WO2021140714A1 - 回転電機のステータ、回転電機、回転電機のステータの製造方法および、回転電機の製造方法 - Google Patents
回転電機のステータ、回転電機、回転電機のステータの製造方法および、回転電機の製造方法 Download PDFInfo
- Publication number
- WO2021140714A1 WO2021140714A1 PCT/JP2020/037754 JP2020037754W WO2021140714A1 WO 2021140714 A1 WO2021140714 A1 WO 2021140714A1 JP 2020037754 W JP2020037754 W JP 2020037754W WO 2021140714 A1 WO2021140714 A1 WO 2021140714A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- coil
- core
- stator
- winding
- electric machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

































Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
- H02K15/085—Forming windings by laying conductors into or around core parts by laying conductors into slotted stators
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/64—Electric machine technologies in electromobility
Definitions
- This application relates to a stator of a rotary electric machine, a method of manufacturing a rotary electric machine, a stator of a rotary electric machine, and a method of manufacturing a rotary electric machine.
- a stator used in a rotary electric machine such as an electric motor or a generator is composed of a stator core and a coil housed and mounted in a slot formed between the teeth of the stator core.
- the coil wire forming the coil is insulated and coated, and the coil is electrically insulated from the stator core.
- an insulating portion is further provided at a portion where the stator core and the coil are in contact with each other.
- Patent Document 1 As a conventional stator, a technique of winding a coil wire around three consecutive teeth at the same time has been proposed (see, for example, Patent Document 1).
- the winding end wire of three coils wound at the same time is routed as a crossover wire to the tooth to be wound next, and three coils are wound continuously. Therefore, the coil wire is fixed in the middle. Therefore, when the crossover wire is loosened, there is a problem that the wound coil or the coil being wound is unwound.
- the present application discloses a technique for solving the above-mentioned problems, and manufactures a stator of a rotary electric machine, a rotary electric machine, a stator of a rotary electric machine, and a manufacture of a rotary electric machine capable of preventing unwinding of each coil.
- the purpose is to provide a method.
- the stator of a rotary electric machine disclosed in the present application is A stator core in which a plurality of core portions having a yoke portion and a tooth portion formed so as to project radially inward from the central portion in the circumferential direction of the inner peripheral surface of the yoke portion are combined in an annular shape.
- a rotary electric machine provided with a coil formed by winding a coil wire around each of the plurality of teeth portions, and an insulating portion disposed between the core portion and the coil and insulating the stator core and the coil.
- the first winding frame as the insulating portion includes a first teeth end face covering portion that covers one end surface of the teeth portion in the axial direction of the portion around which the coil is wound, and a radial direction of the first teeth end face covering portion. It is connected to the outer end and is provided with a first outer collar that covers one end surface of the yoke portion in the axial direction and projects upward in the axial direction.
- the fourth winding frame as the insulating portion includes a second teeth end face covering portion that covers the other end surface of the teeth portion in the axial direction of the portion around which the coil is wound, and a radial direction of the second teeth end face covering portion.
- the rotary electric machine disclosed in the present application is With the stator of the rotary electric machine A rotor is provided inside the stator so as to face each other via a gap. Further, the method for manufacturing a stator of a rotary electric machine disclosed in the present application is described.
- the yoke portions of the plurality of core portions are deformed in a straight line, and the yoke portions are deformed linearly.
- the method for manufacturing a rotary electric machine disclosed in the present application is to arrange rotors facing each other through a gap inside the stator manufactured by the method for manufacturing a stator of a rotary electric machine.
- the rotary electric machine stator According to the rotary electric machine stator, the rotary electric machine, the method for manufacturing the rotary electric machine stator, and the method for manufacturing the rotary electric machine disclosed in the present application. It is possible to provide a stator of a rotary electric machine, a method of manufacturing a stator of a rotary electric machine, a stator of a rotary electric machine, and a method of manufacturing a rotary electric machine capable of preventing unwinding of each coil.
- FIG. 5 is a cross-sectional view perpendicular to the axial direction of the rotary electric machine according to the first embodiment.
- FIG. 5 is a cross-sectional view of the rotary electric machine according to the first embodiment, which is cut by a plane passing through the axis of the rotating shaft.
- FIG. 5 is a rear view showing a state in which the stator of the rotary electric machine according to the first embodiment is cut open and deformed in a straight line.
- It is a perspective view of the stator shown in FIG. 3, and is a view showing the back side of FIG. 3, that is, the inside of the stator.
- It is a perspective view which shows the structure of two kinds of core pieces constituting the stator core of the stator shown in FIG.
- FIG. It is a perspective view which shows the structure of the stator core by Embodiment 1.
- FIG. It is a top view of the core part by Embodiment 1.
- FIG. It is a perspective view which shows the structure of the 1st volume frame by Embodiment 1.
- FIG. It is a perspective view which shows the structure of the 4th winding frame by Embodiment 1.
- FIG. It is a perspective view which shows the state which the 1st winding frame and the 4th winding frame are attached to the core part by Embodiment 1.
- FIG. It is a figure which looked at the 1st core part in the direction of arrow A of FIG. It is a figure which looked at the 1st core part in the direction of arrow B of FIG.
- FIG. 1 It is a figure which looked at the 1st core part in the direction of arrow C of FIG. It is a figure which looked at the 1st core part in the direction of arrow D of FIG. It is a perspective view of the 2nd volume frame according to Embodiment 1.
- FIG. 2nd core part which attached the 2nd winding frame and the 4th winding frame by Embodiment 1 from the outside X1 in the radial direction X.
- FIG. It is a perspective view of the third volume frame according to Embodiment 1.
- FIG. It is a figure which looked at the 3rd core part which attached the 3rd winding frame and the 4th winding frame by Embodiment 1 from the outside X1 in the radial direction X.
- FIG. 1 It is a flowchart which shows the manufacturing process of the rotary electric machine by Embodiment 1. It is a flowchart which shows the manufacturing process of the coil by Embodiment 1. It is a development view of the stator in the coil forming process by Embodiment 1. FIG. It is a figure which shows the movement of the winding nozzle of the winding machine by Embodiment 1. FIG. It is a perspective view which shows the movement of each winding nozzle in the entanglement process by Embodiment 1. FIG. It is a perspective view which shows the state of the core part at the end of the entanglement process by Embodiment 1. FIG.
- FIG. It is a figure which shows the movement of the nozzles N1, N2, N3 after the formation of the coil of the 1st core part, the 2nd core part, and the 3rd core part by Embodiment 1.
- FIG. It is a conceptual diagram which shows the other winding method by Embodiment 1.
- FIG. It is a perspective view which shows the state which the 1st winding frame, the 2nd winding frame, the 3rd winding frame, the 4th winding frame, and the film part are attached to the stator core by Embodiment 2.
- FIG. It is a perspective view which disassembled each member of FIG. It is a perspective view which shows the structure of the film part by Embodiment 2.
- FIG. 9 is a perspective view of the first winding frame shown in FIG. 29A as viewed from the opposite side in the axial direction Y. It is a perspective view which shows the structure of the 4th winding frame by Embodiment 2.
- FIG. It is a perspective view of the stator core by Embodiment 3.
- FIG. 5 is an enlarged plan view of a main part of the stator core according to the third embodiment. It is a perspective view of the core part by Embodiment 4.
- FIG. It is a perspective view which shows the state after winding of the stator according to Embodiment 4.
- FIG. 9 is a perspective view which shows the structure of the 1st volume frame by Embodiment 2.
- FIG. 9 is a perspective view of the first winding frame shown in FIG. 29A as viewed from the opposite side in the axial direction Y. It is a perspective view which shows the structure of the 4th winding frame by Embodiment 2.
- FIG. It is a perspective view of the stator core by Em
- FIG. 1 is a cross-sectional view of the rotary electric machine 100 perpendicular to the axial direction.
- FIG. 2 is a cross-sectional view of the rotor 20 of the rotary electric machine 100 cut along a plane passing through the axis of the rotary shaft 21.
- the rotary electric machine 100 includes a cylindrical frame 101, a bracket 103 that closes openings at both ends in the axial direction of the frame 101, a stator 10 fitted inside the frame 101, and the center of each of the two brackets 103.
- a rotor 20 is provided which is rotatably supported via a bearing (not shown) and whose outer peripheral surface is arranged so as to face the inner peripheral surface of the stator 10.
- a gap 107 exists between the outer peripheral surface of the rotor 20 and the inner peripheral surface of the stator 10.
- the permanent magnet 105 is embedded in the rotor core 22 fixed to the outer circumference of the rotating shaft 21 in a V shape, the permanent magnet may be arranged in a straight line or in another shape. Further, the permanent magnet may not be embedded, and may be attached to the outer peripheral surface of the rotor core 22 and arranged so as to face the inner peripheral surface of the stator 10.
- the directions of the stator 10 of the rotary electric machine 100 are the circumferential direction Z, the axial direction Y, and the radial direction X, respectively, based on a state in which the yoke portions 11a of the plurality of core portions 60 are arranged and combined in an annular shape.
- the outer side X1 in the radial direction X and the inner side X2 in the radial direction X are shown. Therefore, with respect to the stator 10, when each yoke portion 11a of each core portion 60 of the stator 10 is linearly rotated and deformed, or the protruding direction of each tooth portion 11b is reversed, that is, an annular stator.
- each direction is set with reference to the direction in which the yoke portion 11a of the stator 10 is arranged in an annular shape, which is the product state. , Will be described in each figure.
- the surface side perpendicular to the axial direction Y of the stator 10 and passing through the center of the stator 10 is “lower”, and the opposite is “upper”. ".
- the heights are compared according to the distance from the surface perpendicular to the axial direction Y of the stator 10 and passing through the center of the stator 10.
- the stator 10 includes a plurality of core portions 60 having a yoke portion 11a and a teeth portion 11b formed so as to project from the central portion of the inner peripheral surface of the yoke portion 11a in the circumferential direction Z to the inside X2 in the radial direction X.
