WO2022059310A1 - 焼結バルブシート - Google Patents
焼結バルブシート Download PDFInfo
- Publication number
- WO2022059310A1 WO2022059310A1 PCT/JP2021/026046 JP2021026046W WO2022059310A1 WO 2022059310 A1 WO2022059310 A1 WO 2022059310A1 JP 2021026046 W JP2021026046 W JP 2021026046W WO 2022059310 A1 WO2022059310 A1 WO 2022059310A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- alloy
- valve seat
- mass
- layer
- matrix
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L3/00—Lift-valve, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces; Parts or accessories thereof
- F01L3/02—Selecting particular materials for valve-members or valve-seats; Valve-members or valve-seats composed of two or more materials
Definitions
- the present invention relates to a sintered valve seat in which a seat layer that is press-fitted into the cylinder head of an internal combustion engine and repeatedly contacts the valve and a support layer that contacts the cylinder head are integrated.
- valve seat In addition to maintaining the airtightness of the combustion chamber, the valve seat that seats the valve in an internal combustion engine has wear resistance that can sufficiently withstand wear due to repeated contact of the valve, and high heat transfer that suppresses the rise in valve temperature ( It is required to have thermal conductivity).
- valve seats having a two-layer structure made of different materials have been developed. This two-layered valve seat is formed by integrating a seat layer that repeatedly contacts the valve and a support layer that is in contact with the cylinder head, and a material having excellent wear resistance is arranged in the seat layer. , A material having excellent heat transfer properties is arranged in the support layer.
- a valve seat having such a structure is generally required to be made of a sintered alloy using powder metallurgy because it is required to have high manufacturability and low cost.
- Patent Document 1 describes mainly from Fe and Fe alloys formed by using iron-based powder containing pure iron powder and high-speed steel powder as a main raw material. Matrix, a sheet layer containing hard particles such as Co-based alloy dispersed in the matrix, and pure iron powder or iron-based powder containing pure iron powder and high-speed steel powder are formed as the main raw materials.
- a sintered valve seat having a support layer having a matrix mainly composed of Fe or Fe and an Fe alloy is described.
- Patent Document 2 describes a matrix mainly composed of Fe and Fe alloys formed by using iron-based powder containing pure iron powder and high-speed steel powder as a main raw material, and hard materials such as Co-based alloys dispersed in the matrix. It has a sheet layer containing particles and a support layer having a matrix mainly composed of Fe, which is formed by using pure iron powder as a main raw material, and Cu is dissolved in the pores of the sheet layer and the support layer. A soaked sintered valve seat is described.
- the present inventors conducted diligent research in order to solve the above problems, and obtained the following findings. That is, for the sheet layer, a matrix made of an Fe alloy such as high-speed steel that does not contain pure iron powder is adopted, hard particles made of a Co-based alloy are dispersed in this matrix, and Cu or Cu is further formed in the pores. By infiltrating the alloy, it was possible to improve the wear resistance in a high exhaust temperature environment. Further, for the support layer, a matrix composed of one or both of Cu and Cu alloy is adopted, and one or both of Fe particles and Fe alloy particles are dispersed in this matrix to realize higher heat transfer. did it.
- a sintered valve seat in which a seat layer that is press-fitted into the cylinder head of an internal combustion engine and repeatedly contacts the valve and a support layer that is in contact with the cylinder head are integrated.
- the sheet layer contains a matrix made of an Fe alloy and hard particles made of a Co-based alloy dispersed in the matrix, and a Cu or Cu alloy filled in the pores of the sheet layer body. And, including The content of the Fe alloy in the sheet layer body is 55 to 90% by mass.
- the support layer contains a matrix composed of one or both of Cu and Cu alloy, and one or both of Fe particles and Fe alloy particles dispersed in the matrix. The total content of the Cu and the Cu alloy in the support layer is more than 35% by mass and 95% by mass or less.
- the content of the Fe alloy in the sheet layer body is 61 to 85% by mass, and the content of the hard particles in the sheet layer body is 15 to 39% by mass.
- the described sintered valve seat is 61 to 85% by mass, and the content of the hard particles in the sheet layer body is 15 to 39% by mass.
- the Fe alloy particles in the support layer are at least one selected from Fe—Cr alloy, Fe—Cr—Mo alloy, and SKD11. Described sintered valve seat.
- the sintered valve seat of the present invention it is possible to achieve both wear resistance and heat transfer at a higher level.
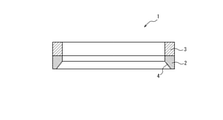
- FIG. 1 shows an example of a cross-sectional structure of a sintered valve seat (1) according to an embodiment of the present invention, in which a ring-shaped seat layer (2) and a ring-shaped support layer (3) have a two-layer structure. It is configured and has a seat surface (4) that repeatedly contacts the valve face on the inner peripheral side of the seat layer (2).
- FIG. 2 shows another example of the cross-sectional structure of the sintered valve seat according to the embodiment of the present invention, in which the volume of the seat layer (2) is relatively reduced and supported as compared with FIG. It has a structure in which the volume of the layer (3) is increased.
- the volume of the layer (3) is increased.
- An intermediate layer of 3 or more may be provided.
- the sheet layer contains a sheet layer main body and Cu or a Cu alloy filled in the pores of the sheet layer main body, and may optionally contain a sintering aid, and is preferable. , Consists of these components.
- the sheet layer body contains a matrix made of Fe alloy and hard particles made of Co-based alloy dispersed in the matrix, and optionally consists of a solid lubricant dispersed in the matrix. It may contain particles and preferably consists of these components.
- the matrix does not contain Fe (structure made of pure iron powder) and is made of Fe alloy.
- the Fe alloy is preferably high-speed steel.
- SKH material As the high-speed steel, a SKH material according to JIS G 4403 (2015) or a nitride high-speed steel obtained by nitriding in a powder state to precipitate fine carbonitride can be used.
- SKH material one or more of SKH51, 52, 56, and 57 can be preferably used.
- SKH51 is C: 0.80 to 0.88%, Si: 0.45% or less, Mn: 0.40% or less, P: 0.030% or less, S: 0.030% or less, in mass%.
- Cr 3.80 to 4.50%
- Mo 4.70 to 5.20%
- W 5.90 to 6.70%
- V 1.70 to 2.10%
- Cu 0.25.
- SKH52 is C: 1.00 to 1.10%, Si: 0.45% or less, Mn: 0.40% or less, P: 0.030% or less, S: 0.030% or less, in mass%.
- SKH56 is C: 0.85 to 0.95%, Si: 0.45% or less, Mn: 0.40% or less, P: 0.030% or less, S: 0.030% or less, in mass%.
- SKH57 is C: 1.20 to 1.35%, Si: 0.45% or less, Mn: 0.40% or less, P: 0.030% or less, S: 0.030% or less, in mass%.
- the raw material powder (Fe alloy powder) to be a matrix is preferably an atomized powder, and from the viewpoint of moldability when pressure molding with a press molding machine, an irregular non-spherical powder by water atomization is particularly preferable.
- the median diameter of the Fe alloy powder is preferably 10 to 150 ⁇ m, more preferably 50 to 100 ⁇ m, and even more preferably 65 to 85 ⁇ m.
- the median diameter represents a particle diameter d50 corresponding to a cumulative volume of 50% in a curve showing the relationship between the particle diameter and the cumulative volume (value obtained by accumulating the particle volumes below a specific particle diameter), for example, Microtrac. -Measurement can be performed using the MT3000II series of Bell Co., Ltd.
