the least wettable.
- the solder paste of this embodiment exhibits sufficient wettability to any of NiAu-plated, Cu-OSP-treated, and Sn-plated electrodes.
- Rosin acrylic acid-modified hydrogenated rosin, rosin ester
- Organic sulfonic acid p-toluenesulfonic acid, methanesulfonic acid
- Thixotropic agent hydrogenated castor oil
- solder paste was prepared by mixing the flux of each example and the solder alloy powder described below. Each of the prepared solder pastes contained 10.5% by mass of flux and 89.5% by mass of solder alloy powder.
- the solder alloy powder in the solder paste is powder made of a solder alloy containing 3% by mass of Ag, 0.5% by mass of Cu, and the balance of Sn.
- the solder alloy powder has a size (particle size distribution) that satisfies symbol 6 in the powder size classification (Table 2) in JIS Z 3284-1:2014.
- a NiAu-plated substrate, a Cu-OSP-treated glass epoxy substrate, and a Sn-plated substrate were prepared.
- the prepared solder paste was printed on each substrate with a land size of 8 mm ⁇ 8 mm and a mask thickness of 80 ⁇ m. Then, the board on which the solder paste was printed was subjected to reflow treatment.
- the reflow conditions were to raise the temperature to 150°C at a rate of 2°C/sec, raise the temperature from 150 to 180°C for 80 seconds, then raise the temperature from 180 to 240°C at a rate of 2°C/sec, and hold the temperature at 220°C or higher for 40 seconds. and Reflow was performed at an oxygen concentration of 80-150 ppm under N2 atmosphere. A graph showing temperature changes during reflow is shown in FIG. The surface state of each substrate after reflow was evaluated according to the following criteria. The evaluation results of Examples 1-11 and Comparative Examples 1-9 are shown in Tables 1-2.
- Solder paste is printed on a NiAu-plated board, a Cu-OSP-treated glass epoxy board, and a Sn-plated board, and photographs showing the state of wetting of the boards after reflow and the determination criteria for wetting are shown in FIG. It was shown to.
- FIG. 2 shows, from the left, a substrate plated with NiAu, a glass epoxy substrate treated with Cu-OSP, and a substrate plated with Sn.
- Criteria for initial void area ratio A: The initial void area ratio is less than 10%. B: The initial void area ratio is 10% or more.
- the evaluation results of Examples 1-11 and Comparative Examples 1-9 are shown in Tables 1-2.
- each paste-printed pad having an initial void area ratio evaluation of A was subjected to reflow twice under the same conditions. That is, the same pad was reflowed three times in total. Then, for each of the 10 pads, the ratio of the total void area to the pad land area was calculated. The average value of the obtained ratios was calculated, and the rate of increase with respect to the initial void area rate was calculated as the void area rate of increase.
- Criteria for void area increase rate A: The void increase rate is less than 5%.
- the evaluation results of Examples 1-11 and Comparative Examples 3-5, 7 and 9 are shown in Tables 1-2.
- the flux of Example 1 containing an amine and an organic sulfonic acid has a wettability of A for NiAu plated substrates, a wettability of A for Cu-OSP treated glass epoxy substrates, a wettability of B for Sn plated substrates, and initial voids.
- A was the area ratio, and A was the void area increase rate.
- the flux of Comparative Example 1 containing neither amine nor organic sulfonic acid had a wettability of A to the NiAu plated substrate, a wettability of C to the Cu-OSP treated glass epoxy substrate, and a wettability of C to the Sn plated substrate. was C, and the initial void area ratio was B.
- the flux of Example 3 containing an amine and an organic sulfonic acid has a wettability of A for NiAu plated substrates, A for Cu-OSP treated glass epoxy substrates, B for Sn plated substrates, and initial voids.
- A was the area ratio
- A was the void area increase rate.
- the flux of Comparative Example 4 containing no organic sulfonic acid had a wettability of A to the NiAu plated substrate, A to the Cu-OSP treated glass epoxy substrate, and C to the Sn plated substrate.
- the initial void area ratio was A
- the void area increase ratio was A.
- the flux of Example 5 containing an amine and an organic sulfonic acid had a wetting of A for NiAu plated substrates, A for wetting of Cu—OSP treated glass epoxy substrates, B for wetting of Sn plated substrates, and initial voids.
- A was the area ratio
- A was the void area increase rate.
- the flux of Comparative Example 6 containing no organic sulfonic acid had a wettability of A to the NiAu plated substrate, A to the Cu-OSP treated glass epoxy substrate, and B to the Sn plated substrate.
- the initial void area ratio was B.
- the flux of Example 9 containing an amine and an organic sulfonic acid has a NiAu plated substrate wetting of A, a Cu-OSP treated glass epoxy substrate wetting of B, a Sn plated substrate of Wetting B, and an initial void.
- A was the area ratio
- A was the void area increase rate.
- the flux of Comparative Example 8 containing no organic sulfonic acid had a wettability of A to the NiAu plated substrate, a wettability of C to the Cu—OSP treated glass epoxy substrate, and a wettability of C to the Sn plated substrate.
- the initial void area ratio was B.
- the flux of Example 1 containing an amine and an organic sulfonic acid has a wettability of A for NiAu plated substrates, a wettability of A for Cu-OSP treated glass epoxy substrates, a wettability of B for Sn plated substrates, and initial voids.
- A was the area ratio, and A was the void area increase rate.
- the flux of Comparative Example 5 containing no amine the wettability of the NiAu plated substrate was B, the wettability of the Cu-OSP treated glass epoxy substrate was B, and the wettability of the Sn plated substrate was C.
