WO2021260943A1 - スピンコーティング装置 - Google Patents
スピンコーティング装置 Download PDFInfo
- Publication number
- WO2021260943A1 WO2021260943A1 PCT/JP2020/025336 JP2020025336W WO2021260943A1 WO 2021260943 A1 WO2021260943 A1 WO 2021260943A1 JP 2020025336 W JP2020025336 W JP 2020025336W WO 2021260943 A1 WO2021260943 A1 WO 2021260943A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- spin coating
- unit
- coating apparatus
- film
- thickness
- Prior art date
Links
- 238000004528 spin coating Methods 0.000 title claims abstract description 115
- 238000000576 coating method Methods 0.000 claims abstract description 45
- 239000011248 coating agent Substances 0.000 claims abstract description 44
- 238000005305 interferometry Methods 0.000 claims abstract description 10
- 239000000758 substrate Substances 0.000 claims description 55
- 239000000463 material Substances 0.000 claims description 41
- 239000007788 liquid Substances 0.000 claims description 33
- 238000000034 method Methods 0.000 claims description 23
- 238000004364 calculation method Methods 0.000 claims description 6
- 230000003287 optical effect Effects 0.000 claims description 3
- 238000005259 measurement Methods 0.000 abstract description 12
- 230000008859 change Effects 0.000 description 10
- 238000004891 communication Methods 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000012360 testing method Methods 0.000 description 6
- 230000006870 function Effects 0.000 description 5
- 238000004458 analytical method Methods 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 230000003750 conditioning effect Effects 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 230000003595 spectral effect Effects 0.000 description 2
- 230000036962 time dependent Effects 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 230000008033 biological extinction Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000009501 film coating Methods 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 238000012806 monitoring device Methods 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 229920002120 photoresistant polymer Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/02—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface ; Controlling means therefor; Control of the thickness of a coating by spreading or distributing liquids or other fluent materials already applied to the coated surface
- B05C11/08—Spreading liquid or other fluent material by manipulating the work, e.g. tilting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
- B05C11/1005—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves responsive to condition of liquid or other fluent material already applied to the surface, e.g. coating thickness, weight or pattern
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/40—Distributing applied liquids or other fluent materials by members moving relatively to surface
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/16—Coating processes; Apparatus therefor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/027—Making masks on semiconductor bodies for further photolithographic processing not provided for in group H01L21/18 or H01L21/34
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/6715—Apparatus for applying a liquid, a resin, an ink or the like
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67242—Apparatus for monitoring, sorting or marking
- H01L21/67253—Process monitoring, e.g. flow or thickness monitoring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/002—Processes for applying liquids or other fluent materials the substrate being rotated
- B05D1/005—Spin coating
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/16—Coating processes; Apparatus therefor
- G03F7/162—Coating on a rotating support, e.g. using a whirler or a spinner
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L22/00—Testing or measuring during manufacture or treatment; Reliability measurements, i.e. testing of parts without further processing to modify the parts as such; Structural arrangements therefor
- H01L22/10—Measuring as part of the manufacturing process
- H01L22/12—Measuring as part of the manufacturing process for structural parameters, e.g. thickness, line width, refractive index, temperature, warp, bond strength, defects, optical inspection, electrical measurement of structural dimensions, metallurgic measurement of diffusions
Definitions
- the present invention relates to a spin coating apparatus, a spin coating method using the spin coating apparatus, and a method for selecting optimum spin coating conditions.
- the spin coating device is one of the typical devices used for applying a resist material to a semiconductor substrate such as a silicon wafer or a mask substrate.
- a substrate is fixed on a rotary table, and a resist material is dropped onto a central portion of the substrate.
- centrifugal force is generated by rotating the turntable to which the substrate is fixed at high speed, and the photoresist is spread from the center to the end of the semiconductor substrate to form a resist layer on the substrate surface.
- Patent Document 1 describes that the variation in film thickness due to the substrate processing temperature is suppressed by adjusting the rotation speed of the substrate in relation to the measurement temperature of the substrate.
- Patent Document 2 describes that the resist material is uniformly applied to the surface of a wafer having a sharp end shape by combining different rotation steps.
- Patent Document 3 describes that the surface of a substrate is coated with a coating liquid, held without being rotated for a certain period of time, and then rotated and spin-coated to suppress variations in film thickness.
