WO2021214989A1 - 温熱具 - Google Patents
温熱具 Download PDFInfo
- Publication number
- WO2021214989A1 WO2021214989A1 PCT/JP2020/017726 JP2020017726W WO2021214989A1 WO 2021214989 A1 WO2021214989 A1 WO 2021214989A1 JP 2020017726 W JP2020017726 W JP 2020017726W WO 2021214989 A1 WO2021214989 A1 WO 2021214989A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heating element
- heating
- powder
- water
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F7/00—Heating or cooling appliances for medical or therapeutic treatment of the human body
- A61F7/02—Compresses or poultices for effecting heating or cooling
- A61F7/03—Compresses or poultices for effecting heating or cooling thermophore, i.e. self-heating, e.g. using a chemical reaction
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F7/00—Heating or cooling appliances for medical or therapeutic treatment of the human body
- A61F7/02—Compresses or poultices for effecting heating or cooling
- A61F7/03—Compresses or poultices for effecting heating or cooling thermophore, i.e. self-heating, e.g. using a chemical reaction
- A61F7/032—Compresses or poultices for effecting heating or cooling thermophore, i.e. self-heating, e.g. using a chemical reaction using oxygen from the air, e.g. pocket-stoves
- A61F7/034—Flameless
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F7/00—Heating or cooling appliances for medical or therapeutic treatment of the human body
- A61F7/08—Warming pads, pans or mats; Hot-water bottles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F9/00—Methods or devices for treatment of the eyes; Devices for putting in contact-lenses; Devices to correct squinting; Apparatus to guide the blind; Protective devices for the eyes, carried on the body or in the hand
- A61F9/04—Eye-masks ; Devices to be worn on the face, not intended for looking through; Eye-pads for sunbathing
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F7/00—Heating or cooling appliances for medical or therapeutic treatment of the human body
- A61F2007/0001—Body part
- A61F2007/0002—Head or parts thereof
- A61F2007/0004—Eyes or part of the face surrounding the eyes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F7/00—Heating or cooling appliances for medical or therapeutic treatment of the human body
- A61F7/02—Compresses or poultices for effecting heating or cooling
- A61F7/03—Compresses or poultices for effecting heating or cooling thermophore, i.e. self-heating, e.g. using a chemical reaction
- A61F7/032—Compresses or poultices for effecting heating or cooling thermophore, i.e. self-heating, e.g. using a chemical reaction using oxygen from the air, e.g. pocket-stoves
- A61F7/034—Flameless
- A61F2007/036—Fuels
- A61F2007/038—Carbon or charcoal, e.g. active
Definitions
- the present invention relates to a heating device.
- Heating tools that utilize the heat generated by the oxidation reaction of the metal to be oxidized are used for various purposes.
- the applicant has previously proposed a heating element in which a heating element containing an oxidizing metal, a water absorbing agent and water and a water retaining layer formed from a water absorbing sheet are laminated, and a heating element provided with the heating element.
- Reference 1 Since the heating element described in the document contains water, water vapor is generated along with the oxidation reaction of the metal to be oxidized.
- the applicant covers the nose and mouth of the user at the time of use, and has a mask main body provided with a steam generator and the left and right sides of the mask main body.
- a steam thermal mask provided with a pair of ear hooks provided at both ends (see Patent Document 2).
- the heating tool comprises a heating element containing a powder of an oxidizable metal, a powder of a carbon material, diatomaceous earth and water.
- the heating element has a content ratio of the diatomaceous earth to the metal to be oxidized (diatomaceous earth / metal to be oxidized) of 10% by mass or more and 60% by mass or less.
- FIG. 1 (a) to 1 (c) are cross-sectional views schematically showing an aspect of a heating element in a heating tool.
- FIG. 2 is a schematic view of an apparatus for measuring the amount of steam generated from a heating tool.
- 3 (a) to 3 (c) are cross-sectional views schematically showing an arrangement mode of a heating element and a layer of a water-absorbent resin in a heating tool.
- FIG. 4 is a cross-sectional view schematically showing another arrangement mode of the heating element and the water-absorbent resin layer in the heating tool.
- FIG. 5 is a plan view schematically showing an embodiment of the heating tool.
- FIG. 6 is an exploded perspective view schematically showing the heating tool shown in FIG. FIG.
- FIG. 7 is a schematic cross-sectional view taken along the lateral direction, which is the longitudinal direction of the heating tool shown in FIG.
- FIG. 8 is a schematic view of an enlarged cross section of the heating tool shown in FIG.
- FIG. 9 is a diagram schematically showing a usage state of the heating tool shown in FIG.
- FIG. 10 is a plan view schematically showing another embodiment of the heating tool.
- FIG. 11 is a plan view schematically showing still another embodiment of the heating tool.
- FIG. 12 is a perspective view schematically showing still another embodiment of the heating device.
- the present invention relates to a heating device.
- the heating tool is excellent in heat generation characteristics and the amount of steam generated while suppressing the manufacturing cost.
- the heating tool of the present invention is used to bring heat to the heating target body by bringing it into contact with the heating target body at the time of use.
- the body to be heated includes the human eye, mouth, nose and surrounding skin and mucous membranes, or parts such as the throat, face, scalp, neck, arms, shoulders, legs, knees, abdomen, back, waist, and buttocks. It may be skin, mucous membrane, etc., but is not limited to these and can be applied.
- Examples of the heating device of the present invention include, but are not limited to, the following aspects (a) to (d).
- A) A form of an eye mask configured to be held around the eye and its surroundings.
- B) A sticking form configured to be held on the neck, arms, shoulders, legs, elbows, knees, forehead, abdomen, back or waist.
- C) A form of a face mask configured to be held on the mouth, nose and its surroundings, or the entire face.
- D A form of a cup configured so as to be in contact with the mouth, nose and its surroundings.
- the heating tool of the present invention includes a heating element.
- the heating element preferably contains (1) an oxidizing metal powder, (2) a carbon material powder, (3) diatomaceous earth, and (4) water.
- the powder of the metal to be oxidized has a function of generating heat due to an oxidation reaction with oxygen in the air and making it possible to impart heat to the object to be heated.
- the powder of the carbon material is used to promote the oxidation reaction of the metal to be oxidized and to generate heat efficiently.
- Diatomaceous earth has a function of supplying water as a medium to the reaction system to increase heat generation efficiency when the powder of the carbon material promotes the oxidation reaction of the metal to be oxidized.
- Diatomaceous earth is preferably used in the form of powder. Water has a function of facilitating the interaction between the powder of the metal to be oxidized and the carbon material or the like that catalyzes the oxidation reaction.
- the heating element preferably comprises a mixture containing the materials (1) to (4) above.
- the heating element is preferably configured as a sheet.
- a "sheet-like object” is a thin object having two opposing surfaces, having a small thickness between the surfaces, and having flexibility and shape retention.
- the sheet-like material has a thickness of 0.6 mm or more, preferably 0.8 mm or more, and more preferably 1.0 mm or more.
- the sheet-like material has a thickness of 3.0 mm or less, preferably 2.8 mm or less, and more preferably 2.0 mm or less.
- the heating element constituting the heating tool is configured to have a function of reacting with oxygen in the air to generate heat and generating water vapor heated to a predetermined temperature with the heat generation.
- the water contained in the heating element may become water vapor in which a part thereof evaporates with the heat generated by the oxidation reaction of the metal to be oxidized.
- the form of the heating element examples include the forms (i) to (iii) shown below.
- the heating element As one form of the heating element, (i) a form in which the heating element is a sheet-like material composed of a base material sheet and a layer of a heat generating composition provided on one surface thereof can be mentioned.
- the exothermic composition is obtained by applying a paste containing an oxidizing metal powder, a carbon material powder, diatomaceous earth, and water to one surface of a base sheet.
- the form of the heating element (i) described above is also referred to as a “coating type”.
- the heating element contains the powder of the metal to be oxidized, the powder of the carbon material, the diatomaceous earth and water as the heat generating composition, preferably further containing the fiber material, and these are mixed. Examples thereof include a form in which the mixed mixture is made into a sheet and formed into a sheet. In the following description, the form of the heating element (ii) is also referred to as a “papermaking type”.
- heating element (iii) a form in which the heating element is a powder containing an oxidizable metal powder, a carbon material powder, diatomaceous earth and water can be mentioned.
- the form of the heating element (iii) is also referred to as a “powder type”.
- any one of these forms (i) to (iii) may be used as it is.
- one in which the heating element of any of the forms (i) to (iii) is housed in a breathable packaging material may be used. It is also preferable that the packaging material does not allow solids to flow in and out. When the heating element is housed in the packaging material, the packaging material is separate from the heating element. That is, the packaging material does not constitute a heating element.
- the shape of the packaging material is not particularly limited, but it is preferably flat.
- one surface of the packaging material is formed by a first sheet material having breathability, and the other surface is composed of a second sheet which is less breathable than the first sheet material. As described above, it is also preferable that they are formed by laminating them.
- FIGS. 1 (a) to 1 (c) One embodiment of the heating element described above is shown in FIGS. 1 (a) to 1 (c), for example.
- FIG. 1A is an example of a coating type heating element
- FIG. 1B is an example of a papermaking type heating element
- FIG. 1C is an example of a powder type heating element.
- each component is a heating element 3, a heat generating composition 30, a base sheet 31, a powder of an oxidizable metal 3a, a powder of a carbon material 3b, a diatomaceous earth 3c, and a fiber material 33.
- packaging material 35 As packaging material 35.
- At least one of the content ratio of the metal to be oxidized and diatomaceous earth and the content ratio of water and diatomaceous earth of the heating element constituting the heating tool is a predetermined content ratio.
- the ratio of the content mass of diatomaceous earth (diatomaceous earth / oxidizable metal) to the mass of the powder of the oxidizable metal contained in the heating element is preferably 10% by mass or more, more preferably 14 parts by mass or more, and further. It is preferably 20% by mass or more. Further, the ratio of the content mass of diatomaceous earth (diatomaceous earth / oxidizable metal) to the mass of the powder of the oxidizable metal contained in the heating element is preferably 60% by mass or less, more preferably 50% by mass or less, still more preferably. It is 40% by mass or less.
- the heating tool By setting the content of the metal to be oxidized and the diatomaceous earth in such a ratio, even when the content of the metal to be oxidized is smaller than that of the conventional heating tool, the heat generation characteristics equal to or higher than the conventional one are exhibited. be able to. In addition to this, it is possible to reduce the manufacturing cost of the heating tool. Further, the manufacturing efficiency of the heating element and the heating tool provided with the heating element can be improved. Further, when the content ratio of diatomaceous earth is increased, the heating tool can have good heat generation characteristics and the amount of water vapor generated, but the mass of the heating tool itself becomes high, and the feeling of use of the heating tool may not be sufficient.
- the ratio of the mass of diatomaceous earth to the mass of the powder of the metal to be oxidized contained in the heating element is set to a more preferable range as described above. It is even more preferable, and it is even more preferable to set the above-mentioned still more preferable range.
