KR20230044408A - 섬유 강화 플라스틱 및 섬유 강화 플라스틱의 제조 방법 - Google Patents
섬유 강화 플라스틱 및 섬유 강화 플라스틱의 제조 방법 Download PDFInfo
- Publication number
- KR20230044408A KR20230044408A KR1020237002501A KR20237002501A KR20230044408A KR 20230044408 A KR20230044408 A KR 20230044408A KR 1020237002501 A KR1020237002501 A KR 1020237002501A KR 20237002501 A KR20237002501 A KR 20237002501A KR 20230044408 A KR20230044408 A KR 20230044408A
- Authority
- KR
- South Korea
- Prior art keywords
- fiber
- thermoplastic resin
- reinforced plastic
- reinforcing fiber
- surface layer
- Prior art date
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/12—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of short length, e.g. in the form of a mat
- B29C70/14—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of short length, e.g. in the form of a mat oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/003—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised by the matrix material, e.g. material composition or physical properties
- B29C70/0035—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised by the matrix material, e.g. material composition or physical properties comprising two or more matrix materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/12—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of short length, e.g. in the form of a mat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/545—Perforating, cutting or machining during or after moulding
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/043—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with glass fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/243—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/244—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0036—Slitting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2063/00—Use of EP, i.e. epoxy resins or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2309/00—Use of inorganic materials not provided for in groups B29K2303/00 - B29K2307/00, as reinforcement
- B29K2309/08—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/22—Thermoplastic resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/24—Thermosetting resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
- C08J2363/02—Polyglycidyl ethers of bis-phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/04—Polyesters derived from hydroxy carboxylic acids, e.g. lactones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Textile Engineering (AREA)
- Mathematical Physics (AREA)
- Physics & Mathematics (AREA)
- Laminated Bodies (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
본 발명은 두께 방향의 적어도 일방의 표층으로서 강화 섬유와, 열경화성 수지 및 열가소성 수지가 일체화된 매트릭스를 포함하는 층을 갖는 섬유 강화 플라스틱으로서, 상기 강화 섬유는 랜덤하게 겹쳐진 불연속 강화 섬유 다발을 형성하거나 또는 일방향으로 배열된 불연속 강화 섬유 다발을 형성하고, 상기 불연속 강화 섬유 다발의 일부는 상기 열경화성 수지 및 상기 열가소성 수지의 쌍방과 접하고 있으며, 상기 표층의 표면의 적어도 일부에는 상기 열가소성 수지가 표출되어 있는 섬유 강화 플라스틱에 관한 것이다.
Description
본 발명은 섬유 강화 플라스틱 및 섬유 강화 플라스틱의 제조 방법에 관한 것이다.
열경화성 수지 또는 열가소성 수지를 매트릭스로서 사용하고, 탄소 섬유나 유리 섬유 등의 강화 섬유와 조합한 섬유 강화 플라스틱은 경량이면서 강도나 강성 등의 역학 특성이나 내열성, 내식성이 우수하다. 그 때문에 섬유 강화 플라스틱은 항공·우주, 자동차, 철도, 선박, 토목 건축, 및 스포츠 용품 등의 수많은 분야에 응용되어 왔다.
그러나 섬유 강화 플라스틱은 복잡한 형상을 갖는 부품이나 구조체를 단일의 성형 공정으로 제조하는 것에는 부적합하며, 상기 용도에 있어서는 섬유 강화 플라스틱으로 이루어지는 부재를 제조하고, 이어서 동종 또는 이종의 부재와 일체화하는 것이 필요하다. 섬유 강화 플라스틱과, 동종 또는 이종의 부재를 일체화하는 방법으로서 볼트, 리벳, 비스 등을 사용하는 기계적 접합 방법이나 접착제를 사용하는 접합 방법이 사용되어 있다.
기계적 접합 방법에서는 펀칭 공정 등 접합 부분을 미리 가공하는 공정을 필요로 하기 때문에 제조 공정의 장시간화 및 제조 비용의 증가로 이어지고, 또한 구멍을 뚫기 위해서 재료 강도가 저하된다는 문제가 있었다. 접착제를 사용하는 접합 방법에 있어서도 접착제의 준비나 접착제의 도포 작업을 포함하는 접착 공정 및 경화 공정을 필요로 하기 때문에 제조 공정의 장시간화로 이어지고, 또한 접합 강도에 있어서도 신뢰성이 충분한 만족이 얻어지지 않는다는 과제가 있었다.
열가소성 수지를 매트릭스 수지에 사용한 섬유 강화 플라스틱은 다른 열가소성 수지를 사용한 부재와 용착에 의해 접합할 수 있기 때문에 비교적 공정을 간략화하기 쉽다고 할 수 있다. 예를 들면, 특허문헌 1에는 열경화성 수지층과 열가소성 수지층이 강화 섬유 다발의 내부에 요철형상의 경계면을 형성하고 있는 섬유 강화 수지제의 적층체가 개시되어 있으며, 상기 적층체의 열가소성 수지층을 통해 용착에 의해 타부재와 접합함으로써 우수한 접합 강도의 접합체가 얻어지는 것이 기재되어 있다.
특허문헌 1에 기재되어 있는 열가소성 수지를 사용한 적층체에 있어서는 강화 섬유 다발의 내부에 열경화성 수지와 열가소성 수지의 계면이 위치한다. 그 때문에 강화 섬유가 하중을 부담해서 열경화성 수지와 열가소성 수지의 계면 박리를 억제함과 동시에 다른 부재와 용착했을 때에 우수한 접합 강도가 얻어진다. 그러나 상기 적층체는 강도보다 형상 추종성을 우선해야 하는 용도에는 반드시 적합한 것은 아니었다.
본 발명의 목적은 열가소성 수지를 통해 다른 부재와 용착에 의한 접합이 가능하며, 다른 부재와의 접합 강도가 우수하면서도 형상 추종성도 우수한 섬유 강화 플라스틱을 제공하는 것에 있다.
이러한 과제를 해결하기 위해서 본 발명은 다음 구성을 갖는다.
<1> 두께 방향의 적어도 일방의 표층으로서 강화 섬유와, 열경화성 수지 및 열가소성 수지가 일체화된 매트릭스를 포함하는 층을 갖는 섬유 강화 플라스틱으로서,
상기 강화 섬유는 랜덤으로 겹쳐진 불연속 강화 섬유 다발을 형성하거나 또는 일방향으로 배열된 불연속 강화 섬유 다발을 형성하고,
상기 불연속 강화 섬유 다발의 일부는 상기 열경화성 수지 및 상기 열가소성 수지의 쌍방과 접하고 있으며,
상기 표층의 표면의 적어도 일부에는 상기 열가소성 수지가 표출되어 있는 섬유 강화 플라스틱.
<2> 상기 표층에 있어서 상기 열경화성 수지를 주성분으로 하는 영역과, 상기 열가소성 수지를 주성분으로 하는 영역이 계면을 형성하고 있는 <1>에 기재된 섬유 강화 플라스틱.
<3> 상기 표층에 있어서 상기 열가소성 수지가 표면으로부터 두께 방향으로 연속된 영역을 갖고,
상기 영역 내에서 상기 열가소성 수지가 상기 불연속 강화 섬유 다발과 접하는 부분의 두께의 최대값이 10㎛ 이상인 <1> 또는 <2>에 기재된 섬유 강화 플라스틱.
<4> 상기 표층에 있어서 상기 강화 섬유의 함유율이 15체적% 이상 70체적% 이하인 <1> 내지 <3> 중 어느 1개에 기재된 섬유 강화 플라스틱.
<5> 상기 표층에 있어서 상기 강화 섬유의 평균 섬유 길이가 5㎜~100㎜의 범위인 <1> 내지 <4> 중 어느 1개에 기재된 섬유 강화 플라스틱.
<6> 상기 표층에 있어서 상기 강화 섬유는 탄소 섬유 및 유리 섬유로 이루어지는 군으로부터 선택되는 적어도 1종인 <1> 내지 <5> 중 어느 1개에 기재된 섬유 강화 플라스틱.
<7> 상기 표층에 있어서 상기 불연속 강화 섬유 다발의 길이 방향의 단부와 접하는 보이드의 존재 비율이 5면적% 이하인 <1> 내지 <6> 중 어느 1개에 기재된 섬유 강화 플라스틱.
<8> 상기 표층에 있어서 길이 함침 거리가 20㎛ 이상인 <1> 내지 <7> 중 어느 1개에 기재된 섬유 강화 플라스틱.
<9> 상기 표층에 있어서 상기 불연속 강화 섬유 다발끼리 사이에 상기 열가소성 수지가 존재하는 <1> 내지 <8> 중 어느 1개에 기재된 섬유 강화 플라스틱.
<10> 상기 열가소성 수지가 인접하는 임의의 불연속 섬유 강화 다발 사이를 점유하는 <9>에 기재된 섬유 강화 플라스틱.
<11> 두께 방향의 양쪽의 표층에 상기 불연속 강화 섬유 다발, 상기 열가소성 수지 및 상기 열경화성 수지를 갖고,
상기 열가소성 수지가 상기 양쪽의 표층의 표면에 표출되어 있는 <1> 내지 <10> 중 어느 1개에 기재된 섬유 강화 플라스틱.
<12> 섬유 강화 플라스틱을 구성하는 불연속 강화 섬유 다발의 적어도 일부가 면외 방향으로 배향하는 <1> 내지 <11> 중 어느 1개에 기재된 섬유 강화 플라스틱.
<13> <1> 내지 <12> 중 어느 1개에 기재된 섬유 강화 플라스틱의 제조 방법으로서,
열경화성 수지를 강화 섬유 다발에 함침시키는 공정 1과,
열가소성 수지를 강화 섬유 다발에 함침시키는 공정 2와,
강화 섬유 다발을 절단하여 불연속 강화 섬유 다발로 하는 공정 3과,
섬유 강화 플라스틱을 구성하는 기재를 두께 방향의 적어도 일방의 표면에 열가소성 수지가 표출되도록 필요 매수 적층하는 공정 4와,
가열 및 가압에 의해 섬유 강화 플라스틱을 성형하는 공정 5를 포함하고,
상기 공정 5는 상기 공정 1~4가 실시된 후에 실시되거나, 상기 공정 1, 3, 및 4가 실시된 후에 상기 공정 2와 동시에 실시되거나, 상기 공정 2, 3, 및 4가 실시된 후에 상기 공정 1과 동시에 실시되는 섬유 강화 플라스틱의 제조 방법.
<14> 상기 열가소성 수지가 표출된 표층에 있어서 상기 불연속 강화 섬유 다발의 길이 방향의 단부가 상기 열경화성 수지 또는 상기 열가소성 수지와 접하도록 유동시키는 공정 6을 포함하는 <13>에 기재된 섬유 강화 플라스틱의 제조 방법.
<15> 상기 공정 6에 있어서,
상기 열가소성 수지가 표출된 표층에 있어서 상기 불연속 강화 섬유 다발의 적어도 일부가 상기 열경화성 수지 및 상기 열가소성 수지의 쌍방과 접하고 있으며,
또한, 상기 강화 섬유 다발을 구성하는 적어도 1개의 상기 강화 섬유와 상기 열가소성 수지가 상기 강화 섬유의 길이 방향의 단부로부터 길이 방향으로 연속해서 접하도록 유동시키는
<13> 또는 <14>에 기재된 섬유 강화 플라스틱의 제조 방법.
본 발명의 섬유 강화 플라스틱은 표층의 표면의 적어도 일부에 열가소성 수지가 표출되어 있음으로써 열가소성 수지를 통해 다른 부재와 용착에 의한 접합이 가능하다. 또한, 불연속 강화 섬유 다발의 일부가 열경화성 수지 및 열가소성 수지의 쌍방에 접하고 있기 때문에 열경화성 수지와 열가소성 수지의 계면에서의 박리가 일어나기 어렵다. 또한, 강화 섬유가 불연속 강화 섬유 다발인 것에 의해 형상 추종성이 우수하기 때문에 강도와 형상 추종성을 양립해야 하는 용도에 있어서 특히 유용하다.
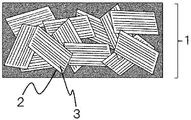
도 1은 본 발명의 섬유 강화 플라스틱의 일실시형태를 평면으로부터 봤을 때의 모식도이다.
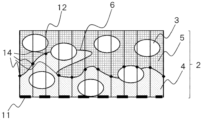
도 2는 본 발명의 섬유 강화 플라스틱의 일실시형태의 단면 모식도이다.
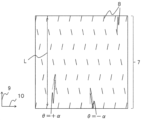
도 3은 본 발명의 섬유 강화 플라스틱을 제조할 때에 사용할 수 있는 절입 프리프레그의 일실시형태의 모식도이다.
도 4는 본 발명의 섬유 강화 플라스틱의 일실시형태의 단면 모식도이며, 최대 함침 거리의 측정 방법의 설명을 돕는 것이다.
도 5는 본 발명의 섬유 강화 플라스틱의 일실시형태의 단면 모식도이다.
도 6은 본 발명의 섬유 강화 플라스틱의 일실시형태의 단면 모식도이다.
도 7은 본 발명의 섬유 강화 플라스틱의 일실시형태의 단면 모식도이며, 거칠기 평균 높이 Rc의 측정 방법의 설명을 돕는 것이다.