- Patent Documents 4, 5 and 6 describe improvements in the structure of the rotary table and its accessories in order to form a more uniform coating film.
- Patent Document 1 Japanese Patent Application Laid-Open No. 2010-40921 Patent Document 2 Japanese Patent Application Laid-Open No. 2012-256780 Patent Document 3 Japanese Patent Application Laid-Open No. 2006-231262 Patent Document 4 Japanese Patent Application Laid-Open No. 2018-202318 Patent Document 5 Japanese Patent Application Laid-Open No. 2016-73240 Patent Document 6 Japanese Patent Application Laid-Open No. 2014-22452 As shown in such an example, the conventional film thickness control is finally formed by adjusting the operating conditions or the structure such as the rotation speed of the spin coating apparatus. The film thickness was close to the ideal state.
- a coating test is performed by adopting some operating condition or structure, the obtained coating film is analyzed, and the analysis result is compared with the target quality to determine whether or not there is a problem with the above operating condition or structure. do. If it is determined that the above operating conditions or structure need to be adjusted, the above operating conditions or structure are reset based on the deviation between the test result and the target value. Then, the coating test is performed again under the reset operating conditions or structure, and the same analysis and judgment are performed.
- the thickness of the coating film being formed or completed is not directly detected during the operation of the spin coating apparatus. Therefore, the operating conditions or structure of the spin coating apparatus at the time of the test cannot be evaluated until after the analysis results of the coating film obtained in the test are accumulated and evaluated. Therefore, the conventional method requires a lot of trial and error until the operating condition or structure of the ideal spin coating apparatus is completed (so-called “conditioning”). In particular, for products such as resist substrates, which have a relatively short life cycle and require mass production, the time and cost required for such "conditioning” are not preferable for market competition.
- the present inventor has studied a means for shortening the period required for setting the above conditions in the manufacture of a resist substrate using a spin coating apparatus.
- a spin coating apparatus having a film thickness measuring unit (1) and an operation adjusting unit (2), wherein the film thickness measuring unit (1) measures the real-time thickness of a film made of a coating liquid by an interferometry method.
- the spin coating apparatus that measures and adjusts the operation of the spin coating apparatus according to the real-time thickness of the film made of the coating liquid.
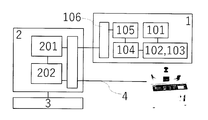
- the film thickness measuring unit (1) has a light source (101), an irradiation unit (102), a light receiving unit (103), a spectroscopic unit (104), and a film thickness calculation unit (105).
- the film thickness measuring unit (1) measures the real-time thickness of a film made of a resist material by an optical interference method
- the rotation control unit (2) measures the real-time thickness of a film made of a resist material.
- the spin coating apparatus of the present invention 1 for applying a resist material onto a substrate which stops the rotation of the spin coating apparatus when the temperature reaches a predetermined range.
- the spin coating device described in the present specification is a device also called a spin coater or a spinner.
- the spin coating apparatus of the present invention has a film thickness measuring unit (1) and an operation adjusting unit (2), which will be described later, and also has all the functions and parts required for a general spin coating apparatus. That is, the spin coating apparatus of the present invention has a rotary table for installing an object to be coated, a nozzle for dropping a coating liquid on the coated object, a rotation mechanism and a circuit for rotating the rotary table, and the above. It is equipped with a control unit for a rotation mechanism.
- the spin coating apparatus of the present invention can be provided with an outer cylinder, a sealing means such as a lid or a locking means, a display unit, and an input unit such as a touch panel or a button, which are attached to the main body.
- the specifications and operating conditions of the main body and its accessories are appropriately designed according to the material and shape (thickness and diameter) of the object to be coated and the properties of the coating liquid.
- the coating liquid applied to the spin coating apparatus of the present invention has an appropriate fluidity capable of spin coating, and the thickness of the film made of the coating liquid can be measured by an interferometry during spin coating. , Not limited.
- Such a coating liquid is, for example, various reactive or non-reactive paints and laminated materials, and is typically a photosensitive material such as a resist material.
- the spin coating apparatus of the present invention has a film thickness measuring unit (1).
- the film thickness measuring unit (1) can measure the thickness of the film made of the coating liquid formed on the surface of the object to be coated by the interferometry regardless of the operating condition (presence or absence of rotation) of the spin coating apparatus of the present invention. can.
