WO2021132561A1 - クリーニングテープおよびカートリッジ - Google Patents
クリーニングテープおよびカートリッジ Download PDFInfo
- Publication number
- WO2021132561A1 WO2021132561A1 PCT/JP2020/048720 JP2020048720W WO2021132561A1 WO 2021132561 A1 WO2021132561 A1 WO 2021132561A1 JP 2020048720 W JP2020048720 W JP 2020048720W WO 2021132561 A1 WO2021132561 A1 WO 2021132561A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- woven fabric
- cartridge
- tape
- cleaning
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D04H1/435—Polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43838—Ultrafine fibres, e.g. microfibres
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B23/00—Record carriers not specific to the method of recording or reproducing; Accessories, e.g. containers, specially adapted for co-operation with the recording or reproducing apparatus ; Intermediate mediums; Apparatus or processes specially adapted for their manufacture
- G11B23/02—Containers; Storing means both adapted to cooperate with the recording or reproducing means
- G11B23/04—Magazines; Cassettes for webs or filaments
- G11B23/049—Cassettes for special applications not otherwise provided for
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B23/00—Record carriers not specific to the method of recording or reproducing; Accessories, e.g. containers, specially adapted for co-operation with the recording or reproducing apparatus ; Intermediate mediums; Apparatus or processes specially adapted for their manufacture
- G11B23/02—Containers; Storing means both adapted to cooperate with the recording or reproducing means
- G11B23/04—Magazines; Cassettes for webs or filaments
- G11B23/08—Magazines; Cassettes for webs or filaments for housing webs or filaments having two distinct ends
- G11B23/107—Magazines; Cassettes for webs or filaments for housing webs or filaments having two distinct ends using one reel or core, one end of the record carrier coming out of the magazine or cassette
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/41—Cleaning of heads
Definitions
- This disclosure relates to cleaning tapes and cartridges.
- Magnetic tape cartridges for example, LTO Ultrium standard cartridges
- Drives for magnetic tape cartridges use cleaning cartridges to clean the magnetic head.
- a cleaning cartridge for a linear recording format for example, Universal Cleaning Cartridge: UCC
- a magnetic tape is used as a cleaning tape (see, for example, Patent Document 1).
- a cleaning cartridge that uses a magnetic tape as a cleaning tape has a problem that the cleaning effect of the magnetic head is low.
- a high-performance magnetic head such as a GMR (Giant MagnetoResistive) head or a TMR (Tunnel Magnetoresistive) head has been used as a drive magnetic head.
- GMR Global MagnetoResistive
- TMR Tunnelnel Magnetoresistive
- An object of the present disclosure is to provide a cleaning tape and a cartridge having a good cleaning effect.
- the first disclosure is Tape-shaped non-woven fabric and A reel wrapped with non-woven fabric and Equipped with a case to house the reel A cartridge in which the basis weight of the non-woven fabric is 25 g / m 2 or less.
- the second disclosure is Tape-shaped non-woven fabric and A reel wrapped with non-woven fabric and Equipped with a case to house the reel A cartridge in which the average fiber diameter of the non-woven fabric is 11 ⁇ m or less.
- the third disclosure is Contains tape-like non-woven fabric A cleaning tape having a basis weight of the non-woven fabric of 25 g / m 2 or less.
- the fourth disclosure is Contains tape-like non-woven fabric A cleaning tape having an average fiber diameter of 11 ⁇ m or less.
- FIG. 1 is an exploded perspective view showing an example of the configuration of the cartridge according to the embodiment of the present disclosure.
- 2A and 2B are schematic views for explaining a method of measuring the coefficient of dynamic friction between the cleaning tape and the magnetic head, respectively.
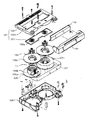
- FIG. 3 is an exploded perspective view showing an example of the configuration of the cartridge according to the modified example of the embodiment of the present disclosure.
- FIG. 1 is an exploded perspective view showing an example of the configuration of a cleaning cartridge (hereinafter, simply referred to as “cartridge”) 10 according to an embodiment of the present disclosure.
- the cartridge 10 is used as a recording / reproducing device for a linear recording format.
- the cartridge 10 conforms to the LTO (Linear Tape-Open) standard.
- the cartridge 10 is a 1-reel type.
- the cartridge 10 includes a reel 13 on which a cleaning tape CT is wound inside a cartridge case 12 composed of a lower shell 12A and an upper shell 12B, and a reel lock 14 and a reel spring 15 for locking the rotation of the reel 13.
