WO2022024939A1 - 繊維強化プラスチック及び繊維強化プラスチックの製造方法 - Google Patents
繊維強化プラスチック及び繊維強化プラスチックの製造方法 Download PDFInfo
- Publication number
- WO2022024939A1 WO2022024939A1 PCT/JP2021/027404 JP2021027404W WO2022024939A1 WO 2022024939 A1 WO2022024939 A1 WO 2022024939A1 JP 2021027404 W JP2021027404 W JP 2021027404W WO 2022024939 A1 WO2022024939 A1 WO 2022024939A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- thermoplastic resin
- reinforced plastic
- reinforcing fiber
- discontinuous
- Prior art date
Links
- 239000011151 fibre-reinforced plastic Substances 0.000 title claims abstract description 200
- 229920002430 Fibre-reinforced plastic Polymers 0.000 title claims abstract description 199
- 238000004519 manufacturing process Methods 0.000 title claims description 20
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 258
- 229920005989 resin Polymers 0.000 claims abstract description 154
- 239000011347 resin Substances 0.000 claims abstract description 154
- 229920001187 thermosetting polymer Polymers 0.000 claims abstract description 131
- 239000002344 surface layer Substances 0.000 claims abstract description 100
- 239000000835 fiber Substances 0.000 claims abstract description 96
- 239000010410 layer Substances 0.000 claims abstract description 23
- 239000011159 matrix material Substances 0.000 claims abstract description 10
- 239000012783 reinforcing fiber Substances 0.000 claims description 297
- 238000000034 method Methods 0.000 claims description 57
- 238000005470 impregnation Methods 0.000 claims description 29
- 239000000463 material Substances 0.000 claims description 29
- 238000000465 moulding Methods 0.000 claims description 18
- 238000005520 cutting process Methods 0.000 claims description 17
- 238000010438 heat treatment Methods 0.000 claims description 11
- 238000010030 laminating Methods 0.000 claims description 10
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 9
- 239000004917 carbon fiber Substances 0.000 claims description 9
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 7
- 239000003365 glass fiber Substances 0.000 claims description 5
- 239000003822 epoxy resin Substances 0.000 description 18
- 229920000647 polyepoxide Polymers 0.000 description 18
- 230000000052 comparative effect Effects 0.000 description 13
- 239000003677 Sheet moulding compound Substances 0.000 description 11
- 238000005259 measurement Methods 0.000 description 11
- VZSRBBMJRBPUNF-UHFFFAOYSA-N 2-(2,3-dihydro-1H-inden-2-ylamino)-N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]pyrimidine-5-carboxamide Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C(=O)NCCC(N1CC2=C(CC1)NN=N2)=O VZSRBBMJRBPUNF-UHFFFAOYSA-N 0.000 description 10
- 238000003466 welding Methods 0.000 description 10
- -1 polyethylene terephthalate Polymers 0.000 description 9
- 238000005304 joining Methods 0.000 description 8
- 229920001643 poly(ether ketone) Polymers 0.000 description 8
- 239000003795 chemical substances by application Substances 0.000 description 7
- 230000003287 optical effect Effects 0.000 description 6
- 238000003825 pressing Methods 0.000 description 6
- 239000011800 void material Substances 0.000 description 6
- HMUNWXXNJPVALC-UHFFFAOYSA-N 1-[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperazin-1-yl]-2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethanone Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)N1CCN(CC1)C(CN1CC2=C(CC1)NN=N2)=O HMUNWXXNJPVALC-UHFFFAOYSA-N 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 230000000007 visual effect Effects 0.000 description 5
- NIPNSKYNPDTRPC-UHFFFAOYSA-N N-[2-oxo-2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 NIPNSKYNPDTRPC-UHFFFAOYSA-N 0.000 description 4
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 239000002184 metal Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229920003986 novolac Polymers 0.000 description 3
- 239000005011 phenolic resin Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920001721 polyimide Polymers 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 2
- CMLFRMDBDNHMRA-UHFFFAOYSA-N 2h-1,2-benzoxazine Chemical compound C1=CC=C2C=CNOC2=C1 CMLFRMDBDNHMRA-UHFFFAOYSA-N 0.000 description 2
- YLZOPXRUQYQQID-UHFFFAOYSA-N 3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)-1-[4-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]piperazin-1-yl]propan-1-one Chemical compound N1N=NC=2CN(CCC=21)CCC(=O)N1CCN(CC1)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F YLZOPXRUQYQQID-UHFFFAOYSA-N 0.000 description 2
- 229930185605 Bisphenol Natural products 0.000 description 2
- AFCARXCZXQIEQB-UHFFFAOYSA-N N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CCNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 AFCARXCZXQIEQB-UHFFFAOYSA-N 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 229920003235 aromatic polyamide Polymers 0.000 description 2
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 239000007822 coupling agent Substances 0.000 description 2
- 239000004643 cyanate ester Substances 0.000 description 2
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical group C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 229920003192 poly(bis maleimide) Polymers 0.000 description 2
- 229920002492 poly(sulfone) Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 239000009719 polyimide resin Substances 0.000 description 2
- 229920001955 polyphenylene ether Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000002990 reinforced plastic Substances 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 229920006337 unsaturated polyester resin Polymers 0.000 description 2
- 229920001567 vinyl ester resin Polymers 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- OUPZKGBUJRBPGC-UHFFFAOYSA-N 1,3,5-tris(oxiran-2-ylmethyl)-1,3,5-triazinane-2,4,6-trione Chemical compound O=C1N(CC2OC2)C(=O)N(CC2OC2)C(=O)N1CC1CO1 OUPZKGBUJRBPGC-UHFFFAOYSA-N 0.000 description 1
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical group C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 1
- ZJRAAAWYHORFHN-UHFFFAOYSA-N 2-[[2,6-dibromo-4-[2-[3,5-dibromo-4-(oxiran-2-ylmethoxy)phenyl]propan-2-yl]phenoxy]methyl]oxirane Chemical compound C=1C(Br)=C(OCC2OC2)C(Br)=CC=1C(C)(C)C(C=C1Br)=CC(Br)=C1OCC1CO1 ZJRAAAWYHORFHN-UHFFFAOYSA-N 0.000 description 1
- AGXAFZNONAXBOS-UHFFFAOYSA-N 2-[[3-(oxiran-2-ylmethyl)phenyl]methyl]oxirane Chemical compound C=1C=CC(CC2OC2)=CC=1CC1CO1 AGXAFZNONAXBOS-UHFFFAOYSA-N 0.000 description 1
- IWRZKNMUSBNOOD-UHFFFAOYSA-N 2-methyl-4-(oxiran-2-ylmethoxy)-n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound C=1C=C(N(CC2OC2)CC2OC2)C(C)=CC=1OCC1CO1 IWRZKNMUSBNOOD-UHFFFAOYSA-N 0.000 description 1
- OVEUFHOBGCSKSH-UHFFFAOYSA-N 2-methyl-n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound CC1=CC=CC=C1N(CC1OC1)CC1OC1 OVEUFHOBGCSKSH-UHFFFAOYSA-N 0.000 description 1
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- LJGHYPLBDBRCRZ-UHFFFAOYSA-N 3-(3-aminophenyl)sulfonylaniline Chemical compound NC1=CC=CC(S(=O)(=O)C=2C=C(N)C=CC=2)=C1 LJGHYPLBDBRCRZ-UHFFFAOYSA-N 0.000 description 1
- VAGOJLCWTUPBKD-UHFFFAOYSA-N 3-(oxiran-2-ylmethoxy)-n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound C1OC1COC(C=1)=CC=CC=1N(CC1OC1)CC1CO1 VAGOJLCWTUPBKD-UHFFFAOYSA-N 0.000 description 1
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical compound C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 1
- AHIPJALLQVEEQF-UHFFFAOYSA-N 4-(oxiran-2-ylmethoxy)-n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound C1OC1COC(C=C1)=CC=C1N(CC1OC1)CC1CO1 AHIPJALLQVEEQF-UHFFFAOYSA-N 0.000 description 1
- PMPLQTWAQNSOSY-UHFFFAOYSA-N 4-[[4-[bis(oxiran-2-ylmethyl)amino]-3-ethylphenyl]methyl]-2-ethyl-n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound C=1C=C(N(CC2OC2)CC2OC2)C(CC)=CC=1CC(C=C1CC)=CC=C1N(CC1OC1)CC1CO1 PMPLQTWAQNSOSY-UHFFFAOYSA-N 0.000 description 1
- FAUAZXVRLVIARB-UHFFFAOYSA-N 4-[[4-[bis(oxiran-2-ylmethyl)amino]phenyl]methyl]-n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound C1OC1CN(C=1C=CC(CC=2C=CC(=CC=2)N(CC2OC2)CC2OC2)=CC=1)CC1CO1 FAUAZXVRLVIARB-UHFFFAOYSA-N 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- MKYBYDHXWVHEJW-UHFFFAOYSA-N N-[1-oxo-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propan-2-yl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(C(C)NC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 MKYBYDHXWVHEJW-UHFFFAOYSA-N 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229930040373 Paraformaldehyde Natural products 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 235000010290 biphenyl Nutrition 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000004883 computer application Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 239000003484 crystal nucleating agent Substances 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000002781 deodorant agent Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000000077 insect repellent Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000013507 mapping Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- 238000010137 moulding (plastic) Methods 0.000 description 1
- JAYXSROKFZAHRQ-UHFFFAOYSA-N n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound C1OC1CN(C=1C=CC=CC=1)CC1CO1 JAYXSROKFZAHRQ-UHFFFAOYSA-N 0.000 description 1
- 125000001624 naphthyl group Chemical group 0.000 description 1
- AFEQENGXSMURHA-UHFFFAOYSA-N oxiran-2-ylmethanamine Chemical compound NCC1CO1 AFEQENGXSMURHA-UHFFFAOYSA-N 0.000 description 1
- 229920006287 phenoxy resin Polymers 0.000 description 1
- 239000013034 phenoxy resin Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 229920000412 polyarylene Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002215 polytrimethylene terephthalate Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 238000007781 pre-processing Methods 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/12—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of short length, e.g. in the form of a mat
- B29C70/14—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of short length, e.g. in the form of a mat oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/003—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised by the matrix material, e.g. material composition or physical properties
- B29C70/0035—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised by the matrix material, e.g. material composition or physical properties comprising two or more matrix materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/12—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of short length, e.g. in the form of a mat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/545—Perforating, cutting or machining during or after moulding
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/043—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with glass fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/243—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/244—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0036—Slitting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2063/00—Use of EP, i.e. epoxy resins or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2309/00—Use of inorganic materials not provided for in groups B29K2303/00 - B29K2307/00, as reinforcement
- B29K2309/08—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/22—Thermoplastic resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/24—Thermosetting resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
- C08J2363/02—Polyglycidyl ethers of bis-phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/04—Polyesters derived from hydroxy carboxylic acids, e.g. lactones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
Definitions
- the present invention relates to a fiber reinforced plastic and a method for manufacturing a fiber reinforced plastic.
- Fiber reinforced plastic which uses thermosetting resin or thermoplastic resin as a matrix and is combined with reinforced fibers such as carbon fibers and glass fibers, is lightweight but has excellent mechanical properties such as strength and rigidity, heat resistance, and corrosion resistance. There is. Therefore, fiber reinforced plastics have been applied to many fields such as aerospace, automobiles, railways, ships, civil engineering and construction, and sports equipment.
- fiber reinforced plastics are not suitable for manufacturing parts and structures having complicated shapes in a single molding process, and in the above applications, members made of fiber reinforced plastics are manufactured, and then the same kind or structures are manufactured. It is necessary to integrate with different types of members.
- a method for integrating a fiber-reinforced plastic and a member of the same type or a different type a mechanical joining method using bolts, rivets, screws, or the like, or a joining method using an adhesive is used.
- the mechanical joining method requires a process of pre-processing the joint part such as a drilling process, it leads to a long manufacturing process and an increase in manufacturing cost, and there is a problem that the material strength is lowered due to drilling. there were.
- Even in the bonding method using an adhesive since the bonding process and the curing process including the preparation of the adhesive and the application work of the adhesive are required, the manufacturing process is lengthened and the bonding strength is also reliable. There was a problem that sufficient satisfaction could not be obtained.