- the Co-based alloy constituting the hard particles dispersed in the matrix is a Co—Mo—Cr—Si alloy called Trivaloy (registered trademark). It is preferable to have. More specifically, as the Co—Mo—Cr—Si alloy, one or more of Trivaloy's T400, T800, and T900 can be preferably used, and T400 is more preferable. As an example, T400 contains Cr: 8.5%, C: less than 0.08%, Mo: 28.5%, Si: 2.6%, and Ni + Fe: less than 3.0% by mass. , The balance has a component composition consisting of Co and unavoidable impurities.
- T800 contains Cr: 18.0%, C: less than 0.08%, Mo: 28.0%, and Si: 3.4% by mass, with the balance being Co and unavoidable impurities. It has a component composition consisting of.
- T900 contains Cr: 18.0%, C: less than 0.08%, Mo: 23.0%, Si: 2.7%, and Ni: 16.0% by mass. The balance has a component composition consisting of Co and unavoidable impurities.
- the median diameter of the hard particles is preferably 10 to 150 ⁇ m, more preferably 50 to 100 ⁇ m, and even more preferably 65 to 85 ⁇ m.
- the content of the Fe alloy in the sheet layer body is 55 to 90% by mass.
- the content of the Fe alloy is less than 55% by mass, the Fe alloy in the sheet layer body is too small, and high wear resistance cannot be obtained in a high temperature environment. If the content of the Fe alloy exceeds 90% by mass, the content of hard particles in the sheet layer body becomes relatively too small, and high wear resistance cannot be obtained even in a high temperature environment. Therefore, the content of the Fe alloy in the sheet layer main body is 55 to 90% by mass, preferably 61 to 85% by mass.
- the content of the hard particles in the sheet layer body is preferably 9 to 45% by mass, more preferably 15 to 39% by mass. If the content of hard particles is too low, high wear resistance cannot be obtained in a high temperature environment, while if the content of hard particles is too high, the content of the matrix in the sheet layer body is relative. It becomes too small, and high wear resistance cannot be obtained even in a high temperature environment.
- the sheet layer main body may further contain particles made of the solid lubricant dispersed in the matrix.
- the solid lubricant is preferably at least one selected from C, BN, MnS, MoS 2 , CaF 2 , WS 2 and SiO 2 .
- the content of the solid lubricant in the sheet layer body is preferably 3% by mass or less.
- the pores of the sheet layer main body are filled with Cu or Cu alloy by infiltration.
- the content of the filled Cu or Cu alloy is relative to the sheet layer body (total amount of matrix and hard particles, total amount of matrix, hard particles, and solid lubricant if solid lubricant is included). It is preferably 15 to 40% by mass. This is because if the content is less than 15%, sufficient heat transfer cannot be obtained, and if the content exceeds 40%, the strength of the sheet layer may be insufficient. Due to the nature of the process of infiltration, the content of Cu or Cu alloy depends on the porosity of the sheet layer body.
- the porosity depends on the particle size and hardness of the raw material powder of the sheet layer body (matrix, hard particles, and solid lubricant), as well as the molding pressure. Therefore, the content of Cu or Cu alloy can be controlled by the particle size and hardness of these raw material powders and the molding pressure.
- the Cu alloys are Cu—Fe—Mn alloy, Cu—Co alloy, Cu—Fe—Mn—Zn—Si alloy, and Cu—Fe—Mn. It can be any of the —Zn—Si—Al alloys selected from.
- the seat layer may contain a sintering aid in order to densify the sintered valve seat.
- the sintering aid is preferably at least one selected from FeB, FeP, and NiP, and more preferably FeB.
- the content of the sintering aid is the sheet layer body (total amount of matrix and hard particles, matrix when solid lubricant is contained). It is preferably 1.5% by mass or less with respect to the total amount of the hard particles and the solid lubricant).
- the support layer contains a matrix composed of one or both of Cu and Cu alloy, and one or both of Fe particles and Fe alloy particles dispersed in the matrix, preferably having these configurations. It consists of elements.
- the matrix in order to obtain high heat transfer properties, it is important that the matrix is composed of one or both of Cu and Cu alloy.
- the matrix may consist of Cu alone, Cu alloy alone, or both Cu and Cu alloy.
- the Cu alloy is from Cu-Fe-Mn alloys, Cu-Co alloys, Cu-Fe-Mn-Zn-Si alloys, and Cu-Fe-Mn-Zn-Si-Al alloys. It is preferably at least one selected.
- the pure copper powder and copper alloy powder used as raw materials for the matrix preferably have a median diameter of 60 ⁇ m or less, and more preferably 45 ⁇ m or less.
- the pure copper powder it is preferable to use Cu powder having a purity of 99.5% or more. From the viewpoint of powder filling, by using Cu powder relatively smaller than the median diameter of Fe particles and Fe alloy particles in the support layer, it becomes possible to form a Cu matrix connected in a network shape.
- the Cu powder is preferably a spherical gas atomized powder, and an electrolytic Cu powder having fine protrusions in which the Cu powders are easily entangled with each other may be used.
- one or both of Fe particles and Fe alloy particles are dispersed in the matrix.
- the particles to be dispersed may be only Fe particles, only Fe alloy particles, or both Fe particles and Fe alloy particles.
- the Fe alloy particles are preferably at least one selected from Fe—Cr alloys, Fe—Cr—Mo alloys, and SKD11 specified in JIS G 4404 (2015).
- the pure iron powder and iron alloy powder which are the raw materials for the particles to be dispersed, are dispersed in a soft Cu or Cu alloy matrix to improve the strength of the support layer. Therefore, the median diameter is preferably 45 ⁇ m or more, and 50 It is more preferably ⁇ 100 ⁇ m.
- the pure iron powder and the iron alloy powder are preferably spherical or irregular non-spherical.
- the total content of Cu and the Cu alloy in the support layer is more than 35% by mass and 95% by mass or less, preferably more than 40.0% by mass and 80% by mass or less. It is preferably 50 to 70% by mass.
- the total content is 35% by mass or less, high heat transferability cannot be obtained, and when the total content exceeds 95% by mass, the total content of Fe particles and Fe alloy particles dispersed in the matrix is relative. There is a risk that the strength of the support layer will be insufficient.
- the total content of Fe particles and Fe alloy particles dispersed in the matrix in the support layer is preferably 5% by mass or more and less than 65% by mass, and more preferably 20% by mass or more and less than 60% by mass. It is more preferably 30 to 50% by mass. If the total content is less than 5% by mass, the strength of the support layer may be insufficient, and if the total content exceeds 65% by mass, the total content of Cu and Cu alloy constituting the matrix is relative. It becomes too small and high heat transfer cannot be obtained.
- the ratio of the sheet layer and the support layer is preferably 10:90 to 40:60 in terms of area ratio. That is, it is preferable that the ratio of the support layer is 60 to 90 area% and the ratio of the sheet layer is 10 to 40 area%. This makes it possible to achieve both wear resistance and heat transfer at a higher level.
- the area ratio of the seat layer and the support layer can be obtained by observing the cut surface parallel to the central axis of the valve seat with an optical microscope and calculating the area ratio by image processing.
- an Fe alloy powder as a matrix, a Co-based alloy powder as hard particles dispersed in the matrix, and an arbitrary solid lubricant powder are mixed at a predetermined ratio to obtain a mixed powder for a sheet layer main body.
