WO2021028974A1 - Film de protection contre la lumière et procédé de production d'un film de protection contre la lumière - Google Patents
Film de protection contre la lumière et procédé de production d'un film de protection contre la lumière Download PDFInfo
- Publication number
- WO2021028974A1 WO2021028974A1 PCT/JP2019/031663 JP2019031663W WO2021028974A1 WO 2021028974 A1 WO2021028974 A1 WO 2021028974A1 JP 2019031663 W JP2019031663 W JP 2019031663W WO 2021028974 A1 WO2021028974 A1 WO 2021028974A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- light
- film
- scattering layer
- range
- shielding
- Prior art date
Links
Images




Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/003—Light absorbing elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/06—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation
- B05D3/061—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation using U.V.
- B05D3/065—After-treatment
- B05D3/067—Curing or cross-linking the coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/02—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber
- B05D7/04—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber to surfaces of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/023—Optical properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/042—Coating with two or more layers, where at least one layer of a composition contains a polymer binder
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/02—Diffusing elements; Afocal elements
- G02B5/0205—Diffusing elements; Afocal elements characterised by the diffusing properties
- G02B5/0236—Diffusing elements; Afocal elements characterised by the diffusing properties the diffusion taking place within the volume of the element
- G02B5/0242—Diffusing elements; Afocal elements characterised by the diffusing properties the diffusion taking place within the volume of the element by means of dispersed particles
Definitions
- the present invention relates to a light-shielding film and a method for producing a light-shielding film. Specifically, the present invention relates to a light-shielding film and a method for manufacturing a light-shielding film used for optical applications, opto-device applications, display device applications, mechanical parts, electrical / electronic parts, and the like.
- the light-shielding film is used for the purpose of suppressing the generation and expansion of optical noise in the lens unit in a camera module, which is an optical component provided in an electronic device such as a digital camera or a mobile phone, for example.
- the light-shielding film is also used in a camera module as a gap adjusting member arranged between optical elements such as a shutter, an aperture member, or a lens.
- the light-shielding film for example, a black film which is colored black by adding carbon black to polyethylene terephthalate (PET) and is imparted with light-shielding property by forming irregularities on the surface is used.
- PET polyethylene terephthalate
- Patent Document 1 discloses light-shielding films 20 and 21 having a structure in which a light-shielding layer 202 is superposed on at least one surface of a film base material 201, as shown in FIGS. 5 and 6. There is.
- the light-shielding layer 202 is composed of a resin that is a curable resin or a thermosetting resin and black fine particles.
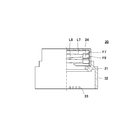
- Such light-shielding films 20 and 21 are used as light-shielding films F7 and F8 in the conventional lens unit 30 shown in FIG. 7.
- the lens unit 30 shown in this figure includes a sensor lens 33 housed in a barrel 32, an infrared cut filter 31, and a plurality of lenses L7 and L8.
- the light-shielding films 20 and 21 of FIGS. 5 and 6 are provided as light-shielding films F7 and F8 individually corresponding to the lenses L7 and L8 of FIG. 7.
- the light-shielding films F7, F8, one or more lenses L7, L8, and CMOS sensors are arranged in this order along the traveling direction of the incident light. By individually providing the light-shielding films F7 and F8 corresponding to the lenses L7 and L8, unnecessary light can be sufficiently blocked.
- camera modules are further required to be smaller, thinner, and lighter according to the equipment to be mounted. Further, the camera module is required to have higher functionality such as a wider range of zoom functions and a high-definition imaging function using fine pixels. Such high functionality is difficult with digital processing, and for example, it is necessary to improve the optical zoom function of the lens unit included in the camera module.
- the lens unit in order to improve the functionality of the lens unit, it is necessary to increase the number of lenses, for example.
- the total thickness of the light-shielding film also increases as the number of lenses increases. This increases the optical axis direction of the lens unit, making it difficult to miniaturize the lens unit.
- the lens unit may protrude from the housing, causing a design problem of the device. This problem becomes remarkable depending on the number of light-shielding films.
- an object of the present invention is to make it possible to reduce the thickness of a light-shielding film while maintaining good light-shielding properties.
- the light-shielding film according to one aspect of the present invention has a glossiness set to a value in the range of 0 or more and 10 or less at an incident angle of 60 degrees on at least one surface, and has a wavelength of 380 nm or more and 780 nm or less.
- the optical density in the value range of is set to a value in the range of 4 or more, and the total thickness is set to a value in the range of 6 ⁇ m or more and 26 ⁇ m or less.
- the glossiness of at least one surface of the light-shielding film is set to a value in the range of 0 or more and 10 or less, high light scattering property (reflection) that satisfactorily scatters incident light on the surface. Preventability) can be given. Further, since the optical density of the light-shielding film is set to a value in the range of 4 or more and the total thickness is set to a value in the range of 6 ⁇ m or more and 26 ⁇ m or less, good light-shielding even if the thickness of the light-shielding film is reduced. Can retain sex.
- a film base material having a light-shielding property and a scattering layer arranged on the film base material to scatter incident light are provided, and one of the surfaces of the scattering layer is on the side opposite to the film base material. It may be a surface.
- the degree of freedom in designing the scattering layer can be improved.
- the content of the black component of the scattering layer may be set to a value in the range of more than 0% by weight and 4% by weight or less.
- the content of the black component in the scattering layer may be a trace amount. Even with such a configuration, the light-shielding property of the light-shielding film can be ensured.
- the amount of the black component of the scattering layer is suppressed. Therefore, for example, even when the scattering layer is formed by using a resin material having an ultraviolet curable property, the resin material can be cured by irradiating with ultraviolet rays to form the scattering layer satisfactorily. According to this method, heat is less likely to reach the film substrate having a light-shielding property as compared with the method of forming a scattering layer using a resin material having a thermosetting property. Therefore, since there is little possibility that the light-shielding film base material shrinks due to heat, the thickness of the light-shielding film base material can be reduced. As a result, the total thickness of the light-shielding film can be reduced.
- the scattering layer may further have a resin member arranged along the surface of the film base material and particles dispersed inside the resin member. According to this configuration, the particles can impart an uneven shape to the surface of the scattering layer. In addition, the light scattering property inside the scattering layer can be improved. Thereby, the light scattering property can be satisfactorily imparted to the scattering layer.
- the thickness of the film base material may be set to a value in the range of 2 ⁇ m or more and 12 ⁇ m or less. According to such a configuration, by using a film base material having a light-shielding property, the thickness of the film base material having a light-shielding property can be satisfactorily reduced while maintaining the light-shielding property of the light-shielding film.
- the thickness of the scattering layer may be set to a value in the range of 3 ⁇ m or more and 7 ⁇ m or less.
- the film base material has a light-shielding property, and the scattering layer does not have to have a light-shielding property, so that the thickness of the scattering layer can be reduced. Therefore, the total thickness of the light-shielding film can be reduced.
- the total light transmittance of the scattering layer may be set to a value in the range of 70% or more and 100% or less.
- the refractive index of the resin member may be set to a value in the range of 1.3 or more and 1.9 or less.
- the method for producing a light-shielding film includes a preparation step of preparing a coating liquid containing a resin material having ultraviolet curability and electron beam curability, and a film base material having light-shielding property, and the above-mentioned.
- the first step of forming a coating film on the surface by applying the coating liquid to the surface of the film substrate and drying the coating film and irradiating the coating film with ultraviolet rays, and the coating film irradiated with the ultraviolet rays It has a second step of irradiating an electron beam, and by passing through the first step and the second step, the incident angle of the surface of the surface opposite to the film substrate is 60 degrees from the coating film.