도 8은 본 발명의 섬유 강화 플라스틱의 일실시형태의 단면 모식도이며, 길이 함침 거리의 측정 방법의 설명을 돕는 것이다.
도 9는 본 발명의 섬유 강화 플라스틱의 일례이며, 본 발명의 섬유 강화 플라스틱의 형상의 예를 나타내는 것이다.
도 2는 본 발명의 섬유 강화 플라스틱의 일실시형태의 단면 모식도이다.
도 3은 본 발명의 섬유 강화 플라스틱을 제조할 때에 사용할 수 있는 절입 프리프레그의 일실시형태의 모식도이다.
도 4는 본 발명의 섬유 강화 플라스틱의 일실시형태의 단면 모식도이며, 최대 함침 거리의 측정 방법의 설명을 돕는 것이다.
도 5는 본 발명의 섬유 강화 플라스틱의 일실시형태의 단면 모식도이다.
도 6은 본 발명의 섬유 강화 플라스틱의 일실시형태의 단면 모식도이다.
도 7은 본 발명의 섬유 강화 플라스틱의 일실시형태의 단면 모식도이며, 거칠기 평균 높이 Rc의 측정 방법의 설명을 돕는 것이다.
도 8은 본 발명의 섬유 강화 플라스틱의 일실시형태의 단면 모식도이며, 길이 함침 거리의 측정 방법의 설명을 돕는 것이다.
도 9는 본 발명의 섬유 강화 플라스틱의 일례이며, 본 발명의 섬유 강화 플라스틱의 형상의 예를 나타내는 것이다.
[섬유 강화 플라스틱]
이하, 적당히 도면을 참조하면서 본 발명의 섬유 강화 플라스틱에 대해서 설명하지만, 도면은 본 발명의 이해를 용이하게 하기 위해서 편의적으로 사용하는 것이며, 조금도 본 발명을 한정하는 것이 아니다. 또한, 본 명세서에 있어서 섬유 강화 플라스틱의 단면이라고 하는 경우에는 특별히 언급한 경우를 제외하고, 두께 방향으로 평행하게 절단한 단면을 가리키는 것으로 한다.
본 발명의 섬유 강화 플라스틱은 두께 방향의 적어도 일방의 표층으로서 강화 섬유와, 열경화성 수지 및 열가소성 수지가 일체화된 매트릭스를 포함하는 층을 갖는 섬유 강화 플라스틱이며,
상기 강화 섬유는 랜덤하게 겹쳐진 불연속 강화 섬유 다발을 형성하거나 또는 일방향으로 배열된 불연속 강화 섬유 다발을 형성하고,
상기 불연속 강화 섬유 다발의 일부는 상기 열경화성 수지 및 상기 열가소성 수지의 쌍방과 접하고 있으며,
상기 표층의 표면의 적어도 일부에는 상기 열가소성 수지가 표출되어 있다.
본 발명의 섬유 강화 플라스틱에는 강화 섬유로서 복수의 불연속 강화 섬유 다발이 포함된다. 불연속 강화 섬유 다발은 복수의 불연속 강화 섬유로 구성되어 있다. 불연속 강화 섬유가 다발로 되어 있음으로써 강성이 우수한 섬유 강화 플라스틱으로 할 수 있다.
강화 섬유로서는, 예를 들면 탄소 섬유, 유리 섬유, 금속 섬유, 방향족 폴리아미드 섬유, 폴리아라미드 섬유, 알루미나 섬유, 탄화규소 섬유, 붕소 섬유, 현무암 섬유 등을 들 수 있다. 이들 중에서도 탄성률 및 강도 및 실용상의 관점으로부터 탄소 섬유, 유리 섬유 등의 강화 섬유가 바람직하다. 이들 강화 섬유는 단독으로 사용해도 좋고, 적당히 2종 이상 병용해도 좋다.
강화 섬유로서는 비중이 작고, 고강도, 고탄성률인 점에서 탄소 섬유가 특히 바람직하게 사용된다. 탄소 섬유의 시판품으로서는, 예를 들면 "TORAYCA(등록상표)" T800G-24K, "TORAYCA(등록상표)" T800S-24K, "TORAYCA(등록상표)" T700G-24K, "TORAYCA(등록상표)" T700S-24K, "TORAYCA(등록상표)" T300-3K, 및 "TORAYCA(등록상표)" T1100G-24K(이상, TORAY INDUSTRIES, INC.제) 등을 들 수 있다.
이들 강화 섬유는 표면 처리가 실시되어 있는 것이어도 좋다. 표면 처리로서는 금속의 피착 처리, 커플링제에 의한 처리, 사이징제에 의한 처리, 첨가제의 부착 처리 등이 있다.
본 발명에 있어서는 도 1에 나타내는 바와 같이 불연속 강화 섬유 다발(2)은 섬유 강화 플라스틱의 표층 중에서 랜덤하게 겹쳐진 상태로 존재할 수 있다. 본 발명의 섬유 강화 플라스틱의 표층을 얻는 방법의 일례로서는 미리 강화 섬유 다발을 절단해서 얻어진 불연속 강화 섬유 다발을 캐리어 상에 퇴적시킴으로써 서로 겹쳐진 상태로 하고, 그 후 열경화성 수지 및 열가소성 수지를 함침시킨 기재를 성형하는 방법을 들 수 있다. 본 발명에 있어서의 랜덤하게 겹쳐진 불연속 강화 섬유 다발의 일례로서는 시트 몰딩 콤파운드(SMC)를 들 수 있다. 불연속 강화 섬유 다발이 랜덤하게 겹쳐져 있음으로써 형상 추종성을 우수한 것으로 할 수 있고, 상대적으로 강도보다 형상 추종성을 우선해야 하는 용도에 있어서 유리해진다.
본 발명에 있어서는 불연속 강화 섬유 다발(2)은 랜덤하게 겹쳐질 수 있다. 여기에서 불연속 강화 섬유 다발이 랜덤하게 겹쳐져 있다란 본 발명의 섬유 강화 플라스틱의 표층을 평면으로부터 봤을 때에 불연속 강화 섬유 다발끼리가 겹치는 부분을 갖는 것 중으로부터 무작위로 추출한 1개의 불연속 강화 섬유 다발의 평면에 투영한 배향 방향을 기준으로 하고, 이것과는 별도로 무작위로 추출한 20개의 불연속 강화 섬유 다발의 배향 방향이 면내에서 교차해서 이루어지는 각도(불연속 강화 섬유 다발이 교차하지 않을 경우, 불연속 강화 섬유 다발의 배향 방향의 연장선이 면내에서 교차해서 이루는 각도로 한다) 중 작은 쪽의 각도(이하, 이것을 「이차원 배향각」이라고 하는 경우가 있다)를 측정한 평균값이 10° 이상 80° 이하인 것을 가리킨다.
또한, 불연속 강화 섬유 다발의 평면에 투영한 배향 방향은 평면으로부터 볼 때 시인되는 불연속 강화 섬유 다발에 포함되는 강화 섬유를 1개 선출하고, 선출한 강화 섬유의 시인할 수 있는 길이 방향의 단부를 연결한 직선의 방향으로 한다. 선출하는 강화 섬유는 임의이지만 불연속 강화 섬유 다발의 섬유 직교 방향의 중앙 부근에 존재하고, 동일한 불연속 강화 섬유 다발에 포함되는 주위의 강화 섬유가 선출한 강화 섬유와 거의 평행한 것이 바람직하다. 불연속 강화 섬유 다발의 배향 방향의 연장선이 교차하지 않을 경우 이차원 배향각은 0°로 한다.
본 발명에 있어서는 이차원 배향각의 평균값은 보다 바람직하게는 30° 이상 60° 이하이며, 더 바람직하게는 40° 이상 50° 이하이며, 이상적인 각도인 45°에 가까울수록 바람직하다.
또한, 본 발명에 있어서는 표층 중의 불연속 강화 섬유 다발은 일방향으로 배열할 수 있다. 불연속 강화 섬유 다발이 일방향으로 배열되어 있으면 섬유 강화 플라스틱의 강도를 우수한 것으로 할 수 있고, 상대적으로 형상 추종성보다 강도를 우선해야 하는 용도에 있어서 유리해진다. 여기에서 불연속 강화 섬유 다발이 일방향으로 배열되어 있다란 상기 이차원 배향각의 평균값이 0° 이상 10° 미만인 것을 가리킨다.
본 발명의 섬유 강화 플라스틱의 표층을 얻는 방법의 일례로서는 강화 섬유가 일방향으로 배열된 프리프레그에 포함되는 상기 강화 섬유 다발의 적어도 일부를 절단해서 불연속 강화 섬유 다발로 한 기재를 성형하는 방법을 들 수 있다. 이러한 프리프레그의 예로서는 도 3에 나타내는 바와 같은 절입 프리프레그(7)를 들 수 있다.
또한, 절입 프리프레그(7)를 사용할 경우 프리프레그에 삽입하는 절입은 강화 섬유 다발의 길이 방향(9)에 대해서 직교하는 절입이어도 비스듬한 절입이어도 좋고, 또한 도 3과 같이 강화 섬유 다발의 길이 방향(9)이 이루는 각도 θ=±α가 되도록 비스듬한 쌍이 되는 절입(8)이어도 좋다. 절입의 형상이나 불연속 강화 섬유 다발의 형상은 특별히 제한되는 것이 아니다. 또한, 절입 프리프레그는 도 3에 나타내는 길이 방향으로 강화 섬유를 분단하는 절입 외에 폭 방향으로 섬유 다발을 분단하는 강화 섬유에 평행한 절입을 갖고 있어도 좋다.
본 발명의 섬유 강화 플라스틱은 상기와 같은 상태로 존재하는 불연속 강화 섬유 다발을 형성하는 강화 섬유와, 열경화성 수지 및 열가소성 수지가 일체화된 매트릭스를 포함하는 표층을 갖는다. 또한, 상기 불연속 강화 섬유 다발의 일부는 열경화성 수지 및 열가소성 수지의 쌍방과 접하고 있으며, 표층의 표면에는 열가소성 수지가 존재하고 있다(이하, 「열가소성 수지가 표출되어 있다」라고 하는 경우가 있다).
이것에 의해 열가소성 수지를 통해 동종 또는 이종의 부재와의 양호한 용착이 가능하기 때문에 열경화성 수지와 강화 섬유만으로 이루어지는 섬유 강화 플라스틱에 비해 접합 공정에 요하는 시간을 단축할 수 있고, 구조 부재의 성형을 고속화하는 것이 가능해진다.
본 발명의 섬유 강화 플라스틱에 있어서의 형상의 예로서는 측면에 요철을 갖는 평판형상, L자 부재와 같은 평면부와 곡면부를 갖는 형상, 리브형상이나 요철형상과 같은 불연속 강화 섬유 다발의 적어도 일부가 면외 방향으로 배향하는 형상을 들 수 있지만 이것에 한정되지 않는다.
또한, 불연속 강화 섬유 다발이 면외 방향으로 배향한다란 표층의 어느 불연속 강화 섬유 다발이 수평이 되도록 배치했을 때에 동일한 표층의 다른 불연속 강화 섬유 다발의 일부가 수평에 대하여 이루는 각도가 5° 이상인 조합이 존재하는 것을 가리킨다.
본 발명의 섬유 강화 플라스틱은 표층에 있어서 불연속 강화 섬유 다발을 구성하는 강화 섬유의 평균 섬유 길이가 5㎜ 이상 100㎜ 이하인 것이 바람직하다. 상기 평균 섬유 길이가 5㎜ 이상인 것에 의해 열경화성 수지와 열가소성 수지의 계면에 존재하는 강화 섬유가 충분히 하중을 부담할 수 있다. 따라서 열경화성 수지와 열가소성 수지의 계면에 부하되는 응력이 저감되고, 그 결과 계면 박리가 억제되므로 접합 강도 향상의 효과가 나타나기 쉬워진다. 또한, 상기 평균 섬유 길이가 100㎜ 이하인 것에 의해 섬유 강화 플라스틱을 성형할 때의 형상 추종성이 우수한 것이 된다.
또한, 표층에 포함되는 불연속 강화 섬유 다발 각각을 구성하는 강화 섬유의 섬유 길이는 실질적으로 동일한 것이 바람직하다. 상기 섬유 길이가 실질적으로 동일한 것에 의해 본 발명의 섬유 강화 플라스틱의 역학 특성의 불균일을 억제할 수 있다.
여기에서 상기 섬유 길이가 실질적으로 동일하다란 상기 표층 중에 포함되는 1개의 불연속 강화 섬유 다발을 구성하는 강화 섬유의 평균 섬유 길이(이하, 「섬유 다발 길이」라고 하는 경우가 있다)보다 10㎜ 이상 길거나 또는 짧은 강화 섬유의 개수의 비율이 상기 불연속 강화 섬유 다발 중에 포함되는 모든 강화 섬유에 대하여 10% 이하인 것을 가리킨다. 상기 강화 섬유의 개수의 비율은 0%에 가까울수록 바람직하지만, 제조 공정에 있어서 기재의 어긋남, 날의 결손 등이 발생하여 설계대로의 절단을 할 수 없어 상기 강화 섬유의 개수의 비율은 0%보다 커지는 경우가 있다.