- a sintering aid is optionally added to the mixed powder for the sheet layer body to obtain a mixed powder for the sheet layer.
- one or both of Cu powder (pure copper powder) and Cu alloy powder as a matrix and one or both of Fe powder (pure iron powder) and Fe alloy powder as particles to be dispersed in the matrix are mixed in a predetermined ratio. Mix to obtain a mixed powder for the support layer.
- a mold having a filling space capable of forming a support layer having a predetermined shape and a sheet layer having a predetermined shape on the support layer is arranged in the press molding machine. Then, the filling space of the mold is filled with the above-mentioned mixed powder for the support layer, and subsequently, the mixed powder for the sheet layer is filled. Then, the filled powder is pressure-molded by a press molding machine to obtain a powder compact. The obtained powder compact is sintered in a vacuum or in a non-oxidizing or reducing atmosphere to obtain a sintered body.
- the sintering temperature is preferably in the range of 1100 to 1250 ° C.
- the sheet layer is subjected to Cu infiltration treatment, and the pores of the sheet layer main body are filled with Cu or Cu alloy.
- the Cu infiltration treatment can be performed, for example, by performing a sintering treatment or a heat treatment with a ring made of Cu or a Cu alloy placed on the sheet layer main body of the powder compact or the sintered body. Further, Cu of the support layer may be infiltrated into the sheet layer main body.
- a mixed powder for a sheet layer having the formulations shown in Table 1 was prepared.
- a mixed powder for a support layer having the formulation shown in Table 2 was prepared.
- a sintered valve seat was prepared by combining the mixed powder for the seat layer and the mixed powder for the support layer shown in Table 3. The area ratio between the sheet layer and the support layer is shown in Table 3.
- the molding die was filled with a predetermined amount of the mixed powder for the support layer, subsequently filled with the predetermined amount of the mixed powder for the sheet layer, and compressed and molded at a surface pressure of 640 MPa to obtain a powder compact.
- the laminated interface of the powder compact was set to be perpendicular to the inner and outer peripheral surfaces of the valve seat.
- the dust compact was fired in a vacuum atmosphere at a temperature of 1150 ° C.
- a valve seat sample having an outer diameter of 25.8 mm ⁇ , an inner diameter of 21.6 mm ⁇ , and a height of 6 mm having a seat surface inclined by 45 ° from the axial direction was produced.
- the sheet layer was subjected to Cu infiltration treatment, and the pores of the sheet layer main body were filled with Cu or Cu alloy.
- the amount of filled Cu or Cu alloy is shown in Table 1. In this way, various sintered valve seats were produced.
- the wear resistance was evaluated using the rig tester shown in FIG. The evaluation was performed by using a thermocouple (17) embedded in the valve seat (11) and adjusting the thermal power of the burner (13) so that the contact surface of the valve seat reaches a predetermined temperature.
- the amount of wear was calculated as the amount of retreat of the contact surface by measuring the shapes of the valve seat and the valve before and after the test.
- the valve (14) (SUH alloy)
- a Co alloy Co-20% Cr-8% W-1.35% C-3% Fe having a size suitable for the valve seat is used. did.
- the test conditions were a temperature of 400 ° C. (valve seat contact surface), a force rotation speed of 2500 rpm, and a test time of 5 hours.
- the wear amount of each Example / Invention example was standardized with the wear amount of Comparative Example 1 as 1, and is shown in Table 3. That is, the smaller the numerical value in Table 3, the smaller the amount of wear and the better the wear resistance.