- a scattering layer having a glossiness set to a value in the range of 0 or more and 10 or less is formed, and the film substrate and the scattering layer are provided, and an optical density in a value in the range of a wavelength of 380 nm or more and 780 nm or less is 4 or more.
- a light-shielding film set to a value in the range and having a total thickness in the range of 6 ⁇ m or more and 26 ⁇ m or less is formed.
- the above manufacturing method by setting the glossiness to a value in the range of 0 or more and 10 or less, high light scattering property can be exhibited, and the optical density is set to a value in the range of 4 or more, and the total thickness is increased.
- a light-shielding film set to a value in the range of 6 ⁇ m or more and 26 ⁇ m or less can be produced. Therefore, it is possible to obtain a light-shielding film that can maintain good light-shielding properties even though the total thickness is relatively small.
- the coating film can be satisfactorily cured even when the coating film contains, for example, a black component to some extent.
- no heat treatment is required to cure the scattering layer. Therefore, there is no heat shrinkage of the light-shielding film base material during the production of the light-shielding film. Therefore, even if the thickness of the film base material having a light-shielding property is reduced to some extent, shrinkage of the film base material can be prevented. As a result, the total thickness of the light-shielding film can be reduced.
- the coating is applied in a state where the transfer member having the transfer surface on which the unevenness is formed is arranged so that the transfer surface adheres to the surface of the coating film on the side opposite to the film substrate.
- the scattering layer to which the shape of the unevenness is transferred may be formed.
- the uneven shape formed on the transfer surface of the transfer member can be efficiently transferred to the surface of the scattering layer.
- the coating film is formed on both sides of the film substrate, and in the second step, the film substrate is permeated from one side of the film substrate so as to permeate the film substrate.
- each coating film may be irradiated with the electron beam.
- the scattering layers can be efficiently arranged on both sides of the film substrate having a light-shielding property at the same time.
- the coating liquid set so that the content of the black component of the scattering layer is in the range of 4% by weight or less, which is larger than 0% by weight, may be prepared.
- the transparency of ultraviolet rays and electron beams of the coating film can be maintained. Therefore, the scattering layer can be satisfactorily formed by using the resin material.
- the coating liquid further containing particles may be prepared.
- the surface of the scattering layer can be formed into an uneven shape by the particles.
- the light scattering property inside the scattering layer can be improved. Therefore, it is possible to easily impart light scattering property to the scattering layer.
- the scattering layer may be formed including a resin member whose refractive index is set to a value in the range of 1.3 or more and 1.9 or less. This makes it possible to form a scattering layer that easily scatters the incident incident light.
- the film substrate having a thickness set to a value in the range of 2 ⁇ m or more and 12 ⁇ m or less may be prepared.
- the thickness of the film substrate having the light-shielding property can be satisfactorily reduced while maintaining the light-shielding property of the light-shielding film.
- the scattering layer is formed by going through the first step and the second step, it is difficult for heat to reach the film member. For this reason, even if such a thin film base material having a light-shielding property is used, the film member shrinks due to heating accompanying the formation of the scattering layer, wrinkles, wrinkles, curls, etc. occur, and processing such as punching can be performed normally. It is possible to prevent difficult problems from occurring.
- the scattering layer having a thickness set to a value in the range of 3 ⁇ m or more and 7 ⁇ m or less may be formed from the coating film.
- the film base material has a light-shielding property, and the scattering layer does not have to have a light-shielding property, so that the thickness of the scattering layer can be reduced. Therefore, the total thickness of the light-shielding film can be easily reduced.
- a scattering layer having a total light transmittance set to a value in the range of 70% or more and 100% or less may be formed from the coating film.
- the thickness of the light-shielding film can be reduced while maintaining good light-shielding properties.
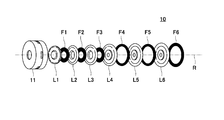
- FIG. 1 is an exploded view of the optical component 10 according to the first embodiment.
- the optical component 10 includes a plurality of light-shielding films F1 to F6, a plurality of optical members (here, lenses L1 to L6), and a housing for accommodating the light-shielding films F1 to F6 and the optical member. (Lens barrel) 11 is provided.
- the light-shielding film 1 is arranged so as to surround the optical axis R between adjacent optical members.
- the number of light-shielding films included in the optical component 10 and the number of optical members are not limited.
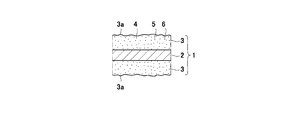
- FIG. 2 is a cross-sectional view of the light-shielding film 1 according to the first embodiment.
- the light-shielding film 1 is the same as the light-shielding films F1 to F6 of FIG.
- the light-shielding film 1 of the present embodiment includes a film base material 2 having a light-shielding property and at least one scattering layer 3.
- the film base material 2 shields the incident light incident on the light-shielding film 1.
- the film substrate 2 has an optical density (OD value) set to a value in the range of 4 or more.
- the film substrate 2 is set to a value in the range where the total light transmittance is 1% or less.
- the film base material 2 is opaque as an example because it has a light-shielding property, and is black in this case.
- the film base material 2 contains, for example, a black component and a resin.
- the black component is a black pigment and the resin is PET.
- the film base material 2 is formed by extrusion-molding a PET resin containing a black pigment and biaxially stretching it.
- the black component may be something other than a pigment (for example, a dye or a colorant).
- the film base material 2 may be colored in a color other than black.
- Examples of the material of the film base material 2 include various polymer materials.
- Examples of the material include thermosetting resins, thermoplastic resins, and photocurable resins.
- examples of the thermoplastic resin include polyolefins, acrylic resins, polyesters, polycarbonates, and polyamides. These materials can be used alone or in combination of two or more. Of these, from the viewpoint of ensuring strength, for example, cyclic polyolefin, polyalkylene allylate (polyethylene terephthalate (PET), polyethylene naphthalate (PEN), etc.), polymethyl methacrylate resin, bisphenol A type polycarbonate, cellulose ester and the like are preferable.
- a biaxially stretched film material is preferable.
- a film made of biaxially stretched polyalkylene arylate for example, PET film, PEN film
- the PET film is preferable because it can be made thin and easily available.
- the method for producing the film base material 2 is not particularly limited.
- a manufacturing method in which a material obtained by melt-kneading a black component (for example, a pigment, a dye, or a colorant) and a resin component is formed into a film and stretched.
- a black component for example, a pigment, a dye, or a colorant
- a production method for forming a colored layer on one side or both sides of a resin film for example, a biaxially stretched polyester film
- the colored layer may be formed by applying, transferring, or printing a colorant on the resin film.
- the colorant can be used, for example, in a state of being mixed with a fluid resin material.
- a method for applying the colorant known methods such as a gravure coater, a dip coater, a reverse roll coater, and an extrusion coater can be exemplified. Further, as a printing method of the colorant, known methods such as an inkjet method and a screen method can be exemplified.
- a sublimation dye is preferably used from the viewpoint of easy penetration into the resin film.
- dyes that are widely used in textile applications, resin applications, inkjet applications, and the like can also be used.
- the resin film is dyed by immersing the resin film in a solution containing a dye.
- a known method can be used as a method for dyeing the resin film.
- the resin film dyed in this way can also be used as the film base material 2.
- a film made of polyester, nylon, acetate, polycarbonate, acrylic or the like can be easily dyed by immersing it in a dye dispersed in water.
- the thickness of the film base material 2 can be set as appropriate, but as an example, it is set to a value in the range of 2 ⁇ m or more and 12 ⁇ m or less.
- the film substrate 2 is less likely to allow incident light to pass from the side surface to the inside.
