WO2021182213A1 - チップソー及びチップソーの製造方法 - Google Patents
チップソー及びチップソーの製造方法 Download PDFInfo
- Publication number
- WO2021182213A1 WO2021182213A1 PCT/JP2021/008089 JP2021008089W WO2021182213A1 WO 2021182213 A1 WO2021182213 A1 WO 2021182213A1 JP 2021008089 W JP2021008089 W JP 2021008089W WO 2021182213 A1 WO2021182213 A1 WO 2021182213A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pitch
- tip
- cutting
- base metal
- tip saw
- Prior art date
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D47/00—Sawing machines or sawing devices working with circular saw blades, characterised only by constructional features of particular parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B33/00—Sawing tools for saw mills, sawing machines, or sawing devices
- B27B33/02—Structural design of saw blades or saw teeth
- B27B33/08—Circular saw blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/02—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing
- B28D1/04—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs
Definitions
- One form of the present disclosure relates to a tipped saw and a method for manufacturing a tipped saw.
- the tipped saw cuts, for example, wood and wood materials, ceramic materials such as outer walls, steel materials such as pipes, and work materials of non-ferrous metal materials such as aluminum.
- the tip saw has a disk-shaped base metal and a plurality of cutting chips joined to the outer circumference of the base metal.
- the cutting tip is composed of, for example, a cemented carbide or a polycrystalline diamond (PCD) sintered body.
- the cutting tips are arranged at predetermined intervals (pitch) in the circumferential direction of the base metal.
- the cutting tip is joined to the base metal in a posture in which the rake face faces in the circumferential direction of the base metal.
- the cutting edge at the edge of the rake face of the cutting tip cuts the work material.
- a plurality of cutting tips intermittently cut the work material to form a groove in the work material. As a result, the work material can be cut with a tip saw.
- Each cutting tip receives cutting resistance from the work material when cutting the work material.
- the component of the cutting resistance in the thickness direction (lateral direction) of the base metal vibrates the tip saw in the lateral direction to generate cutting vibration.
- the exciting force is generated intermittently each time the cutting tips arranged at intervals cut the work material.
- the intermittent frequency (Hz) of the exciting force generated each time each cutting tip cuts the work material is obtained by the following formula (1).
- Intermittent frequency (Hz) ⁇ 360 x rotation speed (rpm) ⁇ / ⁇ 60 x pitch (°) ⁇
- the excitation frequency that causes the cutting vibration is often an intermittent frequency, a harmonic frequency that is an integral multiple of the intermittent frequency, or a low harmonic frequency that is an integral fraction of the intermittent frequency.
- a large cutting vibration is generated in the tip saw due to the resonance phenomenon.
- the cutting vibration of the tip saw increases, the cutting power and cutting noise increase. Further, since defects such as pattern skipping are likely to occur in the work material, the cutting quality of the work material may deteriorate.
- Japanese Patent No. 3030705 and Japanese Patent No. 6472875 disclose random pitch tipped saws.
- the size of each pitch varies. Therefore, there are variations in each intermittent frequency corresponding to each cutting tip. As a result, the vibration frequency is dispersed, and the vibration force due to the vibration frequency that matches the natural frequency of the tip saw can be suppressed.
- the excitation force due to the excitation frequency tends to be concentrated in a narrow frequency region centered on the intermittent frequency. Therefore, when the peak of the excitation frequency and the natural frequency of the tip saw match, the amplitude of the cutting vibration may increase. Therefore, we propose a tip saw that can effectively suppress cutting vibration.
- the tipped saw is used at the time of cutting.
- the tip saw has a disk-shaped base metal and a plurality of cutting tips joined to the outer periphery of the base metal.
- a circumferential pitch is formed between the plurality of cutting tips.
- the pitch includes the maximum pitch and the minimum pitch, and the ratio of the magnitude of the maximum pitch to the magnitude of the minimum pitch is three times or more.
- the intermittent frequency is inversely proportional to the pitch of the cutting tip. Therefore, the ratio of the maximum value and the minimum value of the intermittent frequency is also tripled or more. As a result, the excitation frequency is dispersed in a wide frequency domain. Therefore, the exciting force due to the exciting frequency that matches the natural frequency of the tip saw can be reduced. Thus, the cutting vibration of the tip saw can be effectively suppressed.
- the arrangement of the plurality of cutting tips is rotationally asymmetric with respect to the rotation axis passing through the disk-shaped center of the base metal.
- the rotational asymmetry indicates a property that the same shape cannot be obtained unless it is rotated by 360 ° when rotating about the rotation axis. Therefore, the aperiodicity of the intermittent frequency becomes large. Therefore, it is easier to disperse the excitation frequency. As a result, the excitation force due to the excitation frequency can be further dispersed and reduced.
- the plurality of cutting tips include a first tip and a second tip constituting a pitch.
- the first chip and the second chip are joined to the first blade and the second blade, respectively, which protrude outward in the radial direction from the main body of the base metal.
- a dummy blade that protrudes outward in the radial direction from the main body of the base metal and to which the cutting tip is not joined is provided. Insertion recesses are formed between the dummy blade and the first blade, and between the dummy blade and the second blade, into which a feed rod used for polishing the cutting tip is inserted.
- the cutting tip is polished, for example, by bringing a rotating grindstone close to the polishing position.
- the plurality of cutting tips are sequentially sent to the polishing position by rotating the base metal at a predetermined angle.