또한, 표층에 포함되는 불연속 강화 섬유 다발 중 측면에 접하는 것을 제외하는 모든 불연속 강화 섬유 다발의 평균 섬유 길이가 실질적으로 동일한 것이 보다 바람직하다. 불연속 강화 섬유 다발의 평균 섬유 길이가 실질적으로 동일하다란 표층에 포함되는 불연속 강화 섬유 다발 중 섬유 다발 길이의 평균값에 대하여 섬유 다발 길이가 10㎜ 이상 길거나 또는 짧은 불연속 섬유 강화 다발의 다발 수의 비율이 10% 이하인 것을 의미한다. 상기 불연속 강화 섬유 다발의 비율은 0%에 가까울수록 바람직하지만, 제조 공정에 있어서 기재의 어긋남, 날의 결손 등이 발생하여 설계대로의 절단을 할 수 없어 상기 불연속 강화 섬유 다발의 다발 수의 비율은 0%보다 커지는 경우가 있다.
또한, 본 발명의 섬유 강화 플라스틱에 있어서는 열가소성 수지의 표출면은 편면이어도 양면이어도 좋다. 즉, 본 발명의 섬유 강화 플라스틱에 있어서는 두께 방향의 양쪽의 표층에 불연속 강화 섬유 다발, 열가소성 수지 및 열경화성 수지를 포함하는 층을 갖고, 열가소성 수지가 양쪽의 표층에 표출되어 있어도 좋다.
이후, 본 발명의 섬유 강화 플라스틱에 있어서 표층에 포함되는 열가소성 수지가 표출되어 있는 부분을 포함하는 면을 「접합면」이라고 부르는 것으로 한다. 또한, 섬유 강화 플라스틱의 양면에 열가소성 수지가 표출되어 있을 경우에는 양면이 「접합면」이 된다.
접합면의 표면에 있어서의 열가소성 수지가 차지하는 비율은 특별히 제한되는 것이 아니고, 열가소성 수지는 접합면의 전체 면에 표출되어 있어도 좋고, 접합면의 일부에만 표출되어 있어도 좋다. 접합면에 표출되어 있는 열가소성 수지가 차지하는 비율이 클수록 접합에 사용할 수 있는 영역이 크므로 접합력의 상승을 기대할 수 있다. 접합면의 표면에 있어서의 열가소성 수지가 차지하는 비율로서 바람직하게는 5면적% 이상, 보다 바람직하게는 10면적% 이상, 더 바람직하게는 20면적% 이상이다.
또한, 본 발명의 섬유 강화 플라스틱에 있어서는 불연속 강화 섬유 다발의 일부는 열경화성 수지 및 열가소성 수지의 쌍방에 접하고 있다. 이러한 구조가 형성됨으로써 본 발명의 섬유 강화 플라스틱의 접합면을 사용해서 동종재 또는 이종재와 접합하고, 하중이 부하되었을 때에 열경화성 수지와 열가소성 수지의 계면을 걸쳐서 존재하는 불연속 강화 섬유 다발 중의 강고한 강화 섬유가 하중을 부담한다. 그 때문에 열경화성 수지와 열가소성 수지의 계면에 가해지는 하중이 작아지며, 그 박리를 억제하므로 열경화성 수지와 열가소성 수지의 외관상의 계면 강도가 향상된다.
또한, 강화 섬유가 열경화성 수지 및 열가소성 수지의 쌍방에 접하고 있음으로써 열경화성 수지와 열가소성 수지의 계면형상이 복잡해지기 때문에 열경화성 수지와 열가소성 수지의 접촉 면적이 증가함과 아울러, 요철에 의한 걸림이 발생함으로써 외관상의 계면 강도의 향상이 더 기대된다.
본 발명의 섬유 강화 플라스틱은 열경화성 수지와 열가소성 수지의 접촉면은, 예를 들면 혼화층을 형성하는 등 어떤 형태를 취해도 상관 없지만, 보다 바람직한 형태로서 도 2에 나타내는 바와 같이 표층에 있어서 열경화성 수지(5)를 주성분으로 하는 영역과, 열가소성 수지(4)를 주성분으로 하는 영역이 계면(6)을 형성하고 있는 것이 바람직하다. 이러한 계면 구조를 취함으로써 본 발명의 섬유 강화 플라스틱에 있어서의 후술하는 열가소성 수지가 표면으로부터 두께 방향으로 연속된 영역의 형성 등을 용이하게 확인할 수 있다.
본 발명의 섬유 강화 플라스틱의 표층에 있어서는 불연속 강화 섬유 다발끼리 사이에 열가소성 수지가 존재하는 것이 바람직하다. 이러한 구성으로 함으로써 열경화성 수지와 열가소성 수지의 계면형상이 복잡화된 구조를 취할 수 있어 접합 강도의 향상이 기대된다. 이러한 구조는, 예를 들면 표층의 어느 불연속 강화 섬유 다발의 길이 방향을 기준으로 하여 두께 방향으로 평행한 단면을 잘라내어 관찰함으로써 확인할 수 있다.
여기에서 불연속 강화 섬유 다발끼리 사이에 열가소성 수지가 존재하는 것에 대해서 도 2의 단면을 예로 설명한다. 섬유 강화 플라스틱(1)의 두께 방향으로 절단한 단면에 있어서 어떤 불연속 강화 섬유 다발(2)의 길이 방향의 단부로부터 다른 불연속 강화 섬유 다발(2)의 길이 방향의 단부 또는 측면을 강화 섬유를 통과하지 않고, 상기 섬유 다발 사이에서 최단 거리가 되도록 직선으로 연결한다. 그때 상기 직선은 섬유 다발 사이에 존재하는 열가소성 수지(4), 열경화성 수지(5), 보이드를 통과하지만, 상기 직선의 전체 길이에 대하여 열가소성 수지(4)를 통과하는 길이의 합계가 30% 이상인 직선을 그을 수 있는 것이 불연속 강화 섬유 다발(2)끼리 사이에 열가소성 수지(4)가 존재하는 것을 의미한다.
불연속 강화 섬유 다발끼리 사이에 그은 직선 중, 열가소성 수지를 통과하는 길이의 합계가 30% 이상인 직선 중에서 열가소성 수지를 통과하는 길이의 합계가 50% 이상인 직선의 개수의 비율로서는 바람직하게는 30% 이상, 보다 바람직하게는 50% 이상, 더 바람직하게는 80% 이상이다.
또한, 본 발명의 섬유 강화 플라스틱에서는 열가소성 수지가 인접하는 임의의 불연속 강화 섬유 다발 사이를 점유하는 것이 바람직하다. 이러한 구성으로 함으로써 열가소성 수지가 상기 불연속 강화 섬유 다발끼리 사이에 충분히 함침하므로, 결과적으로 열경화성 수지와 열가소성 수지의 계면이 보다 복잡화된 구조를 취할 수 있어 접합 강도의 향상이 기대된다.
여기에서 「열가소성 수지가 인접하는 임의의 불연속 강화 섬유 다발 사이를 점유한다」란 상기 불연속 강화 섬유 다발 사이의 직선에 있어서 열가소성 수지(4)를 통과하는 길이의 합계가 100%인 직선을 그을 수 있는 것을 의미한다. 복수의 불연속 강화 섬유 다발 사이에서 열가소성 수지를 통과하는 길이의 합계가 100%인 직선을 그을 수 있는 것이 보다 바람직하다.
본 발명의 섬유 강화 플라스틱에 있어서 표층에 있어서의 강화 섬유의 체적 함유율은 15체적% 이상 70체적% 이하인 것이 바람직하다. 상기 체적 함유율이 15체적% 이상이면 열경화성 수지 및 열가소성 수지의 양이 불연속 강화 섬유 다발에 비해 지나치게 많아지지 않고, 비강도와 비탄성률이 우수한 경향이 있다. 또한, 상기 체적 함유율이 70체적% 이하이면 열경화성 수지 및 열가소성 수지의 함침 불량이 발생하기 어렵고, 얻어지는 섬유 강화 플라스틱의 보이드가 적어지기 쉽다. 상기 체적 함유율은 보다 바람직하게는 20체적% 이상 70체적% 이하이며, 더 바람직하게는 25체적% 이상 70체적% 이하이다.
여기에서 표층에 있어서의 강화 섬유의 체적 함유율이란 강화 섬유가 존재하는 영역에서의 체적 함유율을 의미하고, 섬유 강화 플라스틱의 표면이나 층간에 있어서의 강화 섬유를 포함하지 않거나, 또는 강화 섬유의 수가 적어 수지가 대부분을 차지하는 영역을 제외하여 측정, 계산한다. 측정은 복수 개소, 바람직하게는 5개소 이상에서 실시하고, 각 개소에서 강화 섬유의 체적 함유율을 계산하고, 그 평균값을 표층에 있어서의 강화 섬유의 체적 함유율이라고 한다.
본 발명의 섬유 강화 플라스틱에서는 표층에 있어서 열가소성 수지가 표면으로부터 두께 방향으로 연속된 영역을 갖고, 상기 영역 내에서 열가소성 수지가 불연속 강화 섬유 다발과 접하는 부분의 두께는 불연속 강화 섬유 다발이 열가소성 수지와 접하기 쉬워지고, 접합시에 접합면에 작용하는 하중을 강화 섬유가 부담하기 쉽고, 또한 접합 강도가 보다 향상되는 관점으로부터 바람직하게는 최대값이 10㎛ 이상이며, 보다 바람직하게는 20㎛ 이상이며, 더 바람직하게는 50㎛ 이상이다(이하, 상기 두께를 「최대 함침 거리」라고 하는 경우가 있다).
여기에서 열가소성 수지가 표면으로부터 두께 방향으로 연속된 영역이란 도 4에 나타내는 바와 같이 두께 방향의 단면을 관찰했을 때에 열가소성 수지의 경계가 섬유 강화 플라스틱 내에서 연속하고 있는 영역을 갖는 것을 말하고, 예를 들면 도 5에 나타낸 두께 방향의 단면을 관찰했을 때에 열가소성 수지(4')와 같이 경계가 표출된 열가소성 수지(4)로부터 연속되어 있지 않는 영역은 제외한다.
또한, 최대 함침 거리란 도 4에 나타내는 바와 같이 두께 방향으로 연속된 열가소성 수지가 강화 섬유 다발과 두께 방향에서 처음으로 접하는 개소를 기점으로 접합면에 평행하게 그은 선을 기준선(11)으로 하고, 기준선(11)으로부터 그려지는 수기(垂基)선(12)과, 열가소성 수지가 표면으로부터 두께 방향으로 연속된 영역이 다른 구성 요소(열경화성 수지, 강화 섬유 또는 보이드)와 접하는 경계선의 교점(도 4에 있어서 수기선(12) 상에 흑점으로 나타내어진 측정점(13)) 중 기준선(11)으로부터 가장 먼 교점까지의 거리를 말한다.
본 발명에 있어서는 불연속 강화 섬유 다발이 랜덤하게 겹쳐졌을 경우에는 임의의 방향의 단면에 있어서 불연속 강화 섬유 다발이 일방향으로 배열되었을 경우에는 불연속 강화 섬유 다발의 배열 방향에 대하여 45°의 각도를 이루는 단면에 있어서 후술하는 단면 곡선의 JIS B0601(2001)로 정의되는 거칠기 평균 높이 Rc는 바람직하게는 3.5㎛ 이상이며, 보다 바람직하게는 10㎛ 이상이다. 이러한 구조는 불연속 강화 섬유 다발 및 열경화성 수지·열가소성 수지의 유동에 의해 형성된다고 생각된다.
거칠기 평균 높이 Rc가 3.5㎛ 이상임으로써 열가소성 수지와 열경화성 수지의 접촉 면적이 보다 증가함과 아울러, 요철에 의한 걸림이 복잡해짐으로써 외관상의 계면 강도의 추가적인 향상이 기대된다. 또한, 계면 상에 존재하는 불연속 강화 섬유가 열경화성 수지 및 열가소성 수지와 화학적 및/또는 물리적으로 결합하고, 열경화성 수지 및 열가소성 수지의 계면 강도가 향상된다.
거칠기 평균 높이 Rc의 측정 방법으로서는 공지의 방법을 사용할 수 있다. 예를 들면, X선 CT를 사용해서 취득한 섬유 강화 플라스틱의 단면 화상으로부터 측정하는 방법, 에너지 분산형 X선 분광기(EDS)에 의한 원소 분석 매핑 화상으로부터 측정하는 방법, 광학 현미경, 주사 전자 현미경(SEM) 또는 투과형 전자 현미경(TEM)에 의한 단면 관찰 화상으로부터 측정하는 방법을 들 수 있다.
화상 관찰에 있어서 열경화성 수지 및/또는 열가소성 수지는 콘트라스트를 조정하기 위해서 염색되어도 좋다. 상기 어느 방법에 의해 얻어지는 화상에 있어서 500㎛×500㎛의 범위에 대해서 단면 곡선의 거칠기 평균 높이 Rc를 측정한다.
거칠기 평균 높이 Rc의 측정 방법의 일례를 도 6 및 도 7을 사용해서 나타낸다. 도 6은 본 발명의 섬유 강화 플라스틱의 단면 모식도이다. 도 6 중에 나타낸 열경화성 수지(5)와 열가소성 수지(4)가 접하는 계면(6) 중 열경화성 수지(5)와 열가소성 수지(4)의 쌍방에 접하는 불연속 강화 섬유(3)가 포함되는 불연속 강화 섬유 다발(2)을 갖는 영역에 있어서 거칠기 평균 높이 Rc를 측정한다.