- A was the void area ratio, and A was the void area increase rate.
- the flux of Comparative Example 2 which did not contain an organic acid, had C in wetting of the Sn-plated substrate and B in initial void area ratio.
- the flux of Comparative Example 4 which has an adipic acid content of 3% by mass and does not contain an organic sulfonic acid, has a Sn-plated substrate wettability of C, an initial void area ratio of A, and a void area increase rate of A. Met.
- the fluxes of Examples 1 to 11 containing amine and organic sulfonic acid had a wettability of A to NiAu plated substrates, A or B to Cu-OSP treated glass epoxy substrates, and a wettability of A to Sn plated substrates.
- B the initial void area ratio was A
- the void area increase rate was A.
- the fluxes and solder pastes of Examples 1 to 11 of the present invention contain amines and organic sulfonic acids to provide sufficient wettability to NiAu plated substrates, Cu-OSP treated glass epoxy substrates, and Sn plated substrates.
- the initial void area ratio and the void area increase rate could be sufficiently reduced.
- the fluxes of Examples 1 and 3 to 8 of the present invention which contain rosin amine or imidazole and have an organic sulfonic acid content of 1% by mass or more with respect to the total amount of the flux, are NiAu plated substrates, Cu-OSP Excellent wetting was achieved for both the treated glass-epoxy substrate and the Sn-plated substrate.
- a flux and a solder paste are provided which are capable of improving the wettability of electrodes subjected to various surface treatments and suppressing the generation of voids even after multiple reflow cycles. be able to.
- This solder paste and flux can be suitably used for soldering involving multiple reflows.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Paints Or Removers (AREA)
Abstract
Description
本願は、2021年5月31日に、日本に出願された特願2021-091197号に基づき優先権を主張し、その内容をここに援用する。
[1]ロジンと、アミンと、有機スルホン酸と、チキソ剤と、溶剤とを含有する、フラックス。
[2]前記有機スルホン酸は、アルカンスルホン酸、アルカノールスルホン酸及び芳香族スルホン酸からなる群より選択される1種以上である、[1]に記載のフラックス。
[4]前記アミンは、ロジンアミン、アゾール類及びグアニジン類からなる群より選択される1種以上である、[1]~[4]のいずれかに記載のフラックス。
本実施形態のフラックスは、ロジンと、アミンと、有機スルホン酸と、チキソ剤と、溶剤とを含有する。
本発明において「ロジン」とは、アビエチン酸を主成分とする、アビエチン酸とこの異性体との混合物を含む天然樹脂、及び天然樹脂を化学修飾したもの(ロジン誘導体と呼ぶ場合がある)を包含する。
本明細書において「主成分」とは、化合物を構成する成分のうち、その化合物中の含有量が40質量%以上の成分をいう。

