WO2021112003A1 - 自動車用の合わせガラス - Google Patents
自動車用の合わせガラス Download PDFInfo
- Publication number
- WO2021112003A1 WO2021112003A1 PCT/JP2020/044222 JP2020044222W WO2021112003A1 WO 2021112003 A1 WO2021112003 A1 WO 2021112003A1 JP 2020044222 W JP2020044222 W JP 2020044222W WO 2021112003 A1 WO2021112003 A1 WO 2021112003A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass plate
- glass
- laminated glass
- outer glass
- laminated
- Prior art date
Links
- 239000005340 laminated glass Substances 0.000 title claims abstract description 50
- 239000011521 glass Substances 0.000 claims abstract description 215
- 239000002346 layers by function Substances 0.000 claims abstract description 37
- 230000002093 peripheral effect Effects 0.000 claims abstract description 15
- 239000011229 interlayer Substances 0.000 claims description 39
- 239000012790 adhesive layer Substances 0.000 claims description 32
- 239000010410 layer Substances 0.000 claims description 21
- 239000000463 material Substances 0.000 claims description 13
- 239000004983 Polymer Dispersed Liquid Crystal Substances 0.000 claims description 6
- 230000005540 biological transmission Effects 0.000 claims description 3
- 230000037303 wrinkles Effects 0.000 description 17
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 8
- 239000004973 liquid crystal related substance Substances 0.000 description 8
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 7
- 239000000919 ceramic Substances 0.000 description 5
- 238000009826 distribution Methods 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 239000002585 base Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 3
- 229910004298 SiO 2 Inorganic materials 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 3
- -1 polyethylene terephthalate Polymers 0.000 description 3
- 229910010413 TiO 2 Inorganic materials 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 238000010304 firing Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- AMWRITDGCCNYAT-UHFFFAOYSA-L hydroxy(oxo)manganese;manganese Chemical compound [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 238000007650 screen-printing Methods 0.000 description 2
- 239000005361 soda-lime glass Substances 0.000 description 2
- 238000002834 transmittance Methods 0.000 description 2
- DHKHKXVYLBGOIT-UHFFFAOYSA-N 1,1-Diethoxyethane Chemical compound CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 1
- 229920002799 BoPET Polymers 0.000 description 1
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 1
- 239000005751 Copper oxide Substances 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000011354 acetal resin Substances 0.000 description 1
- 238000006359 acetalization reaction Methods 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000001340 alkali metals Chemical group 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 1
- 238000005282 brightening Methods 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- 239000002775 capsule Substances 0.000 description 1
- 229910000423 chromium oxide Inorganic materials 0.000 description 1
- 229910000431 copper oxide Inorganic materials 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000010287 polarization Effects 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- ZFZQOKHLXAVJIF-UHFFFAOYSA-N zinc;boric acid;dihydroxy(dioxido)silane Chemical compound [Zn+2].OB(O)O.O[Si](O)([O-])[O-] ZFZQOKHLXAVJIF-UHFFFAOYSA-N 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10174—Coatings of a metallic or dielectric material on a constituent layer of glass or polymer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10339—Specific parts of the laminated safety glass or glazing being colored or tinted
- B32B17/10348—Specific parts of the laminated safety glass or glazing being colored or tinted comprising an obscuration band
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10431—Specific parts for the modulation of light incorporated into the laminated safety glass or glazing
- B32B17/10467—Variable transmission
- B32B17/10495—Variable transmission optoelectronic, i.e. optical valve
- B32B17/10504—Liquid crystal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10431—Specific parts for the modulation of light incorporated into the laminated safety glass or glazing
- B32B17/10467—Variable transmission
- B32B17/10495—Variable transmission optoelectronic, i.e. optical valve
- B32B17/10532—Suspended particle layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10788—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing ethylene vinylacetate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/001—Double glazing for vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/003—Rear seat windscreens
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/08—Windows; Windscreens; Accessories therefor arranged at vehicle sides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J3/00—Antiglare equipment associated with windows or windscreens; Sun visors for vehicles
- B60J3/04—Antiglare equipment associated with windows or windscreens; Sun visors for vehicles adjustable in transparency
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1334—Constructional arrangements; Manufacturing methods based on polymer dispersed liquid crystals, e.g. microencapsulated liquid crystals
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1343—Electrodes
- G02F1/13439—Electrodes characterised by their electrical, optical, physical properties; materials therefor; method of making
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/84—Heating arrangements specially adapted for transparent or reflecting areas, e.g. for demisting or de-icing windows, mirrors or vehicle windshields
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/006—Transparent parts other than made from inorganic glass, e.g. polycarbonate glazings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F2203/00—Function characteristic
- G02F2203/01—Function characteristic transmissive
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/017—Manufacturing methods or apparatus for heaters
Definitions
- the present invention relates to laminated glass for automobiles.
- the laminated glass uses two curved glass plates, wrinkles may be generated in the interlayer film sandwiched between them, or air may be mixed in to generate bubbles when the laminated glass is combined. .. Further, such a problem can occur not only when a glass plate but also, for example, at least one curved resin panel is used.
- the present invention has been made to solve the above problems, and when two curved glass plates or panels are used, it is possible to prevent wrinkles and bubbles from being mixed in the interlayer film sandwiched between the two curved glass plates or panels. It is an object of the present invention to provide laminated glass for automobiles which can be used.
- Item 1 With a curved outer glass plate, A curved inner panel that is opposed to the outer glass plate and is smaller than the outer glass plate. An interlayer film arranged between the outer glass plate and the inner panel and containing a functional layer, With Laminated glass for automobiles, in which at least a part of the inner panel is arranged inside the peripheral edge of the outer glass plate.
- Item 2 When the radius of curvature in the horizontal direction of the region facing the inner glass plate in the outer glass plate is Rx (mm) and the radius of curvature in the vertical direction of the outer glass plate is Ry (mm), 1 / Rx * 1 Item 2.
- Item 3 The laminated glass for automobiles according to Item 2, wherein the curvature index in the facing region is 1.3 or less.
- Item 4 The Rx is 200 to 200,000 mm, and the Rx is 200 to 200,000 mm.
- Item 5. The laminated glass for automobiles according to any one of Items 1 to 4, which has at least one convex portion that curves outward when attached to an automobile.
- Item 6 The laminated glass for automobiles according to any one of Items 1 to 5, wherein the functional layer is a light control film.
- Item 7. The laminated glass for automobiles according to Item 6, wherein the light control film is a PDLC type or an SPD type.
- Item 8. The laminated glass for automobiles according to Item 6 or 7, wherein the terminal for applying a voltage to the light control film is arranged at the lower end portion of the inner glass plate.
- the interlayer film is formed of a plurality of sheet materials and is formed of a plurality of sheet materials.
- Item 2. The laminated glass for automobiles according to any one of Items 1 to 8, wherein the plurality of sheet materials are arranged with a gap.
- Item 10 The laminated glass for automobiles according to any one of Items 1 to 9, wherein the inner panel is formed of a glass plate.
- the outer glass plate includes a window region that transmits light from the outside of the vehicle and a shielding region that surrounds the window region and is laminated with a shielding layer that shields the transmission of light from the outside of the vehicle.
- Item 2 The laminated glass for an automobile according to any one of Items 1 to 10, wherein the inner panel is attached so as to cover the window area.
- Item 12. A laminated glass for an automobile according to any one of Items 1 to 11, which is a rear glass, a rear quarter glass, or a side glass of an automobile.
- Item 13 The thickness of the outer glass plate is 1.6 to 4 mm.
- Item 2. The laminated glass for automobiles according to any one of Items 1 to 12, wherein the inner panel has a thickness of 0.3 to 2.3 mm.
- the interlayer film comprises a pair of the adhesive layers.
- Item 2. The laminated glass for an automobile according to any one of Items 1 to 13, wherein the functional layer is arranged between the pair of adhesive layers.
- the weight can be reduced.
- FIG. 5 is a cross-sectional view taken along the line AA of FIG. It is a figure which shows the distribution of Rx in the outer glass plate of the rear glass which concerns on Example. It is a figure which shows the distribution of the curvature index in the outer glass plate of the rear glass which concerns on Example. It is a figure which shows the distribution of the curvature index in the outer glass plate of the side glass which concerns on Example.
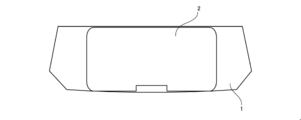
- FIG. 1 is a plan view of the rear glass according to the present embodiment
- FIG. 2 is a cross-sectional view of FIG.
- the vertical direction of FIG. 1 is referred to as “up and down”, “vertical”, and “vertical”
- the horizontal direction of FIG. 1 is referred to as "left and right”.
- the rear glass according to the present embodiment includes a rectangular outer glass plate 1, an inner glass plate 2 arranged to face the inner surface of the vehicle of the outer glass plate 1, and these outer glass plates 1. It is provided with an interlayer film 3 arranged between the inner glass plate 2 and the inner glass plate 2.
- an inner glass plate 2 arranged to face the inner surface of the vehicle of the outer glass plate 1
- an interlayer film 3 arranged between the inner glass plate 2 and the inner glass plate 2.
- Outer glass plate As the outer glass plate 1, a known glass plate can be used, and it can also be formed of heat ray absorbing glass, general clear glass or green glass, or UV green glass. However, the outer glass plate 1 needs to realize a visible light transmittance in accordance with the safety standard of the country in which the automobile is used. For example, the outer glass plate 1 can secure the required solar absorption rate, and the inner glass plate 2 can adjust the visible light transmittance so as to satisfy the safety standard.
- An example of clear glass, heat ray absorbing glass, and soda lime glass is shown below.