- Examples of the powder of the metal to be oxidized constituting the heating element include powders of iron, aluminum, zinc, manganese, magnesium, calcium and the like. These can be used alone or in combination of two or more. Among these, it is preferable to use metallic iron from the viewpoint of handleability, safety, and manufacturing cost. That is, iron powder is preferably used. Examples of the iron powder include one or more selected from reduced iron powder and atomized iron powder.
- the powder of the metal to be oxidized constituting the heating element may be an aggregate of metal particles having no pores on the surface of the particles, or may be an aggregate of porous metal particles.
- the powder of the carbon material constituting the heating element has a function of accelerating the oxidation reaction, and specifically, has a function of one or more of the oxygen retention supply material for the metal to be oxidized and the catalytic ability.
- Examples of such carbon materials include activated carbon such as coconut shell charcoal, charcoal powder, calendar blue charcoal, peat charcoal and sub-charcoal, carbon black, acetylene black, and powder such as graphite. These can be used alone or in combination of two or more.
- activated carbon powder is preferably used as the carbon material powder because it has a good balance between oxygen supply ability and catalytic ability.
- the diatomaceous earth constituting the heating element is a fossil deposit (sedimentary rock) derived from diatom, and this is preferably used as a powder.
- the diatomaceous earth typically, the raw soil may be mined from the diatomaceous earth deposit and then dried, crushed and refined, if necessary.
- a commercially available product may be used, or a product obtained by firing, crushing, or washing with an acid may be used.
- Diatomaceous earth typically has a large number of pores. The pores formed in the diatomaceous earth may be an open cell type, a closed cell type, or a combination thereof.
- Diatomaceous earth is a substance containing SiO 2 as a main component. In the present disclosure, the present inventor has confirmed that the effect of the present invention is not exhibited even if silica gel, which is a porous SiO 2 powder, is used instead of diatomaceous earth.
- the basis weight of diatomaceous earth in the heating element is preferably 0.002 g / cm 2 or more, more preferably 0.005 g / cm 2 or more, more preferably 0.009 g / cm 2 or more.
- the basis weight of diatomaceous earth in the heating element preferably 0.020 g / cm 2 or less, more preferably 0.018 g / cm 2 or less, more preferably 0.015 g / cm 2 or less.
- the basis weight of diatomaceous earth is the mass of diatomaceous earth with respect to the area of the heating element in a plan view.
- the heating tool can have good heat generation characteristics and the amount of water vapor generated, but the mass of the heating tool itself becomes high, and the feeling of use of the heating tool may not be sufficient.
- the basis weight of the diatomaceous earth with respect to the mass of the powder of the metal to be oxidized contained in the heating element may be set to a more preferable range as described above. It is even more preferable, and it is even more preferable to set the above-mentioned still more preferable range.
- the heating element preferably has a ratio R1 or a ratio R2 of the accumulated sensible heat to the basis weight in a predetermined range.
- the sensible heat integrated amount is a value represented by the integration of temperature and heat generation duration, and the larger the sensible heat integrated amount, the better the heat generation characteristics.
- the ratio R1 of the accumulated sensible heat (° C. 10 min) from the time when the heating tool reaches 35 ° C to 10 minutes after the basis weight (g / cm 2) of the heating element is the heating device. From the viewpoint of being able to obtain a heating tool having more excellent heat generation characteristics immediately after use, the amount is preferably 14,000 or more, more preferably 15,000 or more, still more preferably 16,000 or more.
- the ratio R1 is preferably 20000 or less, more preferably 19000 or less, still more preferably 18000, from the viewpoint of developing appropriate heat immediately after the use of the heating tool and giving a comfortable warm feeling to the body to be heated by the user or the like. It is as follows.
- the amount is preferably 26,000 or more, more preferably 27,000 or more, still more preferably 28,000 or more.
- the ratio R2 is preferably 40,000 or less, more preferably 35,000 or less, still more preferably 35,000 or less, from the viewpoint of continuously developing the heat generation characteristics of the heating tool and giving a comfortable warm feeling to the heating object such as the user. It is 30,000 or less.
- the ratio R1 and the ratio R2 described above can be adjusted so as to have a desired ratio, for example, by appropriately adjusting the mass ratio of water to the metal to be oxidized in the heating element.
- the sensible heat integrated amount can be measured by the following method, for example, in an environment of room temperature of 20 ° C. and humidity of 50% RH.
- the oxygen blocking bag is opened for the heating device to be measured, which is hermetically housed in the oxygen blocking bag, and one heating element is taken out from the heating device. If the heating element is contained in the packaging material, the heating element is taken out together with the packaging material.
- a temperature sensor is installed and fixed on one surface of the heating element. The temperature sensor is fixed to the measurement surface with a mesh material (polyester, 8 mm thick double Russell fabric) and a SUS plate (500 g perforated plate).
- a temperature sensor is installed and fixed in the area where the heating element is arranged on one surface of the packaging material.
- the packaging material is composed of the first sheet material and the second sheet material described later, the packaging material is arranged so that the first sheet material side faces the outer surface, and the heating element on the surface of the second sheet material side is arranged.
- a temperature sensor is installed and fixed in the designated area. Then, the temperature is measured over time by using the measuring device described in JIS S4100 in a state of being connected to the temperature sensor.
- the temperature is measured at 10-second intervals with the time when the oxygen blocking bag is opened and the heating element is brought into contact with the atmosphere as the measurement start time, and the measurement is performed for a total of 10 minutes or a total of 20 minutes.
- the integrated value of the temperature obtained by subtracting 35 ° C from the measured temperature is calculated at the time when the temperature of 35 ° C or higher is measured. Then, this is defined as the sensible heat integrated amount (° C. 10 min or ° C. 20 min). Then, the calculated sensible heat integrated amount is divided by the basis weight of the heating element to calculate the ratio R1 or the ratio R2.
- the total amount of water vapor (mg ⁇ 10 min) generated from the start of heat generation of the heating tool to 10 minutes after the heating element has a basis weight (g / cm 2). ) Is preferably in a predetermined range.
- the ratio R5 is preferably 1300 or more, more preferably 1600 or more, still more preferably 1700 or more.
- the ratio R5 is preferably 2500 or less, more preferably 2200 or less, still more preferably 2000 or less.
- the total amount of water vapor generated within 20 minutes from the start of heat generation of the heating tool (mg / 20 min) is relative to the basis weight (g / cm 2) of the heating element. ) Is preferably 2350 or more, more preferably 2500 or more, still more preferably 2700 or more.
- the ratio R6 is preferably 4000 or less, more preferably 3500 or less, still more preferably 3000 or less.
- the ratio R5 and the ratio R6 described above can be adjusted so as to have a desired ratio, for example, by appropriately adjusting the mass ratio of water to the metal to be oxidized in the heating element.
- the total amount of water vapor can be measured by, for example, the following method.
- the measurement can be performed using the device 100 shown in FIG.
- the oxygen blocking bag is opened for the heating device to be measured, which is hermetically housed in the oxygen blocking bag, and one heating element is taken out. If the heating element is contained in the packaging material, the heating element is taken out together with the packaging material.
- a weight 108 with a metal ball (mass 4.5 g) is placed on the measuring chamber 101 so that one surface of the packaging material of the heat generating body taken out faces the outer surface.
- the packaging material is composed of the first sheet material and the second sheet material, which will be described later
- the packaging material is placed in the measuring chamber 101 so that the surface of the packaging material of the heat generating body on the first sheet material side faces the outer surface.
- a weight 108 with a metal ball (mass 4.5 g) is placed on it.
- dehumidified air is flowed from the lower part of the measuring chamber 101, and the difference in absolute humidity before and after the air flow in the measuring chamber 101 is calculated from each temperature and each humidity measured by the inlet thermo-hygrometer 104 and the outlet thermo-hygrometer 106.
- the amount of water vapor released from the heating tool is calculated from the air flow rate measured by the inlet flow meter 105 and the outlet flow meter 107.
- the total amount of water vapor is measured at the time when the heating tool is taken out from the oxygen blocking bag and the heating element is brought into contact with air as the measurement start time, and the total amount (mg ⁇ 10 min) measured in 10 minutes from that time and 20 minutes. The total amount (mg, 20 min).
- the calculated total water vapor amount is divided by the basis weight of the heating element to calculate the ratio R5 or the ratio R6.
- the pore diameter D1 of the diatomaceous earth is preferably 0.1 ⁇ m or more, more preferably 0.5 ⁇ m or more, still more preferably 0.5 ⁇ m or more, from the viewpoint of obtaining a heating tool having excellent heat generation characteristics and capable of continuously exhibiting the heat generation characteristics with high productivity. Is 1.0 ⁇ m or more.
- the pore diameter D1 of the diatomaceous earth is preferably 10.0 ⁇ m or less, more preferably 7.5 ⁇ m or less, still more preferably 5.0 ⁇ m or less.
- the pore diameter D1 of the diatomaceous earth described above can be measured by the following method, for example, by the mercury intrusion method specified in JIS R 1655. Specifically, 0.02 g to 0.1 g of diatomaceous earth powder was used as a measurement sample, and the measurement cell containing the measurement sample was set in a mercury porosimeter (Autopore IV9500, manufactured by Micromeritix), and the mercury injection pressure P was set. The cumulative pore volume V (cm 3 / g) of the measurement sample when it is raised within a predetermined range is measured.
- the horizontal axis is the converted pore diameter D ( ⁇ m) converted according to the following formula (A), and the vertical axis is the relationship with the log differential pore volume (dV / d (log 10 D); cm 3 / g).
- the pore volume distribution is obtained by plotting the converted pore diameter D on the horizontal axis and the pore volume obtained by differentiating the cumulative pore volume V by the logarithmic value of the pore diameter D on the vertical axis.
- D 4 ⁇ cos ⁇ / P ⁇ ⁇ ⁇ (A) ( ⁇ : Surface tension of mercury, ⁇ : Contact angle, P: Mercury injection pressure)
- the measurement is performed in an environment of 22 ° C. and 65% RH.
- the surface tension ⁇ of mercury is 480 dyn / cm
- the contact angle ⁇ is 140 °
- the mercury injection pressure P is in the range of 0 psia (0 MPa) or more and 60,000 psia (413.685 MPa) or less.
- the cumulative total value of the converted pore diameter D in the range of 0.0018 ⁇ m or more and 100 ⁇ m or less is defined as the cumulative pore volume V (mL / g) and distributed.
- the median value of the pore diameter in the curve is defined as the pore diameter D1 ( ⁇ m) of the present invention.
- the oil absorption of diatomaceous earth is preferably 50 mL / 100 g or more, more preferably 75 mL / 100 g or more, and further preferably 100 mL / 100 g or more.
- the oil absorption of diatomaceous earth is preferably 300 mL / 100 g or less, more preferably 250 mL / 100 g or less, and further preferably 200 mL / 100 g or less.
