WO2022130952A1 - 化粧シート及び化粧シートの製造方法 - Google Patents
化粧シート及び化粧シートの製造方法 Download PDFInfo
- Publication number
- WO2022130952A1 WO2022130952A1 PCT/JP2021/043639 JP2021043639W WO2022130952A1 WO 2022130952 A1 WO2022130952 A1 WO 2022130952A1 JP 2021043639 W JP2021043639 W JP 2021043639W WO 2022130952 A1 WO2022130952 A1 WO 2022130952A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- thermoplastic resin
- resin layer
- transparent thermoplastic
- decorative sheet
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims description 38
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- 229920005989 resin Polymers 0.000 claims abstract description 173
- 239000011347 resin Substances 0.000 claims abstract description 173
- 229920006352 transparent thermoplastic Polymers 0.000 claims abstract description 98
- 238000002844 melting Methods 0.000 claims abstract description 52
- 230000008018 melting Effects 0.000 claims abstract description 43
- 238000004049 embossing Methods 0.000 claims description 69
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 claims description 15
- 238000010030 laminating Methods 0.000 claims description 9
- 229920001225 polyester resin Polymers 0.000 claims description 5
- 239000004645 polyester resin Substances 0.000 claims description 5
- 229920005672 polyolefin resin Polymers 0.000 claims description 4
- 230000037303 wrinkles Effects 0.000 abstract description 9
- 238000012545 processing Methods 0.000 abstract description 4
- 239000010410 layer Substances 0.000 description 258
- -1 polyethylene Polymers 0.000 description 40
- 230000000052 comparative effect Effects 0.000 description 29
- 238000007639 printing Methods 0.000 description 27
- 239000004743 Polypropylene Substances 0.000 description 21
- 238000013461 design Methods 0.000 description 21
- 238000011156 evaluation Methods 0.000 description 18
- 229920001707 polybutylene terephthalate Polymers 0.000 description 14
- 230000000694 effects Effects 0.000 description 11
- 239000000463 material Substances 0.000 description 11
- 229920013716 polyethylene resin Polymers 0.000 description 11
- 229920000139 polyethylene terephthalate Polymers 0.000 description 11
- 239000005020 polyethylene terephthalate Substances 0.000 description 11
- 229920001155 polypropylene Polymers 0.000 description 11
- 239000004698 Polyethylene Substances 0.000 description 9
- 230000008602 contraction Effects 0.000 description 9
- 239000012948 isocyanate Substances 0.000 description 8
- 239000004744 fabric Substances 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 239000003795 chemical substances by application Substances 0.000 description 6
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 5
- 229920005992 thermoplastic resin Polymers 0.000 description 5
- 238000000576 coating method Methods 0.000 description 4
- 239000003086 colorant Substances 0.000 description 4
- 230000006870 function Effects 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910001507 metal halide Inorganic materials 0.000 description 4
- 150000005309 metal halides Chemical class 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- 239000002023 wood Substances 0.000 description 4
- 229920000178 Acrylic resin Polymers 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 3
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 3
- 239000004677 Nylon Substances 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 3
- 229910052753 mercury Inorganic materials 0.000 description 3
- 229920001778 nylon Polymers 0.000 description 3
- 239000003973 paint Substances 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 229920005673 polypropylene based resin Polymers 0.000 description 3
- 238000004381 surface treatment Methods 0.000 description 3
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 3
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- 206010027476 Metastases Diseases 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 238000000149 argon plasma sintering Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 229920001400 block copolymer Polymers 0.000 description 2
- 238000009833 condensation Methods 0.000 description 2
- 230000005494 condensation Effects 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 239000002270 dispersing agent Substances 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 238000007646 gravure printing Methods 0.000 description 2
- 239000012760 heat stabilizer Substances 0.000 description 2
- 150000002513 isocyanates Chemical class 0.000 description 2
- 239000004611 light stabiliser Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000009401 metastasis Effects 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 239000004575 stone Substances 0.000 description 2
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- 230000002087 whitening effect Effects 0.000 description 2
- 239000004711 α-olefin Substances 0.000 description 2
- 229920003067 (meth)acrylic acid ester copolymer Polymers 0.000 description 1
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- DHKHKXVYLBGOIT-UHFFFAOYSA-N acetaldehyde Diethyl Acetal Natural products CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 1
- 125000002777 acetyl group Chemical class [H]C([H])([H])C(*)=O 0.000 description 1
- 238000010306 acid treatment Methods 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 239000003831 antifriction material Substances 0.000 description 1
- 239000003429 antifungal agent Substances 0.000 description 1
- 229940121375 antifungal agent Drugs 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000011162 core material Substances 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 239000002274 desiccant Substances 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 239000011094 fiberboard Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000013538 functional additive Substances 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 230000005865 ionizing radiation Effects 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 239000011120 plywood Substances 0.000 description 1
- 229920001490 poly(butyl methacrylate) polymer Polymers 0.000 description 1
- 229920001483 poly(ethyl methacrylate) polymer Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920002401 polyacrylamide Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920000874 polytetramethylene terephthalate Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/712—Weather resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
Definitions
- the present invention relates to a decorative sheet and a method for manufacturing a decorative sheet.
- a decorative sheet that has been made possible to give a three-dimensional effect by applying an embossed pattern has a polyolefin-based resin (for example, PP (polyethylene polypropylene), PE (for example) as a raw fabric layer in order to obtain an embossed design having a large depth.
- PP polyethylene polypropylene
- PE for example
- Polyolefin polyethylene
- the raw fabric layer expands and contracts, causing wrinkles and color changes, and vice versa.
- the surface temperature is low, there is a problem that embossing becomes loose during embossing.
- the heat absorption rate is high and the paper is cut due to heat.
- the present invention has been made to solve such a problem, and is an embossed decorative sheet having a large depth that does not cause wrinkles or color change even in processing under relatively high temperature conditions. It is intended to provide a method for manufacturing a decorative sheet.
- the decorative sheet is a decorative sheet in which a transparent thermoplastic resin layer and a top coat layer are laminated in this order on a colored film layer, and the transparent thermoplastic resin layer is formed.
- a decorative sheet is provided in which an embossed portion is formed and the melting point of the colored film layer is 55 ° C. or higher and 125 ° C. or lower, which is different from the melting point of the transparent thermoplastic resin layer.
- a step of extruding and laminating a transparent thermoplastic resin layer on one surface of the colored film layer, and ultraviolet curing as a top coat layer on the transparent thermoplastic resin layer comprises a step of forming a curable resin layer composed of a mold resin layer or a urethane curable resin layer, and a step of embossing from the surface of the top coat layer to the transparent thermoplastic resin layer, and the melting point of the colored film layer is set.
- a method for producing a decorative sheet is provided in which the temperature of the top coat layer is set to 115 ° C. or higher and 145 ° C. or lower for embossing.
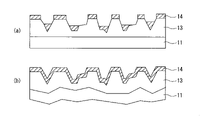
- FIG. 1 is a cross-sectional view for explaining a configuration example of the decorative sheet 10 according to the present embodiment.
- a primer layer 15 a colored film layer 11, a pattern printing layer 12, a transparent thermoplastic resin layer 13, and a top coat layer 14 are laminated in this order.
- the embossed portion 16 is formed from the top coat layer 14 which is the outermost layer of the decorative sheet 10 in the laminating direction to the transparent thermoplastic resin layer 13.
- each layer will be described in detail.
- the colored film layer 11 is a layer that serves as a base material for the decorative sheet 10.
- a thermoplastic resin can be used as the colored film layer 11.
- the thermoplastic resin is not particularly limited, and for example, polyolefins such as polyethylene, polypropylene, polymethylpentene, polybutene, ethylene-propylene copolymer, ethylene- ⁇ -olefin copolymer, and propylene- ⁇ -olefin copolymer.
- ethylene-vinyl acetate copolymer ethylene-vinyl alcohol copolymer, ethylene- (meth) acrylic acid (ester) copolymer, ethylene-unsaturated carboxylic acid copolymer metal neutralizer (ionomer), etc.
- Polyethylene resin such as olefin copolymer resin, polyethylene terephthalate, polybutylene terephthalate, polytetramethylene terephthalate, polyethylene naphthalate, polyethylene terephthalate-isophthalate copolymer, 1,4-cyclohexanedimethanol copolymer polyethylene terephthalate.
- polyester resin such as polycarbonate, poly (meth) acrylonitrile, polymethyl (meth) acrylate, polyethyl (meth) acrylate, polybutyl (meth) acrylate, acrylic resin such as polyacrylamide, 6-nylon, 6,6 -Nylon, polyamide resin such as 6,10-nylon, styrene resin such as polystyrene, AS resin, ABS resin, vinyl resin such as polyvinyl chloride, polyvinyl acetate, polyvinyl alcohol, polyvinyl acetal, polyvinyl butyral, polyfuzzle Fluorine resins such as vinyl oxide, polyvinylidene fluoride, polytetrafluoroethylene, ethylene-tetrafluoroethylene copolymer, ethylene-perfluoroalkyl vinyl ether copolymer, etc., or mixtures, copolymers, and composites of two or more thereof.
- a body, a laminate, or the like can be used.
- the colored film layer 11 may include, for example, a colorant, a filler, an ultraviolet absorber, a light stabilizer, a heat stabilizer, an antioxidant, an antioxidant, a lubricant, a flame retardant, and an antibacterial agent.
- One or more additives selected from various additives such as antifungal agents, anti-friction agents, light scattering agents and gloss adjusters may be added.
- the thickness of the colored film layer 11 is preferably in the range of 50 ⁇ m or more and 90 ⁇ m or less. When the thickness of the colored film layer 11 is 50 ⁇ m or more, it is possible to prevent deterioration of concealing property and processability. Further, when the thickness of the colored film layer 11 is 90 ⁇ m or less, the colored film layer 11 is not formed thicker than necessary, and the manufacturing cost of the decorative sheet 10 can be reduced.
- the melting point of the colored film layer 11 is 55 ° C. or higher higher than the melting point of the transparent thermoplastic resin layer 13 described later.
- the surface temperature of the top coat layer 14, which is the surface to be embossed (hereinafter referred to as the embossed surface) during embossing is about 115 ° C. or higher.
- the embossing can be performed. In the embossing process, the higher the temperature, the deeper the embossing can be formed, and as a result, the designability is improved.
- the pattern printing layer 12 is formed on the colored film layer 11 and is a layer for adding a pattern for imparting designability, and is provided as needed.
- the pattern printing layer 12 can be omitted if the coloring of the colored film layer 11 can be substituted.
- the pattern printing layer 12 is formed by using a printing ink or a paint obtained by dissolving or dispersing a colorant such as a dye or a pigment in a suitable diluting solvent together with a suitable binder resin.
- the printing ink or paint is applied by, for example, various printing methods such as gravure printing, flexographic printing, silk screen printing, offset printing, and various coating methods such as a gravure coating method or a roll coating method.
- the binder resin for example, urethane-based resin, acrylic-based resin, vinyl acetate-based resin, polyimide-based resin, nitrocellulose, or a mixture thereof can be used, but the binder resin is not limited to these.
- any pattern can be used as the pattern, for example, a wood grain pattern, a stone grain pattern, a cloth pattern, an abstract pattern, a geometric pattern, a character, a symbol, a single color solid color, or a combination thereof. can.
- an opaque printing ink or paint containing a large amount of opaque pigments such as titanium dioxide and iron oxide is provided between the pattern printing layer 12 and the colored film layer 11. It may be provided.
- the thickness of the pattern printing layer 12 is preferably in the range of 3 ⁇ m or more and 20 ⁇ m or less. When the thickness of the pattern printing layer 12 is 3 ⁇ m or more, printing can be made clear. When the thickness of the pattern printing layer 12 is 20 ⁇ m or less, the printing workability when manufacturing the decorative sheet 10 can be improved and the manufacturing cost can be suppressed. Further, in order to impart various functions to the pattern printing layer 12, for example, an extender pigment, a plasticizer, a dispersant, a surfactant, a tackifier, an adhesive aid, a desiccant, a curing agent, a curing accelerator, and the like. A functional additive such as a curing retarder may be added. Further, the pattern printing layer 12 is, for example, a solid colored layer for concealing the color / pattern of the base on which the decorative sheet 10 is attached, and a pattern pattern layer for adding a pattern for imparting design. And may have.
- the transparent thermoplastic resin layer 13 is a layer formed on the pattern printing layer 12, and is a layer provided to impart a function such as impact resistance to the decorative sheet 10. Further, the transparent thermoplastic resin layer 13 also has a role as an adhesive layer for adhering the pattern printing layer 12 and the top coat layer 14.