- the composition of the heat-absorbing glass for example, based on the composition of the clear glass, the proportion of the total iron oxide in terms of Fe 2 O 3 (T-Fe 2 O 3) and 0.4 to 1.3 wt%, CeO
- the ratio of 2 is 0 to 2% by mass
- the ratio of TiO 2 is 0 to 0.5% by mass
- the skeleton components of glass are T-Fe 2 O 3 and CeO.
- the composition can be reduced by the amount of increase in 2 and TiO 2.
- the outer glass plate 1 is formed in a substantially rectangular shape having an upper side 11, a lower side 12, and a pair of side sides 13.
- Each side side 13 has a first portion 131 extending downward from both ends of the upper side 11 and extending from the lower end of the first portion 131 toward the center side of the outer glass plate 1 in the left-right direction. It is composed of a second portion 132 extending diagonally downward.
- the lower side 12 extends substantially in the horizontal direction so as to connect the lower ends of both second portions 132 to each other. Further, the lower side 12 is formed to be slightly shorter than the upper side 11.
- the outer glass plate 1 includes a pair of side regions 101 located horizontally outside both ends of the lower side 12, and a central region 102 arranged between the side regions 101. It has.
- the central region 102 is three-dimensionally curved along the vertical and horizontal directions so as to be convex toward the outside of the vehicle.
- the side region 101 is also three-dimensionally curved along the vertical and horizontal directions, but the radius of curvature in the horizontal direction is particularly smaller than that of the central region 102.
- the outer glass plate 1 is mainly required to have durability and impact resistance against external obstacles, and as a windshield of an automobile, it is required to have impact resistance against flying objects such as pebbles. On the other hand, the larger the thickness, the heavier the weight, which is not preferable. From this point of view, the thickness of the outer glass plate 1 is preferably 1.6 to 4.0 mm, more preferably 1.8 to 2.8 mm, and particularly preferably 1.8 to 2.3 mm. preferable. Which thickness to use can be determined according to the application of the glass.
- the inner glass plate 2 is formed in a rectangular shape smaller than the outer glass plate 1 and is arranged so as to face the inner surface of the central region 102 of the outer glass plate 1. More specifically, the inner glass plate 2 has an upper side 21, a lower side 22, and a pair of side sides 23, and the four corners are formed in an arc shape. Further, a rectangular notch 231 is formed on the lower side 23.
- the inner glass plate 2 is curved along the central region 102 of the outer glass plate 1. That is, the outer surface of the inner glass plate 2 and the inner surface of the central region 102 of the outer glass plate 1 are curved so as to be convex toward the outside of the vehicle so as to have substantially the same shape, and an interlayer film described later is provided between them. 3 is arranged.
- the thickness of the inner glass plate 2 can be made equal to that of the outer glass plate 1, but for example, the thickness can be made smaller than that of the outer glass plate 1 in order to reduce the weight of the laminated glass. Specifically, considering the strength of the glass, it is preferably 0.3 to 2.3 mm, preferably 0.8 to 2.0 mm, and particularly 1.0 to 1.6 mm. preferable. Further, the inner glass plate 2 can be formed of the same material as the outer glass plate 1.
- this rear glass is curved so as to be convex to the outside of the vehicle as described in detail later, but in that case, the measurement position of the thickness is the center line extending vertically from the center of the laminated glass in the left-right direction. There are two places, top and bottom.
- the measuring device is not particularly limited, but for example, a thickness gauge such as SM-112 manufactured by Teclock Co., Ltd. can be used. At the time of measurement, the curved surface of the laminated glass is placed on the flat surface, and the edge of the laminated glass is sandwiched between the thickness gauges for measurement.
- the interlayer film 3 is formed to have the same size as the inner glass plate 2, and is adhered to the transparent first adhesive layer 31 bonded to the outer glass plate 1 and the inner glass plate 2.
- a transparent second adhesive layer 32 and a transparent functional layer 33 arranged between the two adhesive layers 31 and 32 are provided.
- the first adhesive layer 31 and the second adhesive layer 32 are not particularly limited as long as they are adhered to the glass plates 1 and 2 by fusion, but for example, polyvinyl butyral resin (PVB) and ethylene vinyl acetate resin. It can be formed by (EVA) or the like.
- PVB polyvinyl butyral resin
- EVA ethylene vinyl acetate resin
- the hardness of a polyvinyl acetal resin is controlled by (a) the degree of polymerization of polyvinyl alcohol as a starting material, (b) the degree of acetalization, (c) the type of plasticizer, (d) the addition ratio of the plasticizer, and the like. Can be done.
- Air can be easily applied to the first adhesive layer 31 and the second adhesive layer 32 before being adhered to the glass plates 1 and 2 when they are adhered to the functional layer 33 or when they are adhered to the glass plates 1 and 2.
- the surface may be embossed for extruding.
- the thicknesses of the first adhesive layer 31 and the second adhesive layer 32 are not particularly limited, but are preferably, for example, 0.05 to 2.0 mm, more preferably 0.1 to 1.0 mm. It is particularly preferably 0.1 to 0.4 mm. However, the thicknesses of both the adhesive layers 31 and 32 may be the same or different. Further, when embossing is formed on each of the adhesive layers 31 and 32, it is necessary to set the thickness in consideration of the embossing depth.
- the total thickness of both adhesive layers 31 and 32 is preferably 0.76 mm or more. This is to ensure the penetration resistance and the like specified in JIS R3211 and R3212 in the windshield, for example.
- the functional layer 33 may be composed of a plurality of laminated films. In that case, three or more adhesive layers 31 and 32 may be used. Also in this case, the total thickness of the adhesive layers 31 and 32 is preferably 0.76 mm or more.
- a film having various functions can be used depending on the application.
- a known heat-shielding film, heat-generating film, projection film, light-emitting film, antenna film, dimming film, or the like can be used. Further, a plurality of these can be laminated to form the functional layer 33.
- the heat shield film a known infrared reflective film that reflects infrared rays can be used, or a film configured to absorb infrared rays can be used in order to suppress the temperature rise inside the vehicle. It is preferable that such a heat shield film is arranged on the outer glass plate 1 side in the thickness direction of the interlayer film 3. That is, the first adhesive layer 31 may be made thinner than the second adhesive layer 32. In addition to using the functional layer 33 as a heat-shielding film in this way, in order to provide a heat-shielding function, for example, at least one of the first adhesive layer 31 and the second adhesive layer 32 is formed of a heat-shielding PVB. You can also do it.
- the heat-generating film is for removing fogging and deicing ice, and generates heat by applying a voltage.
- a heat-generating film for example, one in which a plurality of thin wires are supported by a base film, one in which a thin transparent conductive film is formed on a base material, or the like can be used.
- the base film may be a transparent film, and the material thereof is not particularly limited.
- the projection film is one in which information is projected by the light emitted from the head-up display device (hereinafter referred to as HUD).
- the projection film is not particularly limited as long as it is a film that has a different refractive index from the two adhesive layers 31 and 32 and reflects light, but for example, it is a film capable of controlling polarization and is a p-polarized light reflecting film.
- the size of the projection film is not particularly limited, but it is preferably larger than the area where the information is projected.
- the light emitting film has a built-in LED or the like, and emits light indicating a predetermined character, figure, or the like.
- the antenna film is a film in which antennas such as FM, AM, DTV, and DAB are arranged on the above-mentioned base film, similarly to the heat generating film.
- the haze rate of the film can be controlled by the presence or absence of energization to create a transparent state and an opaque state. That is, it is a functional film that can impart privacy.
- known ones such as PDLC (Polymer Dispersed Liquid Crystal) type, SPD (Suspended Particle Device) type, electrochromic type, and thermochromic type using liquid crystal can be used.
- a PDLC type light control film can be composed of a liquid crystal layer, a pair of transparent conductive films sandwiching the liquid crystal layer, and a PET film arranged on the outer surface of each transparent conductive film.
- the liquid crystal layer has a transparent polymer film and a liquid crystal capsule formed by encapsulating the liquid crystal.
- a pair of L-shaped electrodes 335 extending from the notch 221 of the inner glass plate 2 along the lower side 22 and one side side 23. Is installed.
- a pair of harnesses 338 connected to a power source in the vehicle are attached to the notch 231 of the inner glass plate 2, and an electrode 335 exposed from the notch 231 is connected to each harness 338.
- a voltage is applied to the liquid crystal layer via the harness 338, each electrode 335, and the transparent conductive film, dimming is performed, and for example, the dimming film becomes opaque.
- the form of the electrode 335 is not particularly limited and can be changed as appropriate. Further, the position where the harness 338 is attached is not particularly limited. Therefore, the position of the notch 221 formed in the inner glass plate 2 can be appropriately changed depending on the mounting position of the harness. Alternatively, the harness can be attached to the electrode 335 without providing a notch.
- the thickness of the film constituting the functional layer 33 as described above is not particularly limited, but is preferably 0.01 to 2.0 mm, more preferably 0.03 to 0.6 mm, for example. .. As described above, the upper limit of the thickness of the end face of the peripheral edge of the film is preferably 2.0 mm.
- the functional layer may be arranged over the entire interlayer film or may be arranged on a part of the interlayer film. For example, when the functional layer is arranged on a part of the interlayer film, if the thickness of the end face of the film is large, the functional layer 33 is smaller than the adhesive layers 31 and 32, so that the interlayer film 3 has a step, and this step is formed. Therefore, when the interlayer film 3 is sandwiched between the glass plates 1 and 2, air may be contained and bubbles may be generated. Therefore, the thickness of the functional layer 33 is preferably set as described above.
- the functional layer 33 contracts appropriately due to heating at the time of bonding, but if the shrinkage rate is too large, functional problems occur (distortion of the HUD image and distortion).
- the shrinkage rate can be measured as follows. First, the film having the functional layer 33 is marked at intervals of 500 mm, the film is placed on the substrate without being fixed, held in an electric furnace kept at 130 ° C. for 30 minutes, and the distance between the marks is measured. The heat shrinkage rate is calculated by.