変性ロジンとしては、水添ロジン、重合ロジン、重合水添ロジン、不均化ロジン、酸変性ロジン、ロジンエステル、酸変性水添ロジン、無水酸変性水添ロジン、酸変性不均化ロジン、無水酸変性不均化ロジン、フェノール変性ロジン及びα,β不飽和カルボン酸変性物(アクリル化ロジン、マレイン化ロジン、フマル化ロジン等)、並びに該重合ロジンの精製物、水素化物及び不均化物、並びに該α,β不飽和カルボン酸変性物の精製物、水素化物及び不均化物、ロジンアルコール、水添ロジンアルコール、ロジンエステル、水添ロジンエステル、ロジン石鹸、水添ロジン石鹸、酸変性ロジン石鹸等が挙げられる。
前記ロジン誘導体としては、上記の中でも、酸変性水添ロジン及びロジンエステルからなる群より選択される1種以上を用いることが好ましい。
前記酸変性水添ロジンとしては、アクリル酸変性水添ロジンを用いることが好ましい。
アミンとしては、例えば、ロジンアミン、アゾール類、グアニジン類、アルキルアミン化合物、アミノアルコール化合物等が挙げられる。
ロジンアミンは、1種を単独で用いてもよく、2種以上を混合して用いてもよい。
ロジンアミンは、いわゆる不均化ロジンアミンを意味する。
デヒドロアビエチルアミン、ジヒドロアビエチルアミンの各構造を以下に示す。

上記の中でも、前記アミンは、ロジンアミン、アゾール類及びグアニジン類からなる群より選択される1種以上を含有することが好ましく、ロジンアミン及びアゾール類からなる群より選択される1種以上を含有することがより好ましく、アゾール類を含有することが更に好ましい。
前記アゾール類は、2-エチルイミダゾール及び2-フェニル-4-メチルイミダゾールからなる群より選択される1種以上であることが好ましい。
前記グアニジン類は、ジトリルグアニジンであることが好ましい。
前記アミンの含有量が前記範囲内であることにより、種々の表面処理が施された電極に対する濡れ性をより優れたものとすることができる。
前記アゾール類の含有量が前記範囲内であることにより、種々の表面処理が施された電極に対する濡れ性をより優れたものとすることができる。
前記ロジンアミンの含有量が前記範囲内であることにより、種々の表面処理が施された電極に対する濡れ性をより優れたものとすることができる。
前記グアニジン類の含有量が前記範囲内であることにより、種々の表面処理が施された電極に対する濡れ性をより優れたものとすることができる。
有機スルホン酸としては、例えば、脂肪族スルホン酸、芳香族スルホン酸等が挙げられる。脂肪族スルホン酸としては、例えば、アルカンスルホン酸、アルカノールスルホン酸等が挙げられる。
アルカノールスルホン酸としては、例えば、2-ヒドロキシエタン-1-スルホン酸、2-ヒドロキシプロパン-1-スルホン酸、2-ヒドロキシブタン-1-スルホン酸、2-ヒドロキシペンタン-1-スルホン酸、1-ヒドロキシプロパン-2-スルホン酸、3-ヒドロキシプロパン-1-スルホン酸、4-ヒドロキシブタン-1-スルホン酸、2-ヒドロキシヘキサン-1-スルホン酸、2-ヒドロキシデカン-1-スルホン酸および2-ヒドロキシドデカン-1-スルホン酸等が挙げられる。
芳香族スルホン酸としては、例えば、1-ナフタレンスルホン酸、2-ナフタレンスルホン酸、p-トルエンスルホン酸、キシレンスルホン酸、p-フェノールスルホン酸、クレゾールスルホン酸、スルホサリチル酸、ニトロベンゼンスルホン酸、スルホ安息香酸およびジフェニルアミン-4-スルホン酸等が挙げられる。
前記有機スルホン酸は、芳香族スルホン酸を含有することが好ましい。
芳香族スルホン酸は、p-トルエンスルホン酸であることが好ましい。
脂肪族スルホン酸は、アルカンスルホン酸であることが好ましい。
アルカンスルホン酸は、メタンスルホン酸であることが好ましい。
前記有機スルホン酸の含有量が、前記範囲内以上であることにより、種々の表面処理が施された電極に対して濡れ性を高められるとともに、複数回のリフロー後であってもボイドの発生を抑制することができる。
チキソ剤としては、例えば、エステル系チキソ剤、アマイド系チキソ剤、ソルビトール系チキソ剤等が挙げられる。
前記チキソ剤は、エステル系チキソ剤を含有することが好ましい。
前記エステル系チキソ剤は、硬化ひまし油を含むことが好ましい。
溶剤としては、例えば、水、アルコール系溶剤、グリコールエーテル系溶剤、テルピネオール類等が挙げられる。
アルコール系溶剤としては、例えば、イソプロピルアルコール、1,2-ブタンジオール、イソボルニルシクロヘキサノール、2,4-ジエチル-1,5-ペンタンジオール、2,2-ジメチル-1,3-プロパンジオール、2,5-ジメチル-2,5-ヘキサンジオール、2,5-ジメチル-3-ヘキシン-2,5-ジオール、2,3-ジメチル-2,3-ブタンジオール、2-メチルペンタン-2,4-ジオール、1,1,1-トリス(ヒドロキシメチル)プロパン、2-エチル-2-ヒドロキシメチル-1,3-プロパンジオール、2,2′-オキシビス(メチレン)ビス(2-エチル-1,3-プロパンジオール)、2,2-ビス(ヒドロキシメチル)-1,3-プロパンジオール、1,2,6-トリヒドロキシヘキサン、1-エチニル-1-シクロヘキサノール、1,4-シクロヘキサンジオール、1,4-シクロヘキサンジメタノール、2,4,7,9-テトラメチル-5-デシン-4,7-ジオール等が挙げられる。
