WO2021066089A1 - 樹脂組成物および成形品 - Google Patents
樹脂組成物および成形品 Download PDFInfo
- Publication number
- WO2021066089A1 WO2021066089A1 PCT/JP2020/037405 JP2020037405W WO2021066089A1 WO 2021066089 A1 WO2021066089 A1 WO 2021066089A1 JP 2020037405 W JP2020037405 W JP 2020037405W WO 2021066089 A1 WO2021066089 A1 WO 2021066089A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin composition
- group
- resin
- magnetic
- magnetic powder
- Prior art date
Links
- 239000011342 resin composition Substances 0.000 title claims abstract description 132
- 239000006247 magnetic powder Substances 0.000 claims abstract description 108
- 239000002245 particle Substances 0.000 claims abstract description 76
- 229920005989 resin Polymers 0.000 claims abstract description 54
- 239000011347 resin Substances 0.000 claims abstract description 54
- 238000001721 transfer moulding Methods 0.000 claims abstract description 32
- 230000004907 flux Effects 0.000 claims abstract description 16
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 67
- 239000003822 epoxy resin Substances 0.000 claims description 57
- 229920000647 polyepoxide Polymers 0.000 claims description 57
- 229910052742 iron Inorganic materials 0.000 claims description 34
- 239000003795 chemical substances by application Substances 0.000 claims description 31
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical group C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 claims description 25
- -1 phenol compound Chemical class 0.000 claims description 25
- 239000004305 biphenyl Substances 0.000 claims description 14
- 235000010290 biphenyl Nutrition 0.000 claims description 14
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 13
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 claims description 13
- 150000001875 compounds Chemical group 0.000 claims description 10
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 claims description 9
- 229920001187 thermosetting polymer Polymers 0.000 claims description 7
- 229920006395 saturated elastomer Polymers 0.000 claims 1
- 238000004804 winding Methods 0.000 description 40
- 239000007822 coupling agent Substances 0.000 description 26
- 125000001424 substituent group Chemical group 0.000 description 15
- 239000000463 material Substances 0.000 description 14
- 238000000465 moulding Methods 0.000 description 14
- 239000005011 phenolic resin Substances 0.000 description 14
- 238000009832 plasma treatment Methods 0.000 description 14
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Natural products C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 description 13
- 238000000034 method Methods 0.000 description 13
- 238000004519 manufacturing process Methods 0.000 description 12
- 239000000155 melt Substances 0.000 description 11
- 229910052751 metal Inorganic materials 0.000 description 11
- 239000002184 metal Substances 0.000 description 11
- 229920003986 novolac Polymers 0.000 description 11
- 125000000962 organic group Chemical group 0.000 description 11
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 10
- 125000000217 alkyl group Chemical group 0.000 description 10
- 125000004429 atom Chemical group 0.000 description 9
- 239000011248 coating agent Substances 0.000 description 9
- 238000000576 coating method Methods 0.000 description 9
- 239000000126 substance Substances 0.000 description 9
- 229910052760 oxygen Inorganic materials 0.000 description 8
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 7
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 7
- 125000000524 functional group Chemical group 0.000 description 7
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 7
- 239000001301 oxygen Substances 0.000 description 7
- 239000001993 wax Substances 0.000 description 7
- 125000003118 aryl group Chemical group 0.000 description 6
- 239000000470 constituent Substances 0.000 description 6
- 230000005484 gravity Effects 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 235000013824 polyphenols Nutrition 0.000 description 6
- 239000007787 solid Substances 0.000 description 6
- 229910052786 argon Inorganic materials 0.000 description 5
- 125000003710 aryl alkyl group Chemical group 0.000 description 5
- 239000002131 composite material Substances 0.000 description 5
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 5
- 239000006249 magnetic particle Substances 0.000 description 5
- 230000005389 magnetism Effects 0.000 description 5
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 5
- 239000000843 powder Substances 0.000 description 5
- 229910052719 titanium Inorganic materials 0.000 description 5
- 239000010936 titanium Substances 0.000 description 5
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 4
- 125000003342 alkenyl group Chemical group 0.000 description 4
- 125000003545 alkoxy group Chemical group 0.000 description 4
- 125000001118 alkylidene group Chemical group 0.000 description 4
- 125000000304 alkynyl group Chemical group 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- 125000000753 cycloalkyl group Chemical group 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 125000000623 heterocyclic group Chemical group 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 239000006082 mold release agent Substances 0.000 description 4
- 229920000768 polyamine Polymers 0.000 description 4
- 229910000077 silane Inorganic materials 0.000 description 4
- 239000000377 silicon dioxide Substances 0.000 description 4
- 238000004381 surface treatment Methods 0.000 description 4
- 125000003944 tolyl group Chemical group 0.000 description 4
- VOPWNXZWBYDODV-UHFFFAOYSA-N Chlorodifluoromethane Chemical compound FC(F)Cl VOPWNXZWBYDODV-UHFFFAOYSA-N 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 229910000881 Cu alloy Inorganic materials 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- XYFCBTPGUUZFHI-UHFFFAOYSA-N Phosphine Chemical compound P XYFCBTPGUUZFHI-UHFFFAOYSA-N 0.000 description 3
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 3
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 3
- 210000003298 dental enamel Anatomy 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 125000003700 epoxy group Chemical group 0.000 description 3
- 125000005843 halogen group Chemical group 0.000 description 3
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 2
- 125000000094 2-phenylethyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])C([H])([H])* 0.000 description 2
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- ORILYTVJVMAKLC-UHFFFAOYSA-N adamantane Chemical compound C1C(C2)CC3CC1CC2C3 ORILYTVJVMAKLC-UHFFFAOYSA-N 0.000 description 2
- 125000005073 adamantyl group Chemical group C12(CC3CC(CC(C1)C3)C2)* 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 150000001409 amidines Chemical class 0.000 description 2
- MWPLVEDNUUSJAV-UHFFFAOYSA-N anthracene Chemical compound C1=CC=CC2=CC3=CC=CC=C3C=C21 MWPLVEDNUUSJAV-UHFFFAOYSA-N 0.000 description 2
- 150000004984 aromatic diamines Chemical class 0.000 description 2
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 2
- 125000000640 cyclooctyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C([H])([H])C1([H])[H] 0.000 description 2
- 125000001511 cyclopentyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C1([H])[H] 0.000 description 2
- 125000002704 decyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 125000001301 ethoxy group Chemical group [H]C([H])([H])C([H])([H])O* 0.000 description 2
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 2
- 125000000219 ethylidene group Chemical group [H]C(=[*])C([H])([H])[H] 0.000 description 2
- 125000002534 ethynyl group Chemical group [H]C#C* 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- 230000005307 ferromagnetism Effects 0.000 description 2
- NIHNNTQXNPWCJQ-UHFFFAOYSA-N fluorene Chemical compound C1=CC=C2CC3=CC=CC=C3C2=C1 NIHNNTQXNPWCJQ-UHFFFAOYSA-N 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 125000003187 heptyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 2
- VKYKSIONXSXAKP-UHFFFAOYSA-N hexamethylenetetramine Chemical compound C1N(C2)CN3CN1CN2C3 VKYKSIONXSXAKP-UHFFFAOYSA-N 0.000 description 2
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 229910010272 inorganic material Inorganic materials 0.000 description 2
- 239000011147 inorganic material Substances 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000012212 insulator Substances 0.000 description 2
- 125000002510 isobutoxy group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])O* 0.000 description 2
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 2
- 125000003253 isopropoxy group Chemical group [H]C([H])([H])C([H])(O*)C([H])([H])[H] 0.000 description 2
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 2
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 125000000956 methoxy group Chemical group [H]C([H])([H])O* 0.000 description 2
- 125000000325 methylidene group Chemical group [H]C([H])=* 0.000 description 2
- 125000006606 n-butoxy group Chemical group 0.000 description 2
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 125000003935 n-pentoxy group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])O* 0.000 description 2
- 125000003506 n-propoxy group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])O* 0.000 description 2
- 125000004123 n-propyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 125000001624 naphthyl group Chemical group 0.000 description 2
- 125000005484 neopentoxy group Chemical group 0.000 description 2
- 125000001971 neopentyl group Chemical group [H]C([*])([H])C(C([H])([H])[H])(C([H])([H])[H])C([H])([H])[H] 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 125000001400 nonyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 2
- 125000002347 octyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 2
- 150000002894 organic compounds Chemical class 0.000 description 2
- 125000003566 oxetanyl group Chemical group 0.000 description 2
- 125000004430 oxygen atom Chemical group O* 0.000 description 2
- 125000002255 pentenyl group Chemical group C(=CCCC)* 0.000 description 2
- 125000001147 pentyl group Chemical group C(CCCC)* 0.000 description 2
- 150000002989 phenols Chemical class 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 229910000073 phosphorus hydride Inorganic materials 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 229920003987 resole Polymers 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 2
- 238000004062 sedimentation Methods 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- 125000005023 xylyl group Chemical group 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- HCNHNBLSNVSJTJ-UHFFFAOYSA-N 1,1-Bis(4-hydroxyphenyl)ethane Chemical compound C=1C=C(O)C=CC=1C(C)C1=CC=C(O)C=C1 HCNHNBLSNVSJTJ-UHFFFAOYSA-N 0.000 description 1
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical group C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 1
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 1
- GQHTUMJGOHRCHB-UHFFFAOYSA-N 2,3,4,6,7,8,9,10-octahydropyrimido[1,2-a]azepine Chemical compound C1CCCCN2CCCN=C21 GQHTUMJGOHRCHB-UHFFFAOYSA-N 0.000 description 1
- LXBGSDVWAMZHDD-UHFFFAOYSA-N 2-methyl-1h-imidazole Chemical compound CC1=NC=CN1 LXBGSDVWAMZHDD-UHFFFAOYSA-N 0.000 description 1
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- CMLFRMDBDNHMRA-UHFFFAOYSA-N 2h-1,2-benzoxazine Chemical compound C1=CC=C2C=CNOC2=C1 CMLFRMDBDNHMRA-UHFFFAOYSA-N 0.000 description 1
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical compound C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 1
- PVFQHGDIOXNKIC-UHFFFAOYSA-N 4-[2-[3-[2-(4-hydroxyphenyl)propan-2-yl]phenyl]propan-2-yl]phenol Chemical compound C=1C=CC(C(C)(C)C=2C=CC(O)=CC=2)=CC=1C(C)(C)C1=CC=C(O)C=C1 PVFQHGDIOXNKIC-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- 229910052580 B4C Inorganic materials 0.000 description 1
- 229920001342 Bakelite® Polymers 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- GIXXQTYGFOHYPT-UHFFFAOYSA-N Bisphenol P Chemical compound C=1C=C(C(C)(C)C=2C=CC(O)=CC=2)C=CC=1C(C)(C)C1=CC=C(O)C=C1 GIXXQTYGFOHYPT-UHFFFAOYSA-N 0.000 description 1
- SDDLEVPIDBLVHC-UHFFFAOYSA-N Bisphenol Z Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)CCCCC1 SDDLEVPIDBLVHC-UHFFFAOYSA-N 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N Calcium oxide Chemical compound [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910000531 Co alloy Inorganic materials 0.000 description 1
- 229910000599 Cr alloy Inorganic materials 0.000 description 1
- 239000004641 Diallyl-phthalate Substances 0.000 description 1
- 229910000976 Electrical steel Inorganic materials 0.000 description 1
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- 238000005033 Fourier transform infrared spectroscopy Methods 0.000 description 1
- 229910001030 Iron–nickel alloy Inorganic materials 0.000 description 1
- PEEHTFAAVSWFBL-UHFFFAOYSA-N Maleimide Chemical compound O=C1NC(=O)C=C1 PEEHTFAAVSWFBL-UHFFFAOYSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 235000019498 Walnut oil Nutrition 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- QVYYOKWPCQYKEY-UHFFFAOYSA-N [Fe].[Co] Chemical compound [Fe].[Co] QVYYOKWPCQYKEY-UHFFFAOYSA-N 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- KCZFLPPCFOHPNI-UHFFFAOYSA-N alumane;iron Chemical compound [AlH3].[Fe] KCZFLPPCFOHPNI-UHFFFAOYSA-N 0.000 description 1
- CAVCGVPGBKGDTG-UHFFFAOYSA-N alumanylidynemethyl(alumanylidynemethylalumanylidenemethylidene)alumane Chemical compound [Al]#C[Al]=C=[Al]C#[Al] CAVCGVPGBKGDTG-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 1
- INAHAJYZKVIDIZ-UHFFFAOYSA-N boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 description 1
- 239000000292 calcium oxide Substances 0.000 description 1
- 235000012255 calcium oxide Nutrition 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 239000004203 carnauba wax Substances 0.000 description 1
- 235000013869 carnauba wax Nutrition 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 239000000788 chromium alloy Substances 0.000 description 1
- UPHIPHFJVNKLMR-UHFFFAOYSA-N chromium iron Chemical compound [Cr].[Fe] UPHIPHFJVNKLMR-UHFFFAOYSA-N 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229920001577 copolymer Chemical class 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- 239000002178 crystalline material Substances 0.000 description 1
- 239000004643 cyanate ester Substances 0.000 description 1
- 125000004093 cyano group Chemical group *C#N 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 150000001470 diamides Chemical class 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- XXBDWLFCJWSEKW-UHFFFAOYSA-N dimethylbenzylamine Chemical compound CN(C)CC1=CC=CC=C1 XXBDWLFCJWSEKW-UHFFFAOYSA-N 0.000 description 1
- 239000002612 dispersion medium Substances 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 230000005496 eutectics Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 235000010299 hexamethylene tetramine Nutrition 0.000 description 1
- 239000004312 hexamethylene tetramine Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 239000000944 linseed oil Substances 0.000 description 1
- 235000021388 linseed oil Nutrition 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 230000005415 magnetization Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 235000013872 montan acid ester Nutrition 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 125000004433 nitrogen atom Chemical group N* 0.000 description 1
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 235000019198 oils Nutrition 0.000 description 1
- AHHWIHXENZJRFG-UHFFFAOYSA-N oxetane Chemical compound C1COC1 AHHWIHXENZJRFG-UHFFFAOYSA-N 0.000 description 1
- AZQWKYJCGOJGHM-UHFFFAOYSA-N para-benzoquinone Natural products O=C1C=CC(=O)C=C1 AZQWKYJCGOJGHM-UHFFFAOYSA-N 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 125000000951 phenoxy group Chemical group [H]C1=C([H])C([H])=C(O*)C([H])=C1[H] 0.000 description 1
- 125000004437 phosphorous atom Chemical group 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003192 poly(bis maleimide) Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 239000004848 polyfunctional curative Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 230000035484 reaction time Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 150000003384 small molecules Chemical class 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 125000000547 substituted alkyl group Chemical group 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 150000003512 tertiary amines Chemical class 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- AAAQKTZKLRYKHR-UHFFFAOYSA-N triphenylmethane Chemical compound C1=CC=CC=C1C(C=1C=CC=CC=1)C1=CC=CC=C1 AAAQKTZKLRYKHR-UHFFFAOYSA-N 0.000 description 1
- 239000002383 tung oil Substances 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 239000008170 walnut oil Substances 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/22—Di-epoxy compounds
- C08G59/24—Di-epoxy compounds carbocyclic
- C08G59/245—Di-epoxy compounds carbocyclic aromatic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/32—Epoxy compounds containing three or more epoxy groups
- C08G59/3218—Carbocyclic compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/62—Alcohols or phenols
- C08G59/621—Phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/68—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the catalysts used
- C08G59/686—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the catalysts used containing nitrogen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/20—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder
- H01F1/22—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together
- H01F1/24—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together the particles being insulated
- H01F1/26—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together the particles being insulated by macromolecular organic substances
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/24—Magnetic cores
- H01F27/255—Magnetic cores made from particles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
- C08K2003/0856—Iron
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/003—Additives being defined by their diameter
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/005—Additives being defined by their particle size in general
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/01—Magnetic additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/014—Additives containing two or more different additives of the same subgroup in C08K
Definitions
- the present invention relates to a resin composition and a molded product. More specifically, the present invention relates to a resin composition used for transfer molding and a molded product formed by using this resin composition.
- Patent Document 1 describes a composite material containing a magnetic powder and a polymer material containing the powder in a dispersed state. According to Patent Document 1, the content of the magnetic material powder in the entire composite material is more than 50% by volume and 75% by volume or less, the saturation magnetic flux density of this composite material is 0.6T or more, and the relative magnetic permeability of this composite material is 20. It is super 35 or less.
- the present inventor conducted a study for the purpose of providing a resin composition preferably used for producing a small and lightweight magnetic component.
- a resin composition used for transfer molding contains a resin (A), a magnetic powder (B) having a median diameter of 7.5 to 100 ⁇ m, and particles (C) having a median diameter of 0.2 to 5 ⁇ m.
- a resin composition having a saturation magnetic flux density of 1.1 T or more of a molded product obtained by transfer molding the resin composition at 175 ° C.
- a molded product formed by using the above resin composition is provided.
- the resin composition of the present invention is preferably used for producing small and lightweight magnetic parts. That is, by using the resin composition of the present invention, a small and lightweight magnetic component can be manufactured.
- XY in the description of the numerical range indicates X or more and Y or less unless otherwise specified.
- “1 to 5% by mass” means “1% by mass or more and 5% by mass or less”.
- the notation that does not indicate whether it is substituted or unsubstituted includes both those having no substituent and those having a substituent.
- the "alkyl group” includes not only an alkyl group having no substituent (unsubstituted alkyl group) but also an alkyl group having a substituent (substituted alkyl group).
- the term "organic group” as used herein means an atomic group obtained by removing one or more hydrogen atoms from an organic compound.
- the "monovalent organic group” represents an atomic group obtained by removing one hydrogen atom from an arbitrary organic compound.
- the resin composition of this embodiment is used for transfer molding.
- the resin composition of the present embodiment is used as a material for producing a molded product by a transfer molding method.
- the resin composition of the present embodiment contains a resin (A), a magnetic powder (B) having a median diameter of 7.5 to 100 ⁇ m, and particles (C) having a median diameter of 0.2 to 5 ⁇ m.
- the saturation magnetic flux density of the molded product obtained by transfer molding the resin composition of the present embodiment at 175 ° C. is 1.1 T or more.
- the magnetic part by transfer molding by manufacturing the magnetic part by transfer molding, it is possible to manufacture the magnetic part that is smaller and / or lighter than the conventional compression molding method. Further, by manufacturing the magnetic part by transfer molding, it is easy to manufacture the magnetic part having a relatively complicated shape.
- a magnetic powder (B) having a median diameter of 7.5 to 100 ⁇ m is used. By using a magnetic powder having a large particle size, it is easy to increase the saturation magnetic flux density.
- the magnetic powder (B) having a relatively large median diameter and the particles (C) having a relatively small median diameter are used in combination. This makes it possible to obtain sufficient fluidity during transfer molding.
- the details of this mechanism are unknown, but it is presumed that the particles (C) act like the "lubricant" of the magnetic powder (B). And / or it is presumed that the particles (C) act like a "dispersion medium” of the magnetic powder (B) and suppress the sedimentation of the magnetic powder (B) at the time of melting.
- the saturation magnetic flux density of the molded product obtained by transfer molding the resin composition of the present embodiment at 175 ° C. is 1.1 T or more.
- the resin composition of the present embodiment contains the resin (A).
- the resin (A) can be a thermoplastic resin or a thermosetting resin. From the viewpoint of transfer molding and heat resistance of magnetic parts, the resin (A) preferably contains a thermosetting resin. More specifically, the thermosetting resin is preferably 50% by mass or more, more preferably 75% by mass or more, and further preferably 90% by mass or more in the total amount of the resin (A).