- the stator core 11A combined in an annular shape, the coil 7 formed by winding a coil wire around each of the plurality of teeth portions 11b, and the core portion 60 and the coil 7 are arranged between each core portion 60 and the coil 7. It is provided with an insulating part that insulates the coil.
- the stator core 11A is a combination of nine core portions 60 connected together.
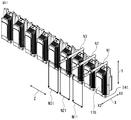
- FIG. 3 is a rear view showing a state in which the stator 10 of the rotary electric machine 100, which is originally annular, is cut open and deformed in a straight line, and is a view of the stator 10 viewed from the outer peripheral side.
- the respective core portions 60 are designated by reference numerals 61 to 69, and the first core portion 61 to the ninth core portion 69 will be described.
- FIG. 4 is a perspective view of the stator 10 shown in FIG. 3, and is a view showing the back side of FIG. 3, that is, the inside of the stator 10.
- FIG. 5 is a perspective view showing the configurations of two types of core pieces 11k1 and 11k2 constituting the stator core 11A of the stator 10 shown in FIG. FIG.
- FIG. 6 is a perspective view showing a configuration of a stator core 11A formed by alternately stacking a plurality of groups 11k1 and 11k2 of two types of core pieces shown in FIG. 5 in the axial direction Y, respectively.
- FIG. 7 is a plan view of the core portion 60.
- the stator 10 is located on the upper side of the paper surface as an insulating portion arranged to insulate the stator core 11A composed of a plurality of core portions 60, the coil 7, and the stator core 11A and the coil 7. It includes a first winding frame 51, a second winding frame 52, a third winding frame 53, and a fourth winding frame 54 on the lower side of the paper surface.
- the core portions 60 arranged in the circumferential direction Z are connected to the first core portion 61, the second core portion 62, the third core portion 63, and the fourth core from the winding start side of the first coil wire 71.
- the first winding frame 51 is used for the first core portion 61, the fourth core portion 64, and the seventh core portion 67, that is, the core portion 60 constituting the U phase.
- the second winding frame 52 is used for the second core portion 62, the fifth core portion 65, and the eighth core portion 68, that is, the core portion 60 constituting the V phase.
- the third volume frame 53 is used for the third core portion 63, the sixth core portion 66, and the ninth core portion 69, that is, the core portion 60 constituting the W phase, but the details of the difference will be described later. ..
- the stator core 11A is formed by punching a thin magnetic steel plate in a mold (not shown), and a plurality of core piece groups 11k1 and 11k2 shown in FIG. 5 are alternately formed in the axial direction Y as shown in FIG. It is formed by stacking. As a result, the stator core 11A is formed by connecting the yoke portions 11a of the first core portion 61 to the ninth core portion 69 by the connecting portions 111 provided at the ends in the circumferential direction Z. In FIG. 6, the stator core 11A is configured by nine first core portions 61 to ninety core portions 69 being linearly connected by a connecting portion 111.
- the yoke portions 11a of the adjacent core portions 60 can freely rotate.
- the stator core 11A can rotate in a straight line or in a reverse warp shape in which the direction in which the teeth portion 11b protrudes in the radial direction X is reversed.
- the stator coil is composed of three phases of U phase, V phase, and W phase, and has a star connection structure in which different phases are lined up for each core portion 60 connected in the circumferential direction Z.
- the first core portion 61 is the U phase (U1)
- the second core portion 62 is the V phase (V1)
- the third core portion 63 is the W phase (W1)
- the fourth core portion 64 is the U phase (U2).
- the fifth core portion 65 is the V phase (V2)
- the sixth core portion 66 is the W phase (W2)
- the seventh core portion 67 is the U phase (U3)
- the eighth core portion 68 is the V phase (V3)
- the ninth core portion 68 is wound around the core portion 69.
- each core portion 60 is provided with a coil 7, and an upper first winding frame 51, a second winding frame 52, a third winding frame 53, and a fourth winding frame 54 as insulating portions, respectively.
- the first core portion 61 to the ninth core portion 69 have a coil 7 in each core portion 60, FIG. 4 as an insulating portion, a first winding frame 51 on the upper side of the paper, a second winding frame 52, and a third winding. The description is adopted regardless of whether the frame 53 and the fourth volume frame 54 on the lower side of the same page are installed or not installed.
- the surface of the yoke portion 11a along the axial direction Y of the outer side X1 in the radial direction X is defined as the outer peripheral surface 113 of the yoke.
- the outer peripheral surface 113 of the yoke is formed with a first recess 114 extending in the axial direction Y at the center of the circumferential direction Z.
- the first recess 114 is used for positioning when the stator core 11A is attached to the winding machine forming the coil 7.
- the tooth portion 11b is provided with a shoe portion 11c protruding from the tip of the inner side X2 in the radial direction X in the circumferential direction Z, respectively.
- the surface of the yoke portion 11a inside X2 in the radial direction X along the axial direction Y is defined as the inner peripheral surface 112 of the yoke.
- Both sides of the teeth portion 11b along the axial direction Y at both ends in the circumferential direction Z are the side surface 121 of the teeth portion, and the surface of the tip of the inner X2 of the radial direction X of the teeth portion 11b along the axial direction Y is the inner peripheral surface 122 of the teeth portion.
- the surface of the shoe portion 11c along the axial direction Y of the outer side X1 of the radial direction X is referred to as the shoe portion outer peripheral surface 131.
- the region surrounded by the inner peripheral surface of the yoke 112, the side surface 121 of the teeth portion, and the outer peripheral surface 131 of the shoe portion becomes a slot 14 in which the coil wire 70 is wound to form the coil 7.
- the first winding frame 51 is a winding frame to be attached to the first core portion 61, the fourth core portion 64, and the seventh core portion 67.
- the first winding frame 51 is attached to the teeth portion 11b and the yoke portion 11a.
- the second winding frame 52 is a winding frame to be attached to the second core portion 62, the fifth core portion 65, and the eighth core portion 68.
- the second winding frame 52 is attached to the teeth portion 11b and the yoke portion 11a.
- the third winding frame 53 is a winding frame to be attached to the third core portion 63, the sixth core portion 66, and the ninth core portion 69.
- the third winding frame 53 is attached to the teeth portion 11b and the yoke portion 11a.
- FIG. 8 is a perspective view showing the configuration of the first winding frame 51 used for the stator 10 shown in FIGS. 3 and 4.
- the first winding frame 51 includes a tooth end face covering portion 51c (first tooth end face covering portion), an outer collar 51a (first outer collar), an inner collar 51b (first inner collar), and a slot side surface covering portion 51d ( A first slot side covering portion) is provided, and these are integrally formed.
- the tooth end face covering portion 51c covers one end surface of the tooth portion 11b in the axial direction Y of the portion around which the coil 7 is wound.
- the outer collar 51a is connected to the end of the outer X1 of the tooth end surface covering portion 51c in the radial direction X, covers one end surface of the yoke portion 11a in the axial direction Y, and projects upward in the axial direction Y.
- the inner collar 51b is connected to the end of the inner X2 of the tooth end surface covering portion 51c in the radial direction X, and connects the inner tip portion of the one end surface of the tooth portion 11b in the axial direction Y and the one end surface of the shoe portion 11c in the axial direction Y. Cover and project upward in the axial direction Y.
- the slot side surface covering portion 51d covers the tooth portion side surface 121 of the teeth portion 11b, the yoke inner peripheral surface 112 of the yoke portion 11a, and the shoe portion outer peripheral surface 131 of the shoe portion 11c.
- the slot side surface covering portion 51d projects downward from the tooth end surface covering portion 51c, the outer collar 51a, and the inner collar 51b.
- the slot side surface covering portion 51d covers half of each surface constituting the slot 14 in the axial direction Y.
- FIG. 9 is a perspective view showing the configuration of the fourth winding frame 54 used for the stator 10 shown in FIGS. 3 and 4.
- the fourth winding frame 54 is an insulating member on the lower side of the paper surface of the stator 10 shown in FIG.
- the fourth winding frame 54 includes a tooth end face covering portion 54c (second tooth end face covering portion), an outer collar 54a (second outer collar), an inner collar 54b (second inner collar), and a slot side covering portion 54d ( A second slot end face covering portion) is provided, and these are integrally formed.
- the tooth end face covering portion 54c covers the other end surface of the tooth portion 11b in the axial direction Y of the portion around which the coil 7 is wound.
- the outer collar 54a is connected to the end of the outer X1 of the tooth end surface covering portion 54c in the radial direction X, covers the other end surface of the yoke portion 11a in the axial direction Y, and projects upward in the axial direction Y.
- the inner flange 54b is connected to the end of the inner X2 of the tooth end surface covering portion 54c in the radial direction X, and connects the inner tip portion of the other end surface of the tooth portion 11b in the axial direction Y and the other end surface of the shoe portion 11c in the axial direction Y. Cover and project upward in the axial direction Y.
- the outer collar 54a has a entangled portion 54k protruding upward in the axial direction Y from the central portion in the circumferential direction Z. Then, the protrusions 54t project from the upper tip of the entangled portion 54k in the axial direction Y toward both sides in the circumferential direction Z.
- the outer flange 54a protrudes from the upper end portion in the axial direction Y and the central portion in the circumferential direction of the outer peripheral surface 54aout to the outer side X1 in the radial direction X, and is parallel to the entwined portion 54k toward the upper side in the axial direction Y. It is provided with a hook-shaped locking portion 54f extending to.
- the width of the gap 54r between the entwined portion 54k and the locking portion 54f in the radial direction X is slightly smaller than the wire diameter of the coil wire 70.
- the entwined portion 54k is used to entangle and fix the coil wire 70, which is the end end of winding, after winding each coil 7 and before drawing the crossover wire described later. Further, the protrusion 54t is provided to prevent the coil wire 70 from coming off from the entwined portion 54k during the entwining operation with the entwined portion 54k. Further, the locking portion 54f is used to sandwich and lock the coil wire 70 with the entwined portion 54k.
- the slot side surface covering portion 54d covers the tooth portion side surface 121 of the teeth portion 11b, the yoke inner peripheral surface 112 of the yoke portion 11a, and the shoe portion outer peripheral surface 131 of the shoe portion 11c.
- the slot side surface covering portion 54d projects downward from the tooth end surface covering portion 54c, the outer collar 54a, and the inner collar 54b.