- the spider 16 for releasing the locked state of the reel 13, the slide door 17 for opening and closing the tape outlet 12C provided in the cartridge case 12 straddling the lower shell 12A and the upper shell 12B, and the slide door 17 being taped.
- a door spring 18 for urging the closing position of the outlet 12C and a cartridge memory 11 are provided.
- the reel 13 has a substantially disk shape having an opening in the center, and is composed of a reel hub 13A and a flange 13B made of a hard material such as plastic.
- a leader pin 19 is provided at one end of the cleaning tape CT on the winding end side.
- a leader tape may be provided at one end on the winding end side of the cleaning tape CT.
- one end of the leader tape and one end of the cleaning tape CT may be connected via the splice tape, and a leader pin may be provided at the other end of the leader tape.
- the adhesiveness between the cleaning tape CT and the splice tape is low, it is preferable to provide the leader pin 19 directly at one end of the cleaning tape CT.
- the cartridge 10 is configured to be loadable with respect to the recording / playback device.
- the cartridge memory 11 is provided in the vicinity of one corner of the cartridge 10. When the cartridge 10 is loaded in the recording / playback device, the cartridge memory 11 faces the reader / writer of the recording / playback device.
- the cartridge memory 11 communicates with a recording / playback device, specifically, a reader / writer of the recording / playback device, for example, in a wireless communication standard compliant with the LTO standard.
- the cartridge memory 11 stores information and the like that can confirm that the tape wound around the cartridge 10 is a cleaning tape CT.
- the cleaning tape CT cleans the magnetic head by sliding on the magnetic head provided in the recording / playback device.
- the width of the cleaning tape CT may be 1/2 inch or wider than 1/2 inch.
- the width of the cleaning tape CT is 1/2 inch.
- the cleaning tape CT is made of a tape-shaped non-woven fabric. In the cartridge 10 in which the cleaning tape CT is made of a tape-shaped non-woven fabric, the cleaning effect can be improved as compared with a conventional cartridge (for example, UCC) in which the cleaning tape is made of a magnetic tape.
- the non-woven fabric is composed of, for example, synthetic fibers.
- Synthetic fibers include, for example, at least one selected from the group consisting of polyester fibers, cellulose fibers, nylon fibers, vinylon fibers, polyethylene fibers, polypropylene fibers, polyolefin fibers, aramid fibers and rayon fibers.
- the polyester fiber includes, for example, at least one selected from the group consisting of polyethylene terephthalate (PET) fiber, polyethylene naphthalate (PEN) fiber, polytrimethylene terephthalate (PTT fiber) and polybutylene terephthalate (PBT) fiber.
- the non-woven fabric conforms to the provisions of JIS L 0222. That is, in the present disclosure, a non-woven fabric is a fiber sheet, a web, or the like in which fibers are oriented in one direction or randomly, and the fibers are bonded by entanglement, / or fusion, and / or adhesion. is there. However, paper, woven fabrics, knitted fabrics, tufts and fluffs are excluded.
- the fibers constituting the non-woven fabric are preferably oriented in the longitudinal direction of the cleaning tape CT. By orienting the fibers in the longitudinal direction in this way, it is possible to suppress dust generation from both end faces in the width direction of the cleaning tape CT. It is preferable that the non-woven fabric does not contain a binder. Since the non-woven fabric does not contain a binder, it is possible to prevent the binder from adhering to the surface of the magnetic head when the magnetic head is slid on the cleaning tape CT.
- the magnetic head means a recording head and a reproducing head.
- the cleaning tape CT is unwound from the cartridge 10 and cut to obtain a measurement sample having a length of 100 mm and a width of the cleaning tape CT (for example, 1/2 inch).
- a binder is extracted from the measurement sample using methyl ethyl ketone as a solvent, and analysis is performed using liquid chromatography to confirm whether or not the non-woven fabric contains a binder.
- the upper limit of the basis weight of the non-woven fabric is preferably 25 g / m 2 or less.
- the basis weight of the non-woven fabric is 25 g / m 2 or less, the non-woven fabric can contain a sufficient amount of voids, so that the cleaning effect can be improved. Further, when the non-woven fabric contains a sufficient amount of voids, it is possible to prevent the non-woven fabric from becoming hard. Therefore, damage to the magnetic head due to cleaning can be suppressed.