- the heat shrinkage rate of the functional layer 33 described above is that before the production of the windshield, but even after the windshield is produced as described later, for example, the functional layer 33 obtained by disassembling the windshield is obtained. However, it is preferable that the product shrinks under the above conditions.
- the thicknesses of the adhesive layers 31 and 32 and the functional layer 33 can be measured as follows, for example. First, the cross section of the windshield is magnified 175 times and displayed by a microscope (for example, VH-5500 manufactured by KEYENCE CORPORATION). Then, the thicknesses of the adhesive layers 31 and 32 and the functional layer 33 are visually specified and measured. At this time, in order to eliminate visual variations, the number of measurements is set to 5, and the average value is taken as the thickness of each of the adhesive layers 31, 32 and the functional layer 33.
- each of the adhesive layers 31 and 32 is the same as that of the outer glass plate 1 and the inner glass plate 2, but the size of the functional layer 33 may be the same as or smaller than that of both the adhesive layers 31 and 32. You can also do it.
- the peripheral edge of the functional layer 33 is located inside the peripheral edge of the inner glass plate 2, it is preferable that the peripheral edge of the functional layer 33 is arranged 10 mm or more inward from the peripheral edge of the inner glass plate 2. This is to prevent water from entering from the edge of the interlayer film 3 when wrinkles are formed on the edge of the functional layer 33, as will be described later.
- the rear glass according to the present embodiment is curved so as to be convex to the outside of the vehicle. That is, both the outer glass plate 1 and the inner glass plate 2 having different shapes are curved.
- the radius of curvature of the portion of the outer glass plate 1 and the inner glass plate 2 sandwiching the interlayer film 3 (hereinafter referred to as the facing region) has the following relationship, It has been found that no wrinkles are formed in the interlayer film 3 including the functional layer 33 between the two glass plates 1 and 2.
- Curvature index Z 1 / Rx * 1 / Ry * 10 -6 (1) Curvature index Z ⁇ 2.4 (2) However, Rx is the radius of curvature in the horizontal direction of the facing region, and Ry is the radius of curvature in the vertical direction of the facing region.
- Rx is preferably 200 to 200,000 mm, and Ry is preferably 1,700 to 5,000 mm. Further, the curvature index Z is more preferably 1.3 or less, whereby the interlayer film 3 can be arranged between the two glass plates 1 and 2 without wrinkles, and bubbles are less likely to be generated.
- the method for producing the rear glass according to the present embodiment is not particularly limited, and a known method for producing a laminated glass can be adopted.
- This method is not particularly limited, but can be performed by, for example, a known press molding.
- the molding die is passed through a heating furnace to be heated. As a result, the outer glass plate 1 can be curved by its own weight.
- the inner glass plate 2 is manufactured.
- the inner glass plate 2 formed in a predetermined shape is formed into a curved shape by press molding or bending molding by its own weight.
- the interlayer film 3 is sandwiched between the outer glass plate 1 and the inner glass plate 2, placed in a rubber bag, and pre-bonded at about 70 to 110 ° C. while sucking under reduced pressure.
- the interlayer film 3 may have the same shape as the inner glass plate 2 or a slightly larger shape.
- Other methods can be used for the pre-adhesion.
- the interlayer film 3 is sandwiched between the outer glass plate 1 and the inner glass plate 2 and heated in an oven at 45 to 65 ° C. Subsequently, the rear glass is pressed by a roll at 0.45 to 0.55 MPa. Next, the rear glass is heated again in the oven at 80 to 105 ° C. and then pressed again with a roll at 0.45 to 0.55 MPa. In this way, the pre-adhesion is completed.
- the pre-bonded laminated glass is main-bonded by an autoclave at 8 to 15 atm and 100 to 150 ° C. Specifically, the main bonding can be performed at 14 atm and 145 ° C. In this way, the rear glass according to the present embodiment is completed. Then, if necessary, a harness 338 or the like is attached.
- the following effects can be obtained.
- the inner glass plate 2 is smaller than the outer glass plate 1, that is, since these glass plates 1 and 2 are both curved but have different shapes, it is difficult to match the curvatures. (So-called deterioration of pairing), when these are combined, wrinkles may occur in the interlayer film 3 sandwiched between them. As a result, air may be mixed in to generate bubbles, or the edge of the inner glass plate 2 may be separated from the outer glass plate 1 and opened. Therefore, in the laminated glass according to the present embodiment, the inner glass plate 2 is arranged inside the peripheral edge of the outer glass plate 1 while avoiding the vicinity of the peripheral edge of the outer glass plate 1 having a large curvature. Therefore, it is possible to prevent the interlayer film 3 from being wrinkled or being mixed with air to generate bubbles.
- the above formulas (1) and (2) are satisfied in the facing region where the two glass plates 1 and 2 are overlapped, the occurrence of wrinkles in the interlayer film 3 can be suppressed. That is, when the outer glass plate 1 and the inner glass plate 2 face each other in a region where the curvature is small, it is possible to suppress the formation of wrinkles in the interlayer film 3 between them.
- the size and shape of the inner glass plate 2 are not particularly limited.
- the inner glass plate 2 is arranged inside the peripheral edge of the outer glass plate 1.
- a part of the peripheral edge of the inner glass plate 2 is the outer glass plate 1. It may coincide with the periphery of. That is, the peripheral edge of the outer glass plate 1 may coincide with the peripheral edge of the inner glass plate 2 as long as the portion has a small curvature.
- the functional layer 33 of the interlayer film 3 does not have to be arranged over the entire inner glass plate 2.
- the functional layer 33 may be arranged in a part of the inner glass plate 2, or as shown in FIG. 4B, the functional layer 33 is composed of a plurality of sheet materials. , These may be arranged with a gap.
- the functional layer 33 may be formed by stacking a plurality of functional films.
- the light control film and the heat shield film may be laminated, and it is preferable to install an intermediate layer such as an adhesive layer between them.
- the laminated glass of the present invention can be applied to the rear quarter glass and the side glass in addition to the rear glass as described above.
- it may be a side glass as shown in FIGS. 5 and 6.
- the side glass includes an outer glass plate 1, an inner glass plate 2, and an interlayer film 3 arranged between the glass plates 1 and 2. Further, a shielding layer 4 that shields the transmission of light from the outside of the vehicle is laminated on the outer glass plate 1.
- the materials of the outer glass plate 1, the inner glass plate 2, and the interlayer film 3 can be the same as those shown in the above embodiment. These will be described below.
- the outer glass plate 1 is formed in a rectangular shape that is long in the horizontal direction. More specifically, the outer glass plate 1 has an upper side 11 and a lower side 12 extending in the horizontal direction, a front side 13 connecting the front ends of the upper side 11 and the lower side 12, and a rear side connecting the rear ends of the upper side 11 and the lower side 12. It has an outer shape composed of 14 and 14. The front side 13 and the rear side 14 are inclined so as to extend slightly backward as they go downward. Further, the lower side 12 has a horizontal first portion 121 and a second portion 122 extending so as to incline upward from the rear end of the first portion 121 toward the rear. Therefore, the upper end of the rear side 14 is at the same height as the front side 13, but the lower end is at a position slightly higher than the front side 13, and is formed shorter than the front side 13 as a whole.
- the shielding layer 4 is formed of a dark ceramic such as black, and is laminated on the inner surface of the outer glass plate 1 of the vehicle.
- the region where the shielding layer 4 is laminated may be referred to as a shielding region.
- a rectangular window region 5 in which the shielding layer 4 is not laminated is formed above the first portion 121 of the lower side 12, and the shielding layer 4 has four regions 41 to 44 surrounding the window region 5. have.
- the ceramic constituting the shielding layer 4 can have the following composition, for example. * 1, Main component: Copper oxide, Chromium oxide, Iron oxide and Manganese oxide * 2, Main component: Bismuth borosilicate, Zinc borosilicate
- Ceramic can be formed by a screen printing method, but in addition to this, it can also be produced by transferring a firing transfer film to the outer glass plate 1 and firing.
- screen printing for example, polyester screen: 355 mesh, coat thickness: 20 ⁇ m, tension: 20 Nm, squeegee hardness: 80 degrees, mounting angle: 75 °, printing speed: 300 mm / s can be set, and a drying furnace.
- the ceramic can be formed by drying at 150 ° C. for 10 minutes.
- the shielding layer 4 can be formed of other materials as well as by laminating ceramics. It can also be formed by attaching a dark resin shielding film.
- the inner glass plate 2 is arranged so as to cover the window area 5 on the inner surface of the vehicle of the outer glass plate 1. Further, the inner glass plate 2 has an upper side 21, a front side 23, and a lower side 22 along the first portion 121 of the upper side 11, the front side 13, and the lower side 12 of the outer glass plate 1, respectively, and further, the upper side 21 It has a rear side 24 that connects the rear end and the rear end of the lower side 22.
- the rear side 24 has a first portion 141 extending upward from the vicinity of the connecting portion between the first portion 121 and the second portion 122 of the lower side 12 of the outer glass plate 1, and slightly upward from the upper end of the first portion 141. It has a second portion 142 that is inclined forward, and the upper end of the second portion 142 is connected to the rear end of the upper side 11.
- the upper side 21, the front side 23, and the lower side 22 of the inner glass plate 2 are located in the upper region 41, the front region 42, and the lower region 43 of the shielding layer 4, respectively, and these are located in the upper region 41, the front region 42, and the lower region 43, respectively. It is inside the frame member 6.
- the rear side 24 of the inner glass plate 2 is located in the rear region 44 of the shielding layer 4, but is located near the edge of the window region 5. Therefore, most of the rear region 44 is not covered by the inner glass plate 2 and is exposed.
- the outer glass plate 1 and the inner glass plate 2 are curved so as to be convex to the outside of the vehicle, similarly to the rear glass of the above embodiment. Therefore, by satisfying the above-mentioned equations (1) and (2), it can be arranged between the glass plates 1 and 2 of the interlayer film 3 in a wrinkle-free state. This point is the same even when the laminated glass of the present invention is applied to the rear quarter glass.