- thermosetting resin examples include epoxy resin, phenol resin, polyimide resin, bismaleimide resin, urea (urea) resin, melamine resin, polyurethane resin, cyanate ester resin, silicone resin, oxetane resin (oxetan compound), and (meth) acrylate.
- thermosetting resin examples include resins, unsaturated polyester resins, diallyl phthalate resins, and benzoxazine resins. These may be used alone or in combination of two or more.
- the resin (A) preferably contains an epoxy resin.
- an epoxy resin novolak type phenol resin such as phenol novolac resin, cresol novolak resin, bisphenol A type novolak resin, triazine skeleton-containing phenol novolak resin; oil modified with unmodified resorphenol resin, tung oil, flaxseed oil, walnut oil, etc.
- Resol type phenol resin such as modified resol phenol resin, phenol resin such as phenol aralkyl resin, aralkyl type phenol resin such as biphenyl aralkyl type phenol resin; bisphenol A type epoxy resin, bisphenol F type epoxy resin, tetramethyl bisphenol F type epoxy resin , Bisphenol S type epoxy resin, bisphenol E type epoxy resin, bisphenol M type epoxy resin, bisphenol P type epoxy resin, bisphenol Z type epoxy resin and other bisphenol type epoxy resins; Novolac type epoxy resin; biphenyl type epoxy resin, biphenyl aralkyl type epoxy resin, arylalkylene type epoxy resin, naphthalene type epoxy resin, anthracene type epoxy resin, phenoxy type epoxy resin, dicyclopentadiene type epoxy resin, norbornene type epoxy resin, adamantan Examples thereof include a type epoxy resin, a fluorene type epoxy resin, and a trisphenylmethane type epoxy resin.
- the epoxy resin can include a polyfunctional epoxy resin having two or more epoxy groups in the molecule.
- a trisphenylmethane type epoxy resin, a dicyclopentadiene type epoxy resin, a bisphenol A type epoxy resin, a bisphenol F type epoxy resin, a tetramethylbisphenol F type epoxy resin and the like can be preferably mentioned. By using one or two or more of these, it is easy to obtain a resin composition having high heat resistance and suitable for transfer molding.
- the epoxy resin is an epoxy resin having a structural unit represented by the following general formula (a1) (trisphenylmethane type epoxy resin) and / or an epoxy having a structural unit represented by the following general formula (a2). It is preferable to contain a resin (bisphenol A type epoxy resin, bisphenol F type epoxy resin). In particular, by using these two types of epoxy resins in combination, it is possible to increase the heat resistance of the molded product while obtaining appropriate fluidity during molding. When these two types of epoxy resins are used in combination, the combined use ratio (mass ratio) is, for example, 10/90 to 90/10, preferably 20/80 to 80/20.
- R 11 independently represents a monovalent substituent when there are a plurality of them.
- R 12 independently represents a monovalent substituent when there are a plurality of them.
- i is an integer from 0 to 3 and j is an integer from 0 to 4.
- Examples of the monovalent substituent of R 11 and R 12 include a monovalent organic group, a halogen atom, a hydroxy group, and a cyano group.
- Examples of the monovalent organic group include an alkyl group, an alkenyl group, an alkynyl group, an alkylidene group, an aryl group, an aralkyl group, an alkalil group, a cycloalkyl group, an alkoxy group, a heterocyclic group and a carboxyl group. ..
- the monovalent organic group has, for example, 1 to 30, preferably 1 to 20, more preferably 1 to 10, and even more preferably 1 to 6.
- alkyl groups include methyl group, ethyl group, n-propyl group, isopropyl group, n-butyl group, isobutyl group, sec-butyl group, tert-butyl group, pentyl group, neopentyl group, hexyl group and heptyl group. , Octyl group, nonyl group, decyl group and the like.
- alkenyl group include an allyl group, a pentenyl group, a vinyl group and the like.
- alkynyl group include an ethynyl group and the like.
- Examples of the alkylidene group include a methylidene group and an ethylidene group.
- Examples of the aryl group include a tolyl group, a xsilyl group, a phenyl group, a naphthyl group, and an anthrasenyl group.
- Examples of the aralkyl group include a benzyl group, a phenethyl group and the like.
- Examples of the alkaline group include a tolyl group, a xylyl group and the like.
- Examples of the cycloalkyl group include an adamantyl group, a cyclopentyl group, a cyclohexyl group, a cyclooctyl group and the like.
- alkoxy groups include methoxy group, ethoxy group, n-propoxy group, isopropoxy group, n-butoxy group, s-butoxy group, isobutoxy group, t-butoxy group, n-pentyloxy group and neopentyloxy group. , N-hexyloxy group and the like.
- Examples of the heterocyclic group include an epoxy group, an oxetanyl group and the like.
- i and j are independently, preferably 0 to 2, more preferably 0-1. In one aspect, both i and j are 0. That is, as one aspect, all of the benzene rings in the general formula (a1) have no substituent other than the specified glycidyloxy group as the monovalent substituent.
- R 22 independently represents a monovalent substituent when there are a plurality of them.
- R 23 independently represents a monovalent substituent when there are a plurality of them.
- p and q are independently integers from 0 to 4.
- Specific examples of the monovalent substituents of R 22 and R 23 in the general formula (a2) include those similar to those described as the monovalent substituents of R 11 and R 12 in the general formula (a1). be able to.
- the monovalent substituent of R 22 and R 23 an alkyl group is preferable, a linear or branched alkyl group having 1 to 6 carbon atoms is more preferable, and a methyl group is particularly preferable.
- P and q in the general formula (a2) are independently, preferably 0 to 3, and more preferably 0 to 2. From the viewpoint of appropriate fluidity at the time of melting, p and q are preferably 0 when the two Rs are methyl groups, and p and q are preferably 0 when the two Rs are hydrogen atoms. It is preferably 1 or 2.
- the resin (A) preferably contains an epoxy resin containing a biphenyl structure.
- the epoxy resin containing a biphenyl structure is specifically an epoxy resin containing a structure in which two benzene rings are connected by a single bond.
- the benzene ring here may or may not have a substituent.
- the epoxy resin containing a biphenyl structure has a partial structure represented by the following general formula (BP).
- Ra and R b are monovalent organic groups, hydroxyl groups or halogen atoms, respectively, if there are a plurality of them. r and s are independently 0-4, respectively. * Indicates that it is connected to another atomic group.
- R a and R b include an alkyl group, an alkenyl group, an alkynyl group, an alkylidene group, an aryl group, an aralkyl group, an alkalil group, a cycloalkyl group, an alkoxy group, a heterocyclic group and a carboxyl group.
- the group can be mentioned.
- Examples of the alkyl group include a methyl group, an ethyl group, an n-propyl group, an isopropyl group, an n-butyl group, an isobutyl group, a sec-butyl group, a tert-butyl group, a pentyl group, a neopentyl group, a hexyl group, and a heptyl group. Examples thereof include an octyl group, a nonyl group and a decyl group. Examples of the alkenyl group include an allyl group, a pentenyl group, a vinyl group and the like. Examples of the alkynyl group include an ethynyl group.
- Examples of the alkylidene group include a methylidene group and an ethylidene group.
- Examples of the aryl group include a tolyl group, a xsilyl group, a phenyl group, a naphthyl group, and an anthrasenyl group.
- Examples of the aralkyl group include a benzyl group and a phenethyl group.
- Examples of the alkaline group include a tolyl group and a xylyl group.
- Examples of the cycloalkyl group include an adamantyl group, a cyclopentyl group, a cyclohexyl group, a cyclooctyl group and the like.
- alkoxy group examples include a methoxy group, an ethoxy group, an n-propoxy group, an isopropoxy group, an n-butoxy group, an s-butoxy group, an isobutoxy group, a t-butoxy group, an n-pentyloxy group and a neopentyloxy group. , N-hexyloxy group and the like.
- heterocyclic group examples include an epoxy group and an oxetanyl group.
- the total carbon number of the monovalent organic groups of Ra and R b is, for example, 1 to 30, preferably 1 to 20, more preferably 1 to 10, and particularly preferably 1 to 6, respectively.
- r and s are independently, preferably 0 to 2, and more preferably 0-1. In one aspect, both r and s are 0. More specifically, the epoxy resin containing a biphenyl structure has a structural unit represented by the following general formula (BP1).
- R c is a monovalent organic group, a hydroxyl group or a halogen atom independently of each other when there are a plurality of them.
- t is an integer of 0 to 3.
- Specific examples of the monovalent organic group of R c include those similar to those given as specific examples of Ra and R b.
- t is preferably 0 to 2, and more preferably 0 to 1.
- the resin composition of the present embodiment may contain only one type of resin (A), or may contain two or more types of resin (A).
- the content of the resin (A) in the resin composition of the present embodiment is, for example, 0.5 to 20% by mass, preferably 1 to 15% by mass, based on the entire resin composition (100% by mass). By setting such a numerical range, moldability and mechanical properties can be further improved. Further, since the amount of the resin (A) is not too large, the amount of the magnetic powder (B) or the like can be easily increased. That is, it is easy to improve the magnetic characteristics.
- Magnetic powder (B) The resin composition of the present embodiment contains a magnetic powder (B) having a median diameter of 7.5 to 100 ⁇ m.
- the magnetic powder (B) any one can be used as long as it has the above-mentioned median diameter and the molded product produced by using the resin composition of the present embodiment exhibits magnetism.
- the magnetic powder (B) preferably contains one or more elements selected from the group consisting of Fe, Cr, Co, Ni, Ag and Mn. By selecting any of these, the magnetic characteristics can be further enhanced. As the magnetic powder (B), those containing 85% by mass or more of Fe, more preferably 90% by mass or more of Fe (iron-based particles) can be used to further enhance the magnetic properties.
- the magnetic powder (B) may be a crystalline material, an amorphous material, or a material in which these are mixed. Further, as the magnetic powder (B), one having one kind of chemical composition may be used, or two or more kinds having different chemical compositions may be used in combination.
- the magnetic powder (B) preferably contains iron-based particles.
- Iron-based particles refer to particles containing iron atoms as a main component (the content of iron atoms is the largest in the chemical composition), and more specifically, the content of iron atoms is the largest in the chemical composition. It refers to an iron alloy. More specifically, as the iron-based particles, particles exhibiting soft magnetism and having an iron atom content of 85% by mass or more (soft magnetic iron high content particles) can be used.
- soft magnetism refers to ferromagnetism having a small coercive force, and generally, ferromagnetism having a coercive force of 800 A / m or less is called soft magnetism.
- the iron atom content is more preferably 90% by mass or more.
- the constituent material of the magnetic powder (B) examples include a metal-containing material in which the content of iron as a constituent element is preferably 85% by mass or more (more preferably 90% by mass or more).
- a metal material having a high iron content as a constituent element exhibits soft magnetism having relatively good magnetic properties such as magnetic permeability and magnetic flux density. Therefore, a resin composition capable of exhibiting good magnetic properties when molded can be obtained.
- a large iron content in the magnetic powder (B) (and the particles (C) described later) may be disadvantageous from the viewpoint of "iron loss" performance.
- the use of the magnetic powder (B) (and / or the particles (C)) having a large iron content as described above is mainly performed from the viewpoint of improving the saturation magnetic flux density. When other performances such as iron loss are emphasized, it may be preferable that the iron content in the magnetic powder (B) / particles (C) is not large.
- Examples of the form of the above metal-containing material include simple substances, solid solutions, eutectic, alloys such as intermetallic compounds, and the like.
- By using the particles made of such a metal material it is possible to obtain a resin composition having excellent magnetic properties derived from iron, that is, magnetic properties such as high magnetic permeability and high magnetic flux density.
- the above metal-containing material may contain an element other than iron as a constituent element.
- Elements other than iron include, for example, B, C, N, O, Al, Si, P, S, Ti, V, Cr, Mn, Co, Ni, Cu, Zn, Y, Zr, Nb, Mo, Cd. , In, Sn and the like, and one or a combination of two or more of these is used.
- metal-containing materials include pure iron, silicon steel, iron-cobalt alloy, iron-nickel alloy, iron-chromium alloy, iron-aluminum alloy, carbonyl iron, stainless steel, or any of these.
- examples thereof include composite materials containing one type or two or more types. Carbonyl iron can be preferably used from the viewpoint of availability.
- the magnetic powder (B) has been mainly described as iron-based particles, but of course, the magnetic powder (B) may be other particles.
- the magnetic powder (B) may contain, for example, Ni-based soft magnetic particles, Co-based soft magnetic particles, and the like.
- the magnetic powder (B) may be surface-treated.
- the surface may be treated with a coupling agent or treated with plasma.
- a functional group can cover a part or the whole surface of the surface.
- the functional group include a functional group represented by the following general formula (1). * -OXR ... (1) [In the formula, R represents an organic group, X is Si, Ti, Al, or Zr, and * is one of the atoms constituting the magnetic powder (B). ]
- the functional group is a residue formed by surface treatment with a known coupling agent such as a silane-based coupling agent, a titanium-based coupling agent, an aluminum-based coupling agent, or a zirconium-based coupling agent.
- a known coupling agent such as a silane-based coupling agent, a titanium-based coupling agent, an aluminum-based coupling agent, or a zirconium-based coupling agent.
- it is a residue of a coupling agent selected from the group consisting of a silane-based coupling agent and a titanium-based coupling agent.
- examples thereof include a method of immersing the magnetic powder (B) in a diluted solution of the coupling agent or a method of directly spraying the coupling agent on the magnetic powder (B). ..
- the amount of the coupling agent used is preferably, for example, 0.05 to 1 part by mass, more preferably 0.1 to 0.5 part by mass, based on 100 parts by mass of the magnetic powder (B). preferable.
- the solvent for reacting the coupling agent with the magnetic powder (B) include methanol, ethanol, isopropyl alcohol and the like.
- the amount of the coupling agent used at this time is preferably 0.1 to 2 parts by mass, and more preferably 0.5 to 1.5 parts by mass with respect to 100 parts by mass of the solvent.
- the reaction time between the coupling agent and the magnetic powder (B) is preferably 1 to 24 hours.
- plasma treatment may be performed in advance as part of the surface treatment of the magnetic powder (B).
- oxygen plasma treatment OH groups are generated on the surface of the magnetic powder (B), and the bonding between the magnetic powder (B) and the residue of the coupling agent via oxygen atoms becomes easy. As a result, the functional group can be bonded more firmly.
- the plasma treatment is preferably an oxygen plasma treatment.
- the OH group can be efficiently modified on the surface of the magnetic powder (B).
- the pressure of the oxygen plasma treatment is preferably 100 to 200 Pa, more preferably 120 to 180 Pa.
- the flow rate of the processing gas in the oxygen plasma treatment is preferably 1000 to 5000 mL / min, more preferably 2000 to 4000 mL / min.
- the output of the oxygen plasma treatment is preferably 100 to 500 W, more preferably 200 to 400 W.
- the treatment time of the oxygen plasma treatment is appropriately set according to the above-mentioned various conditions, but is preferably 5 to 60 minutes, more preferably 10 to 40 minutes.
- Argon plasma treatment may be further performed before oxygen plasma treatment is performed.
- an active site for modifying the OH group can be formed on the surface of the magnetic powder (B), so that the modification of the OH group can be performed more efficiently.
- the pressure of the argon plasma treatment is preferably 10 to 100 Pa, more preferably 15 to 80 Pa.
- the flow rate of the processing gas in the argon plasma treatment is preferably 10 to 100 mL / min, more preferably 20 to 80 mL / min.
- the output of the argon plasma treatment is preferably 100 to 500 W, more preferably 200 to 400 W.
- the treatment time of the argon plasma treatment is preferably 5 to 60 minutes, more preferably 10 to 40 minutes.
- the residue of the coupling agent is bonded to the surface of the magnetic powder (B) via an oxygen atom.
- the surface treatment as described above may be applied to all the magnetic powders (B) or some magnetic powders (B).
- the median diameter of the magnetic powder (B) is 7.5 to 100 ⁇ m.
- the median diameter is preferably 8 to 90 ⁇ m, more preferably 10 to 80 ⁇ m.
- the median diameter can be obtained as a volume-based value by measuring the particles in a dry manner using a laser diffraction / scattering type particle size distribution measuring device.
- the resin composition of the present embodiment may contain two different magnetic powders (B) having different median diameters within the range of 7.5 to 100 ⁇ m median diameter.
- the "gap" between the magnetic powders (B) is reduced, and the density of the magnetic powder can be increased, so that the magnetic characteristics can be improved.
- a magnetic powder having a median diameter of 7.5 to 15 ⁇ m and a magnetic powder having a median diameter of 20 to 100 ⁇ m (more preferably 35 to 90 ⁇ m) are used in combination.
- the magnetic powder (B) preferably has a shape close to a perfect circle (true sphere). It is considered that this reduces the friction between the particles and further enhances the fluidity.
- the "roundness" defined below is obtained for any 10 or more (preferably 50 or more) magnetic powders (B), and the average perfect circle obtained by averaging the values. The degree is preferably 0.60 or more, and more preferably 0.75 or more. Definition of roundness: When the contour of magnetic powder is observed with a scanning electron microscope, Req is the equivalent diameter of an equal area circle obtained from the contour, and Rc is the radius of the circle circumscribing the contour. The value of / Rc.
- the content ratio of the magnetic powder (B) in the resin composition of the present embodiment is preferably 50% by mass or more, more preferably 50 to 99% by mass, and further preferably 60 to 99% by mass.
- the content ratio is 90% by mass or more, it is easy to obtain a molded product (magnetic part) having excellent magnetic characteristics.
- the content ratio is 99% by mass or less, a sufficient amount of other components such as resin can be used, and moldability, mechanical strength and the like can be further improved.
- the resin composition of the present embodiment contains particles (C) having a median diameter of 0.2 to 5 ⁇ m.
- the particle (C) contains a magnetic powder.
- the concentration / density of the magnetic substance in the resin composition can be further increased together with the magnetic powder (B). Then, the magnetic characteristics (saturation magnetic flux density, etc.) of the final molded product can be further improved.
- the particle (C) comprises a non-magnetic powder.
- the particles (C) may contain both magnetic powder and non-magnetic powder, or may contain only one of them.
- the constituent elements and the like of the magnetic powder can be the same as those described in the above-mentioned magnetic powder (B).
- the particles (C) can be similar to the magnetic powder (B) except that the median diameter is 0.2 to 5 ⁇ m.
- the iron content in the particles (C) is large, mainly from the viewpoint of improving the saturation magnetic flux density.
- the particles (C) preferably contain a magnetic powder having an Fe atom content of 85% by mass or more, and more preferably contain a magnetic powder having a Fe atom content of 90% by mass or more. ..
- the iron content in the particles (C) is not large.
- examples of the non-magnetic powder include inorganic materials such as ceramic materials and glass materials.
- examples of the inorganic material include oxide-based materials such as silica, alumina, zirconia, titania, magnesia, and calcia, nitride-based materials such as silicon nitride and aluminum nitride, and carbide-based materials such as silicon carbide and boron carbide. Can be mentioned. One of these may be used alone, or two or more thereof may be used in combination.
- the non-magnetic powder preferably contains silica particles.
- the small specific gravity of the silica particles usually 1.5 to 3, preferably 2 to 2.5
- the magnetic powder (B) when the resin composition is melted specifically gravity: usually 6 to 9
- the affinity of the silica particles with the resin is relatively good. This is preferable in terms of fluidity during molding.