- Patent Document 1 discloses a laminate made of a fiber-reinforced resin in which a thermosetting resin layer and a thermoplastic resin layer form a concavo-convex boundary surface inside a reinforcing fiber bundle. It is described that a bonded body having excellent bonding strength can be obtained by bonding to another member by welding via a thermoplastic resin layer of the body.
- the interface between the thermosetting resin and the thermoplastic resin is located inside the reinforcing fiber bundle. Therefore, the reinforcing fiber bears the load and suppresses the interfacial peeling between the thermosetting resin and the thermoplastic resin, and at the same time, excellent bonding strength can be obtained when welded to another member.
- the laminated body is not always suitable for applications in which shape followability should be prioritized over strength.
- An object of the present invention is to provide a fiber reinforced plastic which can be welded to another member via a thermoplastic resin and has excellent bonding strength to another member and also has excellent shape followability. It is in.
- a fiber reinforced plastic having a layer including a reinforcing fiber and a matrix in which a thermosetting resin and a thermoplastic resin are integrated as at least one surface layer in the thickness direction.
- the reinforcing fibers form randomly stacked discontinuous reinforcing fiber bundles, or form discontinuous reinforcing fiber bundles arranged in one direction.
- a part of the discontinuous reinforcing fiber bundle is in contact with both the thermosetting resin and the thermoplastic resin.
- a fiber reinforced plastic in which the thermoplastic resin is exposed on at least a part of the surface of the surface layer.
- thermoplastic resin has a region continuous from the surface in the thickness direction.
- ⁇ 4> The fiber-reinforced plastic according to any one of ⁇ 1> to ⁇ 3>, wherein the content of the reinforcing fibers in the surface layer is 15% by volume or more and 70% by volume or less.
- ⁇ 5> The fiber-reinforced plastic according to any one of ⁇ 1> to ⁇ 4>, wherein the average fiber length of the reinforcing fibers in the surface layer is in the range of 5 mm to 100 mm.
- ⁇ 6> The fiber-reinforced plastic according to any one of ⁇ 1> to ⁇ 5>, wherein the reinforcing fiber is at least one selected from the group consisting of carbon fiber and glass fiber in the surface layer.
- ⁇ 7> The fiber reinforcement according to any one of ⁇ 1> to ⁇ 6>, wherein the presence ratio of voids in contact with the longitudinal end of the discontinuous reinforcing fiber bundle in the surface layer is 5 area% or less.
- plastic ⁇ 8> The fiber-reinforced plastic according to any one of ⁇ 1> to ⁇ 7>, wherein the surface layer has a longitudinal impregnation distance of 20 ⁇ m or more.
- thermoplastic resin occupies between any adjacent discontinuous fiber-reinforced bundles.
- thermosetting resin are provided on both surface layers in the thickness direction.
- thermoplastic resin is exposed on the surfaces of both surface layers.
- ⁇ 12> The fiber-reinforced plastic according to any one of ⁇ 1> to ⁇ 11>, wherein at least a part of the discontinuous reinforcing fiber bundle constituting the fiber-reinforced plastic is oriented in the out-of-plane direction.
- Step 1 of impregnating the reinforcing fiber bundle with thermosetting resin
- Step 2 of impregnating the reinforcing fiber bundle with the thermoplastic resin
- Step 3 of cutting the reinforcing fiber bundle into a discontinuous reinforcing fiber bundle
- Step 4 of laminating the required number of base materials constituting the fiber reinforced plastic so that the thermoplastic resin is exposed on at least one surface in the thickness direction.
- step 5 of molding a fiber reinforced plastic by heating and pressurizing.
- step 5 is carried out after the steps 1 to 4 are carried out, or is carried out at the same time as the steps 2 after the steps 1, 3 and 4 are carried out, or the steps 2, 3 and 4 are carried out.
- a method for producing a fiber reinforced plastic which is carried out at the same time as the step 1 after being carried out.
- the step 6 is included in which the longitudinal end portion of the discontinuous reinforcing fiber bundle is allowed to flow so as to be in contact with the thermosetting resin or the thermoplastic resin. 13> The method for producing a fiber-reinforced plastic.
- step 6 In the surface layer on which the thermoplastic resin is exposed, at least a part of the discontinuous reinforcing fiber bundle is in contact with both the thermosetting resin and the thermoplastic resin. Further, at least one reinforcing fiber constituting the reinforcing fiber bundle and the thermoplastic resin are allowed to flow so as to be in continuous contact with each other in the longitudinal direction from the longitudinal end portion of the reinforcing fiber.
- the fiber-reinforced plastic of the present invention has a thermoplastic resin exposed on at least a part of the surface of the surface layer, so that it can be joined to another member by welding via the thermoplastic resin. Further, since a part of the discontinuous reinforcing fiber bundle is in contact with both the thermosetting resin and the thermoplastic resin, peeling at the interface between the thermosetting resin and the thermoplastic resin is unlikely to occur. Further, since the reinforcing fiber is a discontinuous reinforcing fiber bundle, it is excellent in shape followability, and is therefore particularly useful in applications where both strength and shape followability should be achieved.
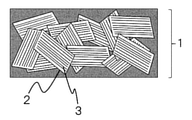
- FIG. 1 is a schematic view of an embodiment of the fiber reinforced plastic of the present invention when viewed in a plan view.
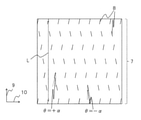
- FIG. 2 is a schematic cross-sectional view of an embodiment of the fiber reinforced plastic of the present invention.
- FIG. 3 is a schematic view of an embodiment of a notched prepreg that can be used in producing the fiber reinforced plastic of the present invention.
- FIG. 4 is a schematic cross-sectional view of an embodiment of the fiber reinforced plastic of the present invention, which helps to explain the method for measuring the maximum impregnation distance.
- FIG. 5 is a schematic cross-sectional view of an embodiment of the fiber reinforced plastic of the present invention.
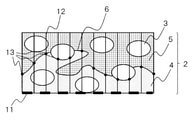
- FIG. 6 is a schematic cross-sectional view of an embodiment of the fiber reinforced plastic of the present invention.
- FIG. 7 is a schematic cross-sectional view of an embodiment of the fiber reinforced plastic of the present invention, which assists in explaining a method for measuring an average roughness height Rc.
- FIG. 8 is a schematic cross-sectional view of an embodiment of the fiber reinforced plastic of the present invention, which helps to explain a method for measuring a longitudinal impregnation distance.
- FIG. 9 is an example of the fiber reinforced plastic of the present invention, and shows an example of the shape of the fiber reinforced plastic of the present invention.
- the fiber-reinforced plastic of the present invention will be described with reference to the drawings as appropriate, but the drawings are used for convenience in order to facilitate understanding of the present invention, and do not limit the present invention in any way.
- the cross section of fiber reinforced plastic refers to a cross section cut in parallel in the thickness direction, unless otherwise specified.
- the fiber reinforced plastic of the present invention is a fiber reinforced plastic having a layer including a reinforcing fiber and a matrix in which a thermosetting resin and a thermoplastic resin are integrated as at least one surface layer in the thickness direction.
- the reinforcing fibers form randomly stacked discontinuous reinforcing fiber bundles, or form discontinuous reinforcing fiber bundles arranged in one direction. A part of the discontinuous reinforcing fiber bundle is in contact with both the thermosetting resin and the thermoplastic resin.
- the thermoplastic resin is exposed on at least a part of the surface of the surface layer.
- the fiber reinforced plastic of the present invention contains a plurality of discontinuous reinforced fiber bundles as reinforced fibers.
- the discontinuous reinforcing fiber bundle is composed of a plurality of discontinuous reinforcing fibers. Since the discontinuous reinforcing fibers are bundled together, it can be made into a fiber reinforced plastic having excellent rigidity.
- the reinforcing fiber examples include carbon fiber, glass fiber, metal fiber, aromatic polyamide fiber, polyaramid fiber, alumina fiber, silicon carbide fiber, boron fiber, genbuiwa fiber and the like.
- reinforcing fibers such as carbon fiber and glass fiber are preferable from the viewpoint of elastic modulus, strength and practical use. These reinforcing fibers may be used alone or in combination of two or more as appropriate.
- carbon fiber is particularly preferably used because of its low specific gravity, high strength, and high elastic modulus.
- Examples of commercially available carbon fiber products include "Torayca (registered trademark)" T800G-24K, “Torayca (registered trademark)” T800S-24K, “Torayca (registered trademark)” T700G-24K, and “Torayca (registered trademark)”. Examples thereof include T700S-24K, “Treca (registered trademark)” T300-3K, and “Treca (registered trademark)” T1100G-24K (all manufactured by Toray Industries, Inc.).
- These reinforcing fibers may be surface-treated.
- the surface treatment includes a metal adhesion treatment, a coupling agent treatment, a sizing agent treatment, an additive adhesion treatment, and the like.
- the discontinuous reinforcing fiber bundles 2 can exist in a state of being randomly stacked in the surface layer of the fiber reinforced plastic.
- the method for obtaining the surface layer of the fiber-reinforced plastic of the present invention discontinuous reinforced fiber bundles obtained by cutting the reinforced fiber bundles in advance are deposited on a carrier so that they are stacked on each other, and then thermosetting. Examples thereof include a method of molding a base material impregnated with a resin and a thermoplastic resin.
- An example of a randomly stacked discontinuous reinforcing fiber bundle in the present invention is a sheet molding compound (SMC). Since the discontinuous reinforcing fiber bundles are randomly stacked, the shape followability can be made excellent, which is advantageous in applications where the shape followability should be prioritized over the relative strength.
- SMC sheet molding compound
- the discontinuous reinforcing fiber bundles 2 can be randomly stacked.
- the fact that the discontinuously reinforced fiber bundles are randomly stacked means that the discontinuously reinforced fiber bundles have a portion where the discontinuously reinforced fiber bundles overlap each other when the surface layer of the fiber reinforced plastic of the present invention is viewed in a plan view.
- the orientation direction of 20 randomly selected discontinuous reinforcing fiber bundles intersects in the plane.
- the smaller angle (hereinafter, this is referred to as "two”). It may be referred to as "dimensional orientation angle”), which means that the measured average value is 10 degrees or more and 80 degrees or less.
- the orientation direction projected onto the plane of the discontinuous reinforcing fiber bundle is the end in the longitudinal direction in which one reinforcing fiber contained in the discontinuous reinforcing fiber bundle visually visible in a plan view is selected and the selected reinforcing fiber can be visually recognized.
- the direction is the straight line connecting the parts.
- the reinforcing fibers to be selected are arbitrary, but they are present near the center of the discontinuous reinforcing fiber bundle in the fiber orthogonal direction, and the surrounding reinforcing fibers contained in the same discontinuous reinforcing fiber bundle are substantially parallel to the selected reinforcing fibers. Is preferable. If the extension lines in the orientation direction of the discontinuous reinforcing fiber bundle do not intersect, the two-dimensional orientation angle is set to 0 degrees.
- the average value of the two-dimensional orientation angles is more preferably 30 degrees or more and 60 degrees or less, further preferably 40 degrees or more and 50 degrees or less, and the closer to the ideal angle of 45 degrees, the more preferable. ..
- the discontinuous reinforcing fiber bundles in the surface layer can be arranged in one direction.
- the strength of the fiber reinforced plastic can be made excellent, which is advantageous in applications where strength is relatively prioritized over shape followability.
- the fact that the discontinuous reinforcing fiber bundles are arranged in one direction means that the average value of the two-dimensional orientation angles is 0 degrees or more and less than 10 degrees.
- a base material obtained by cutting at least a part of the reinforcing fiber bundle contained in the prepreg in which the reinforcing fibers are arranged in one direction to form a discontinuous reinforcing fiber bundle is used.
- a method of molding can be mentioned.
- An example of such a prepreg is a notched prepreg 7, as shown in FIG.
- the shape of the notch and the shape of the discontinuous reinforcing fiber bundle are not particularly limited.
- the cut prepreg may have a cut parallel to the reinforcing fiber that divides the fiber bundle in the width direction, in addition to the cut that divides the reinforcing fiber in the longitudinal direction shown in FIG.
- the fiber-reinforced plastic of the present invention has a surface layer containing a reinforcing fiber forming a discontinuous reinforcing fiber bundle existing in the above state and a matrix in which a thermosetting resin and a thermoplastic resin are integrated. Further, a part of the discontinuous reinforcing fiber bundle is in contact with both the thermosetting resin and the thermoplastic resin, and the thermoplastic resin is present on the surface of the surface layer (hereinafter, "the thermoplastic resin is exposed"). I sometimes say ".”