- the feed rod is inserted into the insertion recess of the base metal and moved along the circumferential direction of the base metal.
- the base metal rotates by a predetermined angle. Therefore, by providing the insertion recesses between the predetermined pitches, the base metal can be rotated by the feed rod at an angle smaller than the maximum value of the pitch. As a result, the cutting tip can be polished smoothly and efficiently.
- the tip saw has a disk-shaped base metal and a plurality of cutting tips joined to the outer periphery of the base metal.
- a circumferential pitch is formed between the plurality of cutting tips. Includes first pitch, second pitch and third pitch in which the pitch ratio is relatively prime.
- the intermittent frequency is inversely proportional to the pitch of the cutting tip. Therefore, each intermittent frequency is dispersed by pitches of at least three magnitudes. Moreover, the ratio of each intermittent frequency is relatively prime. When harmonics of different intermittent frequencies overlap, it is a case where the frequencies are common multiples of each other.
- the common multiple of intermittent frequencies, which are relatively prime, is a very large frequency. Since cutting vibration at a large frequency is unlikely to occur, cutting vibration of the tip saw can be suppressed.
- the tip saw has a plurality of tip sets composed of a plurality of adjacent cutting tips arranged at a pitch including the first pitch, the second pitch, and the third pitch. Therefore, each intermittent frequency is dispersed by a combination of pitches of at least three magnitudes that are relatively prime. Further, the tip saw is easily formed by repeatedly holding the tip set. Further, in a tip saw having many cutting tips, if all pitches are set in a relatively prime relationship, the difference between the pitches tends to be small. Therefore, by allowing the chip set to be repeated, the difference between the pitches, which are relatively prime, can be made larger than a predetermined value. As a result, the exciting force due to the exciting frequency that matches the natural frequency of the tip saw can be reduced.
- the difference in size between the first pitch, the second pitch, and the third pitch is (10 / number of cutting chips) ° or more. Therefore, it is possible to provide a difference of a predetermined value or more in the magnitude of each intermittent frequency. Therefore, it is possible to prevent the intermittent frequencies from approaching each other. As a result, the exciting force due to the exciting frequency that matches the natural frequency of the tip saw can be reduced.
- Each pitch is determined so that the ratio of each pitch in the circumferential direction between the plurality of cutting tips connected to the disk-shaped base metal includes at least three relatively prime integers.
- a plurality of cutting tips are joined to the outer circumference of the base metal at each pitch.
- the intermittent frequency is inversely proportional to the pitch of the cutting tip. Therefore, each intermittent frequency is dispersed by pitches of at least three magnitudes.
- the ratio of each intermittent frequency is relatively prime. When harmonics of different intermittent frequencies overlap, it is a case where the frequencies are common multiples of each other.
- the common multiple of intermittent frequencies, which are relatively prime is a very large frequency. Since cutting vibration at a large frequency is unlikely to occur, cutting vibration of the tip saw can be suppressed.
- the tip saw 1 has a disk-shaped base metal 2 and a plurality of cutting tips 10 joined to the outer periphery of the base metal 2.
- the tip saw 1 is not a structure in which a plurality of base metal 2s are joined, for example, but is used alone at the time of cutting.
- the tip saw 1 is rotatably attached to a cutting tool such as a rechargeable battery type electric circular saw or a stationary type tip saw cutting machine. The tip saw 1 rotates the base metal 2 to form a groove in the work material with each cutting tip 10, and finally cuts the work material.
- the work material is, for example, wood and wood-based materials, resin-based materials, composite materials, or ceramic-based materials such as siding boards.
- the work material is a steel material such as carbon steel, general structural rolled steel, chrome molybdenum steel, stainless steel, cast iron, or a non-ferrous metal such as aluminum and aluminum alloy, copper and copper alloy.
- a substantially circular mounting hole 3 penetrating in the plate thickness direction of the base metal 2 is provided at the center of the base metal 2.
- the rotating shaft of the cutting tool is inserted into the mounting hole 3, and the tip saw 1 is mounted on the cutting tool.
- the tip saw 1 rotates clockwise in FIG. 1 with the center 2a of the base metal 2 as the center.
- a plurality of projecting portions 4 and 7 projecting outward in the radial direction of the base metal 2 are provided on the peripheral edge of the base metal 2 at predetermined intervals.
- the protruding portion 4 has a tip sheet 6 notched in a rectangular shape at the front end portion of the tip saw 1 in the rotation direction.
- the cutting tip 10 is joined to the tip sheet 6.
- the protrusion (dummy blade) 7 is provided between the protrusion (first blade) 4a and the protrusion (second blade) 4b.
- a cutting tip (first tip) 10d and a cutting tip (second tip) 10e are joined to the first blade 4a and the second blade 4b, respectively.
- the dummy blade body 7 projects outward in the radial direction of the base metal 2 without having the chip sheet 6. Therefore, the cutting tip 10 is not joined to the dummy blade body 7.
- a tooth chamber (insertion recess) 5 recessed in the circumferential direction is formed between the protrusions 4 and 7.
- the tooth chamber 5 is provided between the adjacent protrusions 4, between the adjacent first blade 4a and the dummy blade 7, or between the adjacent second blade 4b and the dummy blade 7.
- the tooth chambers 5 are provided at intervals of predetermined angles in the circumferential direction of the base metal 2.