- the thickness of the transparent thermoplastic resin layer 13 is preferably in the range of 38 ⁇ m or more and 90 ⁇ m or less. When the thickness of the transparent thermoplastic resin layer 13 is within the above numerical range, there is no problem in forming unevenness due to embossing, and a sufficient effect in impact resistance and caster resistance can be obtained.
- the presence of the transparent thermoplastic resin layer 13 together with the pattern printing layer 12 has an effect of making the user feel more depth and depth. Specifically, when the thickness of the transparent thermoplastic resin layer 13 is 38 ⁇ m or more, impact resistance and caster resistance can be obtained. On the other hand, when the thickness of the transparent thermoplastic resin layer 13 is 90 ⁇ m or less, the productivity at the time of manufacturing is improved and it may be advantageous in terms of cost.
- the material of the transparent thermoplastic resin layer 13 for example, vinyl chloride resin, acrylic resin, polyolefin-based polypropylene resin, polyethylene resin, or the like can be used.
- polyolefin resins can be preferably used in terms of environmental compatibility, processability, and price.
- the grade and composition of the resin can be selected in consideration of ease of seating, printability, and suitability for bending. In particular, it is important to select the bending workability in consideration of the fact that whitening and cracking of the bent portion do not occur.
- the transparent thermoplastic resin layer 13 is preferably preferably having a tensile elastic modulus of 1000 MPa or more, particularly 1500 MPa or more, of the transparent thermoplastic resin layer 13 alone.
- the upper limit of the tensile elastic modulus is not particularly limited, but may be about 2000 MPa.
- the tensile elastic modulus can be measured by producing a transparent polypropylene-based resin sheet having the same thickness and material as the transparent thermoplastic resin layer 13.
- the tensile elastic modulus in the present specification is a value measured in accordance with JIS K6734 "Plastic-Hard polyvinyl chloride sheet-Dimensions and characteristics-Part 2: Sheet with a thickness of less than 1 mm".
- the transparent thermoplastic resin layer 13 may be formed by laminating the transparent polypropylene-based resin on the pattern printing layer 12 by, for example, a calendar method, an inflation method, a T-die extrusion method, or the like, or a ready-made film. You may use it.
- the surface of the transparent thermoplastic resin layer 13 that forms the top coat layer 14, which will be described later, may be subjected to corona discharge treatment, ozone treatment, plasma treatment, ionizing radiation treatment, heavy chromium acid treatment, etc., as necessary. Surface treatment may be applied. The surface treatment may be performed according to the conventional method of each treatment.
- the top coat layer 14 is a layer formed on the transparent thermoplastic resin layer 13, and is a layer provided to impart functions such as weather resistance, scratch resistance, stain resistance, and design to the decorative sheet 10. be.
- an ultraviolet curable resin or a urethane curable resin is used as the material of the top coat layer 14. Oligomers and monomers can be used as the ultraviolet curable resin, and for example, acrylic resins, silicon resins, polyester resins, urethane resins, amide resins, and epoxy resins can be adopted.
- urethane curable resin for example, a two-component curable urethane resin can be used, and more preferably, an acrylic-urethane block copolymer is used as the polyol component.
- an acrylic-urethane block copolymer it is preferable to use an aliphatic isocyanate or an alicyclic isocyanate as the isocyanate component from the viewpoint of weather resistance.
- an acrylic-urethane block copolymer an aliphatic isocyanate or an alicyclic isocyanate is preferable as the isocyanate component in the urethane portion from the viewpoint of weather resistance.
- the alicyclic isocyanate and the aliphatic isocyanate may be used in combination.
- the thickness of the top coat layer 14 is not particularly limited, but is preferably in the range of 0.1 ⁇ m or more and 15 ⁇ m or less. When the thickness of the top coat layer 14 is 0.1 ⁇ m or more, the weather resistance, scratch resistance, etc. of the decorative sheet 10 are improved. Further, when the thickness of the top coat layer 14 is 15 ⁇ m or less, it is not necessary to use an unnecessarily large amount of resin material, and the cost can be reduced.
- the ultraviolet curable resin to be the top coat layer 14 is formed on the transparent thermoplastic resin layer 13. Is applied and irradiated with ultraviolet rays using a metal halide lamp or the like to cure the ultraviolet curable resin to form the top coat layer 14. Then, the embossed portion 16 having a large depth, which will be described later, is formed.
- a light source such as an ultra-high pressure mercury lamp, a high pressure mercury lamp, a low pressure mercury lamp, a carbon arc lamp, a black light, or a metal halide lamp can be used.
- the wavelength of ultraviolet rays is usually preferably in the range of 190 nm or more and 380 nm or less.
- the urethane curable resin to be the top coat layer 14 When a urethane curable resin is used as the curable resin to be the top coat layer 14, first, the urethane curable resin to be the top coat layer is applied on the transparent thermoplastic resin layer 13. For example, it is applied by a known coating method such as a gravure coat or a roll coat using a coating liquid made of a urethane curable resin. After that, the urethane curable resin is cured and becomes a cured product, so that the top coat layer 14 can be obtained. Then, the embossed portion 16 having a large depth, which will be described later, is formed.
- the top coat layer 14 may contain, if necessary, a heat resistant agent, a plasticizer, a stabilizer, a filler, a dispersant, a dye, a colorant such as a pigment, a solvent, an ultraviolet absorber, a heat stabilizer, a light stabilizer, and a blocking agent. It may contain various additives such as an inhibitor, a catalyst trapping agent, a colorant, a light scattering agent and a gloss adjusting agent.
- the embossed portion 16 is shaped (given) to the.
- the decorative sheet 10 can be configured to have a three-dimensional effect due to the tactile sensation due to the embossed portion 16 formed on the surface of the top coat layer 14.
- the depth of the embossed portion 16 is preferably 60 ⁇ m or more and 160 ⁇ m or less.
- the decorative sheet 10 can be sufficiently given a three-dimensional effect.
- the depth of the embossed portion 16 is 160 ⁇ m or less, the depth of the embossed portion 16 is smaller than the total thickness of the decorative sheet 10, and the embossed portion 16 does not penetrate the decorative sheet 10.
- the temperature of the heater that heats non-contact is 100 ° C. or higher and 200 ° C. or lower, and the roll that gives residual heat is 70 ° C. or higher and 100 ° C. or lower. It can be provided by cooling.
- the decorative sheet 10 is coated to the depth of the conduit portion formed between the ultraviolet curable resin layer or the urethane curable resin layer to be the top coat layer 14 and the transparent thermoplastic resin layer 13. May be provided with an uneven shape.
- the embossed portion 16 include a wood grain board conduit groove, a stone board surface unevenness, a cloth surface texturer, a satin finish, a grain, a hairline, and a perforated groove.
- the surface temperature of the top coat layer 14, that is, the embossed surface temperature is 115 ° C. or higher and 145 ° C. or lower.
- the embossed surface temperature is 115 ° C. or higher and 145 ° C. or lower, an embossed portion having a design can be formed.
- the temperature of the embossed surface can be adjusted, for example, by adjusting the temperature of the heater that heats in a non-contact manner, or by adjusting the surface temperature of the embossing roll itself.
- the primer layer 15 is an anchor coat layer for the purpose of improving the adhesiveness of the resin. Further, the functions of the primer layer 15 include, in addition to improving the adhesiveness, surface stabilization after surface treatment, anticorrosion of the metal surface, imparting adhesiveness, prevention of deterioration of the adhesive, and the like.
- the primer (primer) forming the primer layer 15 for example, a two-component urethane resin-based primer can be used.
- the type of primer differs depending on the adherend and application.
- As the adherend for example, there is a plate-shaped member made of metal or wood. Examples of metal-based materials include aluminum, steel, stainless steel, and composite panels.
- the composite panel includes, for example, a resin layer as a core material and a metal plate (aluminum, galvalume, stainless steel, etc.) attached to both sides of the resin layer.
- a resin layer as a core material
- a metal plate as a core material
- wood-based materials include MDF (medium density fiberboard), plywood, particle board and the like.
- the decorative sheet 10 is formed by the following procedure. First, the pattern printing layer 12 is formed on one surface of the colored film layer 11 made of a thermoplastic resin. Next, a primer layer is formed on the other surface of the colored film layer 11. The primer layer is formed, for example, by applying a urethane resin as a primer. Next, the transparent thermoplastic resin layer 13 is formed on the surface of the pattern printing layer 12. Specifically, the transparent polypropylene-based resin is laminated on the pattern printing layer 12 by, for example, a calendar method, an inflation method, a T-die extrusion method, or the like. At this time, a material in which the melting point of the colored film layer 11 is 55 ° C. or higher higher than the melting point of the transparent thermoplastic resin layer 13 is used as the colored film layer 11 and the transparent thermoplastic resin layer 13.
- an ultraviolet curable resin is applied to the surface of the transparent thermoplastic resin layer 13, an ultraviolet curable resin layer to be a top coat layer 14 is formed, and the ultraviolet curable resin layer is irradiated with ultraviolet rays by a metal halide lamp. It is cured to form the top coat layer 14.
- the surface of the top coat layer 14 is subjected to uneven embossing using an embossed plate, and the embossed portion 16 is embossed by in-line deep embossing.
- in-line deep embossing means that a laminating process for forming a transparent thermoplastic resin layer, a process for forming an ultraviolet curable resin layer to be a top coat layer, and an embossing process are performed on one line. Means. That is, in the in-line deep embossing process, the process from the laminating process to the embossing process can be performed in a series of in-line processes.
- the urethane curable resin is applied to the surface of the transparent thermoplastic resin layer 13, and after the urethane curable resin is cured, deep embossing is performed.
- the decorative sheet 10 is formed by the above steps.
- the difference between the melting point of the colored film layer 11 and the melting point of the transparent thermoplastic resin layer 13 is set to 55 ° C. or higher. Further, at the time of embossing, the embossed surface temperature was set to 115 ° C. or higher and 145 ° C. or lower. Therefore, it is possible to suppress the occurrence of thermal expansion and contraction and thermal wrinkles. Further, even when the embossed surface is subjected to a high temperature of about 145 ° C., thermal expansion and contraction and generation of heat wrinkles can be suppressed, so that the embossing can be performed at a higher temperature. Therefore, it is possible to form an emboss with a larger depth, and it is possible to improve the design.
- the decorative sheet 10 uses a material as the colored film layer 11 and the transparent thermoplastic resin layer 13 in which the melting point of the colored film layer 11 is 55 ° C. or higher higher than the melting point of the transparent thermoplastic resin layer 13. There is. That is, when heated, the transparent thermoplastic resin layer 13 tends to be softer than the colored film layer 11. Therefore, as shown in FIG.
- the surface of the decorative sheet 10 on the embossing side is softer, so that the transparent thermoplastic resin layer 13 side is compared with the colored film layer 11. Is easily deformed, and the transparent thermoplastic resin layer 13 is allowed to change its shape due to embossing, while the deformation of the colored film layer 11 is suppressed.
- the top coat layer 14 and the transparent thermoplastic resin layer 13 That is, it is possible to prevent the surface of the decorative sheet 10 from being cracked. Even if a material having relatively high heat resistance is used as the colored film layer 11, if the difference between the melting point of the colored film layer 11 and the melting point of the transparent thermoplastic resin layer 13 is 55 ° C. or higher, thermal expansion and contraction occurs. It is possible to suppress heat wrinkles, color changes, and the like.
- the colored film layer 11 a polyester-based material such as polybutylene terephthalate (PBT) or polyethylene terephthalate (PET), which has relatively high heat resistance, can be used, and the heat resistance of the colored film layer 11 is improved. be able to.
- PBT polybutylene terephthalate
- PET polyethylene terephthalate
- the embossing can be performed at a higher temperature, embossing can be more reliably formed even with deeper embossing, and the designability can be improved.
- it is possible to suppress thermal expansion and contraction, cracking, and the like in this way it becomes easy to maintain a state in which the embossed conduit portion is covered with the top coat layer 14 even if relatively deep embossing is performed. Therefore, the weather resistance can be improved.
- Example 1 As the colored film layer, a resin layer made of polyethylene terephthalate (PET) was used as a thermoplastic resin made of a polyester resin having a thickness of 60 ⁇ m. A pattern is printed on one surface of the colored film layer as a pattern printing layer by a gravure printing machine, and a two-component urethane resin-based primer is applied to the other surface at a basis weight of 1.2 g / m2 after drying. To form a primer layer.
- PET polyethylene terephthalate
- a polypropylene resin (PP) having transparency as a transparent thermoplastic resin layer was extruded and laminated on the pattern printing layer.