- thermocouple (22) grounded to the valve (24) would have a temperature of 650 ° C.
- thermocouple (25) embedded in the valve seat (21) at that time was measured.
- Table 3 shows the difference between the temperature of each Example / Comparative Example and the temperature of Comparative Example 1 with the temperature in Comparative Example 1 as a reference. That is, the larger the numerical value in Table 3, the higher the temperature measured by the thermocouple (25) and the higher the heat transfer property.
- the sintered valve seat of the present invention it is possible to achieve both wear resistance and heat transfer at a higher level.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Powder Metallurgy (AREA)
Abstract
内燃機関のシリンダヘッドに圧入され、バルブにくり返し当接するシート層と、前記シリンダヘッドに接する支持層とが一体化されてなる焼結バルブシートであって、前記シート層は、Fe合金からなるマトリクスと、前記マトリクス中に分散したCo基合金からなる硬質粒子と、を含むシート層本体と、前記シート層本体の空孔部に充填されたCu又はCu合金と、を含み、前記シート層本体における前記Fe合金の含有量が、55~90質量%であり、前記支持層は、Cu及びCu合金の一方又は両方からなるマトリクスと、前記マトリクス中に分散したFe粒子及びFe合金粒子の一方又は両方と、を含み、前記支持層における前記Cu及びCu合金の合計含有量が、35質量%超え95質量%以下である、ことを特徴とする焼結バルブシート。
Description
本発明は、内燃機関のシリンダヘッドに圧入され、バルブにくり返し当接するシート層と、前記シリンダヘッドに接する支持層とが一体化されてなる焼結バルブシートに関する。
内燃機関でバルブを着座させるバルブシートには、燃焼室の気密性の保持に加えて、バルブのくり返し当接による摩耗に十分耐えられる耐摩耗性と、バルブ温度の上昇を抑制せしめる高い伝熱性(熱伝導性)とを有することが求められている。近年では、異なる材料からなる2層構造のバルブシートが開発されている。この2層構造のバルブシートは、バルブにくり返し当接するシート層と、シリンダヘッドに接する支持層とが一体化されてなるものであり、シート層には優れた耐摩耗性を有する材料を配し、支持層には優れた伝熱性を有する材料を配する。このような構造のバルブシートは、高い製造性と低コストであることが求められることから、粉末冶金を利用した焼結合金製であることが一般的である。
このような2層構造の焼結バルブシートの従来技術として、特許文献1には、純鉄粉及び高速度鋼粉を含む鉄系粉末を主たる原料として形成された、主にFe及びFe合金からなるマトリクスと、前記マトリクス中に分散したCo基合金等の硬質粒子と、を含むシート層と、純鉄粉、又は、純鉄粉及び高速度鋼粉を含む鉄系粉末を主たる原料として形成された、主にFe、又は、Fe及びFe合金からなるマトリクスを有する支持層と、を有する焼結バルブシートが記載されている。
特許文献2には、純鉄粉及び高速度鋼粉を含む鉄系粉末を主たる原料として形成された、主にFe及びFe合金からなるマトリクスと、前記マトリクス中に分散したCo基合金等の硬質粒子と、を含むシート層と、純鉄粉を主たる原料として形成された、主にFeからなるマトリクスを有する支持層と、を有し、前記シート層及び前記支持層の空孔にCuが溶浸されてなる焼結バルブシートが記載されている。
環境保全の観点から、ガソリンエンジンの低燃費化が求められている。低燃費化のために、エンジンの点火時期を進角させて理論空燃比(ストイキ)での燃焼を行うことが進められ、排気温度が従来に比べてより上昇する傾向がある。このような技術動向下、焼結バルブシートには、より高温での耐摩耗性や、より高い伝熱性が求められている。しかしながら、本発明者らの検討によると、特許文献1及び特許文献2に開示された焼結バルブシートでは、より高温での耐摩耗性が不十分であり、伝熱性も不十分であることが判明した。
そこで本発明は、上記課題に鑑み、耐摩耗性と伝熱性とをより高いレベルで両立させることが可能な焼結バルブシートを提供することを目的とする。
上記課題を解決すべく本発明者らは鋭意研究を行い、以下の知見を得た。すなわち、シート層に関しては、純鉄粉を含まない、ハイス鋼等のFe合金からなるマトリクスを採用し、このマトリクスにCo基合金からなる硬質粒子を分散させ、さらに、空孔部にCu又はCu合金を溶浸させることで、高い排気温度環境下における耐摩耗性を向上させることができた。また、支持層に関しては、Cu及びCu合金の一方又は両方からなるマトリクスを採用し、このマトリクスにFe粒子及びFe合金粒子の一方又は両方を分散させることで、より高い伝熱性を実現することができた。
上記知見に基づき完成された本発明の要旨構成は以下のとおりである。
[1]内燃機関のシリンダヘッドに圧入され、バルブにくり返し当接するシート層と、前記シリンダヘッドに接する支持層とが一体化されてなる焼結バルブシートであって、
前記シート層は、Fe合金からなるマトリクスと、前記マトリクス中に分散したCo基合金からなる硬質粒子と、を含むシート層本体と、前記シート層本体の空孔部に充填されたCu又はCu合金と、を含み、
前記シート層本体における前記Fe合金の含有量が、55~90質量%であり、
前記支持層は、Cu及びCu合金の一方又は両方からなるマトリクスと、前記マトリクス中に分散したFe粒子及びFe合金粒子の一方又は両方と、を含み、
前記支持層における前記Cu及びCu合金の合計含有量が、35質量%超え95質量%以下である、
ことを特徴とする焼結バルブシート。
[1]内燃機関のシリンダヘッドに圧入され、バルブにくり返し当接するシート層と、前記シリンダヘッドに接する支持層とが一体化されてなる焼結バルブシートであって、
前記シート層は、Fe合金からなるマトリクスと、前記マトリクス中に分散したCo基合金からなる硬質粒子と、を含むシート層本体と、前記シート層本体の空孔部に充填されたCu又はCu合金と、を含み、
前記シート層本体における前記Fe合金の含有量が、55~90質量%であり、
前記支持層は、Cu及びCu合金の一方又は両方からなるマトリクスと、前記マトリクス中に分散したFe粒子及びFe合金粒子の一方又は両方と、を含み、
前記支持層における前記Cu及びCu合金の合計含有量が、35質量%超え95質量%以下である、
ことを特徴とする焼結バルブシート。
[2]前記シート層本体における前記硬質粒子の含有量が、9~45質量%である、上記[1]に記載の焼結バルブシート。
[3]前記シート層本体における前記Fe合金の含有量が、61~85質量%であり、前記シート層本体における前記硬質粒子の含有量が、15~39質量%である、上記[1]に記載の焼結バルブシート。
[4]前記シート層本体の空孔部に充填されたCu又はCu合金の含有量が、前記シート層本体に対して15~40質量%である、上記[1]~[3]のいずれか一項に記載の焼結バルブシート。
[5]前記シート層本体中のFe合金がハイス鋼である、上記[1]~[4]のいずれか一項に記載の焼結バルブシート。
[6]前記シート層本体中のCo基合金が、Co-Mo-Cr-Si合金である、上記[1]~[5]のいずれか一項に記載の焼結バルブシート。
[7]前記シート層本体が、前記マトリクス中に分散した固体潤滑剤からなる粒子をさらに含み、前記シート層本体における前記固体潤滑剤の含有量が3質量%以下である、上記[1]~[6]のいずれか一項に記載の焼結バルブシート。
[8]前記固体潤滑剤が、C、BN、MnS、MoS2、CaF2、WS2、及びSiO2から選択される少なくとも一種である、上記[7]に記載の焼結バルブシート。
[9]前記シート層が焼結助剤をさらに含み、その含有量が、前記シート層本体に対して1.5質量%以下である、上記[1]~[8]のいずれか一項に記載の焼結バルブシート。