- the film thickness measuring unit (1) irradiates the light generated by the light source (101) from the irradiation unit (102) toward the surface of the object to be coated, and the light receiving unit (103) detects the interference light from the surface. do.
- an LED is used as the light source (101), and white light is irradiated from the irradiation unit (102).
- the measurement target is a resist material (resist liquid)
- the wavelength of the light emitted from the irradiation unit (102) is controlled so as to be outside the photosensitive range of the resist material.
- the wavelength of the light emitted from the irradiation unit (102) is controlled to 400 nm or more, preferably 430 nm or more and 700 nm or less, and more preferably 440 nm or more and 700 nm or less.
- the positional relationship between the irradiation unit (102) and the light receiving unit (103) and the rotary table (distance from the reference point such as the center of the substrate, the periphery of the substrate, and the film surface made of the coating liquid) has a high measurement accuracy. As long as it can be secured, it is not limited.
- the detected interference light is sent to the spectroscopic unit (104) and the spectral intensity of the interference light is measured.
- the measured value of the spectral intensity is sent to the film thickness calculation unit (105).
- the film thickness calculation unit (105) uses functions defined by parameters such as light irradiation conditions ( ⁇ : wavelength, ⁇ : incident angle) and optical constants of the coating liquid (n: refractive index, k: extinction coefficient).
- the real-time thickness of the film consisting of the coating liquid is output using the calculated calculation program.
- the measured value consisting of the coating liquid existing on the object to be coated at the time of light irradiation is compared with the theoretical value, and the corrected value of the measured value is output as the real-time thickness of the film made of the coating liquid. ..
- the arithmetic program and the correction method are adopted without limitation from various conventional methods.
- the film thickness measuring unit (1) By continuously irradiating the surface of the object to be coated with light from the irradiation unit (102), the film thickness measuring unit (1) has a film thickness consisting of a coating liquid that changes from moment to moment during the operation of the spin coating apparatus. Can be measured.
- the film thickness measuring unit (1) can output the time-dependent change data of the film thickness from the measured value acquired by the film thickness measuring unit (1) in conjunction with the operation adjusting unit (2) described later.
- the film thickness measuring unit (1) and the operation adjusting unit (2) also function as a monitoring device for the thickness of the film made of the coating liquid.
- the interval of the measurement time can be freely set according to the required accuracy and the coating time.
- the number of measured values output by the film thickness calculation unit (105) per second is set to 1 or more and 20 or less, preferably 2 or more and 10 or less.
- the spin coating device of the present invention has an operation control unit (2).
- the operation control unit (2) is directly incorporated in the control unit included in the main body of the spin coating apparatus of the present invention, or is communication-connected to the control unit included in the main body of the spin coating apparatus.
- the operation adjusting unit (2) receives the real-time thickness of the film made of the coating liquid output by the film thickness measuring unit (1) and stores it in the memory (201).
- the control unit (202) of the film thickness measuring unit (1) compares the real-time thickness of the film composed of the coating liquid stored in the memory (201) with the preset film thickness value (specified thickness). , It is determined whether or not the real-time thickness of the film made of the coating liquid has reached the specified thickness.
- control unit (202) determines that the real-time thickness of the film made of the coating liquid has reached the specified thickness, the control unit (202) generates an operation change command for the spin coating apparatus of the present invention.
- the operation change command is transmitted to the control unit included in the main body of the spin coating apparatus of the present invention.
- the above-mentioned specified thickness is appropriately set according to the target value / ideal value of the thickness of the film made of the coating liquid.
- the operation adjusting unit (2) issues an operation stop command or an operation stop preparation command to the spin coating of the present invention. It is transmitted to the control unit provided in the main body of the device. Then, the rotation of the rotary table of the spin coating apparatus of the present invention is stopped or the mode shifts to the stop preparation mode.
- the spin coating apparatus of the present invention is the same as or different from the display unit attached to the main body of the spin coating apparatus of the present invention, and is a film made of a coating liquid produced by the film thickness measuring unit (1). It can have a display unit (3) for displaying the thickness and the like.
- the user of the spin coating apparatus of the present invention can check the real-time thickness of the film made of the coating liquid displayed on the display unit (3), the change over time of the film made of the coating liquid, the past coating data, the operating condition of the turntable, and the like. , The operation of the spin coating apparatus of the present invention can be observed and monitored.