- the scattering layer 3 is arranged so as to be superposed on at least one surface (here, both sides) of the film base material 2 to scatter incident light.
- the scattering layer 3 has light transmittance.
- the scattering layer 3 is arranged so as to be overlapped with the optical member, for example, the scattering layer 3 scatters the incident light incident on the optical member from the side.
- the scattering layer 3 of the present embodiment has a resin member 4 arranged along the surface of the film base material 2 and black fine particles 5 which are black components dispersed inside the resin member 4.
- the black component of the scattering layer 3 absorbs the incident light incident on the scattering layer 3.
- the content of the black component of the scattering layer 3 is set to a value in the range of more than 0% by weight and 4% by weight or less. That is, the scattering layer 3 has a very small amount of black component. As a result, the scattering layer 3 has transparency.
- the scattering layer 3 of the present embodiment is set to a value in which the total light transmittance is in the range of 70% or more and 100% or less.
- the scattering layer 3 does not have to contain a black component.
- the total light transmittance of the scattering layer 3 can be obtained from the difference between the total light transmittance of the light-shielding film 1 and the total light transmittance of the film base material 2.
- the difference between the total light transmittance of the light-shielding film 1 and the total light transmittance of the film base material 2 is the total of the scattering layers 3 on both sides. It corresponds to the sum of light transmittance.
- the total light transmittance of the film base material 2 is equal to or higher than the total light transmittance of the light-shielding film 1 and sufficiently smaller than the total light transmittance of the scattering layer 3.
- the total light transmittance of the light-shielding film 1 is 0, and the total light transmittance of the film base material 2 is equal to or slightly higher than the total light transmittance of the light-shielding film 1.
- the total light transmittance of the scattering layer 3 is a value in the range of 70 or more and 100 or less.
- the thickness of the scattering layer 3 can be set as appropriate, but as an example, it is set to a value in the range of 3 ⁇ m or more and 7 ⁇ m or less.
- the thickness of the scattering layer 3 may be smaller than the thickness of the film base material 2.
- the resin member 4 is set to a value having a refractive index in the range of 1.3 or more and 1.9 or less.
- the refractive index of the resin member 4 is unique to the material of the resin member 4, and can be confirmed by analyzing the resin member 4 using, for example, an analyzer such as NMR or IR.
- the resin member 4 of the scattering layer 3 can be identified by measuring the scattering layer 3 with an analyzer such as NMR or IR.
- the value of the refractive index of the resin member 4 may be either a literature value or an actually measured value. If the total light transmittance of the scattering layer 3 is sufficiently high, an Abbe refractometer conforming to JIS K 7142: 2008 or an elliptically polarized light measuring device (for example, "KOBRA-WPR" manufactured by Oji Measuring Instruments Co., Ltd. " ) May be used as the value of the refractive index of the resin member 4 by directly measuring the Abbe number of the scattering layer 3.
- the light-shielding film 1 is set to a value in which the glossiness of at least one surface (here, both sides) of the scattering layer 3 at an incident angle of 60 degrees is in the range of 0 or more and 10 or less, and has a wavelength in the range of 380 nm or more and 780 nm or less.
- the optical density in the value is set to a value in the range of 4 or more, and the total thickness is set to a value in the range of 6 ⁇ m or more and 26 ⁇ m or less.
- the surface 3a of the scattering layer 3 has a light scattering property.
- the shape of the surface 3a of the scattering layer 3 is formed by transferring the unevenness of the transfer surface 8a of the transfer member 8 during the production of the light-shielding film 1, for example.
- the shape of the surface 3a of the scattering layer 3 may be formed by any other method.
- an adhesive layer for improving the adhesiveness between the film base material 2 and the scattering layer 3 may be provided on the surface of the film base material 2 facing the scattering layer 3.
- the resin member 4 contains a binder resin 6 and a polymerization initiator of a precursor of the binder resin 6.
- the precursor of the binder resin 6 has ultraviolet (UV) curability and electron beam (EB) curability.
- Examples of the binder resin 6 include a photocurable resin.
- black component contained in the film base material 2 and the scattering layer 3 examples include carbon black, lamp black, vine black, peach black, bone charcoal, carbon nanotubes, silver oxide, zinc oxide, magnetite-type triiron tetroxide, copper and chromium. Examples thereof include composite oxides of copper, chromium and zinc, black glass and the like.
- the black fine particles 5 of the present embodiment are spherical, and the primary particle size is set to a value in the range of 10 nm or more and 500 nm or less.
- the surface resistance value of the scattering layer 3 is set to a value of 1 ⁇ 10 12 ⁇ / ⁇ or more as an example. By making such a setting, the light-shielding film 1 can be suitably used as an insulating member.
- the glossiness at 60 degrees can be measured by a measuring method based on JlS Z 8741.
- a field emission scanning electron microscope (“JSM-6700F” manufactured by JEOL Ltd.) is used to take a picture of the particle surface magnified 100,000 times, and the magnified picture is further enlarged as necessary. It can be measured as the average particle size of 50 or more particles using a ruler, calipers, or the like.
- an optical densitometer (“X-Rite 341C” manufactured by Videojet X-Rite Co., Ltd.) is used to irradiate the sample with a vertically transmitted luminous flux, and the ratio to the state without the sample is log (logarithmic). It can be represented by.
- the luminous flux width in this case can be measured as a circle having a diameter of 2 mm.
- the glossiness of at least one surface of the light-shielding film 1 is set to a value in the range of 0 or more and 10 or less, so that the incident light is satisfactorily scattered on the surface. It is possible to impart light scattering property (reflection prevention property). Further, since the optical density of the light-shielding film 1 is set to a value in the range of 4 or more and the total thickness is set to a value in the range of 6 ⁇ m or more and 26 ⁇ m or less, the thickness of the light-shielding film 1 may be reduced. Can maintain a good light-shielding property.
- the housing 11 accommodates a plurality of optical members (lenses L1 to L6) and a plurality of light-shielding films F1 to F6. Even if there is, the dimension of the housing 11 in the optical axis R direction can be reduced. As a result, the dimensions of the optical component 10 including the housing 11 in the optical axis R direction can be reduced. Therefore, it is possible to easily reduce the thickness and size of the optical component 10.
- the area of the surface of the optical component 10 that overlaps with the housing 11 is suppressed from protruding to the outside as compared with the peripheral area of the area, and the surface of the optical component 10 is prevented from protruding to the outside. It is also possible to make it easier to flatten the optics.
- the light-shielding film 1 of the present embodiment includes a film base material 2 and a scattering layer 3 which is arranged on the film base material 2 and scatters incident light, and the glossiness is set to the above value.
- the surface of the scattering layer 3 is the surface 3a of the scattering layer 3 opposite to the film base material 2.
- the degree of freedom in designing the scattering layer 3 can be improved.
- the scattering layer 3 of the present embodiment has light transmission.
- the scattering layer 3 is formed by using a resin material having ultraviolet curability or electron beam curability, it is possible to prevent the ultraviolet rays and the electron beam from being shielded by the components present in the resin material. Therefore, the scattering layer 3 can be satisfactorily constructed.
- the scattering layer 3 since it is not necessary to use a thermosetting resin material as the material of the scattering layer 3, for example, even on a thin film, the scattering layer 3 can be obtained by irradiating the resin material with ultraviolet rays or electron beams. be able to.
- the content of the black component is set to a value in the range of more than 0% by weight and 4% by weight or less.
- the content of the black component in the scattering layer 3 may be very small. Even with such a configuration, the light-shielding property of the light-shielding film 1 can be ensured.