[10]前記焼結助剤が、FeB、FeP、及びNiPから選択される少なくとも一種である、上記[9]に記載の焼結バルブシート。
[11]前記支持層における、前記マトリクス中に分散したFe粒子及びFe合金粒子の合計含有量が、5質量%以上65質量%未満である、上記[1]~[10]のいずれか一項に記載の焼結バルブシート。
[12]前記支持層中のFe合金粒子が、Fe-Cr合金、Fe-Cr-Mo合金、及びSKD11から選択される少なくとも一種である、上記[1]~[11]のいずれか一項に記載の焼結バルブシート。
[13]前記シート層及び前記支持層の比率が、面積比で10:90~40:60である、上記[1]~[12]のいずれか一項に記載の焼結バルブシート。
本発明の焼結バルブシートによれば、耐摩耗性と伝熱性とをより高いレベルで両立させることができる。
本発明の一実施形態による焼結バルブシートは、内燃機関のシリンダヘッドに圧入されて、バルブを着座させるものであり、バルブにくり返し当接するシート層と、前記シリンダヘッドに接する支持層とが一体化されてなるものである。図1は、本発明の一実施形態による焼結バルブシート(1)の断面構造の一例を示しており、リング状のシート層(2)とリング状の支持層(3)が2層構造を構成し、シート層(2)の内周側にバルブフェイスにくり返し当接するシート面(4)を有している。図2は、本発明の一実施形態による焼結バルブシートの断面構造の他の例を示したものであり、図1に比べて、シート層(2)の体積が相対的に縮小され、支持層(3)の体積が増加した構成を有している。なお、シート層(2)と支持層(3)の収縮率を近づけて、焼結バルブシートの割れ等を防止するため、シート層(2)と支持層(3)との間に、1以上の中間層を設け、3層以上の構造としてもよい。
[シート層]
本実施形態において、シート層は、シート層本体と、該シート層本体の空孔部に充填されたCu又はCu合金と、を含み、さらに任意で焼結助剤を含んでもよく、好適には、これらの構成要素からなる。
本実施形態において、シート層は、シート層本体と、該シート層本体の空孔部に充填されたCu又はCu合金と、を含み、さらに任意で焼結助剤を含んでもよく、好適には、これらの構成要素からなる。
[[シート層本体]]
本実施形態において、シート層本体は、Fe合金からなるマトリクスと、該マトリクス中に分散したCo基合金からなる硬質粒子と、を含み、さらに任意で、該マトリクス中に分散した固体潤滑剤からなる粒子を含んでもよく、好適には、これらの構成要素からなる。
本実施形態において、シート層本体は、Fe合金からなるマトリクスと、該マトリクス中に分散したCo基合金からなる硬質粒子と、を含み、さらに任意で、該マトリクス中に分散した固体潤滑剤からなる粒子を含んでもよく、好適には、これらの構成要素からなる。
本実施形態において、高温環境下で高い耐摩耗性を得るために、マトリクスは、Fe(純鉄粉による組織)を含まず、Fe合金からなることが肝要である。Fe合金は、ハイス鋼であることが好ましい。
ハイス鋼としては、JIS G 4403(2015)によるSKH材や、粉末状態で窒化処理して微細な炭窒化物を析出させた窒化ハイス鋼を用いることができる。SKH材は、SKH51、52、56、及び57のうち一種以上を好ましく用いることができる。
SKH51は、質量%で、C:0.80~0.88%、Si:0.45%以下、Mn:0.40%以下、P:0.030%以下、S:0.030%以下、Cr:3.80~4.50%、Mo:4.70~5.20%、W:5.90~6.70%、V:1.70~2.10%、及びCu:0.25%以下を含有し、残部がFe及び不可避的不純物からなる成分組成を有する。
SKH52は、質量%で、C:1.00~1.10%、Si:0.45%以下、Mn:0.40%以下、P:0.030%以下、S:0.030%以下、Cr:3.80~4.50%、Mo:5.50~6.50%、W:5.90~6.70%、V:2.30~2.60%、及びCu:0.25%以下を含有し、残部がFe及び不可避的不純物からなる成分組成を有する。
SKH56は、質量%で、C:0.85~0.95%、Si:0.45%以下、Mn:0.40%以下、P:0.030%以下、S:0.030%以下、Cr:3.80~4.50%、Mo:4.70~5.20%、W:5.90~6.70%、V:1.70~2.10%、Co:7.00~9.00%、及びCu:0.25%以下を含有し、残部がFe及び不可避的不純物からなる成分組成を有する。
SKH57は、質量%で、C:1.20~1.35%、Si:0.45%以下、Mn:0.40%以下、P:0.030%以下、S:0.030%以下、Cr:3.80~4.50%、Mo:3.20~3.90%、W:9.00~10.00%、V:3.00~3.50%、Co:9.50~10.50%、及びCu:0.25%以下を含有し、残部がFe及び不可避的不純物からなる成分組成を有する。
SKH51は、質量%で、C:0.80~0.88%、Si:0.45%以下、Mn:0.40%以下、P:0.030%以下、S:0.030%以下、Cr:3.80~4.50%、Mo:4.70~5.20%、W:5.90~6.70%、V:1.70~2.10%、及びCu:0.25%以下を含有し、残部がFe及び不可避的不純物からなる成分組成を有する。
SKH52は、質量%で、C:1.00~1.10%、Si:0.45%以下、Mn:0.40%以下、P:0.030%以下、S:0.030%以下、Cr:3.80~4.50%、Mo:5.50~6.50%、W:5.90~6.70%、V:2.30~2.60%、及びCu:0.25%以下を含有し、残部がFe及び不可避的不純物からなる成分組成を有する。
SKH56は、質量%で、C:0.85~0.95%、Si:0.45%以下、Mn:0.40%以下、P:0.030%以下、S:0.030%以下、Cr:3.80~4.50%、Mo:4.70~5.20%、W:5.90~6.70%、V:1.70~2.10%、Co:7.00~9.00%、及びCu:0.25%以下を含有し、残部がFe及び不可避的不純物からなる成分組成を有する。
SKH57は、質量%で、C:1.20~1.35%、Si:0.45%以下、Mn:0.40%以下、P:0.030%以下、S:0.030%以下、Cr:3.80~4.50%、Mo:3.20~3.90%、W:9.00~10.00%、V:3.00~3.50%、Co:9.50~10.50%、及びCu:0.25%以下を含有し、残部がFe及び不可避的不純物からなる成分組成を有する。
マトリクスとなる原料粉末(Fe合金粉)は、アトマイズ粉末であることが好ましく、プレス成形機で加圧成形する際の成形性の観点から、特に水アトマイズによる不規則な非球形粉末が好ましい。Fe合金粉のメジアン径は10~150μmであることが好ましく、50~100μmであることがより好ましく、65~85μmであることがさらに好ましい。メジアン径は、その粒子径と累積体積(特定の粒子径以下の粒子体積を累積した値)との関係を示す曲線において、50%の累積体積に対応する粒子径d50を表し、例えば、マイクロトラック・ベル株式会社のMT3000IIシリーズを用いて測定できる。
本実施形態において、高温環境下で高い耐摩耗性を得るために、マトリクス中に分散される硬質粒子を構成するCo基合金は、トリバロイ(登録商標)と呼ばれるCo-Mo-Cr-Si合金であることが好ましい。Co-Mo-Cr-Si合金として、より具体的には、トリバロイのT400、T800、T900のうち一種以上を好ましく用いることができ、T400がより好ましい。T400は、一例として、質量%で、Cr:8.5%、C:0.08%未満、Mo:28.5%、Si:2.6%、及びNi+Fe:3.0%未満を含有し、残部がCo及び不可避的不純物からなる成分組成を有する。T800は、一例として、質量%で、Cr:18.0%、C:0.08%未満、Mo:28.0%、及びSi:3.4%を含有し、残部がCo及び不可避的不純物からなる成分組成を有する。T900は、一例として、質量%で、Cr:18.0%、C:0.08%未満、Mo:23.0%、Si:2.7%、及びNi:16.0%を含有し、残部がCo及び不可避的不純物からなる成分組成を有する。
硬質粒子のメジアン径は、10~150μmであることが好ましく、50~100μmであることがより好ましく、65~85μmであることがさらに好ましい。
本実施形態において、シート層本体におけるFe合金の含有量は、55~90質量%であることが重要である。Fe合金の含有量が55質量%未満の場合、シート層本体におけるFe合金が過少であり、高温環境下で高い耐摩耗性を得ることができない。Fe合金の含有量が90質量%を超えると、シート層本体における硬質粒子の含有量が相対的に過少となり、やはり高温環境下で高い耐摩耗性を得ることができない。よって、シート層本体におけるFe合金の含有量は、55~90質量%とし、好ましくは61~85質量%とする。