- the insulating properties of the silica particles are relatively good. This point is preferable when forming a magnetic component using the resin composition of the present embodiment.
- the true specific gravity of the constituent material of the non-magnetic powder is preferably 1.0 to 6.0, more preferably 1.2 to 5.0, and even more preferably 1.5 to 4.5. Since such non-magnetic powder has a small specific gravity, it easily flows together with the melt of the thermosetting resin. Therefore, when the melt flows toward the gap of the molding mold during molding, the non-magnetic powder easily flows together with the melt. As a result, the gap is closed by the non-magnetic powder, and the exudation of the melt can be suppressed more reliably.
- the gap between the molding molds includes, for example, a gap (clearance) between the plunger and the cylinder of the transfer molding machine.
- the median diameter of the particle (C) is not particularly limited as long as it is 0.2 to 5 ⁇ m, but is preferably 0.3 to 4 ⁇ m, and more preferably 0.4 to 3 ⁇ m. By adjusting the median diameter of the particles (C), it is possible to further improve the fluidity during molding and the magnetic performance of the molded product.
- the method for measuring the median diameter of the particle (C) is the same as that for the magnetic powder (B).
- the roundness of the particle (C) is not particularly limited, but is preferably 0.50 to 1.00, and more preferably 0.75 to 1.00. When the roundness of the particles (C) is within the above range, it is easy to increase the fluidity of the resin composition by utilizing the rolling of the particles (C) itself.
- the definition of roundness is as described for magnetic powder (B).
- the resin composition of the present embodiment may contain only one type of particles (C), or may contain two or more types of particles (C).
- the content ratio of the particles (C) in the resin composition of the present embodiment is preferably 1 to 20% by mass, more preferably 1 to 18% by mass.
- the content ratio of the particles (C) is preferably 10 to 20% by mass, more preferably 12 to 18% by mass. Thereby, the magnetic characteristics can be further improved.
- the content ratio of the particles (C) is preferably 1 to 5% by mass, more preferably 1 to 4% by mass.
- the value of the amount of particles (C) / (the amount of magnetic powder (B) + the amount of particles (C)) in the resin composition is preferably 0.01 to 0.3, more preferably 0. It is 01 to 0.2. When this value is appropriate, the fluidity during transfer molding can be further increased.
- the ratio of the particle components in the resin composition of the present embodiment is preferably 70 to 80% by volume, more preferably 75 to 80% by volume.
- the ratio of the particle components related to the magnetic properties in the resin composition of the present embodiment is preferably 70 to 80% by volume, more preferably 75 to 80% by volume.
- the resin composition of the present embodiment preferably contains a curing agent (D).
- the curing agent (D) is not particularly limited as long as it can react with the resin (A) to cure the resin.
- a resin composition that cures in an appropriate heating time can be obtained.
- the mechanical strength of the molded product can be further increased.
- the curing agent (D) includes, for example, polyamine compounds such as aliphatic polyamines, aromatic polyamines, aromatic diamines, and disiamine diamides, alicyclic acid anhydrides, and the like. It is preferable to use an acid anhydride such as an aromatic acid anhydride, a polyphenol compound (phenolic curing agent) such as a novolak type phenol resin, an imidazole compound and the like.
- a phenol resin such as a novolak type phenol resin
- the resin (A) contains a maleimide resin
- an imidazole compound as the curing agent.
- the curing agent (D) preferably contains at least one selected from the group consisting of phenol compounds and amine compounds.
- the phenol compound is not particularly limited as long as it contains a phenolic hydroxy group and can react with a thermosetting resin such as an epoxy resin.
- the phenolic compound may be a small molecule or a high molecular weight.
- the phenolic curing agent preferably contains a novolak resin. Since the phenolic curing agent contains novolak resin, the heat resistance of the molded product (magnetic member) can be particularly enhanced.
- a phenol resin containing a biphenyl structure as the phenolic curing agent.
- the biphenyl structure there is a partial structure represented by the general formula (BP) in the description of the epoxy resin.
- the phenol resin containing a biphenyl structure include those in which the glycidyl group portion is a hydrogen atom in the general formula (BP1) in the description of the epoxy resin.
- Specific examples of the phenol resin containing a biphenyl structure include MHE-7851SS (manufactured by Meiwa Kasei Co., Ltd.) used in the following examples.
- the amine compound include the above-mentioned polyamine compounds.
- aromatic diamines are preferred. That is, a compound having one or more aromatic ring structures and two amino groups (-NH 2) in one molecule is preferable.
- the number average molecular weight of the curing agent (D) is not particularly limited, but is, for example, about 200 to 800.
- the resin composition of the present embodiment contains a curing agent (D)
- it may contain only one type of curing agent (D) or two or more types.
- the content of the curing agent (D) is preferably 0.5 to 10% by mass, for example, based on the entire resin composition (100% by mass). Is 1 to 5% by mass.
- the curing agent (D) is used, the moldability can be further improved by appropriately adjusting the amount thereof, and the mechanical properties and magnetic properties of the obtained cured product (magnetic member) can be improved.
- the resin composition of the present embodiment preferably contains a mold release agent (E).
- a mold release agent (E) examples include natural waxes such as carnauba wax, synthetic waxes such as montanic acid ester wax and polyethylene oxide wax, higher fatty acids such as zinc stearate and metal salts thereof, paraffin and the like.
- the release agent (E) When the release agent (E) is used, only one type may be used, or two or more types may be used in combination.
- the amount thereof is, for example, 0.01 to 3% by mass, preferably 0.05 to 2% by mass, based on the entire resin composition (100% by mass).
- the resin composition of the present embodiment preferably contains a curing accelerator (F). Thereby, the curability of the resin composition can be improved.
- any one can be used as long as it accelerates the curing reaction of a resin such as an epoxy resin.
- a known epoxy curing catalyst can be used.
- phosphorus atom-containing compounds such as organic phosphine, tetra-substituted phosphonium compound, phosphobetaine compound, adduct of phosphine compound and quinone compound, adduct of phosphonium compound and silane compound; imidazole such as 2-methylimidazole.
- Classes (imidazole-based curing accelerators); 1,8-diazabicyclo [5.4.0] Undecene-7, benzyldimethylamine and the like are exemplified.
- Amidine and tertiary amines, and nitrogen atoms such as amidine and quaternary salts of amines. Examples include contained compounds.
- the curing accelerator (F) When the curing accelerator (F) is used, only one type may be used, or two or more types may be used. When the curing accelerator (F) is used, its content is preferably 0.01 to 1% by mass, more preferably 0.05 to 0.8% by mass, based on the entire resin composition. By setting such a numerical range, the effect of sufficiently improving the curability can be obtained while maintaining other performances.
- the resin composition of the present embodiment may contain components other than the above-mentioned components.
- components other than the above-mentioned components for example, among low stress agents, coupling agents, adhesion aids, colorants, antioxidants, anticorrosions, dyes, pigments, flame retardants, mold release agents (wax), non-magnetic particles (for example, silica), etc. It may contain 1 or 2 or more.
- the resin composition of the present embodiment may contain particles / powders that do not correspond to the above-mentioned (B) and (C) as long as there is no excessive demerit.
- the resin composition of the present embodiment may contain only the above-mentioned (B) and (C) as particles / powder. As a result, it is possible to further improve the magnetic performance and the fluidity.
- low stress agent examples include silicone compounds such as polybutadiene compounds, acrylonitrile butadiene copolymer compounds, silicone oils, and silicone rubbers. When a low stress agent is used, only one type may be used, or two or more types may be used in combination.
- the coupling agent mentioned in the above description regarding surface modification of specific magnetic particles can be used.
- a silane-based coupling agent, a titanium-based coupling agent, a zirconia-based coupling agent, an aluminum-based coupling agent, and the like can be mentioned.
- a coupling agent only one type may be used, or two or more types may be used in combination.
- the amount thereof is appropriately adjusted in the range of, for example, 0.001 to 10% by mass, based on the entire resin composition (100% by mass).
- the resin composition of the present embodiment may be solid at room temperature (25 ° C.).
- the properties of the resin composition of the present embodiment can be powdery, granular, tablet-like or the like.
- each component is mixed using a mixer, and (2) then a kneaded product is obtained by kneading at about 120 ° C. for about 5 minutes using a roll. , (3), and the obtained kneaded product can be produced by cooling and then pulverizing. From the above, a powdery resin composition can be obtained. If necessary, the powdery resin composition may be tableted into granules or tablets. As a result, a resin composition suitable for melt molding such as transfer molding can be obtained. Further, by solidifying the resin composition at room temperature (25 ° C.), it is possible to further improve the transportability and the storability.
- the resin composition of the present embodiment is molded into a desired shape by a melt molding method such as a transfer molding method, an injection molding method, or an extrusion molding method.
- the resin composition of the present embodiment is suitable for molding by a transfer molding method. That is, a molded product (magnetic member) in which the melt of the above-mentioned resin composition is injected into a mold and the melt is cured can be obtained by using a transfer molding apparatus.
- the molded product can be suitably used as a magnetic member or the like in an electric / electronic device. More specifically, the molded product is preferably used as a magnetic core of a coil (also called a reactor or an inductor depending on the application or purpose).
- the transfer molding can be carried out by appropriately using a known transfer molding apparatus. Specifically, first, the preheated resin composition is placed in a heating chamber, which is also called a transfer chamber, and melted to obtain a melt. Then, the melt is injected into a mold with a plunger and held as it is to cure the melt. Thereby, a desired molded product can be obtained. Transfer molding is preferable to other molding methods in terms of controllability of the dimensions of the molded product and improvement of the degree of freedom in shape.
- the preheating temperature is 60 to 100 ° C.
- the heating temperature for melting is 150 to 250 ° C.
- the mold temperature is 150 to 200 ° C.
- the pressure for injecting the melt of the resin composition into the mold is 1 to 1 to 1. It can be adjusted appropriately between 20 MPa.
- the molded product (cured product of the resin composition) obtained by using the resin composition of the present embodiment can be suitably used as a magnetic member.
- the resin composition of the present embodiment is preferably used for producing small and lightweight magnetic parts.
- a mode of a coil including a molded product (magnetic member) obtained by using the resin composition of the present embodiment as a magnetic core and / or an exterior member will be described.
- FIG. 1A and 1 (b) are diagrams schematically showing a coil 100 (reactor) including a magnetic core made of a molded product of the resin composition of the present embodiment.
- FIG. 1A shows an outline of the coil 100 as viewed from above.
- FIG. 1B shows a cross-sectional view taken along the line AA'in FIG. 1A.
- the coil 100 can include a winding 10 and a magnetic core 20 as shown in FIG.
- the magnetic core 20 is filled inside the winding 10 which is an air-core coil.
- the pair of windings 10 shown in FIG. 1A are connected in parallel.
- the annular magnetic core 20 has a structure that penetrates the inside of the pair of windings 10 shown in FIG. 1 (b).
- the magnetic core 20 and the winding 10 can have an integrated structure.
- the coil 100 may have a structure in which an insulator (not shown) is interposed between the winding 10 and the magnetic core 20 from the viewpoint of ensuring these insulations.
- the winding 10 and the magnetic core 20 may be sealed by the exterior member 30 (sealing member).
- the winding 10 and the magnetic core 20 are housed in a housing, a liquid resin is introduced therein, and the liquid resin is cured as necessary, thereby surrounding the winding 10 and the magnetic core 20.
- the exterior member 30 may be formed.
- the winding 10 may have a drawing portion (not shown) in which the end portion of the winding is pulled out to the outside of the exterior member 30.
- the winding 10 is usually formed by winding a winding having an insulating coating on the surface of a metal wire.
- the metal wire preferably has high conductivity, and copper and copper alloys can be preferably used.
- a coating such as enamel can be used as the insulating coating.
- Examples of the cross-sectional shape of the winding include a circular shape, a rectangular shape, and a hexagonal shape.
- the cross-sectional shape of the magnetic core 20 is not particularly limited, but for example, in cross-sectional view, it can be a circular shape or a polygonal shape such as a quadrangle or a hexagon. Since the magnetic core 20 is composed of, for example, a melt-molded product of the resin composition of the present embodiment, it can have a desired shape.
- a magnetic core 20 having excellent moldability and magnetic properties can be realized. That is, the coil 100 provided with the magnetic core 20 is expected to have good mass production suitability and low iron loss. Further, since the magnetic core 20 having excellent mechanical properties can be realized, it is possible to improve the durability, reliability, and manufacturing stability of the coil 100. Therefore, the coil 100 can be used as a reactor for a booster circuit or a large current.
- FIG. 2A shows an outline of the coil as seen from the upper surface of the coil 100B.
- FIG. 2B shows a cross-sectional view taken along the line BB'in FIG. 2A.
- the coil 100B may include a winding 10B and a magnetic core 20B, as shown in FIG.
- the magnetic core 20B is filled inside the winding 10B which is an air-core coil.
- the pair of windings 10B shown in FIG. 2A are connected in parallel.
- the annular magnetic core 20B has a structure that penetrates the inside of the pair of windings 10B shown in FIG. 2 (b).
- These magnetic cores 20B and windings 10B can be individually produced and have a combined structure in combination.
- the coil 100B may have a structure in which an insulator (not shown) is interposed between the winding 10B and the magnetic core 20B from the viewpoint of ensuring these insulations.
- the winding 10B and the magnetic core 20B are sealed by the exterior member 30B (sealing member).
- the magnetic core 20B filled in the winding 10B is placed in a mold, and the resin composition is cured by transfer molding using the resin composition of the present embodiment to cure the winding 10B and the magnetic core 20B.
- the exterior member 30B can be formed around the periphery.
- the winding 10B may have a drawing portion (not shown) in which the end portion of the winding is pulled out to the outside of the exterior member 30B.
- the winding 10B is usually composed of a structure in which a lead wire having an insulating coating on the surface of a metal wire is wound.
- the metal wire preferably has high conductivity, and copper and copper alloys can be preferably used.
- the insulating coating a coating such as enamel can be used. Examples of the cross-sectional shape of the winding 10B include a circular shape, a rectangular shape, and a hexagonal shape.
- the cross-sectional shape of the magnetic core 20B is not particularly limited, but for example, in cross-sectional view, it can be a circular shape or a polygonal shape such as a quadrangle or a hexagon.
- a powder iron core composed of a magnetic powder and a binder can be used.
- the exterior member 30B having excellent moldability and magnetic properties can be realized, so that a low magnetic loss is expected in the coil 100B provided with the magnetic core 20B. Further, since the exterior member 30B having excellent mechanical properties can be realized, it is possible to improve the durability, reliability, and manufacturing stability of the coil 100B.
- FIG. 3A shows an outline of the structure seen from the upper surface of the integrated inductor 100C.
- FIG. 3B shows a cross-sectional view taken along the line CC'in FIG. 3A.
- the integrated inductor 100C can include a winding 10C and a magnetic core 20C.
- the magnetic core 20C is filled inside the winding 10C which is an air core coil.
- the winding 10C and the magnetic core 20C are sealed by the exterior member 30C (sealing member).
- the magnetic core 20C and the exterior member 30C can be made of a molded product of the resin composition of the present embodiment.
- the magnetic core 20C and the exterior member 30C may be formed as seamless integral members.
- the winding 10C is first placed in a mold, and then transfer molding is performed using the resin composition of the present embodiment. Thereby, the resin composition can be cured to integrally form the magnetic core 20C filled in the winding 10C and the exterior member 30C around them.
- the winding 10C may have a drawing portion (not shown) in which the end portion of the winding is pulled out to the outside of the exterior member 30C.
- the winding 10C is usually composed of a structure in which a lead wire having an insulating coating on the surface of a metal wire is wound.
- the metal wire preferably has high conductivity, and copper and copper alloys can be preferably used.
- the insulating coating a coating such as enamel can be used. Examples of the cross-sectional shape of the winding 10C include a circular shape, a rectangular shape, and a hexagonal shape.
- the cross-sectional shape of the magnetic core 20C is not particularly limited, but for example, in cross-sectional view, it can be a circular shape or a polygonal shape such as a quadrangle or a hexagon. Since the magnetic core 20C is composed of a melt-molded product of the resin composition of the present embodiment, it can have a desired shape.
- the integrated inductor 100C can be used as an inductor for a booster circuit or a large current.
- each raw material component was mixed by a mixer according to the raw material components shown in Table 1 below and their blending ratios. Then, the obtained mixture was roll-kneaded to obtain a kneaded product. Then, the kneaded product was cooled and pulverized to obtain a powdery resin composition.
- the median diameter of each of the following magnetic powders / particles is a volume-based particle size distribution curve obtained by dry measurement using a laser diffraction / scattering type particle size distribution measuring device "LA-950" manufactured by HORIBA. I asked for it.
- DAPMS7-100 Made by Daido Steel Co., Ltd., Fe atom ratio 93.4% by mass
- DAPMS7-200 Made by Daido Steel Co., Ltd., Fe atom ratio 93.4% by mass KUAMET6B2 150C01: Epson Atmix Co., Ltd., Fe atom ratio 87.6% by mass Fe-3.5Si-4.5Cr Manufactured by Epson Atmix, Fe atom ratio 91.9% by mass DAPMSC5: Made by Daido Steel Co., Ltd., Fe atom ratio 90.5% by mass
- the median diameter and specific gravity of the magnetic powder are shown in Table 1.
- E1032H60 Triphenylmethane type epoxy resin (manufactured by Mitsubishi Chemical Corporation, solid at room temperature 25 ° C)
- YL6810 Bisphenol A type epoxy resin (manufactured by Mitsubishi Chemical Corporation, solid at room temperature 25 ° C)
- NC-3000L Biphenyl aralkyl type epoxy resin manufactured by Nippon Kayaku Co., Ltd., solid at 23 ° C, containing structural units represented by the above general formula (BP1)
- PR-HF-3 Novolac type phenol resin (manufactured by Sumitomo Bakelite Co., Ltd., solid at room temperature (25 ° C))
- MHE-7851SS Phenolic aralkyl resin containing biphenyl skeleton (manufactured by Meiwa Kasei Co., Ltd., solid at 23 ° C)
- Curesol 2PZ-PW Imidazole-based curing accelerator (manufactured by Shikoku Chemicals Corporation)
- the resin composition is a cylinder with a diameter of 16 mm ⁇ and a height of 32 mm under the conditions of a mold temperature of 175 ° C., an injection pressure of 5 MPa, and a clamp pressure of 8 MPa. Injected into the mold of the shape. As a result, a cylindrical molded product having a diameter of 16 mm ⁇ and a height of 32 mm was obtained. Then, the obtained molded product was post-cured at 175 ° C. for 4 hours. From the above, a molded product for measuring the saturation magnetic flux density was produced. For reference, in the resin compositions of Comparative Examples 1 to 4, it was not possible to obtain a molded product for measurement due to insufficient fluidity or the like.
- the amount of each component in the resin composition and the above measurement results are summarized in the table below.
- the unit of the amount of magnetic powder having a median diameter of 7.5 to 100 ⁇ m, particles having a median diameter of 0.2 to 5 ⁇ m, resin, curing agent, mold release agent, and curing accelerator is parts by mass.
- the amount of particle components (vol%) is the volume ratio of the particle components (whether magnetic powder or non-magnetic powder) in the resin composition of the present embodiment on a volume basis.
- the amount (vol%) of the particle component related to the magnetic property is the ratio of the particle component (typically magnetic powder) related to the magnetic property in the resin composition of the present embodiment on a volume basis. Represents.