- the thickness of the film base material 2 is set to a value in the range of 2 ⁇ m or more and 12 ⁇ m or less. According to such a configuration, by using the film base material 2, the thickness of the film base material 2 can be satisfactorily reduced while maintaining the light-shielding property of the light-shielding film 1. Further, since the light-shielding film 1 does not need to form the scattering layer 3 by thermosetting, even if the thickness of the film base material 2 is reduced in this way, there is a problem caused by the heat shrinkage of the film base material 2. Occurrence can be prevented.
- the scattering layer 3 is not required to have a light-shielding property. Therefore, the thickness of the scattering layer 3 of the present embodiment is set to a value in the range of 3 ⁇ m or more and 7 ⁇ m or less.
- the film base material 2 has a light-shielding property, and the scattering layer 3 does not have to have a light-shielding property, so that the thickness of the scattering layer 3 can be reduced. Therefore, the total thickness of the light-shielding film 1 can be reduced.
- the scattering layer 3 is set to a value in the range where the total light transmittance is 70% or more and 100% or less. By constructing the scattering layer 3 in this way, the blackness of the light-shielding film 1 can be satisfactorily obtained by the film base material 2.
- a scattering layer 3 can be formed, for example, by curing a resin material with ultraviolet rays or electron beams. Further, the scattering layer 3 is set to a value having a refractive index in the range of 1.3 or more and 1.9 or less. As a result, the incident light incident on the scattering layer 3 can be easily scattered.
- FIG. 3 is a manufacturing flow chart of the light-shielding film 1 of FIG.
- FIG. 3A is a diagram showing the first step S2.
- FIG. 3B is a diagram showing the first step S2.
- FIG. 3C is a diagram showing the second step S3.
- the light-shielding film 1 manufacturing method of the present embodiment includes a preparation step S1, a first step S2, a second step S3, and a peeling step S4.
- the light-shielding film 1 is manufactured by sequentially performing steps S1 to S4.
- steps S1 to S4 will be specifically described.
- the operator prepares the coating liquid that is the source of the scattering layer 3 and the film base material 2. Specifically, the operator dissolves a resin material having ultraviolet curability and electron beam curability in a solvent. Then, the operator adds a black component (black fine particles 5 in this embodiment) to this solvent as an example. As a result, a coating liquid is obtained.
- the operator adjusts the coating liquid so that the solid content concentration is greater than 5% by weight and 50% by weight or less (here, 30% by weight as an example).
- a polymerization initiator of the resin material is further added to the coating liquid.
- the polymerization initiator is naturally unnecessary.
- the operator prepares the film base material 2 having a light-shielding property manufactured by the above-mentioned manufacturing method.
- the operator sets the film base material 2 on a predetermined coater. This completes the preparation step S1.
- the first step S2 is a step of forming a coating film 15 on the surface of the film base material 2 by applying the prepared coating liquid and drying it, and then irradiating the coating film 15 with ultraviolet rays. is there.
- the first step S2 includes a coating film forming step, a transfer step, and an ultraviolet irradiation step as sub-steps.
- the operator applies the coating liquid to at least one surface of the film substrate 2.
- a coating liquid is applied to each surface of the film base material 2.
- the coating liquid may be sequentially applied to each surface of the film base material 2.
- the coating film 15 of the present embodiment has a smooth surface immediately after being formed and is not completely cured.
- the operator uses the transfer member 8 having the predetermined transfer surface 8a, and performs a transfer step of transferring the surface shape of the transfer surface 8a of the transfer member 8 to the surface of the coating film 15 by the following procedure.
- the transfer surface 8a of the transfer member 8 has a negative shape corresponding to the positive shape when the surface shape formed on the coating film 15 is a positive shape.
- a film member having ultraviolet transmission and electron beam transmission is used as the transfer member 8.
- the operator attaches the transfer member 8 to the coating film 15 formed on at least one surface of the film substrate 2.
- a composite hereinafter, referred to as an intermediate 16 formed by bonding the transfer member 8 to each coating film 15 of the film substrate 2 is formed.
- the surface shape of the transfer surface 8a of the transfer member 8 acts as a negative type, and the positive type surface shape is transferred to the coating film 15. This completes the transfer step.
- the operator performs the first step S2 of irradiating the intermediate 16 with ultraviolet rays according to the following procedure. (Fig. 3 (b)).
- the surface of the coating film 15 in contact with the transfer surface 8a is cured to some extent in a state where the transfer member 8 is attached.
- the transfer surface 8a of the transfer member 8 having a negative shape is formed with fine irregularities.
- the scattering layer 3 is imparted with light scattering properties by transferring these fine irregularities.
- the film member having ultraviolet ray transmission and electron beam transmission is used as the transfer member 8
- a part of the resin material in the coating film 15 is cured by ultraviolet rays through the transfer member 8. This completes the first step S2.
- the obtained intermediate 16 is wound into a roll.
- the transfer member 8 of the present embodiment contains a plurality of resin components.
- the transfer surface 8a has a sea-island-like fine uneven shape having a phase-separated structure.
- the light scattering property imparted to the surface 3a of the scattering layer 3 is due to the shape of the transfer surface 8a of the transfer member 8.
- the phase separation structure is formed by spinodal decomposition (wet spinodal decomposition) from the liquid phase of the adjusting liquid that is the source of the transfer member 8.
- spinodal decomposition wet spinodal decomposition
- the coating film 15 is not completely cured in the intermediate 16 at the time after the first step S2 and before the second step S3.
- the coating film 15 has, for example, an uncured portion unevenly distributed on the film substrate 2 side.
- the coating film 15 may be completely cured only by the ultraviolet irradiation step of the first step S2. In this case, the following second step S3 can be omitted.
- the operator unwinds the wound intermediate 16 again, and performs the second step S3 of irradiating the coating film 15 irradiated with ultraviolet rays in the first step S2 with an electron beam.
- the resin material in the coating film 15 is completely cured to form the surface shape of the scattering layer 3.
- the second step S3 is suitable for producing a light-shielding film 1 including the film base material 2 and the scattering layer 3 as in the present embodiment.
- the intermediate body 16 may be irradiated with the electron beam from only one side, or may be irradiated with the electron beam from both sides.
- the irradiation intensity of the electron beam may be weakened or the second step S3 may be omitted. That is, the second step S3 can be appropriately set or omitted depending on the adhesion strength between the members required for the light-shielding film 1.
- the second step S3 it is not necessary to use an electron beam.
- ultraviolet rays can be used in the second step S3.
- first step S2 and the second step S3 may be continuously performed without winding the intermediate 16 according to the embodiment.
- each transfer member 8 may be peeled off at the same time, or may be peeled off in order from either one.
- the light-shielding film 1 can be obtained by going through the peeling step S4.
- the glossiness at the incident angle of 60 degrees on the surface is set to a value in the range of 0 or more and 10 or less, high light scattering property can be exhibited and the optical density is a value in the range of 4 or more. It is possible to manufacture the light-shielding film 1 set to a value in the range of 6 ⁇ m or more and 26 ⁇ m or less in total thickness. Therefore, it is possible to obtain a light-shielding film 1 that can maintain high light-shielding properties even if the total thickness is thin.
- the coating film 15 can be satisfactorily cured even when the coating film 15 contains a black component to some extent. Further, no heat treatment for curing the scattering layer 3 is required. Therefore, there is no heat shrinkage of the film base material 2 during the production of the light-shielding film 1. Therefore, even if the thickness of the film base material 2 is reduced to some extent, the film base material 2 can be prevented from shrinking. As a result, the total thickness of the light-shielding film 1 can be reduced.