- the user himself / herself operates the spin coating apparatus of the present invention according to the display on the display unit (3) at the input unit attached to the main body of the spin coating apparatus of the present invention or at an input unit different from the input unit. You can also enter a change command.
- Communication means (4) In the spin coating apparatus of the present invention, the main body and its accessories, the film thickness measuring unit (1), the operation adjusting unit (2), and the display unit (3) are connected to each other. Communication means (4) can be provided.
- the communication means (4) may be adapted to the connected device and is not particularly limited. Generally, short-range communication means such as cable, wireless LAN, Bluetooth (registered trademark), infrared communication, and Near field communication (NFC) are suitable. Further, the spin coating apparatus of the present invention can be connected to the Internet to give operation instructions and observations from an external terminal.
- FIG. 1 shows the relationship between each part in the spin coating apparatus of the present invention.
- FIG. 2 schematically shows the state of light irradiation / detection by the irradiation unit (102) and the light receiving unit (103) of the spin coating apparatus of the present invention.
- FIGS. 1 and 2 some of the actual circuits, connection means, and parts are omitted.
- 1 and 2 are reference views for understanding an example of the arrangement of each part, and do not show the size and shape of the actual device.
- the present invention is not limited to the states shown in FIGS. 1 and 2.
- the spin coating method of the present invention uses the above-mentioned spin coating apparatus.
- the spin coating method of the present invention can acquire the real-time thickness of the film composed of the coating liquid in parallel with the spin coating, and moreover, the operation of the spin coating apparatus based on the thickness acquired during the spin coating. Control can be done.
- Such a spin coating apparatus of the present invention can simultaneously produce and inspect a substrate with a coating film, and spin coating each product according to real-time measured values. Conditions can be adjusted and controlled. Further, since the spin coating apparatus of the present invention can detect a change in the film thickness of the coating liquid with time, it is possible to accurately and easily fit the rotation time and the rotation speed of the rotary table to the target / ideal value.
- the spin coating apparatus of the present invention is particularly effective in selecting the optimum spin coating conditions in test production or pilot production.
- the spin coating apparatus of the present invention is schematically shown.
- the state of light irradiation / detection by the spin coating apparatus of the present invention is schematically shown.
- An example of the spin coating apparatus of the present invention is schematically shown.
- Example 1 Using the spin coating apparatus of the present invention, a film made of a resist material was formed on a substrate.
- FIG. 3 shows the spin coating apparatus used here.
- the nozzle (5) drops 6 ml of the resist material (6) onto the central portion of the substrate.
- the dropped resist material (601) spreads at the end of the substrate by centrifugal force due to the rotation of the rotary table (8) (rotational speed: 3200 rpm) to form a film (602).
- the film thickness measuring unit (1) irradiates the film (602) made of the resist material (6) with light having a wavelength of 400 nm or more and 700 nm or less at equal intervals three times per second.
- the film thickness measuring unit (1) calculates the real-time thickness of the resist material (6) on the substrate from the thickness of the film (602) at the light irradiation point.
- FIG. 3 is a schematic diagram for assisting the understanding of this example, and the actual shape and arrangement of the device are not accurately reproduced.
- the rotary table and a part of the material above it, the member to which the nozzle is connected, some communication connection means, the power supply, and the like are omitted.
- the real-time thickness of the resist material (6) on the substrate output from the film thickness measuring unit (1) is the memory (201) of the PC (2) that functions as the operation adjusting unit (2) together with the data related to other coatings. Accumulate in.
- the PC (2) converts the data accumulated by a predetermined program into display data.
- the desired thickness of the resist material (6) on the substrate is defined as a target value in the operation control unit (2).
- the operation adjusting unit (2) issues a rotary table stop command to the spin coating device. Send.
- the minimum value: 1100 nm and the maximum value: 1250 nm are specified as the target values so that the resist material finally forms a film having a thickness of 1000 nm on the substrate after baking.
- the control unit of the PC (2) compares the real-time thickness of the generated resist material (6) on the substrate with the above target values (minimum value and maximum value), and the resist material (6) on the generated substrate. ) Reached the target range (1100 nm or more and 1250 nm or less), the rotary table (8) was stopped.
- the real-time change in thickness of the resist material (6) on the substrate is displayed according to the display data output by the PC (2).