- the thickness of the transparent thermoplastic resin layer was set to 70 ⁇ m.
- the difference in melting point between the colored film layer and the transparent thermoplastic resin layer (melting point of the colored film layer-melting point of the transparent thermoplastic resin layer) was 95 ° C.
- an ultraviolet curable resin layer was formed on the transparent thermoplastic resin layer, and ultraviolet irradiation was performed using a metal halide lamp to cure the ultraviolet curable resin layer to prepare a top coat.
- the surface of the top coat was embossed.
- the embossing depth was 80 ⁇ m.
- the temperature of the embossed surface during the embossing was 140 ° C. From the above, the decorative sheet of Example 1 was prepared.
- Example 2 As the colored film layer, a resin layer made of polybutylene terephthalate (PBT) having a thickness of 60 ⁇ m was used. Further, a polyethylene resin (PE) having transparency was used as the transparent thermoplastic resin layer, and the thickness of the transparent thermoplastic resin layer was set to 55 ⁇ m. The difference in melting point between the colored film layer and the transparent thermoplastic resin layer (melting point of the colored film layer-melting point of the transparent thermoplastic resin layer) was 90 ° C. The temperature of the embossed surface during embossing was 120 ° C., and the embossing depth was 80 ⁇ m. Other than that, the decorative sheet of Example 2 was prepared by the same method as in Example 1.
- Example 3 As the colored film layer, a resin layer made of polybutylene terephthalate (PBT) having a thickness of 50 ⁇ m was used. Further, a polypropylene resin (PP) having transparency was used as the transparent thermoplastic resin layer, and the thickness of the transparent thermoplastic resin layer was set to 80 ⁇ m. The difference in melting point between the colored film layer and the transparent thermoplastic resin layer (melting point of the colored film layer-melting point of the transparent thermoplastic resin layer) was 55 ° C. The temperature of the embossed surface during embossing was 140 ° C., and the embossing depth was 80 ⁇ m. Other than that, the decorative sheet of Example 3 was prepared by the same method as in Example 1.
- Example 4 As the colored film layer, a resin layer made of polybutylene terephthalate (PBT) having a thickness of 50 ⁇ m was used. Further, a polypropylene resin (PP) having transparency was used as the transparent thermoplastic resin layer, and the thickness of the transparent thermoplastic resin layer was set to 38 ⁇ m. The difference in melting point between the colored film layer and the transparent thermoplastic resin layer (melting point of the colored film layer-melting point of the transparent thermoplastic resin layer) was 55 ° C. The temperature of the embossed surface during embossing was 140 ° C., and the embossing depth was 80 ⁇ m. Other than that, the decorative sheet of Example 4 was prepared by the same method as in Example 1.
- Example 5 As the colored film layer, a resin layer made of polybutylene terephthalate (PBT) having a thickness of 50 ⁇ m was used. Further, a polypropylene resin (PP) having transparency was used as the transparent thermoplastic resin layer, and the thickness of the transparent thermoplastic resin layer was set to 38 ⁇ m. The difference in melting point between the colored film layer and the transparent thermoplastic resin layer (melting point of the colored film layer-melting point of the transparent thermoplastic resin layer) was 55 ° C. The temperature of the embossed surface during embossing was 115 ° C., and the embossing depth was 55 ⁇ m. Other than that, the decorative sheet of Example 5 was prepared by the same method as in Example 1.
- Example 6 The temperature of the embossed surface during embossing was changed to 145 ° C. Other than that, the decorative sheet of Example 6 was prepared by the same method as in Example 5.
- Comparative Example 1 As the colored film layer, a resin layer made of polyethylene terephthalate (PET) having a thickness of 50 ⁇ m was used. Further, polybutylene terephthalate (PBT) having transparency was used as the transparent thermoplastic resin layer, and the thickness of the transparent thermoplastic resin layer was set to 38 ⁇ m. The difference in melting point between the colored film layer and the transparent thermoplastic resin layer (melting point of the colored film layer-melting point of the transparent thermoplastic resin layer) was 50 ° C. The temperature of the embossed surface during embossing was 145 ° C, and the embossing depth was 55 ⁇ m. Other than that, the decorative sheet of Comparative Example 4 was prepared by the same method as in Example 6.
- Comparative Example 2 The temperature of the embossed surface during embossing was changed to 150 ° C. Other than that, the decorative sheet of Comparative Example 4 was prepared by the same method as in Comparative Example 3. (Comparative Example 3) The temperature of the embossed surface during embossing was changed to 110 ° C. Other than that, the decorative sheet of Comparative Example 5 was prepared by the same method as in Comparative Example 3. (Comparative Example 4) The temperature of the embossed surface during embossing was changed to 115 ° C. Other than that, the decorative sheet of Comparative Example 6 was prepared by the same method as in Comparative Example 3.
- Comparative Example 5 As the colored film layer, a resin layer made of polyethylene resin (PE) having a thickness of 55 ⁇ m was used. Further, a polypropylene resin (PP) having transparency was used as the transparent thermoplastic resin layer, and the thickness of the transparent thermoplastic resin layer was set to 38 ⁇ m. The difference in melting point between the colored film layer and the transparent thermoplastic resin layer (melting point of the colored film layer-melting point of the transparent thermoplastic resin layer) was ⁇ 35 ° C. The temperature of the embossed surface during embossing was 110 ° C., and the embossing depth was 70 ⁇ m. Other than that, the decorative sheet of Comparative Example 7 was prepared by the same method as in Example 1.
- PE polyethylene resin
- PP polypropylene resin
- Comparative Example 6 The temperature of the embossed surface during embossing was set to 130 ° C. Other than that, the decorative sheet of Comparative Example 8 was prepared in the same manner as in Comparative Example 7.
- Comparative Example 7 As the colored film layer, a resin layer made of polypropylene resin (PP) having a thickness of 60 ⁇ m was used. Further, a polypropylene resin (PP) having transparency was used as the transparent thermoplastic resin layer, and the thickness of the transparent thermoplastic resin layer was set to 70 ⁇ m. The difference in melting point between the colored film layer and the transparent thermoplastic resin layer (melting point of the colored film layer-melting point of the transparent thermoplastic resin layer) was 0 ° C. The temperature of the embossed surface during embossing was 130 ° C., and the embossing depth was 70 ⁇ m. Other than that, the decorative sheet of Comparative Example 9 was prepared in the same manner as in Comparative Example 7.
- Comparative Example 8 As the colored film layer, a resin layer made of polyethylene terephthalate (PET) was used as a thermoplastic resin made of a polyester resin having a thickness of 60 ⁇ m. Further, polyethylene resin (PE) was used as the transparent thermoplastic resin layer, and the thickness of the transparent thermoplastic resin layer was set to 40 ⁇ m. The difference in melting point between the colored film layer and the transparent thermoplastic resin layer (melting point of the colored film layer-melting point of the transparent thermoplastic resin layer) was 130 ° C. The temperature of the embossed surface during embossing was 110 ° C., and the embossing depth was 70 ⁇ m. Other than that, the decorative sheet of Comparative Example 10 was prepared in the same manner as in Comparative Example 7.
- [Weather resistance evaluation] A weather resistance test was performed using a sunshine weather meter.
- the decorative sheets according to Examples 1 to 4 were produced as in-line products and offline products, respectively.
- (UV irradiation 20 hours + dew condensation 4 hours) is one cycle, and the number of cycles corresponding to each of 500 hours, 1000 hours, 1500 hours, and 2000 hours (UV irradiation 20 hours + dew condensation 4 hours).
- the appearance of the decorative sheet after the treatment was visually evaluated. Specifically, it was observed whether the appearance of the decorative sheet was changed, whitening was observed on the decorative sheet, cracks were observed on the decorative sheet, and the like.
- the in-line product referred to here is manufactured by performing the steps of laminating the transparent thermoplastic resin layer, forming the curable resin layer to be the top coat layer, and embossing on the same line.
- a decorative sheet For offline products, the process of laminating the transparent thermoplastic resin layer and the process of forming the curable resin layer to be the top coat layer are performed on the same line, and the process of embossing is performed on a separate line. It is a decorative sheet that has been made.
- the results of the weather resistance evaluation are shown in Table 3.
- embossing was performed with the melting point of the colored film layer higher than the melting point of the transparent thermoplastic resin layer by 55 ° C. or higher and the embossed surface temperature of 115 ° C. or higher and 145 ° C. or lower. In the cases of Examples 1 to 6, both the design and the thermal elasticity were good. Further, in Comparative Example 1, Comparative Example 2 and Comparative Example 10, the embossed surface temperature is not 115 ° C. or higher and 145 ° C. or lower even if the difference in melting point between the colored film layer and the transparent thermoplastic resin layer is 55 ° C. or higher. In some cases, the thermal elasticity was poor.
- the deep embossed design can obtain a better design as the embossed surface temperature is higher, and further, if the embossed surface temperature is 115 ° C. or higher and 145 ° C. or lower, the design can be obtained better. It can be seen that the design can be obtained to some extent.
- Table 2 shows the evaluation results when the embossed surface temperature was changed for each of the decorative sheets of Examples 1 to 4, and the same results were obtained for any of the decorative sheets of Examples 1 to 4. Was done.
- Table 3 shows the evaluation results by the weather resistance test for each of the decorative sheets of Examples 1 to 4, and the same results were obtained for any of the decorative sheets of Examples 1 to 4.
- the decorative sheet of the present invention is not limited to the above-mentioned embodiments and examples, and various changes can be made as long as the characteristics of the invention are not impaired. Is.