- the transfer surface 8a is adhered to the surface of the coating film 15 on the side opposite to the film substrate 2 of the transfer member 8 having the transfer surface 8a on which the unevenness is formed.
- the scattering layer 3 to which the uneven shape is transferred is formed.
- the uneven shape formed on the transfer surface 8a of the transfer member 8 can be efficiently transferred to the surface 3a of the scattering layer 3.
- the scattering layer 3 can be imparted with light scattering properties.
- the coating film 15 is formed on both surfaces of the film base material 2, and in the second step S3, the film base material 2 is passed from one side of the film base material 2. Is irradiated with an electron beam to irradiate each coating film 15 with an electron beam. As a result, the scattering layers 3 can be efficiently arranged on both sides of the film base material 2 at the same time.
- a coating liquid set so that the content of the black component of the scattering layer 3 is greater than 0% by weight and less than 4% by weight is prepared.
- the film base material 2 having a thickness set to a value in the range of 2 ⁇ m or more and 12 ⁇ m or less is prepared.
- the thickness of the film base material 2 can be satisfactorily reduced while maintaining the light-shielding property of the light-shielding film 1.
- the scattering layer 3 is formed through the first step S2 and the second step S3, it is difficult for heat to reach the film base material 2. Therefore, even if the thin film base material 2 is used in this way, the film base material 2 shrinks due to the heating accompanying the formation of the scattering layer 3, wrinkles, wrinkles, curls, etc. occur, and processing such as punching can be performed normally. It is possible to prevent difficult problems from occurring.
- a scattering layer 3 having a thickness set to a value in the range of 3 ⁇ m or more and 7 ⁇ m or less is formed from the coating film 15.
- the film base material 2 has a light-shielding property
- the scattering layer 3 does not have to have a light-shielding property, so that the thickness of the scattering layer 3 can be reduced. Therefore, it is possible to easily reduce the total thickness of the light-shielding film 1.
- a scattering layer 3 in which the total light transmittance is set to a value in the range of 70% or more and 100% or less is formed from the coating film 15.
- the scattering layer 3 whose refractive index is set to a value in the range of 1.3 or more and 1.9 or less is formed. As a result, the scattering layer 3 that easily scatters the incident incident light can be formed.
- other embodiments will be described with a focus on differences from the first embodiment.
- FIG. 4 is an enlarged cross-sectional view of the scattering layer 103 of the light-shielding film 101 according to the second embodiment.
- the scattering layer 103 is arranged so as to be overlapped on at least one surface (here, both sides) of the film base material 2 to scatter incident light.
- the scattering layer 103 has a resin member 4 arranged along the surface of the film base material 2 and particles 7 dispersed inside the resin member 4.
- the content of the black component of the scattering layer 103 is set to a value in the range of more than 0% by weight and not more than 4% by weight.
- the scattering layer 103 of the present embodiment contains a black component (black fine particles 5 as an example) here. This black component is dispersed inside the resin member 4.
- the particles 7 may be either inorganic particles such as silica particles or organic particles such as acrylic particles. When the particles 7 are inorganic particles, the particles 7 are preferably, for example, silica particles, and particularly preferably hollow silica particles.
- the scattering layer 103 has irregularities formed on the surface 103a due to the particles 7.
- the surface 103a of the scattering layer 103 has the same shape as the surface 3a of the scattering layer 3.
- the scattering layer 103 may not contain the black component as long as it contains the particles 7 to the extent that irregularities are formed on the surface 103a.
- the particles 7 can impart an uneven shape to the surface of the scattering layer 103. Therefore, the light scattering property can be satisfactorily imparted to the scattering layer 103. Further, when the black component is contained in the resin member 4 within the above weight range, the resin member 4 can be appropriately colored black by dispersing the black component in the resin member 4.
- the same coating liquid as that of the first embodiment is prepared except that it contains a predetermined amount of particles 7.
- the first step S2 and the second step S3 are sequentially performed on the coating film 15.
- the transfer step is unnecessary in the first step S2.
- the surface of the coating film 15 has an uneven shape immediately after the coating film forming step. Therefore, the surface of the scattering layer 3 can be formed into a concavo-convex shape by the particles 7 without going through the transfer step (without using the transfer member 8). As a result, light scattering can be imparted to the surface of the coating film 15.
- the scattering layer 103 is formed by sequentially performing the ultraviolet irradiation step and the second step S3.
- the transfer surface 8a of the transfer member 8 may further provide irregularities on the surface of the coating film 15 by performing the transfer step.
- the light-shielding film 101 has a total thickness, an optical density in a wavelength range of 380 nm or more and 780 nm or less, a blackness (L * ) having a brightness defined in JIS Z 8518, and a glossiness of the surface 103a of the scattering layer 103. However, it is set in the same manner as the light-shielding film 1 of the first embodiment.
- L * is one of the coordinate axes of the CIE1976 (L * , a * , b * ) color space.
- the value of L * represents the brightness (brightness) of the color, and is represented by 100 steps from 0 to 100. In these 100 stages, 0 is black and 100 is white. The larger the value of L *, the brighter the color.
- the light-shielding film 101 has a total thickness of 16 ⁇ m, an optical density of 6.3 in a value in the wavelength range of 380 nm or more and 780 nm or less, a blackness (L * ) of 17.5, and a surface 103a of the scattering layer 103.
- the glossiness at an incident angle of 60 degrees is set to 0.2.
- the light-shielding film 101 provided with the above scattering layer 103 also has the same effect as the light-shielding film 1.
- the scattering layer 103 of the light-shielding film 101 has a resin member 4 and particles 7. Therefore, the particles 7 can impart an uneven shape to the surface 103a of the scattering layer 103.
- the light scattering property inside the scattering layer 103 can be improved. Thereby, the light scattering property can be satisfactorily imparted to the scattering layer 103.
- the black fine particles 5 are dispersed in the resin member 4 within the above weight range, the resin member 4 can be appropriately colored black.
- the amount of the black component of the scattering layer 103 is suppressed. Therefore, for example, when the resin member 4 is made of a resin material having ultraviolet curability and electron beam curability, it is possible to prevent the ultraviolet rays and the electron beam from being shielded by the black component. Therefore, the resin material can be cured satisfactorily. As a result, the resin material can be cured even if the amount of the resin material used is small, and the thickness of the scattering layer 103 can be easily reduced.
- Example 1 As shown in Table 1, Examples 1 and 2 which are the light-shielding films 1 according to the first embodiment and Example 3 which is the light-shielding film 101 according to the second embodiment were produced by the following procedure. .. In addition, Comparative Examples 1 to 3 were prepared as comparative examples with respect to Examples 1 to 3.
- the film substrate 2 of Examples 1 to 3 was prepared by the following procedure.
- a CB masterbatch is prepared by melt-kneading 95% by weight of polyethylene terephthalate and 5% by weight of carbon black (CB-1) produced by a furnace method having an average primary particle size of 18 nm in a vented 280 ° C. extruder. Made. Further, 98.0% by weight of polyethylene terephthalate and 2.0% by weight of silica particles having an average primary particle size of 2.6 ⁇ m were melt-kneaded in a vented extruder at 280 ° C. to prepare a SiO 2 masterbatch.
- a film raw material was obtained by mixing 13% by weight of the CB masterbatch prepared as described above, 1.5% by weight of the SiO 2 masterbatch, and 85.5% by weight of PET.
- This film raw material was extruded into a sheet from a T-shaped base and wound around a mirror-cooled drum having a surface temperature of 20 ° C. based on an electrostatic application casting method to obtain a film intermediate having a thickness of 55 ⁇ m.