- thermoplastic resin As a result, good welding with members of the same type or different types is possible via the thermoplastic resin, so that the time required for the joining process can be shortened as compared with the fiber reinforced plastic consisting only of the thermosetting resin and the reinforcing fiber. , It is possible to speed up the molding of structural members.
- Examples of the shape of the fiber-reinforced plastic of the present invention include a flat plate shape having irregularities on the side surface, a shape having a flat surface portion and a curved surface portion such as an L-shaped member, and a discontinuous reinforcing fiber bundle such as a rib shape and an uneven shape.
- a shape in which at least a part is oriented in the out-of-plane direction can be mentioned, but this is not the case.
- discontinuous reinforcing fiber bundle is oriented in the out-of-plane direction when a part of another discontinuous reinforcing fiber bundle on the same surface layer is arranged so that one discontinuous reinforcing fiber bundle on the surface layer is horizontal. It means that there is a combination in which the angle formed with respect to the horizontal is 5 degrees or more.
- the average fiber length of the reinforcing fibers constituting the discontinuous reinforcing fiber bundle is 5 mm or more and 100 mm or less on the surface layer.
- the average fiber length is 5 mm or more, the reinforcing fibers existing at the interface between the thermosetting resin and the thermoplastic resin can sufficiently bear the load. Therefore, the stress applied to the interface between the thermosetting resin and the thermoplastic resin is reduced, and as a result, the interface peeling is suppressed, so that the effect of improving the bonding strength is likely to appear.
- the average fiber length is 100 mm or less, the shape followability when molding the fiber reinforced plastic is excellent.
- the fiber lengths of the reinforcing fibers constituting each of the discontinuous reinforcing fiber bundles contained in the surface layer are substantially the same. Since the fiber lengths are substantially the same, it is possible to suppress variations in the mechanical properties of the fiber-reinforced plastic of the present invention.
- the fact that the fiber lengths are substantially the same means that the average fiber length of the reinforcing fibers constituting one discontinuous reinforcing fiber bundle contained in the surface layer (hereinafter referred to as "fiber bundle length"). It means that the ratio of the number of reinforcing fibers 10 mm or more longer or shorter than (there is) is 10% or less with respect to all the reinforcing fibers contained in the discontinuous reinforcing fiber bundle.
- the ratio of the number of the reinforcing fibers is preferably close to 0%, but in the manufacturing process, the base material is displaced, the blade is chipped, and the cutting cannot be performed as designed, and the ratio of the number of the reinforcing fibers is 0. May be greater than%.
- the average fiber lengths of all the discontinuous reinforcing fiber bundles contained in the surface layer except those in contact with the side surface are substantially the same.
- the fact that the average fiber lengths of the discontinuous reinforcing fiber bundles are substantially the same means that the fiber bundle lengths of the discontinuous reinforcing fiber bundles contained in the surface layer are longer or shorter than the average value of the fiber bundle lengths by 10 mm or more. It means that the ratio of the number of bundles of discontinuous fiber reinforced bundles is 10% or less.
- the ratio of the discontinuous reinforcing fiber bundle is preferably close to 0%, but the bundle of the discontinuous reinforcing fiber bundle cannot be cut as designed due to the displacement of the base material, the chipping of the blade, etc. in the manufacturing process. The percentage of numbers can be greater than 0%.
- the exposed surface of the thermoplastic resin may be single-sided or double-sided. That is, the fiber reinforced plastic of the present invention has layers containing a discontinuous reinforced fiber bundle, a thermoplastic resin and a thermosetting resin on both surface layers in the thickness direction, and the thermoplastic resin is surfaced on both surface layers. You may put it out.
- the surface including the exposed portion of the thermoplastic resin contained in the surface layer is referred to as a "joint surface”.
- both sides are “joint surfaces”.
- the proportion of the thermoplastic resin on the surface of the joint surface is not particularly limited, and the thermoplastic resin may be exposed on the entire surface of the joint surface or may be exposed only on a part of the joint surface.
- the larger the proportion of the thermoplastic resin exposed on the joint surface the larger the area that can be used for joining, so an increase in joining force can be expected.
- the proportion of the thermoplastic resin on the surface of the joint surface is preferably 5 area% or more, more preferably 10 area% or more, still more preferably 20 area% or more.
- the fiber reinforced plastic of the present invention a part of the discontinuous reinforced fiber bundle is in contact with both the thermosetting resin and the thermoplastic resin.
- the bonding surface of the fiber reinforced plastic of the present invention is used to bond with the same kind or different materials, and when a load is applied, the interface between the thermosetting resin and the thermoplastic resin is formed.
- the strong reinforcing fibers in the discontinuous reinforcing fiber bundle existing straddling the load bear the load. Therefore, the load applied to the interface between the thermosetting resin and the thermoplastic resin is reduced, and the peeling is suppressed, so that the apparent interface strength between the thermosetting resin and the thermoplastic resin is improved.
- the interface shape between the thermosetting resin and the thermoplastic resin becomes complicated, so that the contact area between the thermosetting resin and the thermoplastic resin is complicated. It is expected that the apparent interfacial strength will be further improved due to the increase in the amount of resin and the occurrence of catching due to unevenness.
- the fiber-reinforced plastic of the present invention may take any form such that the contact surface between the thermosetting resin and the thermoplastic resin forms an admixture layer, but as a more preferable form, as shown in FIG.
- the region containing the thermosetting resin 5 as the main component and the region containing the thermoplastic resin 4 as the main component form the interface 6.
- thermoplastic resin is present between the discontinuous reinforced fiber bundles.
- thermoplastic resin between the discontinuous reinforcing fiber bundles will be described by taking the cross section of FIG. 2 as an example.
- the reinforcing fiber is applied from the longitudinal end of one discontinuous reinforcing fiber bundle 2 to the longitudinal end or side surface of another discontinuous reinforcing fiber bundle 2. It does not pass and is connected by a straight line so as to be the shortest distance between the fiber bundles.
- the straight line passes through the thermoplastic resin 4, the thermosetting resin 5, and the void existing between the fiber bundles, and the total length of the straight line passing through the thermoplastic resin 4 is 30 with respect to the total length of the straight line.
- the fact that a straight line of% or more can be drawn means that the thermoplastic resin 4 is present between the discontinuous reinforcing fiber bundles 2.
- the total length of passing through the thermoplastic resin is 50% or more among the straight lines of which the total length of passing through the thermoplastic resin is 30% or more.
- the ratio of the number of straight lines is preferably 30% or more, more preferably 50% or more, still more preferably 80% or more.
- thermoplastic resin occupies between any adjacent discontinuous reinforced fiber bundles.
- the thermoplastic resin is sufficiently impregnated between the discontinuous reinforcing fiber bundles, and as a result, the interface between the thermosetting resin and the thermoplastic resin can have a more complicated structure. It is possible and is expected to improve the bonding strength.
- thermoplastic resin occupies between any adjacent discontinuous reinforcing fiber bundles means that the total length of the straight lines between the discontinuous reinforcing fiber bundles passing through the thermoplastic resin 4 is 100%. It means that a straight line can be drawn. It is more preferable to be able to draw a straight line between the plurality of discontinuous reinforcing fiber bundles in which the total length of the fibers passing through the thermoplastic resin is 100%.
- the volume content of the reinforced fiber in the surface layer is preferably 15% by volume or more and 70% by volume or less.
- the volume content is 15% by volume or more, the amounts of the thermosetting resin and the thermoplastic resin do not become too large as compared with the discontinuous reinforced fiber bundle, and the specific strength and the specific elastic modulus tend to be excellent.
- the volume content is 70% by volume or less, impregnation defects of the thermosetting resin and the thermoplastic resin are unlikely to occur, and the voids of the obtained fiber reinforced plastic tend to be reduced.
- the volume content is more preferably 20% by volume or more and 70% by volume or less, and further preferably 25% by volume or more and 70% by volume or less.
- the volume content of the reinforcing fibers in the surface layer means the volume content in the region where the reinforcing fibers are present, and does not contain the reinforcing fibers on the surface or between the layers of the fiber-reinforced plastic, or the number of the reinforcing fibers is small. Measure and calculate except for the area occupied by the resin. The measurement is carried out at a plurality of locations, preferably 5 or more locations, the volume content of the reinforcing fibers is calculated at each location, and the average value is taken as the volume content of the reinforcing fibers in the surface layer.
- the surface layer has a region in which the thermoplastic resin is continuous from the surface in the thickness direction, and the thickness of the portion where the thermoplastic resin is in contact with the discontinuous reinforced fiber bundle in the region is not.
- the maximum value is preferably 10 ⁇ m or more, which is more preferable. Is 20 ⁇ m or more, more preferably 50 ⁇ m or more (hereinafter, the thickness may be referred to as “maximum impregnation distance”).
- the region where the thermoplastic resin is continuous from the surface in the thickness direction means that the boundary of the thermoplastic resin is continuous in the fiber reinforced plastic when the cross section in the thickness direction is observed. Excludes regions that are not continuous from the thermoplastic resin 4 whose boundaries are exposed, such as the thermoplastic resin 4'when observing the cross section in the thickness direction shown in FIG. 5, for example. ..
- the maximum impregnation distance is, as shown in FIG. 4, a line drawn parallel to the joint surface starting from the point where the thermoplastic resin continuous in the thickness direction first contacts the reinforcing fiber bundle in the thickness direction.
- the intersections are indicated by black dots on the vertical baseline 12 in FIG. 4), the distance from the reference line 11 to the farthest intersection.
- the cross section is in an arbitrary direction, and when the discontinuous reinforcing fiber bundles are arranged in one direction, 45 degrees with respect to the arrangement direction of the discontinuous reinforcing fiber bundles.
- the roughness average height Rc defined by JIS B0601 (2001) of the cross-sectional curve described later is preferably 3.5 ⁇ m or more, more preferably 10 ⁇ m or more. It is considered that such a structure is formed by the discontinuous reinforcing fiber bundle and the flow of the thermosetting resin / thermoplastic resin.
- the contact area between the thermoplastic resin and the thermosetting resin is further increased, and the catching due to the unevenness is complicated, so that the apparent interface strength is further improved. There is expected. Further, the discontinuous reinforcing fibers existing on the interface are chemically and / or physically bonded to the thermosetting resin and the thermoplastic resin, and the interface strength between the thermosetting resin and the thermoplastic resin is improved.
- a known method can be used. For example, a method of measuring from a cross-sectional image of a fiber-reinforced plastic obtained by using X-ray CT, a method of measuring from an element analysis mapping image by an energy dispersive X-ray spectroscope (EDS), an optical microscope, a scanning electron microscope (SEM). Alternatively, a method of measuring from a cross-sectional observation image by a transmission electron microscope (TEM) can be mentioned.
- EDS energy dispersive X-ray spectroscope
- SEM scanning electron microscope
- TEM transmission electron microscope
- thermosetting resin and / or the thermoplastic resin may be dyed to adjust the contrast.
- the roughness average height Rc of the cross-sectional curve is measured in a range of 500 ⁇ m square.
- FIG. 6 is a schematic cross-sectional view of the fiber reinforced plastic of the present invention.
- the discontinuous reinforcement 3 including the discontinuous reinforcing fibers 3 in contact with both the thermosetting resin 5 and the thermoplastic resin 4 is included.
- the roughness average height Rc is measured in the region having the fiber bundle 2.
- FIG. 7 is an enlargement of the region used for measuring the roughness average height Rc in FIG.
- the thermosetting resin 5 is in contact with the thermoplastic resin 4 at the interface 6. Further, on the interface 6, a plurality of discontinuous reinforcing fibers 3 included in a certain discontinuous reinforcing fiber bundle are present.
- a vertical baseline 12 is drawn from the reference line 11 through the thermoplastic resin 4 toward the thermosetting resin 5 at intervals of 5 ⁇ m.
- the measurement points 14 where the vertical baseline 12 drawn from the reference line 11 intersects the thermosetting resin 5 for the first time are plotted, and the line connecting the plotted points is taken as a cross-sectional curve.
- the obtained cross-sectional curve is subjected to filtering processing based on JIS B0601 (2001), and the roughness average height Rc of the cross-sectional curve is calculated.