- the slot side surface covering portion 54d covers half of each surface constituting the slot 14 in the axial direction Y. Therefore, the slot side surface covering portion 51d of the first winding frame and the slot side surface covering portion 54d of the fourth winding frame 54 can cover the entire surface of each side surface constituting the slot 14.
- the first winding frame 51 and the fourth winding frame 54 are attached to each core portion 60 so as to fit into the inner peripheral surface of the slot 14 from both sides in the axial direction.
- the first winding frame 51 and the fourth winding frame 54 electrically insulate the coil 7 from each core portion 60.
- the first winding frame 51 and the fourth winding frame 54 are formed, for example, by injection molding of an insulating resin.
- the length of the slot side covering portion 51d of the first winding frame 51 and the length of the slot side covering portion 54d of the fourth winding frame 54 in the axial direction are formed to be substantially the same length.
- the present invention is not limited to this, and the length of each axial direction Y can be changed as appropriate, and it is sufficient that all the side surfaces constituting the slot 14 can be covered.
- FIG. 10 is a perspective view showing a state in which the first winding frame 51 and the fourth winding frame 54 are attached to the first core portion 61.
- FIG. 11 is a view of the first core portion 61 to which the first winding frame 51 and the fourth winding frame 54 shown in FIG. 10 are mounted from the outside X1 in the radial direction X, that is, the first core portion 61 is shown in FIG.
- FIG. 12 is a view of the first core portion 61 to which the first winding frame 51 and the fourth winding frame 54 shown in FIG. 10 are mounted from the inside X2 in the radial direction X, that is, the first core portion 61 is shown in FIG. It is a figure seen in the direction of arrow B.
- 13A is a view of the first core portion 61 to which the first winding frame 51 and the fourth winding frame 54 shown in FIG. 10 are mounted from the circumferential direction Z, that is, the first core portion 61 is in the arrow C direction of FIG. It is a figure seen in.
- FIG. 13B is a view of the first core portion 61 to which the first winding frame 51 and the fourth winding frame 54 shown in FIG. 10 are mounted from the axial direction Y, that is, the first core portion 61 is in the arrow D direction of FIG. It is a figure seen in.
- groove portions M extending in the circumferential direction Z are formed in a plurality of steps in the axial direction Y on the outer peripheral surface of the outer X1 in the radial direction X of the outer collar 51a. ..
- the groove portion M is formed in three stages of a first groove portion M1, a second groove portion M2, and a third groove portion M3 from the upper side away from the core portion 60 in the axial direction Y. That is, the first groove portion M1, the second groove portion M2, and the third groove portion M3 are formed parallel to the circumferential direction Z and arranged in the axial direction Y at different heights.
- the first groove portion M1 is formed on the outer peripheral surface of the outer flange 51a between the first guide G1 and the second guide G2 provided in the circumferential direction Z.
- the second groove portion M2 is formed on the outer peripheral surface of the outer flange 51a between the second guide G2 and the third guide G3 provided in the circumferential direction Z.
- the third groove portion M3 is formed on the outer peripheral surface of the outer flange 51a between the third guide G3 and the fourth guide G4 provided in the circumferential direction Z. Therefore, the first guide G1 to the fourth guide G4 are also formed at different heights in parallel with the circumferential direction Z and in the axial direction Y. As shown in FIG.
- the first guide G1 is provided on both sides of the lead-out groove portion 51out (first lead-out groove portion) described later in the circumferential direction Z and in the circumferential direction of the introduction groove portion 51in (first introduction groove portion) described later. Since it is provided only in the vicinity of one edge of Z, the first groove portion M1 is formed only on both sides of the lead-out groove portion 51out in the circumferential direction Z and in the vicinity of one edge of the introduction groove portion 51in in the circumferential direction Z. Become.
- the second groove portion M2 and the third groove portion M3 intermittently continue in the circumferential direction Z.
- the first groove portion M1, the second groove portion M2, and the third groove portion M3 are used to hold a plurality of crossover lines 70J connecting the coils 7 of the different tooth portions 11b in parallel in the circumferential direction.
- the crossover line 70J is a continuous line between the coils 7.
- the introduction groove portion 51in formed in the outer flange 51a in the axial direction Y allows the coil wire 70 to be wound from the outer side X1 in the radial direction X of the stator core 11A to the inner side X2 in the radial direction X in order to wind the coil 7 around the teeth portion 11b. It is the entrance to introduce to.
- the lead-out groove portion 51out formed in the outer flange 51a in the axial direction Y winds the coil wire 70 around the teeth portion 11b to form the coil 7, and the coil wire 70 is formed from the inner side X2 of the stator core 11A in the radial direction X to the radial direction X. It is an exit leading to the outer side X1.
- the lead-out groove portion 51out is inclined so that the lower end portion of the side surface of the crossover line 70J on the crossover direction side is located closer to the crossover direction side of the crossover line 70J than the upper end portion.
- the lead-out groove portion 51out formed on the outer flange 51a of the first winding frame 51 is connected to the first groove portion M1 provided on the left side in the circumferential direction Z of the lead-out groove portion 51out at the lower portion.
- the height of the lower portion of the lead-out groove portion 51out and the height of the upper surface of the second guide G2 constituting the lower surface of the first groove portion M1 are set to be the same height. That is, the lower portion of the lead-out groove portion 51out and the upper surface of the second guide G2 are flush with each other.
- FIG. 14 is a perspective view of the second volume frame 52.
- FIG. 15 is a view of the second core portion 62 to which the second winding frame 52 and the fourth winding frame 54 are mounted as viewed from the outer side X1 in the radial direction X. Since the basic configuration of the second volume frame 52 is the same as that of the first volume frame 51, only different parts will be described.
- a second guide G2 provided intermittently in the circumferential direction Z on the outer collar 51a of the first winding frame 51 is provided on the outer flange 52a of the outer flange 52a in the circumferential direction Z. It is provided only in the central portion, and is not provided at both end portions in the circumferential direction Z.
- the second guide G2 does not exist on both sides of the lead-out groove portion 52out (second lead-out groove portion) in the circumferential direction Z, and the first groove portion M1 and the second groove portion M2 in the first winding frame 51 are integrated. ..
- the lead-out groove portion 52out formed on the outer flange 52a of the second winding frame 52 is set to have the same height as the upper surface of the third guide G3. That is, the lower portion of the lead-out groove portion 52out and the upper surface of the third guide G3 are flush with each other.
- FIG. 16 is a perspective view of the third volume frame 53.
- FIG. 17 is a view of the third core portion 63 to which the third winding frame 53 and the fourth winding frame 54 are mounted as viewed from the outer side X1 in the radial direction X. Since the basic configuration of the third volume frame 53 is the same as that of the first volume frame 51, only different parts will be described.
- the second guide G2 and the third guide G3 which are intermittently provided on the outer collar 51a of the first winding frame 51 in the circumferential direction Z, are provided on the outer collar 52a. It is provided only in the central portion of the circumferential direction Z, and these guides are not provided at both end portions of the circumferential direction Z.
- the second groove portion M2 and the third groove portion M3 do not exist on both sides of the lead-out groove portion 53out (third lead-out groove portion) in the circumferential direction Z, and the first groove portion M1, the second groove portion M2, and the third groove portion M3 in the first winding frame 51 do not exist.
- the three groove portions M3 are integrated. The same applies to the outside of the introduction groove portion 53in (third introduction groove portion) in the circumferential direction Z.
- the lead-out groove portion 53out formed on the outer flange 53a of the third winding frame 53 is set so that the lower portion is at the same height as the upper surface of the fourth guide G4. That is, the lower portion of the lead-out groove portion 53out and the upper surface of the fourth guide G4 are flush with each other.
- the coil wire 70 is a wire for forming the coil 7.
- the three coil wires 70 of the first coil wire 71, the second coil wire 72, and the third coil wire 73 are used.
- the portion where the coil 7 starts winding is the first winding start wire 711, the second winding start wire 721, and the third winding start wire 731. is there.
- first volume start line 711, the second volume start line 721, and the third volume start line 731 are moved from the outer side X1 to the inner side X2 in the radial direction X of the stator core 11A and used as a power supply line, each part is used. Is the first power supply line 713, the second power supply line 723, and the third power supply line 733.
- the portions drawn out after the winding of the coil 7 is completed are the first volume end line 712, the second volume end line 722, and the third volume.
- the final line is 732.
- the final line 712 of the first volume, the final line 722 of the second volume, and the final line 732 of the third volume are connected to form a neutral point 700.
- the first coil wire 71, the second coil wire 72, and the third coil wire 73 are one continuous wire, respectively.
- the crossover wire 70J is formed as a part of the coil wire 70.
- the crossover 70J includes a first crossover 70J1, a second crossover 70J2, a third crossover 70J3, a fourth crossover 70J4, a fifth crossover 70J5, and a sixth crossover 70J6.
- the first crossover 70J1 connects the coil 7 of the first core portion 61 and the coil 7 of the fourth core portion 64 which is separated by three in the circumferential direction Z.
- the second crossover 70J2 connects the coil 7 of the second core portion 62 and the coil 7 of the fifth core portion 65 which is separated by three in the circumferential direction Z.
- the third crossover 70J3 connects the coil 7 of the third core portion 63 and the coil 7 of the sixth core portion 66 which is separated by three in the circumferential direction Z.
- the fourth crossover 70J4 connects the coil 7 of the fourth core portion 64 and the coil 7 of the seventh core portion 67 which is separated by three in the circumferential direction Z.
- the fifth crossover 70J5 connects the coil 7 of the fifth core portion 65 and the coil 7 of the eighth core portion 68 which is separated by three in the circumferential direction Z.
- the sixth crossover 70J6 connects the coil 7 of the sixth core portion 66 and the coil 7 of the ninth core portion 69 which is separated by three in the circumferential direction Z.
- crossover line 70J If it is not necessary to distinguish between the first crossover line 70J1 and the sixth crossover line 70J6, these will be collectively referred to as the crossover line 70J.
- FIG. 18 is a flowchart showing a manufacturing process of the rotary electric machine 100.
- FIG. 19 is a flowchart showing a manufacturing process of the coil 7.