本実施形態において、シート層本体における硬質粒子の含有量は、好ましくは9~45質量%であり、より好ましくは15~39質量%である。硬質粒子の含有量が過少の場合、高温環境下で高い耐摩耗性を得ることができず、他方で、硬質粒子の含有量が過多の場合も、シート層本体におけるマトリクスの含有量が相対的に過少となり、やはり高温環境下で高い耐摩耗性を得ることができない。
本実施形態において、自己潤滑効果を得る観点から、シート層本体は、マトリクス中に分散した固体潤滑剤からなる粒子をさらに含んでもよい。固体潤滑剤は、C、BN、MnS、MoS2、CaF2、WS2、及びSiO2から選択される少なくとも一種であることが好ましい。なお、高温環境下での高い耐摩耗性を阻害しない観点から、シート層本体における固体潤滑剤の含有量は3質量%以下であることが好ましい。
[[Cu又はCu合金]]
本実施形態では、高い伝熱性を得るために、シート層本体の空孔部には、溶浸によりCu又はCu合金が充填されている。充填されたCu又はCu合金の含有量は、シート層本体(マトリクス及び硬質粒子の合計量、固体潤滑剤を含有する場合には、マトリクス、硬質粒子、及び固体潤滑剤の合計量)に対して15~40質量%であることが好ましい。当該含有量が15%未満の場合、十分な伝熱性を得ることができず、当該含有量が40%超えの場合、シート層の強度が不十分になるおそれがあるからである。なお、溶浸というプロセスの性質上、Cu又はCu合金の含有量は、シート層本体の空孔率に依存する。空孔率は、シート層本体(マトリクス、硬質粒子、及び固体潤滑剤)の原料粉末の粒径及び硬さ、並びに、成形圧力に依存する。よって、Cu又はCu合金の含有量は、これら原料粉末の粒径及び硬さ、並びに、成形圧力により制御することができる。
本実施形態では、高い伝熱性を得るために、シート層本体の空孔部には、溶浸によりCu又はCu合金が充填されている。充填されたCu又はCu合金の含有量は、シート層本体(マトリクス及び硬質粒子の合計量、固体潤滑剤を含有する場合には、マトリクス、硬質粒子、及び固体潤滑剤の合計量)に対して15~40質量%であることが好ましい。当該含有量が15%未満の場合、十分な伝熱性を得ることができず、当該含有量が40%超えの場合、シート層の強度が不十分になるおそれがあるからである。なお、溶浸というプロセスの性質上、Cu又はCu合金の含有量は、シート層本体の空孔率に依存する。空孔率は、シート層本体(マトリクス、硬質粒子、及び固体潤滑剤)の原料粉末の粒径及び硬さ、並びに、成形圧力に依存する。よって、Cu又はCu合金の含有量は、これら原料粉末の粒径及び硬さ、並びに、成形圧力により制御することができる。
シート層本体の空孔部にCu合金が充填される場合、このCu合金は、Cu-Fe-Mn合金、Cu-Co合金、Cu-Fe-Mn-Zn-Si合金、及びCu-Fe-Mn-Zn-Si-Al合金から選択されるいずれかとすることができる。
[[焼結助剤]]
本実施形態では、焼結バルブシートを緻密化するため、シート層が焼結助剤を含んでもよい。焼結助剤は、FeB、FeP、及びNiPから選択される少なくとも一種であることが好ましく、FeBであることがより好ましい。なお、高温環境下での高い耐摩耗性を阻害しない観点から、焼結助剤の含有量は、シート層本体(マトリクス及び硬質粒子の合計量、固体潤滑剤を含有する場合には、マトリクス、硬質粒子、及び固体潤滑剤の合計量)に対して1.5質量%以下であることが好ましい。
本実施形態では、焼結バルブシートを緻密化するため、シート層が焼結助剤を含んでもよい。焼結助剤は、FeB、FeP、及びNiPから選択される少なくとも一種であることが好ましく、FeBであることがより好ましい。なお、高温環境下での高い耐摩耗性を阻害しない観点から、焼結助剤の含有量は、シート層本体(マトリクス及び硬質粒子の合計量、固体潤滑剤を含有する場合には、マトリクス、硬質粒子、及び固体潤滑剤の合計量)に対して1.5質量%以下であることが好ましい。
[支持層]
本実施形態において、支持層は、Cu及びCu合金の一方又は両方からなるマトリクスと、該マトリクス中に分散したFe粒子及びFe合金粒子の一方又は両方と、を含み、好適には、これらの構成要素からなる。
本実施形態において、支持層は、Cu及びCu合金の一方又は両方からなるマトリクスと、該マトリクス中に分散したFe粒子及びFe合金粒子の一方又は両方と、を含み、好適には、これらの構成要素からなる。
本実施形態において、高い伝熱性を得るために、マトリクスは、Cu及びCu合金の一方又は両方からなることが肝要である。マトリクスは、Cuのみからなってもよく、Cu合金のみからなってもよく、Cu及びCu合金の両方からなってもよい。マトリクスがCu合金を含む場合、このCu合金は、Cu-Fe-Mn合金、Cu-Co合金、Cu-Fe-Mn-Zn-Si合金、及びCu-Fe-Mn-Zn-Si-Al合金から選択される少なくとも一種であることが好ましい。
マトリクスの原料となる純銅粉及び銅合金粉は、メジアン径が60μm以下であることが好ましく、45μm以下であることがより好ましい。純銅粉は、純度99.5%以上のCu粉末を使用することが好ましい。粉末充填の観点から、支持層中のFe粒子及びFe合金粒子のメジアン径より相対的に小さいCu粉末を使用することにより、ネットワーク状に連結したCuマトリックスを形成することが可能になる。Cu粉末は、球状のガスアトマイズ粉末が好ましく、Cu粉末同士が絡みやすい細かな突起をもった電解Cu粉末を用いてもよい。
本実施形態において、支持層の強度向上のために、マトリクスには、Fe粒子及びFe合金粒子の一方又は両方を分散させる。分散させる粒子は、Fe粒子のみでもよく、Fe合金粒子のみでもよく、Fe粒子及びFe合金粒子の両方でもよい。Fe合金粒子は、Fe-Cr合金、Fe-Cr-Mo合金、及びJIS G 4404(2015)に規定されるSKD11から選択される少なくとも一種であることが好ましい。
分散させる粒子の原料となる純鉄粉及び鉄合金粉は、軟質なCu又はCu合金のマトリクス中に分散して支持層の強度を向上させるため、メジアン径は45μm以上であることが好ましく、50~100μmであることがより好ましい。純鉄粉及び鉄合金粉は、球形状又は不規則な非球形形状であることが好ましい。
本実施形態において、支持層におけるCu及びCu合金の合計含有量は、35質量%超え95質量%以下であることが重要であり、好ましくは40.0質量%超え80質量%以下であり、より好ましくは50~70質量%である。合計含有量が35質量%以下の場合、高い伝熱性を得ることができず、合計含有量が95質量%超えの場合、マトリクス中に分散させるFe粒子及びFe合金粒子の合計含有量が相対的に過少となり、支持層の強度が不十分となるおそれがある。
本実施形態において、支持層における、マトリクス中に分散したFe粒子及びFe合金粒子の合計含有量は、好ましくは5質量%以上65質量%未満であり、より好ましくは20質量%以上60質量%未満であり、さらに好ましくは30~50質量%である。合計含有量が5質量%未満の場合、支持層の強度が不十分となるおそれがあり、合計含有量が65質量%超えの場合、マトリクスを構成するCu及びCu合金の合計含有量が相対的に過少となり、高い伝熱性を得ることができない。
[シート層及び支持層の比率]
本実施形態において、シート層及び支持層の比率は、面積比で10:90~40:60であることが好ましい。すなわち、支持層の比率が60~90面積%であり、シート層の比率が10~40面積%であることが好ましい。これにより、耐摩耗性と伝熱性とをより高いレベルで両立させることができる。なお、本明細書において、シート層及び支持層の面積比率は、バルブシート中心軸に平行な切断面を光学顕微鏡で観察し、画像処理により面積比を計算することにより求めることができる。
本実施形態において、シート層及び支持層の比率は、面積比で10:90~40:60であることが好ましい。すなわち、支持層の比率が60~90面積%であり、シート層の比率が10~40面積%であることが好ましい。これにより、耐摩耗性と伝熱性とをより高いレベルで両立させることができる。なお、本明細書において、シート層及び支持層の面積比率は、バルブシート中心軸に平行な切断面を光学顕微鏡で観察し、画像処理により面積比を計算することにより求めることができる。
[焼結バルブシートの製造方法]