- the oil absorption of diatomaceous earth can be measured by the following method. Specifically, 1 to 5 g of the powder sample to be measured is taken in the center of the measuring plate, and 4 to 5 drops of oil are dropped from the burette into the center of the sample at a time, and the whole is palletized each time. Knead well with a knife. Repeat dropping oil on the boiled flax and kneading the sample, and when the whole sample becomes a hard putty-like mass, knead it by dropping one drop of oil on the boiled flax.
- the end point is when one drop of oil is dropped on the boiled flax and the sample can be wound in a spiral shape using a palette knife, and the amount of oil dropped (mL) on the boiled flax at this time is measured from the scale. read.
- the sample cannot be spirally wound, when one drop of oil is dropped on the boiled sardine, the end point is just before the sample suddenly softens, and the amount of oil dropped on the boiled sardine (mL) at this time. Is read from the scale.
- the amount of the powder sample to be used for the measurement is determined according to the provisions of JIS K5010-13-2 after conducting a preliminary test and confirming the approximate value of the oil absorption amount in advance.
- the oil absorption amount (mL / 100 g) of the present invention is calculated by converting the dropping amount (mL) obtained according to the above method into the amount per 100 g of the powder sample to be measured.
- a water-absorbent resin in or near the heating element.
- a packaging material is further added. It is more preferable that a layer containing the powder of the water-absorbent resin is arranged between the heat-generating composition and the packaging material in the heating element.
- the powder of the water-absorbent resin is an oxidizable metal and a carbon material of the heat-generating composition in the heating element.
- the powder of the water-absorbent resin includes a mode in which each of the above powders, as well as diatomaceous soil and water are mixed and present.
- the water-absorbent resin powder constitutes a part of the heating element.
- another aspect of the presence of the water-absorbent resin is a mode in which a layer containing the powder of the water-absorbent resin is present adjacent to the heat-generating composition in the heating element.
- the layer containing the water-absorbent resin powder is formed separately from the heating element.
- the layer containing the water-absorbent resin powder is present adjacent to the heating element, for example, (a) has a single layer formed by sandwiching the water-absorbent resin powder between two moisture-permeable sheets.
- the powder of the water-absorbent resin is in contact with the heat-generating composition constituting the heating element without interposing other members and arranged in a single layer, or (c) the powder of the water-absorbent resin.
- An embodiment in which the laminated structure in which the sex resin layer is arranged is arranged without interposing the heat generating composition constituting the heat generating body and other members can be mentioned. That is, in any of the cases (a) to (c) described above, the heat generating composition constituting the heating element is arranged between the base sheet and the layer containing the powder of the water-absorbent resin. Is preferable.
- a layer containing the powder of the water-absorbent resin is arranged as a base sheet, and is present adjacent to the heat-generating composition in the heating element.
- the water-absorbent resin powder constitutes a part of the heating element.
- the layer containing the powder of the water-absorbent resin is preferably formed by sandwiching the water-absorbent resin between two moisture-permeable sheets.
- the heat generating composition in the heating element is arranged in contact with the outer surface of one of the moisture permeable sheets.
- the layer containing the water-absorbent resin powder is arranged as the base sheet, the layer containing the water-absorbent resin powder is housed in the packaging material together with the heating element from the viewpoint of preventing the constituent materials from being unintentionally dropped off. Is preferable.
- the packaging material is provided, the packaging material is attached so that one surface is composed of the first sheet material having breathability and the other surface is composed of the second sheet which is less breathable than the first sheet material. It is also preferable that they are formed together.
- the layer containing the water-absorbent resin powder is arranged as the base sheet and the packaging material is provided, the layer containing the water-absorbent resin powder and the first sheet material having breathability in the packaging material are arranged so as to face each other. It is more preferable to be done.
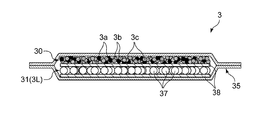
- FIGS. 3 (a) to 3 (c) one form in which the layer containing the powder of the water-absorbent resin is present adjacent to the heating element is exemplified in FIGS. 3 (a) to 3 (c).
- a layer 3L containing a powder of the water-absorbent resin 37 between the heat-generating composition 30 and the packaging material 35 in the heating element 3 hereinafter, this is a water-absorbent resin.
- a mode in which the layer 3L) is arranged can be mentioned.
- FIGS. 3A to 3C are drawn so as to have different thicknesses as a whole, but they are shown as such for convenience of explanation.
- the actual heating element 3, the water-absorbent resin layer 3L, and the packaging material 35 in each form of FIGS. 3A to 3C may have the same thickness or different thicknesses.
- the water-absorbent resin layer 37 sandwiches the water-absorbent resin 37 between the two moisture-permeable sheets 38, 38. It is preferable that the plastic is formed. In this case, it is also preferable that the water-absorbent resin layer 3L is in contact with the heat-generating composition 30 constituting the heating element 3 via the moisture-permeable sheet 38. Specifically, it is preferable that the heating composition 30 constituting the heating element 3 is arranged between the base sheet 31 and the water-absorbent resin layer 3L.
- the configuration of the water-absorbent resin layer is applied to a heating tool in the form of an eye mask or a sticking form, for example, so that the user's eyes and the application site around the eye can continuously perceive a feeling of warmth. , It is advantageous in that it can give comfort to the user.
- the water-absorbent resin 37 is arranged adjacent to each other without interposing the heat-generating composition 30 constituting the heating element 3 and other members. It is also preferable that it is. Specifically, it is preferable that the heating composition 30 constituting the heating element 3 is arranged between the base sheet 31 and the water-absorbent resin layer 3L. With such a configuration, more water vapor can be generated than in the conventional heating tool, so that the amount of water vapor generated can be further increased to be used for heating objects such as eyes, nose, mouth, and throat. It has the advantage of being able to perceive both a pleasant warmth and moisture.
- the configuration of the water-absorbent resin layer is applied to a heating device in the form of a face mask, for example, to allow the user to perceive a wide range of warmth and moisture in the user's mouth and nose and its surroundings. It is advantageous in that it can give comfort.
- the water-absorbent resin 37 is arranged adjacent to the heat-generating composition 30 constituting the heating element 3 without interposing other members.
- a second water-absorbent resin layer formed by sandwiching the water-absorbent resin 37 between the two moisture-permeable sheets 38, 38 adjacent to the first water-absorbent resin layer 3s and the first water-absorbent resin layer 3s. It is preferable that the structure is a laminated structure in which 3 tons are arranged. In the embodiment shown in FIG.
- the water-absorbent resin layer 3L has a laminated structure in which the first water-absorbent resin layer 3s and the second water-absorbent resin layer 3t are arranged adjacent to each other.
- the structure of the water-absorbent resin layer 3L can be applied to a heating device in the form of a cup, for example, to intensively give a feeling of warmth and moisture to the user's mouth and nose and its surroundings in a short time. It is advantageous in that it can be done.
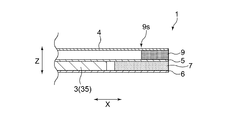
- FIG. 4 another form in which the layer containing the powder of the water-absorbent resin is present adjacent to the heat-generating composition in the heating element is illustrated in FIG.
- the water-absorbent resin layer 3L is arranged between the heating composition 30 and the packaging material 35 in the heating element 3.
- the water-absorbent resin layer 3L is preferably formed by sandwiching the water-absorbent resin 37 between two moisture-permeable sheets 38, 38.
- the heat generating composition 30 in the heating element 3 is preferably arranged in contact with one surface of the moisture permeable sheet 38.
- the water-absorbent resin layer 3L is preferably the base material sheet 31 in the heating element 3.
- the water-absorbent resin layer 3L and the first sheet material having breathability in the packaging material are used.
- the configuration of the water-absorbent resin layer is applied to a heating tool in the form of an eye mask or a sticking form, for example, so that the user's eyes and the application site around the eye can continuously perceive a feeling of warmth. , It is advantageous in that it can give comfort to the user.
- the water-absorbent resin layer is arranged adjacent to the heating element, the water-absorbent resin layer is preferably configured as a sheet.
- the water-absorbent resin examples include polymer or copolymer of starch, crosslinked carboxylmethylated cellulose, acrylic acid or alkali metal salt of acrylic acid, polyacrylic acid and its salt, and polyacrylate graft polymer. Be done.
- the polyacrylate a sodium salt can be used.
- the shape of the water-absorbent resin include particles having a spherical shape, a lump shape, a botryoidal shape, a fibrous shape, or a combination thereof.
- the water-absorbent resin is preferably a powder composed of an aggregate of particles.
- the moisture-permeable sheet for example, a fiber sheet such as thin paper, absorbent paper, or non-woven fabric, a mesh sheet, or the like can be used.
- the breathable sheet is preferably breathable.
- the content ratio of water to the powder of the metal to be oxidized is preferably 30% by mass or more, more preferably 80% by mass or more, and further preferably 100% by mass or more.
- the content ratio of water (water / oxidizable metal) to the powder of the oxidizable metal contained in the heating element is preferably 200% by mass or less, more preferably 180% by mass or less, still more preferably 150% by mass or less.
- the heating element has a content ratio of diatomaceous earth to water (diatomaceous earth / water) of preferably 5% by mass or more, from the viewpoint of sufficiently and continuously advancing the oxidation reaction of the metal to be oxidized to further improve the heat generating characteristics. It is more preferably 10% by mass or more, still more preferably 20% by mass or more. From the viewpoint of increasing the production efficiency of the heating element, the content ratio of diatomaceous earth (diatomaceous earth / water) to water contained in the heating element is preferably 60% by mass or less, more preferably 50% by mass or less, still more preferably 40% by mass. % Or less. With such a configuration, excellent heat generation characteristics are exhibited, and the heating tool 1 is easy to manufacture.
- the heating tool it is possible to reduce the manufacturing cost of the heating tool.
- the content of diatomaceous earth with respect to water is within the above range to obtain a coating type heating element, the viscosity of the paste of the heat generating composition is appropriately controlled, and the coating efficiency and thus the production efficiency are improved. It is advantageous.
- the content ratio of the oxidizable metal and the diatomaceous earth, the content ratio of the oxidizable metal and water, and the content ratio of water and diatomaceous earth shall be any one of these. It may be satisfied, any two of them may satisfy a suitable content ratio, and all of them may satisfy a suitable content ratio.
- the heating element may satisfy only a suitable content ratio of the oxidizing metal and diatomaceous earth, or may satisfy only a suitable content ratio of the oxidizing metal and water. Alternatively, it may satisfy only a suitable content ratio of water and diatomaceous earth.
- the heating element may satisfy both a suitable content ratio of the oxidizable metal and diatomaceous earth and a suitable content ratio of the oxidizable metal and water, and the oxidizable metal and water. It may satisfy both a suitable content ratio and a content ratio of water and diatomaceous earth, and satisfy both a suitable content ratio of an oxidizing metal and diatomaceous earth and a content ratio of water and diatomaceous earth. It may be.
- the heating element may satisfy all of a suitable content ratio of the oxidizing metal and diatomaceous earth, a suitable content ratio of the oxidizing metal and water, and a suitable content ratio of water and diatomaceous earth.