도 7은 도 6에 있어서 거칠기 평균 높이 Rc의 측정에 사용한 영역을 확대한 것이다. 도 7에 있어서 열경화성 수지(5)는 열가소성 수지(4)와 계면(6)에서 접하고 있다. 또한, 계면(6) 상에는 어떤 불연속 강화 섬유 다발에 포함되는 복수의 불연속 강화 섬유(3)가 존재하고 있다. 기준선(11)으로부터 열가소성 수지(4)를 지나 열경화성 수지(5)를 향해서 5㎛ 간격으로 수기선(12)을 그린다. 기준선(11)으로부터 그려지는 수기선(12)이 처음으로 열경화성 수지(5)와 교차하는 측정점(14)을 플롯하고, 플롯된 점을 연결한 선을 단면 곡선으로 한다. 얻어진 단면 곡선에 대해 JIS B0601(2001)에 의거하는 필터링 처리를 행하고, 단면 곡선의 거칠기 평균 높이 Rc를 산출한다.
본 발명의 섬유 강화 플라스틱의 표층에 사용하는 열가소성 수지의 단위 중량은 바람직하게는 10g/㎡ 이상이며, 보다 바람직하게는 20g/㎡ 이상이다. 열가소성 수지의 단위 중량이 10g/㎡ 이상이면 우수한 접합 강도를 발현하기 위한 충분한 두께가 얻어진다.
표층에 있어서의 열가소성 수지의 단위 중량의 상한값은 특별히 한정되지 않지만 열가소성 수지의 함유량이 강화 섬유의 함유량에 비해 지나치게 많아지지 않고, 비강도와 비탄성률이 우수한 섬유 강화 플라스틱이 얻어지기 때문에 500g/㎡ 이하인 것이 바람직하다. 여기에서 열가소성 수지의 단위 중량이란 섬유 강화 플라스틱의 표층 1㎡ 부근에 포함되는 열가소성 수지의 질량(g)을 가리킨다.
본 발명의 섬유 강화 플라스틱의 표층에 있어서의 단위 면적당 강화 섬유량은 30g/㎡ 이상 2,000g/㎡ 이하인 것이 바람직하다. 강화 섬유량이 30g/㎡ 이상이면 섬유 강화 플라스틱 성형할 때에 소정 두께를 얻기 위해서 필요한 기재된 매수를 적게 할 수 있어 작업이 간편해지기 쉽다. 한편, 강화 섬유량이 2,000g/㎡ 이하이면 섬유 강화 플라스틱의 전구체로서의 드레이프성이 향상되기 쉬워진다.
또한, 본 발명의 섬유 강화 플라스틱의 표층에서는 불연속 강화 섬유 다발의 길이 방향의 단부와 접하는 보이드의 존재 비율이 5면적% 이하인 것이 바람직하다. 이러한 구성으로 함으로써 불연속 강화 섬유 다발의 길이 방향의 단부에 있어서의 응력 집중을 방지하고, 또한 성형 품위 및 강도에 우수한 섬유 강화 플라스틱을 얻을 수 있다.
불연속 강화 섬유 다발의 길이 방향의 단부와 접하는 보이드의 존재 비율의 측정은 이하와 같이 행한다. 우선, 불연속 강화 섬유 다발이 랜덤하게 겹쳐졌을 경우에는 임의의 방향의 단면 화상을, 불연속 강화 섬유 다발이 일방향으로 배열되었을 경우에는 배열 방향으로 평행한 방향인 두께 방향의 단면 화상을 복수 장 취득한다. 이어서, 취득한 각 화상에 있어서 불연속 강화 섬유 다발의 길이 방향의 단부가 접하는 보이드의 면적과, 표층에 상당하는 부분의 면적을 각각 측정한다. 최후에 모든 화상에 있어서 측정한 보이드의 면적의 합계를 표층에 상당하는 부분의 면적의 합계로 나누어 100을 곱한 값을 불연속 강화 섬유 다발의 길이 방향의 단부와 접하는 보이드의 존재 비율(%)이라고 한다. 불연속 강화 섬유 다발의 길이 방향의 단부와 접하는 보이드의 존재 비율은 보다 바람직하게는 3면적% 이하이며, 더 바람직하게는 1면적% 이하이다.
또한, 섬유 강화 플라스틱의 단면 화상은 임의의 개소에서 두께 방향으로 절단하고, 포매 및 연마 후 광학 현미경을 사용해서 관찰하는 등의 방법으로 취득할 수 있다.
또한, 본 발명의 섬유 강화 플라스틱의 표층에 있어서 강화 섬유와 열가소성 수지가 강화 섬유의 길이 방향의 단부로부터 섬유의 길이 방향으로 연속해서 접하고 있는(이하, 이 접하고 있는 부분의 길이를 「길이 함침 거리」라고 하는 경우가 있다) 것이 바람직하다. 이러한 구성으로 함으로써 강화 섬유를 통한 열경화성 수지와 열가소성 수지의 계면형상이 보다 복잡화된 구조를 취할 수 있어 접합 강도의 향상이 기대된다. 이러한 구조는 불연속 강화 섬유 다발 및 열경화성 수지 및 열가소성 수지의 유동에 의해 형성된다고 생각된다.
강화 섬유와 열가소성 수지가 강화 섬유의 길이 방향의 단부로부터 섬유의 길이 방향으로 연속해서 접하고 있는 길이란 도 8에 나타내는 바와 같이 열가소성 수지와 길이 방향의 단부에서 접하는 임의의 불연속 강화 섬유(3)의 상기 단부를 기점으로 상기 강화 섬유의 측면을 따라 그은 선을 기준선(15)으로 하고, 열가소성 수지(4)가 열경화성 수지(5) 또는 보이드와 처음으로 접하는 경계선과의 교점(도 8에 있어서 기준선(15) 상에 흑점으로 나타내어진 측정점(16))까지의 거리를 말한다.
보다 구체적으로는 길이 함침 거리의 측정은 이하와 같이 행한다. 우선, 표층 부근에 위치하는 불연속 강화 섬유 다발을 랜덤하게 5개 이상 선택하고, 상기 불연속 강화 섬유 다발을 구성하는 강화 섬유의 배향 방향과 평행해지도록 두께 방향의 단면 화상을 각각 취득한다. 이어서, 취득한 각 화상에 있어서 열경화성 수지와 열가소성 수지의 쌍방과 접하고 있는 강화 섬유를 대상으로 상기 강화 섬유가 열가소성 수지와 접하고 있는 길이 방향의 단부로부터 강화 섬유의 길이 방향을 따라 기준선을 긋는다. 이것이 열경화성 수지 또는 보이드와 처음으로 교차하는 점을 추출하여 단부로부터의 거리를 측정하고, 모든 측정값의 평균을 길이 함침 거리라고 한다. 또한, 길이 함침 거리를 측정하는 것에 있어서, 섬유 강화 플라스틱의 두께 방향으로 평행하게 절단했을 때에 표층의 열가소성 수지가 표출된 면으로부터 두께 방향으로 가장 가까운 강화 섬유의 표층에 가까운 측의 측면은 측정 대상으로부터 제외하는 것으로 한다.
본 발명의 섬유 강화 플라스틱에서는 길이 함침 거리는 접합면에 작용하는 하중을 강화 섬유가 부담하기 쉽고, 또한 접합 강도가 보다 향상되는 관점으로부터 바람직하게는 20㎛ 이상이며, 보다 바람직하게는 50㎛ 이상이며, 더 바람직하게는 100㎛ 이상이다.
본 발명의 섬유 강화 플라스틱은 상기 표층으로만 이루어지는 것이어도 좋지만, 표층 이외의 층을 갖는 층구조를 갖고 있어도 좋다. 이러한 층구조를 가짐으로써 본 발명의 섬유 강화 플라스틱의 두께를 두껍게 할 수 있고, 본 발명의 섬유 강화 플라스틱을 구조 부재에 활용할 수 있다. 표층 이외의 층으로서는 연속 또는 불연속의 강화 섬유와, 열경화성 수지 및/또는 열가소성 수지로 구성되는 매트릭스로 이루어지는 층일 수 있다. 이러한 층구조를 구성하는 층의 종류에 대해서는 특별히 제한은 없다.
또한, 본 발명의 섬유 강화 플라스틱에 있어서는 강화 섬유를 포함하지 않고, 열경화성 수지 및/또는 열가소성 수지로 이루어지는 수지층이 존재해도 좋다.
본 발명의 섬유 강화 플라스틱에 있어서는 어떠한 가열 수단에 의해 다른 부재(이하, 「피착재」라고 하는 경우가 있다)를 섬유 강화 플라스틱의 접합면에 존재하는 열가소성 수지에 접합시키고, 열가소성 수지를 통해 섬유 강화 플라스틱과 일체화(용착)할 수 있다.
피착재로서는 열경화성 수지 및/또는 열가소성 수지를 포함하는 부재, 금속을 포함하는 부재를 들 수 있다. 또한, 피착재로서 본 발명의 섬유 강화 플라스틱으로 구성되는 부재를 사용할 수도 있다. 본 발명의 섬유 강화 플라스틱과 피착재를 일체화시키는 방법은 특별히 제한은 없고, 예를 들면 열 용착, 진동 용착, 초음파 용착, 레이저 용착, 저항 용착, 유도 용착, 인서트 사출 성형, 아웃서트 사출 성형 등을 들 수 있다.
본 발명의 섬유 강화 플라스틱에 있어서 매트릭스에 포함되는 열경화성 수지로서는, 예를 들면 불포화 폴리에스테르 수지, 비닐에스테르 수지, 에폭시 수지, 페놀 수지, 우레아 수지, 멜라민 수지, 열경화 폴리이미드 수지, 시아네이트에스테르 수지, 비스말레이미드 수지, 벤조옥사진 수지, 이들의 공중합체, 이들의 변성체, 및 이들의 적어도 2종류를 블렌드한 수지를 들 수 있다. 내충격성 향상 때문에 열경화성 수지에는 엘라스토머 또는 고무 성분이 첨가되어 있어도 좋다. 또한, 본 발명의 섬유 강화 플라스틱은 경화를 제어하기 위해서 경화제, 경화 촉진제를 포함해도 좋다.
이들 중에서도 실용성 및 범용성의 관점으로부터 에폭시 수지, 페놀 수지, 불포화 폴리에스테르 수지, 비닐에스테르 수지, 열경화 폴리이미드 수지, 시아네이트에스테르 수지, 비스말레이미드 수지, 벤조옥사진 수지가 바람직하고, 에폭시 수지가 보다 바람직하다.
에폭시 수지는 역학 특성, 내열성, 및 강화 섬유와의 접착성이 우수하여 바람직하다. 에폭시 수지의 주제로서는, 예를 들면 비스페놀A형 에폭시 수지, 비스페놀F형 에폭시 수지, 비스페놀AD형 에폭시 수지, 비스페놀S형 에폭시 수지 등의 비스페놀형 에폭시 수지, 테트라브로모비스페놀A디글리시딜에테르 등의 브롬화 에폭시 수지, 비페닐 골격을 갖는 에폭시 수지, 나프탈렌 골격을 갖는 에폭시 수지, 디시클로펜타디엔 골격을 갖는 에폭시 수지, 페놀노볼락형 에폭시 수지, 크레졸노볼락형 에폭시 수지 등의 노볼락형 에폭시 수지, N,N,O-트리글리시딜-m-아미노페놀, N,N,O-트리글리시딜-p-아미노페놀, N,N,O-트리글리시딜-4-아미노-3-메틸페놀, N,N,N',N'-테트라글리시딜-4,4'-메틸렌디아닐린, N,N,N',N'-테트라글리시딜-2,2'-디에틸-4,4'-메틸렌디아닐린, N,N,N',N'-테트라글리시딜-m-크실릴렌디아민, N,N-디글리시딜아닐린, N,N-디글리시딜-o-톨루이딘 등의 글리시딜아민형 에폭시 수지, 레조르신디글리시딜에테르, 트리글리시딜이소시아누레이트 등을 들 수 있다.
또한, 본 발명의 섬유 강화 플라스틱에 있어서 매트릭스에 포함되는 열가소성 수지로서는, 예를 들면 폴리에틸렌테레프탈레이트, 폴리부틸렌테레프탈레이트, 폴리트리메틸렌테레프탈레이트, 폴리에틸렌나프탈레이트, 액정 폴리에스테르 등의 폴리에스테르계 수지, 폴리에틸렌, 폴리프로필렌, 폴리부틸렌 등의 폴리올레핀, 폴리아미드6, 폴리아미드66 등의 폴리아미드, 폴리케톤, 폴리에테르케톤, 폴리에테르에테르케톤, 폴리에테르케톤케톤 등의 폴리아릴렌에테르케톤, 스티렌계 수지, 우레탄 수지, 폴리옥시메틸렌, 폴리카보네이트, 폴리메틸메타크릴레이트, 폴리염화비닐, 폴리페닐렌술피드, 폴리페닐렌에테르, 변성 폴리페닐렌에테르, 폴리이미드, 폴리아미드이미드, 폴리에테르이미드, 폴리술폰, 변성 폴리술폰, 폴리에테르술폰, 폴리아릴레이트, 폴리에테르니트릴, 페놀 수지, 페녹시 수지 등을 들 수 있다. 또한, 이들 열가소성 수지는 상술한 수지의 공중합체나 변성체 및/또는 2종류 이상 블렌드한 수지 등이어도 좋다.