- the shielding layer 4 provided on the side glass can also be provided on the rear glass or the rear quarter glass.
- the shape of the shielding layer is not particularly limited. For example, it may be arranged so as to cover the peripheral edge of the inner glass plate 1 so as to hide the electrodes provided on the interlayer film 3. Further, an opening for an in-vehicle camera and a sensor can be formed in the shielding layer 4.
- an inner panel made of a resin material such as polycarbonate can be provided instead of the inner glass plate 2, for example, an inner panel made of a resin material such as polycarbonate can be provided. In this way, the laminated glass can be made lighter.
- the outer glass plate (thickness 2 mm) shown in FIG. 7 was prepared.
- the numerical value shown in FIG. 7 indicates Rx, which is the radius of curvature in the horizontal direction of the inner surface of the vehicle. Therefore, this outer glass plate is composed of a combination of a plurality of radii of curvature.
- the unit of the numerical value in FIG. 7 is mm, and the radius of curvature changes substantially symmetrically.
- FIG. 8 shows the distribution of the curvature index Z on the inner surface of the outer glass plate of FIG. 7.
- wrinkles occur when an interlayer film having a thickness of 0.76 mm and a heat shrinkage rate of 1% is attached to the inner surface of the outer glass plate and sandwiched between the inner glass plates (thickness: 1.5 mm). I examined whether or not. As a result, it was found that wrinkles did not occur in the region where the curvature index Z was 2.4 or less. Further, when the radius of curvature Rx and Ry were also examined, it was found that wrinkles were generated in the region where Rx was 190 mm, and wrinkles were not generated in the region where Rx was 200 mm. Therefore, Rx is preferably 200 mm or more. Similarly, it was found that wrinkles were formed in the region where Ry was 1660 mm, and no wrinkles were formed in the region where Ry was 1787 mm. Therefore, it was found that Ry is preferably 1700 mm or more.
- FIG. 9 shows the distribution of the curvature index on the outer glass plate of the side glass.
- the curvature index was 1.3 or less in all regions.
- the same interlayer film as above was attached to this outer glass plate, but no wrinkles were generated in the interlayer film. It is considered that the generation of wrinkles in the interlayer film is easily affected by the heat shrinkage rate, but in the test using the glass plate as described above, the same result was obtained even with the interlayer film having the heat shrinkage rate of about 4%. Was done.
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Nonlinear Science (AREA)
- Chemical & Material Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mathematical Physics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Dispersion Chemistry (AREA)
- Joining Of Glass To Other Materials (AREA)
- Laminated Bodies (AREA)
Abstract
本発明に係る合わせガラスは、湾曲した外側ガラス板と、前記外側ガラス板と対向配置され、前記外側ガラス板よりも小さい、湾曲した内側パネルと、前記外側ガラス板と内側パネルとの間に配置され、機能層を含む中間膜と、を備え、前記内側パネルの少なくとも一部は、前記外側ガラス板の周縁よりも内側に配置されている。
Description
本発明は、自動車用の合わせガラスに関する。
近年、ウインドシールドを除く、サイドガラス等の自動車用ガラスを合わせガラスによって構成することが提案されている(例えば、特許文献1)。
しかしながら、合わせガラスは、湾曲した2枚のガラス板を用いるものであるため、これらを合わせる際に、間に挟まれた中間膜に皺が発生したり、空気が混入し泡が生じるおそれがある。また、このような問題は、ガラス板だけでなく、例えば、湾曲した樹脂製のパネルを少なくとも1つ用いる場合でも生じ得る問題である。本発明は、上記問題を解決するためになされたものであり、湾曲した2枚のガラス板またはパネルを用いる場合、間に挟まれた中間膜に皺が生じたり、泡が混入するのを抑制することができる、自動車用の合わせガラスを提供することを目的とする。
項1.湾曲した外側ガラス板と、
前記外側ガラス板と対向配置され、前記外側ガラス板よりも小さい、湾曲した内側パネルと、
前記外側ガラス板と内側パネルとの間に配置され、機能層を含む中間膜と、
を備え、
前記内側パネルの少なくとも一部は、前記外側ガラス板の周縁よりも内側に配置されている、自動車用の合わせガラス。
前記外側ガラス板と対向配置され、前記外側ガラス板よりも小さい、湾曲した内側パネルと、
前記外側ガラス板と内側パネルとの間に配置され、機能層を含む中間膜と、
を備え、
前記内側パネルの少なくとも一部は、前記外側ガラス板の周縁よりも内側に配置されている、自動車用の合わせガラス。
項2.前記外側ガラス板において前記内側ガラス板と対向する対向領域の水平方向の曲率半径をRx(mm)、前記外側ガラス板の上下方向の曲率半径をRy(mm)としたとき、1/Rx*1/Ry*10-6を曲率指標と規定すると、前記曲率指標が2.4以下である、項1に記載の自動車用の合わせガラス。
項3.前記対向領域における曲率指標が、1.3以下である、項2に記載の自動車用の合わせガラス。
項4.前記Rxが、200~200,000mmであり、
前記Ryが、1,700~5,000mmである、項2または3に記載の自動車用の合わせガラス。
前記Ryが、1,700~5,000mmである、項2または3に記載の自動車用の合わせガラス。
項5.自動車に取り付けられたとき、少なくとも1つの車外側へ湾曲する凸部を有している、項1から4のいずれかに記載の自動車用の合わせガラス。
項6.前記機能層は、調光フィルムである、項1から5のいずれかに記載の自動車用の合わせガラス。
項7.前記調光フィルムは、PDLCタイプまたはSPDタイプである、項6に記載の自動車用の合わせガラス。
項8.前記調光フィルムに電圧を印加するための端子が、前記内側ガラス板の下端部に配置されている、項6または7に記載の自動車用の合わせガラス。
項9.前記中間膜は、複数のシート材によって形成され、
前記複数のシート材は隙間を空けて配置されている、項1から8のいずれかに記載の自動車用の合わせガラス。
前記複数のシート材は隙間を空けて配置されている、項1から8のいずれかに記載の自動車用の合わせガラス。
項10.前記内側パネルは、ガラス板により形成されている、項1から9のいずれかに記載の自動車用の合わせガラス。
項11.前記外側ガラス板は、車外からの光を透過する窓領域と、前記窓領域を囲み、車外からの光の透過を遮蔽する遮蔽層が積層された遮蔽領域と、を備え、
前記窓領域を覆うように、前記内側パネルが取り付けられている、項1から10のいずれかに記載の自動車用の合わせガラス。
前記窓領域を覆うように、前記内側パネルが取り付けられている、項1から10のいずれかに記載の自動車用の合わせガラス。
項12.自動車のリアガラス、リアクォータガラス、またはサイドガラスである、項1から11のいずれかに記載の自動車用の合わせガラス。
項13.前記外側ガラス板の厚みは、1.6~4mmであり、
前記内側パネルの厚みは、0.3~2.3mmである、項1から12のいずれかに記載の自動車用の合わせガラス。
前記内側パネルの厚みは、0.3~2.3mmである、項1から12のいずれかに記載の自動車用の合わせガラス。
項14.前記中間膜は、一対の前記接着層を備え、
前記一対の接着層の間に、前記機能層が配置されている、項1から13のいずれかに記載の自動車用の合わせガラス。