- the powder of the metal to be oxidized has a particle size of preferably 1 ⁇ m or more, more preferably 10 ⁇ m or more, of the particles constituting the powder.
- the particle size of the particles constituting the powder of the metal to be oxidized 3a is preferably 200 ⁇ m or less, more preferably 100 ⁇ m or less.
- the carbon material powder has a particle size of preferably 1 ⁇ m or more, more preferably 10 ⁇ m, in the particles constituting the powder. That is all. From the same viewpoint, the particle size of the particles constituting the powder of the carbon material is preferably 200 ⁇ m or less, more preferably 100 ⁇ m or less.
- the diatomaceous earth powder has a particle size of preferably 1 ⁇ m or more, more preferably 10 ⁇ m or more. Is. From the same viewpoint, the particle size of the particles constituting the diatomaceous earth powder is preferably 200 ⁇ m or less, more preferably 100 ⁇ m or less.
- the particle size of the particles constituting the powder can be within the range usually used in the present technical field.
- the particle size of each of the above-mentioned materials shall be, for example, a median diameter measured by a laser diffraction / scattering method using a laser diffraction / scattering type particle size distribution measuring device (manufactured by HORIBA, Ltd., (model number: LA-950V2)). Can be done.
- Natural fiber materials include plant fibers (cotton, cabock, wood pulp, non-wood pulp, peanut protein fiber, corn protein fiber, soybean protein fiber, mannan fiber, rubber fiber, hemp, Manila hemp, sisal hemp, New Zealand hemp, Rafu hemp. , Palm, rush, straw, etc.), animal fiber (wool, goat, mohair, cashimia, alkapa, angora, camel, vicuna, silk, feather, down, feather, argin fiber, chitin fiber, gazein fiber, etc.), mineral fiber (Asbestos, etc.) can be mentioned.
- plant fibers cotton, cabock, wood pulp, non-wood pulp, peanut protein fiber, corn protein fiber, soybean protein fiber, mannan fiber, rubber fiber, hemp, Manila hemp, sisal hemp, New Zealand hemp, Rafu hemp. , Palm, rush, straw, etc.
- animal fiber wool, goat, mohair, cashimia, alkapa, angora, camel, vicuna, silk, feather, down
- fiber materials can be used alone or in combination of two or more.
- synthetic fiber materials include semi-synthetic fibers (acetate, triacetate, oxide acetate, promix, rubber chloride, rubber hydrochloride, etc.), synthetic polymer fibers (nylon, aramid, polyvinyl alcohol, polyvinyl chloride, polyvinylidene chloride, etc.).
- Polyester such as polyethylene terephthalate, polyacrylonitrile, acrylic, polyethylene, polyethylene, polypropylene, polystyrene, polyurethane, rayon, viscose rayon, cupra, etc.), metal fiber, carbon fiber, glass fiber and the like can be mentioned.
- the fiber material is at least one of wood pulp, cotton and polyester from the viewpoint of improving heat generation characteristics by achieving both uniform dispersibility of the metal to be oxidized and oxygen permeability by securing voids. Is preferably used.
- the fiber material has an average fiber length of preferably 0.5 mm or more, more preferably 2 mm or more.
- the average fiber length of the fiber material is preferably 10 mm or less, more preferably 5 mm or less.
- the average fiber length of the fiber material is the fiber length when one end of each fiber is fixed to a horizontal plate and hung downward by the weight of the fiber when 50 or more fiber materials are measured. , Measure using a clasp, or hold on a slide for a fiber and measure using a microscope, and use this as the arithmetic average value of the obtained measurement results.
- the heating element preferably contains an electrolyte from the viewpoint of facilitating the generation of water vapor accompanying the heat generated by the heating element.
- the electrolyte contained in the heating element include one or more of alkali metal or alkaline earth metal and a salt of phosphoric acid or sulfuric acid, or alkali metal or alkaline earth metal chloride or hydroxide. Can be mentioned. Of these, from the viewpoint of excellent chemical stability and production cost, it is preferable to use one or more of tripotassium phosphate, potassium hydroxide, sodium chloride, and potassium chloride as the electrolyte.
- the electrolyte may be used, for example, as a powder, or may be used as a liquid dissolved or dispersed in a liquid medium such as water.
- the heating element may be composed of only the powder of the metal to be oxidized, the powder of the carbon material, the powder of the porous substance and water, and the fiber material if necessary, and various powders and water and the fiber if necessary.
- powders other than the powder of the metal to be oxidized, the powder of the carbon material and the powder of the porous substance may be contained in the exothermic composition. Examples of other powders include one or more of the above-mentioned water-absorbent resins and electrolytes.
- the content ratio of the other powder in the heating element is preferably 20% by mass or less, more preferably 20% by mass or less, in terms of the total mass ratio with respect to the total powder constituting the heating element from the viewpoint of further improving the heat generating characteristics and the amount of water vapor generated. Is 10% by mass or less.
- the total mass ratio of the oxideable metal powder, the carbon material powder, and the porous substance powder to the total powder constituting the heating element is preferably 80% by mass from the viewpoint of further improving the heat generation characteristics and the amount of water vapor generated. Above, more preferably 90% by mass or more.
- a water-absorbent resin When a water-absorbent resin is contained as another powder, its mass is based on the mass in an absolutely dry state.
- the heating tool having the above structure promotes the oxidation reaction of the oxidizable metal by further containing the diatomaceous soil in the heating element and appropriately setting the content ratio of the oxidizable metal and the diatomaceous soil.
- a heating tool having a high sensible heat integrated amount represented by the integration of temperature and heat generation duration and having excellent heat generation characteristics can be obtained, so that a heating tool having heat generation characteristics equal to or higher than the conventional one can be costly. Can be suppressed and manufactured.
- the heating element when the heating element is formed so as to be able to generate water vapor, the amount of water vapor generated can be increased to the same level as or higher than that of the conventional one even if the content of the metal to be oxidized is reduced. It is possible to make the heated object such as the throat perceive both a comfortable feeling of warmth and moisture. In addition to this, regardless of the form of the heating tool, the heating tool is excellent in heat generation characteristics and the amount of steam generated while suppressing the manufacturing cost.
- the oxidation reaction of an oxidizing metal can be affected by the amount of water and oxygen present around the metal powder. Specifically, if the amount of water present around the metal powder is excessively large, the water acts as a barrier to make it difficult for the metal to be oxidized to come into contact with oxygen, and as a result, the oxidation reaction does not continue or the oxidation reaction occurs. The start is delayed. On the other hand, if the amount of water present around the metal powder is excessively small, the metal to be oxidized and oxygen are likely to come into contact with each other, but water-mediated interaction with a carbon material or the like that catalyzes the oxidation reaction occurs. As a result, the oxidation reaction is not sufficiently sustained and it is difficult to develop the desired exothermic properties.
- the diatomaceous earth in the heating element, water can be sufficiently retained in the pores of the diatomaceous earth, and the water retained in the diatomaceous earth is continuously and appropriately supplied to the metal to be oxidized side. It is presumed that the amount of water and the amount of oxygen required for the continuous progress of the oxidation reaction will be secured. In particular, as the oxidizable metal progresses in the oxidation reaction, pores are formed on the surface of the oxidizable metal to make it porous. Therefore, the capillary force generated between the diatomaceous soil and the oxidizable metal causes water to be generated.
- the oxidation reaction proceeds continuously, the calorific value lasts for a long time, and the heating tool has further excellent heat generation characteristics.
- the water contained in the heating element evaporates with the heat generation, and more steam is generated than in the conventional heating tool. Therefore, the amount of water vapor generated is increased and the heating tool is used.
- the heating tool preferably includes a main body and a heating element provided in the main body. It is also preferable that the main body has a shape that covers the body to be heated during use.
- the heating tool preferably includes a front surface sheet located on the side closer to the heating target body and a back surface sheet located on the side farther from the heating target body.
- the heating tool preferably includes a front surface sheet located closer to the user's skin and a back surface sheet located farther from the user's skin.
- the main body of the heating tool is composed of the front surface sheet and the back surface sheet.
- the heating element is preferably held between the front surface sheet and the back surface sheet constituting the main body.
- the heating element is held between the front surface sheet and the back surface sheet in a state of being housed in the breathable packaging material.
- the packaging material is formed of the first sheet material and the second sheet material
- the breathable first sheet material is arranged on the side closer to the heating target body, specifically, the side closer to the user's skin. It is preferable to have. That is, it is preferable that the first sheet material is arranged so as to face the surface sheet.
- the packaging material is formed of the first sheet material and the second sheet material
- the second sheet material having lower air permeability than the first sheet material is located on the side far from the heating target, specifically from the user's skin. It is preferably arranged on the far side.
- the second sheet material is arranged so as to face the back surface sheet.
- the heating tool is designed to generate steam heated to a predetermined temperature. As a result, heat can be applied to the body to be heated and its surroundings.
- FIG. 5 to 8 show a heating tool having a so-called eye mask form as an embodiment of the heating device. That is, the present disclosure includes the use of the heating tool as an eye mask and the method of using the heating device as an eye mask.
- the heating tool as an eye mask
- the method of using the heating device as an eye mask.
- components different from each of the above-described embodiments will be mainly described, and similar components will be designated by the same reference numerals and description thereof will be omitted.
- the above-mentioned description of each configuration is appropriately applied to the components not particularly described in the present embodiment.
- the heating device of the present embodiment is configured to be receivable in and around the eyes.
- the heating tool shown in FIG. 5 is used to apply heat to the eyes and their surroundings by bringing them into contact with each other so as to cover both eyes of a human being to be heated at the time of use.
- the heating tool is designed to generate steam heated to a predetermined temperature, whereby heat can be applied to the eye and its surroundings, which are the objects to be heated.
- the heating tool 1 of the present embodiment has a main body portion 2 long in the lateral direction X having a shape that covers both eyes of the user at the time of use, and a heating element 3 provided in the main body portion 2. It is preferable to have it. Further, it is also preferable that the heating tool of the present embodiment includes a pair of ear hooks attached to the main body. The ear hook makes it possible to maintain the covering condition of both eyes of the user.
- the direction corresponding to the longitudinal direction of the heating tool is also referred to as a lateral direction
- the direction orthogonal to the lateral direction is also referred to as a vertical direction.
- the heating device in the present embodiment is exemplified in FIG. 5 as a heating tool 1, a main body 2, a heating element 3, a horizontal direction X, and a vertical direction Y.
- ear hook portions 4 are provided in both outer end regions of the main body portion 2 in the lateral direction X, and can be inverted toward the outside in the lateral direction X. As a result, each of the ear hooks 4 and 4 can be hung on the user's ear, and the state of covering the user's eyes by the main body 2 can be maintained. From the viewpoint of improving wearability, the sheet material constituting the ear hook portion 4 is preferably a stretchable sheet.
- FIG. 6 shows an exploded perspective view of the heating tool 1 of the present embodiment.
- FIG. 7 shows a cross-sectional view of the heating tool 1 along the lateral direction X.
- the main body 2 of the heating tool 1 shown in FIGS. 6 and 7 is flat having a front surface sheet 5 located on the side close to the user's skin and a back surface sheet 6 located on the side far from the user's skin. belongs to.