- a plurality of external slits 8 extending inward in the radial direction of the base metal 2 from the tooth chamber 5 are provided on the disk surface of the base metal 2.
- the external slit 8 may not be provided.
- An internal slit may be provided in addition to or in place of the external slit 8. Both ends of the internal slit are located in the central region of the base metal 2, and are not open to, for example, the tooth chamber 5.
- the cutting tip 10 has a rake face 10a in front of the tip saw 1 in the rotation direction.
- the cutting tip 10 has a flank surface 10b outward in the radial direction of the base metal 2.
- the cutting edge 10c is formed at the intersection of the rake face 10a and the flank surface 10b.
- Each cutting edge 10c is set to the same height in the radial direction.
- Each cutting tip 10 is arranged with a pitch 11 in the circumferential direction.
- the pitch 11 is an angle in the circumferential direction about the center 2a (see FIG. 1) of the base metal 2.
- the pitch 11 is an angle between adjacent virtual lines, for example, assuming a virtual line passing through the center 2a and the cutting edge 10c of each cutting tip 10.
- the outer diameter of the tip saw 1 is, for example, 50 to 200 mm. In the tip saw 1 having an outer diameter of 125 mm, 1 ° of the pitch corresponds to a length of 1.09 mm in the circumferential direction.
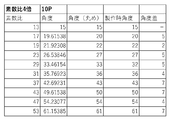
- the tip saw 1 has 10 pitches 11a to 11j between each of the 10 cutting tips 10.
- the pitches 11a to 11j are set, for example, at the manufacturing angle shown in FIG.
- the pitches 11a to 11j have a ratio of 13:53:17:47: 19: 43: 23: 37: 29: 31 in order from the pitch 11a toward the front in the rotation direction of the tip saw 1. That is, the pitches 11a to 11j are relatively prime to each other.
- the ratio (pitch ratio) between the maximum pitch 11b and the minimum pitch 11a is 53:13, which is approximately 4 times, for example, 3 to 5 times.
- the minimum value of the difference between the pitches 11a to 11j is 2 °.
- the pitches shown in FIGS. 3, 5 to 11 are arranged in the order of their sizes, and do not indicate the order of arrangement in the circumferential direction.
- the tip saw 1 has three or more cutting tips 10 arranged in the circumferential direction of the base metal 2 and a tip group 12 having three or more different pitches 11.
- the chip group 12 is composed of, for example, pitches 11a, 11b, 11c and three cutting chips 10 located at the rear end or the front end of each pitch 11a, 11b, 11c in the rotation direction.
- the pitches 11a, 11b, 11c of the chip group 12 and the three cutting chips 10 are alternately arranged in the circumferential direction of the base metal 2. Since the sizes of the pitches 11a to 11j are all different, the tip saw 1 has a shape that does not have the tip group 12 repeatedly.
- the chip group 12 may be composed of, for example, another three pitches alternately arranged in the circumferential direction of the base metal 2 and the other three cutting chips 10.
- the chip group 12 may be composed of four or more pitches and the same number of cutting chips 10 as the pitches.
- the ratios of pitches 11a to 11j are set in a relatively prime relationship.
- the angle (°) obtained by allocating 360 ° of the entire circumference of the base metal 2 at each ratio of pitches 11a to 11j is obtained.
- the total of the rounded angles is 360 °
- the rounded angles are set as the manufacturing angles. If the sum of the rounded angles is greater than 360 °, one or more pitches 11 are rounded down by 1 ° to a sum of 360 °.
- the sum of the rounded angles is less than 360 °, one or more pitches 11 are rounded up by 1 ° to a sum of 360 °.
- the total of the rounded angles is 361 °. Therefore, the pitch of 33 ° is devalued by 1 ° and 32 ° is set as the manufacturing angle. As a result, the total of the pitches 11a to 11j becomes 360 °.
- the rounding process is performed so that it becomes an integer, the digit may be changed and the rounding process may be performed after the decimal point.
- a protrusion 4 is provided on the outer periphery of the base metal 2 based on the size of each pitch 11.
- a chip sheet 6 is provided at the front end of each protrusion 4 in the rotation direction.
- the cutting tip 10 is joined to each tip sheet 6.
- a dummy blade body 7 projecting outward in the radial direction is formed between the adjacent projecting portions 4.
- a dummy blade 7 is formed between the first blade 4a and the second blade 4b at both ends of the pitch 11b, which is the maximum value.
- the tooth chamber 5 is formed between the first blade body 4a and the dummy blade body 7, and between the second blade body 4b and the dummy blade body 7.
- the maximum amplitude of the tip saw 1 can be suppressed by more than half as compared with the conventional case by setting the pitch ratio to 3 times or more.
- the pitch ratio is excessive, the maximum amplitude can be suppressed more, but the excessive pitch ratio may have an adverse effect.
- one pitch is larger than the other pitch.
- the insert after a large pitch cuts the work material with a large thickness. In this case, a large cutting resistance is applied to the chip as compared with other chips. Therefore, it is considered that the pitch ratio capable of effectively suppressing the maximum amplitude is 3 times or more, more preferably 5 times or less.
- FIG. 5 shows Experimental Example 1 of pitches 11a to 11j (see FIG. 1).
- the pitches 11a to 11j of Experimental Example 1 are relatively prime to each other.
- the pitch ratio is 127:43, which is approximately three times.