- the basis weight of the thermoplastic resin used for the surface layer of the fiber-reinforced plastic of the present invention is preferably 10 g / m 2 or more, and more preferably 20 g / m 2 or more.
- the basis weight of the thermoplastic resin is 10 g / m 2 or more, a sufficient thickness for exhibiting excellent bonding strength can be obtained.
- the upper limit of the texture of the thermoplastic resin on the surface layer is not particularly limited, but the content of the thermoplastic resin does not become too large as compared with the content of the reinforcing fiber, and a fiber reinforced plastic having excellent specific strength and specific elastic modulus can be obtained. Therefore, it is preferably 500 g / m 2 or less.
- the texture of the thermoplastic resin refers to the mass (g) of the thermoplastic resin contained in 1 m 2 of the surface layer of the fiber reinforced plastic.
- the amount of reinforced fiber per unit area in the surface layer of the fiber reinforced plastic of the present invention is preferably 30 g / m 2 or more and 2,000 g / m 2 or less.
- the amount of the reinforcing fiber is 30 g / m 2 or more, the number of base materials required to obtain a predetermined thickness in the fiber reinforced plastic molding can be reduced, and the work is easy to be simplified.
- the amount of the reinforcing fiber is 2,000 g / m 2 or less, the drape property as a precursor of the fiber reinforced plastic is likely to be improved.
- the abundance ratio of voids in contact with the longitudinal end of the discontinuous reinforced fiber bundle is preferably 5 area% or less.
- the abundance ratio of voids in contact with the longitudinal end of the discontinuous reinforcing fiber bundle is measured as follows. First, when the discontinuous reinforcing fiber bundles are randomly stacked, a cross-sectional image in an arbitrary direction is obtained, and when the discontinuous reinforcing fiber bundles are arranged in one direction, a cross-sectional image in the thickness direction is parallel to the arrangement direction. To get multiple sheets. Next, in each of the acquired images, the area of the void in contact with the longitudinal end of the discontinuous reinforcing fiber bundle and the area of the portion corresponding to the surface layer are measured, respectively.
- the presence of voids in contact with the longitudinal end of the discontinuous reinforcing fiber bundle by dividing the total area of the measured voids by the total area of the area corresponding to the surface and multiplying by 100.
- the abundance ratio of voids in contact with the longitudinal end of the discontinuous reinforcing fiber bundle is more preferably 3 area% or less, still more preferably 1 area% or less.
- the cross-sectional image of the fiber reinforced plastic can be obtained by cutting at an arbitrary point in the thickness direction, embedding and polishing, and then observing with an optical microscope.
- the reinforcing fiber and the thermoplastic resin are continuously in contact with each other in the longitudinal direction of the fiber from the end portion in the longitudinal direction of the reinforcing fiber (hereinafter, the contacting portion thereof).
- the length is sometimes referred to as "longitudinal impregnation distance").
- the length at which the reinforcing fiber and the thermoplastic resin are continuously in contact with each other in the longitudinal direction from the longitudinal end of the reinforcing fiber is, as shown in FIG. 8, the length at which the thermoplastic resin and the thermoplastic resin are continuously in contact with each other.
- the longitudinal impregnation distance is measured as follows. First, five or more discontinuous reinforcing fiber bundles located near the surface layer are randomly selected, and cross-sectional images in the thickness direction are acquired so as to be parallel to the orientation direction of the reinforcing fibers constituting the discontinuous reinforcing fiber bundle. do. Next, in each acquired image, the reinforcing fibers in contact with both the thermosetting resin and the thermoplastic resin are targeted, and the reinforcing fibers are formed from the end portion in the longitudinal direction in which the reinforcing fibers are in contact with the thermoplastic resin. Draw a reference line along the longitudinal direction.
- thermosetting resin or void for the first time The point where this intersects the thermosetting resin or void for the first time is extracted, the distance from the end is measured, and the average of all the measured values is taken as the longitudinal impregnation distance.
- the longitudinal impregnation distance when the fiber reinforced plastic is cut parallel to the thickness direction, the side of the reinforcing fiber closest to the surface layer in the thickness direction from the surface where the thermoplastic resin of the surface layer is exposed is closer to the surface layer. The side of is excluded from the measurement target.
- the longitudinal impregnation distance is preferably 20 ⁇ m or more, more preferably 50 ⁇ m or more, from the viewpoint that the reinforcing fibers can easily bear the load acting on the joint surface and the joint strength is further improved. It is more preferably 100 ⁇ m or more.
- the fiber-reinforced plastic of the present invention may consist only of the above surface layer, but may have a layer structure having a layer other than the surface layer. By having such a layered structure, the thickness of the fiber-reinforced plastic of the present invention can be increased, and the fiber-reinforced plastic of the present invention can be utilized as a structural member.
- the layer other than the surface layer may be a layer composed of continuous or discontinuous reinforcing fibers and a matrix composed of a thermosetting resin and / or a thermoplastic resin. There are no particular restrictions on the types of layers that make up such a layered structure.
- a resin layer made of a thermosetting resin and / or a thermoplastic resin may be present without containing the reinforcing fibers.
- thermoplastic resin In the fiber-reinforced plastic of the present invention, another member (hereinafter, may be referred to as “adhesive material”) is bonded to the thermoplastic resin existing on the joint surface of the fiber-reinforced plastic by some heating means. It can be integrated (welded) with fiber reinforced plastic through a thermoplastic resin.
- the adherend examples include a member containing a thermosetting resin and / or a thermoplastic resin, and a member containing a metal. Further, a member made of the fiber reinforced plastic of the present invention can also be used as the adherend.
- the method for integrating the fiber reinforced plastic of the present invention and the adherend is not particularly limited, and for example, heat welding, vibration welding, ultrasonic welding, laser welding, resistance welding, induction welding, insert injection molding, outsert injection molding. And so on.
- thermosetting resin contained in the matrix in the fiber-reinforced plastic of the present invention examples include unsaturated polyester resin, vinyl ester resin, epoxy resin, phenol resin, urea resin, melamine resin, thermosetting polyimide resin, and cyanate ester resin.
- examples thereof include bismaleimide resin, benzoxazine resin, copolymers thereof, modified products thereof, and resins obtained by blending at least two kinds of these.
- An elastomer or a rubber component may be added to the thermosetting resin in order to improve the impact resistance.
- the fiber reinforced plastic of the present invention may contain a curing agent and a curing accelerator in order to control curing.
- epoxy resin phenol resin, unsaturated polyester resin, vinyl ester resin, heat-curable polyimide resin, cyanate ester resin, bismaleimide resin, and benzoxazine resin are preferable, and epoxy resin is preferable. More preferred.
- Epoxy resin is preferable because it has excellent mechanical properties, heat resistance, and adhesiveness to reinforcing fibers.
- the main agent of the epoxy resin include bisphenol A type epoxy resin, bisphenol F type epoxy resin, bisphenol AD type epoxy resin, bisphenol S type epoxy resin and other bisphenol type epoxy resins, and tetrabromobisphenol A diglycidyl ether and the like brominated epoxy.
- Novolak type epoxy resin such as resin, epoxy resin having biphenyl skeleton, epoxy resin having naphthalene skeleton, epoxy resin having dicyclopentadiene skeleton, phenol novolac type epoxy resin, cresol novolac type epoxy resin, N, N, O-tri Glycidyl-m-aminophenol, N, N, O-triglycidyl-p-aminophenol, N, N, O-triglycidyl-4-amino-3-methylphenol, N, N, N', N'-tetra Glycidyl-4,4'-methylenedianiline, N, N, N', N'-tetraglycidyl-2,2'-diethyl-4,4'-methylenedianiline, N, N, N', N'- Examples thereof include glycidylamine type epoxy resins such as tetraglycidyl-m-xylylene diamine, N, N-diglycidylaniline, N, N-
- thermoplastic resin contained in the matrix in the fiber-reinforced plastic of the present invention includes, for example, polyethylene terephthalate, polybutylene terephthalate, polytrimethylene terephthalate, polyethylene naphthalate, polyester resins such as liquid crystal polyester, polyethylene, polypropylene, and polybutylene.
- Polyetherketone such as Polyetherketone 6, Polyetherketone 6 and Polyetherketone 66, Polyetherketone, Polyetheretherketone, Polyetherketone such as Polyetherketone, Polyetherketone resin, Urethane resin, Polyoxymethylene, Polycarbonate, Polymethyl Examples thereof include methacrylate, polyvinyl chloride, polyphenylene sulfide, polyphenylene ether, modified polyphenylene ether, polyimide, polyamideimide, polyetherimide, polysulfone, modified polysulfone, polyethersulfone, polyarylate, polyethernitrile, phenol resin, phenoxy resin and the like. .. Further, these thermoplastic resins may be copolymers and modified products of the above-mentioned resins, and / or resins blended with two or more kinds.
- thermoplastic resin in an amount of 60% by mass or more.
- An elastomer or a rubber component may be added to the thermoplastic resin in order to improve the impact resistance.
- thermosetting resin and the thermoplastic resin may appropriately contain other fillers and additives as long as the object of the present invention is not impaired.
- Thermosetting resins and thermoplastic resins are, for example, inorganic fillers, flame retardants, conductivity-imparting agents, crystal nucleating agents, ultraviolet absorbers, antioxidants, vibration damping agents, antibacterial agents, insect repellents, deodorants, and coloring agents. It may contain an inhibitor, a heat stabilizer, a mold release agent, an antistatic agent, a plasticizer, a lubricant, a colorant, a pigment, a dye, a foaming agent, an antifoaming agent, a coupling agent and the like.
- the use of the fiber reinforced plastic of the present invention is not particularly limited, but it is used for computer applications such as aircraft structural members, windmill blades, automobile outer panels, IC trays and laptop housings, and sports such as golf shafts and tennis rackets. It is preferably used for various purposes.
- the method for producing a fiber reinforced plastic of the present invention is: Step 1 of impregnating the reinforcing fiber bundle with thermosetting resin, Step 2 of impregnating the reinforcing fiber bundle with the thermoplastic resin, Step 3 of cutting the reinforcing fiber bundle into a discontinuous reinforcing fiber bundle, Step 4 of laminating the required number of base materials constituting the fiber reinforced plastic so that the thermoplastic resin is exposed on at least one surface in the thickness direction. Including step 5 of molding a fiber reinforced plastic by heating and pressurizing.
- step 5 is carried out after the steps 1 to 4 are carried out, or is carried out at the same time as the steps 2 after the steps 1, 3 and 4 are carried out, or the steps 2, 3 and 4 are carried out. After it is carried out, it is carried out at the same time as the step 1.
- the viscosities of the thermosetting resin and the thermoplastic resin are lowered by heating.
- the discontinuous reinforced fiber bundle flows together with the thermosetting resin and the thermoplastic resin by shaping and / or stretching, and the thermosetting resin and the thermoplastic resin are formed while following the complicated shape. It is possible to form a fiber-reinforced plastic that is sufficiently impregnated into a discontinuously reinforced fiber bundle.
- the steps 1 to 4 may be carried out in any order, and the carrying-out procedure is not limited. If the thermoplastic resin is exposed on at least one surface layer in the thickness direction, for example, after laminating the base material constituting the fiber reinforced plastic, impregnation with the thermosetting resin or the thermoplastic resin, cutting of the reinforced fiber bundle, etc. May be carried out. After that, the fiber reinforced plastic of the present invention is molded by step 5.
- step 5 when the step 5 is carried out at the same time as the step 2, the two steps can be carried out at the same time, so that the fiber reinforced plastic of the present invention can be efficiently manufactured.
- steps 1, 3 and 4 may be carried out in any order, and the procedure for carrying out the steps is not limited as long as the thermoplastic resin is exposed on at least one surface layer in the thickness direction. ..
- step 5 and step 2 the fiber-reinforced plastic of the present invention is molded while impregnating the discontinuously reinforced fiber bundle with the thermoplastic resin.
- step 5 when the step 5 is carried out at the same time as the step 1, the two steps can be carried out at the same time, so that the fiber reinforced plastic of the present invention can be efficiently manufactured.
- steps 2, 3 and 4 may be carried out in any order, and the procedure for carrying out the steps is not limited as long as the thermoplastic resin is exposed on at least one surface layer in the thickness direction. .. Then, by performing step 5 and step 1 at the same time, the fiber-reinforced plastic of the present invention is molded while impregnating the discontinuously reinforced fiber bundle with the thermosetting resin.