- the spiral flow of the resin composition of each example was sufficiently large. That is, it was shown that the resin composition of the present embodiment is preferably applicable to the production of magnetic parts by the transfer molding method. Further, the saturation magnetic flux density of the resin composition of each example was 1.1 T or more, which was sufficiently large. This means that the resin composition of the present embodiment is preferably used for producing small and lightweight magnetic parts.
Landscapes
- Chemical & Material Sciences (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Dispersion Chemistry (AREA)
- Physics & Mathematics (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Soft Magnetic Materials (AREA)
Abstract
樹脂(A)と、メジアン径が7.5~100μmの磁性粉(B)と、メジアン径が0.2~5μmの粒子(C)とを含み、樹脂組成物を175℃でトランスファー成形することで得られる成形品の飽和磁束密度が1.1T以上である、トランスファー成形に用いられる樹脂組成物。また、この樹脂組成物を用いて形成された成形品。粒子(C)は、磁性粉を含んでもよいし、非磁性粉を含んでもよい。
Description
本発明は、樹脂組成物および成形品に関する。より具体的には、トランスファー成形に用いられる樹脂組成物およびこの樹脂組成物を用いて形成された成形品に関する。
磁性体粉末と樹脂とを含む材料を加熱して成形することで、磁性部品(例えばリアクトルの磁性コア等)を形成する試みが知られている。
特許文献1には、磁性体粉末と、この粉末を分散した状態で内包する高分子材料とを含有する複合材料が記載されている。特許文献1によれば、この複合材料全体に対する磁性体粉末の含有量は50体積%超75体積%以下、この複合材料の飽和磁束密度は0.6T以上、この複合材料の比透磁率は20超35以下である。
近年の電子機器の更なる小型化・軽量化に伴い、磁性部品にも小型化・軽量化が求められている。
この状況を鑑み、本発明者は、小型で軽量な磁性部品の製造に好ましく用いられる樹脂組成物を提供することを目的として、検討を行った。
この状況を鑑み、本発明者は、小型で軽量な磁性部品の製造に好ましく用いられる樹脂組成物を提供することを目的として、検討を行った。
本発明者は、検討の結果、以下に提供される発明を完成させ、上記課題を解決した。
本発明によれば、
トランスファー成形に用いられる樹脂組成物であって、
樹脂(A)と、メジアン径が7.5~100μmの磁性粉(B)と、メジアン径が0.2~5μmの粒子(C)とを含み、
当該樹脂組成物を175℃でトランスファー成形することで得られる成形品の飽和磁束密度が1.1T以上である、樹脂組成物
が提供される。
トランスファー成形に用いられる樹脂組成物であって、
樹脂(A)と、メジアン径が7.5~100μmの磁性粉(B)と、メジアン径が0.2~5μmの粒子(C)とを含み、
当該樹脂組成物を175℃でトランスファー成形することで得られる成形品の飽和磁束密度が1.1T以上である、樹脂組成物
が提供される。
また、本発明によれば、
上記の樹脂組成物を用いて形成された成形品
が提供される。
上記の樹脂組成物を用いて形成された成形品
が提供される。
本発明の樹脂組成物は、小型で軽量な磁性部品の製造に好ましく用いられる。つまり、本発明の樹脂組成物を用いることで、小型で軽量な磁性部品を製造することができる。
以下、本発明の実施形態について、図面を参照しつつ、詳細に説明する。
すべての図面において、同様な構成要素には同様の符号を付し、適宜説明を省略する。
煩雑さを避けるため、(i)同一図面内に同一の構成要素が複数ある場合には、その1つのみに符号を付し、全てには符号を付さない場合や、(ii)特に図2以降において、図1と同様の構成要素に改めては符号を付さない場合がある。
すべての図面はあくまで説明用のものである。図面中の各部材の形状や寸法比などは、必ずしも現実の物品と対応しない。
すべての図面において、同様な構成要素には同様の符号を付し、適宜説明を省略する。
煩雑さを避けるため、(i)同一図面内に同一の構成要素が複数ある場合には、その1つのみに符号を付し、全てには符号を付さない場合や、(ii)特に図2以降において、図1と同様の構成要素に改めては符号を付さない場合がある。
すべての図面はあくまで説明用のものである。図面中の各部材の形状や寸法比などは、必ずしも現実の物品と対応しない。
本明細書中、数値範囲の説明における「X~Y」との表記は、特に断らない限り、X以上Y以下のことを表す。例えば、「1~5質量%」とは「1質量%以上5質量%以下」を意味する。
本明細書における基(原子団)の表記において、置換か無置換かを記していない表記は、置換基を有しないものと置換基を有するものの両方を包含するものである。例えば「アルキル基」とは、置換基を有しないアルキル基(無置換アルキル基)のみならず、置換基を有するアルキル基(置換アルキル基)をも包含するものである。
本明細書における「有機基」の語は、特に断りが無い限り、有機化合物から1つ以上の水素原子を除いた原子団のことを意味する。例えば、「1価の有機基」とは、任意の有機化合物から1つの水素原子を除いた原子団のことを表す。
本明細書における「有機基」の語は、特に断りが無い限り、有機化合物から1つ以上の水素原子を除いた原子団のことを意味する。例えば、「1価の有機基」とは、任意の有機化合物から1つの水素原子を除いた原子団のことを表す。
<樹脂組成物>
本実施形態の樹脂組成物は、トランスファー成形に用いられる。換言すると、本実施形態の樹脂組成物は、トランスファー成形法によって成形品を製造する際の材料として用いられる。
また、本実施形態の樹脂組成物は、樹脂(A)と、メジアン径が7.5~100μmの磁性粉(B)と、メジアン径が0.2~5μmの粒子(C)とを含む。
また、本実施形態の樹脂組成物を175℃でトランスファー成形することで得られる成形品の飽和磁束密度は、1.1T以上である。
本実施形態の樹脂組成物は、トランスファー成形に用いられる。換言すると、本実施形態の樹脂組成物は、トランスファー成形法によって成形品を製造する際の材料として用いられる。
また、本実施形態の樹脂組成物は、樹脂(A)と、メジアン径が7.5~100μmの磁性粉(B)と、メジアン径が0.2~5μmの粒子(C)とを含む。
また、本実施形態の樹脂組成物を175℃でトランスファー成形することで得られる成形品の飽和磁束密度は、1.1T以上である。
本実施形態においては、トランスファー成形により磁性部品を製造することで、従来の圧縮成形法よりも小型かつ/または軽量な磁性部品を製造することができる。また、トランスファー成形により磁性部品を製造することで、比較的複雑な形状の磁性部品を製造しやすい。
本実施形態においては、メジアン径が7.5~100μmの磁性粉(B)が用いられる。粒径が大きな磁性粉を用いることで、飽和磁束密度を高めやすい。
本実施形態においては、メジアン径が比較的大きい磁性粉(B)と、メジアン径が比較的小さい粒子(C)が併用される。このことにより、トランスファー成形時の十分な流動性を得ることができる。このメカニズムの詳細は不明であるが、粒子(C)が磁性粉(B)の「潤滑剤」のように働くためと推測される。かつ/または、粒子(C)が磁性粉(B)の「分散媒」のように働き、溶融時の磁性粉(B)の沈降が抑えられるためとも推測される。
本実施形態の樹脂組成物を175℃でトランスファー成形することで得られる成形品の飽和磁束密度は1.1T以上である。このように樹脂組成物を設計することで、小型・軽量であっても十分な磁気性能を有する磁性部品を得ることができる。
本実施形態においては、メジアン径が7.5~100μmの磁性粉(B)が用いられる。粒径が大きな磁性粉を用いることで、飽和磁束密度を高めやすい。
本実施形態においては、メジアン径が比較的大きい磁性粉(B)と、メジアン径が比較的小さい粒子(C)が併用される。このことにより、トランスファー成形時の十分な流動性を得ることができる。このメカニズムの詳細は不明であるが、粒子(C)が磁性粉(B)の「潤滑剤」のように働くためと推測される。かつ/または、粒子(C)が磁性粉(B)の「分散媒」のように働き、溶融時の磁性粉(B)の沈降が抑えられるためとも推測される。
本実施形態の樹脂組成物を175℃でトランスファー成形することで得られる成形品の飽和磁束密度は1.1T以上である。このように樹脂組成物を設計することで、小型・軽量であっても十分な磁気性能を有する磁性部品を得ることができる。
本実施形態の樹脂組成物の含有成分、物性などについて以下具体的に説明する。
(樹脂(A))
本実施形態の樹脂組成物は、樹脂(A)を含む。
樹脂(A)は、熱可塑性樹脂または熱硬化性樹脂であることができる。トランスファー成形という用途や、磁性部品の耐熱性の観点からは、樹脂(A)は熱硬化性樹脂を含むことが好ましい。より具体的には、樹脂(A)全量中の好ましくは50質量%以上、より好ましくは75質量%以上、さらに好ましくは90質量%以上が熱硬化性樹脂である。
本実施形態の樹脂組成物は、樹脂(A)を含む。
樹脂(A)は、熱可塑性樹脂または熱硬化性樹脂であることができる。トランスファー成形という用途や、磁性部品の耐熱性の観点からは、樹脂(A)は熱硬化性樹脂を含むことが好ましい。より具体的には、樹脂(A)全量中の好ましくは50質量%以上、より好ましくは75質量%以上、さらに好ましくは90質量%以上が熱硬化性樹脂である。
熱硬化性樹脂としては、エポキシ樹脂、フェノール樹脂、ポリイミド樹脂、ビスマレイミド樹脂、ユリア(尿素)樹脂、メラミン樹脂、ポリウレタン樹脂、シアネートエステル樹脂、シリコーン樹脂、オキセタン樹脂(オキセタン化合物)、(メタ)アクリレート樹脂、不飽和ポリエステル樹脂、ジアリルフタレート樹脂、ベンゾオキサジン樹脂等が挙げられる。これらを単独で用いても2種以上を組み合わせて用いてもよい。
特に、樹脂(A)は、エポキシ樹脂を含むことが好ましい。これにより、一般的な条件下(温度、金型への注入圧力等)でのトランスファー成形において、良好な成形性を得やすい。
エポキシ樹脂として、フェノールノボラック樹脂、クレゾールノボラック樹脂、ビスフェノールA型ノボラック樹脂、トリアジン骨格含有フェノールノボラック樹脂等のノボラック型フェノール樹脂;未変性のレゾールフェノール樹脂、桐油、アマニ油、クルミ油等で変性した油変性レゾールフェノール樹脂等のレゾール型フェノール樹脂、フェノールアラルキル樹脂、ビフェニルアラルキル型フェノール樹脂等のアラルキル型フェノール樹脂等のフェノール樹脂;ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、テトラメチルビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールE型エポキシ樹脂、ビスフェノールM型エポキシ樹脂、ビスフェノールP型エポキシ樹脂、ビスフェノールZ型エポキシ樹脂等のビスフェノール型エポキシ樹脂;フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂等のノボラック型エポキシ樹脂;ビフェニル型エポキシ樹脂、ビフェニルアラルキル型エポキシ樹脂、アリールアルキレン型エポキシ樹脂、ナフタレン型エポキシ樹脂、アントラセン型エポキシ樹脂、フェノキシ型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、ノルボルネン型エポキシ樹脂、アダマンタン型エポキシ樹脂、フルオレン型エポキシ樹脂、トリスフェニルメタン型エポキシ樹脂等を挙げることができる。
エポキシ樹脂として、フェノールノボラック樹脂、クレゾールノボラック樹脂、ビスフェノールA型ノボラック樹脂、トリアジン骨格含有フェノールノボラック樹脂等のノボラック型フェノール樹脂;未変性のレゾールフェノール樹脂、桐油、アマニ油、クルミ油等で変性した油変性レゾールフェノール樹脂等のレゾール型フェノール樹脂、フェノールアラルキル樹脂、ビフェニルアラルキル型フェノール樹脂等のアラルキル型フェノール樹脂等のフェノール樹脂;ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、テトラメチルビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールE型エポキシ樹脂、ビスフェノールM型エポキシ樹脂、ビスフェノールP型エポキシ樹脂、ビスフェノールZ型エポキシ樹脂等のビスフェノール型エポキシ樹脂;フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂等のノボラック型エポキシ樹脂;ビフェニル型エポキシ樹脂、ビフェニルアラルキル型エポキシ樹脂、アリールアルキレン型エポキシ樹脂、ナフタレン型エポキシ樹脂、アントラセン型エポキシ樹脂、フェノキシ型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、ノルボルネン型エポキシ樹脂、アダマンタン型エポキシ樹脂、フルオレン型エポキシ樹脂、トリスフェニルメタン型エポキシ樹脂等を挙げることができる。
エポキシ樹脂は、分子中に2個以上のエポキシ基を有する多官能エポキシ樹脂を含むことができる。エポキシ樹脂としては、トリスフェニルメタン型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、テトラメチルビスフェノールF型エポキシ樹脂等を好ましく挙げることができる。これらのうち1または2以上を用いることで、耐熱性が高く、また、トランスファー成形に適した樹脂組成物を得やすい。
特に、エポキシ樹脂は、以下一般式(a1)で表される構造単位を有するエポキシ樹脂(トリスフェニルメタン型エポキシ樹脂)、および/または、以下一般式(a2)で表される構造単位を有するエポキシ樹脂(ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂)を含むことが好ましい。とりわけ、これら2種のエポキシ樹脂を併用することで、成形時の適度な流動性を得つつ、成形品の耐熱性を高めることができる。これら2種のエポキシ樹脂を併用する場合、併用比率(質量比)は、例えば10/90~90/10、好ましくは20/80~80/20である。

一般式(a1)中、
R11は、複数ある場合はそれぞれ独立に、1価の置換基を表し、
R12は、複数ある場合はそれぞれ独立に、1価の置換基を表し、
iは、0~3の整数であり、
jは、0~4の整数である。
R11は、複数ある場合はそれぞれ独立に、1価の置換基を表し、
R12は、複数ある場合はそれぞれ独立に、1価の置換基を表し、
iは、0~3の整数であり、
jは、0~4の整数である。
R11およびR12の1価の置換基としては、1価の有機基、ハロゲン原子、ヒドロキシ基、シアノ基等を挙げることができる。
1価の有機基の例としては、アルキル基、アルケニル基、アルキニル基、アルキリデン基、アリール基、アラルキル基、アルカリル基、シクロアルキル基、アルコキシ基、ヘテロ環基、カルボキシル基などを挙げることができる。1価の有機基の炭素数は、例えば1~30、好ましくは1~20、より好ましくは1~10、更に好ましくは1~6である。
アルキル基の例としては、メチル基、エチル基、n-プロピル基、イソプロピル基、n-ブチル基、イソブチル基、sec-ブチル基、tert-ブチル基、ペンチル基、ネオペンチル基、ヘキシル基、ヘプチル基、オクチル基、ノニル基、デシル基などが挙げられる。
アルケニル基の例としては、アリル基、ペンテニル基、ビニル基などが挙げられる。
アルキニル基の例としては、エチニル基などが挙げられる。
アルキリデン基の例としては、メチリデン基、エチリデン基などが挙げられる。
アリール基の例としては、トリル基、キシリル基、フェニル基、ナフチル基、アントラセニル基が挙げられる。
アラルキル基の例としては、ベンジル基、フェネチル基などが挙げられる。
アルカリル基の例としては、トリル基、キシリル基などが挙げられる。
シクロアルキル基の例としては、アダマンチル基、シクロペンチル基、シクロヘキシル基、シクロオクチル基などが挙げられる。
アルコキシ基の例としては、メトキシ基、エトキシ基、n-プロポキシ基、イソプロポキシ基、n-ブトキシ基、s-ブトキシ基、イソブトキシ基、t-ブトキシ基、n-ペンチルオキシ基、ネオペンチルオキシ基、n-ヘキシルオキシ基などが挙げられる。
ヘテロ環基の例としては、エポキシ基、オキセタニル基などが挙げられる。
アルキル基の例としては、メチル基、エチル基、n-プロピル基、イソプロピル基、n-ブチル基、イソブチル基、sec-ブチル基、tert-ブチル基、ペンチル基、ネオペンチル基、ヘキシル基、ヘプチル基、オクチル基、ノニル基、デシル基などが挙げられる。
アルケニル基の例としては、アリル基、ペンテニル基、ビニル基などが挙げられる。
アルキニル基の例としては、エチニル基などが挙げられる。
アルキリデン基の例としては、メチリデン基、エチリデン基などが挙げられる。
アリール基の例としては、トリル基、キシリル基、フェニル基、ナフチル基、アントラセニル基が挙げられる。
アラルキル基の例としては、ベンジル基、フェネチル基などが挙げられる。
アルカリル基の例としては、トリル基、キシリル基などが挙げられる。
シクロアルキル基の例としては、アダマンチル基、シクロペンチル基、シクロヘキシル基、シクロオクチル基などが挙げられる。
アルコキシ基の例としては、メトキシ基、エトキシ基、n-プロポキシ基、イソプロポキシ基、n-ブトキシ基、s-ブトキシ基、イソブトキシ基、t-ブトキシ基、n-ペンチルオキシ基、ネオペンチルオキシ基、n-ヘキシルオキシ基などが挙げられる。
ヘテロ環基の例としては、エポキシ基、オキセタニル基などが挙げられる。
iおよびjは、それぞれ独立に、好ましくは0~2、より好ましくは0~1である。