- the angle (°) obtained by rounding off the second decimal place of the angle (°) in which 360 ° of the entire circumference of the base metal 2 is allocated at each ratio is obtained. Since the total of the rounded angles is 360.2 °, the pitches of 29.1 ° and 34.3 ° are rounded down by 0.1 ° and set to 29 ° and 34.2 °, respectively.
- the minimum value of the difference between the pitches 11a to 11j is 2.6 °.
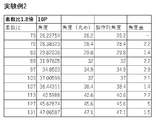
- FIG. 6 shows Experimental Example 2 with pitches 11a to 11j (see FIG. 1).
- the pitches 11a to 11j of Experimental Example 2 are relatively prime to each other.
- the pitch ratio is 131: 73, which is approximately 1.8 times.
- the angle (°) obtained by rounding off the second decimal place of the angle (°) in which 360 ° of the entire circumference of the base metal 2 is allocated at each ratio is obtained. Since the total of the rounded angles is 360 °, the rounded angles are set as the manufacturing angles.
- the minimum value of the difference between the pitches 11a to 11j is 1.4 °, which is smaller than the experimental examples shown in FIGS. 3 and 5.
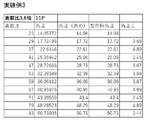
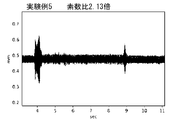
- FIGS. 7 to 11 show experimental examples 3 to 7 of pitch 11 (see FIG. 1), respectively.
- the tip saws of Experimental Examples 3 to 7 have 11 cutting tips 10 and 11 pitches 11.
- the pitch 11 is relatively prime to all blades.
- the angle (°) obtained by rounding off the third decimal place of the angle (°) in which 360 ° of the entire circumference of the base metal 2 is allocated at each ratio is obtained.
- the rounded angles are set as the manufacturing angles.
- the total of the rounded angles is larger than 360 ° as in Experimental Example 6, one or more pitches 11 are rounded down by 0.01 ° to make the total 360 °.
- the pitch 11 of Experimental Example 3 has a pitch ratio of 83:23, which is approximately 3.6 times.
- the minimum value of the difference between the pitches 11 is 2.44 °.
- the pitch 11 of Experimental Example 4 has a pitch ratio of 89:29, which is approximately 3.06 times.
- the minimum value of the difference between the pitches 11 is 2.19 °.
- the pitch 11 of Experimental Example 5 has a pitch ratio of 113:53, which is approximately 2.13 times.
- the minimum value of the difference between the pitches 11 is 1.56 °.
- the pitch 11 of Experimental Example 6 has a pitch ratio of 197: 127, which is approximately 1.55 times.
- the minimum value of the difference between the pitches 11 is 0.81 °. As shown in FIG. 11, the pitch 11 of Experimental Example 7 has a pitch ratio of 457: 383, which is approximately 1.19 times. The minimum value of the difference between the pitches 11 is 0.31 °. As described above, as the pitch ratio becomes smaller, the minimum value of the difference between the pitches 11 tends to become smaller.
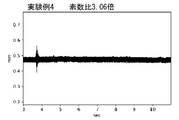
- the cutting vibration when cutting the work material was measured for the random pitch tip saws of Experimental Examples 3 to 7.
- the amplitude of the cutting vibration tends to be suppressed as the pitch ratio increases.
- the amplitude of cutting vibration was suppressed to be small.
- the cutting vibration of the tip saw of Experimental Example 4 shown in FIG. 13 has an amplitude of approximately 10 to 30% of the cutting vibration of the tip saw of Experimental Example 7 shown in FIG.
- the cutting vibration during cutting was substantially constant except at the start of cutting.
- FIG. 18 shows the relationship between the intermittent frequency and the exciting force of each tip saw having a different pitch.
- the equipitch tip saw shown in FIG. 18 has a plurality of cutting tips 10 arranged at a pitch 41 of the same size as schematically shown in FIG.
- the random pitch tip saw shown in FIG. 18 has a pitch 42 having a ratio of 1: 2 and a plurality of cutting tips 10 alternately arranged in the circumferential direction at a pitch 43 as schematically shown in FIG.
- the randomly pitched tip saws shown in FIG. 18 have a plurality of cutting tips 10 arranged at pitches 11a to 11c and 11h to 11j having sizes relatively prime to each other as schematically shown in FIG. Has.
- the random pitch which is relatively prime for all blades, has a relatively prime relationship no matter which two pitches are selected.
- Each of the three types of tip saws has 10 cutting tips 10 (see FIG. 1) and is used at a rotation speed of 6000 rpm.
- the intermittent frequency of each tip saw shown in FIG. 18 has an inverse proportional relationship with each pitch (°) as referred to the equation (1).
- the equipitch tip saw is concentrated in a narrow frequency region centered on 1000 Hz and has a large excitation force at intermittent frequencies.
- the intermittent frequencies of a random pitch tip saw with a ratio of 1: 2 have peaks in each of the two narrow frequency regions, centered on the 2: 1 ratio of 1000 Hz and 500 Hz.
- the first peak centered at 1000 Hz is, for example, approximately three-quarters of the maximum exciting force of a tipped saw having an equal pitch.
- the first peak centered at 500 Hz is, for example, approximately half of the maximum exciting force of a tipped saw having an equal pitch.