- the film intermediate obtained as described above was sequentially biaxially stretched as follows using a biaxial stretching test device (“FILM STRETCHING TESTER” manufactured by Toyo Seiki Seisakusho Co., Ltd.). First, the film intermediate was heated to 90 ° C. and stretched 2.8 times in the longitudinal (extruded) direction thereof. Next, after cooling the film intermediate, the film was further heated to 130 ° C. and stretched 3.3 times in the lateral direction (film width direction). Then, the film intermediate was heat-treated at 180 ° C. to obtain the film substrate 2 of Examples 1 to 3 having a thickness of 6 ⁇ m.
- FILM STRETCHING TESTER manufactured by Toyo Seiki Seisakusho Co., Ltd.
- the film substrates of Comparative Examples 1 to 3 were prepared as follows.
- a transparent PET film having a thickness of 6 ⁇ m was prepared by the same method as in Examples 1 to 3 except that the SiO 2 masterbatch was set to 1.7% by weight and the PET was set to 98.3% by weight to obtain a film raw material. It was produced as a film base material of Comparative Examples 1 and 3.
- Transfer members A and B having the following specifications were prepared as the transfer members 8 of Examples 1 and 2.
- the thickness is 50 ⁇ m
- the arithmetic mean height Sa of the surface roughness is 0.666 ⁇ m
- the maximum height Sz of the surface roughness is 6.177 ⁇ m
- the total haze is 77.44
- the glossiness at an incident angle of 60 degrees is The one having the transfer surface 8a set in 3.3 was prepared. This transfer member A was used in the production of Example 1.
- the thickness is 50 ⁇ m
- the arithmetic mean height Sa of the surface roughness is 1.156 ⁇ m
- the maximum height Sz of the surface roughness is 12.483 ⁇ m
- the total haze is 91.85
- the glossiness at an incident angle of 60 degrees is Those having the transfer surface 8a set in 1.3 were prepared.
- This transfer member B was used in the production of Example 2.
- Each of the transfer members A and B contains a plurality of resin components and is composed of a film member having a phase-separated structure of the plurality of resin components.
- the coating liquids used in Examples 1 and 2 were prepared as follows.
- Resin A which is a composition containing 15% by weight of black pigment (“MHI Black # 273” manufactured by Mikuni Color Co., Ltd., which is a 9% by weight MEK dispersion of carbon black (black fine particles) having an average primary particle size of 150 nm).
- HR370 manufactured by Yokohama Rubber Co., Ltd.
- resin B which is a polyfunctional methacrylate compound, in a solid content ratio.
- This coating liquid contains carbon black, which is a black pigment, at a solid content concentration of 1.08% by weight.
- the scattering layer 3 of Examples 1 and 2 has a solid content concentration of carbon black, which is a black pigment, set to 4% by weight, and a maximum thickness of 4.5 ⁇ m.
- Example 3 the coating liquid used in Example 3 was prepared as follows. Coating containing 10% by weight of "MHI Black # 273” manufactured by Mikuni Color Co., Ltd., 33% by weight of resin A, 4% by weight of resin B, and 53% by weight of particles "Syricia 448” manufactured by Fuji Silicia Chemical Co., Ltd. The liquid was prepared. By using this coating liquid, the scattering layer 103 of Example 3 has a solid content concentration of carbon black, which is a black pigment, set to 4% by weight, and each thickness is set to 3.0 ⁇ m.
- the coating liquids used in Comparative Examples 1 and 2 were prepared as follows. A coating liquid containing 64% by weight of "MHI Black # 273” manufactured by Mikuni Color Co., Ltd., 27% by weight of resin A, and 9% by weight of resin B in solid content ratio was prepared.
- the coating liquid used in Comparative Example 3 was prepared as follows. A coating containing 37% by weight of "MHI Black # 273” manufactured by Mikuni Color Co., Ltd., 16% by weight of resin A, 5% by weight of resin B, and 42% by weight of filler particles "Syricia 448" manufactured by Fuji Silicia Chemical Co., Ltd. The working liquid was prepared. By using these coating liquids, the solid content concentration of carbon black, which is a black pigment, is set to 20% by weight in the scattering layers of Comparative Examples 1 to 3.
- the first step S2 and the first step S2 were performed in the following procedure.
- the coating film 15 is formed on one surface of the film base material 2 using each coating liquid, and the transfer member 8 is placed on the coating film 15 in a state of being superposed on the coating film 15.
- the coating film 15 is formed on the other surface of the film base material 2, and the transfer member 8 is placed on the coating film 15 in a state of being superposed on the coating film 15, and the coating film 15 is passed through the transfer member 8.
- the intermediate 16 was wound up.
- each coating film 15 was irradiated with an electron beam having an integrated electron dose (absorbed dose) of 250 kGy at a time.
- the transfer member 8 was peeled from each coating film 15 to obtain the light-shielding film 1 of Examples 1 and 2.
- the light-shielding film 101 of Example 3 was obtained by the same manufacturing method as that of Examples 1 and 2 except that the transfer step in the first step was omitted by using the coating liquid of Example 3. It was.
- the transparent film base material transparent film base material
- the coating liquid of Comparative Examples 1 to 3 the transparent film base material and the scattering layer arranged on both sides of the transparent film base material (Table 2 shows).
- the light-shielding films of Comparative Examples 1 to 3 provided with 20% by weight of black fine particles) were prepared.
- the maximum thickness of each scattering layer of Comparative Examples 1 and 2 was set to 9.5 ⁇ m
- the maximum thickness of each scattering layer of Comparative Example 3 was set to 10.0 ⁇ m.
- the scattering layer included in the light-shielding films of Comparative Examples 1 to 3 corresponds to the scattering layer 3 provided in Examples 1 to 3, but has a high content of black fine particles and has a light-shielding property. It is different from the scattering layer 3 which has a certain degree of light transmission.
- the surface shape of the scattering layers of Comparative Examples 1 and 2 is formed by containing filler particles.
- the surface shape of the scattering layer of Comparative Example 3 is formed by the transfer surface of the transfer member.
- the total thickness of the light-shielding film, the total light transmittance of the film base material, the thickness of the film base material, the optical density (OD value), and the blackness ( L * ) and the glossiness at an incident angle of 60 degrees were measured.
- the total light transmittance (%) of the film substrate was measured using a haze meter (NDH-5000W, manufactured by Nippon Denshoku Co., Ltd.) in accordance with JIS K7136.
- the optical density (OD value) was measured using a transmission densitometer (341C type manufactured by Xrite Co., Ltd.) in accordance with JIS-K 7361.
- the glossiness at an incident angle of 60 degrees was measured using a gloss meter (KT-GL0030 type manufactured by TQC Therminport Quality Control Co., Ltd.) in accordance with JlS K7105.
- the blackness (L * ) was measured using a UV spectrophotometer (U3900H type manufactured by Hitachi, Ltd.).
- the total haze of the transfer members A and B was measured using HAZEMETER (NDH5000W type manufactured by Nippon Denshoku Co., Ltd.).
- the arithmetic mean height Sa and the maximum height Sz of the surface roughness were measured using a scanning white interference microscope (for example, VertScan R3300G type manufactured by Ryoka System Co., Ltd.). The measurement results are shown in Tables 1 and 2.
- Comparative Examples 1 to 3 it is necessary to secure the light-shielding property by the scattering layer, and while it contains a relatively large amount of black component, the content of the binder resin is also increased in order to keep the hardness of the surface of the scattering layer above a certain level. Need to increase. Therefore, it is considered that the maximum thickness of the scattering layer is increased and the total thickness of the light-shielding film is also increased.