一態様として、iおよびjはともに0である。つまり、一態様として、一般式(a1)中のベンゼン環の全ては、1価の置換基としては、明示されたグリシジルオキシ基以外の置換基を有しない。
一態様として、iおよびjはともに0である。つまり、一態様として、一般式(a1)中のベンゼン環の全ては、1価の置換基としては、明示されたグリシジルオキシ基以外の置換基を有しない。

一般式(a2)中、
2つのRはそれぞれ独立に、水素原子またはメチル基であり、
R22は、複数ある場合はそれぞれ独立に、1価の置換基を表し、
R23は、複数ある場合はそれぞれ独立に、1価の置換基を表し、
pおよびqは、それぞれ独立に、0~4の整数である。
一般式(a2)におけるR22およびR23の1価の置換基の具体例としては、一般式(a1)におけるR11およびR12の1価の置換基として説明したものと同様のものを挙げることができる。ここで、R22およびR23の1価の置換基としては、アルキル基が好ましく、直鎖または分枝状の炭素数1~6のアルキル基がより好ましく、メチル基が特に好ましい。
2つのRはそれぞれ独立に、水素原子またはメチル基であり、
R22は、複数ある場合はそれぞれ独立に、1価の置換基を表し、
R23は、複数ある場合はそれぞれ独立に、1価の置換基を表し、
pおよびqは、それぞれ独立に、0~4の整数である。
一般式(a2)におけるR22およびR23の1価の置換基の具体例としては、一般式(a1)におけるR11およびR12の1価の置換基として説明したものと同様のものを挙げることができる。ここで、R22およびR23の1価の置換基としては、アルキル基が好ましく、直鎖または分枝状の炭素数1~6のアルキル基がより好ましく、メチル基が特に好ましい。
一般式(a2)におけるpおよびqは、それぞれ独立に、好ましくは0~3、より好ましくは0~2である。溶融時の適度な流動性の観点などから、2つのRがメチル基である場合には、pおよびqは好ましくは0であり、2つのRが水素原子である場合には、pおよびqは好ましくは1または2である。
また、樹脂(A)は、ビフェニル構造を含むエポキシ樹脂を含むことも好ましい。
ビフェニル構造を含むエポキシ樹脂とは、具体的には、2つのベンゼン環が単結合で連結している構造を含むエポキシ樹脂のことである。ここでのベンゼン環は、置換基を有していてもいなくてもよい。
具体的には、ビフェニル構造を含むエポキシ樹脂は、以下一般式(BP)で表される部分構造を有する。
ビフェニル構造を含むエポキシ樹脂とは、具体的には、2つのベンゼン環が単結合で連結している構造を含むエポキシ樹脂のことである。ここでのベンゼン環は、置換基を有していてもいなくてもよい。
具体的には、ビフェニル構造を含むエポキシ樹脂は、以下一般式(BP)で表される部分構造を有する。

一般式(BP)において、
RaおよびRbは、複数ある場合はそれぞれ独立に、1価の有機基、ヒドロキシル基またはハロゲン原子であり、
rおよびsは、それぞれ独立に、0~4であり、
*は、他の原子団と連結していることを表す。
RaおよびRbは、複数ある場合はそれぞれ独立に、1価の有機基、ヒドロキシル基またはハロゲン原子であり、
rおよびsは、それぞれ独立に、0~4であり、
*は、他の原子団と連結していることを表す。
RaおよびRbの1価の有機基の具体例としては、アルキル基、アルケニル基、アルキニル基、アルキリデン基、アリール基、アラルキル基、アルカリル基、シクロアルキル基、アルコキシ基、ヘテロ環基、カルボキシル基などを挙げることができる。
アルキル基としては、例えばメチル基、エチル基、n-プロピル基、イソプロピル基、n-ブチル基、イソブチル基、sec-ブチル基、tert-ブチル基、ペンチル基、ネオペンチル基、ヘキシル基、ヘプチル基、オクチル基、ノニル基、デシル基などが挙げられる。
アルケニル基としては、例えばアリル基、ペンテニル基、ビニル基などが挙げられる。
アルキニル基としては、例えばエチニル基などが挙げられる。
アルキリデン基としては、例えばメチリデン基、エチリデン基などが挙げられる。
アリール基としては、例えばトリル基、キシリル基、フェニル基、ナフチル基、アントラセニル基が挙げられる。
アラルキル基としては、例えばベンジル基、フェネチル基などが挙げられる。
アルカリル基としては、例えばトリル基、キシリル基などが挙げられる。
シクロアルキル基としては、例えばアダマンチル基、シクロペンチル基、シクロヘキシル基、シクロオクチル基などが挙げられる。
アルコキシ基としては、例えば、メトキシ基、エトキシ基、n-プロポキシ基、イソプロポキシ基、n-ブトキシ基、s-ブトキシ基、イソブトキシ基、t-ブトキシ基、n-ペンチルオキシ基、ネオペンチルオキシ基、n-ヘキシルオキシ基などが挙げられる。
ヘテロ環基としては、例えばエポキシ基、オキセタニル基などが挙げられる。
RaおよびRbの1価の有機基の総炭素数は、それぞれ、例えば1~30、好ましくは1~20、より好ましくは1~10、特に好ましくは1~6である。
rおよびsは、それぞれ独立に、好ましくは0~2であり、より好ましくは0~1である。一態様として、rおよびsはともに0である。
より具体的には、ビフェニル構造を含むエポキシ樹脂は、以下一般式(BP1)で表される構造単位を有する。
アルケニル基としては、例えばアリル基、ペンテニル基、ビニル基などが挙げられる。
アルキニル基としては、例えばエチニル基などが挙げられる。
アルキリデン基としては、例えばメチリデン基、エチリデン基などが挙げられる。
アリール基としては、例えばトリル基、キシリル基、フェニル基、ナフチル基、アントラセニル基が挙げられる。
アラルキル基としては、例えばベンジル基、フェネチル基などが挙げられる。
アルカリル基としては、例えばトリル基、キシリル基などが挙げられる。
シクロアルキル基としては、例えばアダマンチル基、シクロペンチル基、シクロヘキシル基、シクロオクチル基などが挙げられる。
アルコキシ基としては、例えば、メトキシ基、エトキシ基、n-プロポキシ基、イソプロポキシ基、n-ブトキシ基、s-ブトキシ基、イソブトキシ基、t-ブトキシ基、n-ペンチルオキシ基、ネオペンチルオキシ基、n-ヘキシルオキシ基などが挙げられる。
ヘテロ環基としては、例えばエポキシ基、オキセタニル基などが挙げられる。
RaおよびRbの1価の有機基の総炭素数は、それぞれ、例えば1~30、好ましくは1~20、より好ましくは1~10、特に好ましくは1~6である。
rおよびsは、それぞれ独立に、好ましくは0~2であり、より好ましくは0~1である。一態様として、rおよびsはともに0である。
より具体的には、ビフェニル構造を含むエポキシ樹脂は、以下一般式(BP1)で表される構造単位を有する。

一般式(BP1)において、
RaおよびRbの定義および具体的態様は、一般式(BP)と同様であり、
rおよびsの定義および好ましい範囲は、一般式(BP)と同様であり、
Rcは、複数ある場合はそれぞれ独立に、1価の有機基、ヒドロキシル基またはハロゲン原子であり、
tは、0~3の整数である。
Rcの1価の有機基の具体例としては、RaおよびRbの具体例として挙げたものと同様のものを挙げることができる。
tは、好ましくは0~2であり、より好ましくは0~1である。
RaおよびRbの定義および具体的態様は、一般式(BP)と同様であり、
rおよびsの定義および好ましい範囲は、一般式(BP)と同様であり、
Rcは、複数ある場合はそれぞれ独立に、1価の有機基、ヒドロキシル基またはハロゲン原子であり、
tは、0~3の整数である。
Rcの1価の有機基の具体例としては、RaおよびRbの具体例として挙げたものと同様のものを挙げることができる。
tは、好ましくは0~2であり、より好ましくは0~1である。
本実施形態の樹脂組成物は、樹脂(A)を1種のみ含んでもよいし、2種以上含んでもよい。
本実施形態の樹脂組成物中の樹脂(A)の含有量は、樹脂組成物全体を基準(100質量%)として、例えば0.5~20質量%、好ましくは1~15質量%である。このような数値範囲とすることにより、成形性および機械的特性を一層向上させることができる。また、樹脂(A)の量が多すぎないことにより、磁性粉(B)などの量を多くしやすい。つまり、磁気特性を高めやすい。
本実施形態の樹脂組成物中の樹脂(A)の含有量は、樹脂組成物全体を基準(100質量%)として、例えば0.5~20質量%、好ましくは1~15質量%である。このような数値範囲とすることにより、成形性および機械的特性を一層向上させることができる。また、樹脂(A)の量が多すぎないことにより、磁性粉(B)などの量を多くしやすい。つまり、磁気特性を高めやすい。
(磁性粉(B))
本実施形態の樹脂組成物は、メジアン径が7.5~100μmの磁性粉(B)を含む。
磁性粉(B)は、上記メジアン径を有し、本実施形態の樹脂組成物を用いて作製した成形品が磁性を示す限りにおいて、任意のものを用いることができる。
本実施形態の樹脂組成物は、メジアン径が7.5~100μmの磁性粉(B)を含む。
磁性粉(B)は、上記メジアン径を有し、本実施形態の樹脂組成物を用いて作製した成形品が磁性を示す限りにおいて、任意のものを用いることができる。
磁性粉(B)は、好ましくは、Fe、Cr、Co、Ni、AgおよびMnからなる群より選択される1種または2種以上の元素を含む。これらのいずれかを選択することで、磁気特性をより高めることができる。磁性粉(B)としては、好ましくはFeを85質量%以上、より好ましくはFeを90質量%以上含むもの(鉄基粒子)を用いることで、磁気特性を一層高めることができる。
磁性粉(B)は、結晶材料であってもよく、アモルファス材料であってもよく、これらが混在した材料であってもよい。また、磁性粉(B)としては、1種の化学組成からなるものを用いてもよいし、異なる化学組成のものを2種以上併用してもよい。
特に、磁性粉(B)としては、鉄基粒子を含むものが好ましい。鉄基粒子とは、鉄原子を主成分とする(化学組成において鉄原子の含有質量が一番多い)粒子のことを言い、より具体的には化学組成において鉄原子の含有質量が一番多い鉄合金のことをいう。
鉄基粒子としてより具体的には、軟磁性を示し、鉄原子の含有率が85質量%以上である粒子(軟磁性鉄高含有粒子)を用いることができる。ちなみに、軟磁性とは、保磁力が小さい強磁性のことを指し、一般的には、保磁力が800A/m以下である強磁性のことを軟磁性という。鉄原子の含有率は、より好ましくは90質量%以上である。
鉄基粒子としてより具体的には、軟磁性を示し、鉄原子の含有率が85質量%以上である粒子(軟磁性鉄高含有粒子)を用いることができる。ちなみに、軟磁性とは、保磁力が小さい強磁性のことを指し、一般的には、保磁力が800A/m以下である強磁性のことを軟磁性という。鉄原子の含有率は、より好ましくは90質量%以上である。
磁性粉(B)の構成材料としては、構成元素としての鉄の含有率が好ましくは85質量%以上である(より好ましくは90質量%以上である)金属含有材料が挙げられる。このように構成元素としての鉄の含有率が高い金属材料は、透磁率や磁束密度等の磁気特性が比較的良好な軟磁性を示す。このため、成形されたとき、良好な磁気特性を示し得る樹脂組成物が得られる。
ただし、磁性粉(B)(および後掲の粒子(C))中の鉄の含有率が大きいことは、「鉄損」の性能の観点からは不利な場合がある。上記のような、鉄の含有率が大きい磁性粉(B)(および/または粒子(C))を用いることは、主として飽和磁束密度の向上の観点から行われる。鉄損などの他の性能を重視する場合には、磁性粉(B)/粒子(C)中の鉄の含有率が大きくないほうが好ましいこともある。
ただし、磁性粉(B)(および後掲の粒子(C))中の鉄の含有率が大きいことは、「鉄損」の性能の観点からは不利な場合がある。上記のような、鉄の含有率が大きい磁性粉(B)(および/または粒子(C))を用いることは、主として飽和磁束密度の向上の観点から行われる。鉄損などの他の性能を重視する場合には、磁性粉(B)/粒子(C)中の鉄の含有率が大きくないほうが好ましいこともある。
上記の金属含有材料の形態としては、例えば、単体の他、固溶体、共晶、金属間化合物のような合金等が挙げられる。このような金属材料で構成された粒子を用いることにより、鉄に由来する優れた磁気特性、すなわち、高透磁率や高磁束密度等の磁気特性を有する樹脂組成物を得ることができる。
また、上記の金属含有材料は、構成元素として鉄以外の元素を含んでいてもよい。鉄以外の元素としては、例えば、B、C、N、O、Al、Si、P、S、Ti、V、Cr、Mn、Co、Ni、Cu、Zn、Y、Zr、Nb、Mo、Cd、In、Sn等が挙げられ、これらのうちの1種または2種以上を組み合わせて用いられる。
上記の金属含有材料の具体例としては、例えば、純鉄、ケイ素鋼、鉄-コバルト合金、鉄-ニッケル合金、鉄-クロム合金、鉄-アルミニウム合金、カルボニル鉄、ステンレス鋼、またはこれらのうちの1種もしくは2種以上を含む複合材料等が挙げられる。入手性などの観点からカルボニル鉄を好ましく用いることができる。
上記では磁性粉(B)として鉄基粒子を中心に説明したが、もちろん、磁性粉(B)はそれ以外の粒子であってもよい。磁性粉(B)は、例えば、Ni基軟磁性粒子、Co基軟磁性粒子等を含んでもよい。
磁性粉(B)には、表面処理が施されていてもよい。例えば、表面をカップリング剤で処理したり、プラズマ処理したりすることが挙げられる。このような表面処理により、表面に官能基を結合させることが可能である。官能基は、表面の一部または全面を被覆することができる。
官能基としては、下記一般式(1)で表される官能基を挙げることができる。
*-O-X-R ・・・(1)
[式中、Rは、有機基を表し、Xは、Si、Ti、Al、またはZrであり、*は、磁性粉(B)を構成する原子の1つである。]
官能基としては、下記一般式(1)で表される官能基を挙げることができる。
*-O-X-R ・・・(1)
[式中、Rは、有機基を表し、Xは、Si、Ti、Al、またはZrであり、*は、磁性粉(B)を構成する原子の1つである。]
上記官能基は、例えば、シラン系カップリング剤、チタン系カップリング剤、アルミニウム系カップリング剤、ジルコニウム系カップリング剤等の公知のカップリング剤による表面処理によって形成された残基である。好ましくは、シラン系カップリング剤およびチタン系カップリング剤からなる群より選択されるカップリング剤の残基である。これにより、磁性粉(B)を樹脂組成物に配合して樹脂組成物としたとき、その流動性をより高めることができる。
カップリング剤で表面処理する場合、その方法としては、磁性粉(B)をカップリング剤の希釈溶液に浸漬したり、磁性粉(B)にカップリング剤を直接噴霧したりする方法が挙げられる。
カップリング剤の使用量は、磁性粉(B)の100質量部に対して、例えば、0.05~1質量部であるのが好ましく、0.1~0.5質量部であるのがより好ましい。
カップリング剤と磁性粉(B)を反応させるときの溶媒としては、例えば、メタノール、エタノール、イソプロピルアルコール等が挙げられる。また、このときのカップリング剤の使用量は、溶媒100質量部に対して、0.1~2質量部であるのが好ましく、0.5~1.5質量部であるのがより好ましい。
カップリング剤と磁性粉(B)との反応時間(例えば希釈溶液への浸漬時間等)は、1~24時間であることが好ましい。
カップリング剤の使用量は、磁性粉(B)の100質量部に対して、例えば、0.05~1質量部であるのが好ましく、0.1~0.5質量部であるのがより好ましい。
カップリング剤と磁性粉(B)を反応させるときの溶媒としては、例えば、メタノール、エタノール、イソプロピルアルコール等が挙げられる。また、このときのカップリング剤の使用量は、溶媒100質量部に対して、0.1~2質量部であるのが好ましく、0.5~1.5質量部であるのがより好ましい。
カップリング剤と磁性粉(B)との反応時間(例えば希釈溶液への浸漬時間等)は、1~24時間であることが好ましい。
上述したような官能基を結合させる際には、磁性粉(B)に対する表面処理の一環として、あらかじめプラズマ処理を施してもよい。例えば、酸素プラズマ処理を施すことにより、磁性粉(B)の表面にOH基が生じて、酸素原子を介した磁性粉(B)とカップリング剤の残基との結合が容易になる。これにより、より強固に官能基を結合させることができる。
上記プラズマ処理は、酸素プラズマ処理であるのが好ましい。これにより、磁性粉(B)の表面に対して効率よくOH基を修飾することができる。
酸素プラズマ処理の圧力は、100~200Paであることが好ましく、120~180Paであることがより好ましい。
酸素プラズマ処理における処理ガスの流量は、1000~5000mL/分であることが好ましく、2000~4000mL/分であることがより好ましい。
酸素プラズマ処理の出力は、100~500Wであることが好ましく、200~400Wであることがより好ましい。
酸素プラズマ処理の処理時間は、上述の各種条件に応じて適宜設定されるが、5~60分であることが好ましく、10~40分であることがより好ましい。
酸素プラズマ処理の圧力は、100~200Paであることが好ましく、120~180Paであることがより好ましい。
酸素プラズマ処理における処理ガスの流量は、1000~5000mL/分であることが好ましく、2000~4000mL/分であることがより好ましい。
酸素プラズマ処理の出力は、100~500Wであることが好ましく、200~400Wであることがより好ましい。
酸素プラズマ処理の処理時間は、上述の各種条件に応じて適宜設定されるが、5~60分であることが好ましく、10~40分であることがより好ましい。
酸素プラズマ処理を施す前に、さらにアルゴンプラズマ処理を施すようにしてもよい。これにより、磁性粉(B)の表面にOH基を修飾するための活性点を形成することができるので、OH基の修飾をより効率よく行うことができる。
アルゴンプラズマ処理の圧力は、10~100Paであることが好ましく、15~80Paであることがより好ましい。
アルゴンプラズマ処理における処理ガスの流量は、10~100mL/分であることが好ましく、20~80mL/分であることがより好ましい。
アルゴンプラズマ処理の出力は、100~500Wであることが好ましく、200~400Wであることがより好ましい。
アルゴンプラズマ処理の処理時間は、5~60分であることが好ましく、10~40分であることがより好ましい。
アルゴンプラズマ処理における処理ガスの流量は、10~100mL/分であることが好ましく、20~80mL/分であることがより好ましい。
アルゴンプラズマ処理の出力は、100~500Wであることが好ましく、200~400Wであることがより好ましい。
アルゴンプラズマ処理の処理時間は、5~60分であることが好ましく、10~40分であることがより好ましい。
ちなみに、磁性粉(B)の表面に、カップリング剤の残基が酸素原子を介して結合していることは、例えばフーリエ変換赤外分光光度計によって確認することができる。