- Each intermittent frequency corresponding to the random pitch of all blades relatively prime is dispersed in a wide frequency range. For example, it is dispersed with a relatively wide width of 250 Hz in the front and rear around 1000 Hz. As a result, the maximum excitation force of the intermittent frequency is suppressed to, for example, one-fourth or less of the maximum excitation force of the tip saw having an equal pitch.
- the peak of each intermittent frequency seen at 100 Hz on the left side in FIG. 18 corresponds to the rotation speed of the tip saw of 6000 rpm.
- the intermittent frequency of each tip saw shown in FIG. 18 has a proportional relationship with the rotation speed of the tip saw as referred to the equation (1). Therefore, when the rotation speed of the tip saw is increased, the peak of the intermittent frequency moves to a high frequency region.
- the natural frequency of the tip saw also correlates with the rotation speed of the tip saw. For example, by increasing the rotation speed of the tip saw, the natural frequency of the tip saw moves to a high frequency region.
- the intermittent frequency the amount of movement due to the change in the rotation speed of the tip saw is larger than the natural frequency of the tip saw. Therefore, when changing the rotation speed of the tip saw, the intermittent frequency and the natural frequency of the tip saw may match.
- the cutting vibration increases corresponding to the exciting force of the intermittent frequency that matches the natural frequency of the tip saw. Therefore, in a random pitch tip saw in which all blades are relatively prime, the frequency range in which the intermittent frequency and the natural frequency of the tip saw can match is wide. On the other hand, the exciting force of the intermittent frequency that matches the natural frequency of the tip saw can be suppressed to, for example, one-fourth or less of that of a tip saw having an equal pitch. As a result, cutting vibration can be suppressed to a small extent.
- the cutting vibration of the tipped saw having an equal pitch was measured under the same conditions as in Experimental Examples 3 to 7 shown in FIGS. 12 to 16.
- the cutting vibration of the tipped saw of equal pitch tends to have a larger amplitude than that of the tipped saw of Experimental Example 6 shown in FIG. 15, and tends to be suppressed more than that of the tipped saw of Experimental Example 7 shown in FIG. It is considered that this is because the amount of coincidence between the intermittent frequency concentrated in the narrow frequency region of the tipped saw having an equal pitch and the natural frequency of the tipped saw was small.
- the peak of the exciting force at the intermittent frequency and the natural frequency of the tip saw can easily match. Therefore, the amplitude of the cutting vibration of the tipped saw having an equal pitch can be easily increased depending on the rotation speed of the tipped saw, as compared with the tipped saw of Experimental Example 7, for example.
- the base metal 2 is created in step 01 shown in FIG. 21 (hereinafter, abbreviated as ST) 01.
- the base metal 2 is formed with a protruding portion 4 having a chip sheet 6 and a dummy blade body 7 not provided with the chip sheet 6.
- the cutting tip 10 is joined to the tip sheet 6 of the base metal 2 (ST02 in FIG. 21).
- the base metal 2 is set in the polishing apparatus so that the base metal 2 rotates around the center 2a (see FIG. 1) (ST03).
- the cutting tips 10 of the tip saw 1 set in the polishing device are sequentially polished (ST04).
- the feed rod 30 enters the tooth chamber 5 from the side of the base metal 2 (ST05).
- the feed rod 30 is moved in the direction opposite to the rotation direction of the tip saw 1 (downward in FIG. 20) by a predetermined distance.
- the tip saw 1 rotates about a center 2a (see FIG. 1) by a predetermined angle.
- the feed rod 30 feeds the cutting tip 10 to the polishing position (ST06).
- the feed rod 30 separates from the tooth chamber 5 in the thickness direction of the base metal 2 (ST07). Therefore, the feed rod 30 moves to the initial position (ST08).
- the grindstone 31 is rotated to bring it closer to the cutting tip 10 at the polishing position. As a result, the grindstone 31 polishes the cutting tip 10 (ST09). The grindstone 31 polishes the rake face 10a and / or the flank surface 10b of the cutting tip 10.
- the feed rod 30 enters the tooth chamber 5 in front of the cutting tip 10 for which the polishing work has been completed (ST05). The feed rod 30 feeds each cutting tip 10 to the polishing position in order. As a result, the polishing process is performed until the polishing of all the cutting tips 10 is completed.
- the polishing process of the cutting tip 10 is completed (ST10), the production of the tip saw 1 is completed.
- the pitch ratio between the maximum value and the minimum value is, for example, four times. Therefore, when the base metal 2 is to be rotated by the feed rod 30 (see FIG. 21) according to each pitch 11, it is necessary to change the rotation angle of the base metal 2 for each polishing process.
- the tooth chambers 5 are provided at intervals of a predetermined angle in the circumferential direction of the base metal 2.
- the feed rod 30 is moved from the outside in the axial direction into the outer space of each of the tooth chambers 5 or the protrusions 4 and 7 where there is no cutting tip. Subsequently, the feed rod 30 is rotated by a predetermined amount (for example, at intervals of the same angle) in the circumferential direction.
- the feed rod 30 that has entered the tooth chamber 5 or the space hits the wall surface or the tip of the tooth chamber 5 and pushes the tip saw 1 in the circumferential direction.
- the base metal 2 can be rotated, and all the cutting tips 10 can be polished.
- the feed rod 30 is rotated in the circumferential direction at regular intervals of 36 ° or more and less than 40 °.