- FIG. 20 is a developed view of the stator 10 in the coil forming process. It is a rear view which shows the state which the stator 10 was rotated (deformed) in a straight line, and is the figure which looked at the stator 10 from the outer peripheral side.
- FIG. 21 is a diagram showing the movement of the winding nozzle of the winding machine.
- stator core 11A is formed (ST1: stator core manufacturing process).
- the slot side covering portion 51d of the first winding frame 51 from one end side in the axial direction Y. Is fitted and mounted, and the slot side covering portion 54d of the fourth winding frame 54 is fitted and mounted from the other end side.
- the second core portion 62, the fifth core portion 65, and the eighth core portion 68 have a second winding frame 52 and a fourth winding frame 54, and a third core portion 63, a sixth core portion 66, and a ninth core portion 66.
- the third winding frame 53 and the fourth winding frame 54 are mounted on the core portion 69 (ST2: winding frame mounting step). In this way, three types of winding frames are attached to one end side of the nine core portions 60, and the same fourth winding frame 54 is attached to the other end side.
- the coil forming step (ST3) for forming the coil 7 will be described with reference to FIGS. 19, 20, 21, 11, 15, 15, and 17.
- the first coil wire 71 is introduced from the outer side X1 to the inner side X2 in the radial direction X by using the introduction groove portion 51in of the first core portion 61.
- the second coil wire 72 and the third coil wire 73 also use the introduction groove portions 52in and 53in of the second core portion 62 and the third core portion 63, respectively, from the outer side X1 in the radial direction X. It is introduced into the inner side X2 (FIG. 19, ST31: introduction step).
- the first core portion 61 using the three first winding nozzles N1, the second winding nozzle N2, and the third winding nozzle N3 of the winding machine whose details are not shown.
- the first coil wire 71, the second coil wire 72, and the third coil wire 73 are simultaneously wound around the tooth portions 11b of the second core portion 62 and the third core portion 63 as shown by arrows N11, N21, and N31. (FIG. 19, ST32: winding process).
- FIG. 22 is a perspective view showing the movement of each winding nozzle in the entanglement process.
- the first winding nozzle N1, the second winding nozzle N2, and the third winding nozzle N3 all operate in the same manner at the same time.
- FIG. 23 is a perspective view showing a state of the core portion 60 at the end of the entanglement process. After winding the coil 7 around the teeth portions 11b of the first core portion 61, the second core portion 62, and the third core portion 63, the first winding nozzle N1, the second winding nozzle N2, and the third winding By moving the nozzle N3 as shown in positions P1 to P5 in FIG.
- the first coil wire 71, the second coil wire 72, and the third coil are fed out while the first coil wire 71 to the third coil wire 73 are fed out.
- the wire 73 is simultaneously entwined with the entwined portion 54k of the fourth winding frame 54 of each of the first core portion 61, the second core portion 62, and the third core portion 63 (FIG. 19, ST32B: entanglement step). Prevents loosening of each coil 7 wound immediately before.
- the first coil wire 71, the second coil wire 72, and the third coil wire 72 are moved by moving the first winding nozzle N1, the second winding nozzle N2, and the third winding nozzle N3 from the position P3 to the position P4.
- the coil wires 73 are guided to the gap 54r between the locking portion 54f and the entwined portion 54k, respectively, and are further moved to the position P5 to be fixed to the bottom of the gap 54r (ST32C: locking step).
- the coil wire 70 is wound around the entangled portion 54k once, and the coil wire 70 is crossed inside the entangled portion 54k.
- the loosening prevention effect can be exhibited at the portion where the 70s overlap.
- the protrusion 54t can prevent the coil wire 70 from coming off from the entanglement portion 54k during the entanglement process.
- FIG. 24 shows the first winding nozzle after the first coil wire 71 to the third coil wire 73 of the first core portion 61, the second core portion 62, and the third core portion 63 are entwined with the respective entwined portions 54k. It is a figure which shows the movement of N1, the second winding nozzle N2, and the third winding nozzle N3.
- the first coil wire 71, the second coil wire 72, and the third coil is entwined with the entwined portions 54k of the first core portion 61, the second core portion 62, and the third core portion 63, sandwiched between the entangled portion 54k and the locking portion 54f, and fixed to the coil.
- the wire 70 is prevented from loosening, and is further held at the lead-out groove portions 51out, 52out, and 53out so as to prevent loosening, and is led out from the inner side X2 in the radial direction X to the outer side X1 (see FIG. 20).
- the first winding nozzle N1, the second winding nozzle N2, and the third winding nozzle N3 are respectively placed in the direction of arrow E by the first coil. While feeding out the wire 71, the second coil wire 72, and the third coil wire 73, the first winding nozzle N1 reaches the position of the fourth core portion 64, and the second winding nozzle N2 moves to the position of the fifth core portion 65. Up to, the third winding nozzle N3 is moved to the position of the sixth core portion 66 by 3 teeth (FIG. 19, ST34: nozzle moving step).
- the lower end portion of the side surface on the crossover direction side is the first crossover wire 70J1 rather than the upper end portion.
- the first core portion 61 is held by the first groove portion M1 provided on the left side in the circumferential direction of the lead-out groove portion 51out in FIGS.
- the fourth core portion 64 which is routed and further connected in the circumferential direction Z, is held by the first groove portion M1 provided on the right side in the circumferential direction of the introduction groove portion 51in in FIGS. 11 and 20, and is held from the introduction groove portion 51in to the fourth core. It is introduced from the outer side X1 to the inner side X2 in the radial direction X of the portion 64.
- the lower end portion of the side surface on the crossover direction side is the second crossover wire 70J2 rather than the upper end portion.
- a third core portion 63 connected in the circumferential direction Z along the upper surface of the third guide G3 of the second core portion 62 shown in FIG. 15 from the bottom of the lead-out groove portion 52out inclined so as to be located on the crossover direction side.
- On the upper surface of the third guide G3 of the fifth core portion 65 which is held by the second groove portion M2 of the above and further held by the second groove portion M2 of the fourth core portion 64 connected in the circumferential direction Z, and further connected to the circumferential direction Z.
- it is introduced from the introduction groove portion 52in from the outer side X1 to the inner side X2 in the radial direction X of the fifth core portion 65.
- the lower end portion of the side surface on the crossover direction side is the third crossover wire 70J3 rather than the upper end portion.
- a fourth core portion connected in the circumferential direction Z along the upper surface of the fourth guide G4 of the third core portion 63 shown in FIG. 17 from the bottom of the lead-out groove portion 53out inclined so as to be located on the crossover direction side of the above.
- the upper surface of the fourth guide G4 of the sixth core portion 66 held by the third groove portion M3 of 64 and further connected to the third groove portion M3 of the fifth core portion 65 connected to the circumferential direction Z, and further connected to the circumferential direction Z. From the introduction groove portion 53in, the sixth core portion 66 is introduced from the outer side X1 to the inner side X2 in the radial direction X.
- the fourth core portion 64 and the fifth core are used by using the first winding nozzle N1, the second winding nozzle N2, and the third winding nozzle N3.
- the first coil wire 71, the second coil wire 72, and the third coil wire 73 are simultaneously wound around the tooth portions 11b of the portions 65 and the sixth core portion 66 as shown by arrows N11, N21, and N31.
- the first winding nozzle N1, the second winding nozzle N2, and the third winding By moving the nozzle N3 as shown in positions P1 to P5 in FIG. 22, the first coil wire 71, the second coil wire 72, and the third coil are fed out while the first coil wire 71 to the third coil wire 73 are fed out.
- the wire 73 is simultaneously entwined with the entwined portion 54k of the fourth winding frame 54 of each of the fourth core portion 64, the fifth core portion 65, and the sixth core portion 66 (FIG. 19, ST32B: entanglement step). Prevents loosening of each coil 7 wound immediately before.
- the first coil wire 71, the second coil wire 72, and the third coil wire 72 are moved by moving the first winding nozzle N1, the second winding nozzle N2, and the third winding nozzle N3 from the position P3 to the position P4.
- the coil wires 73 are guided to the gap 54r between the locking portion 54f and the entwined portion 54k, respectively, and are further moved to the position P5 to be fixed to the bottom of the gap 54r (ST32C: locking step).
- the first coil wire 71, the second coil wire 72, and the third coil are formed.
- the wire 73 is entwined with each of the entwined portions 54k of the fourth core portion 64, the fifth core portion 65, and the sixth core portion 66, sandwiched between the entangled portion 54k and the locking portion 54f, and fixed to the coil.
- the wire 70 is prevented from loosening, and is further held by each lead-out groove portion 51out so as to prevent loosening, and is led out from the inner side X2 in the radial direction X to the outer side X1 (see FIG. 20).
- the first winding nozzle N1, the second winding nozzle N2, and the third winding nozzle N3 are moved in the direction of arrow E, respectively, with the first coil wire 71 and the second coil. While feeding out the wire 72 and the third coil wire 73, the first winding nozzle N1 reaches the position of the seventh core portion 67, and the second winding nozzle N2 reaches the position of the eighth core portion 68. The nozzle N3 is moved to the position of the ninth core portion 69.
- the lower end portion of the side surface on the crossover direction side is the fourth crossover wire 70J4 rather than the upper end portion.
- the fourth core portion 64 is held by the first groove portion M1 provided on the left side in the circumferential direction of the lead-out groove portion 51out in FIGS. Further, it is held by the first groove portion M1 of the fifth core portion 65 connected in the circumferential direction Z, and further along the upper surface of the second guide G2 and the lower surface of the first guide G1 of the sixth core portion 66 connected in the circumferential direction Z.
- the seventh core portion 67 which is routed and further connected in the circumferential direction Z is held by the first groove portion M1 provided on the right side in the circumferential direction of the introduction groove portion 51in in FIGS. 11 and 20, and is held from the introduction groove portion 51in to the seventh core. It is introduced from the outer side X1 to the inner side X2 in the radial direction X of the portion 67.
- the lower end portion of the side surface on the crossover direction side is the fifth crossover wire 70J5 rather than the upper end portion.