- the method of impregnating the reinforcing fiber bundle with the thermosetting resin is not particularly limited, but for example, the thermosetting resin is formed into a discontinuous reinforcing fiber bundle obtained by cutting the reinforcing fiber bundle into a predetermined shape.
- a method of impregnating an intermediate containing a thermoplastic resin and a discontinuous reinforcing fiber bundle with a thermosetting resin a method of impregnating a unidirectional prepreg impregnated with a thermoplastic resin into a constant width and fiber length with a roll cutter or the like.
- thermosetting resin After cutting, it is dispersed in a sheet shape and impregnated with thermosetting resin from one or both sides thereof, or the specific part of the one-way prepreg is cut by a rotary blade, a Thomson blade, an automatic cutting machine, laser irradiation, or the like. Examples thereof include a method of impregnating the thermosetting resin from one side or both sides of the insert after inserting the insert.
- the method of impregnating the reinforcing fiber bundle with the thermoplastic resin is not particularly limited, but for example, the discontinuous reinforcing fiber bundle obtained by cutting the reinforcing fiber bundle into a predetermined shape is impregnated with the thermoplastic resin.
- thermoplastic resin from one side or both sides After that, a method of dispersing it in a sheet shape and impregnating it with a thermoplastic resin from one side or both sides, or making a cut in a specific part of the one-way prepreg with a rotary blade, a Thomson blade, an automatic cutting machine, laser irradiation, or the like. After insertion, a method of impregnating the thermoplastic resin from one side or both sides thereof can be mentioned.
- the method of cutting the reinforcing fiber bundle into a discontinuous reinforcing fiber bundle is not particularly limited, but for example, a unidirectional prepreg impregnated with a thermosetting resin and / or a thermoplastic resin is rolled.
- a method of cutting to a certain width and fiber length with a cutter or the like examples thereof include a method of inserting a notch by a rotary blade, a Thomson blade, an automatic cutting machine, a laser irradiation or the like at a specific portion of the one-way prepreg.
- step 4 there is no particular limitation on the method of laminating the required number of base materials constituting the fiber reinforced plastic so that the thermoplastic resin is exposed on at least one surface in the thickness direction, and laminating by hand.
- a method of stacking using a robot arm or the like, and a method of laminating using a robot arm or the like can be mentioned.
- the heating temperature and the pressurizing pressure differ depending on the type of the thermosetting resin and the thermoplastic resin used in the fiber reinforced plastic of the present invention.
- the heating temperature and the pressurizing pressure may be in the range of the temperature and pressure at which both the thermosetting resin and the thermoplastic resin flow, and if necessary, the temperature at which the discontinuous reinforcing fiber bundle flows together with both resins. And the pressure range.
- Examples of the heating and pressurizing method include a heating and pressurizing method using a heat roll, a press molding method, an autoclave molding method, a vacuum pressure molding method, an internal pressure molding method and the like.
- the longitudinal end of the discontinuous reinforced fiber bundle is in contact with the thermosetting resin or the thermoplastic resin. It is preferable to include the step 6 of flowing the base material.
- the longitudinal end of the discontinuous reinforced fiber bundle is in contact with the thermosetting resin or the thermoplastic resin to prevent stress concentration at the longitudinal end of the discontinuous reinforced fiber bundle, and the fiber reinforced plastic of the present invention can be used. It is preferable because the characteristics of the resin can be further expressed.
- step 6 is carried out before the step 5 or at the same time as the step 5.
- step 6 at least a part of the discontinuous reinforcing fiber bundle is in contact with both the thermosetting resin and the thermoplastic resin in the surface layer on which the thermoplastic resin is exposed, and at least a part constituting the reinforcing fiber bundle is formed. It is preferable to flow the base material so that the one reinforcing fiber and the thermoplastic resin are in continuous contact with each other in the longitudinal direction from the end portion in the longitudinal direction of the reinforcing fiber.
- thermoplastic resin By continuously contacting the thermoplastic resin in the longitudinal direction from the end in the longitudinal direction of the reinforcing fiber, the interface shape between the thermoplastic resin and the thermoplastic resin through the reinforcing fiber is further complicated, and the thermoplastic resin is combined with the thermoplastic resin. Since the bonding with the thermoplastic resin becomes stronger, the characteristics of the fiber reinforced plastic of the present invention can be further expressed, which is preferable.
- step 6 the substrate is flowed so as to have a combination in which only the thermoplastic resin is present on a straight line connecting the longitudinal end of the discontinuous reinforcing fiber bundle and the different discontinuous reinforcing fiber bundles. Is preferable.
- thermoplastic resin is deeply impregnated between the fiber bundles by having a combination in which only the thermoplastic resin is present on the straight line connecting the longitudinal ends of the discontinuous reinforcing fiber bundles and the different discontinuous reinforcing fiber bundles. It becomes easier to take the structure. As a result, the interface between the thermosetting resin and the thermoplastic resin can have a more complicated structure, and the bonding between the thermosetting resin and the thermoplastic resin becomes stronger. Therefore, the fiber of the present invention can be obtained. It is preferable because the characteristics of the reinforced plastic can be further expressed.
- the base material constituting the fiber reinforced plastic is laminated alone or together with other prepregs, sheet molding compounds, cut prepregs, etc. by a known method, and then the obtained laminate is heated and laminated. It can be manufactured by a method such as pressurization and curing.
- thermoplastic resin is exposed on at least one surface layer of the manufactured fiber reinforced plastic in the thickness direction, and the order of laminating the other layers is not limited.
- the fiber reinforced plastic of the present invention may be manufactured by stretching and molding a base material constituting the fiber reinforced plastic by press molding.
- the fiber reinforced plastic of the present invention contains a discontinuous reinforced fiber bundle. Therefore, when press molding is used, the thermosetting resin and the thermoplastic resin contained in the fiber reinforced plastic flow, and the discontinuous reinforced fiber bundle also flows, and the fiber reinforced plastic of the present invention has excellent shape followability. ..
- Examples of the structure having excellent shape followability include, but are not limited to, a structure in which discontinuous reinforcing fiber bundles are oriented in the out-of-plane direction, such as a rib shape and an uneven shape.
- the shape formed by stretch molding is not particularly limited as long as the base material can sufficiently follow the shape and maintain sufficient surface quality and bonding strength, but the surface area of the surface layer is fiber-reinforced.
- the fiber-reinforced plastic of the present invention can exhibit excellent shape-following properties, which is preferable.
- the range of the surface area of the molded product with respect to the surface area of the base material is preferably 100% or more and 180% or less, and more preferably 100% or more and 150% or less.
- Carbon fiber (“Trading Card (registered trademark)” T700S-24K, manufactured by Toray Industries, Inc., strand tensile strength: 4.9 GPa] was used.
- Epoxy resin main agent [“jER” (registered trademark) 828 (manufactured by Mitsubishi Chemical Corporation)], [“jER” (registered trademark) 1001 (manufactured by Mitsubishi Chemical Corporation)], [“jER” (registered trademark) 154 (Manufactured by Mitsubishi Chemical Corporation)] was added in an amount of 30 parts by mass, 40 parts by mass, and 30 parts by mass, respectively, and heat-kneaded at 150 ° C. until the components were compatible.
- thermosetting resin [B] was obtained by kneading at 80 ° C. for 30 minutes.
- Example 1-1 to 1-4 and Comparative Examples 1-1 and 1-2 described later the joint surface is strengthened in any direction, and in Examples 2-1 and 2-2 and Comparative Example 2-1.
- a surface forming an angle of 45 degrees with respect to the orientation direction of the fibers was cut out, the cross section was embedded and polished, and then the area of 500 ⁇ m square near the joint surface was observed using an optical microscope.
- a reference line and a vertical baseline are created by the same method as for measuring the maximum impregnation distance, the measurement points where the vertical baseline intersects with the thermosetting resin for the first time are plotted, and the line connecting the plotted points is a cross-sectional curve.
- filtering processing was performed to calculate the average roughness height.
- a discontinuous reinforcing fiber bundle located near the surface layer is randomly selected, and the fiber reinforced plastic is parallel to the thickness direction so as to be parallel to the orientation direction of the reinforcing fibers constituting the discontinuous reinforcing fiber bundle. I cut it out. A plurality of locations where the thermoplastic resin continuous from the joint surface in the thickness direction contacts the end portion in the longitudinal direction of the reinforcing fibers constituting the discontinuous reinforcing fiber bundle were extracted.
- the reinforcing fibers that are in contact with both the thermosetting resin and the thermoplastic resin are targeted, and the reinforcing fibers are formed from the longitudinal end portion where the reinforcing fibers are in contact with the thermoplastic resin.
- a reference line was drawn along the longitudinal direction. The point where this intersects with the thermosetting resin or void for the first time was extracted, and the average value was taken as the longitudinal impregnation distance.
- thermoplastic resin A: 80% or more B: 50% or more and less than 80% C: 30% or more and less than 50% D: less than 30% or there is no straight line having a total length of 30% or more passing through the thermoplastic resin.
- Examples 1-1 to 1-4 and Comparative Examples 1-1 and 1-2 the fiber-reinforced plastic was cut in an arbitrary direction, embedded and polished, and then used with an optical microscope. Cross-sectional images of discontinuous reinforcing fiber bundles in the surface layer were acquired. From the cross-sectional images, discontinuous reinforcing fiber bundles oriented substantially perpendicular to the observation surface were selected, and the fiber volume content of the discontinuous reinforcing fiber bundles was calculated from the area ratio. The fiber volume content was calculated for a plurality of discontinuous reinforcing fiber bundles, and the average value was taken as the volume content of the reinforcing fibers in the surface layer.
- Example 2-1 and 2-2 and Comparative Example 2-1 the fiber reinforced plastic is cut in a direction orthogonal to the orientation direction of the reinforcing fibers on the surface layer, embedded and polished, and then the surface layer is used with an optical microscope. A cross-sectional image of the discontinuous reinforcing fiber bundle inside was obtained. Subsequently, the fiber volume content of the discontinuous reinforcing fibers in the cross-sectional image was calculated from the area ratio. The fiber volume content was calculated at multiple locations, and the average value was taken as the volume content of the reinforcing fibers in the surface layer.
- test piece was dried in a vacuum oven for 24 hours, the tensile shear joint strength was measured based on ISO4587: 1995 (JIS K6850 (1994)), and the measurement result was evaluated based on the following criteria.
- a continuous reinforcing fiber bundle was manufactured by pulling out a reinforcing fiber sheet (grain 120 g / m 2 ) in which the reinforcing fibers [A] were arranged in one direction. After applying a thin thermosetting resin [B] to the obtained continuously reinforced fiber bundle, it is continuously inserted into a rotary cutter provided with blades at intervals of 25 mm in the circumferential direction, and chopped fiber bundle (discontinuous reinforced fiber bundle). Manufactured.
- thermosetting resin [B] was applied on the release film to prepare two sheets of the thermosetting resin [B].
- thermosetting resin [B] was uniformly sprayed on one thermosetting resin [B] sheet, and another thermosetting resin [B] sheet is arranged on the chopped fiber bundle, and the thermosetting resin [B] is placed.
- B] was pressure-bonded at 0.07 MPa using a roller while heating at 100 ° C. so that the SMC prepreg was produced.
- the volume content of the reinforcing fiber [A] in the SMC prepreg was adjusted to be 40%.
- the sprayed chopped fiber bundles were in a stacked state.
- thermoplastic resin [C] sheet was attached to the surface layer on one side to obtain a fiber-reinforced plastic uncured material laminate.
- the fiber-reinforced plastic uncured laminate is set in a mold having a surface area of 300 mm ⁇ 300 mm, a pressure of 0.6 MPa is applied with a press to eliminate voids, and the mixture is heated at 180 ° C. for 2 hours. Obtained fiber reinforced plastic.
- the obtained fiber reinforced plastic had little unevenness in thickness. Further, the region containing the thermosetting resin [B] as the main component and the region containing the thermoplastic resin [C] as the main component flowed so as to be in contact with each other to form an interface, and the discontinuous reinforcing fiber bundles were formed. It was possible to confirm from the observation of the cross section that the thermoplastic resin [C] was impregnated with the resin. Moreover, in all the observed regions, the longitudinal end of the discontinuous reinforcing fiber bundle was in contact with the thermosetting resin or the thermoplastic resin within the visual range.