- Examples 1 to 3 by using the film base material 2, there is no problem regarding the content of the black component and the binder resin, and the maximum thickness of the scattering layer 3 can be reduced. As a result, the total thickness of the light-shielding film 1 of Examples 1 to 3 is satisfactorily reduced. As a result, it is considered that in Examples 1 to 3, the total thickness of the light-shielding film 1 could be reduced while ensuring good light-shielding property.
- Examples 1 to 3 had a lower glossiness (60 degrees) than Comparative Examples 1 to 3 (particularly Comparative Example 1) and had excellent light scattering properties. Further, it was confirmed that the glossiness of Example 2 was significantly lower than that of Example 1.
- Comparative Example 4 having the same configuration as that of Example 1 except that a transparent (that is, having no light-shielding property) film base material was used was produced. Further, Comparative Example 5 having the same configuration as that of Comparative Example 4 was produced except that the content of the black component of the scattering layer was set to 20% by weight and the resin curing method of the scattering layer was only ultraviolet curing.
- the content of the black component of the scattering layer is set to 20% by weight
- the total light transmittance is set to a value in the range of 70% or more and 100% or less
- each coating that is the source of the light-shielding layer when the light-shielding film is produced Comparative Example 6 having the same configuration as that of Comparative Example 4 was prepared except that the integrated electron dose of the electron beam irradiated to the film was set to 250 kGy.
- Comparative Example 7 having the same configuration as Comparative Example 4 was produced except that the content of the black component of the scattering layer was set to 20% by weight and the maximum thickness of each scattering layer was set to 10.0 ⁇ m. .. Further, the same configuration as in Comparative Example 4 is used except that the maximum thickness of each scattering layer is set to 8.0 ⁇ m, a thermosetting resin is used as the material of the scattering layer, and the resin curing method of the scattering layer is thermosetting. Comparative Example 8 having was prepared.
- the content of the black component of the scattering layer is set to 20% by weight, the maximum thickness of each scattering layer is set to 8.0 ⁇ m, a thermosetting resin is used as the material of the scattering layer, and a resin curing method of the scattering layer is used.
- a comparative example 9 having the same configuration as that of Comparative Example 4 was produced except that the film substrate was a commercially available transparent PET film "Toyo Spinning Ester Film E5007" manufactured by Toyo Spinning Co., Ltd.
- the scattering layers of Comparative Examples 8 and 9 were prepared using the following varnish (coating liquid) containing a thermosetting resin. Specifically, 13.0% by weight of an epoxy resin (“YDCN-703” manufactured by Toto Kasei Co., Ltd.) which is a thermosetting resin and a phenol resin (“XLC-LL” manufactured by Mitsui Chemicals Co., Ltd.) 11. 0% by weight, 34% by weight of "MHI Black # 273” manufactured by Mikuni Color Co., Ltd., and 1-cyanoethyl-2-phenylimidazole as a curing accelerator ("2PZ-CN” manufactured by Shikoku Kasei Co., Ltd.) 0.
- an epoxy resin (“YDCN-703” manufactured by Toto Kasei Co., Ltd.) which is a thermosetting resin and a phenol resin (“XLC-LL” manufactured by Mitsui Chemicals Co., Ltd.)
- XLC-LL phenol resin
- MHI Black # 273 manufactured by Mikuni Color Co.
- Comparative Examples 4 to 9 are clearly different from Examples 1 to 3 in that the film substrate does not have a light-shielding property. It was found that Comparative Example 4 had a lower light-shielding property than Examples 1 to 3, and it was difficult to obtain an appropriate optical density. Further, it was found that in Comparative Example 5, the light-shielding property was slightly improved by slightly increasing the content of the black component in the scattering layer as compared with Comparative Example 4, but it was still difficult to obtain an appropriate optical density. .. Further, in the scattering layer of Comparative Example 5, the resin was not sufficiently cured, and it was confirmed that the surface shape of the transfer member A was poorly transferred.
- the present invention is not limited to each embodiment, and its configuration and method can be changed, added, or deleted without departing from the spirit of the present invention.
- the black component of the scattering layer may contain at least one of a pigment or a dye.
- the transfer surface 8a of the transfer member 8 may have irregularities formed by sandblasting. Further, when the heat shrinkage of the film base material 2 during the production of the light-shielding film 1 does not pose a big problem, a thermosetting resin may be used as a precursor of the binder resin 6. Further, the particles 7 may be dispersed inside the resin member 4 of the first embodiment.
- the content of the black component of the scattering layers 3, 103 is within an allowable range that does not significantly affect the curing of the resin material. May be set to a value greater than 4% by weight.
- the present invention has an excellent effect of reducing the thickness of the light-shielding film while maintaining good light-shielding properties. Therefore, it is beneficial to widely apply the present invention to a light-shielding film and a method for producing a light-shielding film that can exert the significance of this effect.
Landscapes
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Optics & Photonics (AREA)
- Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Materials Engineering (AREA)
- Dispersion Chemistry (AREA)
- Plasma & Fusion (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Optical Elements Other Than Lenses (AREA)
- Lens Barrels (AREA)
- Blocking Light For Cameras (AREA)
Abstract
L'invention concerne un film de protection contre la lumière, dont la brillance est réglée à une valeur situé dans la plage allant de 0 à 10 (inclus) à un angle d'incidence de 60 degrés sur au moins une surface, la densité optique est réglée à une valeur supérieure ou égale à 4, et l'épaisseur totale est réglée à une valeur située dans la plage allant de 6 à 26 µm (inclus).