- the sixth core portion 66 connected in the circumferential direction Z along the upper surface of the third guide G3 of the fifth core portion 65 shown in FIG. 15 from the bottom of the lead-out groove portion 52out inclined so as to be located on the crossover direction side.
- it is introduced from the introduction groove portion 52in from the outer side X1 to the inner side X2 in the radial direction X of the eighth core portion 68.
- the lower end portion of the side surface on the crossing direction side is the sixth crossing wire 70J6 rather than the upper end portion.
- a seventh core portion connected in the circumferential direction Z along the upper surface of the fourth guide G4 of the sixth core portion 66 shown in FIG. 17 from the bottom of the lead-out groove portion 53out inclined so as to be located on the crossing direction side of the above.
- the upper surface of the fourth guide G4 of the ninth core portion 69 held by the third groove portion M3 of 67 and further connected to the third groove portion M3 of the eighth core portion 68 connected to the circumferential direction Z and further connected to the circumferential direction Z. From the introduction groove portion 53in, the ninth core portion 69 is introduced from the outer side X1 to the inner side X2 in the radial direction X.
- the seventh core portion 67 and the eighth core are used by using the first winding nozzle N1, the second winding nozzle N2, and the third winding nozzle N3.
- the first coil wire 71, the second coil wire 72, and the third coil wire 73 are simultaneously wound around the tooth portions 11b of the portions 68 and the ninth core portion 69 as shown by arrows N11, N21, and N31.
- the first winding nozzle N1, the second winding nozzle N2, and the third winding By moving the nozzle N3 as shown in positions P1 to P5 in FIG. 22, the first coil wire 71, the second coil wire 72, and the third coil are fed out while the first coil wire 71 to the third coil wire 73 are fed out.
- the wire 73 is simultaneously entwined with the entwined portion 54k of the fourth winding frame 54 of each of the seventh core portion 67, the eighth core portion 68, and the ninth core portion 69 (FIG. 19, ST32B: entanglement step).
- the first coil wire 71, the second coil wire 72, and the third coil wire 72 are moved by moving the first winding nozzle N1, the second winding nozzle N2, and the third winding nozzle N3 from the position P3 to the position P4.
- the coil wires 73 are guided to the gap 54r between the locking portion 54f and the entwined portion 54k, respectively, and are further moved to the position P5 to be fixed to the bottom of the gap 54r (ST32C: locking step).
- the first coil wire 71, the second coil wire 72, and the third coil wire 73 are formed.
- the first volume ending line 712, the second volume ending line 722, and the third volume ending line 732 are formed.
- the final line 712 of the first volume, the final line 722 of the second volume, and the final line 732 of the third volume are crimped together to form the neutral point 700 of the star connection (see FIG. 3).
- a connection process such as caulking, brazing, or soldering with terminals may be used (FIG. 19, ST33-YES, ST35: connection, wiring process).
- the lower portion of the lead-out groove portion 51out of the first winding frame 51 is flush-topically connected to the upper surface of the second guide G2, and the lower portion of the lead-out groove portion 52out of the second winding frame 52 faces the upper surface of the third guide G3.
- the lower part of the lead-out groove portion 53out of the third winding frame 53 is connected to the upper surface of the fourth guide G4 flush with each other, and further, the lead-out groove portions 51out, 52out, 53out on the crossover direction side of the crossover 70J. Since the lower end of each side surface is inclined so as to be located on the crossover direction side of the crossover 70J from the upper end, in reality, each crossover 70J is led out by simply moving each winding nozzle. At the same time as being fixed to the lower part of 51out to 53out, the crossover lines 70J constituting each phase are held in the first groove portions M1 to the third groove portions M3 at different heights in the axial direction.
- the first coil wire 71 formed in this way is a continuous wire without being cut in the middle, and is the first winding start wire 711, the coil 7 of the first core portion 61, and the first crossover wire. It is 70J1, the coil 7 of the fourth core portion 64, the fourth crossover 70J4, the coil 7 of the seventh core portion 67, and the end line 712 of the first volume.
- the second coil wire 72 is a continuous wire without being cut in the middle, and is the second winding start wire 721, the coil 7 of the second core portion 62, the second crossover wire 70J2, and the coil 7 of the fifth core portion 65.
- the third coil wire 73 is a continuous wire without being cut in the middle, and is the third winding start wire 731, the coil 7 of the third core portion 63, the third crossover wire 70J3, and the coil 7 of the sixth core portion 66. , The sixth crossover 70J6, the coil 7 of the ninth core portion 69, and the third volume final line 732.
- the process of using the first volume start line 711, the second volume start line 721, and the third volume start line 731 as the power supply line is performed.
- the three first winding start wires 711, the second winding start wire 721, and the third winding start wire 731 need to be arranged inside X2 in the radial direction X of the stator 10 when the stator 10 is made into an annular shape.
- the first winding start wire 711, the second winding start wire 721, and the third winding start wire 731 are in the radial direction of the stator 10. It is on the outside X1 side of X.
- the second groove portion M2 of the first core portion 61, the third groove portion M3, and the third groove portion M3 of the second core portion 62 are not used for holding the crossover 70J.
- the first volume start line 711, the second volume start line 721, and the third volume start line 731 are folded back as shown by the broken line in FIG. It is arranged inside X2 in the radial direction X of the stator 10 through the notch K which is passed through M2 and the third groove portion M3 and further cut out continuously in the circumferential direction Z of the introduction groove portion 51in of the first core portion 61.
- the first power supply line 713, the second power supply line 723, and the third power supply line 733 are lined inside X2 in the radial direction X by covering them with an insulating tube to maintain insulation (FIG. 19, ST35: connection, wiring process). ..
- each core portion 60 is rotated in an annular shape to be deformed, and the ends of the stator cores 11A are fixed to each other by welding or the like to form the stator 10 (FIG. 18, ST4: stator forming step).
- the outer peripheral surface of the stator 10 is fixed to the inner peripheral surface of the frame 101 (FIG. 18, ST5: stator fixing step).
- the rotor 20 is rotatably supported on the bracket 103 by a bearing (not shown), and the rotor 20 is arranged to face the stator 10 with a gap (FIG. 18, ST6: rotor arrangement step).
- the rotary electric machine 100 is formed by these steps.
- a method of linearly rotating a plurality of yoke portions 11a of the stator core 11A and winding the coil wire 70 around the teeth portion 11b to form the coil 7 has been shown, but the present invention is not limited to this. ..
- a method for forming a coil is performed by rotating a plurality of yoke portions 11a of the stator core 11A in a direction that projects in the radial direction X of the teeth portion in a reverse warp shape, which is opposite to the product state, by using a connecting portion. explain.
- FIG. 25 is a conceptual diagram showing another winding method.
- the stator 10 is the same, except that the winding machine is different.
- the winding machine 400 has a hexagonal chuck mechanism 40.
- the chuck mechanism 40 has chucks 41, 42, 43, 44, 45, 46.
- the first winding nozzle NB1, the second winding nozzle NB2, and the third winding nozzle NB3 for winding the coil wire 70 are installed at positions facing the chucks 41, 42, and 43 in FIG. 25.
- the first winding nozzle NB1, the second winding nozzle NB2, and the third winding nozzle NB3 are rotated around the rotating shaft RB1, the rotating shaft RB2, and the rotating shaft RB3, and the coil wire 70 is wound around each tooth portion 11b.
- FIG. 25 shows the axial direction Y inverted. That is, FIG. 25 is a diagram showing a state in which the fourth winding frame 54 of each core portion 60 is visible. Since the chuck mechanism 40 rotates in the direction of arrow R, the positions of the chucks 41 to 46 change.
- the first core portion 61, the second core portion 62, and the third core portion 63 are fixed to the chuck 41, the chuck 42, and the chuck 43, respectively. Then, the first winding nozzle NB1, the second winding nozzle NB2, and the third winding nozzle NB3 are rotated around the rotation shafts RB1, RB2, and RB3, and the coil wire 70 is wound around each tooth portion 11b to coil 7. To form.
- the first coil wire 71, the second coil wire 72, and the third coil are fed out while the first coil wire 71 to the third coil wire 73 are fed out.
- the wire 73 is simultaneously entwined with the entwined portion 54k of the fourth winding frame 54 of each of the first core portion 61, the second core portion 62, and the third core portion 63 (FIG. 19, ST32B entwining step), respectively. It is fixed between the locking portion 54f and the entwining portion 54k to prevent loosening of each coil 7 wound immediately before (ST32C locking step).
- the first winding nozzle NB1, the second winding nozzle NB2, and the third winding nozzle NB3 are moved back and forth and up and down, and the chuck mechanism 40 is rotated. Then, the crossover line 70J is passed between the predetermined core portions 60 as in the case described above.
- the chuck mechanism 40 rotates at a pitch of 60 ° three times. That is, until the fourth core portion 64 shown in FIG. 25 comes to the position where the first core portion 61 was fixed in the first coil winding step (movement of three core portions 60), the pitch is 60 °. The rotation is repeated 3 times. At this time, all the other core portions 60 also move at the same time (core portion moving step instead of the nozzle moving step). Further, since the core portion 60 is sequentially discharged from the position of the chuck 46 shown in FIG. 25, the stator core 11A is not fixed to the chuck mechanism 40 at the position of the chuck 45 shown in FIG. 25.
- the coil wire 70 can be wound around the teeth portion 11b to form the coil 7 by ensuring a wide space between the teeth portions 11b adjacent to each other in the circumferential direction Z. That is, as shown in FIG. 25, the rotation axes of the first winding nozzle NB1, the second winding nozzle NB2, and the third winding nozzle NB3 can always be wound toward the teeth portion 11b side. Therefore, the coil wire 70 can be wound around the teeth portion 11b at high speed, and the cycle time for winding the coil wire 70 can be shortened.
- first winding frame 51 three types of winding frames, the first winding frame 51, the second winding frame 52, and the third winding frame 53, are used on one end side of each core portion 60, but the first winding frame Only 51 may be used.
- first groove portion M1 to the third groove portion M3 are provided parallel to the circumferential direction Z, but the first groove portion M1 to the third groove portion M3 may be provided diagonally.
- the insulating portion may be integrally molded with each core portion 60.