이들 중에서도 내열성의 관점으로부터 폴리아릴렌에테르케톤, 폴리페닐렌술피드 및 폴리에테르이미드로부터 선택되는 1종 또는 2종 이상이 열가소성 수지 중에 60질량% 이상 포함되는 것이 바람직하다. 내충격성 향상을 위해 열가소성 수지에는 엘라스토머 또는 고무 성분이 첨가되어 있어도 좋다.
또한, 용도 등에 따라 열경화성 수지 및 열가소성 수지는 본 발명의 목적을 손상하지 않는 범위에서 적당히 다른 충전재나 첨가제를 함유해도 좋다. 열경화성 수지 및 열가소성 수지는, 예를 들면 무기 충전재, 난연제, 도전성 부여제, 결정핵제, 자외선 흡수제, 산화 방지제, 제진제, 항균제, 방충제, 방취제, 착색 방지제, 열안정제, 이형제, 대전 방지제, 가소제, 활제, 착색제, 안료, 염료, 발포제, 제포제, 커플링제 등을 함유해도 좋다.
본 발명의 섬유 강화 플라스틱은 그 용도에 특별히 제한은 없지만 항공기 구조 부재, 풍차 날개, 자동차 외판, 및 IC 트레이나 노트북의 하우징 등의 컴퓨터 용도, 또한 골프 샤프트나 테니스 라켓 등 스포츠 용도에 바람직하게 사용된다.
[섬유 강화 플라스틱의 제조 방법]
본 발명의 섬유 강화 플라스틱의 제조 방법은,
열경화성 수지를 강화 섬유 다발에 함침시키는 공정 1과,
열가소성 수지를 강화 섬유 다발에 함침시키는 공정 2와,
강화 섬유 다발을 절단하여 불연속 강화 섬유 다발로 하는 공정 3과,
섬유 강화 플라스틱을 구성하는 기재를 두께 방향의 적어도 일방의 표면에 열가소성 수지가 표출되도록 필요 매수 적층하는 공정 4와,
가열 및 가압에 의해 섬유 강화 플라스틱을 성형하는 공정 5를 포함하고,
상기 공정 5는 상기 공정 1~4가 실시된 후에 실시되거나 상기 공정 1, 3, 및 4가 실시된 후에 상기 공정 2와 동시에 실시되거나, 상기 공정 2, 3, 및 4가 실시된 후에 상기 공정 1과 동시에 실시된다.
본 발명의 섬유 강화 플라스틱의 제조 방법에 있어서는 가열에 의해 열경화성 수지와 열가소성 수지의 점도가 저하된다. 이 상태로 가압함으로써 열경화성 수지와 열가소성 수지와 함께 불연속 강화 섬유 다발이 부형 및/또는 신장 등에 의해 유동하고, 복잡형상에 추종하면서 열경화성 수지 및 열가소성 수지가 불연속 강화 섬유 다발에 충분히 함침한 섬유 강화 플라스틱을 성형할 수 있다.
공정 5를 공정 1~4가 실시된 후에 실시할 경우, 공정 1~4에 대해서는 어떤 순번으로 실시해도 좋고, 그 실시 순서에 대해서는 제한되는 것은 아니다. 두께 방향의 적어도 일방의 표층에 열가소성 수지가 표출되는 것이면, 예를 들면 섬유 강화 플라스틱을 구성하는 기재를 적층 후에 열경화성 수지나 열가소성 수지의 함침, 강화 섬유 다발의 절단 등을 실시해도 상관 없다. 그 후, 공정 5에 의해 본 발명의 섬유 강화 플라스틱이 성형된다.
또한, 공정 5를 공정 2와 동시에 실시할 경우, 2개의 공정을 동시에 실시할 수 있기 때문에 본 발명의 섬유 강화 플라스틱을 효율 좋게 제조하는 것이 가능하다. 이 경우, 공정 1, 3, 4는 어느 순번으로 실시해도 좋고, 두께 방향의 적어도 일방의 표층에 열가소성 수지가 표출되는 것이면 그 실시 순서에 대해서는 제한되는 것은 아니다. 그 후, 공정 5와 공정 2를 동시에 행함으로써 열가소성 수지를 불연속 강화 섬유 다발에 함침시키면서 본 발명의 섬유 강화 플라스틱이 성형된다.
동일하게 공정 5를 공정 1과 동시에 실시할 경우, 2개의 공정을 동시에 실시할 수 있기 때문에 본 발명의 섬유 강화 플라스틱을 효율 좋게 제조하는 것이 가능하다. 이 경우, 공정 2, 3, 4는 어떤 순번으로 실시해도 좋고, 두께 방향의 적어도 일방의 표층에 열가소성 수지가 표출되는 것이면 그 실시 순서에 대해서는 제한되는 것은 아니다. 그 후, 공정 5와 공정 1을 동시에 행함으로써 열경화성 수지를 불연속 강화 섬유 다발에 함침시키면서 본 발명의 섬유 강화 플라스틱이 성형된다.
공정 1에 있어서 열경화성 수지를 강화 섬유 다발에 함침시키는 방법에 대해서는 특별히 제한되는 것이 아니지만, 예를 들면 강화 섬유 다발을 소정 형상으로 커팅한 불연속 강화 섬유 다발에 열경화성 수지를 함침시키는 방법, 열가소성 수지와 불연속 강화 섬유 다발이 포함되는 중간체에 열경화성 수지를 함침시키는 방법, 열가소성 수지가 함침한 일방향 프리프레그를 롤 커터 등에 의해 일정한 폭 및 섬유 길이로 커팅한 후에 시트형상으로 분산시키고, 그 편면 또는 양면으로부터 열경화성 수지를 함침시키는 방법, 또는 상기 일방향 프리프레그의 특정 개소에 회전날, 톰슨날, 자동 재단기, 레이저 조사 등에 의한 절입을 삽입한 후에 그 편면 또는 양면으로부터 열경화성 수지를 함침시키는 방법 등을 들 수 있다.
공정 2에 있어서 열가소성 수지를 강화 섬유 다발에 함침시키는 방법에 대해서는 특별히 제한되는 것이 아니지만, 예를 들면 강화 섬유 다발을 소정 형상으로 커팅한 불연속 강화 섬유 다발에 열가소성 수지를 함침시키는 방법, 열경화성 수지와 불연속 강화 섬유 다발이 포함되는 중간체에 열가소성 수지를 함침시키는 방법, 열경화성 수지가 함침한 일방향 프리프레그를 롤 커터 등에 의해 일정한 폭 및 섬유 길이로 커팅한 후에 시트형상으로 분산시키고, 그 편면 또는 양면으로부터 열가소성 수지를 함침시키는 방법, 또는 상기 일방향 프리프레그의 특정 개소에 회전날, 톰슨날, 자동 재단기, 레이저 조사 등에 의한 절입을 삽입한 후에 그 편면 또는 양면으로부터 열가소성 수지를 함침시키는 방법 등을 들 수 있다.
공정 3에 있어서 강화 섬유 다발을 절단하여 불연속 강화 섬유 다발로 하는 방법에 대해서는 특별히 제한되는 것이 아니지만, 예를 들면 열경화성 수지 및/또는 열가소성 수지가 함침한 일방향 프리프레그를 롤 커터 등에 의해 일정한 폭 및 섬유 길이로 커팅하는 방법, 상기 일방향 프리프레그의 특정 개소에 회전날, 톰슨날, 자동 재단기, 레이저 조사 등에 의한 절입을 삽입하는 방법 등을 들 수 있다.
공정 4에 있어서 섬유 강화 플라스틱을 구성하는 기재를 두께 방향의 적어도 일방의 표면에 열가소성 수지가 표출되도록 필요 매수 적층하는 방법에 대해서는 특별히 제한은 없고, 사람의 손에 의해 적층하는 방법이나 로봇 암 등을 사용해서 적층하는 방법 등을 들 수 있다.
공정 5에 있어서 가열 온도 및 가압 압력은 본 발명의 섬유 강화 플라스틱에 사용되는 열경화성 수지 및 열가소성 수지의 종류에 의해 상이하다. 가열 온도 및 가압 압력은 열경화성 수지, 열가소성 수지의 쌍방이 유동하는 온도 및 압력의 범위로 하면 좋고, 또한 필요에 따라서 쌍방의 수지와 함께 불연속 강화 섬유 다발이 유동하는 온도 및 압력의 범위로 하면 좋다.
가열 및 가압하는 방법으로서는, 예를 들면 히트 롤에 의한 가열 가압법, 프레스 성형법, 오토클레이브 성형법, 진공압 성형법, 내압 성형법 등을 들 수 있다.
또한, 본 발명의 섬유 강화 플라스틱의 제조 방법은 열가소성 수지가 표출된 표층에 있어서 불연속 강화 섬유 다발의 길이 방향의 단부가 열경화성 수지 또는 열가소성 수지와 접하도록 기재를 유동시키는 공정 6을 더 포함하는 것이 바람직하다.
불연속 강화 섬유 다발의 길이 방향의 단부가 열경화성 수지 또는 열가소성 수지와 접함으로써 불연속 강화 섬유 다발의 길이 방향의 단부에 있어서의 응력 집중을 방지하고, 본 발명의 섬유 강화 플라스틱이 갖는 특징을 더 발현할 수 있어 바람직하다.
공정 6은 공정 5보다 전 또는 공정 5와 동시에 실시되는 것이 바람직하다.
또한, 공정 6에 있어서 열가소성 수지가 표출된 표층에 있어서 불연속 강화 섬유 다발의 적어도 일부가 열경화성 수지 및 열가소성 수지의 쌍방과 접하고 있으며, 또한 강화 섬유 다발을 구성하는 적어도 1개의 상기 강화 섬유와 열가소성 수지가 강화 섬유의 길이 방향의 단부로부터 길이 방향으로 연속해서 접하도록 기재를 유동시키는 것이 바람직하다.
열가소성 수지가 강화 섬유의 길이 방향의 단부로부터 길이 방향으로 연속해서 접함으로써 강화 섬유를 통한 열경화성 수지와 열가소성 수지의 계면형상이 보다 복잡화되어 열경화성 수지와 열가소성 수지의 접합이 보다 강고한 것이 되므로 본 발명의 섬유 강화 플라스틱이 갖는 특징을 더 발현할 수 있어 바람직하다.
또한, 공정 6에 있어서 불연속 강화 섬유 다발의 길이 방향의 단부와, 상이한 불연속 강화 섬유 다발을 연결한 직선 상에 열가소성 수지만이 존재하는 조합을 갖도록 기재를 유동시키는 것이 바람직하다.
불연속 강화 섬유 다발의 길이 방향의 단부와, 상이한 불연속 강화 섬유 다발을 연결한 직선 상에 열가소성 수지만이 존재하는 조합을 가짐으로써 열가소성 수지가 섬유 다발 사이에 깊게 함침한 구조를 취하기 쉬워진다. 결과적으로 열경화성 수지와 열가소성 수지의 계면이 보다 복잡화된 구조를 취할 수 있고, 열경화성 수지와 열가소성 수지의 접합이 보다 강고한 것이 되므로 본 발명의 섬유 강화 플라스틱이 갖는 특징을 더 발현할 수 있어 바람직하다.
본 발명의 섬유 강화 플라스틱은 섬유 강화 플라스틱을 구성하는 기재를 단독으로, 또는 다른 프리프레그, 시트 몰딩 콤파운드, 절입 프리프레그 등과 함께 공지의 방법으로 적층하고, 그 후 얻어지는 적층체를 가열 및 가압해서 경화하는 등의 방법에 의해 제조할 수 있다.
이 경우, 제조된 섬유 강화 플라스틱의 두께 방향의 적어도 일방의 표층에 열가소성 수지가 표출되어 있으면 좋고, 다른 층의 적층 순서에 대해서는 제한되지 않는다.
또한, 본 발명의 섬유 강화 플라스틱은 섬유 강화 플라스틱을 구성하는 기재를 프레스 성형에 의해 신장 성형해서 제조해도 좋다. 본 발명의 섬유 강화 플라스틱은 불연속 강화 섬유 다발을 함유한다. 그 때문에 프레스 성형을 사용하면 섬유 강화 플라스틱에 포함되는 열경화성 수지 및 열가소성 수지가 유동하는 것에 따라 불연속 강화 섬유 다발도 유동하여 본 발명의 섬유 강화 플라스틱은 형상 추종성이 우수하다. 형상 추종성이 우수한 구조의 예로서는 리브형상이나 요철형상과 같은 불연속 강화 섬유 다발이 면외 방향으로 배향하는 구조를 들 수 있지만, 이것에 한정되지 않는다.
이 경우, 신장 성형에 의해 성형되는 형상은 기재가 충분히 형상 추종하고, 또한 충분한 표면 품위 및 접합 강도를 유지할 수 있는 한이면 특별히 제한은 없지만, 표층의 표면적이 섬유 강화 플라스틱을 구성하는 기재의 표면적 100%에 대하여 100% 이상 200% 이하가 되도록 성형함으로써 본 발명의 섬유 강화 플라스틱이 갖는 형상 추종성이 우수한 특성을 발현할 수 있어 바람직하다. 기재의 표면적에 대한 성형품의 표면적의 범위로서는 바람직하게는 100% 이상 180% 이하, 더 바람직하게는 100% 이상 150% 이하이다.