前記一対の接着層の間に、前記機能層が配置されている、項1から13のいずれかに記載の自動車用の合わせガラス。
本発明に係る合わせガラスによれば、重量を低減することができる。
以下、本発明の自動車用の合わせガラスをリアガラスに適用した場合の実施形態について、図面を参照しつつ説明する。図1は本実施形態に係るリアガラスの平面図、図2は図1の断面図である。なお、説明の便宜のため、図1の上下方向を「上下」、「垂直」、「縦」と、図1の左右方向を「左右」と称することとする。
図1に示すように、本実施形態に係るリアガラスは、矩形状の外側ガラス板1と、この外側ガラス板1の車内側の面に対向配置される内側ガラス板2と、これら外側ガラス板1と内側ガラス板2との間に配置される中間膜3とを備えている。以下、各構成要素について説明する。
<1.外側ガラス板>
外側ガラス板1は、公知のガラス板を用いることができ、熱線吸収ガラス、一般的なクリアガラスやグリーンガラス、またはUVグリーンガラスで形成することもできる。但し、外側ガラス板1は、自動車が使用される国の安全規格に沿った可視光線透過率を実現する必要がある。例えば、外側ガラス板1により必要な日射吸収率を確保し、内側ガラス板2により可視光線透過率が安全規格を満たすように調整することができる。以下に、クリアガラス、熱線吸収ガラス、及びソーダ石灰系ガラスの一例を示す。
外側ガラス板1は、公知のガラス板を用いることができ、熱線吸収ガラス、一般的なクリアガラスやグリーンガラス、またはUVグリーンガラスで形成することもできる。但し、外側ガラス板1は、自動車が使用される国の安全規格に沿った可視光線透過率を実現する必要がある。例えば、外側ガラス板1により必要な日射吸収率を確保し、内側ガラス板2により可視光線透過率が安全規格を満たすように調整することができる。以下に、クリアガラス、熱線吸収ガラス、及びソーダ石灰系ガラスの一例を示す。
(クリアガラス)
SiO2:70~73質量%
Al2O3:0.6~2.4質量%
CaO:7~12質量%
MgO:1.0~4.5質量%
R2O:13~15質量%(Rはアルカリ金属)
Fe2O3に換算した全酸化鉄(T-Fe2O3):0.08~0.14質量%
SiO2:70~73質量%
Al2O3:0.6~2.4質量%
CaO:7~12質量%
MgO:1.0~4.5質量%
R2O:13~15質量%(Rはアルカリ金属)
Fe2O3に換算した全酸化鉄(T-Fe2O3):0.08~0.14質量%
(熱線吸収ガラス)
熱線吸収ガラスの組成は、例えば、クリアガラスの組成を基準として、Fe2O3に換算した全酸化鉄(T-Fe2O3)の比率を0.4~1.3質量%とし、CeO2の比率を0~2質量%とし、TiO2の比率を0~0.5質量%とし、ガラスの骨格成分(主に、SiO2やAl2O3)をT-Fe2O3、CeO2およびTiO2の増加分だけ減じた組成とすることができる。
熱線吸収ガラスの組成は、例えば、クリアガラスの組成を基準として、Fe2O3に換算した全酸化鉄(T-Fe2O3)の比率を0.4~1.3質量%とし、CeO2の比率を0~2質量%とし、TiO2の比率を0~0.5質量%とし、ガラスの骨格成分(主に、SiO2やAl2O3)をT-Fe2O3、CeO2およびTiO2の増加分だけ減じた組成とすることができる。
(ソーダ石灰系ガラス)
SiO2:65~80質量%
Al2O3:0~5質量%
CaO:5~15質量%
MgO:2質量%以上
NaO:10~18質量%
K2O:0~5質量%
MgO+CaO:5~15質量%
Na2O+K2O:10~20質量%
SO3:0.05~0.3質量%
B2O3:0~5質量%
Fe2O3に換算した全酸化鉄(T-Fe2O3):0.02~0.03質量%
SiO2:65~80質量%
Al2O3:0~5質量%
CaO:5~15質量%
MgO:2質量%以上
NaO:10~18質量%
K2O:0~5質量%
MgO+CaO:5~15質量%
Na2O+K2O:10~20質量%
SO3:0.05~0.3質量%
B2O3:0~5質量%
Fe2O3に換算した全酸化鉄(T-Fe2O3):0.02~0.03質量%
図1に示すように、外側ガラス板1は、上辺11、下辺12、一対の側辺13を有する略矩形状に形成されている。各側辺13は、上辺11の両端から下方にいくにしたがって両側に広がるように延びる第1部位131と、この第1部位131の下端から外側ガラス板1の左右方向の中心側に向かうように斜め下方に延びる第2部位132と、で構成されている。そして、両第2部位132の下端同士を繋ぐように、下辺12が概ね水平方向に延びている。また、下辺12は、上辺11よりもやや短く形成されている。
図2に示すように、外側ガラス板1は、下辺12の両端よりも水平方向に外側に位置する一対の側部領域101と、これら側部領域101の間に配置される中央領域102と、を備えている。中央領域102は、車外側へ向かって凸となるように上下方向及び水平方向に沿って三次元的に湾曲している。また、側部領域101も同様に、上下方向及び水平方向に沿って三次元的に湾曲しているが、特に、中央領域102よりも水平方向の曲率半径が小さくなっている。
外側ガラス板1は、主として、外部からの障害に対する耐久性、耐衝撃性が必要であり、自動車のウインドシールドとしては、小石などの飛来物に対する耐衝撃性能が必要である。他方、厚みが大きいほど重量が増し好ましくない。この観点から、外側ガラス板1の厚みは1.6~4.0mmとすることが好ましく、1.8~2.8mmとすることがさらに好ましく、1.8~2.3mmとすることが特に好ましい。何れの厚みを採用するかは、ガラスの用途に応じて決定することができる。
<2.内側ガラス板>
内側ガラス板2は、外側ガラス板1よりも小さい矩形状に形成され、外側ガラス板1の中央領域102の内側の面と対向するように配置される。より詳細には、内側ガラス板2は、上辺21、下辺22、及び一対の側辺23を有しており、4つの角部は円弧状に形成されている。また、下辺23には矩形状の切り欠き231が形成されている。
内側ガラス板2は、外側ガラス板1よりも小さい矩形状に形成され、外側ガラス板1の中央領域102の内側の面と対向するように配置される。より詳細には、内側ガラス板2は、上辺21、下辺22、及び一対の側辺23を有しており、4つの角部は円弧状に形成されている。また、下辺23には矩形状の切り欠き231が形成されている。
図2に示すように、内側ガラス板2は、外側ガラス板1の中央領域102に沿うように湾曲している。すなわち、内側ガラス板2の外面と、外側ガラス板1の中央領域102の内面は、概ね同じ形状となるように車外側へ凸となるように湾曲しており、これらの間に後述する中間膜3が配置されている。
内側ガラス板2の厚みは、外側ガラス板1と同等にすることができるが、例えば、合わせガラスの軽量化のため、外側ガラス板1よりも厚みを小さくすることができる。具体的には、ガラスの強度を考慮すると、0.3~2.3mmであることが好ましく、0.8~2.0mmであることが好ましく、1.0~1.6mmであることが特に好ましい。また、内側ガラス板2は、外側ガラス板1と同様の材料で形成することができる。
また、このリアガラスは、後に詳述するように車外側に凸となるように湾曲しているが、その場合の厚みの測定位置は、合わせガラスの左右方向の中央を上下方向に延びる中央線の上下2箇所である。測定機器は、特には限定されないが、例えば、株式会社テクロック製のSM-112のようなシックネスゲージを用いることができる。測定時には、平らな面に合わせガラスの湾曲面が載るように配置し、上記シックネスゲージで合わせガラスの端部を挟持して測定する。
<3.中間膜>
図2に示すように、中間膜3は、内側ガラス板2と同じ大きさに形成されており、外側ガラス板1に接着される透明の第1接着層31と、内側ガラス板2に接着される透明の第2接着層32と、これら両接着層31,32の間に配置される透明の機能層33と、を備えている。
図2に示すように、中間膜3は、内側ガラス板2と同じ大きさに形成されており、外側ガラス板1に接着される透明の第1接着層31と、内側ガラス板2に接着される透明の第2接着層32と、これら両接着層31,32の間に配置される透明の機能層33と、を備えている。
第1接着層31及び第2接着層32は、融着により各ガラス板1,2に接着されるものであれば、特には限定されないが、例えば、ポリビニルブチラール樹脂(PVB)、エチレンビニルアセテート樹脂(EVA)などによって形成することができる。一般に、ポリビニルアセタール樹脂の硬度は、(a)出発物質であるポリビニルアルコールの重合度、(b)アセタール化度、(c)可塑剤の種類、(d)可塑剤の添加割合などにより制御することができる。
各ガラス板1,2への接着前の第1接着層31及び第2接着層32には、機能層33と接着する際、あるいは各ガラス板1,2と接着する際に、空気を容易に押し出すために、その表面にエンボス加工を行うことがある。
第1接着層31及び第2接着層32の厚みは、特には限定されないが、例えば、0.05~2.0mmであることが好ましく、0.1~1.0mmであることがさらに好ましく、0.1~0.4mmであることが特に好ましい。但し、両接着層31,32の厚みは同じであっても、相違していてもよい。また、各接着層31,32にエンボスが形成される場合には、エンボスの深さを考慮して、厚みを設定する必要がある。
また、両接着層31,32の厚みの合計は、0.76mm以上であることが好ましい。これは、ウインドシールドにおいて、例えば、JIS R3211,R3212で規定するような耐貫通性能等を確保するためである。また、機能層33を、積層した複数のフィルムで構成することもできる。その際は、接着層31,32を3層以上使用することもある。この場合も、接着層31,32の合計厚みの合計は0.76mm以上であることが好ましい。
機能層33としては、用途に応じて、種々の機能を有するフィルムを用いることができる。例えば、公知の遮熱フィルム、発熱フィルム、投影フィルム、発光フィルム、アンテナ用フィルム、調光フィルムなどを用いることができる。また、これらのうちの複数を積層し、機能層33とすることもできる。
遮熱フィルムは、車内の温度上昇を抑制するため、赤外線を反射する公知の赤外線反射フィルムを採用したり、あるいは吸収するように構成されたフィルムを採用することができる。このような遮熱フィルムは、中間膜3の厚み方向において、外側ガラス板1側に配置されることが好ましい。すなわち、第1接着層31を第2接着層32よりも薄くすればよい。また、このように機能層33を遮熱フィルムとするほか、遮熱機能を持たせるには、例えば、第1接着層31及び第2接着層32の少なくとも1つを遮熱性のPVBで形成することもできる。
発熱フィルムは、曇りを除去したり、解氷するためのものであり、電圧を印加することにより熱を発するものである。このような発熱フィルムは、例えば、複数の細線を基材フィルムにより支持したものや、薄い透明導電膜を基材に成膜したものなどが使用できる。基材フィルムは、透明のフィルムであればよく、その材料は特に限定されるものではないが、例えば、ポリエチレンテレフタレート、ポリエチレン、ポリメチルメタクリレート、ポリ塩化ビニル、ポリエステル、ポリオレフィン、ポリカーボネート、ポリスチレン、ポリプロピレン、ナイロン等で形成することができる。