- an insulating portion having a shape in which the first winding frame 51 and the fourth winding frame 54 are combined may be integrally resin-molded.
- the insulator is provided with a winding frame capable of forming the coil 7.
- a stator core in which a plurality of core portions having a yoke portion and a tooth portion formed so as to project radially inward from the central portion in the circumferential direction of the inner peripheral surface of the yoke portion are combined in an annular shape.
- a rotary electric machine provided with a coil formed by winding a coil wire around each of the plurality of teeth portions, and an insulating portion disposed between the core portion and the coil and insulating the stator core and the coil.
- the first winding frame as the insulating portion includes a first teeth end face covering portion that covers one end surface of the teeth portion in the axial direction of the portion around which the coil is wound, and a radial direction of the first teeth end face covering portion. It is connected to the outer end and is provided with a first outer collar that covers one end surface of the yoke portion in the axial direction and projects upward in the axial direction.
- the fourth winding frame as the insulating portion includes a second teeth end face covering portion that covers the other end surface of the teeth portion in the axial direction of the portion around which the coil is wound, and a radial direction of the second teeth end face covering portion.
- the second outer collar protrudes upward in the axial direction from the central portion in the circumferential direction, and includes a entwined portion that entangles the winding end end of each of the coils. Since the plurality of the coils are formed by the continuous coil wires, It is possible to prevent the winding of each coil from collapsing. In addition, it is possible to prevent interference of the crossover of the stator, make the number of turns of the coil of the teeth the same, and make the direction of the winding start wire and the winding end wire common, and reduce electrical problems such as pulsation or vibration. A stator of a rotary electric machine can be provided. In addition, the number of wiring members can be reduced, the manufacturing time can be shortened, and the productivity can be improved.
- the entwined portion includes protrusions protruding from the upper tip in the axial direction to both sides in the circumferential direction, it is possible to prevent the coil wire from coming off from the entangled portion during the entanglement process.
- the second outer coil protrudes outward in the radial direction from the upper end portion in the axial direction of the outer peripheral surface and the central portion in the circumferential direction, and extends upward in the axial direction in parallel with the entwined portion.
- a hook-shaped locking portion is provided, and the radial width of the gap between the entwined portion and the locking portion is smaller than the wire diameter of the coil wire.
- the wire coil can be fixed between the entwined portion and the locking portion, and the coil can be prevented from unwinding and the crossover can be prevented from loosening.
- the first outer collar includes a plurality of guides extending in the circumferential direction and arranged in the axial direction, forming a plurality of groove portions each holding a plurality of crossovers connecting the coils of the different teeth portions. Therefore, it is possible to prevent the interference of the crossovers of a plurality of phases.
- the yoke portion of the core portion is formed so that the yoke portion of each of the plurality of core portions can be linearly deformed.
- the yoke portion of the stator core is deformed linearly to form a linear shape.
- a winding process in which the coil wire is wound around the teeth portion using a winding nozzle to form the coil, and The entanglement process of entwining the coil wire with the entangled portion A coil is formed by winding a coil wire around a tooth portion by using a method of manufacturing a stator of a rotary electric machine having a locking step of fixing the coil wire between the entwined portion and the locking portion. Then, the winding end wire can be entwined with the entwined portion and then fixed between the entangled portion and the locking portion. As a result, it is possible to prevent the coil from unwinding and the crossover from loosening.
- the yoke portion is formed so as to be deformable in a reverse warp shape in which the directions of protrusion in the radial direction of the plurality of teeth portions are reversed.
- the yoke portion of the stator core is deformed in a reverse warp shape,
- a coil is formed by winding a coil wire around a tooth portion by using a method of manufacturing a stator of a rotary electric machine having a locking step of fixing the coil wire between the entwined portion and the locking portion. Then, the winding end wire can be entwined with the entwined portion and then fixed between the entangled portion and the locking portion. As a result, it is possible to prevent the coil from unwinding and the crossover from loosening.
- FIG. 26 is a perspective view showing a state in which the first winding frame 251 and the second winding frame 252, the third winding frame 253, the fourth winding frame 254, and the film portion 230 are attached to each core portion 60.
- each core portion 60 is linearly deformed, and the first winding frame 251 on the upper side of the paper surface, the second winding frame 252, the third winding frame 253, the fourth winding frame 254 on the lower side of the paper surface, and the insulating portion are formed. A state in which the film portion 230 is mounted in each slot 14 is shown.
- FIG. 27 is an exploded perspective view of each member of FIG. 26.
- FIG. 28 is a perspective view showing the configuration of the film portion 230 shown in FIG. 26.
- FIG. 29A is a perspective view showing the configuration of the first winding frame 251 shown in FIG. 27.
- FIG. 29B is a perspective view of the first winding frame 251 shown in FIG. 29A as viewed from the opposite side in the axial direction Y.
- FIG. 30 is a perspective view showing the configuration of the fourth winding frame 254.
- the stator 10 of the second embodiment has a first winding frame 251 as an insulating portion, a second winding frame 252, and a third winding frame 253 as insulating portions that insulate the plurality of core portions 60 and the coil 7.
- the configuration of the fourth winding frame 254 is different from each winding frame of the first embodiment.
- the insulating portion covers the side surfaces of these four types of winding frames and the slot 14, and the film portion 230 (slot) having electrical insulating properties. It is composed of a side covering portion).
- the first winding frame 251 and the second winding frame 252, the third winding frame 253, and the fourth winding frame 254 do not have the slot side covering portion that each winding frame had in the first embodiment. That is, as shown in FIG. 29A, the first winding frame 251 includes a tooth end face covering portion 251c, an outer collar 251a, and an inner collar 251b, and these are integrally formed.
- the tooth end face covering portion 251c covers one end surface of the tooth portion 11b in the axial direction Y of the portion around which the coil 7 is wound.
- the outer collar 251a is connected to the end of the outer side X1 of the tooth end surface covering portion 251c in the radial direction X, covers one end surface of the yoke portion 11a in the axial direction Y, and projects upward in the axial direction Y.
- the inner collar 251b is connected to the end of the inner X2 of the tooth end surface covering portion 251c in the radial direction X, covers the inner tip of the one end surface of the tooth portion 11b and one end surface of the shoe portion 11c, and is above the axial direction Y. Protrude.
- the first winding frame 251 includes claws bt1, bt2, and at1 for fixing the film portion 230, which will be described later.
- the claw portions bt1 and bt2 are provided on the outer side X1 of the radial direction X at both ends of the inner flange 251b in the circumferential direction Z.
- the remaining claw portion at1 is a side surface of the end portion of the tooth end surface covering portion 251c on the outer flange 251a side in the circumferential direction Z, and is provided on the side where the lead-out groove portion 251out exists.
- Each of the claw portions bt1, bt2, and at1 projects downward in the axial direction Y. It should be noted that the claw portion is not provided on the portion opposite to the side where the claw portion at1 is provided in the circumferential direction Z. Since the introduction groove portion 251 in for the coil wire 70 is provided on the outer side X1 side of the portion in the radial direction X, interference with the introduction wire is avoided.
- the fourth winding frame 254 is provided with four claw portions bt3, bt4, at3, and at4. Since the fourth winding frame 254 does not interfere with the introduction line, the claw portion at4 is provided in the portion corresponding to the portion omitted in the first winding frame 251.
- a convex portion 251e projecting downward in the axial direction Y is provided on the lower surface of the first winding frame 251.
- a convex portion 254e projecting downward in the axial direction Y is provided on the lower surface of the fourth winding frame 254. The convex portion 251e and the convex portion 254e are used to position the first winding frame 251 and the fourth winding frame 254 on both end faces of the core portion 60 in the axial direction Y, respectively.
- the convex portion 251e is fitted into the second concave portion 11r provided on one end surface of the core portion 60 in the axial direction Y, and the convex portion 254e is the second concave portion 11r provided on the other end surface of the core portion 60 in the axial direction Y. Is fitted to.
- the film portion 230 is formed of a thin-walled insulating film material, and it is conceivable to use, for example, a film material having a thickness of 0.125 mm. Then, the film material is formed by making a plurality of creases in a shape as shown in FIG. 28. Due to this crease, the film portion 230 is the first yoke inner peripheral surface covering portion that covers the yoke inner peripheral surface 112 which is one side surface of the axial direction Y of the inner side X2 of the yoke portion 11a of the first core portion 61 in the radial direction X2.
- the first side surface covering portion 232 covering the 231 and one side surface of the teeth portion 11b in the circumferential direction Z and the outer peripheral surface of the one shoe portion 11c, and the inner side X2 of the teeth portion 11b of the first core portion 61 in the radial direction X2.
- the other yoke inner peripheral surface 112 of 61 and the second yoke inner peripheral surface covering portion 231b that continuously covers one yoke inner peripheral surface 112 of the second core portion 62 are continuous, and these are repeated to form the ninth core portion. It is formed to cover up to 69.
- the film portion 230 includes claw portions bt1, bt2, at1 provided on each core portion 60 and the above-mentioned first winding frame 251, second winding frame 252, third winding frame 253, and fourth winding frame 254. , Since it is mounted by being sandwiched between bt1 to bt4, each core portion 60 and the coil 7 can be completely insulated. The continuous portion 233 and the inner peripheral surface covering portion of the second yoke are cut after winding the coil 7.
- a stator core in which a plurality of core portions having a yoke portion and a tooth portion formed so as to project radially inward from the central portion in the circumferential direction of the inner peripheral surface of the yoke portion are combined in an annular shape.
- a rotary electric machine provided with a coil formed by winding a coil wire around each of the plurality of teeth portions, and an insulating portion disposed between the core portion and the coil and insulating the stator core and the coil.
- the first winding frame as the insulating portion includes a first teeth end face covering portion that covers one end surface of the teeth portion in the axial direction of the portion around which the coil is wound, and a radial direction of the first teeth end face covering portion. It is connected to the outer end and is provided with a first outer collar that covers one end surface of the yoke portion in the axial direction and projects upward in the axial direction.
- the fourth winding frame as the insulating portion includes a second teeth end face covering portion that covers the other end surface of the teeth portion in the axial direction of the portion around which the coil is wound, and a radial direction of the second teeth end face covering portion.