Landscapes
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Laminated Bodies (AREA)
Abstract
比較的高温条件での加工においても、しわや色変化を生じることのない、深度の大きいエンボス加工がなされた化粧シートを提供する。化粧シート(10)は、着色フィルム層(11)上に、透明熱可塑性樹脂層(13)及びトップコート層(14)がこの順に積層されており、透明熱可塑性樹脂層(13)にはエンボス部(16)が形成され、着色フィルム層(11)の融点は、透明熱可塑性樹脂層(13)の融点より55℃以上高い。
Description
本発明は、化粧シート及び化粧シートの製造方法に関する。
従来、エンボス模様を施すことにより立体感を付与することを可能にした化粧シートは、深度の大きいエンボス意匠を得るために、原反層としてポリオレフィン系樹脂(例えば、PP(polypropylene ポリプロピレン)、PE(polyethylene ポリエチレン)等)を用いている。
深度の大きいエンボスを施す場合には、応力や熱履歴により層間密着が弱くなり、層間剥離を起こしやすくなるという課題がある。
深度の大きいエンボスを施す場合には、応力や熱履歴により層間密着が弱くなり、層間剥離を起こしやすくなるという課題がある。
これに対し、基材シートに表面シートをラミネートする工程と、表面シートにエンボス加工を施す工程とを別々の工程として行うことにより、基材シートと表面シートとのずれを抑制し、精度よくエンボス加工を行うようにした方法(例えば、特許文献1参照。)、また、化粧シートの接着剤層として、マレイン酸変性ポリプロピレン樹脂とエチレン-プロピレン共重合ゴムとに相溶化ゴムを添加したものを適用することにより、大深度エンボスを施しても、層間密着性が弱くならない化粧シートが提案されている(例えば、特許文献2参照。)。
しかしながら、原反層とクリア層との融点が近く、エンボス加工を行う際に、エンボス加工を行う面の表面温度が高いと、原反層が伸縮してしまい、しわや色変化を起こし、逆に、表面温度が低いと、エンボス加工時にエンボスの入りが甘くなるという問題がある。また、原反層が濃色である場合には、熱吸収率が高く、熱による紙切れが発生する。
本発明はこのような問題点を解決するためになされたものであり、比較的高温条件での加工においても、しわや色変化を生じることのない、深度の大きいエンボス加工がなされた化粧シート及び化粧シートの製造方法を提供することを目的としている。
本発明はこのような問題点を解決するためになされたものであり、比較的高温条件での加工においても、しわや色変化を生じることのない、深度の大きいエンボス加工がなされた化粧シート及び化粧シートの製造方法を提供することを目的としている。
上記目的を達成するべく、本発明の一態様によれば、着色フィルム層上に、透明熱可塑性樹脂層及びトップコート層がこの順に積層された化粧シートであって、透明熱可塑性樹脂層にはエンボス部が形成されており、着色フィルム層の融点は、透明熱可塑性樹脂層の融点との差が55℃以上125℃以下である、化粧シートが提供される。
また、本発明の他の態様によれば、着色フィルム層の一方の面上に、透明熱可塑性樹脂層を押し出してラミネートする工程と、透明熱可塑性樹脂層の上に、トップコート層として紫外線硬化型樹脂層又はウレタン硬化型樹脂層からなる硬化型樹脂層を形成する工程と、トップコート層の表面から透明熱可塑性樹脂層にかけてエンボス加工を行う工程と、を備え、着色フィルム層の融点は、透明熱可塑性樹脂層の融点より55℃以上高く、エンボス加工を行う工程は、トップコート層の温度を、115℃以上145℃以下としてエンボス加工を行う、化粧シートの製造方法が提供される。
本発明によれば、比較的高温条件での加工においてもしわや色変化を生じることのない、深度の大きいエンボス加工がなされた化粧シートを容易に作製することができる。
以下に、本発明の実施形態について図面を参照して説明する。
ここで、図面は模式的なものであり、厚みと平面寸法との関係、各厚みの比率などは現実のものとは異なる。また、以下に示す実施形態は、本発明の技術的思想を具体化するための構成を例示するものであって、本発明の技術的思想は、構成部品の材質、形状などが下記のものに特定するものでない。本発明の技術的思想は、特許請求の範囲に記載された請求項が規定する技術的範囲内において、種々の変更を加えることができる。
ここで、図面は模式的なものであり、厚みと平面寸法との関係、各厚みの比率などは現実のものとは異なる。また、以下に示す実施形態は、本発明の技術的思想を具体化するための構成を例示するものであって、本発明の技術的思想は、構成部品の材質、形状などが下記のものに特定するものでない。本発明の技術的思想は、特許請求の範囲に記載された請求項が規定する技術的範囲内において、種々の変更を加えることができる。
<化粧シートの構成>
図1は、本実施形態に係る化粧シート10の一構成例を説明するための断面図である。
図1に示すように、化粧シート10は、プライマー層15、着色フィルム層11、絵柄印刷層12、透明熱可塑性樹脂層13、トップコート層14がこの順に積層されている。また、化粧シート10の積層方向の最表層であるトップコート層14から透明熱可塑性樹脂層13にかけて、エンボス部16が賦型されている。以下、各層について詳細に説明する。
図1は、本実施形態に係る化粧シート10の一構成例を説明するための断面図である。
図1に示すように、化粧シート10は、プライマー層15、着色フィルム層11、絵柄印刷層12、透明熱可塑性樹脂層13、トップコート層14がこの順に積層されている。また、化粧シート10の積層方向の最表層であるトップコート層14から透明熱可塑性樹脂層13にかけて、エンボス部16が賦型されている。以下、各層について詳細に説明する。
<着色フィルム層>
着色フィルム層11は、化粧シート10の基材となる層である。本実施形態では、着色フィルム層11として、熱可塑性樹脂を用いることができる。熱可塑性樹脂としては、特に制限はなく、例えば、ポリエチレン、ポリプロピレン、ポリメチルペンテン、ポリブテン、エチレン-プロピレン共重合体、エチレン-α-オレフィン共重合体、プロピレン-α-オレフィン共重合体等のポリオレフィン樹脂や、エチレン-酢酸ビニル共重合体、エチレン-ビニルアルコール共重合体、エチレン-(メタ)アクリル酸(エステル)共重合体、エチレン-不飽和カルボン酸共重合体金属中和物(アイオノマー)等のオレフィン系共重合体樹脂等のポリオレフィン系樹脂や、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリテトラメチレンテレフタレート、ポリエチレンナフタレート、ポリエチレンテレフタレート-イソフタレート共重合体、1,4-シクロヘキサンジメタノール共重合ポリエチレンテレフタレート、ポリアリレート、ポリカーボネート等のポリエステル系樹脂、ポリ(メタ)アクリロニトリル、ポリメチル(メタ)アクリレート、ポリエチル(メタ)アクリレート、ポリブチル(メタ)アクリレート、ポリアクリルアミド等のアクリル系樹脂、6-ナイロン、6,6-ナイロン、6,10-ナイロン等のポリアミド系樹脂、ポリスチレン、AS樹脂、ABS樹脂等のスチレン系樹脂、ポリ塩化ビニル、ポリ酢酸ビニル、ポリビニルアルコール、ポリビニルアセタール、ポリビニルブチラール等のビニル系樹脂、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリテトラフロロエチレン、エチレン-テトラフロロエチレン共重合体、エチレン-パーフロロアルキルビニルエーテル共重合体等のフッ素系樹脂等或いはそれらの2種以上の混合物、共重合体、複合体、積層体等を使用することができる。
着色フィルム層11は、化粧シート10の基材となる層である。本実施形態では、着色フィルム層11として、熱可塑性樹脂を用いることができる。熱可塑性樹脂としては、特に制限はなく、例えば、ポリエチレン、ポリプロピレン、ポリメチルペンテン、ポリブテン、エチレン-プロピレン共重合体、エチレン-α-オレフィン共重合体、プロピレン-α-オレフィン共重合体等のポリオレフィン樹脂や、エチレン-酢酸ビニル共重合体、エチレン-ビニルアルコール共重合体、エチレン-(メタ)アクリル酸(エステル)共重合体、エチレン-不飽和カルボン酸共重合体金属中和物(アイオノマー)等のオレフィン系共重合体樹脂等のポリオレフィン系樹脂や、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリテトラメチレンテレフタレート、ポリエチレンナフタレート、ポリエチレンテレフタレート-イソフタレート共重合体、1,4-シクロヘキサンジメタノール共重合ポリエチレンテレフタレート、ポリアリレート、ポリカーボネート等のポリエステル系樹脂、ポリ(メタ)アクリロニトリル、ポリメチル(メタ)アクリレート、ポリエチル(メタ)アクリレート、ポリブチル(メタ)アクリレート、ポリアクリルアミド等のアクリル系樹脂、6-ナイロン、6,6-ナイロン、6,10-ナイロン等のポリアミド系樹脂、ポリスチレン、AS樹脂、ABS樹脂等のスチレン系樹脂、ポリ塩化ビニル、ポリ酢酸ビニル、ポリビニルアルコール、ポリビニルアセタール、ポリビニルブチラール等のビニル系樹脂、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリテトラフロロエチレン、エチレン-テトラフロロエチレン共重合体、エチレン-パーフロロアルキルビニルエーテル共重合体等のフッ素系樹脂等或いはそれらの2種以上の混合物、共重合体、複合体、積層体等を使用することができる。
また、着色フィルム層11には、必要に応じて、例えば、着色剤、充填剤、紫外線吸収剤、光安定剤、熱安定剤、酸化防止剤、帯電防止剤、滑剤、難燃剤、抗菌剤、防黴剤、減摩剤、光散乱剤及び艶調整剤等の各種の添加剤から選ばれる1種以上の添加剤を添加してもよい。
着色フィルム層11の厚さは、50μm以上90μm以下の範囲内であることが好ましい。着色フィルム層11の厚さが50μm以上である場合、隠蔽性や加工性の低下を防ぐことができる。また、着色フィルム層11の厚さが90μm以下である場合、着色フィルム層11を必要以上に厚く形成することがなく、化粧シート10の製造コストを削減することができる。
着色フィルム層11の厚さは、50μm以上90μm以下の範囲内であることが好ましい。着色フィルム層11の厚さが50μm以上である場合、隠蔽性や加工性の低下を防ぐことができる。また、着色フィルム層11の厚さが90μm以下である場合、着色フィルム層11を必要以上に厚く形成することがなく、化粧シート10の製造コストを削減することができる。
また、着色フィルム層11の融点は、後述する透明熱可塑性樹脂層13の融点より55℃以上高い。これにより、着色フィルム層11がポリオレフィン系樹脂を含む場合に、エンボス加工の際の、エンボス加工を施す面(以下、エンボス加工面という。)であるトップコート層14の表面温度が115℃程度以上145℃以下の範囲内であれば、熱伸縮や熱しわの発生を抑制することができ、エンボス加工面の温度を145℃程度とした場合でも、エンボス加工を行うことができる。そして、エンボス加工の際には、高温をかけるほど、より深度の大きいエンボスを形成することができるため、結果的に、意匠性が向上する。
<絵柄印刷層>
絵柄印刷層12は、着色フィルム層11上に形成され、意匠性を付与するための絵柄を付加するための層であり、必要に応じて設けられる。絵柄印刷層12は、着色フィルム層11の着色で代用できる場合には、省略も可能である。絵柄印刷層12は、染料又は顔料等の着色剤を適当なバインダ樹脂とともに適当な希釈溶媒中に溶解又は分散してなる印刷インキ又は塗料等を用いて形成される。印刷インキ又は塗料等は、例えば、グラビア印刷、フレキソ印刷、シルクスクリーン印刷、オフセット印刷等の各種印刷法や、グラビアコート法又はロールコート法等の各種塗工法等によって塗布される。また、バインダ樹脂としては、例えば、ウレタン系樹脂、アクリル系樹脂、塩化酢酸ビニル系樹脂、ポリイミド系樹脂、硝化綿等、或いはそれらの混合物等を用いることができるが、勿論これらに限定されない。また、絵柄としては、任意の絵柄を用いることができ、例えば、木目柄、石目柄、布目柄、抽象柄、幾何学模様、文字、記号、単色無地等、或いはそれらの組み合わせ等を用いることできる。また、化粧シート10の隠蔽性を向上するために、絵柄印刷層12と着色フィルム層11との層間に、二酸化チタンや酸化鉄等の不透明顔料を多く含む不透明な印刷インキや塗料による隠蔽層を設けてもよい。
絵柄印刷層12は、着色フィルム層11上に形成され、意匠性を付与するための絵柄を付加するための層であり、必要に応じて設けられる。絵柄印刷層12は、着色フィルム層11の着色で代用できる場合には、省略も可能である。絵柄印刷層12は、染料又は顔料等の着色剤を適当なバインダ樹脂とともに適当な希釈溶媒中に溶解又は分散してなる印刷インキ又は塗料等を用いて形成される。印刷インキ又は塗料等は、例えば、グラビア印刷、フレキソ印刷、シルクスクリーン印刷、オフセット印刷等の各種印刷法や、グラビアコート法又はロールコート法等の各種塗工法等によって塗布される。また、バインダ樹脂としては、例えば、ウレタン系樹脂、アクリル系樹脂、塩化酢酸ビニル系樹脂、ポリイミド系樹脂、硝化綿等、或いはそれらの混合物等を用いることができるが、勿論これらに限定されない。また、絵柄としては、任意の絵柄を用いることができ、例えば、木目柄、石目柄、布目柄、抽象柄、幾何学模様、文字、記号、単色無地等、或いはそれらの組み合わせ等を用いることできる。また、化粧シート10の隠蔽性を向上するために、絵柄印刷層12と着色フィルム層11との層間に、二酸化チタンや酸化鉄等の不透明顔料を多く含む不透明な印刷インキや塗料による隠蔽層を設けてもよい。