上述のような表面処理は、全ての磁性粉(B)に施されてもよく、一部の磁性粉(B)に施されてもよい。
上述のような表面処理は、全ての磁性粉(B)に施されてもよく、一部の磁性粉(B)に施されてもよい。
既に述べたとおり、磁性粉(B)のメジアン径は、7.5~100μmである。メジアン径は、好ましくは8~90μm、より好ましくは10~80μmである。
メジアン径は、レーザ回折/散乱式粒子径分布測定装置を用い、粒子を乾式で測定することで、体積基準の値として求めることができる。
メジアン径は、レーザ回折/散乱式粒子径分布測定装置を用い、粒子を乾式で測定することで、体積基準の値として求めることができる。
磁性粉(B)として、2種の異なる磁性粉を併用してもよい。例えば、本実施形態の樹脂組成物は、メジアン径が7.5~100μmの範囲内において、異なるメジアン径を有する2種の異なる磁性粉(B)を含んでもよい。これにより、磁性粉(B)間の「すき間」が少なくなり、磁性粉の密度を高めることができるため、磁気特性の向上を図ることができる。
好ましくは、磁性粉(B)として、メジアン径が7.5~15μmの磁性粉と、メジアン径が20~100μm(より好ましくは35~90μm)の磁性粉とが併用される。
好ましくは、磁性粉(B)として、メジアン径が7.5~15μmの磁性粉と、メジアン径が20~100μm(より好ましくは35~90μm)の磁性粉とが併用される。
磁性粉(B)は、真円(真球)に近い形状であることが好ましい。これにより、粒子同士の摩擦が少なくなり、流動性を一層高めることができると考えられる。
具体的には、以下で定義される「真円度」を、磁性粉(B)の任意の10個以上(好ましくは50個以上)について求め、その値を平均することで求められる平均真円度が0.60以上であることが好ましく、0.75以上であることがより好ましい。
真円度の定義:磁性粉の輪郭を走査型電子顕微鏡で観察したときの、当該輪郭から求められる等面積円相当径をReq、当該輪郭に外接する円の半径をRcとしたときの、Req/Rcの値。
具体的には、以下で定義される「真円度」を、磁性粉(B)の任意の10個以上(好ましくは50個以上)について求め、その値を平均することで求められる平均真円度が0.60以上であることが好ましく、0.75以上であることがより好ましい。
真円度の定義:磁性粉の輪郭を走査型電子顕微鏡で観察したときの、当該輪郭から求められる等面積円相当径をReq、当該輪郭に外接する円の半径をRcとしたときの、Req/Rcの値。
本実施形態の樹脂組成物中の、磁性粉(B)の含有比率は、好ましくは50質量%以上、より好ましくは50~99質量%、さらに好ましくは60~99質量%である。含有比率が90質量%以上であることで、磁気特性が優れた成形品(磁性部品)を得やすい。一方、含有比率が99質量%以下であることで、樹脂などの他成分を十分な量用いることができ、成形性、機械的強度などを一層高めうる。
(粒子(C))
本実施形態の樹脂組成物は、メジアン径が0.2~5μmの粒子(C)を含む。
一例として、粒子(C)は、磁性粉を含む。粒子(C)が磁性粉を含むことで、磁性粉(B)とあわせて、樹脂組成物中の磁性物質の濃度/密度を一層高めることができる。そして、最終的な成形品の磁気特性(飽和磁束密度など)を一層高めることができる。
別の例として、粒子(C)は、非磁性粉を含む。磁性粉(B)と組み合わせる粒子(C)として、敢えて磁性粉とは異質な非磁性粉を用いることで、樹脂組成物の溶融時の磁性粉(B)の沈降が一層抑えられ、流動性の一層の向上などが図られると考えられる。
粒子(C)は、磁性粉と非磁性粉の両方を含んでもよいし、片方のみを含んでもよい。
本実施形態の樹脂組成物は、メジアン径が0.2~5μmの粒子(C)を含む。
一例として、粒子(C)は、磁性粉を含む。粒子(C)が磁性粉を含むことで、磁性粉(B)とあわせて、樹脂組成物中の磁性物質の濃度/密度を一層高めることができる。そして、最終的な成形品の磁気特性(飽和磁束密度など)を一層高めることができる。
別の例として、粒子(C)は、非磁性粉を含む。磁性粉(B)と組み合わせる粒子(C)として、敢えて磁性粉とは異質な非磁性粉を用いることで、樹脂組成物の溶融時の磁性粉(B)の沈降が一層抑えられ、流動性の一層の向上などが図られると考えられる。
粒子(C)は、磁性粉と非磁性粉の両方を含んでもよいし、片方のみを含んでもよい。
粒子(C)が磁性粉を含む場合、その磁性粉の構成元素等については、上述の磁性粉(B)での説明と同様であることができる。別の言い方として、粒子(C)は、メジアン径が0.2~5μmであること以外は、磁性粉(B)と同様であることができる。磁性粉(B)の項で述べたように、主として飽和磁束密度の向上の観点では、粒子(C)中の鉄の含有率は大きいことが好ましい。具体的には、粒子(C)は、Fe原子の含有率が、85質量%以上の磁性粉を含むことが好ましく、Fe原子の含有率が90質量%以上の磁性粉を含むことがより好ましい。一方、鉄損などの他の性能を重視する場合には、粒子(C)中の鉄の含有率が大きくないほうが好ましいこともある。
粒子(C)が非磁性粉を含む場合、その非磁性粉としては、例えば、セラミックス材料、ガラス材料等の無機材料が挙げられる。無機材料としては、例えば、シリカ、アルミナ、ジルコニア、チタニア、マグネシア、カルシア等の酸化物系材料、窒化ケイ素、窒化アルミニウムのような窒化物系材料、炭化ケイ素、炭化ホウ素のような炭化物系材料等が挙げられる。これらのうちの1種を単独で用いてもよいし、2種以上を併用してもよい。
非磁性粉は、好ましくは、シリカ粒子を含む。詳細は不明だが、シリカ粒子の比重の小ささ(通常1.5~3、好ましくは2~2.5)が、樹脂組成物の溶融時の磁性粉(B)(比重:通常6~9、好ましくは7~8)の沈降抑制に関係していると推測される。
また、シリカ粒子の樹脂との親和性は比較的良好である。このことは成形時の流動性の点で好ましい。さらに、シリカ粒子の絶縁性は比較的良好である。この点は、本実施形態の樹脂組成物を用いて磁性部品を形成する際に好ましい。
また、シリカ粒子の樹脂との親和性は比較的良好である。このことは成形時の流動性の点で好ましい。さらに、シリカ粒子の絶縁性は比較的良好である。この点は、本実施形態の樹脂組成物を用いて磁性部品を形成する際に好ましい。
非磁性粉の構成材料の真比重は、1.0~6.0が好ましく、1.2~5.0がより好ましく、1.5~4.5がさらに好ましい。このような非磁性粉は、比重が小さいため、熱硬化性樹脂の溶融物とともに流動し易い。このため、成形時において溶融物が成形型の隙間等に向かって流動するとき、その溶融物とともに非磁性粉が流れ易くなる。その結果、隙間が非磁性粉によって塞がれ、溶融物の染み出しをより確実に抑制することができる。なお、成形型の隙間とは、例えば、トランスファー成形機のプランジャーとシリンダーとの隙間(クリアランス)等が挙げられる。
粒子(C)のメジアン径は、0.2~5μmであれば特に限定されないが、好ましくは0.3~4μm、より好ましくは0.4~3μmである。粒子(C)のメジアン径を調整することで、成形時の流動性や成形物の磁気性能の一層の向上を図ることができる。
粒子(C)のメジアン径の測定方法は、磁性粉(B)と同様である。
粒子(C)のメジアン径の測定方法は、磁性粉(B)と同様である。
粒子(C)の真円度は、特に限定されないが、0.50~1.00であるのが好ましく、0.75~1.00であるのがより好ましい。粒子(C)の真円度が前記範囲内であることにより、粒子(C)自体の転がりを活かして樹脂組成物の流動性を高めやすい。真円度の定義は、磁性粉(B)で説明したとおりである。
本実施形態の樹脂組成物は、粒子(C)を1種のみ含んでもよいし、2種以上含んでもよい。
本実施形態の樹脂組成物中の、粒子(C)の含有比率は、好ましくは1~20質量%、より好ましくは1~18質量%である。
粒子(C)として磁性粉のみを用いる場合、粒子(C)の含有比率は、好ましくは10~20質量%、より好ましくは12~18質量%である。これにより磁気特性を一層高めうる。
粒子(C)として非磁性粉のみを用いる場合、粒子(C)の含有比率は、好ましくは1~5質量%、より好ましくは1~4質量%である。適量の非磁性粉を用いることで、成形時の流動性と磁気特性とのバランスをとりやすい。
本実施形態の樹脂組成物中の、粒子(C)の含有比率は、好ましくは1~20質量%、より好ましくは1~18質量%である。
粒子(C)として磁性粉のみを用いる場合、粒子(C)の含有比率は、好ましくは10~20質量%、より好ましくは12~18質量%である。これにより磁気特性を一層高めうる。
粒子(C)として非磁性粉のみを用いる場合、粒子(C)の含有比率は、好ましくは1~5質量%、より好ましくは1~4質量%である。適量の非磁性粉を用いることで、成形時の流動性と磁気特性とのバランスをとりやすい。
(磁性粉(B)と粒子(C)の比率、合計量など)
磁性粉(B)と粒子(C)の比率を適切に調整することで、各種性能を一層高めうる。例えば、樹脂組成物中の、粒子(C)の量/(磁性粉(B)の量+粒子(C)の量)の値は、好ましくは0.01~0.3、より好ましくは0.01~0.2である。この値が適切であることで、トランスファー成形時の流動性を一層高めうる。
磁性粉(B)と粒子(C)の比率を適切に調整することで、各種性能を一層高めうる。例えば、樹脂組成物中の、粒子(C)の量/(磁性粉(B)の量+粒子(C)の量)の値は、好ましくは0.01~0.3、より好ましくは0.01~0.2である。この値が適切であることで、トランスファー成形時の流動性を一層高めうる。
別観点として、樹脂組成物中の粒子成分(磁性粉(B)と粒子(C))の体積比率を適切に調整することで、良好な成形性を得つつ、成形品の磁気性能を高めることができる。具体的には、本実施形態の樹脂組成物中の粒子成分の比率は、好ましくは70~80体積%、より好ましくは75~80体積%である。
さらに別観点として、樹脂組成物中の、磁気特性に関係する粒子成分(磁性粉(B)、および、粒子(C)に分類される磁性粉)の体積比率を適切に調整することで、良好な成形性を得つつ、成形品の磁気性能を高めることなどができる。具体的には、本実施形態の樹脂組成物中の、磁気特性に関係する粒子成分の比率は、好ましくは70~80体積%、より好ましくは75~80体積%である。
(硬化剤(D))
本実施形態の樹脂組成物は、好ましくは硬化剤(D)を含む。硬化剤(D)は、樹脂(A)と反応して樹脂を硬化させることが可能なものである限り、特に限定されない。硬化剤(D)を用いることで、適度な加熱時間で硬化する樹脂組成物を得ることができる。また、硬化剤(D)を用いることで、成形品の機械的強度をより高めることができる。
本実施形態の樹脂組成物は、好ましくは硬化剤(D)を含む。硬化剤(D)は、樹脂(A)と反応して樹脂を硬化させることが可能なものである限り、特に限定されない。硬化剤(D)を用いることで、適度な加熱時間で硬化する樹脂組成物を得ることができる。また、硬化剤(D)を用いることで、成形品の機械的強度をより高めることができる。
例えば樹脂(A)がエポキシ樹脂を含む場合には、硬化剤(D)として、例えば脂肪族ポリアミン、芳香族ポリアミン、芳香族ジアミン、ジシアミンジアミドのようなポリアミン化合物、脂環族酸無水物、芳香族酸無水物のような酸無水物、ノボラック型フェノール樹脂のようなポリフェノール化合物(フェノール系硬化剤)、イミダゾール化合物等を用いることが好ましい。
樹脂(A)がノボラック型フェノール樹脂等のフェノール樹脂を含む場合、硬化剤としては例えばヘキサメチレンテトラミン等を用いることが好ましい。
樹脂(A)がマレイミド樹脂を含む場合、硬化剤としては例えばイミダゾール化合物を用いることが好ましい。
樹脂(A)がノボラック型フェノール樹脂等のフェノール樹脂を含む場合、硬化剤としては例えばヘキサメチレンテトラミン等を用いることが好ましい。
樹脂(A)がマレイミド樹脂を含む場合、硬化剤としては例えばイミダゾール化合物を用いることが好ましい。
本実施形態においては、硬化剤(D)はフェノール化合物およびアミン化合物からなる群より選択される少なくともいずれかを含むことが好ましい。これらのいずれかを用いることで、成形品(磁性部材)の耐熱性を高めることができる。
フェノール化合物については、フェノール性ヒドロキシ基を含み、エポキシ樹脂等の熱硬化性樹脂と反応しうるものである限り、特に限定されない。フェノール化合物は、低分子であっても高分子であってもよい。フェノール系硬化剤は、好ましくはノボラック樹脂を含む。フェノール系硬化剤がノボラック樹脂を含むことで、特に成形品(磁性部材)の耐熱性を高めることができる。
また、フェノール系硬化剤として、ビフェニル構造を含むフェノール樹脂を用いることも好ましい。ビフェニル構造として具体的には、エポキシ樹脂の説明における一般式(BP)で表される部分構造がある。ビフェニル構造を含むフェノール樹脂として具体的には、エポキシ樹脂の説明における一般式(BP1)において、グリシジル基の部分を水素原子としたものを挙げることができる。ビフェニル構造を含むフェノール樹脂の具体例としては、後掲の実施例で使用しているMHE-7851SS(明和化成株式会社製)などを挙げることができる。
アミン化合物については、上述のポリアミン化合物を挙げることができる。一例として、芳香族ジアミンが好ましい。すなわち、一分子中に1つ以上の芳香環構造と2つのアミノ基(-NH2)を有する化合物が好ましい。
フェノール化合物については、フェノール性ヒドロキシ基を含み、エポキシ樹脂等の熱硬化性樹脂と反応しうるものである限り、特に限定されない。フェノール化合物は、低分子であっても高分子であってもよい。フェノール系硬化剤は、好ましくはノボラック樹脂を含む。フェノール系硬化剤がノボラック樹脂を含むことで、特に成形品(磁性部材)の耐熱性を高めることができる。
また、フェノール系硬化剤として、ビフェニル構造を含むフェノール樹脂を用いることも好ましい。ビフェニル構造として具体的には、エポキシ樹脂の説明における一般式(BP)で表される部分構造がある。ビフェニル構造を含むフェノール樹脂として具体的には、エポキシ樹脂の説明における一般式(BP1)において、グリシジル基の部分を水素原子としたものを挙げることができる。ビフェニル構造を含むフェノール樹脂の具体例としては、後掲の実施例で使用しているMHE-7851SS(明和化成株式会社製)などを挙げることができる。
アミン化合物については、上述のポリアミン化合物を挙げることができる。一例として、芳香族ジアミンが好ましい。すなわち、一分子中に1つ以上の芳香環構造と2つのアミノ基(-NH2)を有する化合物が好ましい。
硬化剤(D)が高分子またはオリゴマーである場合、硬化剤(D)数平均分子量(GPC測定による標準ポリスチレン換算値)は、特に限定されないが、例えば200~800程度である。
本実施形態の樹脂組成物が硬化剤(D)を含む場合、硬化剤(D)を1種のみ含んでもよいし、2種以上含んでもよい。
本実施形態の樹脂組成物が硬化剤(D)を含む場合、硬化剤(D)の含有量は、樹脂組成物全体を基準(100質量%)として、例えば0.5~10質量%、好ましくは1~5質量%である。硬化剤(D)を用いる場合、その量を適切に調整することにより、成形性を一層向上させることができ、得られる硬化物(磁性部材)の機械特性や磁気特性を向上させることができる。
本実施形態の樹脂組成物が硬化剤(D)を含む場合、硬化剤(D)の含有量は、樹脂組成物全体を基準(100質量%)として、例えば0.5~10質量%、好ましくは1~5質量%である。硬化剤(D)を用いる場合、その量を適切に調整することにより、成形性を一層向上させることができ、得られる硬化物(磁性部材)の機械特性や磁気特性を向上させることができる。
(離型剤(E))
本実施形態の樹脂組成物は、好ましくは離型剤(E)を含む。これにより、成形時の樹脂組成物の離型性を高めることができる。
離型剤(E)としては、例えば、カルナバワックス等の天然ワックス、モンタン酸エステルワックスや酸化ポリエチレンワックス等の合成ワックス、ステアリン酸亜鉛等の高級脂肪酸およびその金属塩類、パラフィン等が挙げられる。
本実施形態の樹脂組成物は、好ましくは離型剤(E)を含む。これにより、成形時の樹脂組成物の離型性を高めることができる。
離型剤(E)としては、例えば、カルナバワックス等の天然ワックス、モンタン酸エステルワックスや酸化ポリエチレンワックス等の合成ワックス、ステアリン酸亜鉛等の高級脂肪酸およびその金属塩類、パラフィン等が挙げられる。
離型剤(E)を用いる場合、1種のみを用いてもよいし、2種以上を併用してもよい。
離型剤(E)を用いる場合、その量は、例えば、樹脂組成物全体を基準(100質量%)として、例えば0.01~3質量%、好ましくは0.05~2質量%である。適度な量の離型剤を用いることで、他の性能を維持しつつ、成形時における離型性を向上させることができる。
離型剤(E)を用いる場合、その量は、例えば、樹脂組成物全体を基準(100質量%)として、例えば0.01~3質量%、好ましくは0.05~2質量%である。適度な量の離型剤を用いることで、他の性能を維持しつつ、成形時における離型性を向上させることができる。
(硬化促進剤(F))
本実施形態の樹脂組成物は、硬化促進剤(F)を含むことが好ましい。これにより、樹脂組成物の硬化性を向上させることができる。
本実施形態の樹脂組成物は、硬化促進剤(F)を含むことが好ましい。これにより、樹脂組成物の硬化性を向上させることができる。
硬化促進剤(F)としては、エポキシ樹脂等の樹脂の硬化反応を促進させるものであれば任意のものを用いることができる。例えば、公知のエポキシ硬化触媒を用いることができる。
具体的には、有機ホスフィン、テトラ置換ホスホニウム化合物、ホスホベタイン化合物、ホスフィン化合物とキノン化合物との付加物、ホスホニウム化合物とシラン化合物との付加物等のリン原子含有化合物;2-メチルイミダゾール等のイミダゾール類(イミダゾール系硬化促進剤);1,8-ジアザビシクロ[5.4.0]ウンデセン-7、ベンジルジメチルアミン等が例示されるアミジンや3級アミン、アミジンやアミンの4級塩等の窒素原子含有化合物などを挙げることができる。
具体的には、有機ホスフィン、テトラ置換ホスホニウム化合物、ホスホベタイン化合物、ホスフィン化合物とキノン化合物との付加物、ホスホニウム化合物とシラン化合物との付加物等のリン原子含有化合物;2-メチルイミダゾール等のイミダゾール類(イミダゾール系硬化促進剤);1,8-ジアザビシクロ[5.4.0]ウンデセン-7、ベンジルジメチルアミン等が例示されるアミジンや3級アミン、アミジンやアミンの4級塩等の窒素原子含有化合物などを挙げることができる。
硬化促進剤(F)を用いる場合、1種のみを用いてもよいし、2種以上を用いてもよい。
硬化促進剤(F)を用いる場合、その含有量は、樹脂組成物全体に対して、好ましくは0.01~1質量%、より好ましくは0.05~0.8質量%である。このような数値範囲とすることにより、他の性能を維持しつつ、十分に硬化性向上の効果が得られる。