次に、本発明の一実施形態による焼結バルブシートを製造するための好適な方法について説明する。まず、マトリクスとなるFe合金粉と、マトリクス中に分散させる硬質粒子となるCo基合金粉と、任意の固体潤滑剤粉末とを所定の比率で混合して、シート層本体用混合粉末を得る。シート層本体用混合粉末に、任意で焼結助剤を添加して、シート層用混合粉末を得る。また、マトリクスとなるCu粉(純銅粉)及びCu合金粉の一方又は両方と、マトリクス中に分散させる粒子となるFe粉(純鉄粉)及びFe合金粉の一方又は両方とを所定の比率で混合して、支持層用混合粉末を得る。
次に、本発明の一実施形態による焼結バルブシートを製造するための好適な方法について説明する。まず、マトリクスとなるFe合金粉と、マトリクス中に分散させる硬質粒子となるCo基合金粉と、任意の固体潤滑剤粉末とを所定の比率で混合して、シート層本体用混合粉末を得る。シート層本体用混合粉末に、任意で焼結助剤を添加して、シート層用混合粉末を得る。また、マトリクスとなるCu粉(純銅粉)及びCu合金粉の一方又は両方と、マトリクス中に分散させる粒子となるFe粉(純鉄粉)及びFe合金粉の一方又は両方とを所定の比率で混合して、支持層用混合粉末を得る。
プレス成形機内に、所定形状の支持層と、該支持層上に所定形状のシート層とを形成可能な充填空間を有する金型を配置する。そして、金型の充填空間内に、上記の支持層用混合粉末を充填し、引き続き、シート層用混合粉末を充填する。そして、充填された粉末をプレス成形機で加圧成形して、圧粉成形体を得る。得られた圧粉成形体を、真空又は非酸化性もしくは還元性雰囲気中で焼結して、焼結体を得る。焼結温度は、1100~1250℃の範囲とすることが好ましい。
焼結処理時又は焼結処理後に、シート層にCu溶浸処理を施し、シート層本体の空孔部にCu又はCu合金を充填する。Cu溶浸処理は、例えば、圧粉成形体又は焼結体のシート層本体にCu又はCu合金からなるリングを乗せた状態で、焼結処理又は熱処理を行うことにより行うことができる。また、支持層のCuをシート層本体に溶浸させてもよい。
(原料粉末の作製)
表1に示す配合のシート層用混合粉末を作製した。また、表2に示す配合の支持層用混合粉末を作製した。
表1に示す配合のシート層用混合粉末を作製した。また、表2に示す配合の支持層用混合粉末を作製した。
(焼結バルブシートの作製)
表3に示すシート層用混合粉末と支持層用混合粉末との組み合わせで、焼結バルブシートを作製した。シート層と支持層との面積比率は、表3に示すものとした。成形金型に、所定量の支持層用混合粉末を充填し、続いて所定量のシート層用混合粉末を充填し、面圧640MPaで圧縮・成形して、圧粉成形体とした。ここで、圧粉成形体の積層界面は、図1に示すように、バルブシートの内外周面に垂直になるようにした。圧粉成形体を、温度1150℃の真空雰囲気中で焼成して、外径40mmφ、内径18mmφ、厚さ8mmのリング状焼結体を作製した。さらに、機械加工により、軸方向から45°傾斜したシート面を有する外径25.8mmφ、内径21.6mmφ、高さ6mmのバルブシートサンプルを作製した。
表3に示すシート層用混合粉末と支持層用混合粉末との組み合わせで、焼結バルブシートを作製した。シート層と支持層との面積比率は、表3に示すものとした。成形金型に、所定量の支持層用混合粉末を充填し、続いて所定量のシート層用混合粉末を充填し、面圧640MPaで圧縮・成形して、圧粉成形体とした。ここで、圧粉成形体の積層界面は、図1に示すように、バルブシートの内外周面に垂直になるようにした。圧粉成形体を、温度1150℃の真空雰囲気中で焼成して、外径40mmφ、内径18mmφ、厚さ8mmのリング状焼結体を作製した。さらに、機械加工により、軸方向から45°傾斜したシート面を有する外径25.8mmφ、内径21.6mmφ、高さ6mmのバルブシートサンプルを作製した。
焼結処理時に、シート層にCu溶浸処理を施し、シート層本体の空孔部にCu又はCu合金を充填した。充填したCu又はCu合金量は表1に示す。このようにして、種々の焼結バルブシートを作製した。
(耐摩耗性の評価)
図3に示したリグ試験機を用いて、耐摩耗性を評価した。評価は、バルブシート(11)に埋め込んだ熱電対(17)を用いて、バルブシートの当たり面が所定の温度になるようにバーナー(13)の火力を調節して行った。また、摩耗量は、試験前後のバルブシートとバルブの形状を測定することにより、当たり面の後退量として算出した。ここで、バルブ(14)(SUH合金)は上記バルブシートに適合するサイズのCo合金(Co-20%Cr-8%W-1.35%C-3%Fe)を盛金したものを使用した。試験条件としては、温度400℃(バルブシート当たり面)、力ム回転数2500rpm、試験時間5時間とした。なお、比較例1の摩耗量を1として各実施例・発明例の摩耗量を規格化して、表3に示した。つまり、表3の数値が小さいほど、摩耗量が少なく、耐摩耗性に優れていることを示している。
図3に示したリグ試験機を用いて、耐摩耗性を評価した。評価は、バルブシート(11)に埋め込んだ熱電対(17)を用いて、バルブシートの当たり面が所定の温度になるようにバーナー(13)の火力を調節して行った。また、摩耗量は、試験前後のバルブシートとバルブの形状を測定することにより、当たり面の後退量として算出した。ここで、バルブ(14)(SUH合金)は上記バルブシートに適合するサイズのCo合金(Co-20%Cr-8%W-1.35%C-3%Fe)を盛金したものを使用した。試験条件としては、温度400℃(バルブシート当たり面)、力ム回転数2500rpm、試験時間5時間とした。なお、比較例1の摩耗量を1として各実施例・発明例の摩耗量を規格化して、表3に示した。つまり、表3の数値が小さいほど、摩耗量が少なく、耐摩耗性に優れていることを示している。
(伝熱性の評価)
図4に示した試験機を用いて、伝熱性を評価した。評価は、バルブ(24)に接地した熱電対(22)が650℃となるようにヒーター(23)の出力を調整し、その際のバルブシート(21)側に埋め込んだ熱電対(25)の温度を計測した。なお、比較例1における温度を基準として、各実施例・比較例の温度と比較例1における温度との差を表3に示した。つまり、表3の数値が大きいほど、熱電対(25)で測定された温度が高く、伝熱性が高いことを示している。
図4に示した試験機を用いて、伝熱性を評価した。評価は、バルブ(24)に接地した熱電対(22)が650℃となるようにヒーター(23)の出力を調整し、その際のバルブシート(21)側に埋め込んだ熱電対(25)の温度を計測した。なお、比較例1における温度を基準として、各実施例・比較例の温度と比較例1における温度との差を表3に示した。つまり、表3の数値が大きいほど、熱電対(25)で測定された温度が高く、伝熱性が高いことを示している。



本発明の焼結バルブシートによれば、耐摩耗性と伝熱性とをより高いレベルで両立させることができる。
1 焼結バルブシート
2 シート層
3 支持層
4 シート面
11 バルブシートサンプル
12 バルブシートホルダ
13 バーナー
14 バルブ
15 カム
16 サーモグラフィー
17 熱電対
21 バルブシートサンプル
22 熱電対
23 ヒーター
24 バルブ
25 熱電対
2 シート層
3 支持層
4 シート面
11 バルブシートサンプル
12 バルブシートホルダ
13 バーナー
14 バルブ
15 カム
16 サーモグラフィー
17 熱電対
21 バルブシートサンプル
22 熱電対
23 ヒーター
24 バルブ
25 熱電対
Claims (13)
- 内燃機関のシリンダヘッドに圧入され、バルブにくり返し当接するシート層と、前記シリンダヘッドに接する支持層とが一体化されてなる焼結バルブシートであって、
前記シート層は、Fe合金からなるマトリクスと、前記マトリクス中に分散したCo基合金からなる硬質粒子と、を含むシート層本体と、前記シート層本体の空孔部に充填されたCu又はCu合金と、を含み、
前記シート層本体における前記Fe合金の含有量が、55~90質量%であり、
前記支持層は、Cu及びCu合金の一方又は両方からなるマトリクスと、前記マトリクス中に分散したFe粒子及びFe合金粒子の一方又は両方と、を含み、
前記支持層における前記Cu及びCu合金の合計含有量が、35質量%超え95質量%以下である、
ことを特徴とする焼結バルブシート。 - 前記シート層本体における前記硬質粒子の含有量が、9~45質量%である、請求項1に記載の焼結バルブシート。
- 前記シート層本体における前記Fe合金の含有量が、61~85質量%であり、前記シート層本体における前記硬質粒子の含有量が、15~39質量%である、請求項1に記載の焼結バルブシート。
- 前記シート層本体の空孔部に充填されたCu又はCu合金の含有量が、前記シート層本体に対して15~40質量%である、請求項1~3のいずれか一項に記載の焼結バルブシート。
- 前記シート層本体中のFe合金がハイス鋼である、請求項1~4のいずれか一項に記載の焼結バルブシート。
- 前記シート層本体中のCo基合金が、Co-Mo-Cr-Si合金である、請求項1~5のいずれか一項に記載の焼結バルブシート。