グリコールエーテル系溶剤としては、例えば、ジエチレングリコールモノ-2-エチルヘキシルエーテル、エチレングリコールモノフェニルエーテル、ジエチレングリコールモノヘキシルエーテル(ヘキシルジグリコール)、ジエチレングリコールジブチルエーテル、トリエチレングリコールモノブチルエーテル、メチルプロピレントリグルコール、ブチルプロピレントリグルコール、トリエチレングリコールブチルメチルエーテル、テトラエチレングリコールジメチルエーテル等が挙げられる。
前記溶剤は、グリコールエーテル系溶剤を含むことが好ましい。
前記グリコールエーテル系溶剤は、ヘキシルジグリコールを含むことが好ましい。
本実施形態におけるフラックスは、ロジン、アミン、有機スルホン酸、チキソ剤及び溶剤以外に、必要に応じてその他成分を含んでもよい。
その他成分としては、アミン及び有機スルホン酸以外の活性剤、ロジン以外の樹脂成分、金属不活性化剤、界面活性剤、シランカップリング剤、酸化防止剤、着色剤等が挙げられる。
その他の有機酸系活性剤としては、例えば、カルボン酸等が挙げられる。
カルボン酸としては、例えば、脂肪族カルボン酸、芳香族カルボン酸等が挙げられる。
有機酸系活性剤としては、例えば、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、アゼライン酸、エイコサン二酸、サリチル酸、ジピコリン酸、ジブチルアニリンジグリコール酸、スベリン酸、セバシン酸、テレフタル酸、ドデカン二酸、パラヒドロキシフェニル酢酸、ピコリン酸、フェニルコハク酸、フタル酸、ラウリン酸、安息香酸、酒石酸、イソシアヌル酸トリス(2-カルボキシエチル)、1,3-シクロヘキサンジカルボン酸、2,2-ビス(ヒドロキシメチル)プロピオン酸、2,2-ビス(ヒドロキシメチル)ブタン酸、2,3-ジヒドロキシ安息香酸、2,4-ジエチルグルタル酸、2-キノリンカルボン酸、3-ヒドロキシ安息香酸、p-アニス酸、ステアリン酸、12-ヒドロキシステアリン酸、オレイン酸、リノール酸、リノレン酸、ミリスチン酸、パルミチン酸、ピメリン酸、カプロン酸、エナント酸、カプリル酸、ペラルゴン酸、イソペラルゴン酸、カプリン酸、カプロレイン酸、ウンデカン酸、ラウリン酸、リンデル酸、トリデカン酸、ミリストレイン酸、ペンタデカン酸、イソパルミチン酸、パルミトレイン酸、ヒラゴン酸、ヒドノカーピン酸、マーガリン酸、イソステアリン酸、エライジン酸、ペトロセリン酸、モロクチン酸、エレオステアリン酸、タリリン酸、バクセン酸、リミノレイン酸、ベルノリン酸、ステルクリン酸、ノナデカン酸、エイコサン酸、ダイマー酸、トリマー酸、ダイマー酸に水素を添加した水添物である水添ダイマー酸、トリマー酸に水素を添加した水添物である水添トリマー酸等が挙げられる。
例えば、オレイン酸とリノール酸との反応物であるダイマー酸は、炭素数が36の2量体である。また、オレイン酸とリノール酸との反応物であるトリマー酸は、炭素数が54の3量体である。
その他の有機酸系活性剤は、カルボン酸であることが好ましい。
カルボン酸は、脂肪族カルボン酸であることが好ましい。
脂肪族カルボン酸は、脂肪族ジカルボン酸であることが好ましい。
脂肪族ジカルボン酸は、アジピン酸であることが好ましい。
その他の有機酸系活性剤の含有量が上記範囲内であることにより、複数回のリフロー後であってもボイドの発生を抑制しやすくなる。
ハロゲン系活性剤としては、例えば、アミンハロゲン化水素酸塩、アミンハロゲン化水素酸塩以外の有機ハロゲン化合物等が挙げられる。
ここでのアミンとしては、脂肪族アミン、アゾール類、グアニジン類等が挙げられる。ハロゲン化水素としては、例えば、塩素、臭素、ヨウ素の水素化物が挙げられる。
脂肪族アミンとしては、例えば、エチルアミン、ジエチルアミン、トリエチルアミン、エチレンジアミン等が挙げられる。
グアニジン類及びアゾール類としては、<アミン>において上述したものが挙げられる。
前記錯体としては、例えば、三フッ化ホウ素ピぺリジン等が挙げられる。
また、アミンハロゲン化水素酸塩以外の有機ハロゲン化合物としては、ハロゲン化カルボキシル化合物も挙げられ、例えば、2-ヨード安息香酸、3-ヨード安息香酸、2-ヨードプロピオン酸、5-ヨードサリチル酸、5-ヨードアントラニル酸などのヨウ化カルボキシル化合物;2-クロロ安息香酸、3-クロロプロピオン酸などの塩化カルボキシル化合物;2,3-ジブロモプロピオン酸、2,3-ジブロモコハク酸、2-ブロモ安息香酸などの臭素化カルボキシル化合物等が挙げられる。
ハロゲン系活性剤は、アミンハロゲン化水素酸塩であることが好ましい。
アミンハロゲン化水素酸塩は、グアニジン類とハロゲン化水素とを反応させた化合物であることが好ましい。
グアニジン類とハロゲン化水素とを反応させた化合物は、ジフェニルグアニジンとハロゲン化水素とを反応させた化合物であることが好ましい。
ジフェニルグアニジンとハロゲン化水素とを反応させた化合物は、ジフェニルグアニジン臭化水素酸塩であることが好ましい。
ロジン系樹脂以外の樹脂成分としては、例えば、テルペン樹脂、変性テルペン樹脂、テルペンフェノール樹脂、変性テルペンフェノール樹脂、スチレン樹脂、変性スチレン樹脂、キシレン樹脂、変性キシレン樹脂、アクリル樹脂、ポリエチレン樹脂、アクリル-ポリエチレン共重合樹脂、エポキシ樹脂等が挙げられる。
変性テルペン樹脂としては、芳香族変性テルペン樹脂、水添テルペン樹脂、水添芳香族変性テルペン樹脂等が挙げられる。変性テルペンフェノール樹脂としては、水添テルペンフェノール樹脂等が挙げられる。変性スチレン樹脂としては、スチレンアクリル樹脂、スチレンマレイン酸樹脂等が挙げられる。変性キシレン樹脂としては、フェノール変性キシレン樹脂、アルキルフェノール変性キシレン樹脂、フェノール変性レゾール型キシレン樹脂、ポリオール変性キシレン樹脂、ポリオキシエチレン付加キシレン樹脂等が挙げられる。