(실시예)
이하, 본 발명을 실시예에 의해 상세하게 설명한다. 단, 본 발명의 범위는 이들 실시예에 한정되는 것은 아니다. 또한, 각종 특성의 측정은 특별히 주석이 없는 한 온도 23℃, 상대습도 50%의 환경하에서 행했다.
<재료>
이하에 나타내는 재료를 사용했다.
·강화 섬유 [A]
탄소 섬유 〔"TORAYCA(등록상표)" T700S-24K, TORAY INDUSTRIES, INC.제, 스트랜드 인장 강도: 4.9㎬〕를 사용했다.
·열경화성 수지 [B]
에폭시 수지 주제〔"jER"(등록상표) 828(Mitsubishi Chemical Corporation제)〕, 〔"jER"(등록상표) 1001(Mitsubishi Chemical Corporation제)〕, 〔"jER"(등록상표) 154(Mitsubishi Chemical Corporation제)〕를 각각 30질량부, 40질량부, 30질량부 투입하고, 150℃에서 가열 혼련을 행하고, 각 성분이 상용할 때까지 혼련했다. 이어서, 혼련을 계속한 채 80℃까지 강온시킨 후, 경화제 〔3,3'DAS(3,3'―디아미노디페닐술폰, 미츠비시 화학 파인(주)제)〕를 26질량부 투입하고, 80℃에서 30분 혼련함으로써 열경화성 수지 [B]를 얻었다.
·열가소성 수지 [C]
폴리아미드6 〔"AMILAN"(등록상표) CM4000(TORAY INDUSTRIES, INC.제, 3원 공중합 폴리아미드 수지, 융점 155°)〕의 시트를 사용했다.
<평가 방법>
·최대 함침 거리 및 거칠기 평균 높이
각 실시예 및 비교예에서 제작한 섬유 강화 플라스틱의 단면을 포매 및 연마 후 광학 현미경을 사용해서 접합면 근방의 500㎛×500㎛의 범위에 대해서 관찰했다. 얻어진 화상의 콘트라스트의 상위함으로부터 탄소 섬유, 열가소성 수지 및 열경화성 수지를 판별했다.
계속해서 열가소성 수지가 두께 방향으로 접합면으로부터 연속하고 있는 영역에 있어서 처음으로 강화 섬유와 접하는 개소를 추출하고, 그 개소를 기점으로 접합면에 평행하게 그은 선을 기준선으로 했다. 상기 기준선으로부터 열가소성 수지를 지나 열경화성 수지를 향해서 5㎛ 간격으로 수기선을 그리고 수기선이 열경화성 수지, 강화 섬유 또는 보이드와 처음으로 교차하는 모든 점을 플롯했다. 플롯된 점으로부터 기준선까지의 거리의 최대값을 최대 함침 거리라고 했다.
또한, 후술하는 실시예 1-1~1-4 및 비교예 1-1, 1-2에서는 임의의 방향에 대하여 실시예 2-1, 2-2 및 비교예 2-1에서는 접합면의 강화 섬유의 배향 방향에 대하여 45°의 각도를 이루는 면을 잘라내고, 단면을 포매 및 연마 후 광학 현미경을 사용해서 접합면 근방의 500㎛×500㎛의 범위에 대해서 관찰했다. 그리고 최대 함침 거리의 측정과 마찬가지의 방법에 의해 기준선 및 수기선을 작성하고, 상기 수기선이 처음으로 열경화성 수지와 교차하는 측정점을 플롯하고, 플롯된 점을 연결한 선을 단면 곡선으로 해서 필터링 처리를 행하고, 거칠기 평균 높이를 산출했다.
·길이 함침 거리
표층 부근에 위치하는 불연속 강화 섬유 다발을 랜덤하게 선택하고, 상기 불연속 강화 섬유 다발을 구성하는 강화 섬유의 배향 방향과 평행하게 되도록 섬유 강화 플라스틱을 두께 방향으로 평행하게 잘라냈다. 두께 방향으로 접합면으로부터 연속하고 있는 열가소성 수지가 상기 불연속 강화 섬유 다발을 구성하는 강화 섬유의 길이 방향의 단부와 접하는 개소를 복수 추출했다. 상기 불연속 강화 섬유 다발 중 열경화성 수지와 열가소성 수지의 쌍방과 접하고 있는 강화 섬유를 대상으로 상기 강화 섬유가 열가소성 수지와 접하고 있는 길이 방향의 단부로부터 강화 섬유의 길이 방향을 따라 기준선을 그었다. 이것이 열경화성 수지 또는 보이드와 처음으로 교차하는 점을 추출하고, 그 평균값을 길이 함침 거리라고 했다.
·불연속 강화 섬유 다발 사이에 있어서의 열가소성 수지를 통과하는 길이의 측정
상기 길이 함침 거리의 측정에 사용한 화상에 있어서 불연속 강화 섬유 다발 길이 방향의 단부로부터 최단 거리가 되는 다른 불연속 강화 섬유 다발의 단부 또는 측면을 향해 강화 섬유를 통과하지 않도록 직선을 긋고, 열가소성 수지를 통과하는 길이의 합계를 계측했다. 이 중 열가소성 수지를 통과하는 길이의 합계가 30% 이상인 직선을 대상으로 열가소성 수지를 통과하는 길이의 합계가 50% 이상인 직선의 개수의 비율을 하기 기준에 의거해서 평가했다.
A: 80% 이상
B: 50% 이상 80% 미만
C: 30% 이상 50% 미만
D: 30% 미만 또는 열가소성 수지를 통과하는 길이의 합계가 30% 이상인 직선이 없다
·강화 섬유의 체적 함유율
실시예 1-1~1-4 및 비교예 1-1, 1-2에서는 섬유 강화 플라스틱을 임의의 방향으로 절단하고, 포매 및 연마 후 광학 현미경을 사용해서 표층 중의 불연속 강화 섬유 다발의 단면 화상을 취득했다. 단면 화상 중 관찰면에 대하여 거의 수직으로 배향한 불연속 강화 섬유 다발을 선택하고, 상기 불연속 강화 섬유 다발의 섬유 체적 함유율을 면적비로부터 계산했다. 복수의 불연속 강화 섬유 다발에 있어서 섬유 체적 함유율을 계산하고, 그 평균값을 표층에 있어서의 강화 섬유의 체적 함유율이라고 했다.
또한, 실시예 2-1, 2-2 및 비교예 2-1에서는 섬유 강화 플라스틱을 표층의 강화 섬유의 배향 방향에 직교하는 방향으로 절단하고, 포매 및 연마 후 광학 현미경을 사용해서 표층 중의 불연속 강화 섬유 다발의 단면 화상을 취득했다. 계속해서 단면 화상 중의 불연속 강화 섬유의 섬유 체적 함유율을 면적비로부터 계산했다. 복수 개소에 있어서 섬유 체적 함유율을 계산하고, 그 평균값을 표층에 있어서의 강화 섬유의 체적 함유율이라고 했다.
·인장 전단 접합 강도
각 실시예 및 비교예에서 제작한 섬유 강화 플라스틱을 폭 250㎜, 길이 92.5㎜의 형상으로 2장 커팅하고, 진공 오븐 중에서 24시간 건조시켰다. 그 후 2장의 섬유 강화 플라스틱을 열가소성 수지 [C]를 갖는 면끼리를 중합했다. 중합한 면적은 폭 250㎜×길이 12.5㎜로 했다.
그리고 열가소성 수지 [C]의 융점보다 20℃ 높은 온도에서 3㎫의 압력을 가하고, 1분간 유지함으로써 중합한 면을 용착하여 일체화 성형품을 얻었다. 얻어진 일체화 성형품에 ISO4587:1995(JIS K6850(1994))에 준거하여 탭을 접착하고, 폭 25㎜로 커팅함으로써 시험편을 얻었다.
얻어진 시험편을 진공 오븐 중에서 24시간 건조시키고, ISO4587:1995(JIS K6850(1994))에 의거하여 인장 전단 접합 강도를 측정하고, 측정 결과를 하기 기준에 의거해서 평가했다.
A: 30㎫ 이상
B: 10㎫ 이상 30㎫ 미만
C: 10㎫ 미만(불합격) 또는 접합하지 않은 것
<실시예 1-1>
강화 섬유 [A]를 일방향으로 배열시킨 강화 섬유 시트(단위 중량 120g/㎡)를 인출하여 연속 강화 섬유 다발을 제조했다. 얻어진 연속 강화 섬유 다발에 얇게 열경화성 수지 [B]를 도포한 후 둘레 방향으로 25㎜ 간격으로 날을 설치한 로터리 커터에 연속해서 삽입하여 촙 섬유 다발(불연속 강화 섬유 다발)을 제조했다.
또한, 이형 필름 상에 열경화성 수지 [B]를 도포하고, 열경화성 수지 [B]의 시트를 2장 제작했다.
그리고 상기 열경화성 수지 [B] 시트 1장 상에 상기 촙 섬유 다발을 균일하게 살포하고, 그 위에 한 장 더 열경화성 수지 [B] 시트를 배치하고, 열경화성 수지 [B]가 경화하지 않도록 100℃에서 가열하면서 0.07㎫로 롤러를 사용해서 압착시켜서 SMC 프리프레그를 제조했다. 상기 SMC 프리프레그에 있어서의 강화 섬유 [A]의 체적 함유율은 40%가 되도록 조정했다. 상기 SMC 프리프레그에 있어서 살포한 촙 섬유 다발이 겹쳐진 상태가 되었다.
300㎜×300㎜의 크기로 커팅한 SMC 프리프레그를 8장 적층하고, 열가소성 수지 [C] 시트를 편면의 표층에 부착하여 섬유 강화 플라스틱 미경화물 적층체를 얻었다.
상기 섬유 강화 플라스틱 미경화물 적층체를 표면적이 300㎜×300㎜인 금형에 세팅하고, 보이드를 없애기 위해서 프레스기로 0.6㎫의 압력을 가하고, 180℃에서 2시간 가온함으로써 섬유 강화 플라스틱을 얻었다.
얻어진 섬유 강화 플라스틱은 두께에 편차가 적은 것이었다. 또한, 열경화성 수지 [B]를 주성분으로 하는 영역과 열가소성 수지 [C]를 주성분으로 하는 영역이 접하도록 유동하여 계면을 형성하고 있는 모양, 및 불연속 강화 섬유 다발 사이에 열가소성 수지 [C]가 함침하고 있는 모양이 단면의 관찰로부터 확인 가능했다. 또한, 관찰된 모든 영역에 있어서 불연속 강화 섬유 다발의 길이 방향의 단부는 육안의 범위에서는 열경화성 수지 또는 열가소성 수지와 접하고 있었다.
그리고 표층에 위치하는 불연속 강화 섬유 다발의 일부는 열경화성 수지 및 열가소성 수지의 쌍방과 접하고 있으며, 상기 불연속 강화 섬유 다발을 구성하는 강화 섬유의 적어도 일부는 열경화성 수지와 열가소성 수지의 쌍방과 접하고 있으며, 또한 강화 섬유와 열가소성 수지가 강화 섬유의 길이 방향의 단부로부터 길이 방향으로 연속해서 접하고 있는 것이 존재했다. 또한, 복수의 불연속 강화 섬유 다발 사이에서 열가소성 수지를 통과하는 길이의 합계가 100%인 직선을 그을 수 있었다. 얻어진 섬유 강화 플라스틱에서는 충분한 접합 강도가 발현되어 있었다.
<실시예 1-2>
섬유 강화 플라스틱 미경화물 적층체를 표면적이 350㎜×350㎜인 금형에 세팅하고, 프레스기로 3㎫의 압력을 가해 신장시킨 이외에는 실시예 1-1과 마찬가지로 하여 섬유 강화 플라스틱을 얻었다.
얻어진 섬유 강화 플라스틱은 실시예 1-1과 비교해서 두께가 얇아졌지만 두께에 편차가 적은 것이며, 또한 프레스 후의 섬유 강화 플라스틱은 350㎜×350㎜로 간극 없이 신장되어 형상 추종성이 우수한 것이었다. 또한, 불연속 강화 섬유 다발 사이의 거리가 실시예 1-1과 비교해서 넓어졌기 때문에 불연속 강화 섬유 다발 사이로의 열가소성 수지 [C]의 함침이 실시예 1-1에 비해 확실하게 육안으로 확인 가능하며, 또한 관찰된 모든 영역에 있어서 불연속 강화 섬유 다발의 길이 방향의 단부는 육안의 범위에서는 열경화성 수지 또는 열가소성 수지와 접하고 있었다.
그리고 표층에 위치하는 불연속 섬유 강화 섬유 다발의 일부는 열경화성 수지 및 열가소성 수지의 쌍방과 접하고 있으며, 상기 불연속 강화 섬유 다발을 구성하는 강화 섬유의 적어도 일부는 열경화성 수지와 열가소성 수지의 쌍방과 접하고 있으며, 또한 강화 섬유와 열가소성 수지가 강화 섬유의 길이 방향의 단부로부터 길이 방향으로 연속해서 접하고 있는 것이 존재했다. 또한, 복수의 불연속 강화 섬유 다발 사이에서 열가소성 수지를 통과하는 길이의 합계가 100%인 직선을 그을 수 있었다. 얻어진 섬유 강화 플라스틱에서는 충분한 접합 강도가 발현되어 있었다.