- the lower limit of the basis weight of the non-woven fabric is preferably 10 g / m 2 or more.
- the basis weight of the non-woven fabric is 10 g / m 2 or more, the decrease in the amount of fibers constituting the non-woven fabric can be suppressed, so that the decrease in the tensile strength of the non-woven fabric can be suppressed.
- the upper limit of the average fiber diameter of the non-woven fabric is preferably 11 ⁇ m or less.
- the non-woven fabric can contain a sufficient amount of voids, so that the cleaning effect can be improved. Further, when the non-woven fabric contains a sufficient amount of voids, it is possible to prevent the non-woven fabric from becoming hard. Therefore, damage to the magnetic head due to cleaning can be suppressed.
- the lower limit of the average fiber diameter of the non-woven fabric is preferably 9 ⁇ m or more.
- the average fiber diameter of the non-woven fabric is 9 ⁇ m or more, it is possible to prevent the fibers constituting the non-woven fabric from becoming too thin, so that it is possible to suppress a decrease in the tensile strength of the non-woven fabric.
- the average fiber diameter of the non-woven fabric is obtained as follows. First, a measurement sample is prepared by unwinding and cutting the cleaning tape CT to be measured. Next, the surface of the measurement sample is observed with a scanning electron microscope (SEM) under the following conditions to obtain an SEM image. Equipment: Hitachi High-Technologies Corporation, S-4800 Acceleration voltage: 5kV Magnification: 2500 times
- the fiber diameter of each of the 50 selected fibers is measured.
- the measurement position of the fiber diameter is randomly selected from the above-mentioned parallel points among the selected fibers.
- the measured fiber diameters are simply averaged (arithmetic mean) to obtain the average fiber diameter.
- the upper limit of the average thickness of the non-woven fabric is preferably 100 ⁇ m or less, more preferably 70 ⁇ m or less. When the thickness of the non-woven fabric is 100 ⁇ m or less, the contact between the cleaning tape CT and the head block is properly maintained, and a stable cleaning effect can be exhibited.
- the lower limit of the average thickness of the non-woven fabric is preferably 40 ⁇ m or more.
- the average thickness of the non-woven fabric is 40 ⁇ m or more, it is possible to suppress a decrease in the tensile strength of the non-woven fabric.
- the average thickness of the non-woven fabric is calculated as follows. First, the cleaning tape CT is unwound from the cartridge 10, and the thickness of the non-woven fabric is measured at five or more points in the longitudinal direction. Next, the average thickness of the non-woven fabric is calculated by simply averaging the measured values (arithmetic mean). The thickness is measured in accordance with the method A described in JIS L 1913: 2010. The measurement position is randomly selected from the position in the longitudinal direction of the cleaning tape CT.
- the coefficient of dynamic friction ⁇ of the non-woven fabric is preferably 0.04 or less, more preferably 0.03 or less.
- the coefficient of dynamic friction ⁇ of the non-woven fabric means the coefficient of dynamic friction on the cleaning surface on which the magnetic head is slid.
- the dynamic friction coefficient ⁇ is obtained as follows. First, the cleaning tape CT is unwound from the cartridge 10 and cut out to a length of 30 cm. Next, as shown in FIG. 2A, the cut cleaning tape CT is placed on two 1-inch diameter columnar guide rolls 73A and 73B arranged in parallel with each other so that the cleaning surface is in contact with each other. .. The two guide rolls 73A and 73B are fixed to a hard plate-shaped member 76, whereby the positional relationship between the two guide rolls 73A and 73B is fixed to each other.
- the head block 74 is arranged substantially at the center of the guide rolls 73A and 73B.
- the head block 74 is movably attached to the plate-shaped member 76 so that the holding angle ⁇ 1 can be changed, but when the holding angle ⁇ 1 (°) becomes 5.6 °, the position is plate-shaped. It is fixed to the member 76, whereby the positional relationship between the guide rolls 73A and 73B and the head block 74 is also fixed.
- One end of the cleaning tape CT is connected to the movable strain gauge 71 via a jig 72.
- the cleaning tape CT is fixed to the jig 72 as shown in FIG. 2B.
- a weight 75 is connected to the other end of the cleaning tape CT.
- the weight 75 applies a tension of 0.6 N (T 0 [N]) in the longitudinal direction of the cleaning tape CT.
- the movable strain gauge 71 is fixed on the base 77.