- the graph shown in FIG. 4 is displayed on the screen (301).
- the vertical axis of the graph of FIG. 4 represents the thickness (nm), and the horizontal axis represents the time (seconds).
- the rotary table (8) started rotating 30 seconds after the start of time measurement. After the start of rotation, the real-time thickness of the resist material (6) on the substrate decreased sharply in about 10 seconds, and reached the target range (1100 nm or more and 1250 nm or less) 70 seconds after the start of time measurement. Sent a rotation stop command to the body of the spin coating device. As a result, the operation of the rotary table (8) was stopped, and the spin coating was completed. From the start to the end of spin coating, the temperature of the spin coating atmosphere (inside the chamber where the rotary table of the spin coating device was placed) and the temperature of the ejection portion of the nozzle were constant at 23 ° C.
- the obtained substrate was dried and heated to obtain a substrate (substrate A1) coated with a film made of a resist material.
- the thickness of the film made of the resist material was measured at a plurality of points on the substrate A1 by an interferometry method.
- Example 2 A new substrate was spin-coated, dried, and heated in the same manner as the substrate A1 to obtain the substrate A2.
- the operation of the rotary table (8) was stopped 72 seconds after the start of the time measurement. From the start to the end of spin coating on the substrate A2, the temperature of the spin coating atmosphere (inside the chamber where the rotary table of the spin coating device was placed) or the temperature of the nozzle ejection part fluctuated from 23 ° C.
- the setting conditions of the thickness measuring unit (1) and the PC (2) were not changed.
- the thickness of the film made of the resist material was measured at a plurality of points on the substrate A2 by an interferometry method.
- the new substrate was spin-coated, dried, and heated in the same manner as the substrate A1 to obtain the substrate A3.
- the operation of the rotary table (8) was stopped 79 seconds after the start of the time measurement. From the start to the end of spin coating on the substrate A3, the temperature of the spin coating atmosphere (inside the chamber where the rotary table of the spin coating device was placed) or the temperature of the nozzle ejection part fluctuated from 23 ° C.
- the setting conditions of the thickness measuring unit (1) and the PC (2) were not changed.
- the thickness of the film made of the resist material was measured at a plurality of points on the substrate A3 by an interferometry method.
- the optimum operating conditions of the spin coating apparatus main body were determined by a conventional method so that the film film made of the final resist material had a thickness of 1000 nm.
- the optimum operating conditions were determined in consideration of the temperature of the spin coating atmosphere.
- Spin coating was performed under the determined optimum operating conditions.
- the obtained substrate was dried and heated under the same conditions as in Examples 1, 2 and 3 to obtain three substrates (substrates B1, B2, B3) coated with a film made of a resist material.
- the thickness of the film made of the resist material was measured by the interferometry under the same conditions as in Examples 1, 2, and 3.
- the stop command of the rotary table by the PC (2) is generated without being affected by the temperature change of the spin coating atmosphere, and the spin coating time is optimally long by the above stop command. It was adjusted to.
- the spin coating apparatus of the present invention a spin coating method using the same, and a method for selecting optimum spin coating conditions bring about simplification of the manufacturing process of various products manufactured by using spin coating.