金属不活性化剤としては、例えば、ヒンダードフェノール系化合物、窒素化合物等が挙げられる。
ここでいう「金属不活性化剤」とは、ある種の化合物との接触により金属が劣化することを防止する性能を有する化合物をいう。
ヒンダードフェノール系化合物としては、特に限定されず、例えば、ビス[3-(3-tert-ブチル-4-ヒドロキシ-5-メチルフェニル)プロピオン酸][エチレンビス(オキシエチレン)]、N,N’-ヘキサメチレンビス[3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロパンアミド]、1,6-ヘキサンジオールビス[3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオナート]、2,2’-メチレンビス[6-(1-メチルシクロヘキシル)-p-クレゾール]、2,2’-メチレンビス(6-tert-ブチル-p-クレゾール)、2,2’-メチレンビス(6-tert-ブチル-4-エチルフェノール)、トリエチレングリコール-ビス[3-(3-tert-ブチル-5-メチル-4-ヒドロキシフェニル)プロピオネート]、1,6-ヘキサンジオール-ビス-[3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート]、2,4-ビス-(n-オクチルチオ)-6-(4-ヒドロキシ-3,5-ジ-t-ブチルアニリノ)-1,3,5-トリアジン、ペンタエリスリチル-テトラキス[3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート]、2,2-チオ-ジエチレンビス[3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート]、オクタデシル-3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート、N,N’-ヘキサメチレンビス(3,5-ジ-t-ブチル-4-ヒドロキシ-ヒドロシンナマミド)、3,5-ジ-tert-ブチル-4-ヒドロキシベンジルフォスフォネート-ジエチルエステル、1,3,5-トリメチル-2,4,6-トリス(3,5-ジ-tert-ブチル-4-ヒドロキシベンジル)ベンゼン、N,N’-ビス[2-[2-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)エチルカルボニルオキシ]エチル]オキサミド、下記化学式で表される化合物等が挙げられる。
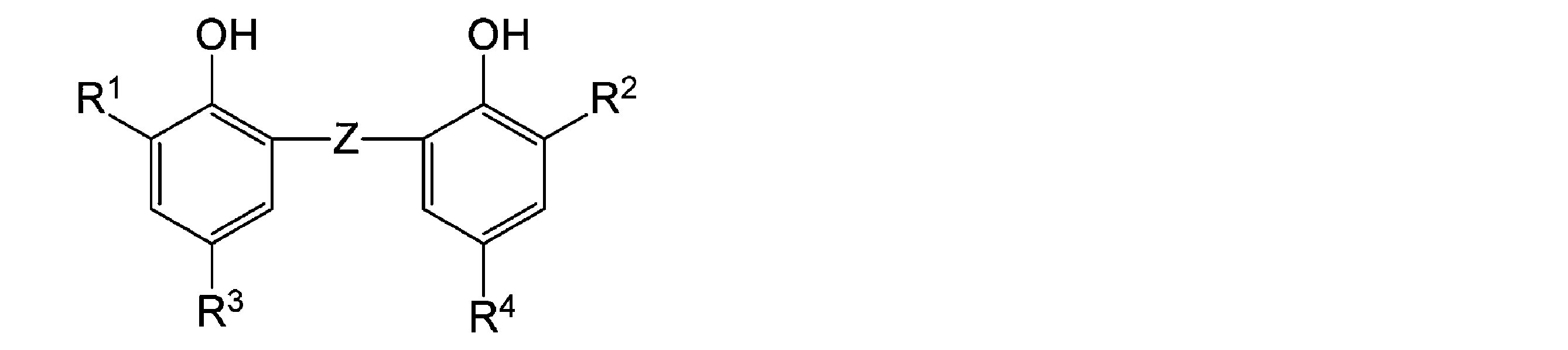
界面活性剤としては、ノニオン系界面活性剤、弱カチオン系界面活性剤等が挙げられる。
ノニオン系界面活性剤としては、例えば、ポリエチレングリコール、ポリエチレングリコール-ポリプロピレングリコール共重合体、脂肪族アルコールポリオキシエチレン付加体、芳香族アルコールポリオキシエチレン付加体、多価アルコールポリオキシエチレン付加体が挙げられる。
弱カチオン系界面活性剤としては、例えば、末端ジアミンポリエチレングリコール、末端ジアミンポリエチレングリコール-ポリプロピレングリコール共重合体、脂肪族アミンポリオキシエチレン付加体、芳香族アミンポリオキシエチレン付加体、多価アミンポリオキシエチレン付加体が挙げられる。
NiAuめっき処理された電極に比べて、Cu-OSP処理された電極、Snめっき処理された電極は表面が酸化されやすいため、濡れにくい。また、これら3種類の電極のうち、Snめっき処理された電極は表面が最も酸化されやすいため、Snめっき処理された電極は最も濡れにくい。
本実施形態のフラックスは、NiAuめっき、Cu-OSP処理、及びSnめっきの処理が施された電極のいずれに対しても、十分な濡れ性を発揮する。
本実施形態のソルダペーストは、はんだ合金粉末と、上述したフラックスと、を含有する。
はんだ合金粉末は、Sn-Pb系、あるいは、Sn-Pb系にSb、Bi、In、Cu、Zn、As、Ag、Cd、Fe、Ni、Co、Au、Ge、P等を添加したはんだ合金の粉体で構成されてもよい。
はんだ合金粉末は、Pbを含まないはんだであることが好ましい。
ソルダペースト中、フラックスの含有量は、ソルダペーストの全質量に対して5~30質量%であることが好ましく、5~15質量%であることがより好ましい。
NiAuめっき処理された電極に比べて、Cu-OSP処理された電極、Snめっき処理された電極は表面が酸化されやすいため、濡れにくい。また、これら3種類の電極のうち、Snめっき処理された電極は表面が最も酸化されやすいため、Snめっき処理された電極は最も濡れにくい。
本実施形態のソルダペーストは、NiAuめっき、Cu-OSP処理、及びSnめっきの処理が施された電極のいずれに対しても、十分な濡れ性を発揮する。
(実施例1~11、比較例1~9)
以下の表1から表2に示す組成で実施例及び比較例のフラックスを調合した。
各例のフラックスと、下記のはんだ合金粉末と、をそれぞれ混合してソルダペーストを調合した。調合したソルダペーストは、いずれも、フラックスが10.5質量%、はんだ合金粉末が89.5質量%である。