- the surface sheet 5 constitutes a surface including a portion that comes into contact with a heating target such as the human eye, mouth, and nose when the heating tool 1 is used.
- the back sheet 6 is a surface on the side far from the skin of the user, and forms an outer surface of the heating tool 1. That is, in FIGS. 6 and 7, the upper part of the paper surface is the side closer to the user's skin, and the lower part of the paper surface in the figure is the side far from the user's skin.
- the front surface sheet 5 and the back surface sheet 6 shown in FIGS. 6 and 7 are joined to each other by an adhesive 7 such as a hot melt adhesive in a state where they are overlapped with each other, thereby between the two sheets 5 and 6.
- the two heating elements 3 and 3 are housed apart from each other in the lateral direction X. That is, in the present embodiment, the heating element 3 is configured to be non-detachable from the main body 2.
- the front surface sheet 5 and the back surface sheet 6 at least the front surface sheet 5 is preferably composed of a breathable fiber sheet.
- a fiber sheet is an aggregate of constituent fibers in which a plurality of constituent fibers are held in a sheet shape by at least one aspect of entanglement, fusion and adhesion. A detailed description of each of the sheets 5 and 6 will be described later.
- the cross-sectional view shown in FIG. 7 shows a fixed state of the heating element 3.
- the heating element 3 is formed by laminating a plurality of sheet materials by a heat seal or the like, and is housed in a breathable packaging material 35.
- the heating element 3 is preferably held between the front surface sheet 5 and the back surface sheet 6 constituting the main body 2. In this case, it is also preferable that the heating element 3 is held between the front surface sheet 5 and the back surface sheet 6 in a state of being housed in the breathable packaging material 35.
- the packaging material 35 is preferably flat.
- the packaging material 35 is bonded so that one surface is composed of the first sheet material having breathability and the other surface is composed of the second sheet having lower air permeability than the first sheet material. It is also preferable that it is formed.
- the breathable first sheet material is preferably arranged on the side closer to the user's skin. That is, it is preferable that the first sheet material is arranged so as to face the surface sheet 5.
- the packaging material 35 is formed of the first sheet material and the second sheet material
- the second sheet material having lower air permeability than the first sheet material may be arranged on the side far from the user's skin. preferable. That is, it is preferable that the second sheet material is arranged so as to face the back surface sheet 6.
- the heating tool 1 includes the packaging material 35, as shown in FIG. 7, the outer surface of the packaging material 35 and the inner surface of the back surface sheet 6 of the heating tool 1 are formed by the adhesive 7. It is preferable that the surfaces are fixed by the adhesive fixing portions 7a and 7a, and the other surfaces are not fixed to the back surface sheet 6.
- Each of the adhesive fixing portions 7a and 7a in the embodiment shown in FIG. 7 is provided in the central region of the heating tool 1 in the lateral direction X, and extends along the vertical direction Y of the heating tool 1. With such a configuration, the heating element 3 can be arranged with a high fit to the heating target body when the heating tool 1 is used, and heat can be efficiently applied to the heating target body.
- the ear hook portion 4 is made of a sheet material, and the sheet material is formed with an insertion portion 4A extending in the lateral direction X.
- the insertion portion 4A is a hole through which the ear is passed when the ear hook portion 4 is hung on the ear.
- the insertion portion 4A may be formed by a through slit or the like through which the ear can pass.
- the ear hook portion 4 is joined to the outer surface of the surface sheet 5 in the main body portion 2 in both outer end regions in the lateral direction X, whereby the main body portion 2 and the ear hook portion 2 and the ear hook portion 4 are joined.
- a joint region 9 is formed in which the portion 4 is joined.
- the joint region 9 also functions as a bent portion when the ear hook portion 4 is inverted around the joint end portion 9s as an axis.
- FIG. 8 is a cross-sectional view showing the form of the joint region 9 in the heating tool 1 of the present embodiment.
- the joint region 9 between the main body portion 2 and the ear hook portion 4 shown in FIGS. 6 and 8 is an outer end portion of the main body portion 2 in the lateral direction X from the joint end portion 9s which is the inner end of the lateral direction X in the joint region 9. It is preferable that the joints are continuously joined to each other and have a substantially semi-elliptical shape.
- the joint region 9 is preferably formed by joining the surface sheet 5 in the main body portion 2 and the ear hook portion 4.
- the joint region 9 also functions as a bent portion when the ear hook portion 4 is inverted around the joint end portion 9s as an axis.
- the joining regions 9 shown in FIGS. 6 and 8 are formed by being continuously joined, but instead, they may be formed by being joined intermittently.
- the eye mask-shaped heating tool 1 shown in FIGS. 5 to 8 can be used by holding the heating device 1 in the ear by using the ear hook portion 4, for example, as shown in FIG.
- steam and heat generated from the heating tool can be uniformly applied to the user's eyes and their surroundings regardless of the user's posture (for example, supine position, sitting position, etc.). ..
- This is advantageous in that the versatility of the usage pattern of the heating tool is improved.
- FIG. 10 shows a heating tool 1 having a so-called sticking form as an embodiment of the heating device. That is, the present disclosure includes the use of the heating tool as a sticking form and the method of using the heating tool as a sticking form.
- the heating tool as a sticking form
- the method of using the heating tool as a sticking form.
- components different from the above-described embodiments will be mainly described, and similar components will be designated by the same reference numerals and description thereof will be omitted.
- the above-mentioned description of each configuration is appropriately applied to the components not particularly described in the present embodiment.
- FIG. 10 shows an embodiment when the heating tool 1 is attached.
- the heating tool 1 of the present embodiment is provided in a main body portion 2 having a front surface sheet 5 forming a skin facing surface at the time of use and a back surface sheet 6 forming a non-skin facing surface at the time of use, and the main body portion 2. It is preferable to provide the heating element 3.
- the heating element 3 is preferably held between the front surface sheet 5 and the back surface sheet 6 constituting the main body 2. It is also preferable that the heating element 3 is held between the front surface sheet 5 and the back surface sheet 6 constituting the main body 2 in a state of being housed in the breathable packaging material 35.
- the surface sheet 5 constituting the skin facing surface is provided with the adhesive portion 51 in a part or the entire area of the outer surface thereof.
- the adhesive portion 51 is for holding the heating tool 1 at a portion to which the heat and steam generated from the heating tool 1 are applied.
- a base material such as a film covering the adhesive portion may be provided.
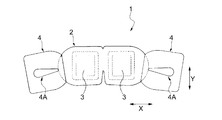
- FIG. 11 shows a heating tool 1 having a so-called face mask form as an embodiment of the heating device. That is, the present disclosure includes the use of the heating tool as a face mask and the method of using the heating tool as a face mask.
- the heating tool as a face mask
- the method of using the heating tool as a face mask.
- FIG. 11 shows an embodiment when the heating tool 1 is in the form of a face mask.
- the heating tool 1 of the present embodiment preferably includes a main body 2 that covers the user's mouth and nose at the time of use, and a heating element 3 provided in the main body 2.
- the heating tool 1 of the present embodiment includes a pair of ear hooks 4 provided on the left and right ends of the main body 2.
- the ear hook makes it possible to maintain the covering condition of at least one of the user's mouth and nose.
- the ear hook portion 4 in the present embodiment is made of a sheet material. It is preferable that the insertion portion 4A is formed in the central region of the ear hook portion 4.
- the heating element 3 is preferably held between the front surface sheet 5 and the back surface sheet 6 constituting the main body 2. It is also preferable that the heating element 3 is held between the front surface sheet 5 and the back surface sheet 6 constituting the main body 2 in a state of being housed in the breathable packaging material 35.
- the heating tool 1 of the present embodiment preferably has a folding line 15 at a position corresponding to the nose bridge of the user.
- the folding line 15 in the present embodiment is provided in the lateral central region of the main body 2 of the heating tool 1.
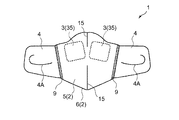
- FIG. 12 shows a heating tool 1 having a so-called cup form as an embodiment of the heating device. That is, the present disclosure includes the use of the heating device in the form of a cup and the method of using the heating device in the form of a cup.
- the present disclosure includes the use of the heating device in the form of a cup and the method of using the heating device in the form of a cup.
- components different from the above-described embodiments will be mainly described, and similar components will be designated by the same reference numerals and description thereof will be omitted.
- the above-mentioned description of each configuration is appropriately applied to the components not particularly described in the present embodiment.
- FIG. 12 shows an embodiment when the heating tool 1 is in the form of a cup.
- the heating tool 1 of the present embodiment preferably includes a main body 2 that covers at least one of the user's mouth and nose at the time of use, and a heating element 3 provided in the main body 2.
- the heating tool 1 of the present embodiment may or may not be provided with the ear hook portion 4, depending on its use.
- the heating tool 1 in the present embodiment has a main body portion 2 in which a first panel portion 21 and a second panel portion 22 having the same shape as the first panel portion 21 are continuously formed.
- both the panel portions 21 and 22 are formed in a fan shape, and the tapered portions of both the panel portions 21 and 22 are continuous.
- Both the first panel portion 21 and the second panel portion 22 are composed of a continuous front surface sheet 5 and a continuous back surface sheet 6, and a heating element 3 is held between the front surface sheet 5 and the back surface sheet 6. It is preferable that it is designed to be used. It is also preferable that the heating element 3 is held between the front surface sheet 5 and the back surface sheet 6 constituting the main body 2 in a state of being housed in the breathable packaging material 35.
- the heating tool 1 in the present embodiment preferably has a boundary line D serving as a flexible axis for bending the main body portion 2 at a continuous portion between the first panel portion 21 and the second panel portion 22.
- the first panel portion 21 and the second panel portion 22 have a shape symmetrical with respect to the boundary line D as an axis.
- the surface sheets 5 are bent so as to face each other with the boundary line D as an axis, and the first side edge 21A of the first panel portion 21 and the first side of the second panel portion 22 are formed.
- the edge 22A, the second side edge 21B of the first panel portion 21, and the second side edge 22B of the second panel portion 22 are overlapped and joined.
- the third side edge 21C of the first panel portion 21 and the third side edge 22C of the second panel portion 22 located on the outer side are not joined together, and the opening in the cup shape is formed.
- This opening is preferably opened to the extent that it can cover the user's nose and mouth.
- a bottomed cylindrical cup-shaped heating tool having a bottom at the boundary line D and a position in the vicinity thereof is formed.
- the outer surface of this cup-shaped heating tool is formed by the back surface sheet 6, and the inner surface is formed by the front surface sheet 5.
- the cup-shaped heating device of the present embodiment does not have an ear hook.
- the bottomed cylindrical cup-shaped heating tool has a size that allows the main body to be manually gripped. That is, it is preferable that the main body of the cup-shaped heating tool is configured to be manually grippable.
- the cup-shaped heating device can be used, for example, by manually grasping the main body portion and holding the opening of the cup-shaped heating device in the vicinity of the user's nose and mouth.