- the present invention particularly contributes to the reduction of manufacturing cost and the improvement of quality of precision processed products such as resist substrates.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
- Coating Apparatus (AREA)
Abstract
Description
特許文献2 特開2012-256780号公報
特許文献3 特開2006-231262号公報
特許文献4 特開2018-202318号公報
特許文献5 特開2016-73240号公報
特許文献6 特開2014-22452号公報
このような例が示すように、従来の膜厚制御は、スピンコーティング装置の回転数などの運転条件あるいは構造を調整することによって、最終的に形成された膜厚を理想状態に近づけていた。これらの方法では、何らかの運転条件あるいは構造を採用して塗布テストを行い、得られた塗膜を分析し、分析結果を目標品質と比較することによって、上記運転条件あるいは構造の問題の有無を判定する。上記運転条件あるいは構造の調整が必要と判定された場合には、テスト結果と目標値との偏差を基に、上記運転条件あるいは構造を再設定する。そして、再設定された運転条件あるいは構造で再び塗布テストを行い、同様の分析と判定を行う。
本発明のスピンコーティング装置を用いて、レジスト材料からなる膜を基板上に形成した。
本発明のスピンコーティング装置を用いて、レジスト材料の膜厚を測定しながらスピンコーティングした。図3に、ここで用いたスピンコーティング装置を示す。ノズル(5)は基板の中央部にレジスト材料(6)6mlを滴下する。滴下されたレジスト材料(601)は、回転台(8)の回転(回転速度:3200rpm)による遠心力で基板の端部に広がり膜(602)を形成する。膜厚測定部(1)は、波長400nm以上700nm以下の光をレジスト材料(6)からなる膜(602)に、1秒に3回等間隔に照射する。膜厚測定部(1)は、光照射地点の膜(602)の厚みから、基板上のレジスト材料(6)のリアルタイムの厚みを算出する。なお、図3は本例の理解を助けるための模式図であって、実際の装置の形状や配置は正確に再現されていない。例えば、回転台とその上の材料の一部、ノズルが接続する部材や、一部の通信接続手段、電源などは省略されている。
得られた基板を乾燥し加熱して、レジスト材料からなる膜で被覆された基板(基板A1)を得た。
基板A1の複数地点で、干渉法によってレジスト材料からなる膜の厚みを測定した。
基板A1と同様の方法で、新たな基板にスピンコーティング、乾燥、加熱を行い、基板A2を得た。基板A2のスピンコーティングでは、時間計測開始から72秒後に回転台(8)の運転が停止した。基板A2のスピンコーティングの開始から終了まで、スピンコーティング雰囲気(スピンコーティング装置の回転台が置かれたチャンバ内部)の温度あるいはノズルの吐出部の温度は23℃から変動する期間があったが、膜厚測定部(1)とPC(2)の設定条件は変更されなかった。基板A2の複数地点で、干渉法によってレジスト材料からなる膜の厚みを測定した。
さらに、基板A1と同様の方法で、新たな基板にスピンコーティング、乾燥、加熱を行い、基板A3を得た。基板A3のスピンコーティングでは、時間計測開始から79秒後に回転台(8)の運転が停止した。基板A3のスピンコーティングの開始から終了まで、スピンコーティング雰囲気(スピンコーティング装置の回転台が置かれたチャンバ内部)の温度あるいはノズルの吐出部の温度は23℃から変動する期間があったが、膜厚測定部(1)とPC(2)の設定条件は変更されなかった。基板A3の複数地点で、干渉法によってレジスト材料からなる膜の厚みを測定した。
別途、最終的なレジスト材料からなる膜膜が1000nmになるように、従来の方法でスピンコーティング装置本体の最適運転条件を決定した。スピンコーティング雰囲気の温度を考慮して、上記最適運転条件を決定した。決定した最適運転条件の下で、スピンコーティングを行なった。得られた基板を実施例1,2,3と同じ条件で乾燥し加熱して、レジスト材料からなる膜で被覆された3枚の基板(基板B1,B2,B3)を得た。
基板A1,A2,A3と、基板B1,B2,B3のいずれでも、平均膜厚と膜厚のばらつきには、有意な差は認められなかった。このことから、実施例でスピンコーティング中に行った膜厚測定は、塗布液(レジスト材料)の膜形成にダメージを与えなかったことが理解される。
符号の説明
1 膜厚測定部
101 光源
102 照射部
103 受光部
104 分光部
105 膜厚算出部
106 通信部
2 運転調節部
201 メモリ
202 制御部
203 通信部
3 表示部
301 画面
4 通信手段(ケーブル)
5 ノズル
6 塗布液
601 滴下されたレジスト材料
602 レジスト材料からなる膜
7 基板
8 回転台
9 回転機構
Claims (5)
- 膜厚測定部(1)と運転調節部(2)を有するスピンコーティング装置であって、
上記膜厚測定部(1)は、塗布液からなる膜のリアルタイムの厚みを干渉法により測定し、
上記運転調節部(2)は、上記塗布液からなる膜のリアルタイムの厚みに応じて、上記スピンコーティング装置の運転を調節する、
スピンコーティング装置。 - 上記膜厚測定部(1)が、光源(101)、照射部(102)、受光部(103)、分光部(104)、膜厚算出部(105)、を有し、
上記運転調節部(2)が、メモリ(201)、制御部(202)を有する、
請求項1に記載のスピンコーティング装置。 - 上記膜厚測定部(1)は、レジスト材料からなる膜のリアルタイムの厚みを光干渉法により測定し、
上記回転制御部(2)は、上記レジスト材料からなる膜のリアルタイムの厚みが所定の範囲に到達した時点で、上記スピンコーティング装置の回転を停止する、
レジスト材料を基板上に塗布するための、
請求項1に記載のスピンコーティング装置。 - 請求項1に記載のスピンコーティング装置を用いる、スピンコーティング方法。
- 請求項1に記載のスピンコーティング装置を用いる、最適スピンコーティング条件の選出方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202080102432.7A CN115916420A (zh) | 2020-06-26 | 2020-06-26 | 旋涂装置 |