- the feed rod 30 is retracted outward in the axial direction, and the feed rod 30 is moved in the circumferential direction to return to the original position. Subsequently, the feed rod 30 is re-entered from the outside in the axial direction into the outer space of each of the tooth chambers 5 or the protrusions 4 and 7 where there is no cutting tip. Then, the feed rod 30 is rotated in the circumferential direction. By repeating these operations, the tip saw 1 can be rotated, and all the cutting tips 10 can be polished.
- the feed rod 30 is made to enter the tooth chamber 5 in front of the dummy blade 7 in the rotation direction without performing ST09 (see FIG. 21) (see FIG. 21).
- ST05 the grindstone 31 is rotated (idle) in front of the dummy blade 7 in the same manner as in the case of polishing the cutting tip 10.
- the polishing process of the cutting tip 10 can be smoothly performed.
- the tip saw 1 is used at the time of cutting.
- the tip saw 1 has a disk-shaped base metal 2 and a plurality of cutting tips 10 joined to the outer periphery of the base metal 2.
- the pitch 11 of the plurality of cutting tips 10 has a plurality of different sizes.
- the ratio of the maximum pitch 11b to the minimum pitch 11a is three times or more.
- the intermittent frequency is inversely proportional to the pitch 11 of the cutting tip 10. Therefore, the ratio of the maximum value and the minimum value of the intermittent frequency is also tripled or more. As a result, the excitation frequency is dispersed in a wide frequency domain. Therefore, the exciting force due to the exciting frequency that matches the natural frequency of the tip saw 1 can be reduced. Thus, the cutting vibration of the tip saw 1 can be effectively suppressed.
- the arrangement of the pitches 11 is rotationally asymmetric with respect to the rotation axis passing through the disk-shaped center 2a of the base metal 2. Therefore, the aperiodicity of the intermittent frequency becomes large. Therefore, it is easier to disperse the excitation frequency. As a result, the excitation force due to the excitation frequency can be further dispersed and reduced.
- the plurality of cutting tips 10 include the first tip 10d and the second tip 10e constituting the pitch 11b.
- the first chip 10d and the second chip 10e are joined to the first blade 4a and the second blade 4b, which project radially outward from the main body of the base metal 2, respectively.
- a dummy blade 7 is provided between the first blade 4a and the second blade 4b, which protrudes outward in the radial direction from the main body of the base metal 2 and to which the cutting tip 10 is not joined.
- a feed rod 30 (see FIG. 20) used for polishing the cutting tip 10 is provided between the dummy blade 7 and the first blade 4a and between the dummy blade 7 and the second blade 4b, respectively.
- the tooth chamber 5 to be inserted is formed.
- the cutting tip 10 is polished, for example, by bringing the rotating grindstone 31 (see FIG. 20) close to the polishing position.
- the plurality of cutting tips 10 are sequentially sent to the polishing position by rotating the base metal 2 at a predetermined angle.
- the feed rod 30 is inserted into the tooth chamber 5 of the base metal 2 and moved along the circumferential direction of the base metal 2.
- the base metal 2 rotates by a predetermined angle. Therefore, by providing the tooth chamber 5 between the pitches 11b, the base metal 2 can be rotated by the feed rod 30 at an angle smaller than the maximum value of the pitch 11b. As a result, the cutting tip 10 can be polished smoothly and efficiently.
- the tip saw 1 has a disk-shaped base metal 2 and a plurality of cutting tips 10 joined to the outer periphery of the base metal 2.
- the pitch 11 of the plurality of cutting tips 10 has at least three sizes.
- the ratios of pitches 11 of at least three magnitudes are relatively prime to each other.
- the intermittent frequency is inversely proportional to the pitch 11 of the cutting tip 10. Therefore, each intermittent frequency is dispersed by pitch 11 having at least three sizes. Moreover, the ratio of each intermittent frequency is relatively prime. When harmonics of different intermittent frequencies overlap, it is a case where the frequencies are common multiples of each other.
- the common multiple of intermittent frequencies, which are relatively prime, is a very large frequency. Since cutting vibration at a large frequency is unlikely to occur, cutting vibration of the tip saw 1 can be suppressed.
- the difference between at least three pitches 11a to 11j having different sizes is 1 ° or more, which is (10 / number of a plurality of cutting tips 10) ° or more. Therefore, it is possible to provide a difference of a predetermined value or more in the magnitude of each intermittent frequency. Therefore, it is possible to prevent the intermittent frequencies from approaching each other. As a result, the exciting force due to the exciting frequency that matches the natural frequency of the tip saw 1 can be reduced.
- the ratio of each pitch 11 in the plurality of cutting tips 10 connected to the disk-shaped base metal 2 is set to be an integer including at least three relatively prime integers. Then, each pitch 11 is obtained. Next, at each pitch 11, a plurality of cutting tips 10 are joined to the outer periphery of the base metal 2.
- the intermittent frequency has an inversely proportional relationship with the pitch 11 of the cutting tip 10. Therefore, each intermittent frequency is dispersed by pitch 11 having at least three sizes.
- the ratio of each intermittent frequency is relatively prime. When harmonics of different intermittent frequencies overlap, they are frequencies that are common multiples of each other.
- the common multiple of intermittent frequencies, which are relatively prime is a very large frequency. Since cutting vibration at a large frequency is unlikely to occur, cutting vibration of the tip saw 1 can be suppressed.