- the positional relationship between the base 77 and the plate-shaped member 76 is also fixed, whereby the positional relationship between the guide rolls 73A and 73B, the head block 74, and the movable strain gauge 71 is fixed.
- the movable strain gauge 71 slides the cleaning tape CT 60 mm onto the head block 74 (outward) and away from the movable strain gauge 71 so that the cleaning tape CT is directed toward the movable strain gauge 71 at 10 mm / s. Slide 60 mm so as to (return route).
- the output value (voltage) of the movable strain gauge 71 at the time of sliding is converted into a load T [N] based on the linear relationship (described later) between the output value and the load acquired in advance.
- T [N] is acquired 13 times, and 11 T [N] excluding the first and last two times are simply averaged.
- the coefficient of dynamic friction ⁇ is calculated from the following equation.
- the above linear relationship can be obtained as follows. That is, the output value (voltage) of the movable strain gauge 71 is obtained for each of the case where a load of 0.5 N is applied to the movable strain gauge 71 and the case where a load of 1.0 N is applied. From the two output values obtained and the above two loads, a linear relationship between the output value and the load can be obtained. Using this linear relationship, the output value (voltage) of the movable strain gauge 71 during sliding is converted to T [N] as described above.
- the height of the load area ratio of the non-woven fabric of 0% is preferably ⁇ 10 ⁇ m or more.
- the fibers constituting the non-woven fabric are densely gathered, so that it is possible to prevent the collected deposits from falling off again.
- the height of the load area ratio of the non-woven fabric of 50% is preferably within ⁇ 2 ⁇ m.
- the contact with the magnetic head can be made close.
- the height of the load area ratio of the non-woven fabric of 100% is preferably 10 ⁇ m or less. When the height of the load area ratio of the non-woven fabric of 100% is 10 ⁇ m or less, the contact with the magnetic head can be maintained.
- the heights of 0%, 50%, and 100% of the load area ratio of the non-woven fabric are obtained as follows.
- the load curve is obtained by an analyzer from the shape measured at an objective lens magnification of 20 times using a non-contact optical roughness measuring machine VertScan, and the heights at load area ratios of 0%, 50%, and 100% are obtained, respectively.
- the lower limit of the tensile strength of the non-woven fabric is preferably 15 N / 50 mm or more, more preferably 19 N / 50 mm or more. When the strength of the non-woven fabric is 15 N / 50 mm, it can sufficiently withstand the tension applied when cleaning the magnetic head.
- the upper limit of the tensile strength of the non-woven fabric is preferably 30 N / 50 mm or less from the viewpoint of suppressing an increase in the thickness of the non-woven fabric.
- the tensile strength of the non-woven fabric is obtained as follows. First, by unwinding and cutting the cleaning tape CT from the cartridge 10, 10 measurement samples having a length of 70 mm and a width of the cleaning tape CT (for example, 1/2 inch) are prepared. These measurement samples are taken out every 10 m in the longitudinal direction. Next, with a tensile strength tester (manufactured by Shimadzu Corporation, AG-IS100N), both ends of the measurement sample in the longitudinal direction are set so that the measurement length (the length of the ungrasped portion of the measurement sample) is 50 mm. After grasping, the maximum load value (N) until the measurement sample breaks when the measurement sample is pulled in the longitudinal direction at a speed of 300 mm / min is measured. This measurement is performed on 10 measurement samples, and the measured maximum load value (N) is simply averaged (arithmetic mean) to calculate the average value, and this average value is used as the tensile strength of the non-woven fabric.
- a tensile strength tester manufactured by Shimadzu
- the average fiber diameter of the tape-shaped non-woven fabric constituting the cleaning tape CT is 11 ⁇ m or less, a good cleaning effect can be obtained while suppressing damage to the magnetic head due to cleaning.
- FIG. 3 is an exploded perspective view showing an example of the configuration of the 2-reel type cartridge 121.
- the cartridge 121 is a synthetic resin upper half 102, a transparent window member 123 that is fitted and fixed to a window portion 102a opened on the upper surface of the upper half 102, and a reel 106 that is fixed to the inside of the upper half 102. , 107
- the reel holder 122 that prevents the lift of the 107, the lower half 105 that corresponds to the upper half 102, the reels 106, 107, and the reels 106, 107 that are stored in the space formed by combining the upper half 102 and the lower half 105.
- the wound cleaning tape CT1, the front lid 109 that closes the front opening formed by combining the upper half 102 and the lower half 105, and the back lid 110 that protects the cleaning tape CT1 exposed on the front opening. Be prepared.