絵柄印刷層12の厚さは、3μm以上20μm以下の範囲内であることが好ましい。絵柄印刷層12の厚さが3μm以上である場合、印刷を明瞭にすることができる。絵柄印刷層12の厚さが20μm以下である場合、化粧シート10を製造する際の印刷作業性が向上し、かつ製造コストを抑制することができる。
また、絵柄印刷層12には、各種機能を付与するために、例えば、体質顔料、可塑剤、分散剤、界面活性剤、粘着付与剤、接着助剤、乾燥剤、硬化剤、硬化促進剤及び硬化遅延剤等の機能性添加剤を添加してもよい。
また、絵柄印刷層12は、例えば化粧シート10が貼りつけられる下地の色・模様を隠蔽するためにべた塗りされた着色層と、意匠性を付与するための絵柄を付加するための絵柄模様層とを有していてよい。
また、絵柄印刷層12には、各種機能を付与するために、例えば、体質顔料、可塑剤、分散剤、界面活性剤、粘着付与剤、接着助剤、乾燥剤、硬化剤、硬化促進剤及び硬化遅延剤等の機能性添加剤を添加してもよい。
また、絵柄印刷層12は、例えば化粧シート10が貼りつけられる下地の色・模様を隠蔽するためにべた塗りされた着色層と、意匠性を付与するための絵柄を付加するための絵柄模様層とを有していてよい。
<透明熱可塑性樹脂層>
透明熱可塑性樹脂層13は、絵柄印刷層12上に形成される層であり、化粧シート10に衝撃性などの機能を付与するために設けられた層である。また、透明熱可塑性樹脂層13は、絵柄印刷層12とトップコート層14とを接着する接着層としての役割も持っている。
透明熱可塑性樹脂層13の厚さは、38μm以上90μm以下の範囲内が好ましい。透明熱可塑性樹脂層13の厚さが上記数値範囲内であれば、エンボスによる凹凸を形成することに支障がないことのほか、耐衝撃性や耐キャスター性において十分な効果が得られる。あるいは、意匠性の面でも、透明熱可塑性樹脂層13の存在が絵柄印刷層12と相俟って、より深みや奥行きを感じさせる効果を持つ。具体的には、透明熱可塑性樹脂層13の厚さが38μm以上であると、耐衝撃性や耐キャスター性の各性能が得られる。一方、透明熱可塑性樹脂層13の厚さが90μm以下であると、製造時の生産性が向上しコスト的にも有利となることがある。
透明熱可塑性樹脂層13は、絵柄印刷層12上に形成される層であり、化粧シート10に衝撃性などの機能を付与するために設けられた層である。また、透明熱可塑性樹脂層13は、絵柄印刷層12とトップコート層14とを接着する接着層としての役割も持っている。
透明熱可塑性樹脂層13の厚さは、38μm以上90μm以下の範囲内が好ましい。透明熱可塑性樹脂層13の厚さが上記数値範囲内であれば、エンボスによる凹凸を形成することに支障がないことのほか、耐衝撃性や耐キャスター性において十分な効果が得られる。あるいは、意匠性の面でも、透明熱可塑性樹脂層13の存在が絵柄印刷層12と相俟って、より深みや奥行きを感じさせる効果を持つ。具体的には、透明熱可塑性樹脂層13の厚さが38μm以上であると、耐衝撃性や耐キャスター性の各性能が得られる。一方、透明熱可塑性樹脂層13の厚さが90μm以下であると、製造時の生産性が向上しコスト的にも有利となることがある。
透明熱可塑性樹脂層13の材料としては、例えば塩化ビニル樹脂、アクリル樹脂、またポリオレフィン系のポリプロピレン樹脂あるいはポリエチレン樹脂、などを用いることができる。なかでも環境適合性や加工性、価格の点でポリオレフィン系樹脂を好ましく用いることができる。
上記樹脂のグレードや組成は、そのほかにシーティングの容易さや印刷適性、曲げ加工に対する適性を考慮して選択することができる。特に曲げ加工性においては曲げ部の白化や割れが発生しないことを考慮して選択することが重要である。
上記樹脂のグレードや組成は、そのほかにシーティングの容易さや印刷適性、曲げ加工に対する適性を考慮して選択することができる。特に曲げ加工性においては曲げ部の白化や割れが発生しないことを考慮して選択することが重要である。
透明熱可塑性樹脂層13は、透明熱可塑性樹脂層13単独の引張り弾性率が1000MPa以上、特に1500MPa以上であれば好ましい。引張り弾性率の上限は特に限定的ではないが、2000MPa程度とすればよい。
引張り弾性率は、透明熱可塑性樹脂層13と厚さ及び材質が同じである透明ポリプロピレン系樹脂シートを作製して測定することができる。なお、本明細書における引張り弾性率は、JIS K6734「プラスチック-硬質ポリ塩化ビニルシート-寸法及び特性-第2部:厚さ1mm未満のシート」の規定に従って測定した値である。
引張り弾性率は、透明熱可塑性樹脂層13と厚さ及び材質が同じである透明ポリプロピレン系樹脂シートを作製して測定することができる。なお、本明細書における引張り弾性率は、JIS K6734「プラスチック-硬質ポリ塩化ビニルシート-寸法及び特性-第2部:厚さ1mm未満のシート」の規定に従って測定した値である。
透明熱可塑性樹脂層13は、上記透明ポリプロピレン系樹脂を、例えば、カレンダー法、インフレーション法、Tダイ押し出し法等により絵柄印刷層12の上にラミネートして形成してもよく、また既成のフィルムを用いてもよい。
透明熱可塑性樹脂層13の表面であって、後記するトップコート層14を形成する面には、必要に応じて、コロナ放電処理、オゾン処理、プラズマ処理、電離放射線処理、重クロム酸処理等の表面処理を施してもよい。表面処理は、各処理の常法に従って行えばよい。
透明熱可塑性樹脂層13の表面であって、後記するトップコート層14を形成する面には、必要に応じて、コロナ放電処理、オゾン処理、プラズマ処理、電離放射線処理、重クロム酸処理等の表面処理を施してもよい。表面処理は、各処理の常法に従って行えばよい。
<トップコート層>
トップコート層14は、透明熱可塑性樹脂層13上に形成される層であり、化粧シート10に耐候性、耐傷性、耐汚染性、意匠性などの機能を付与するために設けられた層である。
トップコート層14の材料としては紫外線硬化型樹脂又はウレタン硬化型樹脂が用いられる。紫外線硬化型樹脂として、オリゴマーやモノマーを使用することができ、例えば、アクリル系樹脂、シリコン系樹脂、ポリエステル系樹脂、ウレタン系樹脂、アミド系樹脂、エポキシ系樹脂を採用できる。
トップコート層14は、透明熱可塑性樹脂層13上に形成される層であり、化粧シート10に耐候性、耐傷性、耐汚染性、意匠性などの機能を付与するために設けられた層である。
トップコート層14の材料としては紫外線硬化型樹脂又はウレタン硬化型樹脂が用いられる。紫外線硬化型樹脂として、オリゴマーやモノマーを使用することができ、例えば、アクリル系樹脂、シリコン系樹脂、ポリエステル系樹脂、ウレタン系樹脂、アミド系樹脂、エポキシ系樹脂を採用できる。
ウレタン硬化型樹脂として、例えば、2液硬化型ウレタン樹脂が使用可能であり、より好ましくはポリオール成分にアクリル-ウレタンブロック共重合体を用いるのが好ましい。2液硬化型ウレタン樹脂としては、そのイソシアネート成分に、脂肪族イソシアネートや脂環式イソシアネートを用いるのが耐候密着性の点で好ましい。また、前記アクリル-ウレタンブロック共重合体についても、そのウレタン部分に於けるイソシアネート成分も、脂肪族イソシアネートや脂環式イソシアネートが耐候密着性の点で好ましい。また、脂環式イソシアネートと脂肪族イソシアネートとを併用しても良い。
トップコート層14の厚さは、特に限定されないが、0.1μm以上15μm以下の範囲内であることが好ましい。トップコート層14の厚さが0.1μm以上である場合、化粧シート10の耐候性、耐傷性等が向上する。また、トップコート層14の厚さが15μm以下である場合、必要以上に多くの量の樹脂材料を使用する必要がなくコストを低減することができる。
トップコート層14の形成方法は、トップコート層14となる硬化型樹脂として紫外線硬化型樹脂を用いる場合には、まず、透明熱可塑性樹脂層13上に、トップコート層14となる紫外線硬化型樹脂を塗布し、メタルハライドランプ等を用いて紫外線照射を行い、紫外線硬化型樹脂を硬化させることでトップコート層14を形成する。そして、後述する深度の大きいエンボス部16を賦型する。
紫外線硬化型樹脂を硬化させるための紫外線の紫外線原としては、例えば、超高圧水銀灯、高圧水銀灯、低圧水銀灯、カーボンアーク灯、ブラックライト、メタルハライドランプ等の光源が使用できる。紫外線の波長としては、通常、190nm以上380nm以下の範囲が好ましい。
紫外線硬化型樹脂を硬化させるための紫外線の紫外線原としては、例えば、超高圧水銀灯、高圧水銀灯、低圧水銀灯、カーボンアーク灯、ブラックライト、メタルハライドランプ等の光源が使用できる。紫外線の波長としては、通常、190nm以上380nm以下の範囲が好ましい。
トップコート層14となる硬化型樹脂としてとしてウレタン硬化型樹脂を用いる場合には、まず、透明熱可塑性樹脂層13上にトップコート層となる、ウレタン硬化型樹脂を塗布する。例えば、ウレタン硬化型樹脂からなる塗液を用いてグラビアコート、ロールコート等の公知の塗工法で、塗布する。その後、ウレタン硬化型樹脂が硬化し、硬化物となることでトップコート層14を得ることができる。そして、後述する深度の大きいエンボス部16を賦型する。
トップコート層14には、必要に応じて、耐侯剤、可塑剤、安定剤、充填剤、分散剤、染料、顔料等の着色剤、溶剤、紫外線吸収剤、熱安定剤、光安定剤、ブロッキング防止剤、触媒捕捉剤、着色剤、光散乱剤および艶調整剤等の各種添加剤等を含んでもよい。
トップコート層14には、必要に応じて、耐侯剤、可塑剤、安定剤、充填剤、分散剤、染料、顔料等の着色剤、溶剤、紫外線吸収剤、熱安定剤、光安定剤、ブロッキング防止剤、触媒捕捉剤、着色剤、光散乱剤および艶調整剤等の各種添加剤等を含んでもよい。
<エンボス部>
化粧シート10の最表層であるトップコート層14となる紫外線硬化型樹脂層又はウレタン硬化型樹脂層の表面に対し、エンボス加工(エンボス版を用いた凹凸賦型)を施し、化粧シート10の表面にエンボス部16を賦型(付与)する。化粧シート10は、トップコート層14の表面に賦型されたエンボス部16により、触感による立体感をより感じさせる構成とすることができる。エンボス部16の深さは、60μm以上160μm以下が好ましい。エンボス部16の深さが60μm以上である場合、化粧シート10に立体感を十分に付与することができる。エンボス部16の深さが160μm以下である場合、エンボス部16の深さが化粧シート10の総厚より小さく、エンボス部16が化粧シート10を貫通することがなくなる。
化粧シート10の最表層であるトップコート層14となる紫外線硬化型樹脂層又はウレタン硬化型樹脂層の表面に対し、エンボス加工(エンボス版を用いた凹凸賦型)を施し、化粧シート10の表面にエンボス部16を賦型(付与)する。化粧シート10は、トップコート層14の表面に賦型されたエンボス部16により、触感による立体感をより感じさせる構成とすることができる。エンボス部16の深さは、60μm以上160μm以下が好ましい。エンボス部16の深さが60μm以上である場合、化粧シート10に立体感を十分に付与することができる。エンボス部16の深さが160μm以下である場合、エンボス部16の深さが化粧シート10の総厚より小さく、エンボス部16が化粧シート10を貫通することがなくなる。
エンボス付与方法としては、非接触で加熱するヒーターの温度が100℃以上200℃以下、余熱を与えるロールが70℃以上100℃以下の条件で、加熱状態で化粧シート10の表面にエンボス付与後、冷却することで設けることが出来る。エンボス加工では、例えば、トップコート層14となる紫外線硬化型樹脂層又はウレタン硬化型樹脂層と透明熱可塑性樹脂層13との間に形成された導管部の深さまでコートすることにより、化粧シート10に凹凸形状を施すようにしても良い。エンボス部16としては、例えば、木目板導管溝、石板表面凹凸、布表面テクスチャア、梨地、砂目、ヘアライン、万線条溝等がある。
エンボス付与時には、トップコート層14の表面温度、つまり、エンボス加工面温度が、115℃以上145℃以下であることが好ましい。エンボス加工面温度が115℃以上145℃以下であれば、意匠性を有するエンボス部を形成することができる。エンボス加工面温度の調整は、例えば、前述の非接触で加熱するヒーターの温度を調整する方法や、エンボス加工用ロール自体の表面温度を調整すること等により行うことができる。
<プライマー層>
プライマー層15は、樹脂の接着性を改善することを目的としたアンカーコート層である。また、プライマー層15の機能には、接着性改善のほか、表面処理後の表面安定化、金属表面の防食、粘着性の付与、接着剤の劣化防止等も含まれる。プライマー層15を形成するプライマー(下塗り剤)としては、例えば、二液ウレタン樹脂系のプライマーが使用可能である。プライマーの種類は、被着材や用途に応じて異なる。被着材としては、例えば、金属系又は木質系からなる板状の部材がある。金属系としては、例えば、アルミ、鋼、ステンレス、複合パネル等がある。複合パネルとしては、例えば、芯材となる樹脂層と、樹脂層の両面それぞれに貼り付けられた金属板(アルミニウム、ガルバリウム、ステンレス等)とを備えたものがある。また、木質系としては、MDF(medium density fiberboard:中密度繊維板)、合板、パーチクルボード等がある。
プライマー層15は、樹脂の接着性を改善することを目的としたアンカーコート層である。また、プライマー層15の機能には、接着性改善のほか、表面処理後の表面安定化、金属表面の防食、粘着性の付与、接着剤の劣化防止等も含まれる。プライマー層15を形成するプライマー(下塗り剤)としては、例えば、二液ウレタン樹脂系のプライマーが使用可能である。プライマーの種類は、被着材や用途に応じて異なる。被着材としては、例えば、金属系又は木質系からなる板状の部材がある。金属系としては、例えば、アルミ、鋼、ステンレス、複合パネル等がある。複合パネルとしては、例えば、芯材となる樹脂層と、樹脂層の両面それぞれに貼り付けられた金属板(アルミニウム、ガルバリウム、ステンレス等)とを備えたものがある。また、木質系としては、MDF(medium density fiberboard:中密度繊維板)、合板、パーチクルボード等がある。