投影フィルムは、ヘッドアップディスプレイ装置(以下、HUDという)から照射される光によって情報が投影されるものである。投影フィルムは、例えば、両接着層31,32とは屈折率が相違し、光を反射するフィルムであれば、特には限定されないが、例えば、偏光を制御できるフィルムであって、p偏光反射フィルム、ホログラムフィルム、散乱反射系の透明スクリーン、散乱透過系の透明スクリーン、散乱反射系の調光フィルム、散乱透過系の調光フィルム、HUD用の増反射フィルムとすることができるム。投影フィルムの大きさは特には限定されないが、情報が投影される領域よりも大きいことが好ましい。
発光フィルムは、LED等が内蔵され、所定の文字、図形などを示す光が発光されるものである。
アンテナ用フィルムは、発熱フィルムと同様に、上述した基材フィルムにFM,AM,DTV,DAB等のアンテナを配置したフィルムである。
調光フィルムは、種々のものが提案されているが、例えば、通電の有無によってフィルムのヘイズ率を制御し、透明状態と不透明状態を作り出すものとすることができる。すなわち、プライバシー性を付与することが可能な機能性フィルムである。例えば、液晶を利用したPDLC(Polymer Dispersed Liquid Crystal)タイプやSPD(Suspended Particle Device)タイプ、エレクトロクロミックタイプ、サーモクロミックタイプなど、公知のものを用いることができる。例えば、PDLCタイプの調光フィルムは、液晶層と、この液晶層を挟む一対の透明導電膜と、各透明導電膜の外面に配置されるPETフィルムとで構成することができる。液晶層は、透明なポリマーフィルム及び液晶が封入されることによって形成された液晶カプセルを有している。そして、例えば、PDLCタイプの液晶調光フィルムには、図1に示すように、内側ガラス板2の切り欠き221から下辺22及び一方の側辺23に沿って延びる一対のL字状の電極335が取り付けられている。また、内側ガラス板2の切り欠き231には、車内の電源に接続される一対のハーネス338が取り付けられており、各ハーネス338に、切り欠き231から露出する電極335がそれぞれ接続されている。そして、ハーネス338、各電極335、及び透明導電膜を介して液晶層に電圧が印加されると、調光が行われ、例えば、調光フィルムが不透明になる。なお、電極335の形態は特には限定されず、適宜変更可能である。また、ハーネス338を取り付ける位置も特には限定されない。したがって、内側ガラス板2に形成される切り欠き221の位置は、ハーネスの取り付け位置によって適宜変更することができる。あるいは、切り欠きを設けず、ハーネスを電極335に取り付けることもできる。
なお、以上は機能層33の例であり、これらに限定されるものではない。
以上のような機能層33を構成するフィルムの厚みは、特には、限定されないが、例えば、0.01~2.0mmとすることが好ましく、0.03~0.6mmであることがさらに好ましい。このように、フィルムの周縁の端面の厚みの上限は、2.0mmであることが好ましい。機能層は、中間膜の全体に亘って配置されてもよいし、中間膜の一部に配置されてもよい。例えば、中間膜の一部に機能層が配置される場合、フィルムの端面の厚みが大きいと、機能層33は両接着層31,32よりも小さいため、中間膜3に段差が生じ、この段差によって、中間膜3を両ガラス板1,2の間に挟んだときに、空気が含まれ、泡が生じるおそれがある。したがって、機能層33の厚みは、上記のように設定することが好ましい。
機能層33の皺発生を防止するため、機能層33は貼り合せ時の加熱によって適度に収縮することが好ましいが、その収縮率が大きすぎると機能性に不具合が生じるため(HUD像の歪みや調光性能の低下)、例えば、130℃で30分間加熱したときに、4%以下であることが好ましい。特に、機能層33として、調光フィルムを用いる場合には、130℃で30分間加熱したときに、1%以下であることが好ましい。熱収縮率の測定は、次のように行うことができる。まず、機能層33を有するフィルムに500mm間隔で印を付け、このフィルムを基板上に固定せずに載せ、130℃に保温した電気炉に30分保持し、印の間隔の距離を測定することによって、熱収縮率を算出する。
また、上述した機能層33の熱収縮率は、ウインドシールドの製造前のものであるが、後述するようにウインドシールドを製造した後にも、例えば、ウインドシールドを分解して得られた機能層33が、上記条件下で収縮するものであることが好ましい。
なお、各接着層31,32及び機能層33の厚みは、例えば、以下のように測定することができる。まず、マイクロスコープ(例えば、キーエンス社製VH-5500)によってウインドシールドの断面を175倍に拡大して表示する。そして、各接着層31,32及び機能層33の厚みを目視により特定し、これを測定する。このとき、目視によるばらつきを排除するため、測定回数を5回とし、その平均値を各接着層31,32及び機能層33の厚みとする。
各接着層31,32の大きさは、外側ガラス板1及び内側ガラス板2と同じであるが、機能層33の大きさは、両接着層31,32と同じであってもよいし、小さくすることもできる。例えば、機能層33の周縁が、内側ガラス板2の周縁よりも内側に位置する場合には、機能層33の周縁が、内側ガラス板2の周縁から10mm以上内側に配置されることが好ましい。これは、後述するように、機能層33の縁部に皺が生じると、中間膜3の縁部から水分が侵入するおそれがあるため、これを防止するためである。
<3.ガラス板の湾曲と中間膜との関係>
上記のように、本実施形態に係るリアガラスは、車外側に凸となるように湾曲している。すなわち、形状の異なる外側ガラス板1と内側ガラス板2がともに湾曲している。ここで、本発明者が検討したところによると、外側ガラス板1及び内側ガラス板2において中間膜3を挟んでいる部分(以下、対向領域という)の曲率半径が以下の関係の場合には、両ガラス板1,2の間で、機能層33を含む中間膜3に皺が生じないことを見出した。
曲率指標Z=1/Rx*1/Ry*10-6 (1)
曲率指標Z≦2.4 (2)
但し、Rxは対向領域の水平方向の曲率半径、Ryは対向領域の上下方向の曲率半径である。
上記のように、本実施形態に係るリアガラスは、車外側に凸となるように湾曲している。すなわち、形状の異なる外側ガラス板1と内側ガラス板2がともに湾曲している。ここで、本発明者が検討したところによると、外側ガラス板1及び内側ガラス板2において中間膜3を挟んでいる部分(以下、対向領域という)の曲率半径が以下の関係の場合には、両ガラス板1,2の間で、機能層33を含む中間膜3に皺が生じないことを見出した。
曲率指標Z=1/Rx*1/Ry*10-6 (1)
曲率指標Z≦2.4 (2)
但し、Rxは対向領域の水平方向の曲率半径、Ryは対向領域の上下方向の曲率半径である。
なお、Rxは、200~200,000mmであることが好ましく、Ryは1,700~5,000mmであることが好ましい。また、曲率指標Zは、1.3以下であることがさらに好ましく、これにより、中間膜3を皺なく、両ガラス板1,2の間に配置できるとともに、泡が生じにくい。
<4.リアガラスの製造方法>
本実施形態に係るリアガラスの製造方法は、特に限定されず、公知の合わせガラスの製造方法を採用することができる。まず、外側ガラス板1が湾曲するように曲げ加工を行う。この方法は、特には限定されないが、例えば、公知のプレス成形により行うことができる。あるいは、成形型上に外側ガラス板1を配置した後、この成形型を加熱炉を通過させて加熱する。これによって、外側ガラス板1を自重により湾曲させることができる。
本実施形態に係るリアガラスの製造方法は、特に限定されず、公知の合わせガラスの製造方法を採用することができる。まず、外側ガラス板1が湾曲するように曲げ加工を行う。この方法は、特には限定されないが、例えば、公知のプレス成形により行うことができる。あるいは、成形型上に外側ガラス板1を配置した後、この成形型を加熱炉を通過させて加熱する。これによって、外側ガラス板1を自重により湾曲させることができる。
次に、内側ガラス板2を製造する。まず、所定の形状に形成された内側ガラス板2に対し、プレス成形あるいは自重による曲げ成形により湾曲した形状を形成する。但し、曲げ加工を行わないこともできる。これは、外側ガラス板1は湾曲しているものの、中央領域102では、曲率半径が大きいため、薄い内側ガラス板2であれば、個別に曲げ加工を行わなくても、後述するように、外側ガラス板1に接着することで、外側ガラス板1の湾曲に沿わせることができるからである。
次に、中間膜3を外側ガラス板1及び内側ガラス板2の間に挟み、これをゴムバッグに入れ、減圧吸引しながら約70~110℃で予備接着する。このとき、中間膜3は、内側ガラス板2と同じ形状か、あるいはやや大きい形状とすることができる。予備接着は、これ以外の方法を用いることもできる。例えば、中間膜3を外側ガラス板1及び内側ガラス板2の間に挟み、オーブンにより45~65℃で加熱する。続いて、このリアガラスを0.45~0.55MPaでロールにより押圧する。次に、このリアガラスを、再度オーブンにより80~105℃で加熱した後、0.45~0.55MPaでロールにより再度押圧する。こうして、予備接着が完了する。
次に、本接着を行う。予備接着がなされた合わせガラスを、オートクレーブにより、8~15気圧で、100~150℃によって、本接着を行う。具体的には、14気圧で145℃の条件で本接着を行うことができる。こうして、本実施形態に係るリアガラスが完成する。その後、必要に応じて、ハーネス338等を取り付ける。
<5.特徴>
以上のように、本実施形態によれば、以下の効果を得ることができる。
(i) 内側ガラス板2が外側ガラス板1よりも小さいため、つまり、これらのガラス板1,2は両者とも湾曲しているにもかかわらず、形状が異なるため、湾曲を一致させることが難しく(いわゆるペア性の低下)、これらを合わせたときには間に挟まれる中間膜3に皺が生じるおそれがある。その結果、空気が混入して泡が発生したり、あるいは内側ガラス板2の縁部が外側ガラス板1から離間して開いてしまう可能性もある。そのため、本実施形態に係る合わせガラスでは、湾曲の大きい外側ガラス板1の周縁付近を避け、内側ガラス板2を、外側ガラス板1の周縁よりも内側に配置している。そのため、中間膜3に皺が生じたり、空気が混入して泡が発生するのを抑制することができる。
以上のように、本実施形態によれば、以下の効果を得ることができる。
(i) 内側ガラス板2が外側ガラス板1よりも小さいため、つまり、これらのガラス板1,2は両者とも湾曲しているにもかかわらず、形状が異なるため、湾曲を一致させることが難しく(いわゆるペア性の低下)、これらを合わせたときには間に挟まれる中間膜3に皺が生じるおそれがある。その結果、空気が混入して泡が発生したり、あるいは内側ガラス板2の縁部が外側ガラス板1から離間して開いてしまう可能性もある。そのため、本実施形態に係る合わせガラスでは、湾曲の大きい外側ガラス板1の周縁付近を避け、内側ガラス板2を、外側ガラス板1の周縁よりも内側に配置している。そのため、中間膜3に皺が生じたり、空気が混入して泡が発生するのを抑制することができる。
特に、2つのガラス板1,2が重ねられている対向領域について、上記式(1)及び式(2)を充足すると、中間膜3の皺の発生を抑制することができる。すなわち、湾曲が小さい領域において外側ガラス板1と内側ガラス板2とを対向させると、その間の中間膜3に皺が生じるのを抑制することができる。