- the reel 106 has a lower flange 106b having a cylindrical hub portion 106a around which the cleaning tape CT1 is wound in the center, an upper flange 106c having substantially the same size as the lower flange 106b, and between the hub portion 106a and the upper flange 106c. It is provided with a sandwiched reel plate 111.
- the reel 107 has the same configuration as the reel 106.
- the window member 123 is provided with mounting holes 123a for assembling the reel holder 122, which is a reel holding means for preventing the reels 106 and 107 from floating, at positions corresponding to the reels 106 and 107.
- the cleaning tape CT1 is the same as the cleaning tape CT in the first embodiment.
- the 2-reel type cartridge 121 is provided with the cleaning tape CT1
- the 2-reel type magnetic tape cartridge may be provided with the cleaning tape CT1.
- the cleaning tape CT1 may be provided on at least one of the winding end side end side and the winding start side end side of the magnetic tape.
- Examples 1 and 2 Comparative Example 1
- a cleaning tape a non-woven fabric having the specifications shown in Table 1 was prepared.
- a cleaning tape was produced by cutting the non-woven fabric into a tape having a width of 1/2 inch.
- a cartridge case conforming to the LTO standard having the configuration shown in FIG. 1 is prepared, one end of the cleaning tape is attached to the reel of the cartridge case, the cleaning tape is wound up to a length of 30 m, and then the winding end.
- a leader pin was attached to the other end on the side. As a result, the desired cartridge was obtained.
- Example 2 As the cleaning tape, a cartridge was obtained in the same manner as in Example 1 except that a tape-shaped woven cloth in which PET fibers were woven in a lattice pattern having the specifications shown in Table 1 was used.
- Example 3 A cartridge was obtained in the same manner as in Example 1 except that a tape-shaped knit (knit) in which PET fibers were knitted, which had the specifications shown in Table 1, was used as the cleaning tape.
- Example 4 As the cleaning tape, a magnetic tape having the specifications shown in Table 1 was used, and a cartridge (that is, a conventional UCC) was obtained in the same manner as in Example 1 except that the magnetic tape having the specifications shown in Table 1 was wound around the cartridge for 319 m.
- the generation of dust on the end face of the cleaning tape was evaluated as follows. First, after loading the cartridge into the drive, the cleaning tape was reciprocated 10 times to perform the cleaning process. Next, the edge (cutting surface) of the cleaning tape was observed with an optical microscope in a range of 30 mm in length, and the presence or absence of end face dust was confirmed.
- the number of times the cleaning tape was used was evaluated as follows. First, the magnetic tape cartridge was loaded into the drive, the magnetic tape was run, powder was dropped from the magnetic tape onto the magnetic head, deposits were adhered to the head, and then the magnetic tape cartridge was unloaded from the drive. Next, the cleaning tape cartridge was loaded into the drive, the cleaning tape was reciprocated once to perform a cleaning process on the magnetic head, and then the cleaning tape cartridge was unloaded from the drive. Next, the magnetic head was observed with an optical microscope to confirm whether or not the deposits were removed.
- the cleaning effect of the cartridge was evaluated as follows. First, data was recorded on the entire surface of the magnetic tape of the LTO8 standard cartridge by the LTO8 standard drive. Next, the recording head after recording the data was observed with an optical microscope, and it was confirmed that the recording head had deposits. Next, the cleaning cartridge was loaded into the above drive, the head unit was cleaned with a cleaning tape, and the recording head was cleaned. Next, the recording head after cleaning was observed with an optical microscope. Next, the cleaning effect was evaluated according to the following criteria. Good cleaning effect: no deposits are observed Poor cleaning effect: deposits are observed
- Head damage The damage to the magnetic head when the cartridge was used was evaluated as follows. First, an LTO8 standard drive whose reproduction output before running was confirmed in advance was prepared, the cleaning tape was run 10 times, and the reproduction output was confirmed again. Next, the presence or absence of head damage was evaluated according to the following criteria. No head damage: No deterioration of 3 dB or more is observed in the playback output after running 10 times. With head damage: Deterioration of 3 dB or more is observed in the playback output after running 10 times.
- Table 1 shows the specifications and evaluation results of the cleaning tape.
- "unmeasurable” means that the measured sample did not break within the range of the measured load of the tensile strength test.