はんだ合金粉末は、JIS Z 3284-1:2014における粉末サイズの分類(表2)において、記号6を満たすサイズ(粒度分布)である。
検証方法:
基板に対して、NiAuめっきを施した基板、Cu-OSP処理ガラスエポキシ基板、及びSnめっき施した基板を用意した。
ランドサイズを8mm×8mmとし、マスク厚を80μmに設定して、それぞれの基板上に、調製したソルダペーストを印刷した。
次いで、ソルダペーストを印刷した基板をリフロー処理した。
リフローは、N2雰囲気下、酸素濃度80~150ppmで行った。
リフロー時の温度変化を示すグラフを図1に示す。
リフロー後のそれぞれの基板の表面状態を、次に示す判定基準により評価した。
実施例1~11、比較例1~9の評価結果を表1~2に示した。
A:印刷面に均一にはんだが濡れている。
B:印刷外周部にディウエットが発生している。
C:印刷面の半分以上にディウエットが発生している。
検証方法:
メタルマスク(開口径0.30mm、マスク厚80μm)を用いて、基板(Cu-OSP処理ガラスエポキシ基板)上の、10個のパッド(直径0.25mm)にソルダペーストを印刷した。
ソルダペーストを印刷した基板に対し、<濡れ性の評価>と同一の条件でリフローを1回行った。10個の各パッドにおいて、それぞれ、基板の鉛直方向からX線を照射して、透過X線を解析することにより、ボイド面積を測定した。ボイド面積の測定では、X線が少なくとも1個のボイドを通過した場合には、ボイドが存在したものとして測定した。ボイドは、直径5μm以上のものを検出した。
次いで、パッドのランド面積に対するボイドの総面積の割合を算出した。得られた割合の平均値を算出し、初期ボイド面積率とした。
A:初期ボイド面積率が、10%未満である。
B:初期ボイド面積率が、10%以上である。
実施例1~11、比較例1~9の評価結果を表1~2に示した。
次いで、10個の各パッドにおいて、それぞれ、パッドのランド面積に対するボイドの総面積の割合を算出した。得られた割合の平均値を算出し、初期ボイド面積率に対する増加率を算出し、ボイド面積増加率とした。
A:ボイド増加率が5%未満である。
B:ボイド面積増加率が5%以上である。
実施例1~11、比較例3~5、7、9の評価結果を表1~2に示した。
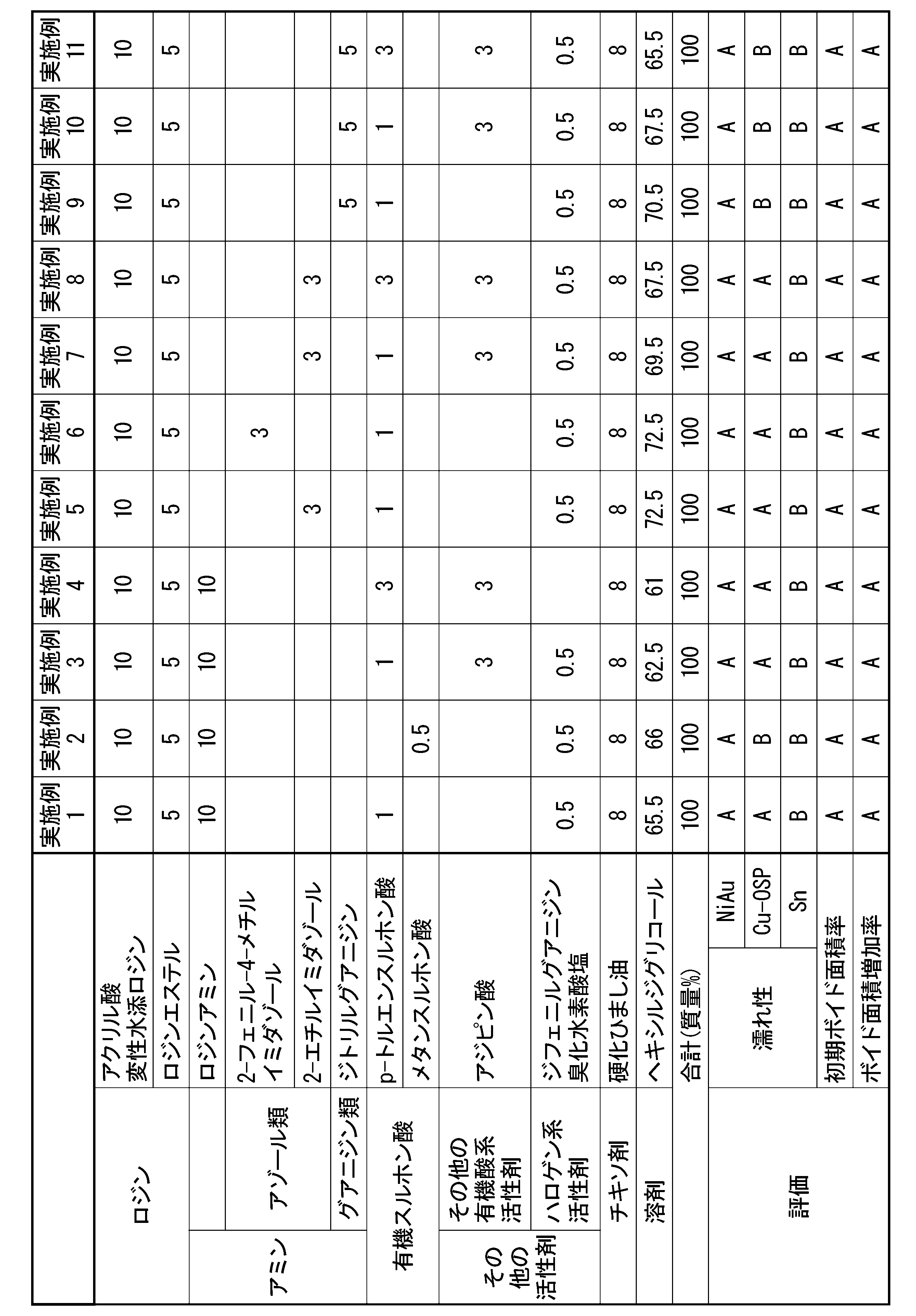

これに対し、アミン及び有機スルホン酸をいずれも含まない比較例1のフラックスは、NiAuめっき基板の濡れはAであり、Cu-OSP処理ガラスエポキシ基板の濡れがCであり、Snめっき基板の濡れがCであり、初期ボイド面積率がBであった。
これに対し、有機スルホン酸を含まない比較例4のフラックスは、NiAuめっき基板の濡れはAであり、Cu-OSP処理ガラスエポキシ基板の濡れがAであり、Snめっき基板の濡れがCであり、初期ボイド面積率がAであり、ボイド面積増加率はAであった。
これに対し、有機スルホン酸を含まない比較例6のフラックスは、NiAuめっき基板の濡れはAであり、Cu-OSP処理ガラスエポキシ基板の濡れがAであり、Snめっき基板の濡れがBであり、初期ボイド面積率がBであった。
これに対し、有機スルホン酸を含まない比較例8のフラックスは、NiAuめっき基板の濡れはAであり、Cu-OSP処理ガラスエポキシ基板の濡れがCであり、Snめっき基板の濡れがCであり、初期ボイド面積率がBであった。
これに対し、アミンを含まない比較例5のフラックスは、NiAuめっき基板の濡れはBであり、Cu-OSP処理ガラスエポキシ基板の濡れはBであり、Snめっき基板の濡れがCであり、初期ボイド面積率がAであり、ボイド面積増加率はAであった。
アジピン酸の含有量が3質量%であり、有機スルホン酸を含まない比較例4のフラックスは、Snめっき基板の濡れがCであり、初期ボイド面積率がAであり、ボイド面積増加率はAであった。
また、アジピン酸の含有量が5質量%であり、有機スルホン酸を含まない比較例3のフラックスは、Snめっき基板の濡れがBであり、初期ボイド面積率がAであり、ボイド面積増加率はBであった。
また、アジピン酸の含有量が5質量%であり、有機スルホン酸を含まない比較例7、9のフラックスは、初期ボイド面積率がAであり、ボイド面積増加率はBであった。
一方、アミン及び有機スルホン酸を含む実施例1~11のフラックスは、NiAuめっき基板の濡れはAであり、Cu-OSP処理ガラスエポキシ基板の濡れはA又はBであり、Snめっき基板の濡れがBであり、初期ボイド面積率がAであり、ボイド面積増加率はAであった。
Claims (5)
- ロジンと、ロジンアミンと、アルカンスルホン酸、アルカノールスルホン酸及び芳香族スルホン酸からなる群より選択される1種以上の有機スルホン酸と、チキソ剤と、溶剤とを含有し、
前記ロジンの含有量が、フラックスの総量(100質量%)に対して、5質量%以上50質量%以下であり、
前記ロジンアミンの含有量が、フラックスの総量(100質量%)に対して、5質量%以上30質量%以下であり、
前記有機スルホン酸の含有量が、フラックスの総量(100質量%)に対して、0.2質量%以上10質量%以下であり、
前記ロジンアミンの含有量の割合(質量比)は、前記有機スルホン酸の含有量に対して、3.33以上10以下である、フラックス。 - ロジンと、アゾール類と、アルカンスルホン酸、アルカノールスルホン酸及び芳香族スルホン酸からなる群より選択される1種以上の有機スルホン酸と、チキソ剤と、溶剤とを含有し、