(ii) 内側ガラス板2が外側ガラス板1よりも小さいため、合わせガラスの軽量化を図ることができる。
<6.変形例>
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、その趣旨を逸脱しない限りにおいて、種々の変更が可能である。なお、以下の変形例は適宜組み合わせることができる。
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、その趣旨を逸脱しない限りにおいて、種々の変更が可能である。なお、以下の変形例は適宜組み合わせることができる。
<6-1>
内側ガラス板2の大きさ、形状は特には限定されない。上記実施形態では、内側ガラス板2が外側ガラス板1の周縁よりも内側に配置されているが、例えば、図3に示すように、内側ガラス板2の周縁の一部が、外側ガラス板1の周縁と一致していてもよい。すなわち、外側ガラス板1の周縁において、湾曲の小さい部分であれば、内側ガラス板2の周縁
と一致していてもよい。
内側ガラス板2の大きさ、形状は特には限定されない。上記実施形態では、内側ガラス板2が外側ガラス板1の周縁よりも内側に配置されているが、例えば、図3に示すように、内側ガラス板2の周縁の一部が、外側ガラス板1の周縁と一致していてもよい。すなわち、外側ガラス板1の周縁において、湾曲の小さい部分であれば、内側ガラス板2の周縁
と一致していてもよい。
<6-2>
中間膜3の機能層33は、内側ガラス板2の全体に亘って配置されていなくてもよい。例えば、図4(a)に示すように、内側ガラス板2の一部に配置されていてもよいし、あるいは図4(b)に示すように、機能層33を複数のシート材で構成し、これらを隙間をあけて配置してもよい。また、機能層33は、複数の機能性フィルムを重ねて作製してもよい。例えば、調光フィルムと遮熱フィルムを重ねてよく、その間には、接着層のような中間層を設置するのが好ましい。
中間膜3の機能層33は、内側ガラス板2の全体に亘って配置されていなくてもよい。例えば、図4(a)に示すように、内側ガラス板2の一部に配置されていてもよいし、あるいは図4(b)に示すように、機能層33を複数のシート材で構成し、これらを隙間をあけて配置してもよい。また、機能層33は、複数の機能性フィルムを重ねて作製してもよい。例えば、調光フィルムと遮熱フィルムを重ねてよく、その間には、接着層のような中間層を設置するのが好ましい。
<6-3>
本発明の合わせガラスは、上記のようなリアガラスのほか、リアクォータガラス、サイドガラスに適用することもできる。例えば、図5及び図6に示すようなサイドガラスであってもよい。
本発明の合わせガラスは、上記のようなリアガラスのほか、リアクォータガラス、サイドガラスに適用することもできる。例えば、図5及び図6に示すようなサイドガラスであってもよい。
図5及び図6に示すように、このサイドガラスは、外側ガラス板1と、内側ガラス板2と、これらのガラス板1,2の間に配置される中間膜3と、を備えている。また、外側ガラス板1には、車外からの光の透過を遮蔽する遮蔽層4が積層されている。外側ガラス板1、内側ガラス板2、中間膜3の材料は、上記実施形態で示したのと同じにすることができる。以下、これらについて説明する。
外側ガラス板1は、水平方向に長い矩形状に形成されている。より詳細には、外側ガラス板1は、水平方向に延びる上辺11及び下辺12と、上辺11及び下辺12の前端同士を結ぶ前辺13と、上辺11及び下辺12の後端同士を結ぶ後辺14と、で構成された外形を有している。前辺13及び後辺14は下方にいくにしたがってやや後方に延びるように傾斜している。また、下辺12は、水平な第1部位121と、第1部位121の後端から後方にいくにしたがって上方に傾斜するように延びる第2部位122とを有している。したがって、後辺14の上端は、前辺13と同じ高さであるが、下端は前辺13よりもやや高い位置にあり、全体として前辺13よりも短く形成されている。
次に、遮蔽層4について説明する。遮蔽層4は、黒などの濃色のセラミックにより形成され、外側ガラス板1の車内側の面に積層されている。以下では、外側ガラス板1において、遮蔽層4が積層されている領域を遮蔽領域ということがある。但し、下辺12の第1部位121の上方には、遮蔽層4が積層されていない矩形状の窓領域5が形成されており、遮蔽層4は、窓領域5を囲む4つの領域41~44を有している。すなわち、窓領域5の上側において外側ガラス板1の上辺11に沿う上側領域41、窓領域5の前側において外側ガラス板1の前辺13に沿う前側領域42、窓領域5の下側において外側ガラス板1の下辺12の第1部位121に沿う下側領域43、及び窓領域5よりも後方全体に積層された後側領域44を有しており、これらが一体化されている。
遮蔽層4を構成するセラミックは、例えば、以下の組成とすることができる。

*1,主成分:酸化銅、酸化クロム、酸化鉄及び酸化マンガン
*2,主成分:ホウケイ酸ビスマス、ホウケイ酸亜鉛
*2,主成分:ホウケイ酸ビスマス、ホウケイ酸亜鉛
セラミックは、スクリーン印刷法により形成することができるが、これ以外に、焼成用転写フィルムを外側ガラス板1に転写し焼成することにより作製することも可能である。スクリーン印刷を採用する場合、例えば、ポリエステルスクリーン:355メッシュ,コート厚み:20μm,テンション:20Nm,スキージ硬度:80度,取り付け角度:75°,印刷速度:300mm/sとすることができ、乾燥炉にて150℃、10分の乾燥により、セラミックを形成することができる。
遮蔽層4は、セラミックを積層するほか、他の材料により形成することもできる。また、濃色の樹脂製の遮蔽フィルムを貼り付けることで形成することもできる。
内側ガラス板2は、外側ガラス板1の車内側の面において、窓領域5を覆うように配置される。また、内側ガラス板2は、外側ガラス板1の上辺11、前辺13、及び下辺12の第1部位121に、それぞれ沿う上辺21、前辺23、及び下辺22を有し、さらに上辺21の後端と下辺22の後端とを結ぶ後辺24を有している。後辺24は、外側ガラス板1の下辺12の第1部位121と第2部位122との連結部分付近から上方へ延びる第1部位141と、第1部位141の上端から上方にいくにしたがってやや前方に傾斜する第2部位142とを有しており、第2部位142の上端が上辺11の後端に連結されている。
より詳細に説明すると、内側ガラス板2の上辺21、前辺23、及び下辺22は、遮蔽層4の上側領域41、前側領域42、及び下側領域43にそれぞれ位置しており、これらは、枠部材6よりも内側にある。また、内側ガラス板2の後辺24は、遮蔽層4の後側領域44内にあるが、窓領域5の端縁に近い位置にある。したがって、後側領域44の大半は、内側ガラス板2には覆われず、露出している。
なお、外側ガラス板1及び内側ガラス板2は、上記実施形態のリアガラスと同様に、車外側へ凸となるように湾曲している。そのため、上述した式(1)(2)を充足することで、皺のない状態で、中間膜3の両ガラス板1,2の間に配置することができる。この点は、本発明の合わせガラスをリアクォータガラスに適用した場合でも同じである。
<6-4>
サイドガラスに設けた遮蔽層4は、リアガラスやリアクォータガラスに設けることもできる。その場合、遮蔽層の形状は特には限定されない。例えば、中間膜3に設けられる電極を隠すように、内側ガラス板1の周縁を覆うように配置することもできる。また、遮蔽層4に車載カメラ、センサ用の開口を形成することもできる。
サイドガラスに設けた遮蔽層4は、リアガラスやリアクォータガラスに設けることもできる。その場合、遮蔽層の形状は特には限定されない。例えば、中間膜3に設けられる電極を隠すように、内側ガラス板1の周縁を覆うように配置することもできる。また、遮蔽層4に車載カメラ、センサ用の開口を形成することもできる。
<6-5>
内側ガラス板2の代わりに、例えば、ポリカーボネートなどの樹脂材料で形成された内側パネルを設けることもできる。このようにすると、合わせガラスをより軽量化することができる。
内側ガラス板2の代わりに、例えば、ポリカーボネートなどの樹脂材料で形成された内側パネルを設けることもできる。このようにすると、合わせガラスをより軽量化することができる。
<6-6>
上述したリアガラスやサイドガラスにおける外側ガラス板1及び内側ガラス板2の形状は一例であり、適宜変更することができる。
上述したリアガラスやサイドガラスにおける外側ガラス板1及び内側ガラス板2の形状は一例であり、適宜変更することができる。
以下、本発明の実施例について説明する。但し、本発明は以下の実施形態に限定されない。
図7に示す外側ガラス板(厚みが2mm)を準備した。図7に示す数値は、車内側の面の水平方向の曲率半径であるRxを示している。したがって、この外側ガラス板は複数の曲率半径が組み合わされることで構成されている。図7中の数値の単位はmmであり、曲率半径が概ね左右対称に変化している。また、図8は、図7の外側ガラス板の車内側の面における曲率指標Zの分布を示している。
そして、この外側ガラス板の車内側の面に、厚みが0.76mm、熱収縮率が1%の中間膜を貼り付け内側ガラス板(厚みが1.5mm)で挟んだときに、皺が生じるか否かを検討した。その結果、曲率指標Zが2.4以下の領域においては皺が生じないことが分かった。また、曲率半径Rx,Ryについても検討したところ、Rxが190mmの領域では皺が生じ、200mmの領域では皺が生じないことが分かった。したがって、Rxは200mm以上であることが好ましい。同様に、Ryが1660mmの領域では皺が生じ、1787mmの領域では皺が生じないことが分かった。したがって、Ryは1700mm以上であることが好ましいことが分かった。
図9は、サイドガラスの外側ガラス板における曲率指標の分布である。この例では、全ての領域において、曲率指標が1.3以下であった。そして、この外側ガラス板に、上記と同様の中間膜を貼り付けたが、中間膜に皺は生じなかった。なお、中間膜における皺の発生は熱収縮率の影響を受けやすいと考えられるが、上記のようなガラス板を用いた試験では、熱収縮率が4%程度の中間膜でも同様の結果が得られた。
1 外側ガラス板
2 内側ガラス板
3 中間膜
31 第1接着層
32 第2接着層
33 機能層
4 遮蔽層
2 内側ガラス板
3 中間膜
31 第1接着層
32 第2接着層
33 機能層
4 遮蔽層
Claims (14)
- 湾曲した外側ガラス板と、
前記外側ガラス板と対向配置され、前記外側ガラス板よりも小さい、湾曲した内側パネルと、
前記外側ガラス板と内側パネルとの間に配置され、機能層を含む中間膜と、
を備え、
前記内側パネルの少なくとも一部は、前記外側ガラス板の周縁よりも内側に配置されている、自動車用の合わせガラス。 - 前記外側ガラス板において前記内側ガラス板と対向する対向領域の水平方向の曲率半径をRx(mm)、前記外側ガラス板の上下方向の曲率半径をRy(mm)としたとき、1/Rx*1/Ry*10-6を曲率指標と規定すると、前記曲率指標が2.4以下である、請求項1に記載の自動車用の合わせガラス。
- 前記対向領域における曲率指標が、1.3以下である、請求項2に記載の自動車用の合わせガラス。
- 前記Rxが、200~200,000mmであり、