- the second outer collar protrudes upward in the axial direction from the central portion in the circumferential direction, and includes a entwined portion that entangles the winding end end of each of the coils. Since the plurality of the coils are formed by the continuous coil wires, It is possible to prevent the winding of each coil from collapsing. In addition, it is possible to prevent interference of the crossover of the stator, make the number of turns of the coil of the teeth the same, and make the direction of the winding start wire and the winding end wire common, and reduce electrical problems such as pulsation or vibration. A stator of a rotary electric machine can be provided. In addition, the number of wiring members can be reduced, the manufacturing time can be shortened, and the productivity can be improved.
- the entwined portion includes protrusions protruding from the upper tip in the axial direction to both sides in the circumferential direction, it is possible to prevent the coil wire from coming off from the entangled portion during the entanglement process.
- the second outer coil protrudes outward in the radial direction from the upper end portion in the axial direction of the outer peripheral surface and the central portion in the circumferential direction, and extends upward in the axial direction in parallel with the entwined portion.
- a hook-shaped locking portion is provided, and the radial width of the gap between the entwined portion and the locking portion is smaller than the wire diameter of the coil wire.
- the wire coil can be fixed between the entwined portion and the locking portion, and the coil can be prevented from unwinding and the crossover can be prevented from loosening.
- the first outer collar includes a plurality of guides extending in the circumferential direction and arranged in the axial direction, forming a plurality of groove portions each holding a plurality of crossovers connecting the coils of the different teeth portions. Therefore, it is possible to prevent the interference of the crossovers of a plurality of phases.
- the yoke portion of the core portion is formed so that the yoke portion of each of the plurality of core portions can be linearly deformed.
- the yoke portion of the stator core is deformed linearly to form a linear shape.
- a winding process in which the coil wire is wound around the teeth portion using a winding nozzle to form the coil, and The entanglement process of entwining the coil wire with the entangled portion A coil is formed by winding a coil wire around a tooth portion by using a method of manufacturing a stator of a rotary electric machine having a locking step of fixing the coil wire between the entwined portion and the locking portion. Then, the winding end wire can be entwined with the entwined portion and then fixed between the entangled portion and the locking portion. As a result, it is possible to prevent the coil from unwinding and the crossover from loosening.
- the yoke portion is formed so as to be deformable in a reverse warp shape in which the directions of protrusion in the radial direction of the plurality of teeth portions are reversed.
- the yoke portion of the stator core is deformed in a reverse warp shape,
- a coil is formed by winding a coil wire around a tooth portion by using a method of manufacturing a stator of a rotary electric machine having a locking step of fixing the coil wire between the entwined portion and the locking portion. Then, the winding end wire can be entwined with the entwined portion and then fixed between the entangled portion and the locking portion. As a result, it is possible to prevent the coil from unwinding and the crossover from loosening.
- Embodiment 3 the method for manufacturing the stator of the rotary electric machine, the rotary electric machine, and the stator of the rotary electric machine according to the third embodiment and the method for manufacturing the rotary electric machine will be described with reference to the parts different from those of the first embodiment.
- the stator of the present embodiment is the same as the stator 10 of the first embodiment except that the configuration of the stator core 311A used for the stator is different.
- FIG. 31 is a perspective view of the stator core 311A.
- FIG. 32 is an enlarged plan view of a main part of the stator core 311A.
- the difference between the stator core 11A of the first embodiment and the stator core 311A of the third embodiment is that the adjacent core portions 60 constituting the stator core 11A of the first embodiment are located at the end of the yoke portion 11a in the circumferential direction Z. While they were connected by the rotatable connecting portion 111 formed, the adjacent core portions 360 constituting the stator core 311A of the third embodiment are formed at the end portion of the yoke portion 311a in the circumferential direction Z. It is connected by a bendable connecting portion 111B.
- the connecting portion 111 is formed by alternately laminating two types of core pieces 11k1 and 11k2 formed by punching a thin magnetic steel plate in the axial direction Y.
- a plurality of three 11k core plates of one type formed by punching a thin magnetic steel plate are laminated in the axial direction Y.
- the core plate 311k is formed so that the portions to be laminated and the yoke portions 311a are arranged in a straight line, that is, the portions to be the teeth portions 311b are arranged in parallel, and become adjacent yoke portions 311a.
- the portions are not physically separated and are thinly connected. Therefore, a thin connecting portion 111B can be formed between the adjacent core portions 360 by simply stacking a plurality of one type of core plates 311k in the axial direction Y.
- the yoke portions 311a of each core portion 360 are maintained in a linearly aligned state.
- the stator of the third embodiment also includes the same insulating member as the insulating member used in the first embodiment or the second embodiment.
- the connecting portion 111B is plastically deformed and bent so that each yoke portion 311a is arranged in an annular shape.
- the positional relationship between the yoke portions 311a and the teeth portions 311b is the same as the positional relationship between the yoke portions 11a and the teeth portions 11b according to the first embodiment.
- the stator according to the present embodiment also has the same configuration as the stator according to the first embodiment except for the connecting portion of the stator core.
- a stator core in which a plurality of core portions having a yoke portion and a tooth portion formed so as to project radially inward from the central portion in the circumferential direction of the inner peripheral surface of the yoke portion are combined in an annular shape.
- a rotary electric machine provided with a coil formed by winding a coil wire around each of the plurality of teeth portions, and an insulating portion disposed between the core portion and the coil and insulating the stator core and the coil.
- the first winding frame as the insulating portion includes a first teeth end face covering portion that covers one end surface of the teeth portion in the axial direction of the portion around which the coil is wound, and a radial direction of the first teeth end face covering portion. It is connected to the outer end and is provided with a first outer collar that covers one end surface of the yoke portion in the axial direction and projects upward in the axial direction.
- the fourth winding frame as the insulating portion includes a second teeth end face covering portion that covers the other end surface of the teeth portion in the axial direction of the portion around which the coil is wound, and a radial direction of the second teeth end face covering portion.
- the second outer collar protrudes upward in the axial direction from the central portion in the circumferential direction, and includes a entwined portion that entangles the winding end end of each of the coils. Since the plurality of the coils are formed by the continuous coil wires, It is possible to prevent the winding of each coil from collapsing. In addition, it is possible to prevent interference of the crossover of the stator, make the number of turns of the coil of the teeth the same, and make the direction of the winding start wire and the winding end wire common, and reduce electrical problems such as pulsation or vibration. A stator of a rotary electric machine can be provided. In addition, the number of wiring members can be reduced, the manufacturing time can be shortened, and the productivity can be improved.
- the entwined portion includes protrusions protruding from the upper tip in the axial direction to both sides in the circumferential direction, it is possible to prevent the coil wire from coming off from the entangled portion during the entanglement process.
- the second outer coil protrudes outward in the radial direction from the upper end portion in the axial direction of the outer peripheral surface and the central portion in the circumferential direction, and extends upward in the axial direction in parallel with the entwined portion.
- a hook-shaped locking portion is provided, and the radial width of the gap between the entwined portion and the locking portion is smaller than the wire diameter of the coil wire.
- the wire coil can be fixed between the entwined portion and the locking portion, and the coil can be prevented from unwinding and the crossover can be prevented from loosening.
- the first outer collar includes a plurality of guides extending in the circumferential direction and arranged in the axial direction, forming a plurality of groove portions each holding a plurality of crossovers connecting the coils of the different teeth portions. Therefore, it is possible to prevent the interference of the crossovers of a plurality of phases.
- each of the yoke portions of the plurality of core portions is formed in a straight line, The yoke portion of the stator core is deformed linearly to form a linear shape.
- the winding end wire can be entwined with the entwined portion and then fixed between the entangled portion and the locking portion.
- the fixing jig at the time of winding can be simplified.
- Embodiment 4 the method for manufacturing the stator of the rotary electric machine, the rotary electric machine, and the stator of the rotary electric machine according to the fourth embodiment and the method for manufacturing the rotary electric machine will be described with reference to the parts different from those of the first embodiment.
- the stator of the present embodiment is the same as the stator 10 of the first embodiment except that the configuration of the stator core used for the stator is different.
- FIG. 33 is a perspective view of the core portion 460.
- the core portion 460 includes a yoke portion 411a and a teeth portion 411b similar to the core portion 60 of the first embodiment.
- FIG. 34 is a perspective view showing a state of the stator 410 after winding.
- the difference between the stator core 11A of the first embodiment and the stator core 411A of the fourth embodiment is that the adjacent core portions 60 constituting the stator core 11A of the first embodiment are located at the end of the yoke portion 11a in the circumferential direction Z.
- the adjacent core portions 460 constituting the stator core 411A of the fourth embodiment do not have a connecting portion and are independently connected to each other. That is the point.
- the core portion 460 is also formed by laminating a plurality of core pieces 411k formed by punching a thin magnetic steel plate in the axial direction Y.
- the connecting portion 111 is formed by alternately laminating two types of core pieces 11k1 and 11k2 formed by punching a thin magnetic steel plate in the axial direction Y.
- the core portion 460 a plurality of one type of core pieces 411k formed by punching a thin magnetic steel plate are laminated in the axial direction Y.
- the stator 410 of the fourth embodiment is composed of nine independent core portions 460.
- the stator 410 of the fourth embodiment also includes the same insulating member as the insulating member used in the first embodiment or the second embodiment.
- all the core portions 460 are arranged and held on the core portion fixing jig 80 so that the yoke portions 411a are aligned in a straight line, and the winding is the same as that of the first embodiment. Is performed continuously. After that, the core portion fixing jig 80 is removed, the yoke portions 411a of the core portions 460 are combined so as to form an annular shape, and the adjacent core portions 460 are fixed to each other to form the stator 410.
- the fixing method is welding, shrink fitting, or the like.
- the stator according to the present embodiment has the same configuration as the stator according to the first embodiment except that the stator core does not have a connecting portion.
- a stator core in which a plurality of core portions having a yoke portion and a tooth portion formed so as to project radially inward from the central portion in the circumferential direction of the inner peripheral surface of the yoke portion are combined in an annular shape.
- a rotary electric machine provided with a coil formed by winding a coil wire around each of the plurality of teeth portions, and an insulating portion disposed between the core portion and the coil and insulating the stator core and the coil.