- the tip saw 20 shown in FIG. 22 has 40 cutting tips 10 in place of the 10 cutting tips 10 of the tip saw 1 shown in FIG.
- the 40 cutting chips 10 are joined to the chip sheet 6 of the protruding portion 4 with a predetermined pitch 22 in the circumferential direction.
- a plurality of meandering damping slits 21 are provided on the disk surface of the base metal 2.
- a plurality of external slits 24 extending inward in the radial direction from the tooth chamber 5 are provided on the disk surface of the base metal 2. Only one of the vibration damping slit 21 and the external slit 24 may be provided, and neither of them may be provided.
- the tip saw 20 has a tip set 23 including 10 cutting tips 10 arranged in the circumferential direction of the base metal 2 and 10 pitches 22a to 22j.
- the cutting tips 10 and the pitches 22 constituting the tip set 23 are alternately arranged in the circumferential direction of the base metal 2.
- the tip saw 20 has a repeating tip set 23.
- the tip saw 20 has four sets of tips 23.
- the pitches 22a to 22i have a ratio of 19:59:23: 53: 29: 47: 31: 41: 37 in order from the pitch 22a toward the front in the rotation direction of the tip saw 20. be. That is, the pitches 22a to 22i are all different in size and are relatively prime. Of the pitches 22a to 22j, the pitch 22j was set to 9 ° in advance. The pitches 22a to 22i are set at angles obtained by allocating 81 °, which is obtained by subtracting 9 ° from 90 °, at their respective ratios. Each angle is rounded to the third decimal place to obtain the rounded angle. The total of the rounded angles was 81.01 °.
- the pitch of 5.5 ° was devalued by 0.01 ° to set it to 5.49 °.
- the pitch ratio between the maximum pitch 22b and the minimum pitch 22a is 59:19, which is approximately 3.1 times.
- the minimum value of the difference between the pitches 22a to 22i is 0.48 °.
- the minimum value of the difference when the pitch 22j is included in the pitches 22a to 22i is 0.16 °.
- the tip saw 20 has a plurality of tip sets 23 composed of a plurality of adjacent cutting tips 10 arranged at a pitch 22 of at least three sizes which are relatively prime. Therefore, each intermittent frequency is dispersed by a combination of pitches 22 having at least three sizes that are relatively prime. Further, the tip saw 20 can be easily formed by repeatedly holding the tip set 23. Further, in the tip saw 20 having many cutting tips 10, if all the pitches 22 are set in a relatively prime relationship, the difference between the pitches 22 tends to be small. Therefore, by allowing the chip set 23 to be repeated, the difference between the pitches 22 which are relatively prime to each other can be made larger than a predetermined value. As a result, it is possible to prevent the intermittent frequencies corresponding to each pitch 22 from approaching each other.
- the difference between the pitches 22a to 22i having at least three different sizes is 0.25 ° or more, which is (10 / number of a plurality of cutting tips 10) ° or more. Therefore, it is possible to provide a difference of a predetermined value or more in the magnitude of each intermittent frequency. Therefore, it is possible to prevent the intermittent frequencies from approaching each other. As a result, the exciting force due to the exciting frequency that matches the natural frequency of the tip saw 1 can be reduced.
- tipped saws 1 and 20 of each of the above-described embodiments may be applied to a tip saw having an outer diameter of 50 mm or less or an outer diameter of 200 mm or more.
- the number of cutting tips 10 provided on the tip saw is not limited to the number exemplified, and can be applied as long as it is 3 or more.
- An example is a tip saw 1 in which the cutting edge 10c is set to the same height. Instead of this, for example, the height of the cutting edge 10c rearward in the rotation direction of the large pitch 11 may be lowered. As a result, the cutting resistance of the cutting edge 10c having a low height can be reduced, and the cutting vibration can be further suppressed.
- a plurality of dummy blades 7 may be provided between predetermined pitches.
- pitches 11a to 11j are all relatively prime. Instead, for example, 3 to 9 pitches out of the pitches 11a to 11j may be relatively prime. Alternatively, for example, the pitches 11a to 11j may have the same size and may have at least three pitches that are relatively prime.
- An example is a tip saw 20 having a plurality of tip sets 23 including pitches 22 having at least three sizes that are relatively prime.