硬化促進剤(F)を用いる場合、その含有量は、樹脂組成物全体に対して、好ましくは0.01~1質量%、より好ましくは0.05~0.8質量%である。このような数値範囲とすることにより、他の性能を維持しつつ、十分に硬化性向上の効果が得られる。
(その他の成分)
本実施形態の樹脂組成物は、上述した成分以外の成分を含んでいてもよい。例えば、低応力剤、カップリング剤、密着助剤、着色剤、酸化防止剤、耐食剤、染料、顔料、難燃剤、離型剤(ワックス)、非磁性体粒子(例えばシリカ)等のうち、1または2以上を含んでもよい。
また、本実施形態の樹脂組成物は、過度なデメリットが無い限り、上述の(B)や(C)に該当しない粒子/粉体を含んでもよい。もちろん、本実施形態の樹脂組成物は、粒子/粉体として上述の(B)および(C)のみを含んでもよい。これにより、磁気性能の一層の向上、流動性の一層の向上などを図ることができる。
本実施形態の樹脂組成物は、上述した成分以外の成分を含んでいてもよい。例えば、低応力剤、カップリング剤、密着助剤、着色剤、酸化防止剤、耐食剤、染料、顔料、難燃剤、離型剤(ワックス)、非磁性体粒子(例えばシリカ)等のうち、1または2以上を含んでもよい。
また、本実施形態の樹脂組成物は、過度なデメリットが無い限り、上述の(B)や(C)に該当しない粒子/粉体を含んでもよい。もちろん、本実施形態の樹脂組成物は、粒子/粉体として上述の(B)および(C)のみを含んでもよい。これにより、磁気性能の一層の向上、流動性の一層の向上などを図ることができる。
低応力剤としては、ポリブタジエン化合物、アクリロニトリルブタジエン共重合化合物、シリコーンオイル、シリコーンゴム等のシリコーン化合物が挙げられる。低応力剤を用いる場合、1種のみを用いてもよいし2種以上を併用してもよい。
カップリング剤としては、上述の、特定磁性体粒子の表面修飾に関する説明で挙げたカップリング剤を用いることができる。例えば、シラン系カップリング剤、チタン系カップリング剤、ジルコニア系カップリング剤、アルミニウム系カップリング剤等が挙げられる。カップリング剤を用いる場合、1種のみを用いてもよいし2種以上を併用してもよい。
本実施形態の樹脂組成物がその他の成分を含む場合、その量は、樹脂組成物全体を基準(100質量%)として、例えば0.001~10質量%の範囲で適宜調整される。
(樹脂組成物の性状や製造方法など)
本実施形態の樹脂組成物は、室温(25℃)において固形であってよい。
本実施形態の樹脂組成物の性状は、粉末状、顆粒状またはタブレット状などとすることができる。
本実施形態の樹脂組成物は、例えば、まず(1)ミキサーを用いて各成分を混合し、(2)その後、ロールを用いて、120℃前後で5分程度混練することにより混練物を得、(3)そして得られた混練物を冷却後粉砕することにより製造することができる。以上により、粉末状の樹脂組成物を得ることができる。
必要に応じて、粉末状の樹脂組成物を打錠し、顆粒状やタブレット状にしてもよい。これにより、トランスファー成形等の溶融成形に適する樹脂組成物が得られる。また、樹脂組成物を室温(25℃)で固形とすることにより、搬送性や保管性をより高めることが可能である。
本実施形態の樹脂組成物は、室温(25℃)において固形であってよい。
本実施形態の樹脂組成物の性状は、粉末状、顆粒状またはタブレット状などとすることができる。
本実施形態の樹脂組成物は、例えば、まず(1)ミキサーを用いて各成分を混合し、(2)その後、ロールを用いて、120℃前後で5分程度混練することにより混練物を得、(3)そして得られた混練物を冷却後粉砕することにより製造することができる。以上により、粉末状の樹脂組成物を得ることができる。
必要に応じて、粉末状の樹脂組成物を打錠し、顆粒状やタブレット状にしてもよい。これにより、トランスファー成形等の溶融成形に適する樹脂組成物が得られる。また、樹脂組成物を室温(25℃)で固形とすることにより、搬送性や保管性をより高めることが可能である。
<成形品、成形品の製造方法>
本実施形態の樹脂組成物は、トランスファー成形法、射出成形法、押出成形法等の溶融成形法により、所望の形状に成形される。
これらの方法の中でも、本実施形態の樹脂組成物は、トランスファー成形法による成形に適している。つまり、トランスファー成形装置を用いて、上述の樹脂組成物の溶融物を金型に注入し、その溶融物が硬化した成形品(磁性部材)を得ることができる。成形品は、電気・電子デバイス中の磁性部材などとして好適に用いることができる。より具体的には、成形物は、コイル(用途や目的により、リアクトルやインダクタなどとも呼ばれる)の磁性コアなどとして好適に用いられる。
本実施形態の樹脂組成物は、トランスファー成形法、射出成形法、押出成形法等の溶融成形法により、所望の形状に成形される。
これらの方法の中でも、本実施形態の樹脂組成物は、トランスファー成形法による成形に適している。つまり、トランスファー成形装置を用いて、上述の樹脂組成物の溶融物を金型に注入し、その溶融物が硬化した成形品(磁性部材)を得ることができる。成形品は、電気・電子デバイス中の磁性部材などとして好適に用いることができる。より具体的には、成形物は、コイル(用途や目的により、リアクトルやインダクタなどとも呼ばれる)の磁性コアなどとして好適に用いられる。
トランスファー成形については、公知のトランスファー成形装置を適宜用いて行うことができる。具体的には、まず、予熱した樹脂組成物を、トランスファー室とも言われる加熱室に入れて溶融し、溶融物を得る。その後、その溶融物をプランジャーで金型に注入し、そのまま保持して溶融物を硬化させる。これにより、所望の成形物を得ることができる。
トランスファー成形は、成形品の寸法の制御性や、形状自由度の向上などの点で、他の成形法に比べて好ましい。
トランスファー成形は、成形品の寸法の制御性や、形状自由度の向上などの点で、他の成形法に比べて好ましい。
トランスファー成形における各種条件は、任意に設定することができる。例えば、予熱の温度は60~100℃、溶融の際の加熱温度は150~250℃、金型温度は150~200℃、金型に樹脂組成物の溶融物を注入する際の圧力は1~20MPaの間で適宜調整することができる。
<磁性部材(成形品)およびコイル>
上述のように、本実施形態の樹脂組成物を用いて得られた成形品(樹脂組成物の硬化物)は、磁性部材として好適に用いることができる。前述のように、本実施形態の樹脂組成物は、小型で軽量な磁性部品の製造に好ましく用いられる。
以下では、本実施形態の樹脂組成物を用いて得られた成形品(磁性部材)を、磁性コアおよび/または外装部材として備えるコイルの態様について説明する。
上述のように、本実施形態の樹脂組成物を用いて得られた成形品(樹脂組成物の硬化物)は、磁性部材として好適に用いることができる。前述のように、本実施形態の樹脂組成物は、小型で軽量な磁性部品の製造に好ましく用いられる。
以下では、本実施形態の樹脂組成物を用いて得られた成形品(磁性部材)を、磁性コアおよび/または外装部材として備えるコイルの態様について説明する。
(第1の態様)
図1(a)および図1(b)は、本実施形態の樹脂組成物の成形品で構成された磁性コアを備えるコイル100(リアクトル)を模式的に示した図である。
図1(a)は、上面から見たコイル100の概要を示す。図1(b)は、図1(a)におけるA-A'断面視における断面図を示す。
図1(a)および図1(b)は、本実施形態の樹脂組成物の成形品で構成された磁性コアを備えるコイル100(リアクトル)を模式的に示した図である。
図1(a)は、上面から見たコイル100の概要を示す。図1(b)は、図1(a)におけるA-A'断面視における断面図を示す。
コイル100は、図1に示されるように、巻線10および磁性コア20を備えることができる。磁性コア20は、空芯コイルである巻線10の内部に充填されている。図1(a)に示す一対の巻線10は、並列した状態で連結されている。この場合、環状の磁性コア20は、図1(b)に示す1対の巻線10の内部を貫通する構造を有する。これらの磁性コア20と巻線10とは一体化した構造を有することができる。
コイル100は、巻線10と磁性コア20との間に、これらの絶縁を確保する観点から、不図示のインシュレータを介在させた構造であってもよい。
コイル100は、巻線10と磁性コア20との間に、これらの絶縁を確保する観点から、不図示のインシュレータを介在させた構造であってもよい。
コイル100において、巻線10および磁性コア20は、外装部材30(封止部材)で封止されていてもよい。例えば、筐体(ケース)中に巻線10および磁性コア20を収容し、そこに液状樹脂を導入し、必要に応じて液状樹脂を硬化することにより、巻線10および磁性コア20の周囲に外装部材30を形成してもよい。このとき巻線10は、巻線の端部を外装部材30の外部に引き出した不図示の引き出し部を有していてもよい。
巻線10は、通常、金属線の表面に絶縁被覆を施した巻線を巻回した構造により構成される。金属線は、導電性の高いものが好ましく、銅、銅合金が好適に利用できる。また、絶縁被覆は、エナメルなどの被覆が利用できる。巻線の断面形状は、円形や矩形、六角形などが挙げられる。
一方、磁性コア20の断面形状は、特に限定されないが、例えば、断面視において、円形形状や、四角形や六角形などの多角形状とすることができる。磁性コア20は、例えば本実施形態の樹脂組成物の溶融成形品で構成されるため、所望の形状を有することが可能である。
本実施形態の樹脂組成物の硬化物によれば、成形性および磁気特性に優れた磁性コア20を実現できる。すなわち、この磁性コア20を備えるコイル100は、量産適性が良好であり、また、鉄損が小さいことなどが期待される。また、機械的特性に優れた磁性コア20を実現できるため、コイル100の耐久性や信頼性、製造安定性を高めることが可能である。このため、コイル100は、昇圧回路用や大電流用のリアクトルとして用いることができる。
(第2の態様)
上記のコイルとは別の態様として、本実施形態の樹脂組成物の成形品で構成された外装部材を備えるコイル(インダクタ)の概要を、図2を参照しつつ説明する。
図2(a)は、コイル100Bの上面からみたコイルの概要を示す。図2(b)は、図2(a)におけるB-B'断面視における断面図を示す。
上記のコイルとは別の態様として、本実施形態の樹脂組成物の成形品で構成された外装部材を備えるコイル(インダクタ)の概要を、図2を参照しつつ説明する。
図2(a)は、コイル100Bの上面からみたコイルの概要を示す。図2(b)は、図2(a)におけるB-B'断面視における断面図を示す。
コイル100Bは、図2に示されるように、巻線10Bおよび磁性コア20Bを備えることができる。磁性コア20Bは、空芯コイルである巻線10Bの内部に充填されている。図2(a)に示される一対の巻線10Bは、並列した状態で連結されている。この場合、環状の磁性コア20Bは、図2(b)に示される1対の巻線10Bの内部を貫通する構造を有する。これらの磁性コア20Bと巻線10Bとは、それぞれ個別に作成し、組み合わせた組合せ構造を有することができる。
コイル100Bは、巻線10Bと磁性コア20Bとの間に、これらの絶縁を確保する観点から、不図示のインシュレータを介在させた構造であってもよい。
コイル100Bは、巻線10Bと磁性コア20Bとの間に、これらの絶縁を確保する観点から、不図示のインシュレータを介在させた構造であってもよい。
コイル100Bにおいて、巻線10Bおよび磁性コア20Bは、外装部材30B(封止部材)で封止されている。例えば、巻線10Bに充填された磁性コア20Bを金型に配置し、本実施形態の樹脂組成物を用いて、トランスファー成形により、樹脂組成物を硬化させて、巻線10Bおよび磁性コア20Bの周囲に外装部材30Bを形成することができる。このとき巻線10Bは、巻線の端部を外装部材30Bの外部に引き出した不図示の引き出し部を有してもよい。
巻線10Bは、通常、金属線の表面に絶縁被覆を施した導線を巻回した構造により構成される。金属線は、導電性の高いものが好ましく、銅、銅合金が好適に利用できる。また、絶縁被覆は、エナメルなどの被覆が利用できる。巻線10Bの断面形状は、円形や矩形、六角形などが挙げられる。
一方、磁性コア20Bの断面形状は、特に限定されないが、例えば、断面視において、円形形状や、四角形や六角形などの多角形状とすることができる。磁性コア20Bは、例えば、磁性粉とバインダーとで構成された圧粉鉄芯を用いることができる。
本実施形態の樹脂組成物の硬化物によれば、成形性および磁気特性に優れた外装部材30Bを実現できるため、磁性コア20Bを備えるコイル100Bにおいては、低磁気損失が期待される。また、機械的特性に優れた外装部材30Bを実現できるため、コイル100Bの耐久性や信頼性、製造安定性を高めることが可能である。
(第3の態様)
更に別の態様として、本実施形態の樹脂組成物の硬化物で構成された磁性コアと外装部材を備える一体型インダクタの概要を、図3を参照しつつ説明する。
図3(a)は、一体型インダクタ100Cの上面からみた構造体の概要を示す。図3(b)は、図3(a)におけるC-C'断面視における断面図を示す。
更に別の態様として、本実施形態の樹脂組成物の硬化物で構成された磁性コアと外装部材を備える一体型インダクタの概要を、図3を参照しつつ説明する。
図3(a)は、一体型インダクタ100Cの上面からみた構造体の概要を示す。図3(b)は、図3(a)におけるC-C'断面視における断面図を示す。
一体型インダクタ100Cは、巻線10Cおよび磁性コア20Cを備えることができる。磁性コア20Cは、空芯コイルである巻線10Cの内部に充填されている。巻線10Cおよび磁性コア20Cは、外装部材30C(封止部材)で封止されている。磁性コア20Cおよび外装部材30Cは、本実施形態の樹脂組成物の成形品で構成することができる。磁性コア20Cおよび外装部材30Cは、シームレスの一体部材として形成されていてもよい。
一体型インダクタ100Cの製造方法としては、例えば、まず巻線10Cを金型に配置し、その後本実施形態の樹脂組成物を用いて、トランスファー成形する。これにより、樹脂組成物を硬化させて、巻線10C中に充填された磁性コア20Cおよびこれらの周囲に外装部材30Cを一体的に形成することができる。このとき、巻線10Cは、巻線の端部を外装部材30Cの外部に引き出した不図示の引き出し部を有してもよい。
巻線10Cは、通常、金属線の表面に絶縁被覆を施した導線を巻回した構造により構成される。金属線は、導電性の高いものが好ましく、銅、銅合金が好適に利用できる。また、絶縁被覆は、エナメルなどの被覆が利用できる。巻線10Cの断面形状は、円形や矩形、六角形などが挙げられる。
一方、磁性コア20Cの断面形状は、特に限定されないが、例えば、断面視において、円形形状や、四角形や六角形などの多角形状とすることができる。磁性コア20Cは、本実施形態の樹脂組成物の溶融成形品で構成されるため、所望の形状を有することが可能である。
本実施形態の樹脂組成物の硬化物によれば、成形性および磁気特性に優れた磁性コア20Cおよび外装部材30Cを実現できる。よって、これらを有する一体型インダクタ100Cにおいては、低磁気損失が期待される。また、機械的特性に優れた外装部材30Cを実現できるため、一体型インダクタ100Cの耐久性や信頼性、製造安定性を高めることが可能である。このため、一体型インダクタ100Cは、昇圧回路用や大電流用のインダクタとして用いることができる。
以上、本発明の実施形態について述べたが、これらは本発明の例示であり、上記以外の様々な構成を採用することができる。また、本発明は上述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれる。
本発明の実施態様を、実施例および比較例に基づき詳細に説明する。念のため述べておくと、本発明は実施例のみに限定されない。
<樹脂組成物の調製>
まず、後掲の表1に示される原料成分およびその配合比率に従い、各原料成分をミキサーにより混合した。次いで、得られた混合物をロール混練して混練物を得た。その後、その混練物を冷却、粉砕して粉体状の樹脂組成物を得た。
まず、後掲の表1に示される原料成分およびその配合比率に従い、各原料成分をミキサーにより混合した。次いで、得られた混合物をロール混練して混練物を得た。その後、その混練物を冷却、粉砕して粉体状の樹脂組成物を得た。
後掲の表1の各成分の詳細は以下のとおりである。
以下の各磁性粉/粒子のメジアン径は、HORIBA社製のレーザ回折/散乱式粒子径分布測定装置「LA-950」を用いて、乾式で測定することで得られる体積基準の粒子径分布曲線から求めた。
以下の各磁性粉/粒子のメジアン径は、HORIBA社製のレーザ回折/散乱式粒子径分布測定装置「LA-950」を用いて、乾式で測定することで得られる体積基準の粒子径分布曲線から求めた。
(メジアン径が7.5~100μmの磁性粉)
DAPMS7-100:大同特殊鋼株式会社製、Fe原子の割合93.4質量%
DAPMS7-200:大同特殊鋼株式会社製、Fe原子の割合93.4質量%
KUAMET6B2 150C01:エプソンアトミックス株式会社製、Fe原子の割合87.6質量%
Fe-3.5Si-4.5Cr エプソンアトミックス社製、Fe原子の割合91.9質量%
DAPMSC5:大同特殊鋼株式会社製、Fe原子の割合90.5質量%
DAPMS7-100:大同特殊鋼株式会社製、Fe原子の割合93.4質量%
DAPMS7-200:大同特殊鋼株式会社製、Fe原子の割合93.4質量%
KUAMET6B2 150C01:エプソンアトミックス株式会社製、Fe原子の割合87.6質量%
Fe-3.5Si-4.5Cr エプソンアトミックス社製、Fe原子の割合91.9質量%
DAPMSC5:大同特殊鋼株式会社製、Fe原子の割合90.5質量%
上記磁性粉のメジアン径および比重については、表1に記載した。
(メジアン径が0.2~5μmの粒子)
CIP-HQ:BASF社製、Fe原子の割合99.1質量%
シリカ1:株式会社アドマテックス SO-25R
シリカ2:株式会社アドマテックス SO-32R
CIP-HQ:BASF社製、Fe原子の割合99.1質量%
シリカ1:株式会社アドマテックス SO-25R
シリカ2:株式会社アドマテックス SO-32R
上記各粒子のメジアン径および比重については、表1に記載した。
(樹脂)
E1032H60:トリスフェニルメタン型エポキシ樹脂(三菱ケミカル株式会社製、室温25℃で固形)
YL6810:ビスフェノールA型エポキシ樹脂(三菱ケミカル株式会社製、室温25℃で固形)
NC-3000L:日本化薬株式会社製のビフェニルアラルキル型エポキシ樹脂、23℃で固形、前掲の一般式(BP1)で表される構造単位含有
E1032H60:トリスフェニルメタン型エポキシ樹脂(三菱ケミカル株式会社製、室温25℃で固形)