- 前記シート層本体が、前記マトリクス中に分散した固体潤滑剤からなる粒子をさらに含み、前記シート層本体における前記固体潤滑剤の含有量が3質量%以下である、請求項1~6のいずれか一項に記載の焼結バルブシート。
- 前記固体潤滑剤が、C、BN、MnS、MoS2、CaF2、WS2、及びSiO2から選択される少なくとも一種である、請求項7に記載の焼結バルブシート。
- 前記シート層が焼結助剤をさらに含み、その含有量が、前記シート層本体に対して1.5質量%以下である、請求項1~8のいずれか一項に記載の焼結バルブシート。
- 前記焼結助剤が、FeB、FeP、及びNiPから選択される少なくとも一種である、請求項9に記載の焼結バルブシート。
- 前記支持層における、前記マトリクス中に分散したFe粒子及びFe合金粒子の合計含有量が、5質量%以上65質量%未満である、請求項1~10のいずれか一項に記載の焼結バルブシート。
- 前記支持層中のFe合金粒子が、Fe-Cr合金、Fe-Cr-Mo合金、及びSKD11から選択される少なくとも一種である、請求項1~11のいずれか一項に記載の焼結バルブシート。
- 前記シート層及び前記支持層の比率が、面積比で10:90~40:60である、請求項1~12のいずれか一項に記載の焼結バルブシート。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020156789A JP2022050275A (ja) | 2020-09-17 | 2020-09-17 | 焼結バルブシート |
| JP2020-156789 | 2020-09-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022059310A1 true WO2022059310A1 (ja) | 2022-03-24 |
Family
ID=80776094
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/026046 WO2022059310A1 (ja) | 2020-09-17 | 2021-07-09 | 焼結バルブシート |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2022050275A (ja) |
| WO (1) | WO2022059310A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117120655A (zh) * | 2022-12-09 | 2023-11-24 | 帝伯爱尔株式会社 | 铁基烧结合金阀座 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07229411A (ja) * | 1994-02-18 | 1995-08-29 | Fuji Oozx Inc | 内燃機関用バルブシート及びその製造方法 |
| JP2014015645A (ja) * | 2012-07-06 | 2014-01-30 | Riken Corp | 鉄基焼結合金製バルブシート |
| WO2018180942A1 (ja) * | 2017-03-27 | 2018-10-04 | 日本ピストンリング株式会社 | 熱伝導性に優れた内燃機関用鉄基焼結合金製バルブシート |
| WO2018179590A1 (ja) * | 2017-03-28 | 2018-10-04 | 株式会社リケン | 焼結バルブシート |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07279627A (ja) * | 1994-04-07 | 1995-10-27 | Yamaha Motor Co Ltd | 圧入型バルブシート |
| JP2022035265A (ja) * | 2020-08-20 | 2022-03-04 | 日本ピストンリング株式会社 | バルブシート及びバルブシートの製造方法 |
-
2020
- 2020-09-17 JP JP2020156789A patent/JP2022050275A/ja active Pending
-
2021
- 2021-07-09 WO PCT/JP2021/026046 patent/WO2022059310A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07229411A (ja) * | 1994-02-18 | 1995-08-29 | Fuji Oozx Inc | 内燃機関用バルブシート及びその製造方法 |
| JP2014015645A (ja) * | 2012-07-06 | 2014-01-30 | Riken Corp | 鉄基焼結合金製バルブシート |
| WO2018180942A1 (ja) * | 2017-03-27 | 2018-10-04 | 日本ピストンリング株式会社 | 熱伝導性に優れた内燃機関用鉄基焼結合金製バルブシート |
| WO2018179590A1 (ja) * | 2017-03-28 | 2018-10-04 | 株式会社リケン | 焼結バルブシート |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117120655A (zh) * | 2022-12-09 | 2023-11-24 | 帝伯爱尔株式会社 | 铁基烧结合金阀座 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022050275A (ja) | 2022-03-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3926320B2 (ja) | 鉄基焼結合金製バルブシートおよびその製造方法 | |
| JP3952344B2 (ja) | バルブシート用耐摩耗性鉄基焼結合金材および鉄基焼結合金製バルブシート | |
| EP3162475B1 (en) | Sintered valve seat and method for manufacturing same | |
| EP3406865B1 (en) | Sintered valve seat | |
| JP6386676B2 (ja) | 焼結バルブシート | |
| JP5887374B2 (ja) | 鉄基焼結合金製バルブシート | |
| JP5649830B2 (ja) | バルブシート | |
| JP6290107B2 (ja) | 耐摩耗性に優れた内燃機関用バルブシートおよびその製造方法 | |
| EP2511388B1 (en) | Sintered sliding member | |
| JP2006316745A (ja) | 高温乾燥条件下ですぐれた耐摩耗性を発揮するFe基焼結合金製バルブシートの製造方法及びそのバルブシート | |
| WO2022059310A1 (ja) | 焼結バルブシート | |
| JP2022035265A (ja) | バルブシート及びバルブシートの製造方法 | |
| CN110914009B (zh) | 铁基烧结合金制阀导管及其制造方法 | |
| JP3794452B2 (ja) | バルブシート用鉄基焼結合金材 | |
| JPH06179937A (ja) | バルブシート用焼結合金 | |
| JP6827683B2 (ja) | 内燃機関用鉄基焼結合金製バルブシートおよびその製造方法 | |
| JP6309700B1 (ja) | 焼結バルブシート | |
| JP7085661B1 (ja) | 鉄基焼結合金製バルブシート | |
| CN116890116A (zh) | 内燃机用铁基烧结合金制阀座及其制造方法 | |
| JP2013173961A (ja) | 鉄基焼結合金製バルブシート | |
| JP2006193831A (ja) | バルブシート用耐摩耗性鉄基焼結合金材および鉄基焼結合金製バルブシート | |
| JPH0953423A (ja) | すぐれた耐摩耗性と低い相手攻撃性を有する鉛溶浸Fe基焼結合金製バルブガイド部材 | |
| JPH09151712A (ja) | バルブシートおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21868997 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21868997 Country of ref document: EP Kind code of ref document: A1 |