- a tip saw may have a plurality of tip sets including pitches of at least three sizes that are relatively prime, and may include pitches that do not match the tip sets.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Mining & Mineral Resources (AREA)
- Sawing (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180006814.4A CN114728354B (zh) | 2020-03-13 | 2021-03-03 | 圆锯片以及圆锯片的制造方法 |
| JP2022505962A JP7559046B2 (ja) | 2020-03-13 | 2021-03-03 | チップソー及びチップソーの製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020043845 | 2020-03-13 | ||
| JP2020-043845 | 2020-03-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021182213A1 true WO2021182213A1 (ja) | 2021-09-16 |
Family
ID=77671639
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/008089 WO2021182213A1 (ja) | 2020-03-13 | 2021-03-03 | チップソー及びチップソーの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7559046B2 (de) |
| CN (1) | CN114728354B (de) |
| WO (1) | WO2021182213A1 (de) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57201120A (en) * | 1981-06-01 | 1982-12-09 | Int Paper Co | Damped oscillation circular saw |
| JPH0671110U (ja) * | 1993-03-22 | 1994-10-04 | 株式会社日光製作所 | 建築用外壁板などの切断用回転刃板 |
| JP2004098273A (ja) * | 2002-07-19 | 2004-04-02 | Amada Co Ltd | 鋸刃 |
| JP2006142462A (ja) * | 2004-11-24 | 2006-06-08 | Kanefusa Corp | 回転切削工具 |
| JP2010528892A (ja) * | 2007-06-12 | 2010-08-26 | アーウィン インダストリアル トゥール カンパニー | 非一定高さの歯を有する往復動鋸刃および関連する方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4766794A (en) | 1986-08-25 | 1988-08-30 | Blake Robert A | Rotary saw blade |
| JP3030705B2 (ja) * | 1994-11-23 | 2000-04-10 | 株式会社谷テック | 丸 鋸 |
| WO2003080281A1 (en) * | 2002-03-19 | 2003-10-02 | Oldham Saw Company, Inc. | Variable tooth saw blade |
| JP2004050367A (ja) | 2002-07-23 | 2004-02-19 | Tenryu Saw Mfg Co Ltd | ディスクカッター |
| US7913601B2 (en) * | 2006-04-28 | 2011-03-29 | Simonds International Corporation | Enhanced performance saw blade toothform pattern |
| CN201030621Y (zh) * | 2006-09-26 | 2008-03-05 | 广西大学 | 多孔基体与非等弧长节块复合结构减振降噪金刚石圆锯片 |
| JP5184172B2 (ja) * | 2008-03-26 | 2013-04-17 | 株式会社アマダ | 鋸刃 |
| WO2011014523A1 (en) * | 2009-07-27 | 2011-02-03 | Irwin Industrial Tool Company | Saw blade with single level and multiple level set patterns within pitch patterns, and related method |
| DE102015004182B4 (de) * | 2015-04-02 | 2016-12-08 | Leitz Gmbh & Co. Kg | Kreissägeblatt mit Gruppenverzahnung |
| CN107530800A (zh) * | 2015-05-07 | 2018-01-02 | 兼房株式会社 | 圆锯 |
| JP3216064U (ja) * | 2018-02-19 | 2018-05-10 | 株式会社加藤研削工業 | 刃具 |
-
2021
- 2021-03-03 CN CN202180006814.4A patent/CN114728354B/zh active Active
- 2021-03-03 JP JP2022505962A patent/JP7559046B2/ja active Active
- 2021-03-03 WO PCT/JP2021/008089 patent/WO2021182213A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57201120A (en) * | 1981-06-01 | 1982-12-09 | Int Paper Co | Damped oscillation circular saw |
| JPH0671110U (ja) * | 1993-03-22 | 1994-10-04 | 株式会社日光製作所 | 建築用外壁板などの切断用回転刃板 |
| JP2004098273A (ja) * | 2002-07-19 | 2004-04-02 | Amada Co Ltd | 鋸刃 |
| JP2006142462A (ja) * | 2004-11-24 | 2006-06-08 | Kanefusa Corp | 回転切削工具 |
| JP2010528892A (ja) * | 2007-06-12 | 2010-08-26 | アーウィン インダストリアル トゥール カンパニー | 非一定高さの歯を有する往復動鋸刃および関連する方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114728354B (zh) | 2024-07-23 |
| JPWO2021182213A1 (de) | 2021-09-16 |
| CN114728354A (zh) | 2022-07-08 |
| JP7559046B2 (ja) | 2024-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2010143595A1 (ja) | 穴あけ工具 | |
| KR20150143547A (ko) | 원통형 기어의 스카이빙 | |
| KR20080087145A (ko) | 회전동작 절단 공구 | |
| JP2006198767A (ja) | フライス工具 | |
| JP6309158B2 (ja) | インサート式工具及びスレッドミル | |
| WO2021182213A1 (ja) | チップソー及びチップソーの製造方法 | |
| JP2017164841A (ja) | 切削工具および切削方法 | |
| JP6755550B2 (ja) | 研削砥石及びその製造方法 | |
| JP5946984B1 (ja) | 溝部の加工方法 | |
| CN114535677A (zh) | 一种带表面微织构的变螺旋不等齿距立铣刀 | |
| US20240009745A1 (en) | Tool and Method for Chip-Removing Deburring and/or Chamfering of a Workpiece Toothing Comprising a Plurality of Workpiece Teeth | |
| JPH01127214A (ja) | 荒削りエンドミル | |
| JP5582386B2 (ja) | チップソー及びその製造方法 | |
| JPS5924909A (ja) | 正面フライスカツタ− | |
| WO2016203521A1 (ja) | リーマ | |
| JP6967516B2 (ja) | エンドミル | |
| JPH0631533A (ja) | 歯車形の仕上げ加工用工具を創成する方法および歯車形の工具 | |
| JP2004195699A (ja) | 穴加工用複合工具 | |
| CN111975075A (zh) | 一种不等齿变后角立铣刀 | |
| JPH11156714A (ja) | ダイヤモンドロータリードレッサ及びその製造方法 | |
| JP2008119819A (ja) | 凹部入り砥石の製造方法 | |
| JP5468110B2 (ja) | 凹部入り砥石の製造方法 | |
| JP2019018251A (ja) | ホブカッタ | |
| JP2017205998A (ja) | チップソー | |
| JP2009262317A (ja) | エンドミルとその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21768842 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022505962 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21768842 Country of ref document: EP Kind code of ref document: A1 |