WO2021166698A1 - 内部離型剤含有繊維強化複合成形品 - Google Patents
内部離型剤含有繊維強化複合成形品 Download PDFInfo
- Publication number
- WO2021166698A1 WO2021166698A1 PCT/JP2021/004415 JP2021004415W WO2021166698A1 WO 2021166698 A1 WO2021166698 A1 WO 2021166698A1 JP 2021004415 W JP2021004415 W JP 2021004415W WO 2021166698 A1 WO2021166698 A1 WO 2021166698A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- molded product
- reinforced composite
- release agent
- composite molded
- Prior art date
Links
- 239000003733 fiber-reinforced composite Substances 0.000 title claims abstract description 54
- 239000006082 mold release agent Substances 0.000 claims abstract description 60
- 239000003822 epoxy resin Substances 0.000 claims abstract description 57
- 229920000647 polyepoxide Polymers 0.000 claims abstract description 57
- 150000002500 ions Chemical class 0.000 claims abstract description 50
- 229920002545 silicone oil Polymers 0.000 claims abstract description 40
- 239000012634 fragment Substances 0.000 claims abstract description 37
- 239000012783 reinforcing fiber Substances 0.000 claims abstract description 17
- 239000000853 adhesive Substances 0.000 claims description 25
- 230000001070 adhesive effect Effects 0.000 claims description 25
- 125000000524 functional group Chemical group 0.000 claims description 22
- 238000005238 degreasing Methods 0.000 claims description 9
- 238000004458 analytical method Methods 0.000 claims description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 5
- 229920005989 resin Polymers 0.000 abstract description 79
- 239000011347 resin Substances 0.000 abstract description 79
- 238000000465 moulding Methods 0.000 abstract description 59
- 230000001747 exhibiting effect Effects 0.000 abstract description 11
- 238000005011 time of flight secondary ion mass spectroscopy Methods 0.000 abstract description 10
- 238000004381 surface treatment Methods 0.000 abstract description 4
- 238000002042 time-of-flight secondary ion mass spectrometry Methods 0.000 abstract description 3
- 239000000047 product Substances 0.000 description 103
- 239000003795 chemical substances by application Substances 0.000 description 59
- 239000000463 material Substances 0.000 description 40
- 238000000034 method Methods 0.000 description 33
- 239000002184 metal Substances 0.000 description 31
- 229910052751 metal Inorganic materials 0.000 description 31
- 239000011342 resin composition Substances 0.000 description 28
- 238000001723 curing Methods 0.000 description 22
- 239000000203 mixture Substances 0.000 description 17
- 239000000835 fiber Substances 0.000 description 15
- 238000011156 evaluation Methods 0.000 description 14
- 238000012360 testing method Methods 0.000 description 14
- 229920001296 polysiloxane Polymers 0.000 description 12
- 239000011159 matrix material Substances 0.000 description 11
- 238000009472 formulation Methods 0.000 description 10
- -1 isocyanate compound Chemical class 0.000 description 10
- 238000011282 treatment Methods 0.000 description 10
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 9
- 230000000694 effects Effects 0.000 description 9
- 239000003677 Sheet moulding compound Substances 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 7
- 239000012948 isocyanate Substances 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- 229920000049 Carbon (fiber) Polymers 0.000 description 6
- 230000000740 bleeding effect Effects 0.000 description 6
- 239000004917 carbon fiber Substances 0.000 description 6
- 239000003973 paint Substances 0.000 description 6
- 238000002360 preparation method Methods 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000003756 stirring Methods 0.000 description 5
- 125000003396 thiol group Chemical class [H]S* 0.000 description 5
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical group OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 4
- 125000003277 amino group Chemical group 0.000 description 4
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 4
- 238000007796 conventional method Methods 0.000 description 4
- 238000012937 correction Methods 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 125000003700 epoxy group Chemical group 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 230000009257 reactivity Effects 0.000 description 4
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 150000001412 amines Chemical class 0.000 description 3
- 239000012298 atmosphere Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 239000010408 film Substances 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 125000005641 methacryl group Chemical group 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 238000001721 transfer moulding Methods 0.000 description 3
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 150000008065 acid anhydrides Chemical class 0.000 description 2
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical compound C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 2
- 238000009730 filament winding Methods 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 150000002513 isocyanates Chemical class 0.000 description 2
- 239000004850 liquid epoxy resins (LERs) Substances 0.000 description 2
- 238000001819 mass spectrum Methods 0.000 description 2
- 239000012778 molding material Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920002379 silicone rubber Polymers 0.000 description 2
- 239000004945 silicone rubber Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- GIWQSPITLQVMSG-UHFFFAOYSA-N 1,2-dimethylimidazole Chemical compound CC1=NC=CN1C GIWQSPITLQVMSG-UHFFFAOYSA-N 0.000 description 1
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 1
- NWIVYGKSHSJHEF-UHFFFAOYSA-N 4-[(4-amino-3,5-diethylphenyl)methyl]-2,6-diethylaniline Chemical compound CCC1=C(N)C(CC)=CC(CC=2C=C(CC)C(N)=C(CC)C=2)=C1 NWIVYGKSHSJHEF-UHFFFAOYSA-N 0.000 description 1
- FLNVGZMDLLIECD-UHFFFAOYSA-N 4-[(4-amino-3-methyl-5-propan-2-ylphenyl)methyl]-2-methyl-6-propan-2-ylaniline Chemical compound CC1=C(N)C(C(C)C)=CC(CC=2C=C(C(N)=C(C)C=2)C(C)C)=C1 FLNVGZMDLLIECD-UHFFFAOYSA-N 0.000 description 1
- ORTNTAAZJSNACP-UHFFFAOYSA-N 6-(oxiran-2-ylmethoxy)hexan-1-ol Chemical compound OCCCCCCOCC1CO1 ORTNTAAZJSNACP-UHFFFAOYSA-N 0.000 description 1
- 229920003319 Araldite® Polymers 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 241001465754 Metazoa Species 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 239000004844 aliphatic epoxy resin Substances 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical class [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- 239000012164 animal wax Substances 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- 235000010290 biphenyl Nutrition 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- 239000003484 crystal nucleating agent Substances 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 239000002781 deodorant agent Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- KPUWHANPEXNPJT-UHFFFAOYSA-N disiloxane Chemical class [SiH3]O[SiH3] KPUWHANPEXNPJT-UHFFFAOYSA-N 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000013007 heat curing Methods 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000000077 insect repellent Substances 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000004949 mass spectrometry Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- VULHYRAYXYTONQ-UHFFFAOYSA-N n-phenylmethanimine Chemical compound C=NC1=CC=CC=C1 VULHYRAYXYTONQ-UHFFFAOYSA-N 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- AFEQENGXSMURHA-UHFFFAOYSA-N oxiran-2-ylmethanamine Chemical compound NCC1CO1 AFEQENGXSMURHA-UHFFFAOYSA-N 0.000 description 1
- 238000007591 painting process Methods 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- ACVYVLVWPXVTIT-UHFFFAOYSA-N phosphinic acid Chemical compound O[PH2]=O ACVYVLVWPXVTIT-UHFFFAOYSA-N 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000004801 process automation Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 230000001953 sensory effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 238000005211 surface analysis Methods 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 239000012178 vegetable wax Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/003—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised by the matrix material, e.g. material composition or physical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/56—Coatings, e.g. enameled or galvanised; Releasing, lubricating or separating agents
- B29C33/60—Releasing, lubricating or separating agents
- B29C33/62—Releasing, lubricating or separating agents based on polymers or oligomers
- B29C33/64—Silicone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/18—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length in the form of a mat, e.g. sheet moulding compound [SMC]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2063/00—Use of EP, i.e. epoxy resins or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/002—Panels; Plates; Sheets
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- Mathematical Physics (AREA)
- Reinforced Plastic Materials (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
強化繊維とエポキシ樹脂に、内部離型剤としてシリコーンオイルを含有して成形された成形品であって、成形品表面を飛行時間型2次イオン質量分析法によって分析した場合に検出されるフラグメントイオン強度の比A/Bが、3≦A/B≦20の関係で表されることを特徴とする繊維強化複合成形品。A:前記シリコーンオイル由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度、B:前記エポキシ樹脂由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度、である。本発明の繊維強化樹脂成形品は、少ない離型剤添加量で、かつ外部離型剤を使用しなくとも効果的に金型との離型性を発現して高い生産性と品質を達成できるとともに、サンディング処理など特別な表面処理を行わなくても他部材との高い接着性を発現できる。
Description
本発明は、繊維強化複合材料用離型剤を用いた繊維強化複合成形品に関する。
繊維強化樹脂材料は、高強度かつ高剛性であるという点から、航空機分野、自動車分野、スポーツやレジャー用途などの産業用といった幅広い分野で利用されている。このような繊維強化樹脂材料は、その用途・形状に合わせてレジントランスファー成形、オートクレーブ成形、引抜成形、圧縮成形、射出成形、フィラメントワインディング成形など様々な成形方法により成形が行われている。これらの成形法を選択した際、成形後に成形品を金型から脱型させる必要があるため、離型剤が汎用されている。
例えば、特許文献1では金型に対して離型剤(外部離型剤)を塗布(ないし噴霧)し、金型表面に離型剤成分からなる薄膜を形成することで、成形品との離型性を確保している。一方、特許文献2のように、熱硬化性樹脂からなる樹脂組成物に予め離型剤(内部離型剤)を添加し、樹脂組成物が金型内で硬化する際に、成形品表面に離型剤成分がブリードアウトすることで金型との離型性を発現させる方法も採用されている。
また、特許文献3のように、金型との離型を容易にする液状エポキシ樹脂組成物、ならびに連続成形性に優れた液状エポキシ樹脂成形材料を提供するために液状シリコーンを添加する技術や、特許文献4のようにフッ素系離型剤を用いて優れた離型性を発現できる繊維強化複合材料を提供できるとしている例もある。
一方で、特許文献1に示されるような外部離型剤を用いた成形方法では、成形を経るごとに金型表面との離型性が低下するため、金型表面に頻繁に離型剤を塗布(ないし噴霧)する必要があり、成形のコストや手間の増加につながる。特に、樹脂がエポキシ樹脂の場合、金属との接着性が強く、成形後に金型表面にバリとして樹脂が残留する場合があり、バリ除去に時間とコストを要すると共に、成形品表面品位も損なわれるおそれもある。
また、特許文献2に示されるような内部離型剤をエポキシ樹脂組成物中に添加する手法では、離型剤によっては十分な離型性を確保するために、全樹脂100質量部に対して最大で10数質量部と多量の離型剤を添加する必要がある。しかし、添加した内部離型剤の全てが、硬化時に成形品表面にブリードアウトせず、多くは成形品中に残留するため、添加量が多い場合には成形品の物理特性や機械特性の低下も懸念される。
また、特許文献3に使用されているポリエーテル、エポキシ変性の液状シリコーンはエポキシ樹脂に対しての離型性発現効果が十分ではなく、薄肉や複雑形状を基本とした産業用途での成形において、外部離型剤を使用せずに少量添加にて成形品を得ることは難しい。
さらに、特許文献4において用いられている離型剤は、プリプレグやシートモールディングコンパウンド材料のように硬化前に低温保管される材料に向けて、ブリード性を低くするために25℃以上100℃以下の融点、あるいは軟化点を持つとしている。このように常温で固体化する離型剤では、材料自体の硬度を上げてしまい、取り扱い性が落ちる原因や、成形後の機械特性を下げる原因になりかねない。また、離型性の良い状態に対しての指標がないために、外部離型剤を頻繁に塗布する必要がなくなることについて記載はあるが、外部離型剤の塗布なしに成形を実施する材料の提供には至っていない。
他方、成形した成形品の別部品(金属製あるいは繊維強化樹脂製)との接着工程や塗装工程など後加工の工程では、成形時とは全く逆に接着剤や塗料との接着性・密着性が要求される。成形品表面に形成された離型剤層が接着不良や塗装剥離の原因につながる恐れがあるため、表面の離型剤層をサンディング等で十分に除去する必要がある。この離型剤の除去は、成形品表面に形成される離型剤層が厚くなるほど、多大な時間とコストを要することにつながる。
従って、必要最低限の内部離型剤量で金型と離型できることと、より簡便な接着前処理で接着できるプロセスが求められるが、離型性と接着性という相反する特性を両立できる材料、成形品の提供には至っていない。
本発明の課題は、上記に挙げた従来技術における各種問題点に鑑み、繊維強化複合成形品の成形材料として、内部離型剤が添加されたエポキシ樹脂組成物を用いる場合において、外部離型剤を使用せず、少ない内部離型剤添加量で効果的に金型との離型性を発現して高い生産性と品質を達成するとともに、サンディング処理など特別な表面処理を行わなくても別部品との高い接着性を発現することができる繊維強化複合成形品を提供することにある。
上記課題を解決するために内部離型剤の処方ならびに接着性について、種々検討を行った結果、本発明者は以下に示す繊維強化複合成形品において、金型からの離型性が良好な一方で、サンディングを行わず簡単な脱脂処理のみで高い接着性を発現する繊維強化複合成形品、ならびにそれを他部材と接合した接合構造体を実現できることを見出した。
即ち、本発明は以下の構成を有する。
(1)強化繊維とエポキシ樹脂に、内部離型剤としてシリコーンオイルを含有して成形された繊維強化複合成形品であって、前記成形品表面を飛行時間型2次イオン質量分析法によって分析した場合に検出されるフラグメントイオン強度の比が以下の式(I)の関係で表されることを特徴とする繊維強化複合成形品。
3≦A/B≦20・・・(I)
A:前記シリコーンオイル由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度
B:前記エポキシ樹脂由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度
(2)さらに以下の式(II)を満足する、(1)に記載の繊維強化複合成形品。
3≦A/B≦5・・・(II)
(3)前記繊維強化複合成形品表面の水に対する接触角が90度以上である、(1)または(2)に記載の繊維強化複合成形品。
(4)前記シリコーンオイルが末端変性シリコーンオイルである、(1)~(3)のいずれかに記載の繊維強化複合成形品。
(5)前記シリコーンオイルの粘度が50mm2/s以上、1,000mm2/s以下である、(1)~(4)のいずれかに記載の繊維強化複合成形品。
(6)前記シリコーンオイルの官能基当量が300g/mol以上、2,000g/mol以下である、(1)~(5)のいずれかに記載の繊維強化複合成形品。
(7)前記シリコーンオイルの添加量が前記エポキシ樹脂100質量部に対して0.1質量部以上、1質量部以下である、(1)~(6)のいずれかに記載の繊維強化複合成形品。
(8)(1)~(7)のいずれかに記載の繊維強化複合成形品を接着剤により他部材と接合した接合構造体。
(9)脱脂以外の前処理を行わずに接合されている、(8)に記載の接合構造体。
(1)強化繊維とエポキシ樹脂に、内部離型剤としてシリコーンオイルを含有して成形された繊維強化複合成形品であって、前記成形品表面を飛行時間型2次イオン質量分析法によって分析した場合に検出されるフラグメントイオン強度の比が以下の式(I)の関係で表されることを特徴とする繊維強化複合成形品。
3≦A/B≦20・・・(I)
A:前記シリコーンオイル由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度
B:前記エポキシ樹脂由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度
(2)さらに以下の式(II)を満足する、(1)に記載の繊維強化複合成形品。
3≦A/B≦5・・・(II)
(3)前記繊維強化複合成形品表面の水に対する接触角が90度以上である、(1)または(2)に記載の繊維強化複合成形品。
(4)前記シリコーンオイルが末端変性シリコーンオイルである、(1)~(3)のいずれかに記載の繊維強化複合成形品。
(5)前記シリコーンオイルの粘度が50mm2/s以上、1,000mm2/s以下である、(1)~(4)のいずれかに記載の繊維強化複合成形品。
(6)前記シリコーンオイルの官能基当量が300g/mol以上、2,000g/mol以下である、(1)~(5)のいずれかに記載の繊維強化複合成形品。
(7)前記シリコーンオイルの添加量が前記エポキシ樹脂100質量部に対して0.1質量部以上、1質量部以下である、(1)~(6)のいずれかに記載の繊維強化複合成形品。
(8)(1)~(7)のいずれかに記載の繊維強化複合成形品を接着剤により他部材と接合した接合構造体。
(9)脱脂以外の前処理を行わずに接合されている、(8)に記載の接合構造体。
本発明における繊維強化樹脂成形品は、少ない離型剤添加量で、かつ外部離型剤を使用しなくとも効果的に金型との離型性を発現して高い生産性と品質を達成できるとともに、サンディング処理など特別な表面処理を行わなくても他部材との高い接着性を発現することができる。
本発明の繊維強化複合成形品は、強化繊維とエポキシ樹脂に、内部離型剤としてシリコーンオイルを含有して成形された繊維強化複合成形品であって、前記成形品表面を飛行時間型2次イオン質量分析法によって分析した場合に検出されるフラグメントイオン強度の比が以下の式(I)の関係で表されることを特徴とし、さらに好ましくは式(II)の関係を満足することを特徴とする繊維強化複合成形品である。
3≦A/B≦20・・・(I)
3≦A/B≦5・・・(II)
A:前記シリコーンオイル由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度
B:前記エポキシ樹脂由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度
3≦A/B≦20・・・(I)
3≦A/B≦5・・・(II)
A:前記シリコーンオイル由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度
B:前記エポキシ樹脂由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度
以下に、本発明について、実施の形態とともに、図面を参照しながら詳細に説明する。
(マトリックス樹脂)
本発明における繊維強化複合成形品に用いるエポキシ樹脂としては、化合物中にエポキシ基を2個以上有する化合物であれば特に限定されないが、たとえばビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールAD型エポキシ樹脂、ナフタレン型エポキシ樹脂、ビフェニル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、脂肪族エポキシ樹脂、脂環式エポキシ樹脂、前記エポキシ樹脂のプレポリマーや、ポリエーテル変性エポキシ樹脂、シリコーン変性エポキシ樹脂のような前記エポキシ樹脂と他のポリマーとの共重合体などが挙げられる。これらは単独で使用してもよく2種以上を組み合わせて使用してもよい。
(マトリックス樹脂)
本発明における繊維強化複合成形品に用いるエポキシ樹脂としては、化合物中にエポキシ基を2個以上有する化合物であれば特に限定されないが、たとえばビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールAD型エポキシ樹脂、ナフタレン型エポキシ樹脂、ビフェニル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、脂肪族エポキシ樹脂、脂環式エポキシ樹脂、前記エポキシ樹脂のプレポリマーや、ポリエーテル変性エポキシ樹脂、シリコーン変性エポキシ樹脂のような前記エポキシ樹脂と他のポリマーとの共重合体などが挙げられる。これらは単独で使用してもよく2種以上を組み合わせて使用してもよい。
また、本発明におけるエポキシ樹脂は、各種の硬化剤、たとえば酸無水物系硬化剤、アミン系硬化剤、フェノール系硬化剤、チオール系硬化剤などを使用して硬化させるのが、硬化性および硬化物特性を調整することができる点から好ましい。特に、酸無水物系硬化剤を使用する場合、一般に耐熱性、耐薬品性の向上の点から好ましく、アミン系硬化剤を使用する場合、一般に低温硬化性、高接着性の点から好ましい。
本発明におけるその他の成分として耐熱性を上げるためにイソシアネート成分を用いてもよい。イソシアネート化合物としては一分子中に平均して2個以上のイソシアネート基を有するものであれば特に限定されず、公知の脂肪族イソシアネートや芳香族イソシアネートが使用できる。ポリイソシアネート化合物等を単独あるいは2種以上混合しとて用いてもよい。
また、これらのイソシアネートを用いる際には反応性の官能基を持つ内部離型剤を添加する際に、その官能基との反応性が適度であることが望ましく、特に芳香族イソシアネートを用いる際は脂肪族イソシアネートと比較して反応性が高いため、添加したシリコーン離型剤の変性基との反応を起こしやすく、内部離型剤の添加量自体や官能基当量を増やす必要があるなど、離型性と繊維強化複合成形品の高物性発現に向けての制御が難しい反面、成形品表面において離型剤が規則的に均一に層を形成することができる。
さらに、樹脂には、要求される特性に応じて、本発明の目的を損なわない範囲で他の充填材や添加剤を含有してもよい。例えば、硬化促進剤、無機充填材、難燃剤、導電性付与剤、結晶核剤、紫外線吸収剤、酸化防止剤、制振剤、抗菌剤、防虫剤、防臭剤、着色防止剤、熱安定剤、滑材、帯電防止剤、可塑剤、着色剤、顔料、染料、発泡剤、制泡剤、カップリング剤などが挙げられる。
[強化繊維]
本発明における強化繊維は特に限定されず、炭素繊維やガラス繊維、アラミド繊維など、さらにこれらの混在した強化繊維の使用が可能である。なかでも、好ましい高い機械特性の発現やその特性の設計のし易さ等の面からは、炭素繊維を含むことが好ましい。また、繊維の形態についても、連続繊維形態、短繊維形態など適宜選択可能である。
本発明における強化繊維は特に限定されず、炭素繊維やガラス繊維、アラミド繊維など、さらにこれらの混在した強化繊維の使用が可能である。なかでも、好ましい高い機械特性の発現やその特性の設計のし易さ等の面からは、炭素繊維を含むことが好ましい。また、繊維の形態についても、連続繊維形態、短繊維形態など適宜選択可能である。
[内部離型剤]
本発明の繊維強化複合成形品に添加される内部離型剤としては、金属石鹸類、ポリエチレンワックス、カルバナワックスをはじめとする動植物ワックス、脂肪酸エステル系、シリコーン系、フッ素系非イオン界面活性剤等が挙げられるが、優れた離型性を有することからシリコーン系離型剤が好ましい。シリコーン離型剤の中でもシリコーンオイルを用いることで強化繊維への樹脂組成物の含浸性を良くすることができる。離型剤が液体であることによって強化繊維への含浸時に離型剤が繊維で漉し取られることによる偏りの発生を防ぐことができ、さらにはプリプレグやシートモールディングコンパウンドのように半硬化状態で取り扱う材料においても、半硬化材料の硬度を柔らかく保つことができる。特に、シリコーンオイルとしては、以下の式(I)あるいは(II)に代表されるようなポリシロキサンの側鎖ないし末端に官能基R1からR3を導入した反応性を有する変性シリコーンオイルがさらに好ましい。
本発明の繊維強化複合成形品に添加される内部離型剤としては、金属石鹸類、ポリエチレンワックス、カルバナワックスをはじめとする動植物ワックス、脂肪酸エステル系、シリコーン系、フッ素系非イオン界面活性剤等が挙げられるが、優れた離型性を有することからシリコーン系離型剤が好ましい。シリコーン離型剤の中でもシリコーンオイルを用いることで強化繊維への樹脂組成物の含浸性を良くすることができる。離型剤が液体であることによって強化繊維への含浸時に離型剤が繊維で漉し取られることによる偏りの発生を防ぐことができ、さらにはプリプレグやシートモールディングコンパウンドのように半硬化状態で取り扱う材料においても、半硬化材料の硬度を柔らかく保つことができる。特に、シリコーンオイルとしては、以下の式(I)あるいは(II)に代表されるようなポリシロキサンの側鎖ないし末端に官能基R1からR3を導入した反応性を有する変性シリコーンオイルがさらに好ましい。


ここで、R1、R2は、アミノ基、エポキシ基、カルボキシル基、チオール基、カルビノール基、メタクリル基、フェノール基のうちいずれかを含む官能基を表す。R3はメチル基、アミノ基、エポキシ基、カルボキシル基、チオール基、カルビノール基、メタクリル基、フェノール基である。
このような官能基Rが存在することで、成形後のマトリックス樹脂内で官能基Rがマトリックス樹脂と反応し離型剤成分がマトリックス樹脂内で固定化され、成形後の経時で離型剤成分が成形品表面にブリードアウトすることを抑制するとともに、成形品の接着工程において、接着強度の低下を抑制することができる。これはマトリックス樹脂と官能基Rによって固定化されていない場合、経時変化によって、成形品内部に残留する離型剤成分が表面側に移動し、接着剤界面や塗膜界面に脆弱層が形成されてしまうことで、これらの剥離が進行してしまうのに対し、固定化されていることで剥離抑制効果が生まれるからである。
また、同分子中2つの官能基R間、もしくは官能基Rとシロキサン鎖末端間に存在するシロキサンの長さ、構造は離型性、接着性の両方に大きく作用する。このような官能基Rの例としては、アミノ基、エポキシ基、カルボキシル基、チオール基、カルビノール基、メタクリル基、フェノール基などが挙げられ、これらの中から適宜選択可能である。なかでもチオール基、カルボキシル基変性は特にエポキシ樹脂に対する反応性がアミノ基、カルビノール基変性と比較して低いことから少量の添加で離型性を発現できるだけのブリード量が確保できる。また、エーテル、エポキシ変性と比較すると相溶性が高く、マトリックス樹脂中に良く分散することができるために成形品表面上に均一にブリードでき、良い離型性が安定して得られる。また、変性部位としては式(I)のように側鎖変性が一般的であり、樹脂や成形条件に合わせて選択が可能である。式(II)のように両末端、もしくは末端変性であれば官能基当量のバラつきが小さく、マトリックス樹脂内での挙動を制御し易いため、離型性の発現度合についてもバラつきが小さくなる。
さらに、必要最低限の添加量で金型からの脱型を実現するためには、エポキシ樹脂に対して、内部離型剤をナノ~数ミクロンオーダーの粒子径で微分散させる必要がある。これは、エポキシ樹脂が硬化する際に離型剤層を形成できるのは、金型表面に極めて近い距離に存在している離型剤成分のみであることに起因する。そのため、未硬化のエポキシ樹脂に粗大な状態で離型剤が分散している場合には、離型剤の粒子密度が下がるため、離型剤成分が存在しない、即ちエポキシ樹脂が直接金型と接する領域が増えることになるため、離型性が極めて悪化する。そのため、離型剤の粘度としては調合時の測り取り易さから50mm2/s以上、1,000mm2/s以下が好ましい。粘度が50mm2/sより低くなると調合時に取り扱いがしにくい上にマトリックス樹脂との分離が早くなり、1,000mm2/sより高くなると攪拌後に攪拌時に微分散させにくくなる。
また、官能基当量、すなわち官能基R一個当たりの分子量は300g/mol以上、2,000g/mol以下であることが好ましい。官能基当量が300g/molより小さくなると、離型剤の添加量に対して離型性を発現するシロキサン鎖の割合が低くなるため、添加量を増やさなければならず、2,000g/molより大きくなると、エポキシ樹脂との相溶性が低くなるために樹脂中で凝集し、表面に均一にブリードすることができなくなる他、成形品の外観不良、成形品の力学特性の低下を招く可能性がある。
さらに、これらの内部離型剤の添加量は、エポキシ樹脂100質量部に対して0.1質量部以上、1質量部以下であることが好ましい。この範囲外の場合、繊維強化樹脂材料用樹脂組成物を成形時や成形後の工程において、離型剤の不足による離型不良や、離型剤の過剰なブリードアウトによって成形品の接着や塗装などの工程に障害となる恐れがある。また、内部離型剤を添加する相手に二液系の樹脂を用いる際には主剤、硬化剤のいずれに添加してもよく、また主剤と硬化剤を混合した後に添加してもよい。さらに、添加する際の温度は離型剤と樹脂の反応可能温度を下回り、樹脂、離型剤が攪拌混合可能な粘度となる温度であることが好ましい。
(繊維強化複合成形品)
図1は、本発明による効果の発現形態の概念を従来技術と対比して、繊維強化複合成形品の表面における離型剤状態を模式的に表した図である。従来、繊維強化複合成形品の成形時に高い離型性を発現するためにシリコーン離型剤が使用される場合、外部離型剤、内部離型剤のどちらの利用においても均一な離型剤層を成形品表面に作ることができればよいとされる。従来の内部離型剤を多量に添加することで離型性を確保する場合(図1:従来技術(а))、エポキシ樹脂上に離型剤成分が緻密な層を作る。このとき、エポキシ樹脂成分は離型剤層に覆われるため、表面には露出しない(a-1)。このとき、表面の疎水性が高くなるため、接着剤や塗料など極性を有する液体に対する濡れ性が悪くなるため、水に対する接触角(θ)は90度以上を示す(a-3)。一方で、離型剤層は反応性が極めて低いため、接着剤や塗料に対する接着性は低下する。
図1は、本発明による効果の発現形態の概念を従来技術と対比して、繊維強化複合成形品の表面における離型剤状態を模式的に表した図である。従来、繊維強化複合成形品の成形時に高い離型性を発現するためにシリコーン離型剤が使用される場合、外部離型剤、内部離型剤のどちらの利用においても均一な離型剤層を成形品表面に作ることができればよいとされる。従来の内部離型剤を多量に添加することで離型性を確保する場合(図1:従来技術(а))、エポキシ樹脂上に離型剤成分が緻密な層を作る。このとき、エポキシ樹脂成分は離型剤層に覆われるため、表面には露出しない(a-1)。このとき、表面の疎水性が高くなるため、接着剤や塗料など極性を有する液体に対する濡れ性が悪くなるため、水に対する接触角(θ)は90度以上を示す(a-3)。一方で、離型剤層は反応性が極めて低いため、接着剤や塗料に対する接着性は低下する。
また逆に、従来技術(b)に示す離型性が低い成形品の表面は、(b-1)のように離型剤の膜が成形品表面に斑状に分布するため、エポキシ樹脂が数10μm角オーダー以上の面積で表面に露出した状態となる。そのため、エポキシ樹脂の露出部において金型と樹脂が高接着して、この結合を切断するために大きなエネルギーを必要とするため、離型性は著しく低下する。なお、このときの成形品表面の濡れ性は、エポキシ樹脂自体が若干の極性を有するために、接触角は(a-3)よりも低く、凡そ70~80度程度となる(b-3)。
これら従来技術に対して、本発明(c)における繊維強化複合成形品の表面状態は(c-1)の状態となっている。本発明の成形品表面(c-1)は、端的に言えば(a-1)と(b-1)の中間状態に位置し、離型剤成分の隙間にエポキシ樹脂成分が露出している状態となっている。従来技術(b)との違いは、この隙間領域が非常に微小(数ナノ~数マイクロメートル角オーダー)で、かつ偏り無く分布していることにある。樹脂成分が露出する分、従来技術(a)対比、離型剤層の表面積は減るものの、十分な量の離型剤が成形品表面に存在しており、濡れ性というマクロな表面の特性も変わらない(c-3)。また、離型剤層の隙間に露出している樹脂成分は非常に狭い微小領域(数ナノ~数マイクロメートル角オーダー)で偏り無く分布しているため、金型との接着を切断するために過大なエネルギーを必要としない。そのため、従来技術(а)と同程度に十分に低い荷重で成形品を金型から脱型させることができる。
一方で、離型性を発現するのであるから、特別な処理無しでは接着剤や塗料との接着性は発現しないように思われるが、本発明の成形品は脱脂程度の前処理だけで十分な接着性を発現する。これについては、メカニズムを十分に解明できていないが、本発明者らは、先に述べた離型剤(シリコーンオイル)の変性基Rが寄与していると推測している。成形品表面にブリードアウトして形成された離型剤層では、成形品内部とは異なり、エポキシ樹脂とは反応せずに残っている変性基Rが存在していると考えられる。特に接着剤と接する最表面の離型剤成分は、成形品から最も早くに析出していると考えられ、相対的に未反応残基Rが多いと推測される。従って、この残基Rが、接着剤や塗料を塗布した際に、これらの分子と硬化反応することによって、成形品表面との界面で強固な結合を形成して強い接着性を発現すると考えられる。
このような離型性と接着性を両方発現させるため、内部離型剤(シリコーンオイル)由来の成分とエポキシ樹脂由来の両方の成分が成形品表面上に偏りになく均一に存在している必要があるが、その成分比を定量化する指標として、飛行時間型2次イオン質量分析法(TOF-SIMS:Time-of-Flight Secondary Ion Mass Spectrometry)によって測定されるフラグメントイオン強度を用いる。
TOF-SIMS分析とは、超高真空中においた試料表面にパルス化されたイオン(1 次イオン)を照射して、試料表面から一定の運動エネルギーを得て放出されるフラグメントイオン(2次イオン)を飛行時間型の質量分析計で検出する分析方法である。同じエネルギーで加速された2次イオンは質量に応じた速度で分析計を通過するが、検出器までの距離は一定であるためそこに到達するまでの時間(飛行時間)は質量の関数となり、この飛行時間の分布を精密に計測することによって2次イオンの質量分布、すなわち質量スペクトルが得られる。この質量スペクトルを解析することにより試料表面に存在する有機物や無機物を同定することができ、そのピーク強度から存在量に関する知見を得ることができる。また、1次イオンビームを1μm 以下に収束させることにより、微小部の分析や高空間分解能でのイメージング測定(分布観察)が可能である。
本発明の繊維強化複合成形品に対して、飛行時間型2次イオン質量分析法によって分析した場合に検出されるフラグメントイオン強度の比が以下の式(I)の関係、さらに好ましくは式(II)で表されることが必要である。
3≦A/B≦20・・・(I)
3≦A/B≦5・・・(II)
A:前記シリコーンオイル由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度
B:前記エポキシ樹脂由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度
3≦A/B≦20・・・(I)
3≦A/B≦5・・・(II)
A:前記シリコーンオイル由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度
B:前記エポキシ樹脂由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度
式(I)および(II)にて表されるイオン強度比が3より小さくなると、図1(b-2)に示す通り、エポキシ樹脂由来のフラグメントイオン((b-2)中の“EP”で表示)が多く検出される、即ち、シリコーンオイルがエポキシ樹脂硬化前に凝集するために、均一に成形品表面に析出することができず、エポキシ樹脂が露出しすぎていることを表し、目標とする離型性を発現することができない。また、イオン強度比が20より大きくなると、成形品表面から放出されるシリコーンオイル由来のフラグメントイオン(図1(а-2)の“Si”で表示)が極めて多いことを意味し、離型剤成分が成形品表面全体を覆いすぎていることを意味する。また、イオン強度比の増加は、面方向だけでなく、成形品の厚み方向にも離型剤の分布が増えることも意味する。厚み方向に離型剤成分の高濃度領域が広がると、その領域は力学的に脆弱な領域となるため、そのままでは十分な接着性を発現させることはできず、サンディング等で離型剤層を物理的に除去する必要が生じる。イオン強度比が20以下であれば、面方向・厚み方向共に離型剤層が適度であり、アルコール類などの溶媒による脱脂処理だけで接着性を発揮できるため好ましく、さらに5以下であれば離型性も確保しつつ、接着性をさらに高めることができる。
このようなシリコーンオイルおよびエポキシ樹脂由来のフラグメントイオンは、様々な質量を有するイオンを多種検出することができる。シリコーンオイル由来として検出されるフラグメントイオンとしては、例えば、73SiC3H9+、 147SiC5H15O+、207Si3C5H15O3+などが挙げられる。また、エポキシ樹脂由来のフラグメントイオンとしては、使用するエポキシ樹脂や硬化剤の種類によって異なるため、一義的に示すことはできないが、例えばビスフェノールA型エポキシ樹脂×アミン系硬化剤の場合には、107C7H7O+、135C9H11O+、42C2H4N+, 44C2H6N+, 58C3H8N+、CxHy+などがフラグメントイオンとして検出される。なお、イオン強度の算出は、観測強度に対して、ポアソン補正を行って算出する。ポアソン補正とは、TOF-SIMSにおける不感時間中に質量分析計に導かれたイオン強度を補うものであり、補正前に比べて補正後は強度が増加する。このように算出されたシリコーンオイルならびにエポキシ樹脂由来の種々のフラグメントイオンのうち、最も強度が高い(即ち、数が最も多い)フラグメントイオンの比を取って、表面状態の指標とする。但し、比の取り方としては、この限りではなく、複数のイオン強度の総和をもって、強度比を取ることもできる。
また、本発明に係る繊維強化複合成形品では、成形品表面の水に対する接触角が90度以上であることが好ましい。前述の通り、接触角は離型性を担保するための指標であり、90度より小さくなると離型剤層が離型性を発現できないことを表し、90度以上であれば高い離型性を発現できる。
本発明の繊維強化複合成形品の成形用基材、成形方法としては、特に限定されるものではなく、公知の材料、成形方法が適用できる。例えば、成形用基材の適用例としては、繊維長0.1mm~5mm程度にカットしたチョップドストランドをマット状に分散させた強化繊維基材にマトリックス樹脂を含浸させたシートモールディングコンパウンド(SMC)基材や、一方向に連続的に引き揃えられた強化繊維にマトリックス樹脂を含浸させたプリプレグ基材として用いることができる。また、これらの基材では、プレス成形やオートクレーブ成形法により得られた繊維強化樹脂成形品においては、優れた離型性を有し、高い生産性を達成することができる。但し、これらの強化繊維基材に限らず、本発明の樹脂組成物をレジントランスファー成形、引抜成形、射出成形、フィラメントワインディング成形などの各種成形方法に適用することもできる。そして、これら上記の基材ならびに成形方法から得られた繊維強化樹脂成形品においても、高い生産性を同様に実現することができる。
特に、本発明の繊維強化複合成形品においては、樹脂組成物に対する強化繊維の体積割合が10~90%であることが好ましい。体積割合が10%未満では離型性が良くても、脱型時に成形品にかかる局所荷重に耐えきれずに破壊し易くなり、90%より大きくなると成形品の表面に存在する樹脂および離型剤の絶対量が少なくなり、脱型不良の原因となり得る。
さらに、本発明の繊維強化複合成形品の硬化成形時の成形温度は30℃以上200℃以下であることが好ましい。成形温度が30℃未満であると成形時の粘度が高いままに硬化反応が進むことで、また、成形温度が200℃を超えると速硬化の樹脂では成形時間が短時間となりすぎることで、離型剤のブリードアウトが抑制される。
またさらに、本発明の繊維強化複合成形品をプレス成形により成形する場合には、成形前の面積に対する成形後の面積比率が300%以下となるように流動させることが好ましい。離型剤の処理時間の削減を要求される高サイクル成形は多くの場合プレス成形が選択されるが、この時に300%より大きい流動率にて成形を行うと、流動に偏りができ易くなり、それに伴って樹脂やそこに含まれる離型剤の偏りが生じることで離型不良を引き起こす。
さらに、本発明の繊維強化複合成形品を成形型のキャビティ内に強化繊維積層体を配置し、前記成形型に設けられた樹脂注入口から前記樹脂を前記キャビティ内に注入する方法で得る際には、注入口開始時直前に樹脂を攪拌することが好ましい。これは内部離型剤を添加した1液、もしくは2液の樹脂組成物において内部離型剤が樹脂組成物内でよく分散した状態で成形を実施することによって、離型性発現効果のバラつきが小さくなるためである。
さらに、本発明の繊維強化複合成形品はプリプレグやシートモールディングコンパウンド(SMC)のような中間基材を経て成形されるような、より樹脂組成物中の離型剤の制御が難しい材料から得られる場合であってもその効果を発現することができる。このように中間基材を元にして成形される場合、成形までの時間は硬化前の樹脂組成物の調合後3か月以内であることが好ましい。これはプリプレグやSMCのような半硬化状態で長期間保管することを要求される材料では、半硬化状態が長く続くことによって硬化度合にバラつきが出るため、成形時の流動が一様でなくなり、そのため離型剤の成形品表面へのブリードも均一ではなくなるために離型性が悪化するためである。さらに良い離型性を担保するためには調合後2か月以内であることが好ましい。
[接合構造体]
本発明における繊維強化複合成形品は、金属あるいは他の繊維強化複合成形品からなる部品と接着剤によって接合した接合構造体として用いることできる。特に繊維強化複合成形品との組み合わせでは、接着剤による接合によって、金属よりもより軽量で高剛性な構造体を実現することができる。また、接着接合する際には、脱脂以外の特別な前処理工程を必要とせずに、高い接着強度を実現できるが、より高い接着品質を達成するために、大気圧プラズマ処理やコロナ処理、紫外線処理といったエネルギー線処理を採用することもできる。これらのエネルギー線処理は、サンディング処理などの研磨による前処理よりも高速な処理とプロセスの自動化が図れる。また、成形品表面に高エネルギーを付与することにより、成形品表面の離型剤成分の構造の一部を破壊して、接着に好影響を与える親水性官能基を導入したり、ナノオーダーで表面を粗面化することでアンカー効果を発現したりするといった効果によりさらに接着の信頼性を高めることができる。
本発明における繊維強化複合成形品は、金属あるいは他の繊維強化複合成形品からなる部品と接着剤によって接合した接合構造体として用いることできる。特に繊維強化複合成形品との組み合わせでは、接着剤による接合によって、金属よりもより軽量で高剛性な構造体を実現することができる。また、接着接合する際には、脱脂以外の特別な前処理工程を必要とせずに、高い接着強度を実現できるが、より高い接着品質を達成するために、大気圧プラズマ処理やコロナ処理、紫外線処理といったエネルギー線処理を採用することもできる。これらのエネルギー線処理は、サンディング処理などの研磨による前処理よりも高速な処理とプロセスの自動化が図れる。また、成形品表面に高エネルギーを付与することにより、成形品表面の離型剤成分の構造の一部を破壊して、接着に好影響を与える親水性官能基を導入したり、ナノオーダーで表面を粗面化することでアンカー効果を発現したりするといった効果によりさらに接着の信頼性を高めることができる。
以下、実施例により本発明をさらに具体的に説明する。成形品表面における接触角、TOF-SIMSによる測定・イオン強度比算出については分析の都合上、強化繊維を含まない樹脂板にて計測した。この時、以下の結果は強化繊維を含む繊維強化複合成形品においても同様の結果になると考えられる。また、接触角、TOF-SIMS分析の際の樹脂成形品と同様の組成を有する樹脂を用いて繊維強化複合成形品を成形し、下記方法にて、離型性、接着性を評価した結果を合わせて表1および表2に示す。尚、本発明はこれらに限定されるものではない。
[樹脂材料]
各実施例、比較例の樹脂組成物を得るために、以下の樹脂原料を用いた。なお、表1および表2中の樹脂組成物欄における内部離型剤の数値は含有量を示し、その単位はその他マトリックス樹脂原料に対する「質量部」である。
各実施例、比較例の樹脂組成物を得るために、以下の樹脂原料を用いた。なお、表1および表2中の樹脂組成物欄における内部離型剤の数値は含有量を示し、その単位はその他マトリックス樹脂原料に対する「質量部」である。
<処方(1)>
ビスフェノールA型エポキシ樹脂“エポトート(登録商標)”YD128(新日鉄住金化学(株)製)49重量部、3оr4-メチル-ヘキサヒドロ無水フタル酸HN-5500(日立化成(株)製)49重量部、1,2-ジメチルイミダゾール“キュアゾール(登録商標)”1,2DMZ(四国化成工業(株)製)2重量部
ビスフェノールA型エポキシ樹脂“エポトート(登録商標)”YD128(新日鉄住金化学(株)製)49重量部、3оr4-メチル-ヘキサヒドロ無水フタル酸HN-5500(日立化成(株)製)49重量部、1,2-ジメチルイミダゾール“キュアゾール(登録商標)”1,2DMZ(四国化成工業(株)製)2重量部
<処方(2)>
テトラグリシジルメチレンアニリン“ARALDITE(登録商標)MY9655T(ハンツマン・ジャパン(株)製)60質量部、4,4’―メチレンビス(2-イソプロピル-6-メチルアニリン)“ロンザキュア(登録商標)”M-MIPA(ロンザジャパン(株))15質量部、2,2’,6,6’-テトラエチル-4,4’-メチレンジアニリン“ロンザキュア(登録商標)”M-DEA(ロンザジャパン(株))25質量部
テトラグリシジルメチレンアニリン“ARALDITE(登録商標)MY9655T(ハンツマン・ジャパン(株)製)60質量部、4,4’―メチレンビス(2-イソプロピル-6-メチルアニリン)“ロンザキュア(登録商標)”M-MIPA(ロンザジャパン(株))15質量部、2,2’,6,6’-テトラエチル-4,4’-メチレンジアニリン“ロンザキュア(登録商標)”M-DEA(ロンザジャパン(株))25質量部
<処方(3)>
トリスジエチルホスフィン酸アルミニウム塩 “Exolit(登録商標)”OP935(クラリアントジャパン(株)製)6重量部、ビスフェノールA型エポキシ樹脂“エポトート(登録商標)”YD128(新日鉄住金化学(株)製)50重量部、1,6-ヘキサンジオールグリシジルエーテルYED216M(三菱化学(株)製)10重量部、ジシアンジアミド“jERキュア(登録商標)”DICY7(三菱化学(株)製)6重量部、2,4-ビス(3,3-ジメチルウレイド)トルエン“Omicure(登録商標)”24(PTIジャパン(株)製)12重量部、3,3-ジメチルー4,4‘-ジアミノジシクロヘキシルメタン“jERキュア(登録商標)”113(三菱化学(株)製)5重量部
トリスジエチルホスフィン酸アルミニウム塩 “Exolit(登録商標)”OP935(クラリアントジャパン(株)製)6重量部、ビスフェノールA型エポキシ樹脂“エポトート(登録商標)”YD128(新日鉄住金化学(株)製)50重量部、1,6-ヘキサンジオールグリシジルエーテルYED216M(三菱化学(株)製)10重量部、ジシアンジアミド“jERキュア(登録商標)”DICY7(三菱化学(株)製)6重量部、2,4-ビス(3,3-ジメチルウレイド)トルエン“Omicure(登録商標)”24(PTIジャパン(株)製)12重量部、3,3-ジメチルー4,4‘-ジアミノジシクロヘキシルメタン“jERキュア(登録商標)”113(三菱化学(株)製)5重量部
<内部離型剤>
(反応性シリコーンオイル)
・両末端カルボキシル変性シリコーンオイル“DOWSIL(登録商標)” BY 16-750 Fluid(ダウ・東レ(株)製)(表1・表2では16-750と表示)、粘度:172mm2/s、官能基当量:742g/mol
・両末端アミン変性シリコーンオイル X-22-161B(信越シリコーン(株)製)、粘度:55mm2/s、官能基当量:1500g/mol
・側鎖チオール変性シリコーンオイル KF-2001(信越シリコーン(株)製)、粘度:200mm2/s、官能基当量:1900g/mol
・側鎖カルボキシル変性シリコーンオイル“DOWSIL(登録商標)” BY 16-880 Fluid(ダウ・東レ(株)製)(表1では16-880と表示)、粘度:2500mm2/s、官能基当量:3500g/mol
(非反応性シリコーンオイル)
・側鎖エーテル変性シリコーンオイル“DOWSIL(登録商標)” L-7002 Fluid(ダウ・東レ(株)製)(表2ではL-7002と表示)
(非シリコーン系)
・リン酸エステル系誘導体組成物MOLD WIZ INT-EZ-6(アクセルプラスチックリサーチラボラトリー社製)(表2ではEZ-6と表示)
(反応性シリコーンオイル)
・両末端カルボキシル変性シリコーンオイル“DOWSIL(登録商標)” BY 16-750 Fluid(ダウ・東レ(株)製)(表1・表2では16-750と表示)、粘度:172mm2/s、官能基当量:742g/mol
・両末端アミン変性シリコーンオイル X-22-161B(信越シリコーン(株)製)、粘度:55mm2/s、官能基当量:1500g/mol
・側鎖チオール変性シリコーンオイル KF-2001(信越シリコーン(株)製)、粘度:200mm2/s、官能基当量:1900g/mol
・側鎖カルボキシル変性シリコーンオイル“DOWSIL(登録商標)” BY 16-880 Fluid(ダウ・東レ(株)製)(表1では16-880と表示)、粘度:2500mm2/s、官能基当量:3500g/mol
(非反応性シリコーンオイル)
・側鎖エーテル変性シリコーンオイル“DOWSIL(登録商標)” L-7002 Fluid(ダウ・東レ(株)製)(表2ではL-7002と表示)
(非シリコーン系)
・リン酸エステル系誘導体組成物MOLD WIZ INT-EZ-6(アクセルプラスチックリサーチラボラトリー社製)(表2ではEZ-6と表示)
[強化繊維基材]
<基材(1)>
・二方向性炭素繊維織物:東レ(株)製BT70-30(糸種:T700S、平織)
<基材(2)>
・炭素繊維短繊維マット:ZOLTEK社製、(糸種:“Panex35(登録商標)”炭素繊維束)
<基材(3)>
・一方向性炭素繊維プリプレグ:東レ(株)製P3832-W19(糸種:T700S)
<基材(1)>
・二方向性炭素繊維織物:東レ(株)製BT70-30(糸種:T700S、平織)
<基材(2)>
・炭素繊維短繊維マット:ZOLTEK社製、(糸種:“Panex35(登録商標)”炭素繊維束)
<基材(3)>
・一方向性炭素繊維プリプレグ:東レ(株)製P3832-W19(糸種:T700S)
(1)樹脂組成物の調製
上記樹脂処方(1)、(2)、(3)に示すような配合割合によって、常温環境下で樹脂原料を混合し、表1の実施例1~12および表2の比較例1~8に従って内部離型剤を添加したのちに攪拌して樹脂組成物を調製した。
上記樹脂処方(1)、(2)、(3)に示すような配合割合によって、常温環境下で樹脂原料を混合し、表1の実施例1~12および表2の比較例1~8に従って内部離型剤を添加したのちに攪拌して樹脂組成物を調製した。
(2)樹脂成形板成形
処方(1)および(2):前述した方法によって調製した樹脂組成物を厚み2mmになるように設定したモールド中に離型フィルム(東レ(株)製“ルミラー(登録商標)”高平滑グレード)に挟む形で注入し、140℃下2時間の条件にて硬化させ、樹脂成形板を得た。
処方(1)および(2):前述した方法によって調製した樹脂組成物を厚み2mmになるように設定したモールド中に離型フィルム(東レ(株)製“ルミラー(登録商標)”高平滑グレード)に挟む形で注入し、140℃下2時間の条件にて硬化させ、樹脂成形板を得た。
処方(3):前述した方法によって調製した樹脂組成物をさらに40℃雰囲気下で24時間保持した。保持後、増粘した組成物を2mm厚の“テフロン(登録商標)”製スペーサーにより厚み2mmになるように設定したモールド中に離型フィルム(東レ(株)製“ルミラー(登録商標)”高平滑グレード)に挟む形でチャージし、プレス成形にて10MPa、140℃下20分の条件にて樹脂成形板を得た。
(3)接触角測定
前述した方法で得られた樹脂板表面に対し、協和界面科学社製Drop Master DMo-501接触角測定装置を用いて、23℃湿度50%の条件下で行った。樹脂板表面に対し純水を1μL滴下し、1秒後の接触角を測定した。
前述した方法で得られた樹脂板表面に対し、協和界面科学社製Drop Master DMo-501接触角測定装置を用いて、23℃湿度50%の条件下で行った。樹脂板表面に対し純水を1μL滴下し、1秒後の接触角を測定した。
(4)TOF-SIMSによる樹脂成形品表面分析
表1および表2の樹脂成形板の小片をTOF-SIMS装置(TOF.SIMS 5:ION-TOF社製)を用いて、成形板最表面の質量スペクトルを取得した。測定は300μm角の異なる2か所の領域に対して行い、測定条件は1次イオン種をBi3++、1次イオン照射密度を2.55e+10ions/cm2とし、正の2次イオンのみを取得した。取得した2次イオンからシリコーンオイルあるいはエポキシ樹脂どちらに由来するものであるかを判別して、それぞれの最大強度でもって、イオン強度比を算出した。
表1および表2の樹脂成形板の小片をTOF-SIMS装置(TOF.SIMS 5:ION-TOF社製)を用いて、成形板最表面の質量スペクトルを取得した。測定は300μm角の異なる2か所の領域に対して行い、測定条件は1次イオン種をBi3++、1次イオン照射密度を2.55e+10ions/cm2とし、正の2次イオンのみを取得した。取得した2次イオンからシリコーンオイルあるいはエポキシ樹脂どちらに由来するものであるかを判別して、それぞれの最大強度でもって、イオン強度比を算出した。
(5)離型性評価
(試験片作成)
表1および表2の樹脂組成物を用いて、離型性評価を実施した。離型性評価には、図2(a)に示す測定治具1を用いた。測定治具1は平面視円状で、上側冶具2と円柱状の凸部4を有する下側冶具3から構成される。この下側冶具3に対して、凸部4に係合するような円柱状の穴部5を有する円柱状の金属片6ならびに上側冶具2を載置し、上側冶具2と下側冶具3を締結した。
(試験片作成)
表1および表2の樹脂組成物を用いて、離型性評価を実施した。離型性評価には、図2(a)に示す測定治具1を用いた。測定治具1は平面視円状で、上側冶具2と円柱状の凸部4を有する下側冶具3から構成される。この下側冶具3に対して、凸部4に係合するような円柱状の穴部5を有する円柱状の金属片6ならびに上側冶具2を載置し、上側冶具2と下側冶具3を締結した。
処方(1):治具を140℃に予熱後、前述した方法によって調製した樹脂組成物7を測定治具1の金属片6上に注入し、オーブンにて140℃×2時間の条件で加熱硬化し、金属片に樹脂硬化物8が接着した評価試験片9を作成した。
処方(2):治具を100℃に予熱後、前述した方法によって調製した樹脂組成物7を測定治具1の金属片6上に注入し、オーブンにて180℃×2時間の条件で加熱硬化し、同じく金属片に樹脂硬化物8が接着した評価試験片9を作成した。
処方(3):前述した方法によって調製した樹脂組成物7をさらに40℃雰囲気下で24時間保持した。上記のように組み立てられた測定冶具1を約140℃に予熱後、金属片6表面に樹脂組成物7を配置するとともに、プレス機にて約10MPaの圧力によって約140℃×20分間の条件で加熱硬化し、同じく金属片に樹脂硬化物8が接着した評価試験片9を作成した。
なお、樹脂硬化物8を成形する際には、離型力測定時の樹脂硬化物の補強のため、15mm角の基材(1)1枚を樹脂組成物7と共に金属片6上に配置して成形を行った。また、評価試験片9を成形する際には、上側冶具2に樹脂硬化物8が接着し、離型力を過大に見積もることがないようにシリコーン製のゴム紐10を上側冶具2の壁面に沿って配置した。
(離型力測定試験)
離型性評価は図2(b)に示すように、樹脂硬化物8を成形後、下側冶具3ならびにゴム紐10を取り外した状態で金属片6の穴部5に同径の円柱体11を挿入すると共に、樹脂硬化物8を金属片6から剥離させるよう円柱体11に荷重Pを付加し、そのときの最大荷重を樹脂硬化物8の面積で割り返した値を離型力とした。さらに、試験後の金属片6ならびに樹脂硬化物8の破面を目視観察すると共に、金属片6表面に残った樹脂バリの除去性についても評価した。なお、測定はInstron社製電気機械式万能材料試験機Instron5565を用いて行った。評価基準は以下の通りとした。
◎…樹脂硬化物8が金属片6から剥がれると共に、金属片6上にバリが残留しない。
〇…樹脂硬化物8が金属片6から剥がれるが、金属片6上にバリが残る。発生したバリはサンドペーパーによる研磨で除去可能。
△…樹脂硬化物8が金属片6から剥がれるが、金属片6上にバリが残る。発生したバリはスクレーパーでしか除去できない。
×…樹脂硬化物8が母材破壊を起こし、金属片6から剥がれない。
離型性評価は図2(b)に示すように、樹脂硬化物8を成形後、下側冶具3ならびにゴム紐10を取り外した状態で金属片6の穴部5に同径の円柱体11を挿入すると共に、樹脂硬化物8を金属片6から剥離させるよう円柱体11に荷重Pを付加し、そのときの最大荷重を樹脂硬化物8の面積で割り返した値を離型力とした。さらに、試験後の金属片6ならびに樹脂硬化物8の破面を目視観察すると共に、金属片6表面に残った樹脂バリの除去性についても評価した。なお、測定はInstron社製電気機械式万能材料試験機Instron5565を用いて行った。評価基準は以下の通りとした。
◎…樹脂硬化物8が金属片6から剥がれると共に、金属片6上にバリが残留しない。
〇…樹脂硬化物8が金属片6から剥がれるが、金属片6上にバリが残る。発生したバリはサンドペーパーによる研磨で除去可能。
△…樹脂硬化物8が金属片6から剥がれるが、金属片6上にバリが残る。発生したバリはスクレーパーでしか除去できない。
×…樹脂硬化物8が母材破壊を起こし、金属片6から剥がれない。
(6)接着性評価
(試験片作成)
処方(1):金属製ツール板の上に基材(1)を7枚積層し、VaRTM(Vacuum Assisted Resin Transfer Molding)成形法により、前述した方法によって調製した樹脂組成物7を基材に含浸させ、オーブンにて140℃で2時間硬化の後、厚み2mmの繊維強化樹脂成形板(1)を得た。
(試験片作成)
処方(1):金属製ツール板の上に基材(1)を7枚積層し、VaRTM(Vacuum Assisted Resin Transfer Molding)成形法により、前述した方法によって調製した樹脂組成物7を基材に含浸させ、オーブンにて140℃で2時間硬化の後、厚み2mmの繊維強化樹脂成形板(1)を得た。
処方(2):金属製ツール板の上に基材(1)を7枚積層し、VaRTM成形法により、前述した方法によって調製した樹脂組成物7を基材に含浸させ、オーブンにて180℃で2時間硬化の後、厚み2mmの繊維強化樹脂成形板(2)を得た。
処方(3):前述した方法によって調製した樹脂組成物7を予め準備した基材(2)に対し、繊維重量含有率Wf=50%になるよう含浸し、40℃雰囲気下で24時間保持した。樹脂組成物の調製を実施した際に繊維強化樹脂組成物を140℃に熱したプレス機にチャージ率50%になるようチャージして20分間加熱硬化し、厚み3mmの繊維強化樹脂成形板(3)を得た。
また、繊維強化樹脂成形板とは別に、繊維強化樹脂成形板と同曲げ剛性となるように、繊維方向を全て揃えた基材(3)を10枚積層し、プレス成形法により厚み1.8mmの繊維強化樹脂成形板(4)を得た。
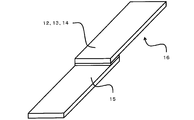
得られた繊維強化樹脂成形板(1)~(4)を、図3に示すように、それぞれ幅25mm、長さ100mmの短冊片12、13、14および15に切削加工した。短冊片12~15を2-プロパノールで脱脂処理後、短冊片12、13および14をそれぞれ短冊片15と2液系ウレタン接着剤(Ashland社製Pliogrip2400/2808B)で接着し、JIS K6850(2017)に記載のシングルラップシェア試験片16(接着幅:12.5mm、接着長さ:25mm、接着厚み:0.5mm)を作成した。試験片の両端にタブ(幅:25mm、長さ:38mm)を接着し、Instron社製電気機械式万能材料試験機Instron5589を用いて、引張せん断試験を実施し、接合部の破壊状態の目視観察を行った。なお、短冊片15のみ、短冊片15と接着剤界面での破壊を防ぐため、脱脂前に#320番のサンドペーパーでサンディング処理を行った。また、接着状態の評価基準は以下のとおりとした。
◎…接着面積の全域で凝集破壊が進行した。
〇…接着面積の一部において、界面破壊が進行した(界面破壊率50%未満)。
△…接着面積の50%以上で界面破壊が進行した。
×…接着面積の全域で界面破壊が進行した。
◎…接着面積の全域で凝集破壊が進行した。
〇…接着面積の一部において、界面破壊が進行した(界面破壊率50%未満)。
△…接着面積の50%以上で界面破壊が進行した。
×…接着面積の全域で界面破壊が進行した。
実施例1~12、比較例1~8
実施例1~12では離型面の接触角は90度以上であり、樹脂バリが発生しないか、発生しても僅かな力で研磨するとバリが除去でき、高い離型性を発現した。また、シリコーンオイル由来のフラグメントイオン強度とエポキシ樹脂由来のフラグメントイオン強度の比については、3から20の値となり、実施例3および7において離型性、接着性共に良い結果を示すことが分かった。
実施例1~12では離型面の接触角は90度以上であり、樹脂バリが発生しないか、発生しても僅かな力で研磨するとバリが除去でき、高い離型性を発現した。また、シリコーンオイル由来のフラグメントイオン強度とエポキシ樹脂由来のフラグメントイオン強度の比については、3から20の値となり、実施例3および7において離型性、接着性共に良い結果を示すことが分かった。
比較例1~8では、非反応性ならびにシリコーンオイルではない離型剤を用いた場合、ならびに実施例1~12で用いたシリコーンオイルの添加量を極端に減らした場合と増やした場合について検討を行った。その結果、比較例1~3および5~6では、接触角は90度以下と非撥水性の表面となり、樹脂硬化物8は金属片6から剥がれずに母材破壊を起こして、離型性よりも極めて高い接着性を発現した(なお、これらの比較例では、接着性が十分と判断して前述の接着性評価は省略した)。一方、比較例4、7、8においては、イオン強度比は20以上となり、離型性については全く問題なかった。しかし、硬化物の表面ならびに金属片上には過剰にブリードした離型剤が多く存在することが目視でも確認でき、接着性評価においても、脱脂処理だけでは接着できず接着面全面で界面破壊によって破壊した。


本発明の繊維強化複合成形品は、航空機用途、自動車用途、スポーツ用途、その他一般産業用途向けに良離型性を有し、また、少ない離型剤添加量で、かつ外部離型剤を使用しなくとも効果的に金型との離型性を発現して高い生産性と品質を達成するとともに、サンディング処理など特別な表面処理を行わなくても別部品との高い接着性を発現して優れた力学特性を発現することができる。
1 測定冶具
2 上側冶具
3 下側冶具
4 凸部
5 穴部
6 金属片
7 樹脂組成物
8 樹脂硬化物
9 離型性評価試験片
10 シリコーン製ゴム紐
11 円柱体
12 短冊片
13 短冊片
14 短冊片
15 短冊片
16 シングルラップシェア試験片
2 上側冶具
3 下側冶具
4 凸部
5 穴部
6 金属片
7 樹脂組成物
8 樹脂硬化物
9 離型性評価試験片
10 シリコーン製ゴム紐
11 円柱体
12 短冊片
13 短冊片
14 短冊片
15 短冊片
16 シングルラップシェア試験片
Claims (9)
- 強化繊維とエポキシ樹脂に、内部離型剤としてシリコーンオイルを含有して成形された繊維強化複合成形品であって、前記成形品表面を飛行時間型2次イオン質量分析法によって分析した場合に検出されるフラグメントイオン強度の比が以下の式(I)の関係で表されることを特徴とする繊維強化複合成形品。
3≦A/B≦20・・・(I)
A:前記シリコーンオイル由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度
B:前記エポキシ樹脂由来のフラグメントイオンのうち、最も強度が高いフラグメントイオンの強度 - さらに以下の式(II)を満足する、請求項1に記載の繊維強化複合成形品。
3≦A/B≦5・・・(II) - 前記繊維強化複合成形品表面の水に対する接触角が90度以上である、請求項1または2に記載の繊維強化複合成形品。
- 前記シリコーンオイルが末端変性シリコーンオイルである、請求項1~3のいずれかに記載の繊維強化複合成形品。
- 前記シリコーンオイルの粘度が50mm2/s以上、1,000mm2/s以下である、請求項1~4のいずれかに記載の繊維強化複合成形品。
- 前記シリコーンオイルの官能基当量が300g/mol以上、2,000g/mol以下である、請求項1~5のいずれかに記載の繊維強化複合成形品。
- 前記シリコーンオイルの添加量が前記エポキシ樹脂100質量部に対して0.1質量部以上、1質量部以下である、請求項1~6のいずれかに記載の繊維強化複合成形品。
- 請求項1~7のいずれかに記載の繊維強化複合成形品を接着剤により他部材と接合した接合構造体。
- 脱脂以外の前処理を行わずに接合されている、請求項8に記載の接合構造体。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021507537A JPWO2021166698A1 (ja) | 2020-02-21 | 2021-02-05 | |
| CN202180007531.1A CN114845847A (zh) | 2020-02-21 | 2021-02-05 | 含有内部脱模剂的纤维增强复合成型品 |
| EP21756765.0A EP4108403A4 (en) | 2020-02-21 | 2021-02-05 | FIBER REINFORCED COMPOSITE MOLDINGS CONTAINING INTERNAL MOLD RELEASE |
| US17/800,404 US20230106971A1 (en) | 2020-02-21 | 2021-02-05 | Internal mold release agent-containing fiber-reinforced composite molded article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-027995 | 2020-02-21 | ||
| JP2020027995 | 2020-02-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021166698A1 true WO2021166698A1 (ja) | 2021-08-26 |