<化粧シートの製造方法>
化粧シート10は、以下の手順で形成する。
まず、熱可塑性樹脂からなる着色フィルム層11の一方の表面に、絵柄印刷層12を形成する。
次に、着色フィルム層11の、他方の表面に、プライマー層を形成する。プライマー層は、例えば、ウレタン系樹脂をプライマーとして塗工することで形成する。
次に、絵柄印刷層12の表面に、透明熱可塑性樹脂層13を形成する。具体的には、透明ポリプロピレン系樹脂を、例えば、カレンダー法、インフレーション法、Tダイ押し出し法等により絵柄印刷層12の上にラミネートする。このとき、着色フィルム層11の融点が、透明熱可塑性樹脂層13の融点よりも55℃以上高くなる材料を、着色フィルム層11及び透明熱可塑性樹脂層13として用いる。
化粧シート10は、以下の手順で形成する。
まず、熱可塑性樹脂からなる着色フィルム層11の一方の表面に、絵柄印刷層12を形成する。
次に、着色フィルム層11の、他方の表面に、プライマー層を形成する。プライマー層は、例えば、ウレタン系樹脂をプライマーとして塗工することで形成する。
次に、絵柄印刷層12の表面に、透明熱可塑性樹脂層13を形成する。具体的には、透明ポリプロピレン系樹脂を、例えば、カレンダー法、インフレーション法、Tダイ押し出し法等により絵柄印刷層12の上にラミネートする。このとき、着色フィルム層11の融点が、透明熱可塑性樹脂層13の融点よりも55℃以上高くなる材料を、着色フィルム層11及び透明熱可塑性樹脂層13として用いる。
次に、透明熱可塑性樹脂層13の表面に、紫外線硬化型樹脂を塗布し、トップコート層14となる紫外線硬化型樹脂層を形成し、紫外線硬化型樹脂層に対し、メタルハライドランプにより紫外線照射を行って硬化させ、トップコート層14を形成する。
次に、トップコート層14の表面にエンボス版を用いた凹凸賦型を施し、インライン深エンボス加工によりエンボス部16を賦型する。ここで、「インライン深エンボス加工」とは、透明熱可塑性樹脂層を形成するためのラミネート工程、トップコート層となる紫外線硬化型樹脂層を形成する工程及びエンボス加工工程を一つのラインで行うことを意味する。つまり、インライン深エンボス加工では、ラミネート工程からエンボス加工までの工程を一連のインラインで行うことができる。
次に、トップコート層14の表面にエンボス版を用いた凹凸賦型を施し、インライン深エンボス加工によりエンボス部16を賦型する。ここで、「インライン深エンボス加工」とは、透明熱可塑性樹脂層を形成するためのラミネート工程、トップコート層となる紫外線硬化型樹脂層を形成する工程及びエンボス加工工程を一つのラインで行うことを意味する。つまり、インライン深エンボス加工では、ラミネート工程からエンボス加工までの工程を一連のインラインで行うことができる。
なお、トップコート層14としてウレタン硬化型樹脂を用いる場合には、透明熱可塑性樹脂層13の表面にウレタン硬化型樹脂を塗布し、ウレタン硬化型樹脂が硬化した後、深エンボス加工を行う。
以上の工程により、化粧シート10が形成される。
以上の工程により、化粧シート10が形成される。
<本実施形態の効果>
本実施形態に係る化粧シート10は、着色フィルム層11の融点と透明熱可塑性樹脂層13の融点との差を55℃以上とした。また、エンボス加工の際に、エンボス加工面温度を115℃以上145℃以下とした。そのため、熱伸縮や熱しわの発生を抑制することができる。また、エンボス加工面に145℃程度の高温をかけた場合であっても、熱伸縮や熱しわの発生を抑制することができるため、より高温でのエンボス加工を行うことができる。そのため、より深度の大きいエンボスを形成することができ、意匠性を向上させることができる。
本実施形態に係る化粧シート10は、着色フィルム層11の融点と透明熱可塑性樹脂層13の融点との差を55℃以上とした。また、エンボス加工の際に、エンボス加工面温度を115℃以上145℃以下とした。そのため、熱伸縮や熱しわの発生を抑制することができる。また、エンボス加工面に145℃程度の高温をかけた場合であっても、熱伸縮や熱しわの発生を抑制することができるため、より高温でのエンボス加工を行うことができる。そのため、より深度の大きいエンボスを形成することができ、意匠性を向上させることができる。
つまり、着色フィルム層11とトップコート層14との融点が近い場合には、エンボス加工時に図2(a)に示すように、トップコート層14、さらには透明熱可塑性樹脂層13が割れてしまい、すなわち、化粧シート10の表面が割れてしまう可能性がある。
しかしながら、本発明に係る化粧シート10は、着色フィルム層11及び透明熱可塑性樹脂層13として、着色フィルム層11の融点が、透明熱可塑性樹脂層13の融点よりも55℃以上高い材料を用いている。つまり、加熱したとき、着色フィルム層11よりも透明熱可塑性樹脂層13の方が柔らかくなりやすい。そのため、図2(b)に示すように、エンボス加工時には、化粧シート10の、エンボス加工が行われる側の面の方が柔らかいため、着色フィルム層11に比較して透明熱可塑性樹脂層13側は変形しやすくなり、透明熱可塑性樹脂層13はエンボス加工による形状変化を許容しつつ、着色フィルム層11の変形が抑制される。
しかしながら、本発明に係る化粧シート10は、着色フィルム層11及び透明熱可塑性樹脂層13として、着色フィルム層11の融点が、透明熱可塑性樹脂層13の融点よりも55℃以上高い材料を用いている。つまり、加熱したとき、着色フィルム層11よりも透明熱可塑性樹脂層13の方が柔らかくなりやすい。そのため、図2(b)に示すように、エンボス加工時には、化粧シート10の、エンボス加工が行われる側の面の方が柔らかいため、着色フィルム層11に比較して透明熱可塑性樹脂層13側は変形しやすくなり、透明熱可塑性樹脂層13はエンボス加工による形状変化を許容しつつ、着色フィルム層11の変形が抑制される。
その結果、原反層である着色フィルム層11に、熱伸縮や熱しわ、また色変化などが生じることを抑制することができ、結果的に、トップコート層14や透明熱可塑性樹脂層13、つまり、化粧シート10の表面に割れが生じることを抑制することができる。
また、着色フィルム層11として比較的耐熱性の高い材質のものを用いたとしても、着色フィルム層11の融点と透明熱可塑性樹脂層13の融点との差が55℃以上であれば、熱伸縮や熱しわ、色変化等を抑制することができる。そのため、着色フィルム層11としてポリブチレンテレフタレート(PBT)や、ポリエチレンテレフタレート(PET)等のポリエステル系の材料で比較的耐熱性の高い材質を用いることができ、着色フィルム層11の耐熱性を向上させることができる。その結果、より高温でエンボス加工を行うことができるため、より深いエンボスであっても、より確実にエンボスを形成することができ、意匠性を向上させることができる。
また、このように、熱伸縮や割れの発生等を抑制することができるため、比較的深いエンボス加工を行ったとしても、エンボスの導管部をトップコート層14で覆った状態が維持されやすくなるため、耐候性を向上させることができる。
また、着色フィルム層11として比較的耐熱性の高い材質のものを用いたとしても、着色フィルム層11の融点と透明熱可塑性樹脂層13の融点との差が55℃以上であれば、熱伸縮や熱しわ、色変化等を抑制することができる。そのため、着色フィルム層11としてポリブチレンテレフタレート(PBT)や、ポリエチレンテレフタレート(PET)等のポリエステル系の材料で比較的耐熱性の高い材質を用いることができ、着色フィルム層11の耐熱性を向上させることができる。その結果、より高温でエンボス加工を行うことができるため、より深いエンボスであっても、より確実にエンボスを形成することができ、意匠性を向上させることができる。
また、このように、熱伸縮や割れの発生等を抑制することができるため、比較的深いエンボス加工を行ったとしても、エンボスの導管部をトップコート層14で覆った状態が維持されやすくなるため、耐候性を向上させることができる。
本発明に係る化粧シート10の効果を確認するために行った実施例を具体的に説明する。なお、本発明は、以下の実施例に限定されるものではない。
<実施例及び比較例の試験体の作製>
(実施例1)
着色フィルム層として、厚さ60μmのポリエステル系樹脂からなる熱可塑性樹脂としてポリエチレンテレフタレート(PET)からなる樹脂層を用いた。着色フィルム層の一方の面に絵柄印刷層として絵柄をグラビア印刷機で印刷して設け、他方の面に、二液ウレタン樹脂系のプライマーを乾燥後の坪量1.2g/m2で塗工して、プライマー層を形成した。
<実施例及び比較例の試験体の作製>
(実施例1)
着色フィルム層として、厚さ60μmのポリエステル系樹脂からなる熱可塑性樹脂としてポリエチレンテレフタレート(PET)からなる樹脂層を用いた。着色フィルム層の一方の面に絵柄印刷層として絵柄をグラビア印刷機で印刷して設け、他方の面に、二液ウレタン樹脂系のプライマーを乾燥後の坪量1.2g/m2で塗工して、プライマー層を形成した。
次に、絵柄印刷層上に、透明熱可塑性樹脂層として透明性を有するポリプロピレン樹脂(PP)を押出してラミネートした。このとき、透明熱可塑性樹脂層の厚さを70μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、95℃であった。
次に、透明熱可塑性樹脂層の上に、紫外線硬化型樹脂層を形成し、メタルハライドランプを用いて紫外線照射を行い、紫外線硬化型樹脂層を硬化させ、トップコートを作製した。
次に、トップコートの表面にエンボス加工を行った。エンボス深度は80μmとした。また、エンボス加工時のエンボス加工面の温度は140℃であった。
以上により、実施例1の化粧シートを作製した。
次に、透明熱可塑性樹脂層の上に、紫外線硬化型樹脂層を形成し、メタルハライドランプを用いて紫外線照射を行い、紫外線硬化型樹脂層を硬化させ、トップコートを作製した。
次に、トップコートの表面にエンボス加工を行った。エンボス深度は80μmとした。また、エンボス加工時のエンボス加工面の温度は140℃であった。
以上により、実施例1の化粧シートを作製した。
(実施例2)
着色フィルム層として、厚さ60μmのポリブチレンテレフタレート(PBT)からなる樹脂層を用いた。また、透明熱可塑性樹脂層として透明性を有するポリエチレン樹脂(PE)を用い、透明熱可塑性樹脂層の厚さを55μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、90℃であった。また、エンボス加工時のエンボス加工面の温度は120℃とし、エンボス深度は80μmとした。それ以外は、実施例1と同様の方法で、実施例2の化粧シートを作製した。
着色フィルム層として、厚さ60μmのポリブチレンテレフタレート(PBT)からなる樹脂層を用いた。また、透明熱可塑性樹脂層として透明性を有するポリエチレン樹脂(PE)を用い、透明熱可塑性樹脂層の厚さを55μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、90℃であった。また、エンボス加工時のエンボス加工面の温度は120℃とし、エンボス深度は80μmとした。それ以外は、実施例1と同様の方法で、実施例2の化粧シートを作製した。
(実施例3)
着色フィルム層として、厚さ50μmのポリブチレンテレフタレート(PBT)からなる樹脂層を用いた。また、透明熱可塑性樹脂層として透明性を有するポリプロピレン樹脂(PP)を用い、透明熱可塑性樹脂層の厚さを80μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、55℃であった。また、エンボス加工時のエンボス加工面の温度は140℃とし、エンボス深度は80μmとした。それ以外は、実施例1と同様の方法で、実施例3の化粧シートを作製した。
着色フィルム層として、厚さ50μmのポリブチレンテレフタレート(PBT)からなる樹脂層を用いた。また、透明熱可塑性樹脂層として透明性を有するポリプロピレン樹脂(PP)を用い、透明熱可塑性樹脂層の厚さを80μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、55℃であった。また、エンボス加工時のエンボス加工面の温度は140℃とし、エンボス深度は80μmとした。それ以外は、実施例1と同様の方法で、実施例3の化粧シートを作製した。
(実施例4)
着色フィルム層として、厚さ50μmのポリブチレンテレフタレート(PBT)からなる樹脂層を用いた。また、透明熱可塑性樹脂層として透明性を有するポリプロピレン樹脂(PP)を用い、透明熱可塑性樹脂層の厚さを38μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、55℃であった。また、エンボス加工時のエンボス加工面の温度は140℃とし、エンボス深度は80μmとした。それ以外は、実施例1と同様の方法で、実施例4の化粧シートを作製した。
着色フィルム層として、厚さ50μmのポリブチレンテレフタレート(PBT)からなる樹脂層を用いた。また、透明熱可塑性樹脂層として透明性を有するポリプロピレン樹脂(PP)を用い、透明熱可塑性樹脂層の厚さを38μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、55℃であった。また、エンボス加工時のエンボス加工面の温度は140℃とし、エンボス深度は80μmとした。それ以外は、実施例1と同様の方法で、実施例4の化粧シートを作製した。
(実施例5)
着色フィルム層として、厚さ50μmのポリブチレンテレフタレート(PBT)からなる樹脂層を用いた。また、透明熱可塑性樹脂層として透明性を有するポリプロピレン樹脂(PP)を用い、透明熱可塑性樹脂層の厚さを38μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、55℃であった。また、エンボス加工時のエンボス加工面の温度は115℃とし、エンボス深度は55μmとした。それ以外は、実施例1と同様の方法で、実施例5の化粧シートを作製した。