- the various sheet materials that can be used for the ear hook, the front and back sheets, and the base sheet, packaging material, and moisture permeable sheet are independent of each other for their breathability, moisture permeability, texture, elasticity, strength, and so on.
- the heat-generating composition may be appropriately determined in consideration of properties such as prevention of leakage of the constituent materials.
- the sheet material for example, a non-woven fabric, a woven fabric, a fiber sheet such as paper, a resin foam sheet, a metal sheet, or a combination thereof is used.
- the sheet material may have a single structure consisting of only one sheet material regardless of whether it is a single layer or a multi-layered material, or may have a laminated structure in which two or more types of sheet materials are laminated.
- Melt blown non-woven fabric is preferably used as a sheet material having high breathability, moisture permeability, and moisture permeability.
- a sheet material used for the purpose of improving the texture an air-through non-woven fabric or a thermal bond non-woven fabric is preferably used.
- an air-through non-woven fabric containing polyester such as polyethylene terephthalate, polyethylene, synthetic fibers such as polypropylene, a spunbonded non-woven fabric, a thermal-bonded non-woven fabric and the like are used.
- spunbonded non-woven fabric spunlace non-woven fabric, needle punched non-woven fabric, chemical-bonded non-woven fabric and the like are preferably used.
- a non-woven fabric surface-treated with silicone, a surfactant, or the like may be used, or a foam sheet or the like made from a thermoplastic resin such as polyethylene or polyurethane may be used.
- these sheet materials may be used by mixing a plurality of fibers having different fiber raw materials, fiber diameters, degree of fiber crimping, etc., or by combining a plurality of sheet materials to exhibit desired properties. can.
- the ear hook, front surface sheet and back surface sheet, as well as the base material sheet, packaging material and moisture permeable sheet may be independent of each other and may have a single structure consisting of only one sheet material regardless of whether it is a single layer or a multi-layer. Often, it may have a laminated structure in which two or more kinds of sheet materials are laminated.
- both the front surface sheet and the back surface sheet have breathability.
- “Breathable” means that the air permeability measured according to JIS P8117: 2009 is 10,000 seconds / 100 mL or less.
- the air permeability measured according to JIS P8117 is defined as the time it takes for 100 mL of air to pass through an area of 6.42 cm 2 in an environment of 25 ° C. and 0.1013 MPa.
- the air permeability of the front surface sheet and the back surface sheet is preferably 0.01 seconds / 100 mL or more, and more preferably 0.03 seconds / 100 mL or more, respectively.
- Air permeability is measured according to JIS P8117: 2009. Low air permeability means that it does not take long for air to pass through, so it means high air permeability.
- heat and water vapor can be efficiently applied to the object to be heated, and the oxidation reaction of the metal to be oxidized can be efficiently controlled to obtain desired heat generation characteristics. It is possible to obtain a heating tool to have.
- the first sheet material constituting the packaging material
- the air permeability of the above is preferably 20 seconds / 100 mL or more, more preferably 30 seconds / 100 mL or more, and further preferably 40 seconds / 100 mL or more.
- the air permeability of the first sheet material is preferably 25,000 seconds / 100 mL or less, more preferably 15,000 seconds / 100 mL or less, and even more preferably 10,000 seconds / 100 mL or less.
- the first sheet material having the above-mentioned air permeability is, for example, a resin film provided with a plurality of through holes, or a sheet obtained from a resin composition containing polyethylene and a filler such as calcium carbonate, which is uniaxially stretched or stretched.
- a film obtained by biaxial stretching can be used.
- the air permeability can be appropriately changed by adjusting the degree of stretching.
- a sheet applicable to the first sheet material is disclosed in, for example, EP1939240 A1.
- the second sheet material constituting the packaging material
- the air permeability of the above is preferably 10,000 seconds / 100 mL or more, more preferably 25,000 seconds / 100 mL or more, exhibits sufficient and appropriate heat generation characteristics, and sufficiently imparts water vapor to the heated object. , It is more preferable that it is non-ventilated. "Non-ventilated” means that the air permeability measured according to JIS P8117: 2009 is 80,000 seconds / 100 mL or more.
- a resin film having fewer through holes than the first sheet material or a resin film having no through holes can be used as the second sheet material having the above-mentioned air permeability.
- the packaging material has a breathable packaging material and the packaging material has a first sheet material having a breathability and a second sheet material having a lower breathability than the first sheet material, the first sheet measured according to JIS Z0208.
- moisture permeability of wood is preferably 480g / (m 2 ⁇ 24h) or more, more preferably 720g / (m 2 ⁇ 24h) or more, still more preferably 960g / (m 2 ⁇ 24h) or more.
- moisture permeability of the first sheet material to be measured according to JIS Z0208 is preferably 5000g / (m 2 ⁇ 24h) or less, more preferably 4750g / (m 2 ⁇ 24h) or less, more preferably 4500 g / (m 2 ⁇ 24h) or less.
- moisture permeability of the second sheet material to be measured according to JIS Z0208 is preferably 480g / (m 2 ⁇ 24h) or less, more preferably 240g / (m 2 ⁇ 24h) or less, more preferably 0 g / (m 2 ⁇ 24h).
- each sheet material satisfying such moisture permeability for example, the same sheet material described in the above-mentioned air permeability can be used.
- the basis weight of the surface sheet is preferably 10 g / m 2 or more, more preferably 30 g / m 2 or more, and further preferably 50 g / m 2 or more. ..
- the basis weight of the surface sheet is preferably 200 g / m 2 or less, more preferably 130 g / m 2 or less, and even more preferably 100 g / m 2 or more.
- the basis weight of the back sheet is preferably smaller than the basis weight of the front sheet from the viewpoint of improving heat retention and printability.
- the basis weight of the back sheet is preferably 10 g / m 2 or more, and more preferably 20 g / m 2 or more.
- the basis weight of the back sheet is preferably 100 g / m 2 or less, and more preferably 80 g / m 2 or less.
- the "moisture permeability" in the moisture vapor permeable sheet refers to moisture permeability of the sheet as measured according to JIS Z0208 is at 2000g / (m 2 ⁇ 24h) or more.
- the moisture vapor permeable sheet is a moisture permeability of the sheet as measured according to JIS Z0208 is preferably 2000g / (m 2 ⁇ 24h) or higher, more preferably 2500g / (m 2 ⁇ 24h) or more, more preferably is 3000g / (m 2 ⁇ 24h) or more.
- the above-mentioned moisture-permeable sheet can be suitably used as a moisture-permeable sheet in the water-absorbent resin layer. When a plurality of moisture permeable sheets are used, the moisture permeability values of the moisture permeable sheets may be the same or different.
- the shape of the ear hook portion 4 is a sheet-like member shown in FIGS. 5 and 6 as long as the main body portion 2 can be fixed to both eyes of the user.
- the ear hook portion 4 made of a sheet material instead of the ear hook portion 4 made of a string-shaped member may be adopted, or the ear hook portion 4 made of a thread-shaped or band-shaped member may be adopted. From the viewpoint of enhancing the fit of the heating tool, it is preferable to use an elastic body such as rubber to form the stretchable ear hook portion 4.
- the form of the heating element 3 in the heating element 1 of the embodiment shown in FIGS. 5, 10, 11 and 12 has been described as a form in which the two heating elements 3 are held apart from each other.
- the form of the heating element 3 is not particularly limited as long as it can give a feeling of warmth to the surroundings.
- one heating element having a shape and size capable of covering the heating object and its surroundings may be held between the front surface sheet 5 and the back surface sheet 6, and three or more heating elements may be held between the front surface sheet 5 and the back surface sheet 6. It may be held between 5 and the back sheet 6.
- the heating element 3 shown in FIGS. 6 and 7 is not limited to this form, although only a part thereof is fixed in the central region of the heating tool 1.
- the heating element 3 and the back surface sheet 6 may be continuously or intermittently joined by an adhesive in a central region in the lateral direction X and a region other than the central region, and the heating element 3 in the back surface sheet 6 may be joined.
- An adhesive may be applied to the entire surface of the arranged positions to join them.
- ⁇ 1> Equipped with a heating element containing oxidizable metal powder, carbon material powder, diatomaceous earth and water, A heating element in which the content ratio of the diatomaceous earth to the metal to be oxidized (diatomaceous earth / metal to be oxidized) is 10% by mass or more and 60% by mass or less in the heating element.
- the content ratio of the diatomaceous earth to the oxidizing metal is preferably 10% by mass or more, more preferably 14 parts by mass or more, and further preferably 20% by mass or more.
- the content ratio of the diatomaceous earth to the oxidizing metal is preferably 60% by mass or less, more preferably 50% by mass or less, still more preferably 40% by mass or less.
- ⁇ 4> The basis weight of the diatomite in the heating element, 0.002 g / cm 2 or more 0.020 g / cm 2 or less, wherein ⁇ 1> to warming device according to any one of ⁇ 3>.
- the basis weight of the diatomite in the heating element is preferably 0.002 g / cm 2 or more, more preferably 0.005 g / cm 2 or more, still more preferably 0.009 g / cm 2 or more, the ⁇ 1> - The heating tool according to any one of ⁇ 4>.
- the basis weight of the diatomite in the heating element is preferably 0.020 g / cm 2 or less, more preferably 0.018 g / cm 2 or less, more preferably 0.015 g / cm 2 or less, wherein ⁇ 1> -
- the ratio of the sensible heat integrated amount (° C. 10 min) from the time when the heating tool reaches 35 ° C. to 10 minutes after the basis weight (g / cm 2) of the heating element is 14,000 or more and 20,000 or less.
- ⁇ 8> The ratio of the accumulated sensible heat (° C. 10 min) from the time when the heating tool reaches 35 ° C. to 10 minutes after the basis weight (g / cm 2) of the heating element is preferably 14,000 or more, more preferably.
- the ratio of the sensible heat integrated amount (° C. 20 min) from the time when the heating tool reaches 35 ° C. to 20 minutes after the basis weight (g / cm 2) of the heating element is 26000 or more and 40,000 or less.
- the heating tool according to any one of ⁇ 1> to ⁇ 9>. ⁇ 11> The ratio of the sensible heat integrated amount (° C. 20 min) from the time when the heating tool reaches 35 ° C.
- the ratio of the sensible heat integrated amount (° C. 20 min) from the time when the heating tool reaches 35 ° C. to 20 minutes after the basis weight (g / cm 2) of the heating element is preferably 40,000 or less, more preferably.
- the ratio of the total amount of water vapor (mg ⁇ 10 min) generated from the start of heat generation to 10 minutes after the start of heat generation of the heating tool to the basis weight (g / cm 2) of the heating element is 1300 or more and 2500 or less.
- the ratio of the total amount of water vapor (mg ⁇ 10 min) generated from the start of heat generation to 10 minutes after the start of heat generation of the heating tool to the basis weight (g / cm 2) of the heating element is preferably 1300 or more, more preferably 1600 or more.
- the heating tool according to ⁇ 13> or ⁇ 14> which is more preferably 1700 or more.