前記ロジンの含有量が、フラックスの総量(100質量%)に対して、5質量%以上50質量%以下であり、
前記アゾール類の含有量が、フラックスの総量(100質量%)に対して、1質量%以上10質量%以下であり、
前記有機スルホン酸の含有量が、フラックスの総量(100質量%)に対して、0.2質量%以上10質量%以下であり、
前記アゾール類の含有量の割合(質量比)は、前記有機スルホン酸の含有量に対して、1以上3以下である、フラックス。 - ロジンと、グアニジン類と、アルカンスルホン酸、アルカノールスルホン酸及び芳香族スルホン酸からなる群より選択される1種以上の有機スルホン酸と、チキソ剤と、溶剤とを含有し、
前記ロジンの含有量が、フラックスの総量(100質量%)に対して、5質量%以上50質量%以下であり、
前記グアニジン類の含有量が、フラックスの総量(100質量%)に対して、2質量%以上20質量%以下であり、
前記有機スルホン酸の含有量が、フラックスの総量(100質量%)に対して、0.2質量%以上10質量%以下であり、
前記グアニジン類の含有量の割合(質量比)は、前記有機スルホン酸の含有量に対して、1.66以上5以下である、フラックス。 - 前記有機スルホン酸は、p-トルエンスルホン酸及びメタンスルホン酸からなる群より選択される1種以上である、請求項1~3のいずれか一項に記載のフラックス。
- はんだ合金粉末と、請求項1~4のいずれか一項に記載のフラックスと、を含有する、ソルダペースト。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280037846.5A CN117377552A (zh) | 2021-05-31 | 2022-05-27 | 助焊剂及焊膏 |
| EP22815984.4A EP4332257A1 (en) | 2021-05-31 | 2022-05-27 | Flux and solder paste |
| KR1020237040752A KR20230169405A (ko) | 2021-05-31 | 2022-05-27 | 플럭스 및 솔더 페이스트 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021091197A JP7007619B1 (ja) | 2021-05-31 | 2021-05-31 | フラックス及びソルダペースト |
| JP2021-091197 | 2021-05-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022255234A1 true WO2022255234A1 (ja) | 2022-12-08 |
Family
ID=80856425
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/021679 WO2022255234A1 (ja) | 2021-05-31 | 2022-05-27 | フラックス及びソルダペースト |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4332257A1 (ja) |
| JP (1) | JP7007619B1 (ja) |
| KR (1) | KR20230169405A (ja) |
| CN (1) | CN117377552A (ja) |
| TW (1) | TWI825752B (ja) |
| WO (1) | WO2022255234A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0386390A (ja) * | 1989-08-31 | 1991-04-11 | Nippon Handa Kk | クリームはんだ |
| JPH08503168A (ja) | 1992-11-19 | 1996-04-09 | フライ’ズ メタルス,インク. | 清浄不要のはんだ付用フラックス及びその使用方法 |
| CN104476017A (zh) * | 2014-11-13 | 2015-04-01 | 无锡伊佩克科技有限公司 | 一种无铅焊料用助焊剂及其制备方法 |
| CN108296672A (zh) * | 2017-12-31 | 2018-07-20 | 天长市飞龙金属制品有限公司 | 一种耐腐蚀稳定助焊剂 |
| JP2021053653A (ja) * | 2019-09-27 | 2021-04-08 | 株式会社タムラ製作所 | はんだ付け用フラックス組成物 |
| JP2021091197A (ja) | 2019-12-12 | 2021-06-17 | 株式会社デュプロ | インクジェット記録装置、その制御方法およびその制御プログラム |
-
2021
- 2021-05-31 JP JP2021091197A patent/JP7007619B1/ja active Active
-
2022
- 2022-05-27 EP EP22815984.4A patent/EP4332257A1/en active Pending
- 2022-05-27 WO PCT/JP2022/021679 patent/WO2022255234A1/ja active Application Filing