着色フィルム層として、厚さ50μmのポリブチレンテレフタレート(PBT)からなる樹脂層を用いた。また、透明熱可塑性樹脂層として透明性を有するポリプロピレン樹脂(PP)を用い、透明熱可塑性樹脂層の厚さを38μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、55℃であった。また、エンボス加工時のエンボス加工面の温度は115℃とし、エンボス深度は55μmとした。それ以外は、実施例1と同様の方法で、実施例5の化粧シートを作製した。
(実施例6)
エンボス加工時のエンボス加工面の温度を145℃に変更した。それ以外は、実施例5と同様の方法で、実施例6の化粧シートを作製した。
エンボス加工時のエンボス加工面の温度を145℃に変更した。それ以外は、実施例5と同様の方法で、実施例6の化粧シートを作製した。
(比較例1)
着色フィルム層として、厚さ50μmのポリエチレンテレフタレート(PET)からなる樹脂層を用いた。また、透明熱可塑性樹脂層として透明性を有するポリブチレンテレフタレート(PBT)を用い、透明熱可塑性樹脂層の厚さを38μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、50℃であった。また、エンボス加工時のエンボス加工面の温度は145℃とし、エンボス深度は55μmとした。それ以外は、実施例6と同様の方法で、比較例4の化粧シートを作製した。
着色フィルム層として、厚さ50μmのポリエチレンテレフタレート(PET)からなる樹脂層を用いた。また、透明熱可塑性樹脂層として透明性を有するポリブチレンテレフタレート(PBT)を用い、透明熱可塑性樹脂層の厚さを38μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、50℃であった。また、エンボス加工時のエンボス加工面の温度は145℃とし、エンボス深度は55μmとした。それ以外は、実施例6と同様の方法で、比較例4の化粧シートを作製した。
(比較例2)
エンボス加工時のエンボス加工面の温度を150℃に変更した。それ以外は、比較例3と同様の方法で、比較例4の化粧シートを作製した。
(比較例3)
エンボス加工時のエンボス加工面の温度を110℃に変更した。それ以外は、比較例3と同様の方法で、比較例5の化粧シートを作製した。
(比較例4)
エンボス加工時のエンボス加工面の温度を115℃に変更した。それ以外は、比較例3と同様の方法で、比較例6の化粧シートを作製した。
エンボス加工時のエンボス加工面の温度を150℃に変更した。それ以外は、比較例3と同様の方法で、比較例4の化粧シートを作製した。
(比較例3)
エンボス加工時のエンボス加工面の温度を110℃に変更した。それ以外は、比較例3と同様の方法で、比較例5の化粧シートを作製した。
(比較例4)
エンボス加工時のエンボス加工面の温度を115℃に変更した。それ以外は、比較例3と同様の方法で、比較例6の化粧シートを作製した。
(比較例5)
着色フィルム層として、厚さ55μmのポリエチレン樹脂(PE)からなる樹脂層を用いた。また、透明熱可塑性樹脂層として透明性を有するポリプロピレン樹脂(PP)を用い、透明熱可塑性樹脂層の厚さを38μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、-35℃であった。また、エンボス加工時のエンボス加工面の温度は110℃とし、エンボス深度は70μmとした。それ以外は、実施例1と同様の方法で、比較例7の化粧シートを作製した。
着色フィルム層として、厚さ55μmのポリエチレン樹脂(PE)からなる樹脂層を用いた。また、透明熱可塑性樹脂層として透明性を有するポリプロピレン樹脂(PP)を用い、透明熱可塑性樹脂層の厚さを38μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、-35℃であった。また、エンボス加工時のエンボス加工面の温度は110℃とし、エンボス深度は70μmとした。それ以外は、実施例1と同様の方法で、比較例7の化粧シートを作製した。
(比較例6)
エンボス加工時のエンボス加工面の温度を130℃とした。それ以外は、比較例7と同様の方法で、比較例8の化粧シートを作製した。
(比較例7)
着色フィルム層として、厚さ60μmのポリプロピレン樹脂(PP)からなる樹脂層を用いた。また、透明熱可塑性樹脂層として透明性を有するポリプロピレン樹脂(PP)を用い、透明熱可塑性樹脂層の厚さを70μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、0℃であった。また、エンボス加工時のエンボス加工面の温度は130℃とし、エンボス深度は70μmとした。それ以外は、比較例7と同様の方法で、比較例9の化粧シートを作製した。
エンボス加工時のエンボス加工面の温度を130℃とした。それ以外は、比較例7と同様の方法で、比較例8の化粧シートを作製した。
(比較例7)
着色フィルム層として、厚さ60μmのポリプロピレン樹脂(PP)からなる樹脂層を用いた。また、透明熱可塑性樹脂層として透明性を有するポリプロピレン樹脂(PP)を用い、透明熱可塑性樹脂層の厚さを70μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、0℃であった。また、エンボス加工時のエンボス加工面の温度は130℃とし、エンボス深度は70μmとした。それ以外は、比較例7と同様の方法で、比較例9の化粧シートを作製した。
(比較例8)
着色フィルム層として、厚さ60μmのポリエステル系樹脂からなる熱可塑性樹脂としてポリエチレンテレフタレート(PET)からなる樹脂層を用いた。また、透明熱可塑性樹脂層としてポリエチレン樹脂(PE)を用い、透明熱可塑性樹脂層の厚さを40μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、130℃であった。また、エンボス加工時のエンボス加工面の温度は110℃とし、エンボス深度は70μmとした。それ以外は、比較例7と同様の方法で、比較例10の化粧シートを作製した。
着色フィルム層として、厚さ60μmのポリエステル系樹脂からなる熱可塑性樹脂としてポリエチレンテレフタレート(PET)からなる樹脂層を用いた。また、透明熱可塑性樹脂層としてポリエチレン樹脂(PE)を用い、透明熱可塑性樹脂層の厚さを40μmとした。着色フィルム層と透明熱可塑性樹脂層との融点の差(着色フィルム層の融点-透明熱可塑性樹脂層の融点)は、130℃であった。また、エンボス加工時のエンボス加工面の温度は110℃とし、エンボス深度は70μmとした。それ以外は、比較例7と同様の方法で、比較例10の化粧シートを作製した。
<評価方法および評価基準>
<性能評価方法>
以上のようにして得た実施例1~6、比較例1~10の試験体としての化粧シートに対し、以下の評価を行なった。
〔意匠性評価〕
試験体としての化粧シートの表面を目視にて確認し、凹凸模様による意匠感を評価した。
(評価基準)
◎:凹凸模様の凹凸による意匠の効果があった。
○:凹凸模様の凹凸による意匠の効果が多少あった。
×:凹凸模様の凹凸が浅く意匠としての効果がなかった。
意匠性評価の結果を表1に示す。
<性能評価方法>
以上のようにして得た実施例1~6、比較例1~10の試験体としての化粧シートに対し、以下の評価を行なった。
〔意匠性評価〕
試験体としての化粧シートの表面を目視にて確認し、凹凸模様による意匠感を評価した。
(評価基準)
◎:凹凸模様の凹凸による意匠の効果があった。
○:凹凸模様の凹凸による意匠の効果が多少あった。
×:凹凸模様の凹凸が浅く意匠としての効果がなかった。
意匠性評価の結果を表1に示す。
〔熱伸縮性評価〕
試験体としての化粧シートについて、100mm角にカットした化粧シートに縦横100mmの線を引き、60℃オーブンで15分加熱後に、縦横の線の長さを実測した。測定結果を元に、以下の式から加熱伸縮率を計算した。
(加熱後の実測値-100[mm])/100[mm]×100[%]
(評価基準)
○:加熱伸縮率が5%以下である。
×:加熱伸縮率が5%よりも大きい。
熱伸縮性評価の結果を表1に示す。
試験体としての化粧シートについて、100mm角にカットした化粧シートに縦横100mmの線を引き、60℃オーブンで15分加熱後に、縦横の線の長さを実測した。測定結果を元に、以下の式から加熱伸縮率を計算した。
(加熱後の実測値-100[mm])/100[mm]×100[%]
(評価基準)
○:加熱伸縮率が5%以下である。
×:加熱伸縮率が5%よりも大きい。
熱伸縮性評価の結果を表1に示す。
〔深エンボス意匠評価〕
実施例1~実施例4の化粧シートそれぞれについて、エンボス加工面温度のみを変更し、それ以外は、同様の方法で化粧シートを作製し、意匠評価を行った。エンボス加工面温度は、110℃から145℃の間で変更した。
(評価基準)
◎:エンボスの転移が良好であった。
○:エンボスの転移がほぼ良好であった。
△:エンボスの転移が多少行われた。
×:エンボスの転移が行われなかった。
深エンボス意匠評価の結果を表2に示す。
実施例1~実施例4の化粧シートそれぞれについて、エンボス加工面温度のみを変更し、それ以外は、同様の方法で化粧シートを作製し、意匠評価を行った。エンボス加工面温度は、110℃から145℃の間で変更した。
(評価基準)
◎:エンボスの転移が良好であった。
○:エンボスの転移がほぼ良好であった。
△:エンボスの転移が多少行われた。
×:エンボスの転移が行われなかった。
深エンボス意匠評価の結果を表2に示す。
〔耐候性評価〕
サンシャインウェザーメータによる、耐候性試験を行った。
実施例1~実施例4に記載の化粧シートを、インライン品及びオフライン品としてそれぞれ作製した。作製した化粧シートについて、(UV照射20時間+結露4時間)を1サイクルとして、500時間、1000時間、1500時間、及び2000時間それぞれに相当するサイクル数の(UV照射20時間+結露4時間)処理を実施した後、実施後の化粧シートの外観を目視評価した。具体的には、化粧シートの外観に変化が生じたか、化粧シートに白化が認められるか、化粧シートにワレが認められるか等を観察した。なお、ここでいうインライン品とは、透明熱可塑性樹脂層をラミネートする工程から、トップコート層となる硬化型樹脂層を形成する工程及びエンボス加工を行う工程が同一ラインで行われて作製された化粧シートのことをいう。オフライン品とは、透明熱可塑性樹脂層をラミネートする工程及びトップコート層となる硬化型樹脂層を形成する工程とが同一ラインで行われ、エンボス加工を行う工程は別のラインで行われて作製された化粧シートのことをいう。
耐候性評価の結果を表3に示す。
サンシャインウェザーメータによる、耐候性試験を行った。
実施例1~実施例4に記載の化粧シートを、インライン品及びオフライン品としてそれぞれ作製した。作製した化粧シートについて、(UV照射20時間+結露4時間)を1サイクルとして、500時間、1000時間、1500時間、及び2000時間それぞれに相当するサイクル数の(UV照射20時間+結露4時間)処理を実施した後、実施後の化粧シートの外観を目視評価した。具体的には、化粧シートの外観に変化が生じたか、化粧シートに白化が認められるか、化粧シートにワレが認められるか等を観察した。なお、ここでいうインライン品とは、透明熱可塑性樹脂層をラミネートする工程から、トップコート層となる硬化型樹脂層を形成する工程及びエンボス加工を行う工程が同一ラインで行われて作製された化粧シートのことをいう。オフライン品とは、透明熱可塑性樹脂層をラミネートする工程及びトップコート層となる硬化型樹脂層を形成する工程とが同一ラインで行われ、エンボス加工を行う工程は別のラインで行われて作製された化粧シートのことをいう。
耐候性評価の結果を表3に示す。
<評価結果>
表1中に示されるように、着色フィルム層の融点の方が透明熱可塑性樹脂層の融点よりも55℃以上大きく、かつエンボス加工面温度を115℃以上145℃以下としてエンボス加工を行った実施例1~実施例6の場合には、意匠性及び熱伸縮性共に、良好であった。また、着色フィルム層及び透明熱可塑性樹脂層の融点の差が55℃以上であっても、エンボス加工面温度が115℃以上145℃以下ではない比較例1、比較例2、及び比較例10の場合には、熱伸縮性が不良であった。
また、着色フィルム層及び透明熱可塑性樹脂層の融点の差が55℃よりも小さい比較例3~比較例9の場合には、エンボス加工面温度を115℃以上145℃以下としてエンエンボス加工を行ったとしても意匠性及び熱伸縮性の少なくともいずれか一方が不良であった(比較例3、4、6、8、9)。
表1中に示されるように、着色フィルム層の融点の方が透明熱可塑性樹脂層の融点よりも55℃以上大きく、かつエンボス加工面温度を115℃以上145℃以下としてエンボス加工を行った実施例1~実施例6の場合には、意匠性及び熱伸縮性共に、良好であった。また、着色フィルム層及び透明熱可塑性樹脂層の融点の差が55℃以上であっても、エンボス加工面温度が115℃以上145℃以下ではない比較例1、比較例2、及び比較例10の場合には、熱伸縮性が不良であった。
また、着色フィルム層及び透明熱可塑性樹脂層の融点の差が55℃よりも小さい比較例3~比較例9の場合には、エンボス加工面温度を115℃以上145℃以下としてエンエンボス加工を行ったとしても意匠性及び熱伸縮性の少なくともいずれか一方が不良であった(比較例3、4、6、8、9)。
また、表2中に示されるように、深エンボス意匠は、エンボス加工面温度が高いときほど良好な意匠を得ることができ、さらに、エンボス加工面温度が115℃以上145℃以下であれば、多少なりとも意匠性を得ることができることがわかる。なお、表2は、実施例1~4の化粧シートそれぞれについて、エンボス加工面温度を変化させたときの評価結果を示し、実施例1~4のいずれの化粧シートの場合でも同様の結果が得られた。