YL6810:ビスフェノールA型エポキシ樹脂(三菱ケミカル株式会社製、室温25℃で固形)
NC-3000L:日本化薬株式会社製のビフェニルアラルキル型エポキシ樹脂、23℃で固形、前掲の一般式(BP1)で表される構造単位含有
(硬化剤)
PR-HF-3:ノボラック型フェノール樹脂(住友ベークライト株式会社製、室温(25℃)で固形)
MHE-7851SS:ビフェニル骨格含有フェノールアラルキル樹脂(明和化成株式会社製、23℃で固形)
PR-HF-3:ノボラック型フェノール樹脂(住友ベークライト株式会社製、室温(25℃)で固形)
MHE-7851SS:ビフェニル骨格含有フェノールアラルキル樹脂(明和化成株式会社製、23℃で固形)
(離型剤)
WE-4:合成ワックス(クラリアントケミカルズ株式会社製、エステルワックス)
WE-4:合成ワックス(クラリアントケミカルズ株式会社製、エステルワックス)
(硬化促進剤)
キュアゾール2PZ-PW:イミダゾール系硬化促進剤(四国化成工業株式会社製)
キュアゾール2PZ-PW:イミダゾール系硬化促進剤(四国化成工業株式会社製)
<飽和磁束密度の測定>
樹脂組成物を、低圧トランスファー成形機(コータキ精機株式会社製「KTS-30」)を用いて、金型温度175℃、注入圧力5MPa、クランプ圧8MPaの条件で、直径16mmΦ、高さ32mmの円柱形の金型に注入した。これにより、直径16mmΦ、高さ32mmの円柱形の成形品を得た。
次いで、得られた成形品を175℃、4時間の条件で後硬化させた。
以上により、飽和磁束密度測定用の成形品を作製した。
参考までに、比較例1~4の樹脂組成物においては、流動性不足等により、測定用の成形品を得ることができなかった。
樹脂組成物を、低圧トランスファー成形機(コータキ精機株式会社製「KTS-30」)を用いて、金型温度175℃、注入圧力5MPa、クランプ圧8MPaの条件で、直径16mmΦ、高さ32mmの円柱形の金型に注入した。これにより、直径16mmΦ、高さ32mmの円柱形の成形品を得た。
次いで、得られた成形品を175℃、4時間の条件で後硬化させた。
以上により、飽和磁束密度測定用の成形品を作製した。
参考までに、比較例1~4の樹脂組成物においては、流動性不足等により、測定用の成形品を得ることができなかった。
室温(25℃)にて、直流交流磁化特性試験装置(メトロン技研株式会社製、MTR-3368)を用いて、上記成形品に、外部磁場100kA/mを印加した。これにより室温での飽和磁束密度を測定した。
<スパイラルフローの測定>
低圧トランスファー成形機(コータキ精機株式会社製「KTS-15」)を用いて、EMMI-1-66に準じたスパイラルフロー測定用の金型に、金型温度175℃、注入圧力6.9MPa、硬化時間120秒の条件で樹脂組成物を注入し、流動長を測定した。流動長が大きいほど、流動性が良好であることを表す。
低圧トランスファー成形機(コータキ精機株式会社製「KTS-15」)を用いて、EMMI-1-66に準じたスパイラルフロー測定用の金型に、金型温度175℃、注入圧力6.9MPa、硬化時間120秒の条件で樹脂組成物を注入し、流動長を測定した。流動長が大きいほど、流動性が良好であることを表す。
樹脂組成物中の各成分の量や、上記測定結果などをまとめて下表に示す。
下表において、メジアン径が7.5~100μmの磁性粉、メジアン径が0.2~5μmの粒子、樹脂、硬化剤、離型剤および硬化促進剤の量の単位は、質量部である。
下表において、粒子成分の量(vol%)とは、体積基準における、本実施形態の樹脂組成物中の粒子成分(磁性粉であるか非磁性粉であるかを問わない)の体積比率を表す。
下表において、磁気特性に関係する粒子成分の量(vol%)とは、体積基準における、本実施形態の樹脂組成物中の磁気特性に関係する粒子成分(典型的には磁性粉)の比率を表す。
下表において、メジアン径が7.5~100μmの磁性粉、メジアン径が0.2~5μmの粒子、樹脂、硬化剤、離型剤および硬化促進剤の量の単位は、質量部である。
下表において、粒子成分の量(vol%)とは、体積基準における、本実施形態の樹脂組成物中の粒子成分(磁性粉であるか非磁性粉であるかを問わない)の体積比率を表す。
下表において、磁気特性に関係する粒子成分の量(vol%)とは、体積基準における、本実施形態の樹脂組成物中の磁気特性に関係する粒子成分(典型的には磁性粉)の比率を表す。
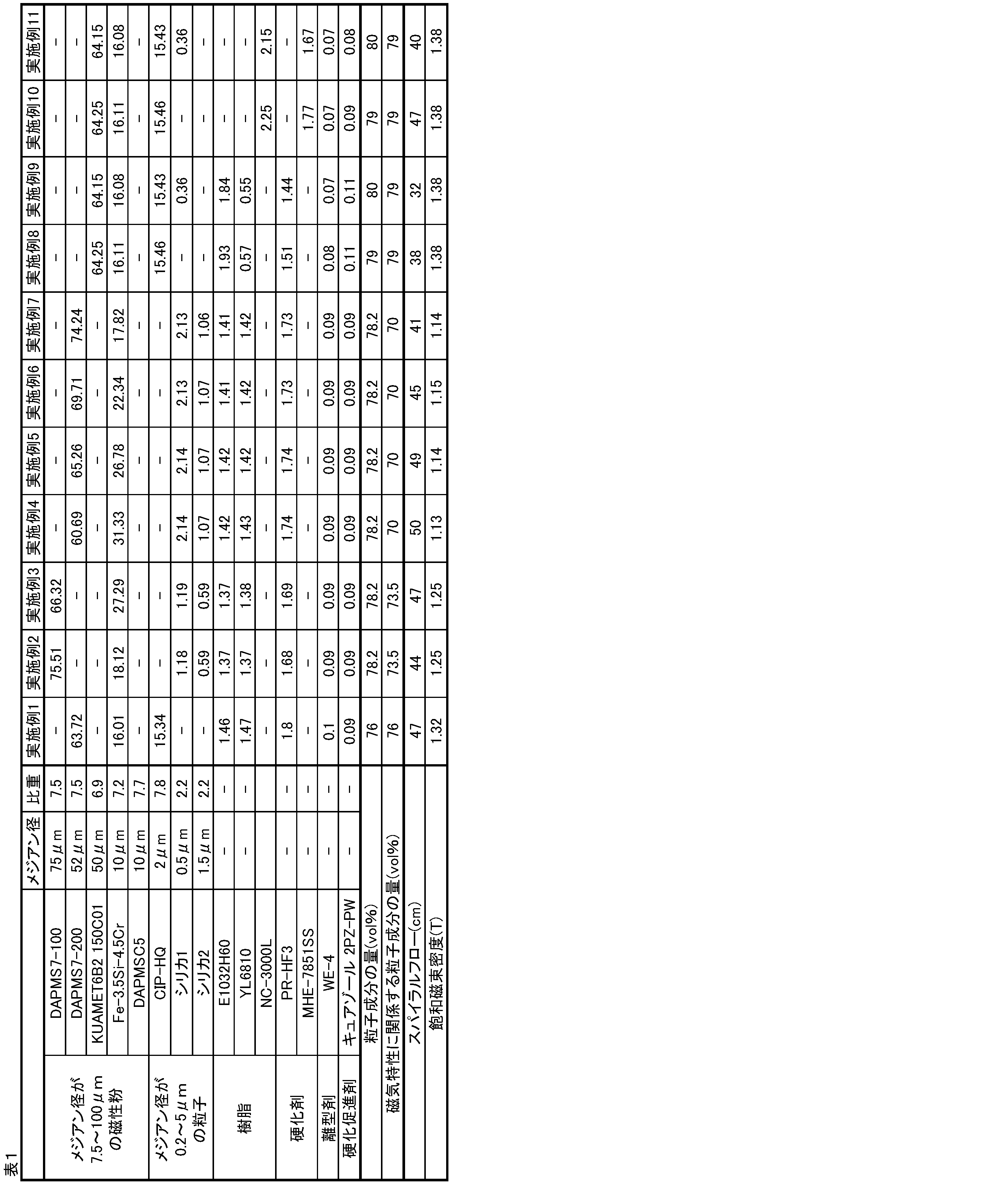
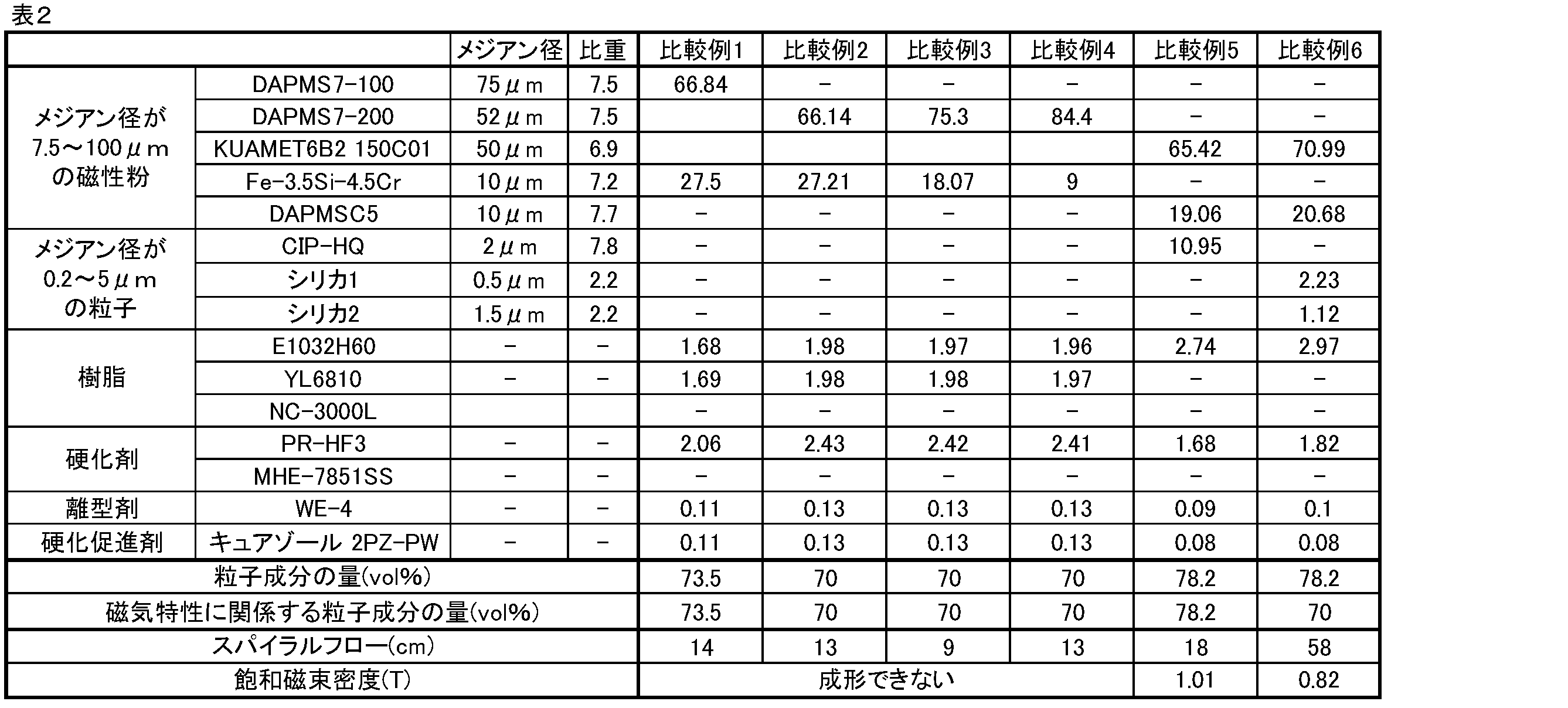
表1より、各実施例の樹脂組成物のスパイラルフローは十分に大きかった。つまり、本実施形態の樹脂組成物は、トランスファー成形法による磁性部品の製造に好ましく適用可能なことが示された。
また、各実施例の樹脂組成物の飽和磁束密度は1.1T以上と十分大きかった。このことは、本実施形態の樹脂組成物は、小型で軽量な磁性部品の製造に好ましく用いられることを表す。
また、各実施例の樹脂組成物の飽和磁束密度は1.1T以上と十分大きかった。このことは、本実施形態の樹脂組成物は、小型で軽量な磁性部品の製造に好ましく用いられることを表す。
この出願は、2019年10月4日に出願された日本出願特願2019-183558号を基礎とする優先権を主張し、その開示の全てをここに取り込む。
10 巻線
20 磁性コア
30 外装部材
100 コイル
10B 巻線
20B 磁性コア
30B 外装部材
100B コイル
10C 巻線
20C 磁性コア
30C 外装部材
100C 一体型インダクタ
20 磁性コア
30 外装部材
100 コイル
10B 巻線
20B 磁性コア
30B 外装部材
100B コイル
10C 巻線
20C 磁性コア
30C 外装部材
100C 一体型インダクタ
Claims (13)
- トランスファー成形に用いられる樹脂組成物であって、
樹脂(A)と、メジアン径が7.5~100μmの磁性粉(B)と、メジアン径が0.2~5μmの粒子(C)とを含み、
当該樹脂組成物を175℃でトランスファー成形することで得られる成形品の飽和磁束密度が1.1T以上である、樹脂組成物。 - 請求項1に記載の樹脂組成物であって、
前記樹脂(A)は、熱硬化性樹脂を含む、樹脂組成物。 - 請求項1または2に記載の樹脂組成物であって、
前記樹脂(A)は、エポキシ樹脂を含む、樹脂組成物。 - 請求項1~3のいずれか1項に記載の樹脂組成物であって、
前記樹脂(A)は、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂およびビフェニル構造を含むエポキシ樹脂からなる群より選択される少なくともいずれかのエポキシ樹脂を含む、樹脂組成物。 - 請求項1~4のいずれか1項に記載の樹脂組成物であって、
さらに、硬化剤(D)を含む、樹脂組成物。 - 請求項5に記載の樹脂組成物であって、
前記硬化剤(D)は、フェノール化合物およびアミン化合物からなる群より選択される少なくともいずれかの化合物を含む、樹脂組成物。 - 請求項1~6のいずれか1項に記載の樹脂組成物であって、
前記粒子(C)が、磁性粉を含む、樹脂組成物。 - 請求項1~7のいずれか1項に記載の樹脂組成物であって、
前記粒子(C)が、非磁性粉を含む、樹脂組成物。 - 請求項8に記載の樹脂組成物であって、
前記非磁性粉は、シリカ粒子を含む、樹脂組成物。 - 請求項1~9のいずれか1項に記載の樹脂組成物であって、
前記磁性粉(B)は、鉄基粒子を含む、樹脂組成物。 - 請求項10に記載の樹脂組成物であって、
前記鉄基粒子は、Fe原子を90質量%以上含有する、樹脂組成物。 - 請求項7に記載の樹脂組成物であって、
前記磁性粉は、Fe原子を90質量%以上含有する、樹脂組成物。 - 請求項1~12のいずれか1項に記載の樹脂組成物を用いて形成された成形品。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021515663A JP7464587B2 (ja) | 2019-10-04 | 2020-10-01 | 樹脂組成物および成形品 |
| EP20871614.2A EP4040454A4 (en) | 2019-10-04 | 2020-10-01 | RESIN COMPOSITION AND MOLDED ARTICLE |
| US17/765,887 US20220380521A1 (en) | 2019-10-04 | 2020-10-01 | Resin composition and molded article |
| CN202080068890.3A CN114450345A (zh) | 2019-10-04 | 2020-10-01 | 树脂组合物和成型品 |
| JP2022151796A JP2022180555A (ja) | 2019-10-04 | 2022-09-22 | 樹脂組成物および成形品 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-183558 | 2019-10-04 | ||
| JP2019183558 | 2019-10-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021066089A1 true WO2021066089A1 (ja) | 2021-04-08 |
Family
ID=75337091
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/037405 WO2021066089A1 (ja) | 2019-10-04 | 2020-10-01 | 樹脂組成物および成形品 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220380521A1 (ja) |
| EP (1) | EP4040454A4 (ja) |
| JP (2) | JP7464587B2 (ja) |
| CN (1) | CN114450345A (ja) |
| WO (1) | WO2021066089A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022152227A (ja) * | 2021-03-29 | 2022-10-12 | キヤノン株式会社 | 樹脂組成物、樹脂成形体および物品 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014063923A (ja) | 2012-09-21 | 2014-04-10 | Sumitomo Electric Ind Ltd | 複合材料、リアクトル、コンバータ、及び電力変換装置 |
| WO2016121950A1 (ja) * | 2015-01-30 | 2016-08-04 | 株式会社村田製作所 | 磁性体粉末とその製造方法、及び磁心コアとその製造方法、並びにコイル部品、及びモータ |
| WO2016204008A1 (ja) * | 2015-06-19 | 2016-12-22 | 株式会社村田製作所 | 磁性体粉末とその製造方法、磁心コアとその製造方法、及びコイル部品 |
| JP2019080058A (ja) * | 2017-10-20 | 2019-05-23 | 住友ベークライト株式会社 | 磁性コア形成用樹脂組成物および構造体 |
| JP2019183558A (ja) | 2018-04-16 | 2019-10-24 | Jimテクノロジー株式会社 | トンネル掘削機 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016108561A (ja) * | 2014-12-04 | 2016-06-20 | 日東電工株式会社 | 軟磁性樹脂組成物および軟磁性フィルム |
| JP7059594B2 (ja) * | 2017-01-12 | 2022-04-26 | Tdk株式会社 | 軟磁性材料、コア及びインダクタ |
| US10573442B2 (en) * | 2017-01-12 | 2020-02-25 | Tdk Corporation | Soft magnetic material, core, and inductor |
| JP6881617B2 (ja) * | 2018-08-23 | 2021-06-02 | 日立金属株式会社 | 磁心用の粉末、それを用いた磁心及びコイル部品、並びに磁心用の粉末の製造方法 |
| WO2020235246A1 (ja) * | 2019-05-17 | 2020-11-26 | 住友ベークライト株式会社 | 磁性部材形成用樹脂組成物、及び磁性部材の製造方法 |
-
2020
- 2020-10-01 WO PCT/JP2020/037405 patent/WO2021066089A1/ja unknown
- 2020-10-01 JP JP2021515663A patent/JP7464587B2/ja active Active
- 2020-10-01 EP EP20871614.2A patent/EP4040454A4/en active Pending
- 2020-10-01 CN CN202080068890.3A patent/CN114450345A/zh active Pending
- 2020-10-01 US US17/765,887 patent/US20220380521A1/en active Pending
-
2022
- 2022-09-22 JP JP2022151796A patent/JP2022180555A/ja not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014063923A (ja) | 2012-09-21 | 2014-04-10 | Sumitomo Electric Ind Ltd | 複合材料、リアクトル、コンバータ、及び電力変換装置 |
| WO2016121950A1 (ja) * | 2015-01-30 | 2016-08-04 | 株式会社村田製作所 | 磁性体粉末とその製造方法、及び磁心コアとその製造方法、並びにコイル部品、及びモータ |
| WO2016204008A1 (ja) * | 2015-06-19 | 2016-12-22 | 株式会社村田製作所 | 磁性体粉末とその製造方法、磁心コアとその製造方法、及びコイル部品 |
| JP2019080058A (ja) * | 2017-10-20 | 2019-05-23 | 住友ベークライト株式会社 | 磁性コア形成用樹脂組成物および構造体 |
| JP2019183558A (ja) | 2018-04-16 | 2019-10-24 | Jimテクノロジー株式会社 | トンネル掘削機 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4040454A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202126753A (zh) | 2021-07-16 |
| JP7464587B2 (ja) | 2024-04-09 |
| CN114450345A (zh) | 2022-05-06 |
| JPWO2021066089A1 (ja) | 2021-10-21 |
| EP4040454A1 (en) | 2022-08-10 |
| JP2022180555A (ja) | 2022-12-06 |
| US20220380521A1 (en) | 2022-12-01 |
| EP4040454A4 (en) | 2023-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7511322B2 (ja) | 磁性コア形成用樹脂組成物および構造体 | |
| JP7435693B2 (ja) | 溶融成形用の樹脂組成物、磁性部材、磁性部材を備えるコイル、磁性部材の製造方法 | |
| JP2019102782A (ja) | 熱硬化性樹脂組成物、磁性コアおよび/または外装部材を備えるコイルおよび成形品の製造方法 | |
| JP2019080060A (ja) | インダクタ成形用樹脂組成物および一体型インダクタ | |
| JP7318422B2 (ja) | 樹脂組成物および成形品 | |
| US11987695B2 (en) | Resin composition for forming magnetic member and method for manufacturing magnetic member | |
| JP2019189703A (ja) | トランスファー成形用の樹脂組成物、当該樹脂組成物の成形物を備える電気・電子デバイス、および、当該樹脂組成物を用いた成形物の製造方法 | |
| WO2021066089A1 (ja) | 樹脂組成物および成形品 | |
| JP7511323B2 (ja) | 外装部材形成用樹脂組成物および構造体 | |
| JP7127366B2 (ja) | 磁性部材成形用の樹脂組成物、磁性部材、コイル、磁性部材の製造方法および磁性部材成形用キット | |
| JP2021123721A (ja) | 樹脂成形材料、成形体、コイルおよび成形体の製造方法 | |
| WO2020213500A1 (ja) | 磁性部材形成用樹脂組成物および磁性部材の製造方法 | |
| JP2019212664A (ja) | 磁性部材成形用の樹脂組成物、磁性部材、コイル、磁性部材の製造方法および磁性部材成形用キット | |
| JP7168131B2 (ja) | 樹脂成形材料、成形体および当該成形体の製造方法 | |
| CN116348516B (zh) | 树脂成形材料、成形体和该成形体的制造方法 | |
| JP2023108807A (ja) | 樹脂成形材料、成形品および当該成形品の製造方法 | |
| WO2021132434A1 (ja) | 固体状樹脂成形材料、成形品および成形品の製造方法 | |
| JP2022187217A (ja) | 樹脂成形材料、成形体および当該成形体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021515663 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20871614 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020871614 Country of ref document: EP Effective date: 20220504 |