- the first winding frame as the insulating portion includes a first teeth end face covering portion that covers one end surface of the teeth portion in the axial direction of the portion around which the coil is wound, and a radial direction of the first teeth end face covering portion. It is connected to the outer end and is provided with a first outer collar that covers one end surface of the yoke portion in the axial direction and projects upward in the axial direction.
- the fourth winding frame as the insulating portion includes a second teeth end face covering portion that covers the other end surface of the teeth portion in the axial direction of the portion around which the coil is wound, and a radial direction of the second teeth end face covering portion.
- the second outer collar protrudes upward in the axial direction from the central portion in the circumferential direction, and includes a entwined portion that entangles the winding end end of each of the coils. Since the plurality of the coils are formed by the continuous coil wires, It is possible to prevent the winding of each coil from collapsing. In addition, it is possible to prevent interference of the crossover of the stator, make the number of turns of the coil of the teeth the same, and make the direction of the winding start wire and the winding end wire common, and reduce electrical problems such as pulsation or vibration. A stator of a rotary electric machine can be provided. In addition, the number of wiring members can be reduced, the manufacturing time can be shortened, and the productivity can be improved.
- the entwined portion includes protrusions protruding from the upper tip in the axial direction to both sides in the circumferential direction, it is possible to prevent the coil wire from coming off from the entangled portion during the entanglement process.
- the second outer coil protrudes outward in the radial direction from the upper end portion in the axial direction of the outer peripheral surface and the central portion in the circumferential direction, and extends upward in the axial direction in parallel with the entwined portion.
- a hook-shaped locking portion is provided, and the radial width of the gap between the entwined portion and the locking portion is smaller than the wire diameter of the coil wire.
- the wire coil can be fixed between the entwined portion and the locking portion, and the coil can be prevented from unwinding and the crossover can be prevented from loosening.
- the first outer collar includes a plurality of guides extending in the circumferential direction and arranged in the axial direction, forming a plurality of groove portions each holding a plurality of crossovers connecting the coils of the different teeth portions. Therefore, it is possible to prevent the interference of the crossovers of a plurality of phases.
- the yoke portion of the core portion can hold each of the yoke portions of the plurality of core portions in a straight line, the yoke portion can be held linearly.
- a winding process in which the coil wire is wound around the teeth portion using a winding nozzle to form the coil, and The entanglement process of entwining the coil wire with the entangled portion A coil is formed by winding a coil wire around a tooth portion by using a method of manufacturing a stator of a rotary electric machine having a locking step of fixing the coil wire between the entwined portion and the locking portion. Then, the winding end wire can be entwined with the entwined portion and then fixed between the entangled portion and the locking portion. As a result, it is possible to prevent the coil from unwinding and the crossover from loosening. Further, since the core portion does not have a connecting portion, the mold of the core piece constituting the core portion can be miniaturized.
- the number of magnetic poles generated by the permanent magnets of the rotor is not limited to 6 poles, and may be the number according to the number of teeth portions of the stators 10 and 410.
- the number of magnetic poles is (((). 3 ⁇ 1) ⁇ N) may be used.
- UU'UVV'VWW'W a method of winding 3 teeth continuously to adjacent teeth
- the number of magnetic poles may be ((9 ⁇ 1) N). Further, in a method (UU'VV'WW'%) in which two teeth are continuously wound around adjacent teeth portions, when the number of teeth portions is 6.N (N is an integer of 1 or more), the magnetic poles The number of ((6 ⁇ 1) ⁇ N) may be.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Windings For Motors And Generators (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021569730A JP7297102B2 (ja) | 2020-01-08 | 2020-10-05 | 回転電機のステータ、回転電機、回転電機のステータの製造方法および、回転電機の製造方法 |
| CN202080091582.2A CN114902535B (zh) | 2020-01-08 | 2020-10-05 | 旋转电机的定子、旋转电机、旋转电机的定子的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-001335 | 2020-01-08 | ||
| JP2020001335 | 2020-01-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021140714A1 true WO2021140714A1 (ja) | 2021-07-15 |
Family
ID=76788154
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/037754 Ceased WO2021140714A1 (ja) | 2020-01-08 | 2020-10-05 | 回転電機のステータ、回転電機、回転電機のステータの製造方法および、回転電機の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7297102B2 (https=) |
| CN (1) | CN114902535B (https=) |
| WO (1) | WO2021140714A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114221458A (zh) * | 2021-12-18 | 2022-03-22 | 东莞市伟明五金制品有限公司 | 一种定子 |
| GB2604034A (en) * | 2021-02-19 | 2022-08-24 | Electrified Automation Ltd | Electric machine, rotor and stator |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09191588A (ja) * | 1995-11-02 | 1997-07-22 | Mitsubishi Electric Corp | 回転電機及びその製造方法 |
| JP2001197699A (ja) * | 2000-01-12 | 2001-07-19 | Toshiba Kyaria Kk | 電動機 |
| JP2002281708A (ja) * | 2001-03-22 | 2002-09-27 | Sanyo Denki Co Ltd | 回転電機用固定子 |
| JP2002354738A (ja) * | 2001-05-24 | 2002-12-06 | Mitsubishi Electric Corp | 回転電機 |
| JP2011030328A (ja) * | 2009-07-23 | 2011-02-10 | Aisan Industry Co Ltd | 回転電動機の固定子及び燃料ポンプ |
| WO2012039028A1 (ja) * | 2010-09-22 | 2012-03-29 | 三菱電機株式会社 | 回転電機およびその製造方法 |
| JP2015133808A (ja) * | 2014-01-10 | 2015-07-23 | アスモ株式会社 | インシュレータ及びステータ |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5751927B2 (ja) * | 2011-05-13 | 2015-07-22 | 三菱電機株式会社 | 回転電機およびそれに用いられるステータの製造方法 |
| JP5804628B2 (ja) * | 2011-07-06 | 2015-11-04 | Tdk株式会社 | コイル部品 |
-
2020
- 2020-10-05 JP JP2021569730A patent/JP7297102B2/ja active Active
- 2020-10-05 WO PCT/JP2020/037754 patent/WO2021140714A1/ja not_active Ceased
- 2020-10-05 CN CN202080091582.2A patent/CN114902535B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09191588A (ja) * | 1995-11-02 | 1997-07-22 | Mitsubishi Electric Corp | 回転電機及びその製造方法 |
| JP2001197699A (ja) * | 2000-01-12 | 2001-07-19 | Toshiba Kyaria Kk | 電動機 |
| JP2002281708A (ja) * | 2001-03-22 | 2002-09-27 | Sanyo Denki Co Ltd | 回転電機用固定子 |
| JP2002354738A (ja) * | 2001-05-24 | 2002-12-06 | Mitsubishi Electric Corp | 回転電機 |
| JP2011030328A (ja) * | 2009-07-23 | 2011-02-10 | Aisan Industry Co Ltd | 回転電動機の固定子及び燃料ポンプ |
| WO2012039028A1 (ja) * | 2010-09-22 | 2012-03-29 | 三菱電機株式会社 | 回転電機およびその製造方法 |
| JP2015133808A (ja) * | 2014-01-10 | 2015-07-23 | アスモ株式会社 | インシュレータ及びステータ |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2604034A (en) * | 2021-02-19 | 2022-08-24 | Electrified Automation Ltd | Electric machine, rotor and stator |
| GB2604034B (en) * | 2021-02-19 | 2023-05-31 | Electrified Automation Ltd | Electric machine, stator and insulator |
| CN114221458A (zh) * | 2021-12-18 | 2022-03-22 | 东莞市伟明五金制品有限公司 | 一种定子 |
| CN114221458B (zh) * | 2021-12-18 | 2024-02-23 | 东莞市伟明五金制品有限公司 | 一种定子 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114902535B (zh) | 2024-10-18 |
| JPWO2021140714A1 (https=) | 2021-07-15 |
| CN114902535A (zh) | 2022-08-12 |
| JP7297102B2 (ja) | 2023-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7015619B2 (en) | Molded motor | |
| JP7038894B2 (ja) | 回転電機のステータ、回転電機、回転電機のステータの製造方法、および、回転電機の製造方法 | |
| CN104167847B (zh) | 卷线轴和旋转电机 | |
| US7963025B2 (en) | Method of manufacturng a stator for an inner rotor type motor | |
| US11658536B2 (en) | Rotary electric machine | |
| WO2002084842A1 (fr) | Stator pour moteurs a rotor interne et procede de production | |
| US7948142B2 (en) | Stator for rotary electric machine and method of manufacturing the stator | |
| TWI599142B (zh) | 旋轉電機之定子、旋轉電機、以及旋轉電機之定子的製造方法 | |
| WO2021140714A1 (ja) | 回転電機のステータ、回転電機、回転電機のステータの製造方法および、回転電機の製造方法 | |
| JPH07245895A (ja) | 回転電動機およびその製造方法 | |
| JP5042253B2 (ja) | 回転電機の電機子およびその製造方法 | |
| CN114902534B (zh) | 旋转电机的定子、旋转电机、旋转电机的定子的制造方法及旋转电机的制造方法 | |
| JP4321144B2 (ja) | コンデンサ電動機の固定子およびその製造方法 | |
| JP6710180B2 (ja) | モータ | |
| JP7621862B2 (ja) | モータ | |
| JP7270846B2 (ja) | 回転電機のステータ、回転電機、回転電機のステータの製造方法、および回転電機の製造方法 | |
| WO2022172593A1 (ja) | ステータ及びブラシレスモータ | |
| JP7819216B2 (ja) | 回転電機のステータ、回転電機、回転電機のステータの製造方法および回転電機の製造方法 | |
| JP7050239B2 (ja) | 固定子、電動機 | |
| CN121753226A (zh) | 旋转电机和旋转电机的定子 | |
| JP2018207614A (ja) | モータ | |
| CN120566738A (zh) | 定子、马达及定子的制造方法 | |
| JP2018207619A (ja) | モータ | |
| JP2018207615A (ja) | モータ | |
| JP2018207613A (ja) | モータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20912461 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021569730 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20912461 Country of ref document: EP Kind code of ref document: A1 |