| PCT/JP2020/025336 WO2021260943A1 (ja) | 2020-06-26 | 2020-06-26 | スピンコーティング装置 |
| EP20942288.0A EP4173725A4 (en) | 2020-06-26 | 2020-06-26 | SPIN COATING DEVICE |
| JP2022532225A JPWO2021260943A1 (ja) | 2020-06-26 | 2020-06-26 | |
| US18/012,942 US20230266669A1 (en) | 2020-06-26 | 2020-06-26 | Spin-coating device |
| KR1020237002125A KR20230025525A (ko) | 2020-06-26 | 2020-06-26 | 스핀 코팅 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/025336 WO2021260943A1 (ja) | 2020-06-26 | 2020-06-26 | スピンコーティング装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021260943A1 true WO2021260943A1 (ja) | 2021-12-30 |
Family
ID=79282127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/025336 WO2021260943A1 (ja) | 2020-06-26 | 2020-06-26 | スピンコーティング装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230266669A1 (ja) |
| EP (1) | EP4173725A4 (ja) |
| JP (1) | JPWO2021260943A1 (ja) |
| KR (1) | KR20230025525A (ja) |
| CN (1) | CN115916420A (ja) |
| WO (1) | WO2021260943A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117637545B (zh) * | 2023-11-30 | 2024-08-23 | 重庆大学 | 一种实验室用半自动化钙钛矿太阳能电池制备方法及其制备系统 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01278021A (ja) * | 1988-04-29 | 1989-11-08 | Nec Corp | レジストの塗布装置 |
| JPH0265225A (ja) * | 1988-08-31 | 1990-03-05 | General Signal Japan Kk | フォトレジストの塗布方法 |
| JPH02142113A (ja) * | 1988-11-22 | 1990-05-31 | Kawasaki Steel Corp | レジスト塗布装置 |
| JPH02229577A (ja) * | 1989-03-02 | 1990-09-12 | Mitsubishi Electric Corp | 塗布装置 |
| JPH02233176A (ja) * | 1989-03-06 | 1990-09-14 | Mitsubishi Electric Corp | 塗布装置 |
| JPH08236430A (ja) * | 1995-02-27 | 1996-09-13 | Risotetsuku Japan Kk | 膜厚制御方法および装置 |
| JPH10328614A (ja) * | 1997-05-30 | 1998-12-15 | Mitsubishi Chem Corp | 着色レジストの塗布方法 |
| JP2006030070A (ja) * | 2004-07-20 | 2006-02-02 | Opto One Kk | 膜厚検査装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006231262A (ja) | 2005-02-28 | 2006-09-07 | Fuji Photo Film Co Ltd | スピンコート製膜法 |
| JP4748192B2 (ja) | 2008-08-07 | 2011-08-17 | 東京エレクトロン株式会社 | 塗布装置、塗布方法、塗布、現像装置及び記憶媒体 |
| JP2012256780A (ja) | 2011-06-10 | 2012-12-27 | Fuji Electric Co Ltd | スピンコート法によるレジスト塗布方法 |
| JP5796555B2 (ja) | 2012-07-13 | 2015-10-21 | トヨタ自動車株式会社 | スピンコート装置 |
| JP6454121B2 (ja) | 2014-10-07 | 2019-01-16 | 積水化学工業株式会社 | スピンコート用シャーレ |
| JP2018202318A (ja) | 2017-06-02 | 2018-12-27 | キヤノン株式会社 | スピンコータ装置、スピンコート方法、ドライフィルムレジストの製造方法および液体吐出ヘッドの製造方法 |
-
2020
- 2020-06-26 US US18/012,942 patent/US20230266669A1/en not_active Abandoned
- 2020-06-26 WO PCT/JP2020/025336 patent/WO2021260943A1/ja unknown
- 2020-06-26 KR KR1020237002125A patent/KR20230025525A/ko unknown
- 2020-06-26 JP JP2022532225A patent/JPWO2021260943A1/ja active Pending
- 2020-06-26 CN CN202080102432.7A patent/CN115916420A/zh active Pending