- the ratio of the total amount of water vapor (mg ⁇ 10 min) generated from the start of heat generation to 10 minutes after the start of heat generation of the heating tool to the basis weight (g / cm 2) of the heating element is preferably 2500 or less, more preferably 2200 or less.
- the ratio of the total amount of water vapor (mg ⁇ 20 min) generated from the start of heat generation of the heating tool to 20 minutes after the start of heat generation of the heating tool with respect to the basis weight (g / cm 2) of the heating element is 2350 or more and 4000 or less.
- ⁇ 18> The ratio of the total amount of water vapor (mg ⁇ 20 min) generated from the start of heat generation of the heating tool to 20 minutes after the start of heat generation of the heating tool is preferably 2350 or more, more preferably 2500, to the basis weight (g / cm 2) of the heating element.
- the ratio of the total amount of water vapor (mg ⁇ 20 min) generated from the start of heat generation of the heating tool to 20 minutes after the start of heat generation of the heating device is preferably 4000 or less, more preferably 3500, to the basis weight (g / cm 2) of the heating element.
- the heating tool according to any one of ⁇ 13> to ⁇ 18>, which is more preferably 3000 or less.
- the pore diameter of the diatomaceous earth is preferably 0.1 ⁇ m or more, more preferably 0.5 ⁇ m or more, still more preferably 1.0 ⁇ m or more.
- the oil absorption of the diatomaceous earth measured according to JIS K5010-13-2 is preferably 50 mL / 100 g or more, more preferably 75 mL / 100 g or more, still more preferably 100 mL / 100 g or more.
- the heating tool described in any one of. ⁇ 22> The oil absorption of the diatomaceous earth measured according to JIS K5010-13-2 is preferably 300 mL / 100 g or less, more preferably 250 mL / 100 g or less, still more preferably 200 mL / 100 g or less.
- the content ratio of the water to the powder of the oxidizing metal is preferably 30% by mass or more, more preferably 80% by mass or more, still more preferably 100% by mass or more.
- the content ratio of the water (water / oxidizing metal) to the powder of the oxidizing metal is preferably 200% by mass or less, more preferably 180% by mass or less, still more preferably 150% by mass or less.
- the content ratio of the diatomaceous earth to the water (diatomaceous earth / water) is preferably 5% by mass or more, more preferably 10% by mass or more, still more preferably 20% by mass or more.
- the content ratio of the diatomaceous earth to the water (diatomaceous earth / water) is preferably 60% by mass or less, more preferably 50% by mass or less, still more preferably 40% by mass or less.
- the heating element is housed in a breathable packaging material.
- the heating tool according to any one of ⁇ 1> to ⁇ 26>, wherein a layer containing a powder of a water-absorbent resin is arranged between the heating element and the packaging material.
- a layer containing a powder of a water-absorbent resin is arranged between the heating element and the packaging material.
- the layer containing the water-absorbent resin powder is adjacent to the first water-absorbent resin layer in which the water-absorbent resin powder is arranged in layers and the first water-absorbent resin layer, and two sheets of the water-absorbent resin powder are present.
- the heating tool according to ⁇ 27> which has a laminated structure in which a second water-absorbent resin layer formed by being sandwiched between the moisture-permeable sheets of the above is arranged.
- Moisture permeability of the moisture-permeable sheet that is measured in accordance with JIS Z0208 are each independently, preferably 2000g / (m 2 ⁇ 24h) or higher, more preferably 2500g / (m 2 ⁇ 24h) or more, more preferably 3000 g / is (m 2 ⁇ 24h) or more, the ⁇ 28> or warming device according to ⁇ 29>.
- ⁇ 31> The heating tool according to ⁇ 27>, wherein the powder of the water-absorbent resin is in contact with the heating element without interposing another member to form a single layer.
- one surface of the packaging material is formed of a breathable first sheet material.
- ⁇ 33> The heating tool according to ⁇ 32>, wherein it is more preferable that the layer containing the powder of the water-absorbent resin and the first sheet material in the packaging material are arranged so as to face each other.
- the heating element includes a base material sheet and a heat generating composition provided on one surface of the base material sheet.
- the heat according to any one of ⁇ 1> to ⁇ 33>, wherein the exothermic composition is obtained from the powder of the metal to be oxidized, the powder of the carbon material, the paste containing the diatomaceous earth and water.
- Ingredients. ⁇ 35> The heating element is composed of a base sheet and a layer of a heat generating composition provided on one surface thereof. The layer of the exothermic composition is obtained from the powder of the metal to be oxidized, the powder of the carbon material, the powder of the porous substance, and the paste containing water.
- the heating tool according to any one of ⁇ 1> to ⁇ 34>, wherein the heat-generating composition is arranged between the base sheet and the layer containing the powder of the water-absorbent resin.
- the heating element is composed of a base sheet and a layer of a heat generating composition provided on one surface thereof.
- the layer of the exothermic composition is obtained from the powder of the metal to be oxidized, the powder of the carbon material, the powder of the porous substance, and the paste containing water.
- the heating tool according to any one of ⁇ 1> to ⁇ 35>, wherein a layer containing the powder of the water-absorbent resin is arranged as the base material sheet.
- ⁇ 37> The heating according to any one of ⁇ 1> to ⁇ 33>, wherein the heating element is made of a sheet-like material containing the powder of the metal to be oxidized, the powder of the carbon material, the diatomaceous earth, water and the fiber material. Ingredients. ⁇ 38>
- the powder of the metal to be oxidized is preferably iron powder.
- the particle size of the particles constituting the oxideable metal powder is preferably 1 ⁇ m or more, more preferably 10 ⁇ m or more.
- the heating tool according to any one of ⁇ 1> to ⁇ 39>, wherein the particle size of the particles constituting the powder of the metal to be oxidized is preferably 200 ⁇ m or less, more preferably 100 ⁇ m or less.
- the particle size of the particles constituting the powder of the carbon material is preferably 1 ⁇ m or more, more preferably 10 ⁇ m or more.
- the heating tool according to any one of ⁇ 1> to ⁇ 41>, wherein the particle size of the particles constituting the powder of the carbon material is preferably 200 ⁇ m or less, more preferably 100 ⁇ m or less.
- the particle size of the particles constituting the diatomaceous earth powder is preferably 1 ⁇ m or more, more preferably 10 ⁇ m or more.
- a main body having a shape that covers the body to be heated at the time of use and the heating element provided in the main body are provided.
- the main body includes a front surface sheet located on the side close to the heating target body and a back surface sheet located on the side far from the heating target body.
- the heating element according to any one of ⁇ 1> to ⁇ 44>, wherein the heating element is held between the front surface sheet and the back surface sheet.
- the main body includes a front surface sheet located on the side closer to the user's skin and a back surface sheet located on the side farther from the user's skin.
- the heating element according to any one of ⁇ 1> to ⁇ 45>, wherein the heating element is held between the front surface sheet and the back surface sheet.
- a main body having a shape that covers at least one of the user's mouth and nose at the time of use, and the heating element provided in the main body are provided.
- the main body includes a front surface sheet located on the side closer to the user's skin and a back surface sheet located on the side farther from the user's skin.
- the heating element according to any one of ⁇ 1> to ⁇ 45>, wherein the heating element is held between the front surface sheet and the back surface sheet.
- the heating tool according to ⁇ 48> further comprising a pair of ear hooks attached to the main body and capable of maintaining the covering state of at least one of the user's mouth and nose by the main body.
- ⁇ 50> It does not have a pair of ear hooks that are attached to the main body and can maintain the covering state of at least one of the user's mouth and nose by the main body.
- the heating tool according to ⁇ 48> which is configured so that the main body can be manually gripped when the heating tool is used.
- the air permeability of the surface sheet measured according to JIS P8117 is preferably 0.01 seconds / 100 mL or more, more preferably 0.03 seconds / 100 mL or more.
- the air permeability of the back sheet measured according to JIS P8117 is preferably 0.01 seconds / 100 mL or more, more preferably 0.03 seconds / 100 mL or more, of ⁇ 45> to ⁇ 50>.
- the basis weight of the surface sheet is preferably 10 g / m 2 or more, more preferably 30 g / m 2 or more, and further preferably 50 g / m 2 or more.
- the basis weight of the surface sheet is preferably 200 g / m 2 or less, more preferably 130 g / m 2 or less, still more preferably 100 g / m 2 or more, the above ⁇ 45> to ⁇ 51.
- the heating tool described in any one of>. ⁇ 53> The basis weight of the back surface sheet is preferably smaller than the basis weight of the front surface sheet.
- the basis weight of the back sheet is preferably 10 g / m 2 or more, more preferably 20 g / m 2 or more.
- the heating element is preferably held between the front surface sheet and the back surface sheet in a state of being housed in a breathable packaging material, in any one of ⁇ 45> to ⁇ 53>.
- one surface of the packaging material is formed of a breathable first sheet material.
- the other surface of the packaging material is formed of a second sheet material having a lower air permeability than the first sheet material.
- the first sheet material is preferably arranged so as to face the surface sheet.
- the air permeability of the first sheet material measured according to JIS P8117 is preferably 20 seconds / 100 mL or more, more preferably 30 seconds / 100 mL or more, and further preferably 40 seconds / 100 mL or more.
- the air permeability of the first sheet material measured according to JIS P8117 is preferably 25,000 seconds / 100 mL or less, more preferably 15,000 seconds / 100 mL or less, and further preferably 10,000 seconds / 100 mL or less.
- the air permeability of the second sheet material measured according to JIS P8117 is preferably 10,000 seconds / 100 mL or more, more preferably 25,000 seconds / 100 mL or more, and further preferably non-ventilation. >, ⁇ 33>, ⁇ 55> to ⁇ 57>.
- Moisture permeability of the first sheet material to be measured according to JIS Z0208 is preferably 480g / (m 2 ⁇ 24h) or more, more preferably 720g / (m 2 ⁇ 24h) or more, more preferably 960g / (m 2 ⁇ 24h )
- the heating tool according to any one of ⁇ 32>, ⁇ 33>, ⁇ 55> to ⁇ 58>.
- Moisture permeability of the first sheet material to be measured according to JIS Z0208 is preferably 5000g / (m 2 ⁇ 24h) or less, more preferably 4750g / (m 2 ⁇ 24h) or less, more preferably 4500g / (m 2 ⁇ 24h )
- the heating tool according to any one of ⁇ 32>, ⁇ 33>, ⁇ 55> to ⁇ 59> described below.
- JIS moisture permeability of the second sheet material to be measured according Z0208 is preferably 480g / (m 2 ⁇ 24h) or less, more preferably 240g / (m 2 ⁇ 24h) or less, more preferably 0g / (m 2 ⁇ 24h ),
- the heating tool according to any one of ⁇ 32>, ⁇ 33>, ⁇ 55> to ⁇ 60>.
- ⁇ 62> The heating tool according to any one of ⁇ 1> to ⁇ 61>, which is in the form of an eye mask.
- ⁇ 63> The heating tool according to any one of ⁇ 1> to ⁇ 61>, which is a sticking form.