- 2022-05-27 KR KR1020237040752A patent/KR20230169405A/ko not_active Application Discontinuation
- 2022-05-27 CN CN202280037846.5A patent/CN117377552A/zh active Pending
- 2022-05-30 TW TW111120085A patent/TWI825752B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0386390A (ja) * | 1989-08-31 | 1991-04-11 | Nippon Handa Kk | クリームはんだ |
| JPH08503168A (ja) | 1992-11-19 | 1996-04-09 | フライ’ズ メタルス,インク. | 清浄不要のはんだ付用フラックス及びその使用方法 |
| CN104476017A (zh) * | 2014-11-13 | 2015-04-01 | 无锡伊佩克科技有限公司 | 一种无铅焊料用助焊剂及其制备方法 |
| CN108296672A (zh) * | 2017-12-31 | 2018-07-20 | 天长市飞龙金属制品有限公司 | 一种耐腐蚀稳定助焊剂 |
| JP2021053653A (ja) * | 2019-09-27 | 2021-04-08 | 株式会社タムラ製作所 | はんだ付け用フラックス組成物 |
| JP2021091197A (ja) | 2019-12-12 | 2021-06-17 | 株式会社デュプロ | インクジェット記録装置、その制御方法およびその制御プログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI825752B (zh) | 2023-12-11 |
| EP4332257A1 (en) | 2024-03-06 |
| TW202336244A (zh) | 2023-09-16 |
| JP7007619B1 (ja) | 2022-02-10 |
| JP2022183730A (ja) | 2022-12-13 |
| CN117377552A (zh) | 2024-01-09 |
| KR20230169405A (ko) | 2023-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10843298B2 (en) | Flux and solder paste | |
| JP6544498B1 (ja) | フラックス及びソルダペースト | |
| US20210031311A1 (en) | Flux and solder paste | |
| WO2023171471A1 (ja) | フラックス及びソルダペースト | |
| WO2023063160A1 (ja) | フラックス及びソルダペースト | |
| WO2022255234A1 (ja) | フラックス及びソルダペースト | |
| WO2023084949A1 (ja) | 水溶性フラックス及びソルダペースト | |
| WO2024019149A1 (ja) | フラックス及びソルダペースト | |
| JP7212298B1 (ja) | フラックス及びソルダペースト | |
| WO2023058450A1 (ja) | フラックス及びソルダペースト | |
| WO2022270499A1 (ja) | フラックス及びソルダペースト | |
| JP7075028B1 (ja) | フラックス及び接合体の製造方法 | |
| JP7011212B1 (ja) | フラックス及び接合体の製造方法 | |
| JP2023117164A (ja) | フラックス及びソルダペースト | |
| WO2024043223A1 (ja) | フラックス及び接合体の製造方法 | |
| JP2024014540A (ja) | はんだ付け用フラックスの増粘抑制剤 | |
| TW202408697A (zh) | 助焊劑及焊料膏 | |
| JP2024034098A (ja) | フラックス及び接合体の製造方法 | |
| TW202408715A (zh) | 助焊劑及焊料膏 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22815984 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18560992 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20237040752 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020237040752 Country of ref document: KR Ref document number: 2022815984 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2022815984 Country of ref document: EP Effective date: 20231127 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |