WO2021140785A1 - 金属接合材 - Google Patents
金属接合材 Download PDFInfo
- Publication number
- WO2021140785A1 WO2021140785A1 PCT/JP2020/044648 JP2020044648W WO2021140785A1 WO 2021140785 A1 WO2021140785 A1 WO 2021140785A1 JP 2020044648 W JP2020044648 W JP 2020044648W WO 2021140785 A1 WO2021140785 A1 WO 2021140785A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal member
- metal
- diffusion layer
- crystal structure
- bonding material
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/04—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating by means of a rolling mill
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/22—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded
- B23K20/227—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded with ferrous layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/302—Cu as the principal constituent
Definitions
- This disclosure relates to metal bonding materials.
- a heat exchanger that combines a copper-based member or aluminum-based member that is a material with high thermal conductivity with a stainless steel member or heat-resistant steel member that has high heat resistance, or a copper-based member with a large specific gravity and an aluminum-based member with a low specific gravity.
- metal members that make up metal bonding materials, such as the combination of.
- metal members having different coefficients of thermal expansion are bonded to each other in bimetal, and metal members having low electrical resistivity and metal members having high electrical resistivity in shunt resistors. Is joined.
- Metal member joining methods include melt welding, solid phase joining, brazing, bonding, and mechanical joining. Among them, the method of joining metal members by melt welding has been used for a long time and has many practical and proven results.
- Melt welding includes tig welding, mig welding, mug welding, arc welding such as plasma welding, spot welding, seam welding, projection welding, resistance welding such as flash butt welding, and high energy beam welding such as electron beam welding. and so on.
- Patent Document 1 an aluminum-based metal material and an iron-based metal material whose surface is at least partially coated with zinc are joined, and the interface between the iron-based metal material and the aluminum-based metal material is described.
- An alloy layer in which zinc is dissolved in aluminum is interposed, and zinc is precipitated in the alloy layer, and the alloy layer is selected from the group consisting of iron, aluminum, and zinc.
- a dissimilar metal conjugate in which an intermetal compound composed of two or more kinds of metal elements is dispersed and precipitated is described.
- a method for producing a dissimilar metal joint is described by irradiating a laser beam at a joint between an aluminum-based metal material and an iron-based metal material to obtain zinc contained in the surface of the iron-based metal material and the above.
- the first step of eluting the aluminum contained in the surface of the aluminum-based metal material and the interface between the iron-based metal material and the aluminum-based metal material by pressurizing with a roller in the direction in which the irradiation surfaces of the laser beam come into contact with each other. Includes a second step of forming an alloy layer in which zinc is dissolved in aluminum.
- Patent Document 2 a metal containing copper and zinc as main components and a metal containing iron as main components are abutted against each other to form a butt interface, and a high energy density is provided in the vicinity of the butt interface.
- a metal having copper and zinc as a main component and a metal containing iron as a main component are joined through the joint by irradiating the beam to form a joint.
- the position of the irradiation center of the beam having a high energy density is set to the surface of the metal containing copper and zinc as main components away from the butt interface, and the position of the irradiation center is set to the butt interface of the metal containing copper and zinc as main components.
- Described is a butt-joining method of dissimilar metals that melts adjacent portions to form the joint portion composed of a molten structure of a metal containing copper and zinc as main components.
- a beam is applied to a metal mainly composed of copper and zinc, which has a higher thermal conductivity and a lower absorption rate of laser light than a metal containing iron as a main component.
- the metal bonding material is a specific metal member, such as an aluminum-based metal member and an iron-based metal member, and a metal member containing copper and zinc as main components and a metal member containing iron as a main component. Limited to combinations of. Further, since high-temperature cracking is likely to occur, the molding process is not easy and the joining characteristics such as tensile strength are not sufficient. Further, with the improvement of the technical level in recent years, further improvement of the joining characteristics of the metal joining material is required.
- Patent No. 5165339 Japanese Unexamined Patent Publication No. 2013-154398
- An object of the present disclosure is to provide a metal bonding material having excellent bonding reliability between metal members regardless of whether the metal member is made of a similar material or a metal member made of a different material.
- the first metal member and the second metal member In a vertical cross section, of the first metal member and the second metal member, only the first metal member contains a plurality of crystal grains that are adjacent to the diffusion layer and extend in a direction away from the diffusion layer.
- the area ratio of the plurality of crystal grains having an aspect ratio of 0.50 or less to all the crystal grains in the first columnar crystal structure portion is 50% or more.
- the first metal member has a plurality of crystal grains extending in a direction away from the first columnar crystal structure portion on the side opposite to the diffusion layer side of the first columnar crystal structure portion.
- [6] The metal bonding material according to the above [5], wherein the first metal member has a boundary surface between the first columnar crystal structure portion and the second columnar crystal structure portion in the cross section.
- the first reference line parallel to the boundary surface and 400 ⁇ m away from the boundary surface in the direction opposite to the second metal member side, and the first metal member.
- the metal bonding material according to the above [6] wherein the area ratio of the crystal grains having an aspect ratio of 0.35 or less in the first region partitioned from the two outlines is 50% or more. ..
- the ratio ( ⁇ 2 / ⁇ 1) of the thermal conductivity ⁇ 2 of the second metal member to the thermal conductivity ⁇ 1 of the first metal member at 25 ° C. is 10 or more, and is the same as the melting point T1 of the first metal member.
- the first metal member is a copper alloy material for a resistance material
- the second metal member is a copper-based material having a higher conductivity than the first metal member.
- the first metal member contains Mn in an amount of 10.0% by mass or more and 14.0% by mass or less, Ni in an amount of 1.0% by mass or more and 3.0% by mass or less, and the balance is composed of Cu and unavoidable impurities.
- the metal bonding material according to the above [14] which is a copper alloy material for a resistance material having an alloy composition.
- the first metal member contains Mn of 6.0% by mass or more and 8.0% by mass or less, Sn of 2.0% by mass or more and 4.0% by mass or less, and the balance is composed of Cu and unavoidable impurities.
- FIG. 1 is a perspective view showing an outline of the metal joining material of the embodiment.
- FIG. 2 is an image of a cross section perpendicular to the diffusion layer of the metal bonding material of the embodiment observed by the EBSD method.
- FIG. 3 is a schematic view showing each configuration in the image of FIG.
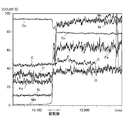
- FIG. 4 shows the EPMA line analysis result of the image of FIG.
- FIG. 5 is a perspective view for explaining the irradiation position of the laser beam in the embodiment.
- FIG. 1 is a perspective view showing an outline of the metal bonding material 1 of the embodiment.
- FIG. 2 is an image obtained by observing a cross section of the metal bonding material 1 perpendicular to the diffusion layer 30 by the EBSD method. Specifically, FIG. 2 is an image of a cross section perpendicular to the diffusion layer 30 of the metal bonding material 1 and the irradiation direction of the laser beam.
- FIG. 3 is a schematic view showing each configuration in the image of FIG.
- the metal joining material 1 is formed by joining the first metal member 10 and the second metal member 20.
- the metal bonding material 1 may have the first columnar crystal structure portion 12 and the diffusion layer 30 described later.
- the combination of the materials constituting the first metal member 10 and the second metal member 20 may be a different material or a similar material.
- the heterogeneous material includes dissimilar metals that are different metals, dissimilar alloys that are different alloys, and heterogeneous alloys that are different alloys.
- the similar material includes the same kind metal which is the same metal, the same kind alloy which is the same alloy, and the same kind alloy which is the same alloy system.
- the first metal member 10 is made of aluminum as the material and combination constituting the first metal member 10 and the second metal member 20. It is preferable that the combination is a system material and the second metal member 20 is a copper-based material, and the first metal member 10 is an iron-based material and the second metal member 20 is a copper-based material.
- the metal bonding material 1 composed of such a combination of different materials can be easily manufactured by fiber laser welding described later, and is excellent in bonding characteristics such as tensile strength and elongation.
- the materials constituting the first metal member 10 and the second metal member 20 include an aluminum-based material, an iron-based material, and a copper-based material. It is preferably a material.
- the metal bonding material 1 composed of such a combination of similar materials can be easily manufactured by fiber laser welding, and is excellent in bonding characteristics such as tensile strength and elongation.
- the metal bonding material 1 composed of the combination of the first metal member 10 and the second metal member 20 shown below is suitably used as a resistor such as a shunt resistor.
- the metal bonding material 1 preferable as a resistor the first metal member 10 is a copper alloy material for a resistor shown below, and the second metal member is a copper-based material having a higher conductivity than the first metal member 10.
- the second metal member is pure copper.
- a copper alloy material for a resistor material a copper alloy containing Mn (manganese) of 30.0% by mass or less is used because it is required to have electrical characteristics such that the specific resistance is large and the temperature coefficient of resistance change is small.
- Mn is contained in an amount of 10.0% by mass or more and 14.0% by mass or less
- Ni (nickel) is contained in an amount of 1.0% by mass or more and 3.0% by mass or less
- the balance is Cu ( A copper alloy material for Cu—Mn—Ni-based resistors having an alloy composition consisting of (copper) and unavoidable impurities.
- Mn is contained in an amount of 6.0% by mass or more and 8.0% by mass or less
- Sn (tin) is contained in an amount of 2.0% by mass or more and 4.0% by mass or less
- the balance is A copper alloy material for Cu—Mn—Sn-based resistors having an alloy composition consisting of Cu and unavoidable impurities.
- the Cu-Mn-Ni-based and Cu-Mn-Sn-based copper alloy materials for resistors have an absolute value of the temperature coefficient of resistance of 50 ppm / ° C. or less in the temperature range of 20 ° C. or higher and 50 ° C. or lower, and have resistance. Since the temperature coefficient is small and the resistance value is stable even when the environmental temperature changes, it is preferably used as a resistor material used for a resistor.
- TCR temperature coefficient of resistance
- T is the test temperature (° C.)
- T 0 is the reference temperature (° C.)
- R is the resistance value ( ⁇ ) at the test temperature T
- R 0 is the resistance value ( ⁇ ) at the reference temperature T 0. ..
- the temperature coefficient of resistance increases and the crystal grain size increases during recrystallization annealing.
- the electrical resistivity may increase, the crystal particle size may decrease during recrystallization annealing, and the corrosion resistance and manufacturability may decrease.
- the Ni content is less than 1.0% by mass, the resistance temperature coefficient may increase, the crystal particle size may increase during recrystallization annealing, and the corrosion resistance may decrease.
- the electrical resistivity may increase, the crystal particle size may decrease during recrystallization annealing, and the manufacturability may decrease.
- the temperature coefficient of resistance increases and the crystal grain size increases during recrystallization annealing.
- the electrical resistivity may increase or the crystal particle size may decrease during recrystallization annealing.
- the Sn content is less than 2.0% by mass, the temperature coefficient of resistance may increase, the grain size of the crystal may increase during recrystallization annealing, and the corrosion resistance may decrease.
- the electrical resistivity may increase, the crystal particle size may decrease during recrystallization annealing, and the manufacturability may decrease.
- Cu-Mn-Ni-based and Cu-Mn-Sn-based copper alloy materials for resistors Fe (iron): 0.001% by mass or more and 0.500% by mass or less, Si (silicon). : 0.001% by mass or more and 0.100% by mass or less, Cr (chromium): 0.001% by mass or more and 0.500% by mass or less, Zr (zirconium): 0.001% by mass or more and 0.200% by mass or less, Ti (titanium): 0.001% by mass or more and 0.200% by mass or less, Ag (silver): 0.001% by mass or more and 0.500% by mass or less, Mg (magnesium): 0.001% by mass or more and 0.500% by mass Mass% or less, Co (cobalt): 0.001% by mass or more and 0.100% by mass or less, P (phosphorus): 0.001% by mass or more and 0.100% by mass or less, and Zn (zinc):
- the Cu—Mn—Ni-based and Cu—Mn—Sn-based copper alloy materials for resistors further contain one or more of the above elements, the growth of crystal grains during recrystallization annealing will be slowed down, and thus the crystal grains will grow. In addition to facilitating diameter control, heat resistance is improved. Therefore, the joining characteristics of the metal joining material 1 are further improved.
- the temperature coefficient of resistance of the above-mentioned copper alloy material for a resistor is very small, it is suitably used for a resistor of a resistor that is required to stabilize the change in resistance value with respect to the environmental temperature.
- the metal bonding material 1 formed by bonding a copper-based material having a higher conductivity than a copper alloy material for a resistor and a copper alloy material for a resistor is preferably used for a resistor such as a shunt resistor.
- the metal bonding material 1 is formed by bonding a first metal member 10 and a second metal member 20 via a diffusion layer 30.
- first metal member 10 of the first metal member 10 and the second metal member 20 has a first columnar structure including a plurality of crystal grains 11 extending in a direction away from the diffusion layer 30. It has a crystal structure portion 12.
- the first columnar crystal structure portion 12 is adjacent to the diffusion layer 30 on the first metal member 10 side.
- the diffusion layer 30 is formed between the first metal member 10 and the second metal member 20.
- the metal element constituting the diffusion layer 30 is composed of a metal element constituting the first metal member 10 and a metal element constituting the second metal member 20.
- the crystal grains 11 contained in the first columnar crystal structure portion 12 extend from the diffusion layer 30 toward the first metal member 10 and extend along the bonding direction X as a whole.
- the crystal grains 11 are longer than the crystal grains of the structure of the first metal member 10 before joining are granular. Further, regarding the state of the first columnar crystal structure portion 12 in the bonding direction X, the crystal grains 11 may be formed on the entire surface from the diffusion layer 30 side to the second columnar crystal structure portion 14 side described later. Crystal grains 11 may be partially formed, or these states may be mixed as shown in FIGS. 2 to 3.
- the metal bonding material 1 has the first columnar crystal structure portion 12 in the first metal member 10, the tensile strength and elongation of the first metal member 10 are improved. Further, the first columnar crystal structure portion 12 in the first metal member 10 is adjacent to the diffusion layer 30, so that the first columnar crystal structure portion 12 is joined to the diffusion layer 30. Therefore, even if the average thickness of the diffusion layer 30 is smaller than that of the conventional one, the bonding strength between the first metal member 10 and the second metal member 20 is good, and the metal bonding material 1 is bonded such as tensile strength and elongation. Excellent characteristics.
- the average thickness of the diffusion layer 30 having an unstable resistance value can be made smaller and more uniform than that of the first metal member 10 and the second metal member 20, when the metal bonding material 1 is a resistor, it can be made uniform. As will be described later, it is possible to suppress variations in the resistance value and the temperature coefficient of resistance for each metal bonding material 1.
- the crystal grains 11 in the first columnar crystal structure portion 12 are preferably formed over the entire surface of the metal bonding material 1 in the bonding surface direction Y.
- the bonding strength between the first metal member 10 and the second metal member 20 is improved even if the average thickness of the diffusion layer 30 is further reduced.
- the bonding characteristics of the metal bonding material 1 are even better.
- the crystal grains 11 contained in the first columnar crystal structure portion 12 penetrates the diffusion layer 30 and extends to the second metal member 20.
- the crystal grains 11 and the second metal in the first columnar crystal structure portion 12 Since the members 20 are bonded to each other, even if the average thickness of the diffusion layer 30 is further reduced, the bonding strength between the first metal member 10 and the second metal member 20 is further increased, and the bonding characteristics of the metal bonding material 1 are further improved. improves.
- crystal grains 11 penetrate the diffusion layer 30 and extend to the second metal member 20 means that the crystal grains 11 penetrate the diffusion layer 30 and invade the second metal member 20 in the cross sections shown in FIGS. That is.
- the crystal grains 11 that do not penetrate into the diffusion layer 30 are composed of the same metal elements as the metal elements constituting the first metal member 10. Further, regarding the crystal grains 11 invading the diffusion layer 30, the portion invading the diffusion layer 30 is the same metal element as the metal element constituting the diffusion layer 30, that is, the metal element constituting the first metal member 10 and the first. 2. The portion composed of the metal element constituting the metal member 20 and not invading the diffusion layer 30, that is, the portion on the side of the first metal member 10 from the diffusion layer 30 is the same metal as the metal element constituting the first metal member 10. It is composed of elements.
- the portion that penetrates into the second metal member 20 is composed of the same metal element as the metal element that constitutes the second metal member 20.
- the portion invading the diffusion layer 30 is composed of the same metal element as the metal element constituting the diffusion layer 30, and the portion not invading the diffusion layer 30 is the same as the metal element constituting the first metal member 10. It is composed of metallic elements.
- the aspect ratio (short direction dimension / longitudinal direction) of 0.50 or less (more than 0 and 0.50 or less).
- the area ratio occupied by the plurality of crystal grains having (dimensions) is preferably 50% or more, more preferably 80% or more, still more preferably 90% or more.
- the aspect ratio of the first columnar crystal structure portion 12 is 0. Since the content ratio of the crystal grains 11 of .50 or less increases, the above-mentioned characteristics of the first columnar crystal structure portion 12 are further improved. As a result, even if the average thickness of the diffusion layer 30 is further reduced, the bonding strength between the first metal member 10 and the second metal member 20 is further increased, and the bonding characteristics of the metal bonding material 1 are further improved.
- the aspect ratio of the crystal grains is the ratio of the lateral dimension to the longitudinal dimension of the crystal grains.
- the longitudinal dimension of the crystal grain is the maximum dimension of the crystal grain in the bonding direction X
- the lateral dimension of the crystal grain is the crystal grain in the direction perpendicular to the bonding direction X. Is the maximum dimension of. In the case of a perfect circular crystal grain, the aspect ratio is 1.
- the longitudinal dimension is about 20 ⁇ m or more and 400 ⁇ m or less
- the lateral dimension is about 1 ⁇ m or more and 80 ⁇ m or less.
- the structure of the metal bonding material 1 in the cross section perpendicular to the diffusion layer 30 as shown in FIGS. 2 to 3 uses an EBSD detector attached to a high-resolution scanning analytical electron microscope (JSM-7001FA, manufactured by Nippon Denshi Co., Ltd.). It can be obtained from the crystal orientation analysis data calculated by using analysis software (OIM Analysis, manufactured by TSL) from the crystal orientation data continuously measured.
- EBSD is an abbreviation for Electron Backscatter Diffraction, which is a crystal orientation analysis technique using reflected electron Kikuchi line diffraction generated when a metal bonding material 1 as a sample is irradiated with an electron beam in a scanning electron microscope (SEM). That is.
- OIM Analysis is data analysis software measured by EBSD.
- the observation sample is a surface whose cross section perpendicular to the diffusion layer 30 is mirror-finished by electrolytic polishing.
- the observation is performed with a step size of 2.0 ⁇ m in a field of view of 3 mm in the joining direction ⁇ 3 mm in the joining surface direction.
- a crystal grain boundary with an orientation difference of 15 ° or more is defined, and a crystal grain consisting of 2 pixels or more is the target of analysis.
- the lower limit of the average thickness of the first columnar crystal structure portion 12 extending in the direction away from the diffusion layer 30 is preferably 50 ⁇ m or more, more preferably 100 ⁇ m or more, and further. It is preferably 150 ⁇ m or more, and the upper limit is preferably 500 ⁇ m or less, more preferably 400 ⁇ m or less, still more preferably 350 ⁇ m or less.
- the average thickness of the first columnar crystal structure portion 12 is an average length dimension along the joining direction X in the cross sections shown in FIGS. 2 to 3.
- the mechanical strength of the first metal member 10 having the first columnar crystal structure portion 12 increases, so that the bonding characteristics of the metal bonding material 1 are further improved. To do. Further, when the average thickness of the first columnar crystal structure portion 12 is 500 ⁇ m or less, coarsening of the crystal size of the first columnar crystal structure portion 12 is suppressed, and the first metal member having the first columnar crystal structure portion 12 is suppressed. Since the decrease in mechanical strength of 10 is suppressed, the bonding characteristics of the metal bonding material 1 are good.
- the diffusion layer 30 and the first columnar crystal structure portion 12 are connected by connecting 10 positions of the diffusion layer specified by EPMA line analysis of the diffusion layer 30 on a cross-sectional image perpendicular to the diffusion layer.
- the boundary with is specified.
- the boundary surface 15 that separates the first columnar crystal structure portion 12 and the second columnar crystal structure portion 14 is specified.
- the region of the first columnar crystal structure portion 12 is specified by the boundary between the two.
- the maximum thickness and the minimum thickness of the first columnar crystal structure portion 12 in each cross section are observed at five cross sections perpendicular to the diffusion layer 30 as shown in FIGS. It is a value obtained by measuring (the maximum thickness of the first columnar crystal structure portion 12 + the minimum thickness of the first columnar crystal structure portion 12) / 2 and dividing the total by 5.
- the average thickness of the diffusion layer 30 formed between the first metal member 10 and the second metal member 20 is 50 ⁇ m or less, preferably 40 ⁇ m or less, more preferably 30 ⁇ m. It is as follows. As described above, the average thickness of the diffusion layer 30 is 50 ⁇ m or less, and the smaller the average thickness, the more preferable.
- the average thickness of the diffusion layer 30 is an average length dimension along the joining direction X in the cross sections shown in FIGS. 2 to 3. When the average thickness of the diffusion layer 30 is 50 ⁇ m or less, the average thickness is smaller than the conventional one, the bonding strength between the first metal member 10 and the second metal member 20 is good, and the metal bonding material 1 is bonded. Excellent characteristics.
- the metal bonding material 1 is becoming smaller in size with the recent increase in integration.
- the average thickness of the diffusion layer is large and the thickness of the diffusion layer is non-uniform, so that the bonding state of the first metal member and the second metal member is stable. Without this, the resistance value and temperature coefficient of resistance for each metal joint may become unstable.
- the bonding state between the first metal member 10 and the second metal member 20 is stable. Therefore, it is possible to suppress variations in the resistance value and the temperature coefficient of resistance for each metal bonding material 1.
- the lower limit of the average thickness of the diffusion layer 30 is, for example, 1 ⁇ m or more.
- the diffusion layer 30 is identified by EPMA line analysis.
- the average thickness of the diffusion layer 30 is taken as the average value of 10 EPMA line analyzes measured in a cross-sectional image perpendicular to the diffusion layer 30 as shown in FIGS.
- FIG. 4 shows the EPMA line analysis result of the image of FIG. According to the analysis result shown in FIG. 4, the average thickness of the diffusion layer 30 is 21 ⁇ m.
- first metal member 10 of the first metal member 10 and the second metal member 20 is on the side opposite to the diffusion layer 30 side of the first columnar crystal structure portion 12. It is preferable to have a second columnar crystal structure portion 14 including a plurality of crystal grains 13 extending in a direction away from the first columnar crystal structure portion 12.
- the side opposite to the diffusion layer 30 side of the first columnar crystal structure portion 12 is the first metal member 10 side of the first columnar crystal structure portion 12.
- the second columnar crystal structure portion 14 is adjacent to the first columnar crystal structure portion 12 on the first metal member 10 side.
- the second columnar crystal structure portion 14 is composed of the same metal element as the metal element constituting the first metal member 10. That is, the crystal grains 13 contained in the second columnar crystal structure portion 14 in large amounts are composed of the same metal elements as the metal elements constituting the first metal member 10. The crystal grains 13 contained in the second columnar crystal structure portion 14 in large amounts extend from the first columnar crystal structure portion 12 toward the first metal member 10, and extend as a whole along the bonding direction X. The crystal grains 13 are longer than the crystal grains of the structure of the first metal member 10 before joining.
- the metal bonding material 1 has the second columnar crystal structure portion 14 in the first metal member 10, the tensile strength and elongation of the first metal member 10 are improved. Further, since the second columnar crystal structure portion 14 in the first metal member 10 is adjacent to the first columnar crystal structure portion 12, the second columnar crystal structure portion 14 is joined to the first columnar crystal structure portion 12. The bonding strength between the first metal member 10 and the second metal member 20 is further increased, and the bonding characteristics of the metal bonding material 1 are further improved. Further, since the bonding strength between the first metal member 10 and the second metal member 20 is improved, the thickness of the diffusion layer 30 can be further reduced, so that the resistance value and the temperature coefficient of resistance vary for each metal bonding material 1. Further, it can be suppressed, and the resistance adjustment of the metal bonding material 1 becomes easier and may become unnecessary.
- the first metal member 10 is formed by the first columnar crystal structure portion 12 side of the second columnar crystal structure portion 14, that is, the first columnar crystal structure portion 12 and the second columnar crystal structure portion 14. It has a boundary surface 15 in between. Therefore, in the image observed by the EBSD method as shown in FIG. 2, the second columnar crystal structure portion 14 is on the opposite side of the boundary showing the first metal member 10 side of the second columnar crystal structure portion 14. The boundary surface 15 showing the side of the 1 columnar crystal structure portion 12 is clear.
- the first reference line 16 parallel to the boundary surface 15 and 400 ⁇ m away from the boundary surface 15 in the direction opposite to the second metal member 20 side, and the first metal.
- the area ratio of the plurality of crystal grains having an aspect ratio of 0.35 or less (more than 0 and 0.35 or less) in the first region 18 partitioned from the two outer lines 17a and 17b of the member 10 is It is preferably 50% or more, more preferably 70% or more, and further preferably 80% or more. As described above, when the area ratio of the plurality of crystal grains having an aspect ratio of 0.35 or less occupies 50% or more in the first region 18, the aspect ratio included in the second columnar crystal structure portion 14 is 0.35 or less.
- the content ratio of the crystal grains 13 of the above is increased, the above-mentioned characteristics of the second columnar crystal structure portion 14 are further improved.
- the bonding strength between the first metal member 10 and the second metal member 20 is further increased, and the bonding characteristics of the metal bonding material 1 are further improved.
- the first reference line 16 is a reference line parallel to the boundary surface 15 and 400 ⁇ m away from the boundary surface 15 in the direction of the first metal member 10.
- the outer lines 17a and 17b of the first metal member 10 are two lines forming the contour of the first metal member 10 extending along the joining direction X.
- the outer lines 17a and 17b of the first metal member 10 extending along the joining direction X intersect the boundary surface 15 and the first reference line 16.
- the area ratio of the plurality of crystal grains having an aspect ratio of 0.35 or less is 50. % Or more is preferable.
- the second metal member 20 of the first metal member 10 and the second metal member 20 has a diffusion layer 30, a specific crystal reference line 21 parallel to the diffusion layer 30, and a specific crystal reference line 21. It is partitioned from the two outlines 22a and 22b of the second metal member 20, and has a [001] crystal structure of the crystal orientation [001] and a [011] crystal structure and a crystal orientation [111] of the crystal orientation [011]. [111] It has a specific crystal structure portion 23 in which the area ratio of the total area with the crystal structure is 50% or more, and the average spacing dimension B1 between the diffusion layer 30 and the specific crystal reference line 21 is 500 ⁇ m or less. Is preferable.
- the specific crystal reference line 21 is a reference line parallel to the diffusion layer 30 and separated from the diffusion layer 30 in the direction of the second metal member 20.
- the outer lines 22a and 22b of the second metal member 20 are two lines forming the contour of the second metal member 20 extending along the joining direction X.
- the outer lines 22a and 22b of the second metal member 20 extending along the joining direction X intersect the specific crystal reference line 21 and the diffusion layer 30.
- the specific crystal structure portion 23 includes at least a [001] crystal structure having a crystal orientation [001], a [011] crystal structure having a crystal orientation [011], and a [111] crystal structure having a crystal orientation [111].
- the area ratio of the area is preferably 50% or more.
- the fiber Since a good first columnar crystal structure portion 12 and a small and uniform diffusion layer 30 are easily formed by laser welding, the bonding strength between the first metal member 10 and the second metal member 20 is good. The bonding characteristics of the metal bonding material 1 are excellent. Further, when the first metal member 10 melts and solidifies, internal stress is generated and the volume shrinks due to its solidification and cooling. Therefore, this internal stress is applied to the minute amount of the second metal member 20 in the vicinity of the diffusion layer 30. Since it is relaxed by creep deformation, the joint is easily formed.
- the area ratio of the total area of the [001] crystal structure, the [011] crystal structure, and the [111] crystal structure to the area of the specific crystal structure portion 23 is preferably 50%. As mentioned above, it is more preferably 80% or more, still more preferably 90% or more.
- the average spacing dimension B1 between the diffusion layer 30 and the specific crystal reference line 21 is preferably 500 ⁇ m or less, more preferably 400 ⁇ m or less, still more preferably 300 ⁇ m or less.
- the crystal orientation of the specific crystal structure portion 23 is analyzed from the crystal orientation data continuously measured using the EBSD detector attached to the high-resolution scanning analytical electron microscope (JSM-7001FA manufactured by Nippon Denshi Co., Ltd.). It can be obtained from the crystal orientation analysis data calculated using OIM Analysis) manufactured by the company. Further, for the average spacing dimension B1, five cross sections perpendicular to the diffusion layer 30 as shown in FIGS. 2 to 3 are observed, and the maximum spacing dimension and the minimum spacing dimension of the average spacing dimension B1 in each cross section are measured. (Maximum interval dimension + minimum interval dimension) / 2 is calculated, and the total is divided by 5.
- the second metal member 20 of the first metal member 10 and the second metal member 20 has a diffusion layer 30, a twin reference line 24 parallel to the diffusion layer 30, and a twin crystal reference line 24. It may have a twin structure portion 25 which is partitioned from the two outer lines 22a and 22b of the second metal member 20 and has an area ratio of 50% or more of the twin structure, and is twinned with the diffusion layer 30.
- the average spacing dimension B2 from the crystal reference line 24 is preferably 500 ⁇ m or less.
- the second metal member 20 is a copper-based material or an iron-based material such as SUS.
- the twin crystal reference line 24 is a reference line parallel to the diffusion layer 30 and separated from the diffusion layer 30 in the direction of the second metal member 20.
- the outer lines 22a and 22b of the second metal member 20 intersect the twin reference line 24 and the diffusion layer 30.
- the twin structure portion 25 includes at least a twin structure. In the twin structure portion 25 partitioned from the diffusion layer 30, the twin reference line 24, and the two outer lines 22a and 22b, the area ratio of the twin structure is preferably 50% or more.
- the first columnar crystal structure portion 12 which is good by fiber laser welding and the thickness are small and uniform. Since the diffusion layer 30 is easily formed, the bonding strength between the first metal member 10 and the second metal member 20 is good, and the bonding characteristics of the metal bonding material 1 are excellent. Further, when the first metal member 10 melts and solidifies, internal stress is generated and the volume shrinks due to its solidification and cooling. Therefore, this internal stress is applied to the minute amount of the second metal member 20 in the vicinity of the diffusion layer 30. Since it is relaxed by creep deformation, the joint is easily formed.
- the area ratio of the twin structure to the area of the twin structure portion 25 is preferably 50% or more, more preferably 80% or more, still more preferably 90% or more.
- the average spacing dimension B2 between the diffusion layer 30 and the twin reference line 24 is preferably 500 ⁇ m or less, more preferably 400 ⁇ m or less, and even more preferably 300 ⁇ m or less.
- the twin state of the twin structure portion 25 is analyzed from crystal orientation data continuously measured using an EBSD detector attached to a high-resolution scanning analytical electron microscope (JSM-7001FA, manufactured by Nippon Denshi Co., Ltd.). It can be obtained from crystal orientation analysis data calculated using OIM Analysis) manufactured by TSL. Further, for the average spacing dimension B2, five cross sections perpendicular to the diffusion layer 30 as shown in FIGS. 2 to 3 are observed, and the maximum spacing dimension and the minimum spacing dimension of the average spacing dimension B2 in each cross section are measured. (Maximum interval dimension + minimum interval dimension) / 2 is calculated, and the total is divided by 5.
- the ratio ( ⁇ 2 / ⁇ 1) of the thermal conductivity ⁇ 2 of the second metal member 20 to the thermal conductivity ⁇ 1 of the first metal member 10 at 25 ° C. is preferably 10 or more, more preferably 15 or more, still more preferably. It is 20 or more, and the difference ⁇ T between the melting point T1 of the first metal member 10 and the melting point T2 of the second metal member 20 is preferably 10 ° C. or higher, more preferably 50 ° C. or higher, still more preferably 100 ° C. or higher.
- the ratio of thermal conductivity ( ⁇ 2 / ⁇ 1) and the difference ⁇ T of the melting point of the first metal member 10 and the second metal member 20 constituting the metal bonding material 1 are within the above numerical ranges, it is good by fiber laser welding. It becomes easy to manufacture the metal bonding material 1 having excellent bonding characteristics.
- the crystal grain 11, the first columnar crystal structure portion 12, the crystal grain 13, the second columnar crystal structure portion 14, the boundary surface 15, the first region 18, the specific crystal structure portion 23, the twin crystal structure portion 25, and the diffusion layer. 30 can be easily controlled within the above numerical range. Further, in the past, it was difficult to join metal members having a thermal conductivity ratio of 10 or more, but by optimizing the conditions of fiber laser welding, metal joining having excellent joining characteristics as described above Material 1 is obtained.
- the metal joining material 1 can be manufactured by joining the first metal member 10 and the second metal member 20. Fiber laser welding is used to join the first metal member 10 and the second metal member 20.
- Fiber laser welding is a method of joining metal members by using laser light as a heat source, condensing the laser light, irradiating the metal members, and locally melting and solidifying the metal members. Fiber laser welding can join metal members in a short time using laser light with high energy density.
- fiber laser welding Since a laser beam with high energy density can be obtained by concentrating on an extremely small area with an optical lens, fiber laser welding enables high-speed deep penetration welding, has very little heat effect of welding, and causes welding deformation. It has many features such as few.
- the metal member is an aluminum-based material or a copper-based material
- the reflectance of the laser beam of the metal member is high, so that the irradiation energy of the laser beam is not sufficiently utilized for melting the metal member, and the output of the laser beam is output. It was sometimes expensive.
- the output of the laser beam is increased, many defects are generated on the joint surface of the metal joint material, which may reduce the connection reliability of the metal joint material.
- the embodiment it is possible to manufacture the metal bonding material 1 having excellent bonding reliability by optimizing the welding conditions by using a fiber laser having a much higher output than the conventional one. it can.
- the first metal in a state where the first metal member 10 and the second metal member 20 are in contact with each other or in a state where the first metal member 10 and the second metal member 20 are arranged in close proximity to each other.
- the member 10 side is irradiated with a laser beam to join the first metal member 10 and the second metal member 20.
- the melting of the first metal member 10 is dominant in the melting by the laser beam. Is. Then, by quenching after melting, the molten portion is rapidly cooled while being transmitted through the first metal member 10 and the second metal member 20 so that the heat of the melt of the first metal member 10 is separated from the irradiation position of the laser beam.
- the metal bonding material 1 is formed with a columnar crystal structure as described above.
- the thickness of the diffusion layer 30 can be made smaller and more uniform than in the past, and the specific crystal structure portion 23 and the twin structure portion 25 can be enlarged. Can be suppressed. Therefore, the joining characteristics of the metal joining material 1 are improved.
- the lower limit value is preferably 1 kW or more, more preferably 3 kW or more, and the upper limit value is preferably 10 kW or less. It is preferably 6 kW or less.
- the output of the laser light is 1 kW or more, melting by the laser light can be performed satisfactorily.
- the output of the laser light is 10 kW or less, the influence of heat transmitted to the second metal member 20 can be suppressed.
- a first columnar crystal structure portion, a second columnar crystal structure portion, and the like are provided. It is possible to obtain a metal bonding material having a diffusion layer with a reduced thickness.
- the bonding characteristics such as tensile strength and elongation are good, so that the bonding reliability between the metal members is improved. Excellent.
- Example 1 First, the first metal member and the second metal member shown in Table 1 were prepared.
- the first metal member and the second metal member had a plate shape, and had a plate thickness of 2 mm, a width of 10 mm, and a length of 100 mm.
- the types of the first metal member and the second metal member are as follows.
- Example 1 to 18 as shown in FIG. 5, the abutting surface 50 of the first metal member 10 and the second metal member 20, that is, parallel to the contact surface of the first metal member 10 and the second metal member 20,
- the laser beam was irradiated while scanning the position h (mm) away from the surface 50 on the side of the first metal member. That is, the position of the first metal member 10 at a distance h from the abutting surface 50 of the first metal member 10 and the second metal member 20 was irradiated with laser light.
- the image of the cross section perpendicular to the diffusion layer can be obtained by using the EBSD detector attached to a high-resolution scanning electron microscope (JSM-7001FA, manufactured by Nippon Denshi Co., Ltd.). It was obtained from the crystal orientation analysis data calculated by using the analysis software (OIM Analysis, manufactured by TSL) from the crystal orientation data continuously measured by the use.
- the observation sample had a surface that was mirror-finished by electropolishing with respect to the cross section perpendicular to the diffusion layer.
- the observation was performed with a step size of 2.0 ⁇ m in a field of view of 3 mm in the joining direction ⁇ 3 mm in the joining surface direction.
- the orientation difference of 15 ° or more was defined as the crystal grain boundary, and the crystal grains consisting of 2 pixels or more were analyzed.
- Table 3 shows the results of observing the cross section perpendicular to the diffusion layer based on the image obtained in this way.
- the diffusion layer was identified by EPMA line analysis.
- the average thickness of the diffusion layer was taken as the average value of 10 EPMA line analyzes measured in a cross-sectional image perpendicular to the diffusion layer.
- the boundary between the diffusion layer and the first columnar crystal structure was identified by connecting the 10 positions of the diffusion layer identified by the EPMA line analysis of the diffusion layer on the cross-sectional image perpendicular to the diffusion layer. .. Further, the boundary surface between the first columnar crystal structure portion and the second columnar crystal structure portion was identified from the above image of the cross section perpendicular to the diffusion layer. In this way, the region of the first columnar crystal structure was identified. Then, the average thickness of the first columnar crystal structure is determined by observing five cross sections perpendicular to the diffusion layer by the above EBSD method to identify the region of the first columnar crystal structure, and the first columnar crystal structure in each cross section.
- the maximum thickness and the minimum thickness of each part were measured to calculate (maximum thickness of the first columnar crystal structure part + minimum thickness of the first columnar crystal structure part) / 2, and the total was divided by 5. And said. Further, among all the crystal grains in the first columnar crystal structure portion, a plurality of crystal grains having an aspect ratio (short direction dimension / longitudinal direction dimension) of 0.50 or less (more than 0 and 0.50 or less) occupy. The area ratio was calculated.
- the boundary surface 15 between the first columnar crystal structure portion and the second columnar crystal structure portion is parallel to the boundary surface 15 and is separated from the boundary surface 15 in the direction opposite to the second metal member 20 side by 400 ⁇ m.
- 0.35 or less 0.35 of all the crystal grains.
- a tensile test was conducted in accordance with the elongation ratio JIS Z 2241. Then, the ratio of the elongation of the metal joint material to the elongation of the metal member having the lower tensile strength (elongation of the metal joint material / elongation of the lower metal member) was defined as the elongation ratio. All metal bonding materials tend to be stretched more than the metal members before bonding because they are heated and softened by the laser, but when the bonding state is poor, they are stretched and cut. When the elongation ratio was 1.5 or more, the metal joint material was judged to be good, and when the elongation ratio was less than 1.5, the metal joint material was judged to be poor.
- Variation in resistance value is an index of how much the resistance value of the obtained metal joint material differs from the average value.
- the resistance values of the 10 samples of the metal bonding materials obtained in Examples 1 to 11 and Comparative Examples 1 to 3 were measured at room temperature (25 ° C.), and the average value and the maximum of the measured values in each Example and each Comparative Example were measured. Obtained the value and the minimum value. Then, the ratio of the difference between the maximum value and the minimum value of the resistance value to the average value of the resistance values of the metal bonding material ((maximum value of the resistance value of the metal bonding material-the minimum value of the resistance value of the metal bonding material) / metal bonding). The average value of the materials) was used as the variation in resistance value. The smaller the variation in resistance value, the better the metal joint material is as a resistor.
- Examples 1 to 11 and Comparative Examples 1 to 3 a copper alloy material for a resistance material was used as the first metal member, and the variation in the resistance value was measured together with the tensile strength ratio and the elongation ratio.
- the average thickness of the diffusion layer was 50 ⁇ m or less, and the thickness of the diffusion layer was smaller and more uniform than in the conventional case, so that the variation in resistance value could be suppressed.
- the metal bonding materials of Examples 1 to 11 are suitable as resistors such as shunt resistors.
- Comparative Examples 1 to 10 the laser beam was irradiated along the abutting surface of the first metal member and the second metal member. Therefore, the first columnar crystal structure portion was not formed in the cross section perpendicular to the diffusion layer. Furthermore, the average thickness of the diffusion layer was greater than 50 ⁇ m. As a result, the metal joints of Comparative Examples had poor tensile strength ratios and elongation ratios, and Comparative Examples 1 to 3 had large variations in resistance values.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
実施形態の金属接合材は、第1金属部材と第2金属部材とが接合されてなる金属接合材であって、前記第1金属部材と前記第2金属部材とが拡散層を介して接合され、前記拡散層に垂直な断面において、前記第1金属部材および前記第2金属部材のうち前記第1金属部材のみは、前記拡散層に隣接し、前記拡散層から離れる方向に向かって延びる複数の結晶粒を含む第1柱状結晶組織部を有する。
Description
本開示は、金属接合材に関する。
従来から、金属部材同士を接合する技術が様々な分野で利用されている。
また、近年では、材料への要求が年々厳しくなり、同系材料の金属部材同士を接合する技術に加えて、異系材料の金属部材同士を接合する技術、特に相反する特性を持つ異系金属部材同士の接合の高精度化が求められている。
例えば、熱伝導率の高い材料である銅系部材やアルミニウム系部材と耐熱性の高いステンレス部材や耐熱鋼部材とを組み合わせる熱交換器や、比重の大きい銅系部材と比重の小さいアルミニウム系部材との組み合わせなど、金属接合材を構成する金属部材の多様性の要求は高い。特に、様々な種類の接合材が実用化されている例として、バイメタルでは熱膨張係数の異なる金属部材同士が接合され、シャント抵抗器では電気抵抗率の低い金属部材と電気抵抗率の高い金属部材とが接合されている。
金属部材の接合方法としては、溶融溶接、固相接合、ろう接合、接着、機械的接合などがある。なかでも、溶融溶接による金属部材の接合方法は、古くから使用され、実用的かつ実績が多い。溶融溶接には、ティグ溶接、ミグ溶接、マグ溶接、プラズマ溶接のようなアーク溶接、スポット溶接、シーム溶接、プロジェクション溶接、フラッシュバット溶接のような抵抗溶接、電子ビーム溶接のような高エネルギービーム溶接などがある。
例えば特許文献1には、アルミニウム系金属材と、少なくとも表面の一部を亜鉛で被覆する鉄系金属材と、を接合し、前記鉄系金属材と前記アルミニウム系金属材との界面には、亜鉛がアルミニウムに固溶してなる合金層が介在されており、さらに前記合金層には、亜鉛が析出されており、なおかつ前記合金層には、鉄、アルミニウムおよび亜鉛からなる群より選択される2種以上の金属元素からなる金属間化合物が分散されて析出している異種金属接合体が記載されている。特許文献1では、異種金属接合体の製造方法は、アルミニウム系金属材と鉄系金属材との合わせ目にレーザー光を照射して、前記鉄系金属材の表面に含有された亜鉛と、前記アルミニウム系金属材の表面に含有されたアルミニウムとを溶出させる第1の工程と、前記レーザー光の照射面同士が接触する方向へローラで加圧し、鉄系金属材とアルミニウム系金属材との界面に、亜鉛をアルミニウムに固溶させた合金層を形成させる第2の工程と、を含む。
また、特許文献2には、銅と亜鉛を主成分とする金属と、鉄を主成分とする金属を、端面同士を突合せることで突合せ界面を形成し、当該突合せ界面近傍に高エネルギー密度を有するビームを照射して接合部を形成し、当該接合部を介して、前記銅と亜鉛を主成分とする金属と、前記鉄を主成分とする金属を接合する、異種金属の突合せ接合方法において、前記高エネルギー密度を有するビームの照射中心の位置を、前記突合せ界面から離れた前記銅と亜鉛を主成分とする金属の表面にし、前記銅と亜鉛を主成分とする金属の前記突合せ界面に隣接する部分を溶融して、前記銅と亜鉛を主成分とする金属の溶融組織からなる前記接合部を形成する異種金属の突合せ接合方法が記載されている。特許文献2では、鉄を主成分とする金属に比べて、熱伝導率が高くレーザー光の吸収率が低い、銅と亜鉛を主成分とする金属に対して、ビームが照射される。
上記のような従来技術では、アルミニウム系金属部材および鉄系金属部材や、銅と亜鉛を主成分とする金属部材および鉄を主成分とする金属部材のように、金属接合材は特定の金属部材の組み合わせに限られる。また、高温割れが発生しやすいことがあるために、成形加工が容易ではなく、引張強度などの接合特性が十分ではない。さらには、近年の技術レベルの向上に伴い、金属接合材の接合特性のさらなる向上が求められている。
本開示の目的は、同系材料の金属部材および異系材料の金属部材にかかわらず、金属部材同士の接合信頼性に優れる金属接合材を提供することである。
[1] 第1金属部材と第2金属部材とが接合されてなる金属接合材であって、前記第1金属部材と前記第2金属部材とが拡散層を介して接合され、前記拡散層に垂直な断面において、前記第1金属部材および前記第2金属部材のうち前記第1金属部材のみは、前記拡散層に隣接し、前記拡散層から離れる方向に向かって延びる複数の結晶粒を含む第1柱状結晶組織部を有することを特徴とする金属接合材。
[2] 前記断面において、前記第1柱状結晶組織部中の全ての結晶粒のうち、0.50以下のアスペクト比を有する複数の結晶粒が占める面積割合は、50%以上である、上記[1]に記載の金属接合材。
[3] 前記断面において、前記第1柱状結晶組織部の平均厚さは50μm以上500μm以下である、上記[1]または[2]に記載の金属接合材。
[4] 第1金属部材と第2金属部材とが接合されてなる金属接合材であって、前記第1金属部材と前記第2金属部材とが拡散層を介して接合され、前記拡散層の平均厚さは50μm以下である金属接合材。
[5] 前記断面において、前記第1金属部材は、前記第1柱状結晶組織部の前記拡散層側と反対側に、前記第1柱状結晶組織部から離れる方向に向かって延びる複数の結晶粒を含む第2柱状結晶組織部を有する、上記[1]~[4]のいずれか1つに記載の金属接合材。
[6] 前記断面において、前記第1金属部材は、前記第1柱状結晶組織部と前記第2柱状結晶組織部との間に境界面を有する、上記[5]に記載の金属接合材。
[7] 前記断面において、前記境界面と、前記境界面に平行であり、前記境界面から前記第2金属部材側と反対側の方向に400μm離れる第1基準線と、前記第1金属部材の2本の外形線と、から区画される第1領域内に占める、0.35以下のアスペクト比を有する結晶粒の面積割合は、50%以上である、上記[6]に記載の金属接合材。
[8] 25℃における、前記第1金属部材の熱伝導率λ1に対する前記第2金属部材の熱伝導率λ2の比(λ2/λ1)は10以上であり、前記第1金属部材の融点T1と前記第2金属部材の融点T2との差ΔTは10℃以上である、上記[1]~[7]のいずれか1つに記載の金属接合材。
[9] 前記第1金属部材がアルミニウム系材料であり、前記第2金属部材が銅系材料である、上記[1]~[8]のいずれか1つに記載の金属接合材。
[10] 前記第1金属部材が鉄系材料であり、前記第2金属部材が銅系材料である、上記[1]~[8]のいずれか1つに記載の金属接合材。
[11] 前記第1金属部材および前記第2金属部材がアルミニウム系材料である、上記[1]~[8]のいずれか1つに記載の金属接合材。
[12] 前記第1金属部材および前記第2金属部材が鉄系材料である、上記[1]~[8]のいずれか1つに記載の金属接合材。
[13] 前記第1金属部材および前記第2金属部材が銅系材料である、上記[1]~[8]のいずれか1つに記載の金属接合材。
[14] 前記第1金属部材は、抵抗材用銅合金材料であり、前記第2金属部材は、前記第1金属部材よりも導電率の高い銅系材料である、上記[1]~[8]のいずれか1つに記載の金属接合材。
[15] 前記第1金属部材は、Mnを10.0質量%以上14.0質量%以下、Niを1.0質量%以上3.0質量%以下含有し、残部がCuおよび不可避不純物からなる合金組成を有する抵抗材用銅合金材料である、上記[14]に記載の金属接合材。
[16] 前記第1金属部材は、Mnを6.0質量%以上8.0質量%以下、Snを2.0質量%以上4.0質量%以下含有し、残部がCuおよび不可避不純物からなる合金組成を有する抵抗材用銅合金材料である、上記[14]に記載の金属接合材。
[2] 前記断面において、前記第1柱状結晶組織部中の全ての結晶粒のうち、0.50以下のアスペクト比を有する複数の結晶粒が占める面積割合は、50%以上である、上記[1]に記載の金属接合材。
[3] 前記断面において、前記第1柱状結晶組織部の平均厚さは50μm以上500μm以下である、上記[1]または[2]に記載の金属接合材。
[4] 第1金属部材と第2金属部材とが接合されてなる金属接合材であって、前記第1金属部材と前記第2金属部材とが拡散層を介して接合され、前記拡散層の平均厚さは50μm以下である金属接合材。
[5] 前記断面において、前記第1金属部材は、前記第1柱状結晶組織部の前記拡散層側と反対側に、前記第1柱状結晶組織部から離れる方向に向かって延びる複数の結晶粒を含む第2柱状結晶組織部を有する、上記[1]~[4]のいずれか1つに記載の金属接合材。
[6] 前記断面において、前記第1金属部材は、前記第1柱状結晶組織部と前記第2柱状結晶組織部との間に境界面を有する、上記[5]に記載の金属接合材。
[7] 前記断面において、前記境界面と、前記境界面に平行であり、前記境界面から前記第2金属部材側と反対側の方向に400μm離れる第1基準線と、前記第1金属部材の2本の外形線と、から区画される第1領域内に占める、0.35以下のアスペクト比を有する結晶粒の面積割合は、50%以上である、上記[6]に記載の金属接合材。
[8] 25℃における、前記第1金属部材の熱伝導率λ1に対する前記第2金属部材の熱伝導率λ2の比(λ2/λ1)は10以上であり、前記第1金属部材の融点T1と前記第2金属部材の融点T2との差ΔTは10℃以上である、上記[1]~[7]のいずれか1つに記載の金属接合材。
[9] 前記第1金属部材がアルミニウム系材料であり、前記第2金属部材が銅系材料である、上記[1]~[8]のいずれか1つに記載の金属接合材。
[10] 前記第1金属部材が鉄系材料であり、前記第2金属部材が銅系材料である、上記[1]~[8]のいずれか1つに記載の金属接合材。
[11] 前記第1金属部材および前記第2金属部材がアルミニウム系材料である、上記[1]~[8]のいずれか1つに記載の金属接合材。
[12] 前記第1金属部材および前記第2金属部材が鉄系材料である、上記[1]~[8]のいずれか1つに記載の金属接合材。
[13] 前記第1金属部材および前記第2金属部材が銅系材料である、上記[1]~[8]のいずれか1つに記載の金属接合材。
[14] 前記第1金属部材は、抵抗材用銅合金材料であり、前記第2金属部材は、前記第1金属部材よりも導電率の高い銅系材料である、上記[1]~[8]のいずれか1つに記載の金属接合材。
[15] 前記第1金属部材は、Mnを10.0質量%以上14.0質量%以下、Niを1.0質量%以上3.0質量%以下含有し、残部がCuおよび不可避不純物からなる合金組成を有する抵抗材用銅合金材料である、上記[14]に記載の金属接合材。
[16] 前記第1金属部材は、Mnを6.0質量%以上8.0質量%以下、Snを2.0質量%以上4.0質量%以下含有し、残部がCuおよび不可避不純物からなる合金組成を有する抵抗材用銅合金材料である、上記[14]に記載の金属接合材。
本開示によれば、同系材料の金属部材および異系材料の金属部材にかかわらず、金属部材同士の接合信頼性に優れる金属接合材を提供することができる。
以下、実施形態について詳細に説明する。
本発明者らは、鋭意研究を重ねた結果、ファイバレーザー溶接の接合条件や金属部材の物性の適正化を図ることによって、同系材料の金属部材および異系材料の金属部材にかかわらず、金属部材同士の接合信頼性に優れる金属接合材を得られることを見出し、かかる知見に基づき本開示を完成させるに至った。
図1は、実施形態の金属接合材1の概略を示す斜視図である。図2は、金属接合材1の拡散層30に垂直な断面をEBSD法で観察した画像である。具体的には、図2は、金属接合材1の拡散層30とレーザー光の照射方向とにそれぞれ垂直な断面の画像である。図3は、図2の画像における各構成を示す概略図である。金属接合材1は、第1金属部材10と第2金属部材20とが接合されてなる。
まず、金属接合材1を構成する第1金属部材10および第2金属部材20について、材料とその組み合わせについて説明する。
第1金属部材10と第2金属部材20を構成する材料およびその組み合わせとしては、金属接合材1が後述する第1柱状結晶組織部12や拡散層30を有していればよい。
第1金属部材10と第2金属部材20を構成する材料の組み合わせについては、異系材料であっても、同系材料であってもよい。ここで、異系材料とは、異なる金属である異種金属、異なる合金である異種合金、異なる合金系である異系合金を含む。また、同系材料とは、同じ金属である同種金属、同じ合金である同種合金、同じ合金系である同系合金を含む。
例えば、第1金属部材10および第2金属部材20の組み合わせが異系材料である場合、第1金属部材10と第2金属部材20を構成する材料および組み合わせとしては、第1金属部材10がアルミニウム系材料であり第2金属部材20が銅系材料である組み合わせ、第1金属部材10が鉄系材料であり第2金属部材20が銅系材料である組み合わせであることが好ましい。このような異系材料の組み合わせで構成される金属接合材1は、後述のファイバレーザー溶接によって容易に製造することができ、引張強度や伸びなどの接合特性に優れている。
また、第1金属部材10および第2金属部材20の組み合わせが同系材料である場合、第1金属部材10と第2金属部材20を構成する材料としては、アルミニウム系材料、鉄系材料、銅系材料であることが好ましい。このような同系材料の組み合わせで構成される金属接合材1は、ファイバレーザー溶接によって容易に製造することができ、引張強度や伸びなどの接合特性に優れている。
また、同系材料のうち、以下に示す第1金属部材10および第2金属部材20の組み合わせで構成される金属接合材1は、シャント抵抗器などの抵抗器として好適に用いられる。抵抗器として好ましい金属接合材1としては、第1金属部材10が以下に示す抵抗材用銅合金材料であり、第2金属部材が第1金属部材10よりも導電率の高い銅系材料、より好ましくは第2金属部材が純銅である。
抵抗材用銅合金材料は、比抵抗が大きくかつ抵抗変化の温度係数が小さいという電気的特性が求められることから、Mn(マンガン)を30.0質量%以下含有した銅合金が用いられる。
特に、抵抗材用銅合金材料としては、Mnを10.0質量%以上14.0質量%以下、Ni(ニッケル)を1.0質量%以上3.0質量%以下含有し、残部がCu(銅)および不可避不純物からなる合金組成を有するCu-Mn-Ni系抵抗材用銅合金材料である。
他の種類の抵抗材用銅合金材料としては、Mnを6.0質量%以上8.0質量%以下、Sn(スズ)を2.0質量%以上4.0質量%以下含有し、残部がCuおよび不可避不純物からなる合金組成を有するCu-Mn-Sn系抵抗材用銅合金材料である。
上記のCu-Mn-Ni系およびCu-Mn-Sn系の抵抗材用銅合金材料は、20℃以上50℃以下の温度範囲内の抵抗温度係数の絶対値が50ppm/℃以下であり、抵抗温度係数が小さく、環境温度が変化しても抵抗値が安定しているため、抵抗器に用いられる抵抗材に好適に用いられる。
抵抗温度係数(TCR)とは、温度差1℃あたりの抵抗値変化の割合について、下記式(1)で表したものである。
抵抗温度係数(TCR)(ppm/℃)={(R-R0)/R0}×[1/{(T-T0)×106}] ・・・式(1)
式(1)中、Tは試験温度(℃)、T0は基準温度(℃)、Rは試験温度Tにおける抵抗値(Ω)、R0は基準温度T0における抵抗値(Ω)を示す。
上記のCu-Mn-Ni系抵抗材用銅合金材料について、Mnの含有量が10.0質量%未満であると、抵抗温度係数の上昇や再結晶焼鈍時における結晶粒径の増大などを生じることがある。Mnの含有量が14.0質量%より大きいと、電気抵抗率の上昇、再結晶焼鈍時における結晶粒径の減少、耐食性および製造性の低下などを生じることがある。また、Niの含有量が1.0質量%未満であると、抵抗温度係数の上昇、再結晶焼鈍時における結晶粒径の増大、耐食性の低下などを生じることがある。Niの含有量が3.0質量%より大きいと、電気抵抗率の上昇、再結晶焼鈍時における結晶粒径の減少、製造性の低下などを生じることがある。
上記のCu-Mn-Sn系抵抗材用銅合金材料について、Mnの含有量が6.0質量%未満であると、抵抗温度係数の上昇や再結晶焼鈍時における結晶粒径の増大などを生じることがある。Mnの含有量が8.0質量%より大きいと、電気抵抗率の上昇や再結晶焼鈍時における結晶粒径の減少などを生じることがある。また、Snの含有量が2.0質量%未満であると、抵抗温度係数の上昇、再結晶焼鈍時における結晶粒径の増大、耐食性の低下などを生じることがある。Snの含有量が4.0質量%より大きいと、電気抵抗率の上昇、再結晶焼鈍時における結晶粒径の減少、製造性の低下などを生じることがある。
また、上記のCu-Mn-Ni系およびCu-Mn-Sn系の抵抗材用銅合金材料について、さらに、Fe(鉄):0.001質量%以上0.500質量%以下、Si(ケイ素):0.001質量%以上0.100質量%以下、Cr(クロム):0.001質量%以上0.500質量%以下、Zr(ジルコニウム):0.001質量%以上0.200質量%以下、Ti(チタン):0.001質量%以上0.200質量%以下、Ag(銀):0.001質量%以上0.500質量%以下、Mg(マグネシウム):0.001質量%以上0.500質量%以下、Co(コバルト):0.001質量%以上0.100質量%以下、P(リン):0.001質量%以上0.100質量%以下、およびZn(亜鉛):0.001質量%以上0.500質量%以下からなる群より選択される1種以上の元素を含有することが好ましい。
上記のCu-Mn-Ni系およびCu-Mn-Sn系の抵抗材用銅合金材料がさらに上記1種以上の元素を含有すると、再結晶焼鈍時における結晶粒の成長が遅くなるため、結晶粒径の制御が容易になることに加えて、耐熱性が向上する。そのため、金属接合材1の接合特性がさらに向上する。
このように、上記の抵抗材用銅合金材料について、抵抗温度係数が非常に小さいため、環境温度に対する抵抗値変化の安定化が要求される抵抗器の抵抗材に好適に用いられる。また、抵抗材用銅合金材料よりも導電性の高い銅系材料と抵抗材用銅合金材料とが接合されてなる金属接合材1は、シャント抵抗器などの抵抗器に好適に用いられる。
次に、拡散層30に垂直な断面における金属接合材1の組織について説明する。
図1~3に示すように、金属接合材1は、第1金属部材10と第2金属部材20とが拡散層30を介して接合されてなる。拡散層30に垂直な断面において、第1金属部材10および第2金属部材20のうち第1金属部材10のみは、拡散層30から離れる方向に向かって延びる複数の結晶粒11を含む第1柱状結晶組織部12を有する。第1柱状結晶組織部12は、第1金属部材10側の拡散層30に隣接する。
拡散層30は、第1金属部材10と第2金属部材20との間に形成される。拡散層30を構成する金属元素は、第1金属部材10を構成する金属元素と第2金属部材20を構成する金属元素とからなる。
第1柱状結晶組織部12に多く含まれる結晶粒11は、拡散層30から第1金属部材10の方向に向かって延び、全体的に接合方向Xに沿って延びる。第1金属部材10の接合前の組織の結晶粒が粒状であるのに比べて、結晶粒11は長尺である。また、接合方向Xにおける第1柱状結晶組織部12の状態について、拡散層30側から後述の第2柱状結晶組織部14側に亘って、全面に結晶粒11が形成される状態でもよいし、一部に結晶粒11が形成される状態でもよいし、図2~3に示すようにこれらの状態が混在してもよい。
金属接合材1が第1金属部材10内に第1柱状結晶組織部12を有することにより、第1金属部材10の引張強度や伸びが向上する。さらに、第1金属部材10内の第1柱状結晶組織部12が拡散層30に隣接することにより、第1柱状結晶組織部12が拡散層30と接合する。そのため、拡散層30の平均厚さが従来に比べて小さくても、第1金属部材10と第2金属部材20との接合強度が良好であり、金属接合材1の引張強度や伸びなどの接合特性が優れている。さらに、第1金属部材10および第2金属部材20に比べて抵抗値の不安定な拡散層30の平均厚さを小さくかつ均一化できるため、金属接合材1が抵抗器である場合には、後述のように金属接合材1ごとの抵抗値および抵抗温度係数のばらつきを抑えることができる。
また、第1柱状結晶組織部12中の結晶粒11は、図2~3に示すように、金属接合材1における接合面方向Yの全面に亘って形成されることが好ましい。複数の結晶粒11が接合面方向Yの全面に亘って形成されると、拡散層30の平均厚さがさらに小さくても、第1金属部材10と第2金属部材20との接合強度が向上し、金属接合材1の接合特性がさらに良好である。
また、図2~3に示す断面において、第1柱状結晶組織部12に含まれる複数の結晶粒11の少なくとも一部は、拡散層30を貫通し、第2金属部材20まで延びることが好ましい。第1柱状結晶組織部12に含まれる少なくとも一部の結晶粒11が拡散層30を貫通して第2金属部材20まで延びると、第1柱状結晶組織部12中の結晶粒11と第2金属部材20とが接合するため、拡散層30の平均厚さがさらに小さくても、第1金属部材10と第2金属部材20との接合強度がさらに増加し、金属接合材1の接合特性がさらに向上する。
結晶粒11が拡散層30を貫通して第2金属部材20まで延びるとは、図2~3に示す断面において、結晶粒11が、拡散層30を貫通し、第2金属部材20に侵入することである。
拡散層30に侵入しない結晶粒11は、第1金属部材10を構成する金属元素と同じ金属元素から構成される。また、拡散層30に侵入する結晶粒11について、拡散層30に侵入している部分は、拡散層30を構成する金属元素と同じ金属元素、すなわち第1金属部材10を構成する金属元素と第2金属部材20を構成する金属元素とから構成され、拡散層30に侵入しない部分、すなわち拡散層30から第1金属部材10側の部分は、第1金属部材10を構成する金属元素と同じ金属元素から構成される。また、拡散層30を貫通して第2金属部材20まで延びる結晶粒11について、第2金属部材20に侵入している部分は、第2金属部材20を構成する金属元素と同じ金属元素から構成され、拡散層30に侵入している部分は、拡散層30を構成する金属元素と同じ金属元素から構成され、拡散層30に侵入しない部分は、第1金属部材10を構成する金属元素と同じ金属元素、から構成される。
また、図2~3に示す断面において、第1柱状結晶組織部12中の全ての結晶粒のうち、0.50以下(0超0.50以下)のアスペクト比(短手方向寸法/長手方向寸法)を有する複数の結晶粒が占める面積割合は、好ましくは50%以上、より好ましくは80%以上、さらに好ましくは90%以上である。このように、0.50以下のアスペクト比を有する複数の結晶粒の面積割合が第1柱状結晶組織部12中の50%以上を占めると、第1柱状結晶組織部12に含まれるアスペクト比0.50以下の結晶粒11の含有割合が増加するため、第1柱状結晶組織部12の上記特性がさらに向上する。その結果、拡散層30の平均厚さがさらに小さくても、第1金属部材10と第2金属部材20との接合強度がさらに増加し、金属接合材1の接合特性がさらに向上する。
結晶粒のアスペクト比は、結晶粒の長手方向寸法に対する短手方向寸法の比である。図2~3に示す断面において、結晶粒の長手方向寸法とは、接合方向Xの結晶粒の最大寸法であり、結晶粒の短手方向寸法とは、接合方向Xに垂直な方向の結晶粒の最大寸法である。真円状の結晶粒の場合、アスペクト比は1である。
例えば、結晶粒11について、長手方向寸法は20μm以上400μm以下程度であり、短手方向寸法は1μm以上80μm以下程度である。
図2~3のような、拡散層30に垂直な断面における金属接合材1の組織は、高分解能走査型分析電子顕微鏡(日本電子株式会社製、JSM-7001FA)に付属するEBSD検出器を用いて連続して測定した結晶方位データから解析ソフト(TSL社製、OIM Analysis)を用いて算出した結晶方位解析データから得られることができる。「EBSD」とは、Electron BackScatter Diffractionの略で、走査型電子顕微鏡(SEM)内で試料である金属接合材1に電子線を照射したときに生じる反射電子菊池線回折を利用した結晶方位解析技術のことである。「OIM Analysis」とは、EBSDにより測定されたデータの解析ソフトである。観察試料は、拡散層30に垂直な断面について、電解研磨で鏡面仕上げされた表面である。観察は、接合方向3mm×接合面方向3mmの視野において、ステップサイズ2.0μmで行う。15°以上の方位差を結晶粒界とし、2ピクセル以上からなる結晶粒を解析の対象とする。
また、図2~3に示す断面において、拡散層30から離れる方向に向かって延びる第1柱状結晶組織部12の平均厚さについて、下限値は、好ましくは50μm以上、より好ましくは100μm以上、さらに好ましくは150μm以上であり、上限値は、好ましくは500μm以下、より好ましくは400μm以下、さらに好ましくは350μm以下である。第1柱状結晶組織部12の平均厚さとは、図2~3に示す断面において、接合方向Xに沿った平均長さ寸法である。第1柱状結晶組織部12の平均厚さが50μm以上であると、第1柱状結晶組織部12を有する第1金属部材10の機械強度が増加するため、金属接合材1の接合特性がさらに向上する。また、第1柱状結晶組織部12の平均厚さが500μm以下であると、第1柱状結晶組織部12の結晶サイズの粗大化が抑制され、第1柱状結晶組織部12を有する第1金属部材10の機械強度の低下が抑制されるため、金属接合材1の接合特性が良好である。
ここで、拡散層に垂直な断面画像上で、後述する拡散層30のEPMAのライン分析により特定された拡散層の10箇所の位置を結ぶことで、拡散層30と第1柱状結晶組織部12との境界が特定される。また、図2に示すように拡散層に垂直な断面をEBSD法で観察することで、第1柱状結晶組織部12と第2柱状結晶組織部14を隔てる境界面15は特定される。この2つの境界によって、第1柱状結晶組織部12の領域は特定される。
第1柱状結晶組織部12の平均厚さは、図2~3に示すような拡散層30に垂直な断面を5箇所観察し、各断面における第1柱状結晶組織部12の最大厚さと最小厚さとをそれぞれ測定して(第1柱状結晶組織部12の最大厚さ+第1柱状結晶組織部12の最小厚さ)/2を算出し、その合計を5で割った値である。
また、図2~3に示す断面において、第1金属部材10と第2金属部材20との間に形成される拡散層30の平均厚さは、50μm以下、好ましくは40μm以下、より好ましくは30μm以下である。このように、拡散層30の平均厚さは、50μm以下であり、小さいほど好ましい。拡散層30の平均厚さとは、図2~3に示す断面において、接合方向Xに沿った平均長さ寸法である。拡散層30の平均厚さが50μm以下であると、従来に比べて平均厚さが小さく、第1金属部材10と第2金属部材20との接合強度が良好であり、金属接合材1の接合特性が優れている。
また、金属接合材1を抵抗器として組み込んだ電子機器や電気機器では、近年の高集積化に伴い、金属接合材1の小型化が進んでいる。従来では、小型化した金属接合材では、拡散層の平均厚さが大きいことや、拡散層の厚さが不均一であることなどから、第1金属部材および第2金属部材の接合状態が安定せずに、金属接合材ごとの抵抗値および抵抗温度係数が不安定になることがある。実施形態では、上記のように、金属接合材1の拡散層30の平均厚さが従来に比べて小さくかつ均一であるため、第1金属部材10と第2金属部材20との接合状態が安定化し、金属接合材1ごとの抵抗値および抵抗温度係数のばらつきを抑えることができる。また、第1金属部材10と第2金属部材20との接合強度の観点から、拡散層30の平均厚さの下限値は、例えば1μm以上である。
拡散層30はEPMAのライン分析により特定される。拡散層30の平均厚さは、図2~3に示すような拡散層30に垂直な断面画像において、EPMAのライン分析を10箇所測定してその平均値とする。図4は、図2の画像のEPMAのライン分析結果である。図4に示す分析結果では、拡散層30の平均厚さは21μmである。
また、図2~3に示す断面において、第1金属部材10および第2金属部材20のうち第1金属部材10のみは、第1柱状結晶組織部12の拡散層30側と反対側に、第1柱状結晶組織部12から離れる方向に向かって延びる複数の結晶粒13を含む第2柱状結晶組織部14を有することが好ましい。第1柱状結晶組織部12の拡散層30側と反対側とは、第1柱状結晶組織部12の第1金属部材10側である。第2柱状結晶組織部14は、第1金属部材10側の第1柱状結晶組織部12に隣接する。
第2柱状結晶組織部14は、第1金属部材10を構成する金属元素と同じ金属元素から構成される。すなわち、第2柱状結晶組織部14に多く含まれる結晶粒13は、第1金属部材10を構成する金属元素と同じ金属元素から構成される。第2柱状結晶組織部14に多く含まれる結晶粒13は、第1柱状結晶組織部12から第1金属部材10の方向に向かって延び、全体的に接合方向Xに沿って延びる。第1金属部材10の接合前の組織の結晶粒に比べて、結晶粒13は長尺である。
金属接合材1が第1金属部材10内に第2柱状結晶組織部14を有することにより、第1金属部材10の引張強度や伸びが向上する。さらに、第1金属部材10内の第2柱状結晶組織部14が第1柱状結晶組織部12に隣接することにより、第2柱状結晶組織部14が第1柱状結晶組織部12と接合するため、第1金属部材10と第2金属部材20との接合強度がさらに増加し、金属接合材1の接合特性がさらに向上する。さらに、第1金属部材10と第2金属部材20との接合強度が向上することから、拡散層30の厚さをさらに小さくできるため、金属接合材1ごとの抵抗値および抵抗温度係数のばらつきをさらに抑えることができるとともに、金属接合材1の抵抗調整がさらに容易になり、不要になることもある。
ここで、上述のように、第1金属部材10は、第2柱状結晶組織部14の第1柱状結晶組織部12側、すなわち第1柱状結晶組織部12と第2柱状結晶組織部14との間に、境界面15を有する。そのため、図2に示すようなEBSD法で観察した画像では、第2柱状結晶組織部14の第1金属部材10側を示す境界に比べて、反対側である第2柱状結晶組織部14の第1柱状結晶組織部12側を示す境界面15は明確である。
図2~3に示す断面において、境界面15と、境界面15に平行であり、境界面15から第2金属部材20側と反対側の方向に400μm離れる第1基準線16と、第1金属部材10の2本の外形線17a、17bと、から区画される第1領域18内に占める、0.35以下(0超0.35以下)のアスペクト比を有する複数の結晶粒の面積割合は、好ましくは50%以上、より好ましくは70%以上、さらに好ましくは80%以上である。このように、0.35以下のアスペクト比を有する複数の結晶粒の面積割合が第1領域18中の50%以上を占めると、第2柱状結晶組織部14に含まれるアスペクト比0.35以下の結晶粒13の含有割合が増加するため、第2柱状結晶組織部14の上記特性がさらに向上する。その結果、拡散層30の平均厚さがさらに小さくても、第1金属部材10と第2金属部材20との接合強度がさらに増加し、金属接合材1の接合特性がさらに向上する。
図2~3に示す断面において、第1基準線16とは、境界面15に平行であり、境界面15から第1金属部材10の方向に400μm離れた基準線である。また、第1金属部材10の外形線17a、17bとは、接合方向Xに沿って延びる第1金属部材10の輪郭を構成する2本の線である。接合方向Xに沿って延びる第1金属部材10の外形線17a、17bは、境界面15および第1基準線16と交差する。このような境界面15と第1基準線16と2本の外形線17a、17bとから区画される第1領域18において、0.35以下のアスペクト比を有する複数の結晶粒の面積割合は50%以上であることが好ましい。
また、図2~3に示す断面において、第1金属部材10および第2金属部材20のうち第2金属部材20のみは、拡散層30と、拡散層30に平行な特定結晶基準線21と、第2金属部材20の2本の外形線22a、22bと、から区画され、結晶方位[001]の[001]結晶組織と結晶方位[011]の[011]結晶組織と結晶方位[111]の[111]結晶組織との合計面積の占める面積割合が50%以上である特定結晶組織部23を有し、拡散層30と特定結晶基準線21との間の平均間隔寸法B1は500μm以下であることが好ましい。
図2~3に示す断面において、特定結晶基準線21とは、拡散層30に平行であり、拡散層30から第2金属部材20の方向に離れた基準線である。また、第2金属部材20の外形線22a、22bとは、接合方向Xに沿って延びる第2金属部材20の輪郭を構成する2本の線である。接合方向Xに沿って延びる第2金属部材20の外形線22a、22bは、特定結晶基準線21および拡散層30と交差する。
特定結晶組織部23には、少なくとも、結晶方位[001]の[001]結晶組織、結晶方位[011]の[011]結晶組織および結晶方位[111]の[111]結晶組織が含まれる。拡散層30と特定結晶基準線21と2本の外形線22a、22bとから区画される特定結晶組織部23において、[001]結晶組織と[011]結晶組織と[111]結晶組織との合計面積の面積割合は50%以上であることが好ましい。
[001]結晶組織と[011]結晶組織と[111]結晶組織との合計面積の占める面積割合が50%以上である特定結晶組織部23について、平均間隔寸法B1が500μm以下であると、ファイバレーザー溶接によって良好な第1柱状結晶組織部12および厚さの小さく均一な拡散層30が容易に形成されるため、第1金属部材10と第2金属部材20との接合強度は良好であり、金属接合材1の接合特性が優れている。また、第1金属部材10が溶融し固化する際に、その凝固および冷却による、内部応力の発生および体積の収縮を伴うため、拡散層30の近傍でこの内部応力を第2金属部材20の微小クリープ変形によって緩和するため、接合が容易に形成されやすい。
このような接合特性を向上させる観点から、特定結晶組織部23の面積に占める[001]結晶組織と[011]結晶組織と[111]結晶組織との合計面積の面積割合は、好ましくは50%以上、より好ましくは80%以上、さらに好ましくは90%以上である。また、拡散層30と特定結晶基準線21との間の平均間隔寸法B1は、好ましくは500μm以下、より好ましくは400μm以下、さらに好ましくは300μm以下である。
特定結晶組織部23の結晶方位は、高分解能走査型分析電子顕微鏡(日本電子株式会社製、JSM-7001FA)に付属するEBSD検出器を用いて連続して測定した結晶方位データから解析ソフト(TSL社製、OIM Analysis)を用いて算出した結晶方位解析データから得られることができる。また、平均間隔寸法B1は、図2~3に示すような拡散層30に垂直な断面を5箇所観察し、各断面における平均間隔寸法B1の最大間隔寸法と最小間隔寸法とをそれぞれ測定して(最大間隔寸法+最小間隔寸法)/2を算出し、その合計を5で割った値である。
また、図2~3に示す断面において、第1金属部材10および第2金属部材20のうち第2金属部材20のみは、拡散層30と、拡散層30に平行な双晶基準線24と、第2金属部材20の2本の外形線22a、22bと、から区画され、双晶組織の占める面積割合が50%以上である双晶組織部25を有しても良く、拡散層30と双晶基準線24との間の平均間隔寸法B2は500μm以下であることが好ましい。金属接合材1が双晶組織部25を有する場合、第2金属部材20は銅系材料やSUSなどの鉄系材料である。
図2~3に示す断面において、双晶基準線24とは、拡散層30に平行であり、拡散層30から第2金属部材20の方向に離れた基準線である。第2金属部材20の外形線22a、22bは、双晶基準線24および拡散層30と交差する。双晶組織部25には、少なくとも双晶組織が含まれる。拡散層30と双晶基準線24と2本の外形線22a、22bとから区画される双晶組織部25において、双晶組織の面積割合は50%以上であることが好ましい。
双晶組織の占める面積割合が50%以上である双晶組織部25について、平均間隔寸法B2が500μm以下であると、ファイバレーザー溶接によって良好な第1柱状結晶組織部12および厚さの小さく均一な拡散層30が容易に形成されるため、第1金属部材10と第2金属部材20との接合強度は良好であり、金属接合材1の接合特性が優れている。また、第1金属部材10が溶融し固化する際に、その凝固および冷却による、内部応力の発生および体積の収縮を伴うため、拡散層30の近傍でこの内部応力を第2金属部材20の微小クリープ変形によって緩和するため、接合が容易に形成されやすい。
このような接合特性を向上させる観点から、双晶組織部25の面積に占める双晶組織の面積割合は、好ましくは50%以上、より好ましくは80%以上、さらに好ましくは90%以上である。また、拡散層30と双晶基準線24との間の平均間隔寸法B2は、好ましくは500μm以下、より好ましくは400μm以下、さらに好ましくは300μm以下である。
双晶組織部25の双晶状態は、高分解能走査型分析電子顕微鏡(日本電子株式会社製、JSM-7001FA)に付属するEBSD検出器を用いて連続して測定した結晶方位データから解析ソフト(TSL社製、OIM Analysis)を用いて算出した結晶方位解析データから得られることができる。また、平均間隔寸法B2は、図2~3に示すような拡散層30に垂直な断面を5箇所観察し、各断面における平均間隔寸法B2の最大間隔寸法と最小間隔寸法とをそれぞれ測定して(最大間隔寸法+最小間隔寸法)/2を算出し、その合計を5で割った値である。
また、25℃における、第1金属部材10の熱伝導率λ1に対する第2金属部材20の熱伝導率λ2の比(λ2/λ1)は、好ましくは10以上、より好ましくは15以上、さらに好ましくは20以上であり、第1金属部材10の融点T1と第2金属部材20の融点T2との差ΔTは、好ましくは10℃以上、より好ましくは50℃以上、さらに好ましくは100℃以上である。金属接合材1を構成する第1金属部材10と第2金属部材20について、熱伝導率の比(λ2/λ1)および融点の差ΔTが上記数値範囲内であると、ファイバレーザー溶接によって、良好な接合特性を有する金属接合材1を製造することが容易になる。特に、結晶粒11、第1柱状結晶組織部12、結晶粒13、第2柱状結晶組織部14、境界面15、第1領域18、特定結晶組織部23、双晶組織部25、および拡散層30を上記数値範囲内に容易に制御できる。また、従来では、10以上の熱伝導率比の金属部材同士を接合することは困難であったが、ファイバレーザー溶接の条件を適正化することで、上記のような接合特性に優れた金属接合材1が得られる。
次に、金属接合材1の製造方法について説明する。
金属接合材1は、第1金属部材10と第2金属部材20とを接合させることによって製造できる。第1金属部材10と第2金属部材20との接合には、ファイバレーザー溶接を用いる。
ファイバレーザー溶接は、レーザー光を熱源とし、レーザー光を集光して金属部材に照射し、金属部材を局部的に溶融および凝固させることによって、金属部材同士を接合する方法である。ファイバレーザー溶接は、高いエネルギー密度のレーザー光を利用して短時間で金属部材を接合できる。
光学系のレンズで極めて小さな領域に集光して高いエネルギー密度のレーザー光が得られるため、ファイバレーザー溶接は、高速の深溶込み溶接が可能、溶接の熱影響が非常に少ない、溶接変形が少ないなどの多くの特長がある。
一方で、ファイバレーザー溶接用の光源の高機能化がここ数年で積極的に進んでいる。特に、レーザー光の高出力化は従来に比べて著しく改善された。
また、金属部材がアルミニウム系材料や銅系材料であると、金属部材のレーザー光の反射率が高いため、レーザー光の照射エネルギーが金属部材の溶融に十分に活用されず、レーザー光の出力を高くすることがあった。レーザー光の出力を上げると、金属接合材の接合面には欠陥が多く生成されるため、金属接合材の接続信頼性が低下することがあった。
このような状況を基に、実施形態では、従来よりも非常に高出力化したファイバレーザーを用いて、溶接条件を適正化することで、接合信頼性に優れる金属接合材1を製造することができる。
実施形態では、ファイバレーザー溶接において、第1金属部材10と第2金属部材20とを接触させた状態または第1金属部材10と第2金属部材20とを近接配置させた状態で、第1金属部材10側にレーザー光を照射して、第1金属部材10と第2金属部材20とを接合させる。
第2金属部材20に比べて、低い熱伝導率でレーザー光の吸収率の高い第1金属部材10にレーザー光を照射するため、レーザー光による溶融では、第1金属部材10の溶融が支配的である。そして、溶融後に急冷することによって、第1金属部材10の融液の熱がレーザー光の照射位置から離れるように第1金属部材10中および第2金属部材20中を伝わりながら、溶融部が急冷凝固するため、金属接合材1には上記のような柱状結晶組織部などが形成される。さらには、第2金属部材20に伝わる熱の影響を抑制できるため、従来に比べて、拡散層30の厚さを小さくかつ均一化できるとともに、特定結晶組織部23や双晶組織部25の拡大を抑制できる。そのため、金属接合材1の接合特性が向上する。
第1金属部材10と第2金属部材20とのファイバレーザー溶接におけるレーザー光の出力について、下限値は、好ましくは1kW以上、より好ましくは3kW以上であり、上限値は、好ましくは10kW以下、より好ましくは6kW以下である。レーザー光の出力が1kW以上であると、レーザー光による溶融を良好に行うことができる。レーザー光の出力が10kW以下であると、第2金属部材20に伝わる熱の影響を抑制できる。
以上説明した実施形態によれば、高出力のファイバレーザーを用いて、溶接条件や金属部材の物性を適正化することで、第1柱状結晶組織部や第2柱状結晶組織部などを有し、厚さの減少した拡散層を有する、金属接合材を得ることができる。金属接合材では、第1金属部材と第2金属部材との組み合わせが同系材料または異系材料にかかわらず、引張強度や伸びなどの接合特性が良好であるため、金属部材同士の接合信頼性に優れる。
以上、実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、本開示の概念および特許請求の範囲に含まれるあらゆる態様を含み、本開示の範囲内で種々に改変することができる。
次に、実施例および比較例について説明するが、本開示はこれら実施例に限定されるものではない。
(実施例1~18および比較例1~10)
まず、表1に示す第1金属部材および第2金属部材を用意した。第1金属部材および第2金属部材は、板状であり、板厚は2mm、幅は10mm、長さは100mmであった。第1金属部材および第2金属部材の種類は以下の通りである。
まず、表1に示す第1金属部材および第2金属部材を用意した。第1金属部材および第2金属部材は、板状であり、板厚は2mm、幅は10mm、長さは100mmであった。第1金属部材および第2金属部材の種類は以下の通りである。
銅系材料は以下を用いた。
・Cu-Mn-Ni系抵抗材用銅合金材料
・Cu-Mn-Sn系抵抗材用銅合金材料
・無酸素銅(OFC):Cu含有量は99.96質量%以上
・Cu-Mn-Ni系抵抗材用銅合金材料
・Cu-Mn-Sn系抵抗材用銅合金材料
・無酸素銅(OFC):Cu含有量は99.96質量%以上
アルミニウム系材料は以下を用いた。
・Al1060
・Al7075
・Al1060
・Al7075
鉄系材料は以下を用いた。
・SUS430
・SUS304
・SUS430
・SUS304

次に、2つの金属部材を選定して、板厚は2mm、幅は10mmの面を合わせて、表2に示す条件で、第1金属部材および第2金属部材をファイバレーザー溶接して、金属接合材を製造した。レーザー光の波長は1070nmであった。
実施例1~18では、図5に示すように、第1金属部材10および第2金属部材20の突き合わせ面50、すなわち第1金属部材10および第2金属部材20の接触面に平行で、当該面50から第1金属部材側にh(mm)離れた位置に対して、レーザー光を走査しながら照射した。すなわち、第1金属部材10および第2金属部材20の突き合わせ面50から距離h離れた第1金属部材10の位置をレーザー光で照射した。
一方、比較例1~10では、実施例1~18のような第1金属部材10側ではなく、第1金属部材10および第2金属部材20の突き合わせ面50をレーザー光で照射した。

上記実施例および比較例で得られた金属接合材について、拡散層に垂直な断面の画像は、高分解能走査型分析電子顕微鏡(日本電子株式会社製、JSM-7001FA)に付属するEBSD検出器を用いて連続して測定した結晶方位データから解析ソフト(TSL社製、OIM Analysis)を用いて算出した結晶方位解析データから得た。観察試料は、拡散層に垂直な断面について、電解研磨で鏡面仕上げされた表面とした。観察は、接合方向3mm×接合面方向3mmの視野において、ステップサイズ2.0μmで行った。15°以上の方位差を結晶粒界とし、2ピクセル以上からなる結晶粒を解析の対象とした。こうして得られた画像を基に、拡散層に垂直な断面を観察した結果を表3に示す。
拡散層はEPMAのライン分析により特定した。拡散層の平均厚さは、拡散層に垂直な断面画像において、EPMAのライン分析を10箇所測定してその平均値とした。
また、拡散層に垂直な断面画像上で、拡散層のEPMAのライン分析により特定された拡散層の10箇所の位置を結ぶことで、拡散層と第1柱状結晶組織部との境界を特定した。また、拡散層に垂直な断面の上記画像から、第1柱状結晶組織部と第2柱状結晶組織部との間の境界面を特定した。こうして、第1柱状結晶組織部の領域を特定した。そして、第1柱状結晶組織部の平均厚さは、上記EBSD法により拡散層に垂直な断面を5箇所観察して第1柱状結晶組織部の領域を特定し、各断面における第1柱状結晶組織部の最大厚さと最小厚さとをそれぞれ測定して(第1柱状結晶組織部の最大厚さ+第1柱状結晶組織部の最小厚さ)/2を算出し、その合計を5で割った値とした。また、第1柱状結晶組織部中の全ての結晶粒のうち、0.50以下(0超0.50以下)のアスペクト比(短手方向寸法/長手方向寸法)を有する複数の結晶粒が占める面積割合を求めた。
また、第1柱状結晶組織部と第2柱状結晶組織部との間の境界面15と、境界面15に平行であり、境界面15から第2金属部材20側と反対側の方向に400μm離れる第1基準線16と、第1金属部材10の2本の外形線17a、17bと、から区画される第1領域18内に占める領域において、全ての結晶粒のうち、0.35以下(0超0.35以下)のアスペクト比(短手方向寸法/長手方向寸法)を有する複数の結晶粒が占める面積割合を求めた。

[評価]
上記実施例および比較例で得られた金属接合材について、以下の評価を行った。結果を表4に示す。
上記実施例および比較例で得られた金属接合材について、以下の評価を行った。結果を表4に示す。
[1] 引張強度比
JIS Z 2214に準拠して引張試験を行った。そして、引張強度の低い方の金属部材の引張強度に対する金属接合材の引張強度の比(金属接合材の引張強度/低い方の金属部材の引張強度)を引張強度比とした。なお、第1金属部材および第2金属部材が同じ材料である場合、引張強度の低い方の金属部材は第1金属部材とした。すべての金属接合材はレーザーによって加熱され軟化するために接合前の金属部材よりも引張強度は低下する傾向にあるが、引張強度比が0.80以上であると、金属接合材は良好であり、引張強度比が0.80未満であると、金属接合材は不良であると判断した。
JIS Z 2214に準拠して引張試験を行った。そして、引張強度の低い方の金属部材の引張強度に対する金属接合材の引張強度の比(金属接合材の引張強度/低い方の金属部材の引張強度)を引張強度比とした。なお、第1金属部材および第2金属部材が同じ材料である場合、引張強度の低い方の金属部材は第1金属部材とした。すべての金属接合材はレーザーによって加熱され軟化するために接合前の金属部材よりも引張強度は低下する傾向にあるが、引張強度比が0.80以上であると、金属接合材は良好であり、引張強度比が0.80未満であると、金属接合材は不良であると判断した。
[2] 伸び比
JIS Z 2241に準拠して引張試験を行った。そして、引張強度の低い方の金属部材の伸びに対する金属接合材の伸びの比(金属接合材の伸び/低い方の金属部材の伸び)を伸び比とした。すべての金属接合材はレーザーによって加熱され軟化するために接合前の金属部材よりも伸びが増加する傾向にあるが、接合状態が悪い場合には伸びるために切れてしまう。伸び比が1.5以上であると、金属接合材は良好であり、伸び比が1.5未満であると、金属接合材は不良であると判断した。
JIS Z 2241に準拠して引張試験を行った。そして、引張強度の低い方の金属部材の伸びに対する金属接合材の伸びの比(金属接合材の伸び/低い方の金属部材の伸び)を伸び比とした。すべての金属接合材はレーザーによって加熱され軟化するために接合前の金属部材よりも伸びが増加する傾向にあるが、接合状態が悪い場合には伸びるために切れてしまう。伸び比が1.5以上であると、金属接合材は良好であり、伸び比が1.5未満であると、金属接合材は不良であると判断した。
[3] 抵抗値のばらつき
抵抗値のばらつきは、得られた金属接合材の抵抗値について、平均値からどの程度異なるかの指標である。実施例1~11および比較例1~3で得られた金属接合材の10サンプルについて、室温(25℃)における抵抗値を測定し、各実施例および各比較例における測定値の平均値と最大値と最小値とを得た。そして、金属接合材の抵抗値の平均値に対する抵抗値の最大値と最小値との差の比((金属接合材の抵抗値の最大値-金属接合材の抵抗値の最小値)/金属接合材の平均値)を抵抗値のばらつきとした。抵抗値のばらつきが小さいほど、金属接合材が抵抗器として良好である。
抵抗値のばらつきは、得られた金属接合材の抵抗値について、平均値からどの程度異なるかの指標である。実施例1~11および比較例1~3で得られた金属接合材の10サンプルについて、室温(25℃)における抵抗値を測定し、各実施例および各比較例における測定値の平均値と最大値と最小値とを得た。そして、金属接合材の抵抗値の平均値に対する抵抗値の最大値と最小値との差の比((金属接合材の抵抗値の最大値-金属接合材の抵抗値の最小値)/金属接合材の平均値)を抵抗値のばらつきとした。抵抗値のばらつきが小さいほど、金属接合材が抵抗器として良好である。

表1~4に示すように、実施例1~18では、金属接合材の拡散層に垂直な断面において、第1金属部材のみが第1柱状結晶組織部を有し、拡散層の平均厚さが50μm以下であった。そのため、金属接合材の引張強度比および伸び比は良好であった。
また、実施例1~11および比較例1~3は第1金属部材として抵抗材用銅合金材料を使用しており、引張強度比および伸び比とともに、抵抗値のばらつきを測定した。実施例1~11は拡散層の平均厚さが50μm以下であり、従来に比べて拡散層の厚さが小さくて均一化されたため、抵抗値のばらつきを抑えることができた。実施例1~11の金属接合材はシャント抵抗器などの抵抗器として好適であることが示唆された。
一方、比較例1~10では、第1金属部材および第2金属部材の突き合わせ面に沿ってレーザー光を照射した。そのため、拡散層に垂直な断面には、第1柱状結晶組織部が形成されなかった。さらには、拡散層の平均厚さは50μmよりも大きかった。その結果、比較例の金属接合材では、引張強度比および伸び比が不良であり、また比較例1~3は抵抗値のばらつきも大きかった。
1 金属接合材
10 第1金属部材
11 結晶粒
12 第1柱状結晶組織部
13 結晶粒
14 第2柱状結晶組織部
15 境界面
16 第1基準線
17a、17b 第1金属部材の外形線
18 第1領域
20 第2金属部材
21 特定結晶基準線
22a、22b 第2金属部材の外形線
23 特定結晶組織部
24 双晶基準線
25 双晶組織部
30 拡散層
50 突き合わせ面
10 第1金属部材
11 結晶粒
12 第1柱状結晶組織部
13 結晶粒
14 第2柱状結晶組織部
15 境界面
16 第1基準線
17a、17b 第1金属部材の外形線
18 第1領域
20 第2金属部材
21 特定結晶基準線
22a、22b 第2金属部材の外形線
23 特定結晶組織部
24 双晶基準線
25 双晶組織部
30 拡散層
50 突き合わせ面
Claims (16)
- 第1金属部材と第2金属部材とが接合されてなる金属接合材であって、
前記第1金属部材と前記第2金属部材とが拡散層を介して接合され、
前記拡散層に垂直な断面において、前記第1金属部材および前記第2金属部材のうち前記第1金属部材のみは、前記拡散層に隣接し、前記拡散層から離れる方向に向かって延びる複数の結晶粒を含む第1柱状結晶組織部を有することを特徴とする金属接合材。 - 前記断面において、前記第1柱状結晶組織部中の全ての結晶粒のうち、0.50以下のアスペクト比を有する複数の結晶粒が占める面積割合は、50%以上である、請求項1に記載の金属接合材。
- 前記断面において、前記第1柱状結晶組織部の平均厚さは50μm以上500μm以下である、請求項1または2に記載の金属接合材。
- 第1金属部材と第2金属部材とが接合されてなる金属接合材であって、
前記第1金属部材と前記第2金属部材とが拡散層を介して接合され、前記拡散層の平均厚さは50μm以下である金属接合材。 - 前記断面において、前記第1金属部材は、前記第1柱状結晶組織部の前記拡散層側と反対側に、前記第1柱状結晶組織部から離れる方向に向かって延びる複数の結晶粒を含む第2柱状結晶組織部を有する、請求項1~4のいずれか1項に記載の金属接合材。
- 前記断面において、前記第1金属部材は、前記第1柱状結晶組織部と前記第2柱状結晶組織部との間に境界面を有する、請求項5に記載の金属接合材。
- 前記断面において、前記境界面と、前記境界面に平行であり、前記境界面から前記第2金属部材側と反対側の方向に400μm離れる第1基準線と、前記第1金属部材の2本の外形線と、から区画される第1領域内に占める、0.35以下のアスペクト比を有する結晶粒の面積割合は、50%以上である、請求項6に記載の金属接合材。
- 25℃における、前記第1金属部材の熱伝導率λ1に対する前記第2金属部材の熱伝導率λ2の比(λ2/λ1)は10以上であり、
前記第1金属部材の融点T1と前記第2金属部材の融点T2との差ΔTは10℃以上である、請求項1~7のいずれか1項に記載の金属接合材。 - 前記第1金属部材がアルミニウム系材料であり、前記第2金属部材が銅系材料である、請求項1~8のいずれか1項に記載の金属接合材。
- 前記第1金属部材が鉄系材料であり、前記第2金属部材が銅系材料である、請求項1~8のいずれか1項に記載の金属接合材。
- 前記第1金属部材および前記第2金属部材がアルミニウム系材料である、請求項1~8のいずれか1項に記載の金属接合材。
- 前記第1金属部材および前記第2金属部材が鉄系材料である、請求項1~8のいずれか1項に記載の金属接合材。
- 前記第1金属部材および前記第2金属部材が銅系材料である、請求項1~8のいずれか1項に記載の金属接合材。
- 前記第1金属部材は、抵抗材用銅合金材料であり、
前記第2金属部材は、前記第1金属部材よりも導電率の高い銅系材料である、請求項1~8のいずれか1項に記載の金属接合材。 - 前記第1金属部材は、Mnを10.0質量%以上14.0質量%以下、Niを1.0質量%以上3.0質量%以下含有し、残部がCuおよび不可避不純物からなる合金組成を有する抵抗材用銅合金材料である、請求項14に記載の金属接合材。
- 前記第1金属部材は、Mnを6.0質量%以上8.0質量%以下、Snを2.0質量%以上4.0質量%以下含有し、残部がCuおよび不可避不純物からなる合金組成を有する抵抗材用銅合金材料である、請求項14に記載の金属接合材。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020227009655A KR20220119359A (ko) | 2020-01-09 | 2020-12-01 | 금속 접합재 |
| JP2021508026A JP7051000B2 (ja) | 2020-01-09 | 2020-12-01 | 金属接合材 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-002372 | 2020-01-09 | ||
| JP2020002372 | 2020-01-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021140785A1 true WO2021140785A1 (ja) | 2021-07-15 |
Family
ID=76787873
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/044648 WO2021140785A1 (ja) | 2020-01-09 | 2020-12-01 | 金属接合材 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7051000B2 (ja) |
| KR (1) | KR20220119359A (ja) |
| TW (1) | TW202132032A (ja) |
| WO (1) | WO2021140785A1 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003075557A (ja) * | 2001-09-07 | 2003-03-12 | Citizen Watch Co Ltd | 腕時計部品およびその製造方法 |
| JP2006140296A (ja) * | 2004-11-11 | 2006-06-01 | Koa Corp | 電子部品の製造方法及び電子部品 |
| JP2007330973A (ja) * | 2006-06-12 | 2007-12-27 | Nissan Motor Co Ltd | 異種金属パネルの接合方法、接合装置及び接合構造 |
| WO2013147144A1 (ja) * | 2012-03-30 | 2013-10-03 | 三菱マテリアル株式会社 | パワーモジュール用基板、ヒートシンク付パワーモジュール用基板、パワーモジュール、及びパワーモジュール用基板の製造方法 |
| JP2014050847A (ja) * | 2012-09-05 | 2014-03-20 | Showa Denko Kk | 絶縁基板の製造方法 |
| JP2016059952A (ja) * | 2014-09-19 | 2016-04-25 | リョービ株式会社 | 分流子及びこの分流子を用いるダイカスト法 |
| JP2016069724A (ja) * | 2014-09-29 | 2016-05-09 | 日立金属株式会社 | Cu合金材およびその製造方法 |
| JP2016140883A (ja) * | 2015-02-02 | 2016-08-08 | 国立大学法人群馬大学 | 鉄鋼材料の接合方法 |
| JP2019150850A (ja) * | 2018-03-02 | 2019-09-12 | 三菱電機株式会社 | 接合方法および接合体の製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5165339B2 (ja) | 2007-10-27 | 2013-03-21 | 独立行政法人国立高等専門学校機構 | 異種金属接合体及びその製造方法 |
| JP2013154398A (ja) | 2012-01-05 | 2013-08-15 | Hitachi Metals Ltd | 異種金属の突合せ接合方法 |
| JP6596720B2 (ja) * | 2015-12-08 | 2019-10-30 | 株式会社スギノマシン | レーザを用いた接合方法 |
-
2020
- 2020-12-01 JP JP2021508026A patent/JP7051000B2/ja active Active
- 2020-12-01 WO PCT/JP2020/044648 patent/WO2021140785A1/ja active Application Filing
- 2020-12-01 KR KR1020227009655A patent/KR20220119359A/ko unknown
- 2020-12-16 TW TW109144412A patent/TW202132032A/zh unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003075557A (ja) * | 2001-09-07 | 2003-03-12 | Citizen Watch Co Ltd | 腕時計部品およびその製造方法 |
| JP2006140296A (ja) * | 2004-11-11 | 2006-06-01 | Koa Corp | 電子部品の製造方法及び電子部品 |
| JP2007330973A (ja) * | 2006-06-12 | 2007-12-27 | Nissan Motor Co Ltd | 異種金属パネルの接合方法、接合装置及び接合構造 |
| WO2013147144A1 (ja) * | 2012-03-30 | 2013-10-03 | 三菱マテリアル株式会社 | パワーモジュール用基板、ヒートシンク付パワーモジュール用基板、パワーモジュール、及びパワーモジュール用基板の製造方法 |
| JP2014050847A (ja) * | 2012-09-05 | 2014-03-20 | Showa Denko Kk | 絶縁基板の製造方法 |
| JP2016059952A (ja) * | 2014-09-19 | 2016-04-25 | リョービ株式会社 | 分流子及びこの分流子を用いるダイカスト法 |
| JP2016069724A (ja) * | 2014-09-29 | 2016-05-09 | 日立金属株式会社 | Cu合金材およびその製造方法 |
| JP2016140883A (ja) * | 2015-02-02 | 2016-08-08 | 国立大学法人群馬大学 | 鉄鋼材料の接合方法 |
| JP2019150850A (ja) * | 2018-03-02 | 2019-09-12 | 三菱電機株式会社 | 接合方法および接合体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021140785A1 (ja) | 2021-07-15 |
| JP7051000B2 (ja) | 2022-04-08 |
| TW202132032A (zh) | 2021-09-01 |
| KR20220119359A (ko) | 2022-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6649889B2 (ja) | アルミニウム合金ブレージングシート | |
| EP2155431B1 (en) | Aluminium alloy brazing sheet product | |
| US9976200B2 (en) | Cladded aluminum-alloy material and production method therefor, and heat exchanger using said cladded aluminum-alloy material and production method therefor | |
| KR101589918B1 (ko) | 전열관과 그 제조 방법 | |
| US9976201B2 (en) | Aluminum-alloy clad material and production method therefor, and heat exchanger using said aluminum-alloy clad material and production method therefor | |
| EP2281657B1 (en) | Joining method for and jointed structure of metal members | |
| JP6726371B1 (ja) | ろう付用アルミニウム合金板およびアルミニウムブレージングシート | |
| JP6726370B1 (ja) | フラックスフリーろう付用アルミニウムブレージングシート | |
| CZ201654A3 (cs) | Plech ze slitiny hliníku k tvrdému pájení a způsob jeho výroby | |
| JP6861834B2 (ja) | フラックスフリーcabろう付け用アルミニウム材料 | |
| CN109988946B (zh) | 一种真空钎焊翅片材料及其制备方法 | |
| JP2021186867A (ja) | 電気・電子機器用部品 | |
| FR3055233A1 (fr) | Materiau de brasage a base de cuivre et utilisation du materiau de brasage | |
| CN115297993B (zh) | 无焊剂钎焊用铝钎焊片 | |
| WO2021140785A1 (ja) | 金属接合材 | |
| JP5695490B2 (ja) | アルミニウム合金製ブレージングシート | |
| JP6233916B2 (ja) | アルミニウム合金ろう材およびアルミニウム合金複合材 | |
| JP5084490B2 (ja) | アルミニウム合金クラッド材 | |
| JP6178483B1 (ja) | アルミニウム合金ブレージングシート | |
| EP0892076B1 (fr) | Alliage base nickel et électrode de soudage en alliage base nickel | |
| CN114173984B (zh) | 铝合金硬钎焊板及其制造方法 | |
| JP7394024B2 (ja) | 電気・電子機器用部品 | |
| EP1981682B1 (en) | A process for making a heat exchanger | |
| JP3822108B2 (ja) | ろう接用複合管および熱交換用複合管 | |
| JP2024010603A (ja) | 抵抗器用部材、抵抗器用部材の製造方法、および抵抗器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021508026 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20912812 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20912812 Country of ref document: EP Kind code of ref document: A1 |