- winding length means the length of the cleaning tape wound around the cartridge.
- the upper limit value or the lower limit value of the numerical range of one step may be replaced with the upper limit value or the lower limit value of the numerical range of another step.
- the present disclosure may also adopt the following configuration.
- Tape-shaped non-woven fabric and The reel on which the non-woven fabric is wound and A case for accommodating the reel is provided.
- the cartridge according to (1) or (2), wherein the average fiber diameter of the non-woven fabric is 9 ⁇ m or more and 11 ⁇ m or less.
- the cartridge according to any one of (1) to (4), wherein the average thickness of the non-woven fabric is 100 ⁇ m or less.
- the height of the load area ratio of the non-woven fabric of 0% is ⁇ 10 ⁇ m or more.
- the height of the load area ratio of the non-woven fabric of 50% is within ⁇ 2 ⁇ m.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
- Magnetic Record Carriers (AREA)
- Nonwoven Fabrics (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021567669A JP7639708B2 (ja) | 2019-12-27 | 2020-12-25 | クリーニングテープおよびカートリッジ |
| US17/757,742 US11955148B2 (en) | 2019-12-27 | 2020-12-25 | Cleaning tape and cartridge |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019239476 | 2019-12-27 | ||
| JP2019-239476 | 2019-12-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021132561A1 true WO2021132561A1 (ja) | 2021-07-01 |
Family
ID=76575561
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/048720 Ceased WO2021132561A1 (ja) | 2019-12-27 | 2020-12-25 | クリーニングテープおよびカートリッジ |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11955148B2 (https=) |
| JP (1) | JP7639708B2 (https=) |
| WO (1) | WO2021132561A1 (https=) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57179935A (en) * | 1981-04-08 | 1982-11-05 | Agfa Gevaert Ag | Cleaning tape for magnetic head |
| JPS6054213U (ja) * | 1983-09-19 | 1985-04-16 | オリンパス光学工業株式会社 | クリ−ニング用カセットテ−プ |
| JPH06176327A (ja) * | 1992-12-07 | 1994-06-24 | Asahi Chem Ind Co Ltd | クリーニングカードおよびその製造方法 |
| JPH0719805U (ja) * | 1993-08-11 | 1995-04-07 | 富士写真フイルム株式会社 | 磁気テープ装置用クリーニングカートリッジ |
| JPH07249156A (ja) * | 1994-03-11 | 1995-09-26 | Hiroko Yoshimoto | 自動改札機、電話機、現金カード機等の送り工程のある カード機用掃除シート。 |
| JPH07287823A (ja) * | 1994-04-19 | 1995-10-31 | Fuji Photo Film Co Ltd | クリーニングテープ |
| JPH07296345A (ja) * | 1994-04-27 | 1995-11-10 | Sony Corp | 磁気ヘッドクリーニング装置 |
| JPH0863718A (ja) * | 1994-08-24 | 1996-03-08 | Hitachi Maxell Ltd | 単リール型の磁気テープカートリッジ |
| JPH11296826A (ja) * | 1998-03-10 | 1999-10-29 | Hewlett Packard Co <Hp> | デ―タテ―プリ―ダ―を備えたテ―プ駆動クリ―ニングカ―トリッジ |
| JP2016502224A (ja) * | 2013-01-31 | 2016-01-21 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー.Hewlett‐Packard Development Company, L.P. | 磁気テープ処理 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3931643A (en) * | 1973-04-06 | 1976-01-06 | Matsushita Electric Industrial Co., Ltd. | Magnetic head cleaning tape cartridge for use in magnetic recording and reproducing apparatus of the rotary head type |
| US4722016A (en) | 1983-09-19 | 1988-01-26 | Olympus Optical Co., Ltd. | Tape cassette for cleaning use |
| US5317467A (en) * | 1990-05-21 | 1994-05-31 | Hitachi Maxell, Ltd. | Data recording cartridge including a flexible magnetic recording medium |
| JPH04179935A (ja) | 1990-11-14 | 1992-06-26 | Matsushita Electric Ind Co Ltd | 光演算装置及びその組立方法 |
| DE9301653U1 (de) * | 1993-02-06 | 1993-04-01 | BASF Magnetics (Holding) GmbH, 67059 Ludwigshafen | Andruckeinrichtung für bandförmige Aufzeichnungsträger und Kassette damit |