- ⁇ 64> The heating tool according to any one of ⁇ 1> to ⁇ 61>, which is in the form of a face mask.
- ⁇ 65> The heating tool according to any one of ⁇ 1> to ⁇ 61>, which is in the form of a cup.
- Examples 1 to 6 and Comparative Examples 1 to 4 ⁇ Preparation of paint> Iron powder (manufactured by DOWA IP Creation Co., Ltd., RKH3, particle size: 45 ⁇ m) as powder of metal to be oxidized, and activated carbon powder (manufactured by Osaka Gas Chemical Co., Ltd., particle size: 31 ⁇ m) as powder of carbon material.
- diatomaceous soil diatomaceous earth powder (manufactured by Fujifilm Wako Pure Chemical Industries, Ltd., particle size: 20 ⁇ m, pore diameter D1: 4.0 ⁇ m) is used, and these raw materials, water, electrolyte and thickener are shown in the table below.
- the mixture was mixed at the ratio shown in 1 to obtain a paste of an exothermic composition having a viscosity of 5000 mPa ⁇ s at 25 ° C. as measured by a B-type viscometer.
- ⁇ Making a heating element> As the first breathable sheet, particles of water-absorbent resin (Aqualic (registered trademark) CA, manufactured by Nippon Catalyst Co., Ltd.) are placed on wood pulp paper (basis weight 20 g / m 2, manufactured by Ino Paper Co., Ltd.). It was sprayed in layers at a basis weight of 50 g / m 2. Paper made of wood pulp (basis weight 30 g / m 2 , manufactured by Ino Paper Co., Ltd.) was laminated as a second moisture-permeable sheet on the water-absorbent resin layer to obtain a water-absorbent resin layer sheet.
- Aqualic (registered trademark) CA manufactured by Nippon Catalyst Co., Ltd.
- the above-mentioned paste is applied to one surface of the sheet by the die coating method while adjusting the discharge pressure to obtain a sheet-like coated product. rice field.
- the discharge pressure was adjusted so that the basis weight of the paste became the value shown in Table 1.
- 0.064 g of salt manufactured by Otsuka Pharmaceutical Co., Ltd., sodium chloride was uniformly sprayed on the paste side, and then a water-absorbent resin sheet was laminated on the paste side to obtain a laminate precursor.
- the obtained laminate precursor was cut into a size of 49 mm ⁇ 49 mm to obtain a laminate in which a water-absorbent resin layer was arranged on the heat generating composition side in the coating type heating element.
- the laminated body is sandwiched between a breathable first sheet material (breathability: 1500 seconds / 100 mL) cut into 63 mm ⁇ 63 mm and a non-breathable second sheet material, and the four sides of these sheet materials are heated. Sealed to obtain a heating element housed in the packaging material.
- This configuration is illustrated in FIG. 3 (a).
- the first sheet material in the packaging material was arranged so that the inner surface thereof and the outer surface of the sheet of the water-absorbent resin layer faced each other.
- the second sheet material in the packaging material was arranged so that the inner surface thereof and the existing surface of the base material sheet face each other.
- the heating element contained in the packaging material is held between the front surface sheet made of needle punched non-woven fabric (basis weight 80 g / m 2 ) and the back surface sheet made of air-through non-woven fabric (basis weight 30 g / m 2).
- an eye mask type heating device having the structure illustrated in FIGS. 5 to 8 was obtained.
- the surface sheet was arranged so that the inner surface thereof and the outer surface of the first sheet material in the packaging material faced each other.
- the back surface sheet was arranged so that the inner surface thereof and the outer surface of the second sheet material in the packaging material face each other. This heating tool was formed so as to generate steam with heat generation.
- the heating element of each example is compared with the heating element of the comparative example by including a heating element containing diatomaceous earth and having a specific relationship between the content ratio of the metal to be oxidized and the diatomaceous earth. Therefore, it can be seen that the accumulated sensible heat is high and the heat generation characteristics are excellent. It can also be seen that due to this, the amount of water vapor generated is also remarkably high. Therefore, it can be seen that the heating tool of the present disclosure can be manufactured by suppressing the manufacturing cost of the heating tool having excellent heat generation characteristics without increasing the content of the expensive metal to be oxidized.
- a heating tool having excellent heat generation characteristics and the amount of steam generated is provided while suppressing the manufacturing cost.
Landscapes
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Veterinary Medicine (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Public Health (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Ophthalmology & Optometry (AREA)
- Emergency Medicine (AREA)
- Thermotherapy And Cooling Therapy Devices (AREA)
- Cookers (AREA)
- Resistance Heating (AREA)
- Toys (AREA)
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022516802A JPWO2021214989A1 (https=) | 2020-04-24 | 2020-04-24 | |
| CN202080097663.3A CN115190789A (zh) | 2020-04-24 | 2020-04-24 | 温热器具 |
| KR1020227028191A KR20220130169A (ko) | 2020-04-24 | 2020-04-24 | 온열구 |
| PCT/JP2020/017726 WO2021214989A1 (ja) | 2020-04-24 | 2020-04-24 | 温熱具 |
| TW113116080A TWI871956B (zh) | 2020-04-24 | 2021-04-22 | 溫熱器具 |
| TW110114484A TW202211886A (zh) | 2020-04-24 | 2021-04-22 | 溫熱器具 |
| JP2024078845A JP2024102332A (ja) | 2020-04-24 | 2024-05-14 | 温熱具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/017726 WO2021214989A1 (ja) | 2020-04-24 | 2020-04-24 | 温熱具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021214989A1 true WO2021214989A1 (ja) | 2021-10-28 |
Family
ID=78270620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/017726 Ceased WO2021214989A1 (ja) | 2020-04-24 | 2020-04-24 | 温熱具 |
Country Status (5)
| Country | Link |
|---|---|
| JP (2) | JPWO2021214989A1 (https=) |
| KR (1) | KR20220130169A (https=) |
| CN (1) | CN115190789A (https=) |
| TW (2) | TWI871956B (https=) |
| WO (1) | WO2021214989A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003334212A (ja) * | 2002-05-20 | 2003-11-25 | Maikooru Kk | 美顔用発熱体 |
| JP2006296946A (ja) * | 2005-04-25 | 2006-11-02 | Takuma Co Ltd | 化学カイロの製造方法 |
| JP2012130484A (ja) * | 2010-12-21 | 2012-07-12 | Kao Corp | 温熱化粧用具及びそれを用いた化粧方法 |
| JP2014057783A (ja) * | 2012-09-19 | 2014-04-03 | Kao Corp | 温熱用具 |
| WO2017191680A1 (ja) * | 2016-05-02 | 2017-11-09 | 小林製薬株式会社 | 発熱具 |
| JP2019024924A (ja) * | 2017-07-28 | 2019-02-21 | 花王株式会社 | 温熱具 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101087346B1 (ko) * | 2004-02-19 | 2011-11-25 | 에스케이케미칼주식회사 | 자기발열체용 피부 점착성 조성물 및 이것이 부착된자기발열체 |
| CN201309669Y (zh) * | 2008-09-05 | 2009-09-16 | 孙博文 | 一种新型发热袋 |
| US9534810B2 (en) | 2011-12-21 | 2017-01-03 | Kao Corporation | Heating element and heating implement |
| JP5469273B2 (ja) * | 2012-06-07 | 2014-04-16 | 花王株式会社 | 発熱体、及び、これを備える温熱具 |
| SG11201700905YA (en) * | 2014-08-06 | 2017-03-30 | Handy Technology Zhuhai Ltd | Self-heating insulating film and face mask and eye mask manufactured therefrom |
| EP3791835A1 (en) | 2015-06-10 | 2021-03-17 | Kao Corporation | Steam heating mask |
| TWI743363B (zh) * | 2017-05-18 | 2021-10-21 | 日商花王股份有限公司 | 發熱組合物用鐵粉及其製造方法、與使用該鐵粉之發熱組合物及發熱體之製造方法 |
| CN107019249A (zh) * | 2017-05-27 | 2017-08-08 | 李飞洪 | 一种使用具有发热功能胸杯的文胸 |
-
2020
- 2020-04-24 JP JP2022516802A patent/JPWO2021214989A1/ja active Pending
- 2020-04-24 CN CN202080097663.3A patent/CN115190789A/zh active Pending
- 2020-04-24 KR KR1020227028191A patent/KR20220130169A/ko not_active Ceased
- 2020-04-24 WO PCT/JP2020/017726 patent/WO2021214989A1/ja not_active Ceased
-
2021
- 2021-04-22 TW TW113116080A patent/TWI871956B/zh active
- 2021-04-22 TW TW110114484A patent/TW202211886A/zh unknown
-
2024
- 2024-05-14 JP JP2024078845A patent/JP2024102332A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003334212A (ja) * | 2002-05-20 | 2003-11-25 | Maikooru Kk | 美顔用発熱体 |
| JP2006296946A (ja) * | 2005-04-25 | 2006-11-02 | Takuma Co Ltd | 化学カイロの製造方法 |
| JP2012130484A (ja) * | 2010-12-21 | 2012-07-12 | Kao Corp | 温熱化粧用具及びそれを用いた化粧方法 |
| JP2014057783A (ja) * | 2012-09-19 | 2014-04-03 | Kao Corp | 温熱用具 |
| WO2017191680A1 (ja) * | 2016-05-02 | 2017-11-09 | 小林製薬株式会社 | 発熱具 |
| JP2019024924A (ja) * | 2017-07-28 | 2019-02-21 | 花王株式会社 | 温熱具 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202211886A (zh) | 2022-04-01 |
| TWI871956B (zh) | 2025-02-01 |
| KR20220130169A (ko) | 2022-09-26 |
| JPWO2021214989A1 (https=) | 2021-10-28 |
| CN115190789A (zh) | 2022-10-14 |
| JP2024102332A (ja) | 2024-07-30 |
| TW202432077A (zh) | 2024-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101649806B1 (ko) | 증기 온열구 | |
| CN104010600B (zh) | 发热体以及具备其的温热器具 | |
| CN107847345B (zh) | 发热器具及其制造方法 | |
| WO2017061459A1 (ja) | 水蒸気発生体および温熱具 | |
| JP2025019276A (ja) | 温熱具 | |
| JPWO2018185843A1 (ja) | 温熱具 | |
| CN111836603A (zh) | 温热器具 | |
| WO2019039497A1 (ja) | 温熱具 | |
| JP5886028B2 (ja) | 温熱具 | |
| JP2017170114A (ja) | 温熱具 | |
| WO2021214989A1 (ja) | 温熱具 | |
| JP7332839B2 (ja) | 温熱具 | |
| WO2019172105A1 (ja) | 温熱具 | |
| JP2025077273A (ja) | 温熱具 | |
| JP2024111293A (ja) | 温熱具 | |
| JP2018130377A (ja) | 発熱体、該発熱体の製造方法及び発熱具の製造方法 | |
| HK1253876B (zh) | 温热器具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20932534 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022516802 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20227028191 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20932534 Country of ref document: EP Kind code of ref document: A1 |