さらに、表3中に示されるように、耐候性試験におけるUV照射時間に関わらず、オフライン及びインラインで形成した化粧シートのいずれにも著しい変化はみられなかった。また、透明熱可塑性樹脂層としてPPやPEを用い、着色フィルム層としてPPやPEに比較して耐熱性のより高いPBTやPETを用いた場合であっても、十分な耐侯性を有することが確認された。表3は、実施例1~4の化粧シートそれぞれについて、耐候性試験による評価結果を示したものであって、実施例1~4のいずれの化粧シートの場合でも同様の結果が得られた。



以上、本発明の実施形態及び実施例を説明したが、本発明の化粧シートは、上記の実施形態及び実施例に限定されるものではなく、発明の特徴を損なわない範囲において種々の変更が可能である。
10 化粧シート
11 着色フィルム層
12 絵柄印刷層
13 透明熱可塑性樹脂層
14 トップコート層
15 プライマー層
16 エンボス部
11 着色フィルム層
12 絵柄印刷層
13 透明熱可塑性樹脂層
14 トップコート層
15 プライマー層
16 エンボス部
Claims (6)
- 着色フィルム層上に、透明熱可塑性樹脂層及びトップコート層がこの順に積層された化粧シートであって、
前記透明熱可塑性樹脂層にはエンボス部が形成されており、
前記着色フィルム層の融点は、前記透明熱可塑性樹脂層の融点との差が55℃以上125℃以下であることを特徴とする化粧シート。 - 前記着色フィルム層はポリエステル系樹脂を含むことを特徴とする請求項1に記載の化粧シート。
- 前記エンボス部の深さは、60μm以上160μm以下であることを特徴とする請求項1又は請求項2に記載の化粧シート。
- 前記着色フィルム層の厚さは、50μm以上90μm以下である請求項1から請求項3のいずれか一項に記載の化粧シート。
- 前記透明熱可塑性樹脂層の厚さは、38μm以上90μm以下である請求項1から請求項4のいずれか一項に記載の化粧シート。
- ポリオレフィン系樹脂を含む着色フィルム層の一方の面上に、透明熱可塑性樹脂層を押し出してラミネートする工程と、
前記透明熱可塑性樹脂層の上に、トップコート層として紫外線硬化型樹脂層又はウレタン硬化型樹脂層からなる硬化型樹脂層を形成する工程と、
前記トップコート層の表面から前記透明熱可塑性樹脂層にかけてエンボス加工を行う工程と、
を備え、
前記着色フィルム層の融点は、前記透明熱可塑性樹脂層の融点より55℃以上高く、
前記エンボス加工を行う工程は、前記トップコート層の温度を、115℃以上145℃以下として前記エンボス加工を行うことを特徴とする化粧シートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21906315.3A EP4265412A4 (en) | 2020-12-17 | 2021-11-29 | DECORATIVE FILM AND METHOD FOR PRODUCING A DECORATIVE FILM |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020209539A JP2022096436A (ja) | 2020-12-17 | 2020-12-17 | 化粧シート及び化粧シートの製造方法 |
| JP2020-209539 | 2020-12-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022130952A1 true WO2022130952A1 (ja) | 2022-06-23 |
Family
ID=82059058
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/043639 WO2022130952A1 (ja) | 2020-12-17 | 2021-11-29 | 化粧シート及び化粧シートの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP4265412A4 (ja) |
| JP (1) | JP2022096436A (ja) |
| WO (1) | WO2022130952A1 (ja) |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53114862A (en) * | 1977-03-17 | 1978-10-06 | Tooru Mashida | Decorative textured synthetic sheet production method |
| JPS54148052A (en) * | 1978-05-12 | 1979-11-19 | Tooru Mashida | Production of colored and patterned sheet |
| JPH01171837A (ja) * | 1987-12-26 | 1989-07-06 | M C K:Kk | ラミネート加工シート及びその製造方法 |
| JPH10217407A (ja) * | 1997-02-03 | 1998-08-18 | Dainippon Printing Co Ltd | 化粧シート及びその製造方法 |
| JP2000052415A (ja) * | 1998-08-07 | 2000-02-22 | Mitsubishi Gas Chem Co Inc | 脱酸素性多層シート及び成形容器 |
| JP2000202958A (ja) * | 1999-01-14 | 2000-07-25 | Gunze Ltd | ピ―ラブル剥離性の熱接着性積層フィルム及びその袋体 |
| JP2002052681A (ja) * | 2000-08-09 | 2002-02-19 | Dainippon Printing Co Ltd | 化粧シートおよびその製造方法 |
| JP2007069600A (ja) * | 2005-08-09 | 2007-03-22 | Tokuyama Corp | ポリプロピレン系積層フィルムおよび成形体 |
| JP2012214050A (ja) * | 2011-03-31 | 2012-11-08 | Toray Ind Inc | 太陽電池封止材シートの製造方法、および、太陽電池モジュール |
| JP2016052785A (ja) * | 2015-10-07 | 2016-04-14 | 大日本印刷株式会社 | 床用化粧シート及びその製造方法 |
| WO2017056465A1 (ja) * | 2015-09-30 | 2017-04-06 | セーレン株式会社 | エンボス加工用複合材およびエンボス加工品 |
| JP2017196814A (ja) * | 2016-04-28 | 2017-11-02 | 三菱ケミカル株式会社 | アクリル樹脂積層フィルム積層にエンボス形状を付与する方法 |
| JP2020179568A (ja) * | 2019-04-24 | 2020-11-05 | 凸版印刷株式会社 | エンボス化粧シート |
-
2020
- 2020-12-17 JP JP2020209539A patent/JP2022096436A/ja active Pending
-
2021
- 2021-11-29 WO PCT/JP2021/043639 patent/WO2022130952A1/ja unknown
- 2021-11-29 EP EP21906315.3A patent/EP4265412A4/en active Pending
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53114862A (en) * | 1977-03-17 | 1978-10-06 | Tooru Mashida | Decorative textured synthetic sheet production method |
| JPS54148052A (en) * | 1978-05-12 | 1979-11-19 | Tooru Mashida | Production of colored and patterned sheet |
| JPH01171837A (ja) * | 1987-12-26 | 1989-07-06 | M C K:Kk | ラミネート加工シート及びその製造方法 |
| JPH10217407A (ja) * | 1997-02-03 | 1998-08-18 | Dainippon Printing Co Ltd | 化粧シート及びその製造方法 |
| JP2000052415A (ja) * | 1998-08-07 | 2000-02-22 | Mitsubishi Gas Chem Co Inc | 脱酸素性多層シート及び成形容器 |
| JP2000202958A (ja) * | 1999-01-14 | 2000-07-25 | Gunze Ltd | ピ―ラブル剥離性の熱接着性積層フィルム及びその袋体 |
| JP2002052681A (ja) * | 2000-08-09 | 2002-02-19 | Dainippon Printing Co Ltd | 化粧シートおよびその製造方法 |
| JP2007069600A (ja) * | 2005-08-09 | 2007-03-22 | Tokuyama Corp | ポリプロピレン系積層フィルムおよび成形体 |
| JP2012214050A (ja) * | 2011-03-31 | 2012-11-08 | Toray Ind Inc | 太陽電池封止材シートの製造方法、および、太陽電池モジュール |
| WO2017056465A1 (ja) * | 2015-09-30 | 2017-04-06 | セーレン株式会社 | エンボス加工用複合材およびエンボス加工品 |
| JP2016052785A (ja) * | 2015-10-07 | 2016-04-14 | 大日本印刷株式会社 | 床用化粧シート及びその製造方法 |
| JP2017196814A (ja) * | 2016-04-28 | 2017-11-02 | 三菱ケミカル株式会社 | アクリル樹脂積層フィルム積層にエンボス形状を付与する方法 |
| JP2020179568A (ja) * | 2019-04-24 | 2020-11-05 | 凸版印刷株式会社 | エンボス化粧シート |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4265412A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4265412A1 (en) | 2023-10-25 |
| EP4265412A4 (en) | 2024-05-29 |
| JP2022096436A (ja) | 2022-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101733369B1 (ko) | 화장 시트, 및 이것을 사용한 화장 부재 | |
| CN108284654B (zh) | 装饰片和装饰板、以及它们的制造方法 | |
| JP6520128B2 (ja) | 化粧シート及び化粧板 | |
| JP6561614B2 (ja) | 化粧シート及び化粧板 | |
| JP5145645B2 (ja) | 化粧シートおよびそれを用いた化粧板 | |
| JP6540029B2 (ja) | 化粧シート及びそれを用いた化粧板 | |
| US20080026237A1 (en) | Mat acrylic resin film | |
| JP2020037261A (ja) | 化粧シート及び化粧材 | |
| JP6413699B2 (ja) | 同調グロスマット化粧シート、同調グロスマット化粧材および同調グロスマット化粧シートの製造方法 | |
| JP6639766B2 (ja) | 化粧シート及び化粧材 | |
| JP2008302545A (ja) | 化粧シート | |
| JP6119351B2 (ja) | 化粧シート | |
| JP6520129B2 (ja) | 化粧シート及びその製造方法、並びに、化粧板及びその製造方法 | |
| WO2022130952A1 (ja) | 化粧シート及び化粧シートの製造方法 | |
| JP6171459B2 (ja) | 化粧シート | |
| JP7342411B2 (ja) | 化粧シート | |
| JP2022083087A (ja) | 化粧シート | |
| JP6965752B2 (ja) | 化粧シート及び化粧部材 | |
| WO2023007757A1 (ja) | 化粧シート、及び、化粧板 | |
| JP6965753B2 (ja) | 化粧シート及び化粧部材 | |
| JP7533091B2 (ja) | 化粧シートの製造方法及び化粧シートの製造装置 | |
| JP6981269B2 (ja) | 化粧シート、化粧材、化粧シートの製造方法 | |
| JP7119825B2 (ja) | 化粧シート及び化粧材 | |
| JP2006110726A (ja) | 化粧シート | |
| JP2010082972A (ja) | 化粧材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21906315 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021906315 Country of ref document: EP Effective date: 20230717 |