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/031663 WO2021028974A1 (fr) | 2019-08-09 | 2019-08-09 | Film de protection contre la lumière et procédé de production d'un film de protection contre la lumière |
| CN201980096580.XA CN113840865A (zh) | 2019-08-09 | 2019-08-09 | 遮光性膜及遮光性膜的制造方法 |
| JP2021539710A JP7232918B2 (ja) | 2019-08-09 | 2019-08-09 | 遮光性フィルム及び遮光性フィルムの製造方法 |
| KR1020217037912A KR20220047539A (ko) | 2019-08-09 | 2019-08-09 | 차광성 필름 및 차광성 필름의 제조 방법 |
| TW109113181A TWI727751B (zh) | 2019-08-09 | 2020-04-20 | 遮光性膜及遮光性膜之製造方法 |
| JP2023024572A JP7493640B2 (ja) | 2019-08-09 | 2023-02-20 | 遮光性フィルム、光学部品、及び、遮光性フィルムの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/031663 WO2021028974A1 (fr) | 2019-08-09 | 2019-08-09 | Film de protection contre la lumière et procédé de production d'un film de protection contre la lumière |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021028974A1 true WO2021028974A1 (fr) | 2021-02-18 |
Family
ID=74571017
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/031663 WO2021028974A1 (fr) | 2019-08-09 | 2019-08-09 | Film de protection contre la lumière et procédé de production d'un film de protection contre la lumière |
Country Status (5)
| Country | Link |
|---|---|
| JP (2) | JP7232918B2 (fr) |
| KR (1) | KR20220047539A (fr) |
| CN (1) | CN113840865A (fr) |
| TW (1) | TWI727751B (fr) |
| WO (1) | WO2021028974A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115047550A (zh) * | 2021-03-09 | 2022-09-13 | 株式会社大赛璐 | 遮光膜以及遮光部件 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008114463A (ja) * | 2006-11-02 | 2008-05-22 | Somar Corp | 遮光フィルム及びその製造方法 |
| JP2013190500A (ja) * | 2012-03-13 | 2013-09-26 | Sumitomo Metal Mining Co Ltd | 黒色遮光フィルム、および、それを用いた絞り、並びに羽根材 |
| WO2018110251A1 (fr) * | 2016-12-14 | 2018-06-21 | 株式会社きもと | Film coulissant de protection contre la lumière, élément coulissant de protection contre la lumière et composition de résine pour film coulissant de protection contre la lumière |
| JP2019012163A (ja) * | 2017-06-30 | 2019-01-24 | 東洋インキScホールディングス株式会社 | 遮光性フィルム、および遮光性フィルムの製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000025159A (ja) * | 1998-07-14 | 2000-01-25 | Daicel Chem Ind Ltd | 積層シート |
| KR100677929B1 (ko) * | 2003-02-25 | 2007-02-05 | 신닛뽄세이테쯔 카부시키카이샤 | 반사판용 프리코트 금속판 |
| JP5166513B2 (ja) | 2007-07-25 | 2013-03-21 | 株式会社日本触媒 | 遮光性フィルム |
| JP5614218B2 (ja) * | 2009-11-20 | 2014-10-29 | 東洋紡株式会社 | 黒色耐熱遮光フィルムとその製造方法、および、それを用いた絞り、光量調整モジュール並びに耐熱遮光テープ |
| JP5831229B2 (ja) * | 2010-05-20 | 2015-12-09 | 東洋紡株式会社 | 遮光フィルム |
| WO2014156915A1 (fr) * | 2013-03-26 | 2014-10-02 | 富士フイルム株式会社 | Lentille optique, son procédé de production, unité de lentille, module de capture d'image, et dispositif électronique |
| JP6181406B2 (ja) * | 2013-04-09 | 2017-08-16 | ユニチカ株式会社 | 隠蔽フィルム |
| JP6641720B2 (ja) * | 2014-07-18 | 2020-02-05 | 大日本印刷株式会社 | 低反射シート |
| JP6696114B2 (ja) * | 2014-07-18 | 2020-05-20 | 大日本印刷株式会社 | 低反射シート |
| WO2017022698A1 (fr) * | 2015-07-31 | 2017-02-09 | 関西ペイント株式会社 | Procédé de formation d'un film de revêtement multicouche |
| JP6844921B2 (ja) * | 2016-10-31 | 2021-03-17 | コスモ石油株式会社 | 遮熱材、遮熱組成物、遮熱膜および遮熱建材 |
| US20190187340A1 (en) * | 2017-12-20 | 2019-06-20 | Spring Rainbow Optics Co., Ltd | Lens assembly module with light shielding film |
-
2019
- 2019-08-09 KR KR1020217037912A patent/KR20220047539A/ko not_active Application Discontinuation
- 2019-08-09 WO PCT/JP2019/031663 patent/WO2021028974A1/fr active Application Filing
- 2019-08-09 CN CN201980096580.XA patent/CN113840865A/zh active Pending
- 2019-08-09 JP JP2021539710A patent/JP7232918B2/ja active Active
-
2020
- 2020-04-20 TW TW109113181A patent/TWI727751B/zh active
-
2023
- 2023-02-20 JP JP2023024572A patent/JP7493640B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008114463A (ja) * | 2006-11-02 | 2008-05-22 | Somar Corp | 遮光フィルム及びその製造方法 |
| JP2013190500A (ja) * | 2012-03-13 | 2013-09-26 | Sumitomo Metal Mining Co Ltd | 黒色遮光フィルム、および、それを用いた絞り、並びに羽根材 |
| WO2018110251A1 (fr) * | 2016-12-14 | 2018-06-21 | 株式会社きもと | Film coulissant de protection contre la lumière, élément coulissant de protection contre la lumière et composition de résine pour film coulissant de protection contre la lumière |
| JP2019012163A (ja) * | 2017-06-30 | 2019-01-24 | 東洋インキScホールディングス株式会社 | 遮光性フィルム、および遮光性フィルムの製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115047550A (zh) * | 2021-03-09 | 2022-09-13 | 株式会社大赛璐 | 遮光膜以及遮光部件 |
| JP2022137471A (ja) * | 2021-03-09 | 2022-09-22 | 株式会社ダイセル | 遮光フィルム及び遮光部材 |
| JP7209758B2 (ja) | 2021-03-09 | 2023-01-20 | 株式会社ダイセル | 遮光フィルム及び遮光部材 |
| JP2023036980A (ja) * | 2021-03-09 | 2023-03-14 | 株式会社ダイセル | 遮光フィルム、遮光部材、及び光学部品 |
| CN115047550B (zh) * | 2021-03-09 | 2024-08-16 | 株式会社大赛璐 | 遮光膜以及遮光部件 |
| JP7547520B2 (ja) | 2021-03-09 | 2024-09-09 | 株式会社ダイセル | 遮光フィルム、遮光部材、及び光学部品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7493640B2 (ja) | 2024-05-31 |
| JP7232918B2 (ja) | 2023-03-03 |
| TWI727751B (zh) | 2021-05-11 |
| KR20220047539A (ko) | 2022-04-18 |
| CN113840865A (zh) | 2021-12-24 |
| JPWO2021028974A1 (fr) | 2021-02-18 |
| TW202107122A (zh) | 2021-02-16 |
| JP2023058702A (ja) | 2023-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9759847B2 (en) | Optical filter | |
| JP6422507B2 (ja) | 偏光フィルムの製造方法及び偏光フィルム | |
| JP6346307B2 (ja) | 偏光フィルムの製造方法 | |
| JP6197647B2 (ja) | 光学フィルタとその製造方法、並びに撮像装置 | |
| TWI398675B (zh) | 平板顯示器及平板顯示器用防眩薄膜 | |
| KR20090017478A (ko) | 디스플레이용 필터 | |
| WO2003067287A1 (fr) | Film antireflet et afficheur d'images | |
| CN113272689A (zh) | 光学膜、偏振片、图像显示装置用的表面板和图像显示装置 | |
| KR102708161B1 (ko) | 광학기기용 차광 필름 및 광학기기용 적층 차광 필름, 및 이를 사용한 광학기기용 차광 링, 광학기기용 조리개 부재, 광학기기용 셔터 부재, 렌즈 유닛 및 카메라 모듈 | |
| JP7493640B2 (ja) | 遮光性フィルム、光学部品、及び、遮光性フィルムの製造方法 | |
| CN1688396A (zh) | 通过由施主板转移而在受主板上制备各向异性晶体薄膜的方法、施主板及其制备方法 | |
| JP2883121B2 (ja) | 透過形スクリーンの製造方法および製造装置 | |
| US20160033686A1 (en) | Polarizing plate protective film, polarizing plate, liquid crystal display device and manufacturing method of polarizing plate protective film | |
| JP7209758B2 (ja) | 遮光フィルム及び遮光部材 | |
| JP2013254117A (ja) | 光学積層体、及びこれを用いた偏光板 | |
| WO2019163791A1 (fr) | Stratifié conducteur transparent | |
| KR20090057219A (ko) | 플라즈마 디스플레이용 필터 | |
| JP2021081878A (ja) | 光学素子及び指紋検出装置 | |
| JP2000258613A (ja) | 防眩シート、表示装置及び防眩シートの製造方法 | |
| JPH07311301A (ja) | 光学フィルタおよびその製造方法 | |
| JP2013254115A (ja) | 光学積層体、及びこれを用いた偏光板 | |
| JP2002062592A (ja) | 透過型スクリーン | |
| JPH11167168A (ja) | 透過形スクリーン | |
| KR102132279B1 (ko) | 레이저 열전사용 도너필름 | |
| JP2001255592A (ja) | 透過型スクリーン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19940960 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021539710 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19940960 Country of ref document: EP Kind code of ref document: A1 |