| JP2003193005A (ja) * | 2001-12-27 | 2003-07-09 | Three M Innovative Properties Co | 粘着テープ |
| JP2006179058A (ja) | 2004-12-21 | 2006-07-06 | Fuji Photo Film Co Ltd | クリーニングテープカートリッジ及びヘッドクリーニング方法並びに磁気テープドライブ装置 |
| DE102006022765A1 (de) * | 2006-05-16 | 2007-11-22 | Certoplast Vorwerk & Sohn Gmbh | Klebeband sowie Verfahren zu dessen Herstellung |
-
2020
- 2020-12-25 JP JP2021567669A patent/JP7639708B2/ja active Active
- 2020-12-25 WO PCT/JP2020/048720 patent/WO2021132561A1/ja not_active Ceased
- 2020-12-25 US US17/757,742 patent/US11955148B2/en active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57179935A (en) * | 1981-04-08 | 1982-11-05 | Agfa Gevaert Ag | Cleaning tape for magnetic head |
| JPS6054213U (ja) * | 1983-09-19 | 1985-04-16 | オリンパス光学工業株式会社 | クリ−ニング用カセットテ−プ |
| JPH06176327A (ja) * | 1992-12-07 | 1994-06-24 | Asahi Chem Ind Co Ltd | クリーニングカードおよびその製造方法 |
| JPH0719805U (ja) * | 1993-08-11 | 1995-04-07 | 富士写真フイルム株式会社 | 磁気テープ装置用クリーニングカートリッジ |
| JPH07249156A (ja) * | 1994-03-11 | 1995-09-26 | Hiroko Yoshimoto | 自動改札機、電話機、現金カード機等の送り工程のある カード機用掃除シート。 |
| JPH07287823A (ja) * | 1994-04-19 | 1995-10-31 | Fuji Photo Film Co Ltd | クリーニングテープ |
| JPH07296345A (ja) * | 1994-04-27 | 1995-11-10 | Sony Corp | 磁気ヘッドクリーニング装置 |
| JPH0863718A (ja) * | 1994-08-24 | 1996-03-08 | Hitachi Maxell Ltd | 単リール型の磁気テープカートリッジ |
| JPH11296826A (ja) * | 1998-03-10 | 1999-10-29 | Hewlett Packard Co <Hp> | デ―タテ―プリ―ダ―を備えたテ―プ駆動クリ―ニングカ―トリッジ |
| JP2016502224A (ja) * | 2013-01-31 | 2016-01-21 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー.Hewlett‐Packard Development Company, L.P. | 磁気テープ処理 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021132561A1 (https=) | 2021-07-01 |
| US20230040136A1 (en) | 2023-02-09 |
| JP7639708B2 (ja) | 2025-03-05 |
| US11955148B2 (en) | 2024-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6737415B2 (ja) | 磁気記録テープとその製造方法、磁気記録テープカートリッジ | |
| JP6750751B1 (ja) | 磁気記録媒体 | |
| JP6669302B1 (ja) | カートリッジ、メモリ、データ記録装置及びデータ再生装置 | |
| JP6635219B1 (ja) | 磁気記録媒体 | |
| US6798617B2 (en) | Cleaning tape for magnetic head system with magnetoresistance effect head | |
| JP6635217B1 (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ | |
| JP6635215B1 (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ | |
| JP6635216B1 (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ | |
| US20250046339A1 (en) | Magnetic recording medium and cartridge | |
| JP7639708B2 (ja) | クリーニングテープおよびカートリッジ | |
| JP6635218B1 (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ | |
| JP2021064433A (ja) | 磁気記録媒体 | |
| JP6962482B2 (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ | |
| JP6725050B1 (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ | |
| JP6816851B1 (ja) | 磁気記録媒体 | |
| WO2022202120A1 (ja) | テープカートリッジ、テープカートリッジの製造方法およびテープリール | |
| JP6777218B1 (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ | |
| JP6777217B1 (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ | |
| JP6725051B1 (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ | |
| JP6725052B1 (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ | |
| JP7440257B2 (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ | |
| JP6729780B1 (ja) | 磁気記録媒体およびカートリッジ | |
| JP6733792B1 (ja) | 磁気記録媒体およびカートリッジ | |
| JPH07161174A (ja) | テープカセットクリーナー | |
| JP2021034118A (ja) | 磁気記録媒体、磁気記録再生装置および磁気記録媒体カートリッジ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20904440 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021567669 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20904440 Country of ref document: EP Kind code of ref document: A1 |