- a part of the discontinuous reinforcing fiber bundle located on the surface layer is in contact with both the thermosetting resin and the thermoplastic resin, and at least a part of the reinforcing fibers constituting the discontinuous reinforcing fiber bundle is thermosetting.
- the reinforcing fiber and the thermoplastic resin were in contact with both the sex resin and the thermoplastic resin, and the reinforcing fiber and the thermoplastic resin were continuously in contact with each other in the longitudinal direction from the end portion in the longitudinal direction of the reinforcing fiber.
- a straight line was drawn between the plurality of discontinuous reinforcing fiber bundles in which the total length of the fibers passing through the thermoplastic resin was 100%. In the obtained fiber reinforced plastic, sufficient bonding strength was exhibited.
- Example 1-2 The fiber-reinforced plastic uncured material laminate was set in a mold having a surface area of 350 mm ⁇ 350 mm and stretched by applying a pressure of 3 MPa with a press machine, except that the fiber-reinforced plastic was stretched in the same manner as in Example 1-1.
- the obtained fiber-reinforced plastic has a smaller thickness than that of Example 1-1, but has less unevenness in thickness, and the fiber-reinforced plastic after pressing is stretched to 350 mm square without gaps. It was excellent in shape followability. Further, since the distance between the discontinuous reinforcing fiber bundles was wider than that of Example 1-1, the impregnation of the thermoplastic resin [C] between the discontinuous reinforcing fiber bundles was clearer than that of Example 1-1. In all the observed regions, the longitudinal end of the discontinuous reinforcing fiber bundle was in contact with the thermosetting resin or the thermoplastic resin within the visual range.
- a part of the discontinuous fiber reinforcing fiber bundle located on the surface layer is in contact with both the thermosetting resin and the thermoplastic resin, and at least a part of the reinforcing fibers constituting the discontinuous reinforcing fiber bundle is heat.
- both the curable resin and the thermoplastic resin were in contact with each other, and the reinforcing fiber and the thermoplastic resin were in continuous contact with each other from the longitudinal end of the reinforcing fiber in the longitudinal direction.
- a straight line was drawn between the plurality of discontinuous reinforcing fiber bundles in which the total length of the fibers passing through the thermoplastic resin was 100%. In the obtained fiber reinforced plastic, sufficient bonding strength was exhibited.
- Example 1-3 Eight SMC prepregs cut to a size of 300 mm square and eight thermoplastic resin [C] sheets were prepared. One thermoplastic resin [C] sheet was placed on the lower surface of each SMC prepreg to obtain a fiber-reinforced plastic uncured laminate in which the SMC prepreg and the thermoplastic resin [C] sheet were alternately laminated. The fiber-reinforced plastic uncured laminate was cured and bonded by the method described in Example 1-1 to obtain a fiber-reinforced plastic in which the thermoplastic resin [C] was exposed on one surface.
- the obtained fiber reinforced plastic had little unevenness in thickness. Further, the region containing the thermosetting resin [B] as the main component and the region containing the thermoplastic resin [C] as the main component flow so as to be in contact with each other to form an interface, and the discontinuous reinforcing fiber bundle. It was possible to confirm from the observation of the cross section that the thermoplastic resin [C] was impregnated between them. Moreover, in all the observed regions, the longitudinal end of the discontinuous reinforcing fiber bundle was in contact with the thermosetting resin or the thermoplastic resin within the visual range.
- a part of the discontinuous reinforcing fiber bundle located on the surface layer is in contact with both the thermosetting resin and the thermoplastic resin, and at least a part of the reinforcing fibers constituting the discontinuous reinforcing fiber bundle is thermosetting.
- the reinforcing fiber and the thermoplastic resin were in contact with both the sex resin and the thermoplastic resin, and the reinforcing fiber and the thermoplastic resin were continuously in contact with each other in the longitudinal direction from the end portion in the longitudinal direction of the reinforcing fiber.
- a straight line was drawn between the plurality of discontinuous reinforcing fiber bundles in which the total length of the fibers passing through the thermoplastic resin was 100%.
- a layer composed of a thermoplastic resin was observed between the layers. In the obtained fiber reinforced plastic, sufficient bonding strength was exhibited.
- Example 1-4 The fiber reinforced plastic uncured material laminate was set in a mold having a surface area of 350 mm ⁇ 350 mm and stretched by applying a pressure of 3 MPa with a press machine, except that the fiber reinforced plastic was stretched in the same manner as in Example 1-3.
- the obtained fiber-reinforced plastic has a smaller thickness than that of Examples 1-3, but has less unevenness in thickness, and the fiber-reinforced plastic after pressing is stretched to 350 mm square without gaps. It was excellent in shape followability. Further, since the distance between the discontinuous reinforcing fiber bundles was wider than that of Example 1-3, the impregnation of the thermoplastic resin [C] between the discontinuous reinforcing fiber bundles was clearer than that of Example 1-3. In all the observed regions, the longitudinal end of the discontinuous reinforcing fiber bundle was in contact with the thermosetting resin or the thermoplastic resin within the visual range.
- a part of the discontinuous reinforcing fiber bundle located on the surface layer is in contact with both the thermosetting resin and the thermoplastic resin, and at least a part of the reinforcing fibers constituting the discontinuous reinforcing fiber bundle is thermosetting.
- the reinforcing fiber and the thermoplastic resin were in contact with both the sex resin and the thermoplastic resin, and the reinforcing fiber and the thermoplastic resin were continuously in contact with each other in the longitudinal direction from the end portion in the longitudinal direction of the reinforcing fiber.
- a straight line was drawn between the plurality of discontinuous reinforcing fiber bundles in which the total length of the fibers passing through the thermoplastic resin was 100%.
- a layer composed of a thermoplastic resin was observed between the layers. In the obtained fiber reinforced plastic, sufficient bonding strength was exhibited.
- thermosetting resin [B] was coated on the release film to produce two sheets of the thermosetting resin [B]. Then, the thermosetting resin [B] sheet is heated from above and below the reinforcing fiber [A] sheet run in one direction at a temperature of 100 ° C. so that the thermosetting resin [B] does not cure. While crimping at 0.07 MPa using a roller, a one-way prepreg was manufactured.
- a notch is made at an angle of 14 ° with respect to the longitudinal direction of the reinforcing fiber [A] in the unidirectional prepreg so that the fiber length of the reinforcing fiber [A] is 25 mm.
- a cut prepreg in which continuous reinforcing fiber bundles were arranged in one direction was obtained.
- the volume content of the reinforcing fiber [A] in the cut prepreg was adjusted to be 60%.
- the fiber reinforced plastic uncured material laminate is set in a mold having a surface area of 300 mm ⁇ 300 mm, a pressure of 0.6 MPa is applied with a press machine to eliminate voids, and the fiber is heated at 180 ° C. for 2 hours. Obtained reinforced plastic.
- the obtained fiber reinforced plastic had less unevenness in thickness than that of Example 1-1. Further, the region containing the thermosetting resin [B] as the main component and the region containing the thermoplastic resin [C] as the main component flow so as to be in contact with each other to form an interface, and the discontinuous reinforcing fiber bundle. It was possible to confirm from the observation of the cross section that the thermoplastic resin [C] was impregnated between them. Moreover, in all the observed regions, the longitudinal end of the discontinuous reinforcing fiber bundle was in contact with the thermosetting resin or the thermoplastic resin within the visual range.
- At least a part of the reinforcing fibers constituting the discontinuous reinforcing fiber bundle is in contact with both the thermosetting resin and the thermoplastic resin, and the reinforcing fiber and the thermoplastic resin are the longitudinal ends of the reinforcing fibers. There were some that were in continuous contact with each other in the longitudinal direction.
- Example 2-2 Fiber reinforced plastic The same as in Example 2-1 except that the uncured material laminate was set in a mold having a surface area of 350 mm ⁇ 350 mm and stretched by applying a pressure of 3 MPa with a press machine.
- the obtained fiber-reinforced plastic was thinner than Example 2-1 but had less unevenness in thickness, and the fiber-reinforced plastic after pressing was stretched to 350 mm square without gaps. It was excellent in shape followability. Further, the impregnation of the thermoplastic resin [C] between the discontinuous reinforcing fiber bundles is clearly visible, and in all the observed regions, the longitudinal end of the discontinuous reinforcing fiber bundle is visible. In the range, it was in contact with both the thermosetting resin and the thermoplastic resin. At least a part of the reinforcing fibers constituting the discontinuous reinforcing fiber bundle is in contact with both the thermosetting resin and the thermoplastic resin, and the reinforcing fiber and the thermoplastic resin are the longitudinal ends of the reinforcing fibers. There were some that were in continuous contact with each other in the longitudinal direction.
- thermoplastic resin [C] sheet was not used.
- the laminated body did not join during pressing when producing a test piece for measuring the tensile shear joint strength, and evaluation was not possible.
- Example 1-2 Eight SMC prepregs were laminated in the same manner as in Example 1-1 to prepare a fiber-reinforced plastic uncured material laminate without using a thermoplastic resin [C] sheet.
- the fiber-reinforced plastic uncured laminate is set in a mold having a surface area of 300 mm ⁇ 300 mm, a pressure of 0.6 MPa is applied with a press to eliminate voids, and the mixture is heated at 180 ° C. for 2 hours. A cured product was obtained. Then, a thermoplastic resin [C] sheet was superposed on one side surface of the cured product and melted at 180 ° C. for 2 hours, and the thermoplastic resin [C] was adhered to the cured product to obtain a fiber reinforced plastic.
- the obtained fiber-reinforced plastic had little unevenness in thickness, but the discontinuous fiber bundle was hardly impregnated with the thermoplastic resin [C], and the bonding strength was not sufficient. there were.
- thermoplastic resin [C] sheet was not used, and the fiber-reinforced plastic uncured material laminate was set in a mold having a surface area of 350 mm ⁇ 350 mm. Then, it was stretched by applying a pressure of 3 MPa with a press machine to prepare a cured product containing no thermoplastic resin [C]. After that, a thermoplastic resin [C] sheet cut to a size of 350 mm ⁇ 350 mm is superposed on one side surface of the cured product, set in a mold having a surface area of 350 mm ⁇ 350 mm, and 3 MPa with a press machine to eliminate voids. The pressure was applied and the mixture was melted at 180 ° C. for 2 hours, and the thermoplastic resin [C] was adhered to the cured product to obtain a fiber reinforced plastic.
- the cured product after pressing was stretched to 350 mm square without any gaps, and had excellent shape followability.
- the obtained fiber-reinforced plastic had little unevenness in thickness.
- impregnation of the thermoplastic resin [C] between the discontinuous fiber bundles and the discontinuous fiber bundles was hardly observed, and the bonding strength was not sufficient.
- Example 3-1 The notched prepreg manufactured in Example 2-1 is set to have a size of 200 mm square [0 ° / 90 °] s with the orientation direction of the reinforcing fibers [A] on the surface layer serving as the bonding surface being 0 °. After laminating four sheets in the above, a thermoplastic resin [C] sheet was attached to the surface layer on one side to obtain a fiber-reinforced plastic uncured product laminate.
- the fiber-reinforced plastic uncured laminate is set in a mold having a flat surface and a curved surface so that the thermoplastic resin [C] is on the upper surface, and a pressure of 3 MPa is applied with a press to eliminate voids at 180 ° C. By heating for 2 hours, a fiber-reinforced plastic having the shape shown in FIG. 9 was obtained.
- the maximum impregnation distance / roughness average height and the longitudinal impregnation distance of the examples are values rounded off to the first digit, and the maximum impregnation distance / roughness average height shown in the comparative example is reinforced by the thermoplastic resin. Since it did not reach the fiber, it is a reference value obtained with the surface of the cured product as the reference line.