Family
ID=77391028
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/004415 WO2021166698A1 (ja) | 2020-02-21 | 2021-02-05 | 内部離型剤含有繊維強化複合成形品 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20230106971A1 (ja) |
| EP (1) | EP4108403A4 (ja) |
| JP (1) | JPWO2021166698A1 (ja) |
| CN (1) | CN114845847A (ja) |
| WO (1) | WO2021166698A1 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03287628A (ja) * | 1990-04-03 | 1991-12-18 | Nitto Boseki Co Ltd | ガラス繊維強化樹脂積層板 |
| JP2010229326A (ja) * | 2009-03-27 | 2010-10-14 | Kaneka Corp | コーティング剤およびコーティングシート |
| JP2010274612A (ja) | 2009-05-30 | 2010-12-09 | Toho Tenax Co Ltd | Rtm成形法によるfrp成形品の製造方法とそのための金型 |
| JP2011089071A (ja) | 2009-10-26 | 2011-05-06 | Toray Ind Inc | エポキシ樹脂組成物、繊維強化複合材料およびそれを有してなる釣竿穂先 |
| JP2015151457A (ja) | 2014-02-14 | 2015-08-24 | 住友ベークライト株式会社 | 液状エポキシ樹脂組成物及び液状エポキシ樹脂成形材料 |
| JP2017132858A (ja) * | 2016-01-26 | 2017-08-03 | 日立化成株式会社 | 熱硬化性樹脂組成物、プリプレグ、樹脂付きフィルム、積層板及び多層プリント配線板 |
| JP2017203107A (ja) | 2016-05-11 | 2017-11-16 | 三菱ケミカル株式会社 | 成形材料および繊維強化複合材料 |
| WO2019188020A1 (ja) * | 2018-03-27 | 2019-10-03 | 東レ株式会社 | 繊維強化複合材料用内部離型剤、繊維強化複合材、その成形方法および繊維強化樹脂成形品の接合方法 |
| WO2019208040A1 (ja) * | 2018-04-23 | 2019-10-31 | 三菱ケミカル株式会社 | 炭素繊維強化複合材料用エポキシ樹脂組成物、プリプレグ、炭素繊維強化複合材料 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006092987A1 (ja) * | 2005-02-28 | 2006-09-08 | Zeon Corporation | 硬化性樹脂成形体の製造方法、及び硬化樹脂成形体 |
| US9834670B2 (en) * | 2010-09-24 | 2017-12-05 | Toray Industries, Inc. | Epoxy resin composition for fiber-reinforced composite material, prepreg, and fiber-reinforced composite material |
| JP5746855B2 (ja) * | 2010-12-13 | 2015-07-08 | 花王株式会社 | 吸収性物品 |
| JP6434437B2 (ja) * | 2016-03-24 | 2018-12-05 | 藤森工業株式会社 | 剥離性に優れた離型フィルム |
| CN107759816B (zh) * | 2017-08-31 | 2020-08-28 | 中国石油大学(华东) | 一种碳纤维复合材料的表面处理方法 |
| JP7198476B2 (ja) * | 2018-07-09 | 2023-01-04 | 株式会社コバヤシ | プリプレグ用離型フィルム |
-
2021
- 2021-02-05 JP JP2021507537A patent/JPWO2021166698A1/ja active Pending
- 2021-02-05 US US17/800,404 patent/US20230106971A1/en active Pending
- 2021-02-05 CN CN202180007531.1A patent/CN114845847A/zh active Pending
- 2021-02-05 WO PCT/JP2021/004415 patent/WO2021166698A1/ja unknown
- 2021-02-05 EP EP21756765.0A patent/EP4108403A4/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03287628A (ja) * | 1990-04-03 | 1991-12-18 | Nitto Boseki Co Ltd | ガラス繊維強化樹脂積層板 |
| JP2010229326A (ja) * | 2009-03-27 | 2010-10-14 | Kaneka Corp | コーティング剤およびコーティングシート |
| JP2010274612A (ja) | 2009-05-30 | 2010-12-09 | Toho Tenax Co Ltd | Rtm成形法によるfrp成形品の製造方法とそのための金型 |
| JP2011089071A (ja) | 2009-10-26 | 2011-05-06 | Toray Ind Inc | エポキシ樹脂組成物、繊維強化複合材料およびそれを有してなる釣竿穂先 |
| JP2015151457A (ja) | 2014-02-14 | 2015-08-24 | 住友ベークライト株式会社 | 液状エポキシ樹脂組成物及び液状エポキシ樹脂成形材料 |
| JP2017132858A (ja) * | 2016-01-26 | 2017-08-03 | 日立化成株式会社 | 熱硬化性樹脂組成物、プリプレグ、樹脂付きフィルム、積層板及び多層プリント配線板 |
| JP2017203107A (ja) | 2016-05-11 | 2017-11-16 | 三菱ケミカル株式会社 | 成形材料および繊維強化複合材料 |
| WO2019188020A1 (ja) * | 2018-03-27 | 2019-10-03 | 東レ株式会社 | 繊維強化複合材料用内部離型剤、繊維強化複合材、その成形方法および繊維強化樹脂成形品の接合方法 |
| WO2019208040A1 (ja) * | 2018-04-23 | 2019-10-31 | 三菱ケミカル株式会社 | 炭素繊維強化複合材料用エポキシ樹脂組成物、プリプレグ、炭素繊維強化複合材料 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4108403A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4108403A1 (en) | 2022-12-28 |
| JPWO2021166698A1 (ja) | 2021-08-26 |
| EP4108403A4 (en) | 2024-03-20 |
| CN114845847A (zh) | 2022-08-02 |
| US20230106971A1 (en) | 2023-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102456527B1 (ko) | 금속-섬유 강화 수지 재료 복합체 및 그 제조 방법 | |
| WO2018182038A1 (ja) | 金属-繊維強化樹脂材料複合体及びその製造方法 | |
| WO2019188020A1 (ja) | 繊維強化複合材料用内部離型剤、繊維強化複合材、その成形方法および繊維強化樹脂成形品の接合方法 | |
| JP5505776B2 (ja) | ホットメルト型接着剤及びrtm成形方法 | |
| JP2014069564A (ja) | 樹脂シート、およびそれを用いた繊維強化複合成形体の製造方法 | |
| JP2022084774A (ja) | 炭素繊維プリプレグ及び樹脂組成物 | |
| EP3848405A1 (en) | Sheet molding compound and fiber-reinforced composite material | |
| WO2021166698A1 (ja) | 内部離型剤含有繊維強化複合成形品 | |
| JP6240560B2 (ja) | マトリックス材 | |
| JP2017203107A (ja) | 成形材料および繊維強化複合材料 | |
| KR102037650B1 (ko) | 프리프레그 및 섬유 강화 복합 재료 | |
| WO2016017446A1 (ja) | プライマー組成物および複合物品 | |
| JP6919076B1 (ja) | 複合積層体及び金属−樹脂接合体 | |
| US9670356B2 (en) | Matrix material | |
| WO2021166241A1 (ja) | 繊維強化複合成形品およびその成形方法 | |
| JP7480865B2 (ja) | 車両用サイドステップ及びその製造方法 | |
| JP6569215B2 (ja) | マトリックス材 | |
| JP6919077B2 (ja) | 表面処理金属材、複合積層体及び、金属−非金属接合体並びにそれらの製造方法 | |
| KR101970321B1 (ko) | 분사 가능한 탄소섬유-에폭시 물질 및 방법 | |
| JP2011057907A (ja) | 熱硬化性樹脂組成物とそれを用いたプリプレグ | |
| JP6923765B1 (ja) | 表面処理基材、複合積層体及び、接合体並びにそれらの製造方法 | |
| JP7242984B2 (ja) | 携帯情報端末ハウジング及びその製造方法 | |
| WO2021106330A1 (ja) | 複合積層体及び接合体 | |
| JP2021130791A (ja) | エポキシ樹脂を用いたシートモールディングコンパウンドおよびその成形品 | |
| JP2022102952A (ja) | 複合積層体及びその製造方法、並びに複合積層体を使用した接合体及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021507537 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21756765 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021756765 Country of ref document: EP Effective date: 20220921 |