<실시예 1-3>
300㎜×300㎜의 크기로 커팅한 SMC 프리프레그와, 열가소성 수지 [C] 시트를 8장씩 준비했다. 각각의 SMC 프리프레그의 하면에 열가소성 수지 [C] 시트를 1장씩 배치하고, SMC 프리프레그와 열가소성 수지 [C] 시트가 교대로 적층된 섬유 강화 플라스틱 미경화물 적층체를 얻었다. 상기 섬유 강화 플라스틱 미경화물 적층체를 실시예 1-1에 기재된 방법으로 경화 및 접합하고, 편측의 표면에 열가소성 수지 [C]가 표출된 섬유 강화 플라스틱을 얻었다.
얻어진 섬유 강화 플라스틱은 두께에 편차가 적은 것이었다. 또한, 열경화성 수지 [B]를 주성분으로 하는 영역과 열가소성 수지 [C]를 주성분으로 하는 영역이 접하도록 유동하고, 계면을 형성하고 있는 모양 및 불연속 강화 섬유 다발 사이에 열가소성 수지 [C]가 함침하고 있는 모양이 단면의 관찰로부터 확인 가능했다. 또한, 관찰된 모든 영역에 있어서 불연속 강화 섬유 다발의 길이 방향의 단부는 육안의 범위에서는 열경화성 수지 또는 열가소성 수지와 접하고 있었다.
그리고 표층에 위치하는 불연속 강화 섬유 다발의 일부는 열경화성 수지 및 열가소성 수지의 쌍방과 접하고 있으며, 상기 불연속 강화 섬유 다발을 구성하는 강화 섬유의 적어도 일부는 열경화성 수지와 열가소성 수지의 쌍방과 접하고 있으며, 또한 강화 섬유와 열가소성 수지가 강화 섬유의 길이 방향의 단부로부터 길이 방향으로 연속해서 접하고 있는 것이 존재했다. 또한, 복수의 불연속 강화 섬유 다발 사이에서 열가소성 수지를 통과하는 길이의 합계가 100%인 직선을 그을 수 있었다. 표층 이외의 층에서는 층간에 열가소성 수지에 의해 구성되는 층이 관찰되었다. 얻어진 섬유 강화 플라스틱에서는 충분한 접합 강도가 발현되어 있었다.
<실시예 1-4>
섬유 강화 플라스틱 미경화물 적층체를 표면적이 350㎜×350㎜인 금형에 세팅하고, 프레스기로 3㎫의 압력을 가해 신장시킨 이외에는 실시예 1-3과 마찬가지로 하여 섬유 강화 플라스틱을 얻었다.
얻어진 섬유 강화 플라스틱은 실시예 1-3과 비교해서 두께가 얇아졌지만 두께에 편차가 적은 것이며, 또한 프레스 후의 섬유 강화 플라스틱은 350㎜×350㎜로 간극 없이 신장되어 형상 추종성이 우수한 것이었다. 또한, 불연속 강화 섬유 다발 사이의 거리가 실시예 1-3과 비교해서 넓어졌기 때문에 불연속 강화 섬유 다발 사이로의 열가소성 수지 [C]의 함침이 실시예 1-3에 비해서도 확실하게 육안으로 확인 가능하며, 또한 관찰된 모든 영역에 있어서 불연속 강화 섬유 다발의 길이 방향의 단부는 육안의 범위에서는 열경화성 수지 또는 열가소성 수지와 접하고 있었다.
그리고 표층에 위치하는 불연속 강화 섬유 다발의 일부는 열경화성 수지 및 열가소성 수지의 쌍방과 접하고 있으며, 상기 불연속 강화 섬유 다발을 구성하는 강화 섬유의 적어도 일부는 열경화성 수지와 열가소성 수지의 쌍방과 접하고 있으며, 또한 강화 섬유와 열가소성 수지가 강화 섬유의 길이 방향의 단부로부터 길이 방향으로 연속해서 접하고 있는 것이 존재했다. 또한, 복수의 불연속 강화 섬유 다발 사이에서 열가소성 수지를 통과하는 길이의 합계가 100%인 직선을 그을 수 있었다. 표층 이외의 층에서는 층간에 열가소성 수지에 의해 구성되는 층이 관찰되었다. 얻어진 섬유 강화 플라스틱에서는 충분한 접합 강도가 발현되어 있었다.
<실시예 2-1>
강화 섬유 [A]를 일방향으로 정렬시킨 연속된 상태의 강화 섬유 시트(단위 중량 120g/㎡)를 인출하여 일방향으로 주행시켰다. 또한, 열경화성 수지 [B]를 이형 필름 상에 코팅하고, 열경화성 수지 [B]의 시트를 2장 제조했다. 그리고 상기 열경화성 수지 [B] 시트를 상기 일방향으로 주행시킨 강화 섬유 [A] 시트의 상하로부터 열경화성 수지 [B]가 경화되지 않도록 100℃의 온도에서 가열하면서 0.07㎫로 롤러를 사용해서 압착시켜서 일방향 프리프레그를 제조했다.
그 후 회전날을 사용하여 일방향 프리프레그 중의 강화 섬유 [A]의 길이 방향에 대하여 14°의 각도로 강화 섬유 [A]의 섬유 길이가 25㎜가 되도록 절입을 넣고, 불연속 강화 섬유 다발이 일방향으로 배열된 절입 프리프레그를 얻었다. 절입 프리프레그에 있어서의 강화 섬유 [A]의 체적 함유율은 60%가 되도록 조정했다.
300㎜×300㎜의 크기로 커팅한 절입 프리프레그를 접합면이 되는 표층의 강화 섬유 [A]의 배향 방향을 0°로하고, [0°/90°]2s(기호 s는 경면 대칭을 나타낸다)가 되도록 8장 적층한 후 열가소성 수지 [C] 시트를 접합면의 표층에 부착하여 섬유 강화 플라스틱 미경화물 적층체를 얻었다.
섬유 강화 플라스틱 미경화물 적층체를 표면적이 300㎜×300㎜인 금형에 세팅하고, 보이드를 없애기 위해서 프레스기로 0.6㎫의 압력을 가하고, 180℃에서 2시간 가온함으로써 섬유 강화 플라스틱을 얻었다.
얻어진 섬유 강화 플라스틱은 실시예 1-1보다 두께에 편차가 더 적은 것이었다. 또한, 열경화성 수지 [B]를 주성분으로 하는 영역과 열가소성 수지 [C]를 주성분으로 하는 영역이 접하도록 유동하고, 계면을 형성하고 있는 모양 및 불연속 강화 섬유 다발 사이에 열가소성 수지 [C]가 함침하고 있는 모양이 단면의 관찰로부터 확인 가능했다. 또한, 관찰된 모든 영역에 있어서 불연속 강화 섬유 다발의 길이 방향의 단부는 육안의 범위에서는 열경화성 수지 또는 열가소성 수지와 접하고 있었다. 상기 불연속 강화 섬유 다발을 구성하는 강화 섬유의 적어도 일부는 열경화성 수지와 열가소성 수지의 쌍방과 접하고 있으며, 또한 강화 섬유와 열가소성 수지가 강화 섬유의 길이 방향의 단부로부터 길이 방향으로 연속해서 접하고 있는 것이 존재했다.
또한, 복수의 불연속 강화 섬유 다발 사이에서 열가소성 수지를 통과하는 길이의 합계가 100%인 직선을 그을 수 있었다. 그리고 표층에 위치하는 불연속 강화 섬유 다발의 일부는 열경화성 수지 및 열가소성 수지의 쌍방과 접하고 있었다. 얻어진 섬유 강화 플라스틱에서는 충분한 접합 강도가 발현되어 있었다.
<실시예 2-2>
섬유 강화 플라스틱 미경화물 적층체를 표면적이 350㎜×350㎜인 금형에 세팅하고, 프레스기로 3㎫의 압력을 가해 신장시킨 이외에는 실시예 2-1과 마찬가지로 하여 섬유 강화 플라스틱을 얻었다.
얻어진 섬유 강화 플라스틱은 실시예 2-1과 비교해서 두께가 얇아졌지만 두께에 편차가 적은 것이며, 또한 프레스 후의 섬유 강화 플라스틱은 350㎜×350㎜로 간극 없이 신장되어 형상 추종성이 우수한 것이었다. 또한, 불연속 강화 섬유 다발 사이로의 열가소성 수지 [C]의 함침이 확실하게 육안으로 확인 가능하며, 또한 관찰된 모든 영역에 있어서 불연속 강화 섬유 다발의 길이 방향의 단부는 육안의 범위에서는 열경화성 수지 및 열가소성 수지의 쌍방과 접하고 있었다. 상기 불연속 강화 섬유 다발을 구성하는 강화 섬유의 적어도 일부는 열경화성 수지와 열가소성 수지의 쌍방과 접하고 있으며, 또한 강화 섬유와 열가소성 수지가 강화 섬유의 길이 방향의 단부로부터 길이 방향으로 연속해서 접하고 있는 것이 존재했다.
또한, 복수의 불연속 강화 섬유 다발 사이에서 열가소성 수지를 통과하는 길이의 합계가 100%인 직선을 그을 수 있었다. 그리고 표층에 위치하는 불연속 강화 섬유 다발의 일부는 열경화성 수지 및 열가소성 수지의 쌍방과 접하고 있었다. 얻어진 섬유 강화 플라스틱에서는 충분한 접합 강도가 발현되어 있었다.
<비교예 1-1>
열가소성 수지 [C] 시트를 사용하지 않은 이외에는 실시예 1-1과 마찬가지로 해서 섬유 강화 플라스틱을 얻었다.
얻어진 섬유 강화 플라스틱은 이미 경화된 상태이었기 때문에 인장 전단 접합 강도 측정용의 시험편 제작할 때에 프레스 시에 적층체가 접합하지 않아 평가 불능이었다.
<비교예 1-2>
실시예 1-1과 마찬가지로 SMC 프리프레그를 8장 적층하고, 열가소성 수지 [C] 시트를 사용하지 않고 섬유 강화 플라스틱 미경화물 적층체를 제작했다.
상기 섬유 강화 플라스틱 미경화물 적층체를 표면적이 300㎜×300㎜인 금형에 세팅하고, 보이드를 없애기 위해서 프레스기로 0.6㎫의 압력을 가하고, 180℃에서 2시간 가온함으로써 경화물을 얻었다. 그 후, 상기 경화물의 편측 표면에 열가소성 수지 [C] 시트를 중합하고, 180℃ 및 2시간으로 용융시키고 열가소성 수지 [C]를 경화물에 접착시켜서 섬유 강화 플라스틱을 얻었다.
얻어진 섬유 강화 플라스틱은 두께의 편차가 적은 것이었지만, 불연속 섬유 다발로의 열가소성 수지 [C]의 함침은 거의 보이지 않아 접합 강도도 충분하다고는 할 수 없는 것이었다.
<비교예 2-1>
열가소성 수지 [C] 시트를 사용하지 않은 이외에는 실시예 2-2와 마찬가지로 절입 프리프레그를 적층하고, 상기 섬유 강화 플라스틱 미경화물 적층체를 표면적이 350㎜×350㎜인 금형에 세팅하고, 프레스기로 3㎫의 압력을 가해 신장시켜 열가소성 수지 [C]를 포함하지 않는 경화물을 제작했다. 그 후, 상기 경화물의 편측 표면에 350㎜×350㎜의 크기로 커팅한 열가소성 수지 [C] 시트를 중합하고, 표면적이 350㎜×350㎜인 금형에 세팅하고, 보이드를 없애기 위해서 프레스기로 3㎫의 압력을 가하고, 180℃ 및 2시간으로 용융시키고, 열가소성 수지 [C]를 경화물에 접착시켜서 섬유 강화 플라스틱을 얻었다.
프레스 후의 경화물은 350㎜×350㎜로 간극 없이 신장되어 형상 추종성이 우수한 것이었다. 또한, 얻어진 섬유 강화 플라스틱은 두께에 편차가 적은 것이었다. 그러나 불연속 섬유 다발 사이 및 불연속 섬유 다발로의 열가소성 수지 [C]의 함침은 거의 보이지 않고, 접합 강도도 충분하다고는 할 수 없는 것이었다.
·형상 추종성의 평가
<실시예 3-1>
실시예 2-1에서 제조한 절입 프리프레그를 접합면이 되는 표층의 강화 섬유 [A]의 배향 방향을 0°로 하고, 200㎜×200㎜의 크기로 [0°/90°]s가 되도록 4장 적층한 후 열가소성 수지 [C] 시트를 편면의 표층에 부착하여 섬유 강화 플라스틱 미경화물 적층체를 얻었다.
섬유 강화 플라스틱 미경화물 적층체를 평면과 곡면을 갖는 형상의 금형에 열가소성 수지 [C]가 상면이 되도록 세팅하고, 보이드를 없애기 위해서 프레스기로 3㎫의 압력을 가하고, 180℃에서 2시간 가온함으로써 도 9에 나타내는 형상이 되는 것 같은 섬유 강화 플라스틱을 얻었다.