- Fiber reinforced plastic 2 Discontinuous reinforced fiber bundle 3: Discontinuous reinforced fiber 4, 4': Thermosetting resin 5: Thermosetting resin 6: Interface 7: Cut prepreg 8: Cut 9: Reinforced fiber bundle Longitudinal direction 10: Direction orthogonal to the longitudinal direction of the reinforcing fiber bundle 11: Reference line 12: Vertical baseline 13: Impregnation distance measurement point 14: Roughness average height measurement point 15: Draw along the side surface of the reinforcing fiber Reference line 16: Measurement point of longitudinal impregnation distance
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Textile Engineering (AREA)
- Mathematical Physics (AREA)
- Physics & Mathematics (AREA)
- Laminated Bodies (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
Description
<1>厚さ方向の少なくとも一方の表層として、強化繊維と、熱硬化性樹脂及び熱可塑性樹脂が一体化されたマトリックスとを含む層を有する繊維強化プラスチックであって、
前記強化繊維は、ランダムに積み重なった不連続強化繊維束を形成するか、又は一方向に配列された不連続強化繊維束を形成し、
前記不連続強化繊維束の一部は、前記熱硬化性樹脂及び前記熱可塑性樹脂の双方と接しており、
前記表層の表面の少なくとも一部には前記熱可塑性樹脂が表出している、繊維強化プラスチック。
<2>前記表層において、前記熱硬化性樹脂を主成分とする領域と、前記熱可塑性樹脂を主成分とする領域が界面を形成している、<1>に記載の繊維強化プラスチック。
<3>前記表層において、前記熱可塑性樹脂が表面から厚さ方向に連続した領域を有し、
前記領域内で前記熱可塑性樹脂が前記不連続強化繊維束と接する部分の厚さの最大値が10μm以上である、<1>又は<2>に記載の繊維強化プラスチック。
<4>前記表層において、前記強化繊維の含有率が15体積%以上70体積%以下である、<1>~<3>のいずれか1つに記載の繊維強化プラスチック。
<5>前記表層において、前記強化繊維の平均繊維長が5mm~100mmの範囲である、<1>~<4>のいずれか1つに記載の繊維強化プラスチック。
<6>前記表層において、前記強化繊維は、炭素繊維及びガラス繊維からなる群より選ばれる少なくとも1種である、<1>~<5>のいずれか1つに記載の繊維強化プラスチック。
<7>前記表層において、前記不連続強化繊維束の長手方向の端部と接するボイドの存在比率が5面積%以下である、<1>~<6>のいずれか1つに記載の繊維強化プラスチック。
<8>前記表層において、長手含浸距離が20μm以上である、<1>~<7>のいずれか1つに記載の繊維強化プラスチック。
<9>前記表層において、前記不連続強化繊維束同士の間に、前記熱可塑性樹脂が存在する、<1>~<8>のいずれか1つに記載の繊維強化プラスチック。
<10>前記熱可塑性樹脂が、隣接する任意の不連続繊維強化束の間を占有する、<9>に記載の繊維強化プラスチック。
<11>厚さ方向の両方の表層に、前記不連続強化繊維束、前記熱可塑性樹脂及び前記熱硬化性樹脂を有し、
前記熱可塑性樹脂が前記両方の表層の表面に表出している、<1>~<10>のいずれか1つに記載の繊維強化プラスチック。
<12>繊維強化プラスチックを構成する不連続強化繊維束の少なくとも一部が面外方向に配向する、<1>~<11>のいずれか1つに記載の繊維強化プラスチック。
<13><1>~<12>のいずれか1つに記載の繊維強化プラスチックの製造方法であって、
熱硬化性樹脂を強化繊維束に含浸させる工程1と、
熱可塑性樹脂を強化繊維束に含浸させる工程2と、
強化繊維束を切断し不連続強化繊維束とする工程3と、
繊維強化プラスチックを構成する基材を、厚さ方向の少なくとも一方の表面に熱可塑性樹脂が表出するように必要枚数積層する工程4と、
加熱及び加圧により繊維強化プラスチックを成形する工程5と、を含み、
前記工程5は、前記工程1~4が実施された後に実施されるか、前記工程1、3及び4が実施された後に前記工程2と同時に実施されるか、前記工程2、3及び4が実施された後に前記工程1と同時に実施される、繊維強化プラスチックの製造方法。
<14>前記熱可塑性樹脂が表出した表層において、前記不連続強化繊維束の長手方向の端部が、前記熱硬化性樹脂又は前記熱可塑性樹脂と接するように流動させる工程6を含む、<13>に記載の繊維強化プラスチックの製造方法。
<15>前記工程6において、
前記熱可塑性樹脂が表出した表層において、前記不連続強化繊維束の少なくとも一部が、前記熱硬化性樹脂及び前記熱可塑性樹脂の双方と接しており、
かつ前記強化繊維束を構成する少なくとも1本の前記強化繊維と前記熱可塑性樹脂とが、前記強化繊維の長手方向の端部から長手方向に連続して接するように流動させる、
<13>又は<14>に記載の繊維強化プラスチックの製造方法。
以下、適宜図面を参照しながら本発明の繊維強化プラスチックについて説明するが、図面は本発明の理解を容易にするために便宜的に用いるものであって、何ら本発明を限定するものではない。なお、本明細書において繊維強化プラスチックの断面、という場合は、特に断った場合を除き、厚さ方向に平行に切断した断面を指すものとする。
前記強化繊維は、ランダムに積み重なった不連続強化繊維束を形成するか、又は一方向に配列された不連続強化繊維束を形成し、
前記不連続強化繊維束の一部は、前記熱硬化性樹脂及び前記熱可塑性樹脂の双方と接しており、
前記表層の表面の少なくとも一部には前記熱可塑性樹脂が表出している。
本発明の繊維強化プラスチックの製造方法は、
熱硬化性樹脂を強化繊維束に含浸させる工程1と、
熱可塑性樹脂を強化繊維束に含浸させる工程2と、
強化繊維束を切断し不連続強化繊維束とする工程3と、
繊維強化プラスチックを構成する基材を、厚さ方向の少なくとも一方の表面に熱可塑性樹脂が表出するように必要枚数積層する工程4と、
加熱及び加圧により繊維強化プラスチックを成形する工程5と、を含み、
前記工程5は、前記工程1~4が実施された後に実施されるか、前記工程1、3及び4が実施された後に前記工程2と同時に実施されるか、前記工程2、3及び4が実施された後に前記工程1と同時に実施される。
以下に示す材料を用いた。
炭素繊維〔“トレカ(登録商標)”T700S-24K、東レ(株)製、ストランド引張強度:4.9GPa〕を用いた。
エポキシ樹脂主剤〔“jER”(登録商標)828(三菱ケミカル(株)製)〕、〔“jER”(登録商標)1001(三菱ケミカル(株)製)〕、〔“jER”(登録商標)154(三菱ケミカル(株)製)〕をそれぞれ30質量部、40質量部、30質量部投入し、150℃で加熱混練を行い、各成分が相溶するまで混練した。次いで、混練を続けたまま、80℃まで降温させた後、硬化剤〔3,3’DAS(3,3’―ジアミノジフェニルスルホン、三菱化学ファイン(株)製)〕を26質量部投入し、80℃で30分混練することにより、熱硬化性樹脂[B]を得た。
ポリアミド6〔“アミラン”(登録商標)CM4000(東レ(株)製、3元共重合ポリアミド樹脂、融点155℃)〕のシートを用いた。
・最大含浸距離及び粗さ平均高さ
各実施例及び比較例で作製した繊維強化プラスチックの断面を包埋及び研磨後、光学顕微鏡を用いて接合面近傍の500μm四方の範囲について観察した。得られた画像のコントラストの違いから、炭素繊維、熱可塑性樹脂及び熱硬化性樹脂を判別した。
表層付近に位置する不連続強化繊維束をランダムに選び、当該不連続強化繊維束を構成する強化繊維の配向方向と平行になるように、繊維強化プラスチックを厚さ方向に平行に切り出した。厚さ方向に接合面から連続している熱可塑性樹脂が、当該不連続強化繊維束を構成する強化繊維の長手方向の端部と接する箇所を複数抽出した。当該不連続強化繊維束のうち、熱硬化性樹脂と熱可塑性樹脂の双方と接している強化繊維を対象に、当該強化繊維が熱可塑性樹脂と接している長手方向の端部から、強化繊維の長手方向に沿って基準線を引いた。これが熱硬化性樹脂又はボイドと初めて交わる点を抽出し、その平均値を長手含浸距離とした。
上記長手含浸距離の測定に用いた画像において、不連続強化繊維束長手方向の端部から、最短距離となる別の不連続強化繊維束の端部または側面に向かって、強化繊維を通過しないように直線を引き、熱可塑性樹脂を通過する長さの合計を計測した。このうち熱可塑性樹脂を通過する長さの合計が30%以上である直線を対象に、熱可塑性樹脂を通過する長さの合計が50%以上である直線の本数の割合を、下記基準に基づいて評価した。
B:50%以上80%未満
C:30%以上50%未満
D:30%未満または熱可塑性樹脂を通過する長さの合計が30%以上である直線がない
実施例1-1~1-4及び比較例1-1、1-2では、繊維強化プラスチックを任意の方向に切断し、包埋及び研磨後、光学顕微鏡を用いて表層中の不連続強化繊維束の断面画像を取得した。断面画像のうち、観察面に対してほぼ垂直に配向した不連続強化繊維束を選び、当該不連続強化繊維束の繊維体積含有率を面積比から計算した。複数の不連続強化繊維束において繊維体積含有率を計算し、その平均値を表層における強化繊維の体積含有率とした。
各実施例及び比較例で作製した繊維強化プラスチックを、幅250mm、長さ92.5mmの形状に2枚カットし、真空オーブン中で24時間乾燥させた。その後、2枚の繊維強化プラスチックを、熱可塑性樹脂[C]を有する面同士を重ね合わせた。重ね合わせた面積は幅250mm×長さ12.5mmとした。
B:10MPa以上30MPa未満
C:10MPa未満(不合格)又は接合しなかったもの
強化繊維[A]を一方向に配列させた強化繊維シート(目付120g/m2)を引き出して連続強化繊維束を製造した。得られた連続強化繊維束に薄く熱硬化性樹脂[B]を塗布した後、周方向に25mm間隔で刃を設けたロータリーカッターに連続して挿入し、チョップド繊維束(不連続強化繊維束)を製造した。
繊維強化プラスチック未硬化物積層体を、表面積が350mm×350mmである金型にセットし、プレス機で3MPaの圧力をかけ伸張させた以外は、実施例1-1と同様にして、繊維強化プラスチックを得た。
300mm角の大きさにカットしたSMCプリプレグと、熱可塑性樹脂[C]シートを8枚ずつ用意した。それぞれのSMCプリプレグの下面に熱可塑性樹脂[C]シートを1枚ずつ配置して、SMCプリプレグと熱可塑性樹脂[C]シートが交互に積層された繊維強化プラスチック未硬化物積層体を得た。当該繊維強化プラスチック未硬化物積層体を実施例1-1に記載の方法で硬化及び接合し、片側の表面に熱可塑性樹脂[C]が表出した繊維強化プラスチックを得た。
繊維強化プラスチック未硬化物積層体を、表面積が350mm×350mmである金型にセットし、プレス機で3MPaの圧力をかけ伸張させた以外は、実施例1-3と同様にして、繊維強化プラスチックを得た。
強化繊維[A]を一方向に整列させた連続した状態の強化繊維シート(目付120g/m2)を引き出し、一方向に走行させた。また、熱硬化性樹脂[B]を、離型フィルム上にコーティングし、熱硬化性樹脂[B]のシートを2枚製造した。そして、当該熱硬化性樹脂[B]シートを、前記一方向に走行させた強化繊維[A]シートの上下から、熱硬化性樹脂[B]が硬化しないように、100℃の温度で加熱しながら0.07MPaにてローラーを用いて圧着させて、一方向プリプレグを製造した。
繊維強化プラスチック未硬化物積層体を、表面積が350mm×350mmである金型にセットし、プレス機で3MPaの圧力をかけ伸張させた以外は、実施例2-1と同様にして、繊維強化プラスチックを得た。
熱可塑性樹脂[C]シートを用いなかった以外は実施例1-1と同様にして繊維強化プラスチックを得た。
実施例1-1と同様にSMCプリプレグを8枚積層し、熱可塑性樹脂[C]シートを用いずに繊維強化プラスチック未硬化物積層体を作製した。
熱可塑性樹脂[C]シートを用いなかった以外は実施例2-2と同様に切込プリプレグを積層し、前記繊維強化プラスチック未硬化物積層体を、表面積が350mm×350mmである金型にセットし、プレス機で3MPaの圧力をかけ伸張させ、熱可塑性樹脂[C]を含まない硬化物を作製した。その後、当該硬化物の片側表面に350mm×350mmの大きさにカットした熱可塑性樹脂[C]シートを重ね合わせ、表面積が350mm×350mmである金型にセットし、ボイドをなくすためプレス機で3MPaの圧力をかけ、180℃及び2時間で溶融させ、熱可塑性樹脂[C]を硬化物に接着させて繊維強化プラスチックを得た。
<実施例3-1>
実施例2-1にて製造した切込プリプレグを、接合面となる表層の強化繊維[A]の配向方向を0°として、200mm角の大きさに[0°/90°]sとなるように4枚積層した後、熱可塑性樹脂[C]シートを片面の表層に貼り付け、繊維強化プラスチック未硬化物積層体を得た。
切込を挿入しなかった以外は、実施例3-1と同様に繊維強化プラスチックを得た。

2:不連続強化繊維束
3:不連続強化繊維
4、4’:熱可塑性樹脂
5:熱硬化性樹脂
6:界面
7:切込プリプレグ
8:切込
9:強化繊維束の長手方向
10:強化繊維束の長手方向に直交する方向
11:基準線
12:垂基線
13:含浸距離の測定点
14:粗さ平均高さの測定点
15:強化繊維の側面に沿って引いた基準線
16:長手含浸距離の測定点
Claims (15)
- 厚さ方向の少なくとも一方の表層として、強化繊維と、熱硬化性樹脂及び熱可塑性樹脂が一体化されたマトリックスとを含む層を有する繊維強化プラスチックであって、
前記強化繊維は、ランダムに積み重なった不連続強化繊維束を形成するか、又は一方向に配列された不連続強化繊維束を形成し、
前記不連続強化繊維束の一部は、前記熱硬化性樹脂及び前記熱可塑性樹脂の双方と接しており、
前記表層の表面の少なくとも一部には前記熱可塑性樹脂が表出している、繊維強化プラスチック。 - 前記表層において、前記熱硬化性樹脂を主成分とする領域と、前記熱可塑性樹脂を主成分とする領域が界面を形成している、請求項1に記載の繊維強化プラスチック。
- 前記表層において、前記熱可塑性樹脂が表面から厚さ方向に連続した領域を有し、
前記領域内で前記熱可塑性樹脂が前記不連続強化繊維束と接する部分の厚さの最大値が10μm以上である、請求項1又は2に記載の繊維強化プラスチック。 - 前記表層において、前記強化繊維の含有率が15体積%以上70体積%以下である、請求項1~3のいずれか1項に記載の繊維強化プラスチック。
- 前記表層において、前記強化繊維の平均繊維長が5mm~100mmの範囲である、請求項1~4のいずれか1項に記載の繊維強化プラスチック。
- 前記表層において、前記強化繊維は、炭素繊維及びガラス繊維からなる群より選ばれる少なくとも1種である、請求項1~5のいずれか1項に記載の繊維強化プラスチック。
- 前記表層において、前記不連続強化繊維束の長手方向の端部と接するボイドの存在比率が5面積%以下である、請求項1~6のいずれか1項に記載の繊維強化プラスチック。
- 前記表層において、長手含浸距離が20μm以上である、請求項1~7のいずれか1項に記載の繊維強化プラスチック。
- 前記表層において、前記不連続強化繊維束同士の間に、前記熱可塑性樹脂が存在する、請求項1~8のいずれか1項に記載の繊維強化プラスチック。
- 前記熱可塑性樹脂が、隣接する任意の不連続繊維強化束の間を占有する、請求項9に記載の繊維強化プラスチック。
- 厚さ方向の両方の表層に、前記不連続強化繊維束、前記熱可塑性樹脂及び前記熱硬化性樹脂を有し、
前記熱可塑性樹脂が前記両方の表層の表面に表出している、請求項1~10のいずれか1項に記載の繊維強化プラスチック。 - 繊維強化プラスチックを構成する不連続強化繊維束の少なくとも一部が面外方向に配向する、請求項1~11のいずれか1項に記載の繊維強化プラスチック。
- 請求項1~12のいずれか1項に記載の繊維強化プラスチックの製造方法であって、
熱硬化性樹脂を強化繊維束に含浸させる工程1と、
熱可塑性樹脂を強化繊維束に含浸させる工程2と、
強化繊維束を切断し不連続強化繊維束とする工程3と、
繊維強化プラスチックを構成する基材を、厚さ方向の少なくとも一方の表面に熱可塑性樹脂が表出するように必要枚数積層する工程4と、
加熱及び加圧により繊維強化プラスチックを成形する工程5と、を含み、
前記工程5は、前記工程1~4が実施された後に実施されるか、前記工程1、3及び4が実施された後に前記工程2と同時に実施されるか、前記工程2、3及び4が実施された後に前記工程1と同時に実施される、繊維強化プラスチックの製造方法。 - 前記熱可塑性樹脂が表出した表層において、前記不連続強化繊維束の長手方向の端部が、前記熱硬化性樹脂又は前記熱可塑性樹脂と接するように流動させる工程6を含む、請求項13に記載の繊維強化プラスチックの製造方法。
- 前記工程6において、
前記熱可塑性樹脂が表出した表層において、前記不連続強化繊維束の少なくとも一部が、前記熱硬化性樹脂及び前記熱可塑性樹脂の双方と接しており、
かつ前記強化繊維束を構成する少なくとも1本の前記強化繊維と前記熱可塑性樹脂とが、前記強化繊維の長手方向の端部から長手方向に連続して接するように流動させる、
請求項13又は14に記載の繊維強化プラスチックの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020237002501A KR20230044408A (ko) | 2020-07-27 | 2021-07-21 | 섬유 강화 플라스틱 및 섬유 강화 플라스틱의 제조 방법 |
| US18/017,968 US20230294370A1 (en) | 2020-07-27 | 2021-07-21 | Fiber-reinforced plastic and production method for fiber-reinforced plastic |
| EP21850726.7A EP4190844A4 (en) | 2020-07-27 | 2021-07-21 | FIBER REINFORCED PLASTIC AND MANUFACTURING METHODS FOR FIBER REINFORCED PLASTIC |
| CN202180059742.XA CN116194278A (zh) | 2020-07-27 | 2021-07-21 | 纤维增强塑料及纤维增强塑料的制造方法 |
| JP2021544245A JPWO2022024939A1 (ja) | 2020-07-27 | 2021-07-21 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020126652 | 2020-07-27 | ||
| JP2020-126652 | 2020-07-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022024939A1 true WO2022024939A1 (ja) | 2022-02-03 |
Family
ID=80035576
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/027404 WO2022024939A1 (ja) | 2020-07-27 | 2021-07-21 | 繊維強化プラスチック及び繊維強化プラスチックの製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230294370A1 (ja) |
| EP (1) | EP4190844A4 (ja) |
| JP (1) | JPWO2022024939A1 (ja) |
| KR (1) | KR20230044408A (ja) |
| CN (1) | CN116194278A (ja) |
| TW (1) | TW202216860A (ja) |
| WO (1) | WO2022024939A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220413549A1 (en) * | 2021-06-23 | 2022-12-29 | Dell Products L.P. | Single surface top covers for information handling systems |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4834290A (ja) * | 1971-09-07 | 1973-05-17 | ||
| JPS6194726A (ja) * | 1984-10-16 | 1986-05-13 | Mitsubishi Motors Corp | 繊維入り強化プラスチツク成形部材 |
| WO2004060658A1 (ja) | 2002-12-27 | 2004-07-22 | Toray Industries, Inc. | 積層体、電磁波シールド成形品、および、それらの製造方法 |
| WO2008038591A1 (en) * | 2006-09-28 | 2008-04-03 | Toray Industries, Inc. | Process for producing composite prepreg base, layered base, and fiber-reinforced plastic |
| WO2018066600A1 (ja) * | 2016-10-04 | 2018-04-12 | 三菱ケミカル株式会社 | プリプレグ、プリプレグ積層体、および繊維強化複合材料 |
| JP2020126652A (ja) | 2019-02-05 | 2020-08-20 | キヤノン株式会社 | 入力装置及び画像形成装置 |
| WO2020235485A1 (ja) * | 2019-05-23 | 2020-11-26 | 東レ株式会社 | プリプレグ、積層体および成形品 |
-
2021
- 2021-07-21 JP JP2021544245A patent/JPWO2022024939A1/ja active Pending
- 2021-07-21 KR KR1020237002501A patent/KR20230044408A/ko unknown
- 2021-07-21 WO PCT/JP2021/027404 patent/WO2022024939A1/ja active Application Filing
- 2021-07-21 US US18/017,968 patent/US20230294370A1/en active Pending
- 2021-07-21 EP EP21850726.7A patent/EP4190844A4/en active Pending
- 2021-07-21 CN CN202180059742.XA patent/CN116194278A/zh active Pending
- 2021-07-27 TW TW110127474A patent/TW202216860A/zh unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4834290A (ja) * | 1971-09-07 | 1973-05-17 | ||
| JPS6194726A (ja) * | 1984-10-16 | 1986-05-13 | Mitsubishi Motors Corp | 繊維入り強化プラスチツク成形部材 |
| WO2004060658A1 (ja) | 2002-12-27 | 2004-07-22 | Toray Industries, Inc. | 積層体、電磁波シールド成形品、および、それらの製造方法 |
| WO2008038591A1 (en) * | 2006-09-28 | 2008-04-03 | Toray Industries, Inc. | Process for producing composite prepreg base, layered base, and fiber-reinforced plastic |
| WO2018066600A1 (ja) * | 2016-10-04 | 2018-04-12 | 三菱ケミカル株式会社 | プリプレグ、プリプレグ積層体、および繊維強化複合材料 |
| JP2020126652A (ja) | 2019-02-05 | 2020-08-20 | キヤノン株式会社 | 入力装置及び画像形成装置 |
| WO2020235485A1 (ja) * | 2019-05-23 | 2020-11-26 | 東レ株式会社 | プリプレグ、積層体および成形品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4190844A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4190844A4 (en) | 2024-08-21 |
| CN116194278A (zh) | 2023-05-30 |
| EP4190844A1 (en) | 2023-06-07 |
| KR20230044408A (ko) | 2023-04-04 |
| JPWO2022024939A1 (ja) | 2022-02-03 |
| TW202216860A (zh) | 2022-05-01 |
| US20230294370A1 (en) | 2023-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5320742B2 (ja) | 複合プリプレグ基材の製造方法、積層基材および繊維強化プラスチック | |
| JP5272418B2 (ja) | 切込プリプレグ基材、複合切込プリプレグ基材、積層基材、繊維強化プラスチック、および切込プリプレグ基材の製造方法 | |
| KR20190022461A (ko) | 프리프레그 및 그 제조 방법 | |
| WO2020235487A1 (ja) | プリプレグ、積層体および成形品 | |
| JP7047923B2 (ja) | プリプレグ、積層体および成形品 | |
| WO2020235484A1 (ja) | プリプレグ、積層体および成形品 | |
| WO2022024939A1 (ja) | 繊維強化プラスチック及び繊維強化プラスチックの製造方法 | |
| WO2021246466A1 (ja) | 繊維強化プラスチック、一体成形品、及びプリプレグ | |
| US20220402258A1 (en) | Composite prepreg and fiber-reinforced plastic molded body | |
| EP3974466A1 (en) | Prepreg, laminate, and molded article | |
| WO2020235490A1 (ja) | 繊維強化樹脂基材、一体化成形品および繊維強化樹脂基材の製造方法 | |
| EP3578332B1 (en) | Method for producing fiber-reinforced plastic | |
| WO2021117461A1 (ja) | プリプレグ、積層体および一体化成形品 | |
| WO2021131347A1 (ja) | プリプレグ、成形体および一体化成形体 | |
| JP7088320B2 (ja) | プリプレグ、積層体および一体化成形品 | |
| JP7088433B1 (ja) | プリプレグ、成形体および一体化成形体 | |
| JP7143473B2 (ja) | プリプレグ及びその製造方法、並びに繊維強化複合材料 | |
| WO2021117460A1 (ja) | プリプレグ、積層体および一体化成形品 | |
| JP7467906B2 (ja) | 繊維強化樹脂成形体および複合成形体 | |
| WO2023149391A1 (ja) | 回転翼 | |
| US20220372237A1 (en) | Repair shape & technique for composite laminates | |
| JP2021098318A (ja) | 繊維強化樹脂材料、一体化成形品、および一体化成形品の製造方法 | |
| JP2005349826A (ja) | 繊維強化複合材料部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021544245 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21850726 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2021850726 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021850726 Country of ref document: EP Effective date: 20230227 |