前記Ryが、1,700~5,000mmである、請求項2または3に記載の自動車用の合わせガラス。 - 自動車に取り付けられたとき、少なくとも1つの車外側へ湾曲する凸部を有している、請求項1から4のいずれかに記載の自動車用の合わせガラス。
- 前記機能層は、調光フィルムである、請求項1から5のいずれかに記載の自動車用の合わせガラス。
- 前記調光フィルムは、PDLCタイプまたはSPDタイプである、請求項6に記載の自動車用の合わせガラス。
- 前記調光フィルムに電圧を印加するための端子が、前記内側ガラス板の下端部に配置されている、請求項6または7に記載の自動車用の合わせガラス。
- 前記中間膜は、複数のシート材によって形成され、
前記複数のシート材は隙間を空けて配置されている、請求項1から8のいずれかに記載の自動車用の合わせガラス。 - 前記内側パネルは、ガラス板により形成されている、請求項1から9のいずれかに記載の自動車用の合わせガラス。
- 前記外側ガラス板は、車外からの光を透過する窓領域と、前記窓領域を囲み、車外からの光の透過を遮蔽する遮蔽層が積層された遮蔽領域と、を備え、
前記窓領域を覆うように、前記内側パネルが取り付けられている、請求項1から10のいずれかに記載の自動車用の合わせガラス。 - リアガラス、リアクォータガラス、またはサイドガラスである、請求項1から11のいずれかに記載の自動車用の合わせガラス。
- 前記外側ガラス板の厚みは、1.6~4mmであり、
前記内側パネルの厚みは、0.3~2.3mmである、請求項1から12のいずれかに記載の自動車用の合わせガラス。 - 前記中間膜は、一対の前記接着層を備え、
前記一対の接着層の間に、前記機能層が配置されている、請求項1から13のいずれかに記載の自動車用の合わせガラス。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/782,262 US20220379584A1 (en) | 2019-12-04 | 2020-11-27 | Automobile laminated glass |
| EP20896663.0A EP4071121A4 (en) | 2019-12-04 | 2020-11-27 | LAMINATED GLASS FOR VEHICLES |
| CN202080083731.0A CN114746375B (zh) | 2019-12-04 | 2020-11-27 | 汽车用的夹层玻璃 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-219979 | 2019-12-04 | ||
| JP2019219979A JP7449082B2 (ja) | 2019-12-04 | 2019-12-04 | 自動車用の合わせガラス |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021112003A1 true WO2021112003A1 (ja) | 2021-06-10 |
Family
ID=76219313
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/044222 WO2021112003A1 (ja) | 2019-12-04 | 2020-11-27 | 自動車用の合わせガラス |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220379584A1 (ja) |
| EP (1) | EP4071121A4 (ja) |
| JP (1) | JP7449082B2 (ja) |
| CN (1) | CN114746375B (ja) |
| WO (1) | WO2021112003A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11139157A (ja) * | 1997-11-12 | 1999-05-25 | Toyota Motor Corp | 自動車用ドアガラスの支持構造 |
| WO2015122507A1 (ja) * | 2014-02-14 | 2015-08-20 | 日本板硝子株式会社 | 合わせガラス |
| WO2016143582A1 (ja) * | 2015-03-12 | 2016-09-15 | 日本板硝子株式会社 | ウインドシールド |
| JP2017065966A (ja) | 2015-09-30 | 2017-04-06 | 旭硝子株式会社 | 合わせガラス |
| WO2018181180A1 (ja) * | 2017-03-27 | 2018-10-04 | 日本板硝子株式会社 | ウインドシールド |
| WO2019026770A1 (ja) * | 2017-07-31 | 2019-02-07 | Agc株式会社 | 合わせガラス |
| WO2019156030A1 (ja) * | 2018-02-07 | 2019-08-15 | Agc株式会社 | 合わせガラス |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6658363B2 (ja) * | 2016-07-06 | 2020-03-04 | Agc株式会社 | 合せガラス及び車両窓 |
| JP6591679B2 (ja) * | 2016-07-29 | 2019-10-16 | 日本板硝子株式会社 | ウインドシールド及びウインドシールドの製造方法 |
| US10981358B2 (en) * | 2018-04-03 | 2021-04-20 | AGC Inc. | Laminated glass |
-
2019
- 2019-12-04 JP JP2019219979A patent/JP7449082B2/ja active Active
-
2020
- 2020-11-27 US US17/782,262 patent/US20220379584A1/en active Pending
- 2020-11-27 EP EP20896663.0A patent/EP4071121A4/en active Pending
- 2020-11-27 CN CN202080083731.0A patent/CN114746375B/zh active Active
- 2020-11-27 WO PCT/JP2020/044222 patent/WO2021112003A1/ja unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11139157A (ja) * | 1997-11-12 | 1999-05-25 | Toyota Motor Corp | 自動車用ドアガラスの支持構造 |
| WO2015122507A1 (ja) * | 2014-02-14 | 2015-08-20 | 日本板硝子株式会社 | 合わせガラス |
| WO2016143582A1 (ja) * | 2015-03-12 | 2016-09-15 | 日本板硝子株式会社 | ウインドシールド |
| JP2017065966A (ja) | 2015-09-30 | 2017-04-06 | 旭硝子株式会社 | 合わせガラス |
| WO2018181180A1 (ja) * | 2017-03-27 | 2018-10-04 | 日本板硝子株式会社 | ウインドシールド |
| WO2019026770A1 (ja) * | 2017-07-31 | 2019-02-07 | Agc株式会社 | 合わせガラス |
| WO2019156030A1 (ja) * | 2018-02-07 | 2019-08-15 | Agc株式会社 | 合わせガラス |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4071121A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4071121A1 (en) | 2022-10-12 |
| JP7449082B2 (ja) | 2024-03-13 |
| EP4071121A4 (en) | 2023-12-20 |
| CN114746375A (zh) | 2022-07-12 |
| JP2021088486A (ja) | 2021-06-10 |
| CN114746375B (zh) | 2024-07-09 |
| US20220379584A1 (en) | 2022-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10773496B2 (en) | Laminated glass for vehicle | |
| JP6905831B2 (ja) | 合わせガラス | |
| CN108012535B (zh) | 用于平视显示器的复合玻璃板 | |
| US20210394488A1 (en) | Laminated glass | |
| JP2018505831A (ja) | ヘッドアップディスプレイ(hud)用の、小さな厚さを有する合わせガラス | |
| WO2020116586A1 (ja) | 自動車用合わせガラス | |
| WO2019230733A1 (ja) | ガラス | |
| JP2017122022A (ja) | 合わせガラス | |
| JP7559525B2 (ja) | 合わせガラス、車両 | |
| US20220032744A1 (en) | Vehicle | |
| US20200230924A1 (en) | Laminated glazing having a functional film | |
| WO2021182642A1 (ja) | 自動車用窓ガラス | |
| WO2021112003A1 (ja) | 自動車用の合わせガラス | |
| KR20230159699A (ko) | 프로젝션 어셈블리용 가열 가능 복합 판유리 | |
| JP2020109051A (ja) | 自動車用合わせガラス | |
| WO2022050388A1 (ja) | 合わせガラス | |
| WO2024190113A1 (ja) | ウインドシールド | |
| WO2024005179A1 (ja) | 自動車用合わせガラス | |
| WO2023204015A1 (ja) | 車両用窓ガラスシステム | |
| WO2024204369A1 (ja) | 合わせガラス及びその製造方法 | |
| WO2023190438A1 (ja) | 合わせガラス | |
| CN117083172A (zh) | 具有嵌入的功能膜的复合玻璃板 | |
| CN117083542A (zh) | 用于具有p偏振辐射的平视显示系统的复合玻璃板 | |
| CN114829138A (zh) | 具有全息图元件和电致变色功能元件的复合玻璃板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20896663 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020896663 Country of ref document: EP Effective date: 20220704 |