프레스 후의 섬유 강화 플라스틱의 접합면의 표층을 육안 관찰한 결과, 곡면부에서 주름 등은 발생하지 않았다. 또한, 곡면의 각에 있어서 후술하는 비교예 3-1과 비교해서 수지 리치부가 적었다.
<비교예 3-1>
절입을 삽입하지 않은 이외에는 실시예 3-1과 마찬가지로 섬유 강화 플라스틱을 얻었다.
얻어진 섬유 강화 플라스틱의 접합면의 표층을 육안 관찰한 결과, 곡면부의 주름은 거의 발생하지 않았지만, 곡면의 각의 일부 영역에서 수지 리치부가 실시예 3-1에 비해 많아 형상 추종성 및 균질성이 뒤떨어지는 것이었다.
실시예 1-1~1-4, 2-1, 2-2 및 비교예 1-1, 1-2, 2-1에서 제작한 섬유 강화 플라스틱의 개요와, 최대 함침 거리, 거칠기 평균 높이, 표층의 강화 섬유의 체적 함유율 및 인장 전단 접합 강도의 평가 결과를 표 1에 나타낸다.
또한, 실시예의 최대 함침 거리·거칠기 평균 높이 및 길이 함침 거리는 1의 위치를 사사 오입한 값이며, 비교예에 나타낸 최대 함침 거리·거칠기 평균 높이는 열가소성 수지가 강화 섬유까지 도달하지 않았기 때문에 경화물의 표면을 기준선으로 해서 취득한 참고값이다.

본 발명을 상세하게 또한 특정 실시형태를 참조해서 설명했지만, 본 발명의 정신과 범위를 일탈하는 일 없이 여러 가지 변경이나 수정을 추가할 수 있는 것은 당업자에게 있어서 명백하다. 본 출원은 2020년 7월 27일 출원한 일본 특허출원(특허출원 2020-126652)에 의거하는 것이며, 그 내용은 여기에 참조로서 원용된다.
1: 섬유 강화 플라스틱
2: 불연속 강화 섬유 다발
3: 불연속 강화 섬유 4, 4': 열가소성 수지
5: 열경화성 수지 6: 계면
7: 절입 프리프레그 8: 절입
9: 강화 섬유 다발의 길이 방향
10: 강화 섬유 다발의 길이 방향으로 직교하는 방향
11: 기준선 12: 수기선
13: 함침 거리의 측정점 14: 거칠기 평균 높이의 측정점
15: 강화 섬유의 측면을 따라 그은 기준선
16: 길이 함침 거리의 측정점
3: 불연속 강화 섬유 4, 4': 열가소성 수지
5: 열경화성 수지 6: 계면
7: 절입 프리프레그 8: 절입
9: 강화 섬유 다발의 길이 방향
10: 강화 섬유 다발의 길이 방향으로 직교하는 방향
11: 기준선 12: 수기선
13: 함침 거리의 측정점 14: 거칠기 평균 높이의 측정점
15: 강화 섬유의 측면을 따라 그은 기준선
16: 길이 함침 거리의 측정점
Claims (15)
- 두께 방향의 적어도 일방의 표층으로서 강화 섬유와, 열경화성 수지 및 열가소성 수지가 일체화된 매트릭스를 포함하는 층을 갖는 섬유 강화 플라스틱으로서,
상기 강화 섬유는 랜덤하게 겹쳐진 불연속 강화 섬유 다발을 형성하거나 또는 일방향으로 배열된 불연속 강화 섬유 다발을 형성하고,
상기 불연속 강화 섬유 다발의 일부는 상기 열경화성 수지 및 상기 열가소성 수지의 쌍방과 접하고 있으며,
상기 표층의 표면의 적어도 일부에는 상기 열가소성 수지가 표출되어 있는 섬유 강화 플라스틱. - 제 1 항에 있어서,
상기 표층에 있어서 상기 열경화성 수지를 주성분으로 하는 영역과, 상기 열가소성 수지를 주성분으로 하는 영역이 계면을 형성하고 있는 섬유 강화 플라스틱. - 제 1 항 또는 제 2 항에 있어서,
상기 표층에 있어서 상기 열가소성 수지가 표면으로부터 두께 방향으로 연속된 영역을 갖고,
상기 영역 내에서 상기 열가소성 수지가 상기 불연속 강화 섬유 다발과 접하는 부분의 두께의 최대값이 10㎛ 이상인 섬유 강화 플라스틱. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 표층에 있어서 상기 강화 섬유의 함유율이 15체적% 이상 70체적% 이하인 섬유 강화 플라스틱. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 표층에 있어서 상기 강화 섬유의 평균 섬유 길이가 5㎜~100㎜의 범위인 섬유 강화 플라스틱. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 표층에 있어서 상기 강화 섬유는 탄소 섬유 및 유리 섬유로 이루어지는 군으로부터 선택되는 적어도 1종인 섬유 강화 플라스틱. - 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 표층에 있어서 상기 불연속 강화 섬유 다발의 길이 방향의 단부와 접하는 보이드의 존재 비율이 5면적% 이하인 섬유 강화 플라스틱. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 표층에 있어서 길이 함침 거리가 20㎛ 이상인 섬유 강화 플라스틱. - 제 1 항 내지 제 8 항 중 어느 한 항에 있어서,
상기 표층에 있어서 상기 불연속 강화 섬유 다발끼리 사이에 상기 열가소성 수지가 존재하는 섬유 강화 플라스틱. - 제 9 항에 있어서,
상기 열가소성 수지가 인접하는 임의의 불연속 섬유 강화 다발 사이를 점유하는 섬유 강화 플라스틱. - 제 1 항 내지 제 10 항 중 어느 한 항에 있어서,
두께 방향의 양쪽의 표층에 상기 불연속 강화 섬유 다발, 상기 열가소성 수지 및 상기 열경화성 수지를 갖고,
상기 열가소성 수지가 상기 양쪽의 표층의 표면에 표출되어 있는 섬유 강화 플라스틱. - 제 1 항 내지 제 11 항 중 어느 한 항에 있어서,
섬유 강화 플라스틱을 구성하는 불연속 강화 섬유 다발의 적어도 일부가 면외 방향으로 배향하는 섬유 강화 플라스틱. - 제 1 항 내지 제 12 항 중 어느 한 항에 기재된 섬유 강화 플라스틱의 제조 방법으로서,
열경화성 수지를 강화 섬유 다발에 함침시키는 공정 1과,
열가소성 수지를 강화 섬유 다발에 함침시키는 공정 2와,
강화 섬유 다발을 절단하여 불연속 강화 섬유 다발로 하는 공정 3과,
섬유 강화 플라스틱을 구성하는 기재를 두께 방향의 적어도 일방의 표면에 열가소성 수지가 표출되도록 필요 매수 적층하는 공정 4와,
가열 및 가압에 의해 섬유 강화 플라스틱을 성형하는 공정 5를 포함하고,
상기 공정 5는 상기 공정 1~4가 실시된 후에 실시되거나, 상기 공정 1, 3, 및 4가 실시된 후에 상기 공정 2와 동시에 실시되거나, 상기 공정 2, 3, 및 4가 실시된 후에 상기 공정 1과 동시에 실시되는 섬유 강화 플라스틱의 제조 방법. - 제 13 항에 있어서,
상기 열가소성 수지가 표출된 표층에 있어서 상기 불연속 강화 섬유 다발의 길이 방향의 단부가 상기 열경화성 수지 또는 상기 열가소성 수지와 접하도록 유동시키는 공정 6을 포함하는 섬유 강화 플라스틱의 제조 방법. - 제 13 항 또는 제 14 항에 있어서,
상기 공정 6에 있어서,
상기 열가소성 수지가 표출된 표층에 있어서 상기 불연속 강화 섬유 다발의 적어도 일부가 상기 열경화성 수지 및 상기 열가소성 수지의 쌍방과 접하고 있으며,
또한, 상기 강화 섬유 다발을 구성하는 적어도 1개의 상기 강화 섬유와 상기 열가소성 수지가 상기 강화 섬유의 길이 방향의 단부로부터 길이 방향으로 연속해서 접하도록 유동시키는 섬유 강화 플라스틱의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2020-126652 | 2020-07-27 | ||
| JP2020126652 | 2020-07-27 | ||
| PCT/JP2021/027404 WO2022024939A1 (ja) | 2020-07-27 | 2021-07-21 | 繊維強化プラスチック及び繊維強化プラスチックの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20230044408A true KR20230044408A (ko) | 2023-04-04 |
Family
ID=80035576
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020237002501A KR20230044408A (ko) | 2020-07-27 | 2021-07-21 | 섬유 강화 플라스틱 및 섬유 강화 플라스틱의 제조 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230294370A1 (ko) |
| EP (1) | EP4190844A4 (ko) |
| JP (1) | JPWO2022024939A1 (ko) |
| KR (1) | KR20230044408A (ko) |
| CN (1) | CN116194278A (ko) |
| TW (1) | TW202216860A (ko) |
| WO (1) | WO2022024939A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12130662B2 (en) * | 2021-06-23 | 2024-10-29 | Dell Products L.P. | Single surface top covers for information handling systems |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004060658A1 (ja) | 2002-12-27 | 2004-07-22 | Toray Industries, Inc. | 積層体、電磁波シールド成形品、および、それらの製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3801693A (en) * | 1971-09-07 | 1974-04-02 | Diamond Shamrock Corp | Method of coloring low profile reinforced unsaturated polyesters |
| JPS6194726A (ja) * | 1984-10-16 | 1986-05-13 | Mitsubishi Motors Corp | 繊維入り強化プラスチツク成形部材 |
| KR101416727B1 (ko) * | 2006-09-28 | 2014-07-08 | 도레이 카부시키가이샤 | 복합 프리프레그 기재의 제조 방법, 적층 기재 및 섬유강화플라스틱 |
| CN109790311B (zh) * | 2016-10-04 | 2022-03-04 | 三菱化学株式会社 | 预浸料、预浸料层叠体、和纤维增强复合材料 |
| JP7536460B2 (ja) | 2019-02-05 | 2024-08-20 | キヤノン株式会社 | 画像形成装置 |
| WO2020235485A1 (ja) * | 2019-05-23 | 2020-11-26 | 東レ株式会社 | プリプレグ、積層体および成形品 |
-
2021
- 2021-07-21 KR KR1020237002501A patent/KR20230044408A/ko unknown
- 2021-07-21 US US18/017,968 patent/US20230294370A1/en active Pending
- 2021-07-21 WO PCT/JP2021/027404 patent/WO2022024939A1/ja active Application Filing
- 2021-07-21 CN CN202180059742.XA patent/CN116194278A/zh active Pending
- 2021-07-21 EP EP21850726.7A patent/EP4190844A4/en active Pending
- 2021-07-21 JP JP2021544245A patent/JPWO2022024939A1/ja active Pending
- 2021-07-27 TW TW110127474A patent/TW202216860A/zh unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004060658A1 (ja) | 2002-12-27 | 2004-07-22 | Toray Industries, Inc. | 積層体、電磁波シールド成形品、および、それらの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20230294370A1 (en) | 2023-09-21 |
| CN116194278A (zh) | 2023-05-30 |
| EP4190844A1 (en) | 2023-06-07 |
| EP4190844A4 (en) | 2024-08-21 |
| WO2022024939A1 (ja) | 2022-02-03 |
| TW202216860A (zh) | 2022-05-01 |
| JPWO2022024939A1 (ko) | 2022-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8906494B2 (en) | Process for producing composite prepreg base, layered base, and fiber-reinforced plastic | |
| JP7524763B2 (ja) | プリプレグ、積層体および成形品 | |
| JP7047923B2 (ja) | プリプレグ、積層体および成形品 | |
| US10913223B2 (en) | Fibre reinforced composites | |
| WO2020235484A1 (ja) | プリプレグ、積層体および成形品 | |
| US20240359450A1 (en) | Composite prepreg and fiber-reinforced plastic molded body | |
| WO2020235485A1 (ja) | プリプレグ、積層体および成形品 | |
| KR20230044408A (ko) | 섬유 강화 플라스틱 및 섬유 강화 플라스틱의 제조 방법 | |
| WO2021246466A1 (ja) | 繊維強化プラスチック、一体成形品、及びプリプレグ | |
| WO2021117461A1 (ja) | プリプレグ、積層体および一体化成形品 | |
| WO2021131347A1 (ja) | プリプレグ、成形体および一体化成形体 | |
| JP7088433B1 (ja) | プリプレグ、成形体および一体化成形体 | |
| JP2004338270A (ja) | 繊維強化樹脂複合材料の製造方法および繊維強化樹脂複合材料 | |
| JP7088320B2 (ja) | プリプレグ、積層体および一体化成形品 | |
| TWI857059B (zh) | 纖維強化樹脂基材、一體成形品及纖維強化樹脂基材之製造方法 | |
| WO2023149391A1 (ja) | 回転翼 | |
| WO2022158222A1 (ja) | プリプレグ、成形体および一体化成形体 | |
| WO2021117460A1 (ja) | プリプレグ、積層体および一体化成形品 | |
| JP2021098318A (ja) | 繊維強化樹脂材料、一体化成形品、および一体化成形品の製造方法 | |
| JP2020045481A (ja) | プリプレグ、離型シート付プリプレグおよび繊維強化複合材料 |