- 2020-06-26 EP EP20942288.0A patent/EP4173725A4/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01278021A (ja) * | 1988-04-29 | 1989-11-08 | Nec Corp | レジストの塗布装置 |
| JPH0265225A (ja) * | 1988-08-31 | 1990-03-05 | General Signal Japan Kk | フォトレジストの塗布方法 |
| JPH02142113A (ja) * | 1988-11-22 | 1990-05-31 | Kawasaki Steel Corp | レジスト塗布装置 |
| JPH02229577A (ja) * | 1989-03-02 | 1990-09-12 | Mitsubishi Electric Corp | 塗布装置 |
| JPH02233176A (ja) * | 1989-03-06 | 1990-09-14 | Mitsubishi Electric Corp | 塗布装置 |
| JPH08236430A (ja) * | 1995-02-27 | 1996-09-13 | Risotetsuku Japan Kk | 膜厚制御方法および装置 |
| JPH10328614A (ja) * | 1997-05-30 | 1998-12-15 | Mitsubishi Chem Corp | 着色レジストの塗布方法 |
| JP2006030070A (ja) * | 2004-07-20 | 2006-02-02 | Opto One Kk | 膜厚検査装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4173725A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021260943A1 (ja) | 2021-12-30 |
| EP4173725A1 (en) | 2023-05-03 |
| US20230266669A1 (en) | 2023-08-24 |
| CN115916420A (zh) | 2023-04-04 |
| EP4173725A4 (en) | 2024-04-24 |
| KR20230025525A (ko) | 2023-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7002221B2 (ja) | 直接描画システムのためのリアルタイムの検査及び修正技術 | |
| JP3774094B2 (ja) | 膜厚、加工深さ測定装置及び成膜加工方法 | |
| WO2021260943A1 (ja) | スピンコーティング装置 | |
| US5783804A (en) | Reflectance method for accurate process calibration in semiconductor substrate heat treatment | |
| KR20020095453A (ko) | 균일한 두께를 위한 도포장치와 막두께 제어방법 | |
| JP6522915B2 (ja) | 基板上の液体成分の測定方法および基板処理装置 | |
| CN104864815B (zh) | 校准椭偏测量中应力元件带来的误差影响的方法 | |
| TW200932938A (en) | Vacuum coating installation and method of producing a coating layer on a substrate | |
| TWI775761B (zh) | 在原位監視及控制基板上薄膜沉積程序以及控制在基板上產生多層薄膜之方法 | |
| JPWO2021260943A5 (ja) | ||
| TW201509639A (zh) | 膜或薄膜之製造方法 | |
| KR101547318B1 (ko) | 기판 처리 장치 및 처리 방법과 이를 이용한 레이저 열처리 장치 및 레이저 열처리 방법 | |
| CN105336638B (zh) | 一种刻蚀终点检测系统 | |
| EP2972070B1 (en) | Method and system for real-time in-process measurement of coating thickness | |
| TWI839900B (zh) | 成膜控制裝置、成膜裝置及成膜方法 | |
| WO2015004755A1 (ja) | 光学式膜厚計,薄膜形成装置及び膜厚測定方法 | |
| CN106876236A (zh) | 监测等离子体工艺制程的装置和方法 | |
| CN104651797B (zh) | 彩膜层成膜装置和彩膜层成膜方法 | |
| JP3960633B2 (ja) | 膜厚制御方法および装置 | |
| KR20170086520A (ko) | 자외선 양생에 대한 공정 감시 | |
| JP3866933B2 (ja) | 膜厚測定装置 | |
| TWI277090B (en) | Disc manufacturing method and disc manufacturing apparatus | |
| JP4920362B2 (ja) | 塗装方法 | |
| JPH10206238A (ja) | 塗膜焼き付け温度の測定方法 | |
| TWI830598B (zh) | 溫度檢測裝置及半導體處理裝置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20942288 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022532225 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20237002125 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2020942288 Country of ref document: EP Effective date: 20230126 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |