WO2021002479A1 - 立体造形物の製造方法及び製造装置、並びに、立体造形用硬化液、及び立体造形用キット - Google Patents
立体造形物の製造方法及び製造装置、並びに、立体造形用硬化液、及び立体造形用キット Download PDFInfo
- Publication number
- WO2021002479A1 WO2021002479A1 PCT/JP2020/026493 JP2020026493W WO2021002479A1 WO 2021002479 A1 WO2021002479 A1 WO 2021002479A1 JP 2020026493 W JP2020026493 W JP 2020026493W WO 2021002479 A1 WO2021002479 A1 WO 2021002479A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- dimensional
- powder material
- modeling
- dimensional model
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/102—Metallic powder coated with organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/001—Rapid manufacturing of 3D objects by additive depositing, agglomerating or laminating of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/35—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/20—Post-treatment, e.g. curing, coating or polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
- B33Y70/10—Composites of different types of material, e.g. mixtures of ceramics and polymers or mixtures of metals and biomaterials
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/14—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silica
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/46—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/486—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/628—Coating the powders or the macroscopic reinforcing agents
- C04B35/62802—Powder coating materials
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/628—Coating the powders or the macroscopic reinforcing agents
- C04B35/62886—Coating the powders or the macroscopic reinforcing agents by wet chemical techniques
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63404—Polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63416—Polyvinylalcohols [PVA]; Polyvinylacetates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/42—Polycondensates having carboxylic or carbonic ester groups in the main chain
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/48—Polyethers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/54—Polycondensates of aldehydes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/62—Polymers of compounds having carbon-to-carbon double bonds
- C08G18/6212—Polymers of alkenylalcohols; Acetals thereof; Oxyalkylation products thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/62—Polymers of compounds having carbon-to-carbon double bonds
- C08G18/6216—Polymers of alpha-beta ethylenically unsaturated carboxylic acids or of derivatives thereof
- C08G18/622—Polymers of esters of alpha-beta ethylenically unsaturated carboxylic acids
- C08G18/6225—Polymers of esters of acrylic or methacrylic acid
- C08G18/6229—Polymers of hydroxy groups containing esters of acrylic or methacrylic acid with aliphatic polyalcohols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/70—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the isocyanates or isothiocyanates used
- C08G18/72—Polyisocyanates or polyisothiocyanates
- C08G18/73—Polyisocyanates or polyisothiocyanates acyclic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/70—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the isocyanates or isothiocyanates used
- C08G18/72—Polyisocyanates or polyisothiocyanates
- C08G18/77—Polyisocyanates or polyisothiocyanates having heteroatoms in addition to the isocyanate or isothiocyanate nitrogen and oxygen or sulfur
- C08G18/78—Nitrogen
- C08G18/79—Nitrogen characterised by the polyisocyanates used, these having groups formed by oligomerisation of isocyanates or isothiocyanates
- C08G18/791—Nitrogen characterised by the polyisocyanates used, these having groups formed by oligomerisation of isocyanates or isothiocyanates containing isocyanurate groups
- C08G18/792—Nitrogen characterised by the polyisocyanates used, these having groups formed by oligomerisation of isocyanates or isothiocyanates containing isocyanurate groups formed by oligomerisation of aliphatic and/or cycloaliphatic isocyanates or isothiocyanates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/70—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the isocyanates or isothiocyanates used
- C08G18/72—Polyisocyanates or polyisothiocyanates
- C08G18/80—Masked polyisocyanates
- C08G18/8003—Masked polyisocyanates masked with compounds having at least two groups containing active hydrogen
- C08G18/8006—Masked polyisocyanates masked with compounds having at least two groups containing active hydrogen with compounds of C08G18/32
- C08G18/8009—Masked polyisocyanates masked with compounds having at least two groups containing active hydrogen with compounds of C08G18/32 with compounds of C08G18/3203
- C08G18/8022—Masked polyisocyanates masked with compounds having at least two groups containing active hydrogen with compounds of C08G18/32 with compounds of C08G18/3203 with polyols having at least three hydroxy groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/14—Formation of a green body by jetting of binder onto a bed of metal powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/68—Cleaning or washing
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6026—Computer aided shaping, e.g. rapid prototyping
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- the present invention relates to a method and an apparatus for manufacturing a three-dimensional model, a curing liquid for three-dimensional modeling, and a kit for three-dimensional modeling.
- the powder thin layer is cured by using an adhesive material to form a cured thin layer, and this operation is repeated.
- This is a method for obtaining a desired three-dimensional model.
- this powder bonding method for example, a method of supplying an adhesive material to a powder thin layer by an inkjet method, or a method of laminating a powder material in which powder particles and adhesive particles are mixed and applying a binder is applied.
- Adhesive material A method for producing a three-dimensional model by dissolving and solidifying particles, a powder material in which a substrate such as glass or ceramics is coated with a hydrophobic resin, and the powder material in a hydrophobic solvent such as limonene.
- a method has been proposed in which a resin to be coated is melted and then solidified to produce a three-dimensional model (see, for example, Patent Documents 4 to 5). Further, in order to prevent clogging and increase the variation of adhesive materials that can be used, a method for manufacturing a three-dimensional model in which the material of the curing liquid to be used is selected has been proposed (see, for example, Patent Document 6).
- Japanese Unexamined Patent Publication No. 2000-328106 Japanese Unexamined Patent Publication No. 2006-200030 Japanese Unexamined Patent Publication No. 2003-48253 Japanese Unexamined Patent Publication No. 2004-330743 Japanese Unexamined Patent Publication No. 2005-297325 Japanese Patent No. 5920498
- An object of the present invention is to provide a method for producing a three-dimensional model, which can retain the shape of the three-dimensional model even when immersed in a solution and can suppress sintering inhibition of the three-dimensional model due to residual resin.
- the method for producing a three-dimensional model of the present invention includes a powder material layer forming step of forming a powder material layer using a powder material for three-dimensional modeling containing a base material and a resin having a reactive functional group.
- the powder material layer includes a cured product forming step of applying a curing liquid containing a curing agent capable of forming a covalent bond with the reactive functional group to form a cured product.
- the curing agent contains an aliphatic compound having two or more isocyanate groups at the molecular ends.
- the present invention it is possible to provide a method for producing a three-dimensional model, which can maintain the shape of the three-dimensional model even when immersed in a solution and can suppress the sintering inhibition of the three-dimensional model due to residual resin.
- FIG. 1A is a conceptual diagram showing an example of a cross section of a powder material layer for explaining a unit volume at the time of modeling.
- FIG. 1B is a conceptual diagram showing another example of a cross section of a powder material layer for explaining a unit volume at the time of modeling.
- FIG. 2A is a schematic view showing an example of the operation of the three-dimensional model manufacturing apparatus.
- FIG. 2B is a schematic view showing another example of the operation of the three-dimensional model manufacturing apparatus.
- FIG. 2C is a schematic view showing another example of the operation of the three-dimensional model manufacturing apparatus.
- FIG. 2D is a schematic view showing another example of the operation of the three-dimensional model manufacturing apparatus.
- FIG. 2E is a schematic view showing another example of the operation of the three-dimensional model manufacturing apparatus.
- the method for producing a three-dimensional model of the present invention includes a powder material layer forming step of forming a powder material layer using a powder material for three-dimensional modeling containing a base material and a resin having a reactive functional group.
- the powder material layer includes a cured product forming step of applying a curing liquid containing a curing agent capable of forming a covalent bond with the reactive functional group to form a cured product.
- the curing agent contains an aliphatic compound having two or more isocyanate groups at the molecular ends, and further includes other steps such as a step of removing excess powder and a step of sintering, if necessary.
- a three-dimensional model is manufactured by repeating the powder material layer forming step and the cured product forming step.
- the apparatus for producing a three-dimensional model of the present invention includes a powder material layer forming means for forming a powder material layer using a powder material for three-dimensional modeling containing a base material and a resin having a reactive functional group.
- the powder material layer is provided with a cured product forming means for forming a cured product by applying a curing liquid containing a curing agent capable of forming a covalent bond with the reactive functional group.
- the curing agent contains an aliphatic compound having two or more isocyanate groups at the molecular ends, and is a powder material accommodating portion, a curing liquid accommodating portion, and if necessary, other means such as a surplus powder removing means and a sintering means.
- the present inventor examined the following problems in the prior art and obtained the following findings.
- problems such as clogging of the nozzle head to be used, restrictions on the selection of the adhesive material that can be used, cost and inefficiency.
- the prior art even if the bonding material is applied and the adhesive particles are dissolved, the dissolved adhesive liquid is difficult to spread uniformly between the powder particles, which is sufficient for a three-dimensional model (sintered precursor).
- limonene has low volatility, so that it tends to remain in the three-dimensional model (sintered precursor), which may cause a decrease in strength.
- a low volatile solvent such as toluene has a safety problem.
- the density of the base material cannot be sufficiently increased, and the strength and accuracy of the sintered body are problematic. Becomes noticeable.
- water is contained in the resin or the curing liquid contained in the powder material, and if the base material used is a material having high reactivity with water, it cannot be used. There's a problem.
- the cross-linking agent is an organometallic salt and the cross-linking structure formed is a chelate complex and the cross-linking reaction is reversible, the water resistance effect is low, and a removal liquid immersion method for collectively treating excess powder of a plurality of shaped products. There is a problem that it cannot be used.
- the strength of the model formed by the powder bonding method is weak, and in the case of a complex and fine three-dimensional model, the fine part collapses when the excess powder is removed. It turns out that there is a risk of it going away. Furthermore, it was found that it is difficult to remove excess powder that blow air is difficult to reach, such as the shape of a pipe.
- the present inventor includes a step of applying a curing agent capable of forming a covalent bond with the reactive functional group to a powder material for three-dimensional modeling containing a base material and a resin having a reactive functional group to form a cured product.
- the curing agent is an aliphatic compound having two or more isocyanate groups at the molecular ends, the shape of the three-dimensional model can be maintained even when immersed in a solution, and the three-dimensional model is made of residual resin. It has been found that it is possible to obtain a three-dimensional molded product having excellent storage stability of the curing liquid by suppressing the inhibition of sintering.
- the powder material layer forming step is a step of forming a powder material layer using a powder material for three-dimensional modeling containing a base material and a resin having a reactive functional group.
- the powder material layer forming means is a means for forming a powder material layer using a three-dimensional modeling powder material containing a base material and a resin having a reactive functional group.
- the base material is not particularly limited as long as it has at least one of the forms of powder and particles, and can be appropriately selected depending on the intended purpose.
- As the material thereof for example, metal, ceramics, carbon, polymer, etc. However, from the viewpoint of obtaining an extremely high-strength three-dimensional molded product (cured product), metals and ceramics that can be finally sintered (processed) are preferable.
- the metal is not particularly limited as long as it contains a metal as a material, and for example, magnesium (Mg), aluminum (Al), titanium (Ti), vanadium (V), chromium (Cr), and manganese.
- Mg magnesium
- Al aluminum
- Ti titanium
- Ti vanadium
- Cr chromium
- Mn iron
- Co cobalt
- Ni nickel
- Cu copper
- Zn zinc
- Zr zirconium
- niobium Nb
- Mo molybdenum
- lead examples thereof include (Pd), silver (Ag), indium (In), tin (Sn), tantalum (Ta), tungsten (W), neodymium (Nd), and alloys thereof.
- stainless steel (SUS) steel, iron (Fe), copper (Cu), silver (Ag), titanium (Ti), aluminum (Al), alloys thereof and the like are preferably used.
- the aluminum alloy include AlSi10Mg, AlSi12, AlSi7Mg0.6, AlSi3Mg, AlSi9Cu3, Scalmalloy, ADC12 and the like. These may be used alone or in combination of two or more.
- Examples of the ceramics include oxides, carbides, nitrides, hydroxides and the like.
- Examples of the oxide include metal oxides and the like.
- Examples of the metal oxide include silica (SiO 2 ), alumina (Al 2 O 3 ), zirconia (ZrO 2 ), and titania (TIO 2 ).
- SiO 2 silica
- Al 2 O 3 alumina
- ZrO 2 zirconia
- Tia titania
- Examples of the carbon include graphite, graphene, carbon nanotubes, carbon nanohorns, fullerenes and the like.
- Examples of the polymer include known resins that are insoluble in water. These materials may be used alone or in combination of two or more.
- a commercially available product can be used as the base material.
- the commercially available products include pure Al (manufactured by Toyo Aluminum Co., Ltd., A1070-30BB), pure Ti (manufactured by Osaka Titanium Technologies Co., Ltd.), SUS316L (manufactured by Sanyo Special Steel Co., Ltd., trade name: PSS316L); AlSi10Mg (Toyo).
- the base material may be subjected to a known surface treatment (surface modification treatment) for the purpose of improving the adhesiveness with the resin and the coating property.
- the volume average particle diameter of the base material is not particularly limited and may be appropriately selected depending on the intended purpose. For example, it is preferably 2 ⁇ m or more and 100 ⁇ m or less, and more preferably 8 ⁇ m or more and 50 ⁇ m or less.
- the volume average particle diameter of the base material is 2 ⁇ m or more, the influence of agglutination is prevented from increasing, the base material can be easily coated with a resin, the yield is lowered, the production efficiency of the modeled object is lowered, and the base It is possible to prevent deterioration of the handleability and handleability of the material.
- the particle size distribution of the base material is not particularly limited and may be appropriately selected depending on the intended purpose, but the particle size distribution is preferably sharper.
- the volume average particle size and particle size distribution of the base material can be measured using a known particle size measuring device, and examples thereof include a particle size distribution measuring device Microtrack MT3000II series (manufactured by Microtrack Bell).
- the outer shape, surface area, circularity, fluidity, wettability, etc. of the base material can be appropriately selected according to the purpose.
- the base material can be produced by using a conventionally known method.
- the method for producing at least one of powdery and particulate base materials include a pulverization method in which a solid is subdivided by applying compression, impact, friction, etc., and an atomization method in which a molten metal is sprayed to obtain a rapidly cooled powder. , Precipitation method for precipitating components dissolved in liquid, vapor phase reaction method for vaporizing and crystallizing, and the like.
- the method for producing the base material is not particularly limited and may be appropriately selected depending on the intended purpose. For example, an atomizing method can be mentioned because a spherical shape can be obtained and the particle size does not vary much.
- the atomizing method include a water atomizing method, a gas atomizing method, a centrifugal atomizing method, and a plasma atomizing method, all of which are preferably used.
- the resin may be any resin that has a reactive functional group, dissolves in a curing liquid, and can react with a curing agent contained in the curing liquid to form a crosslinked structure by a covalent bond.
- "dissolvable (soluble) in the curing solution” means, for example, 90% by mass of the resin when 1 g of the resin is mixed with 100 g of a solvent constituting the curing solution at 30 ° C. and stirred. The above means that it dissolves.
- the resin has low reactivity with a metal (highly active metal) powder having high activity as the base material, and the resin before curing is soluble (soluble) in a removing liquid (organic solvent) and is cured.
- the resin after (after cross-linking) is insoluble (insoluble) in the removing liquid (organic solvent).
- the resin is more preferable that it is soluble in a removal solution (organic solvent) having low solubility in water.
- the resin coats the surface of the base material. By coating the surface of the base material with the resin, it is possible to suppress a dust explosion that occurs when the size of the base material particles is small. Further, the resin has low reactivity with a metal (active metal) powder having high activity as the base material, and the resin before applying the curing liquid is soluble (soluble) in the organic solvent, and the curing liquid is dissolved.
- the resin after application is insoluble (insoluble) in the organic solvent.
- the base material is a highly active metal, that is, a water-prohibited material (for example, aluminum, titanium, etc.), and the produced three-dimensional model is immersed in a solvent-based solution (removal solution). However, it can be prevented from collapsing.
- the reactive functional group is not particularly limited as long as it can react with a curing agent to form a covalent bond, and can be appropriately selected depending on the intended purpose.
- a hydroxyl group a carboxyl group, an amide group, or phosphorus.
- examples thereof include an acid group, a thiol group, an acetoacetyl group, and an ether bond.
- the resin has a hydroxyl group in terms of improving the adhesion to the base material and the reactivity with the curing agent.
- the number of moles of the hydroxyl group contained in the three-dimensional modeling powder material per unit volume at the time of modeling is N [OH], and it is imparted per unit volume at the time of modeling.
- N [NCO] the number of moles of isocyanate groups of the curing liquid contains a N [NCO]
- the following formula satisfies 0.1 ⁇ N [NCO] / N [OH], and is preferably, 0.1 ⁇ N [ It is more preferable to satisfy NCO] / N [OH] ⁇ 1, and it is more preferable to satisfy 0.2 ⁇ N [NCO] / N [OH] ⁇ 1, 0.3 ⁇ N [NCO] / N [OH ].
- FIG. 1A is a conceptual diagram showing an example of a cross section of a powder material layer for explaining a unit volume at the time of modeling.
- FIG. 1B is a conceptual diagram showing another example of a cross section of a powder material layer for explaining a unit volume at the time of modeling.
- FIG. 1A shows a state in which the cured liquid 102A made into droplets is applied to the layered three-dimensional modeling powder material 101 (powder material) in the cured product forming step of the present invention.
- the unit volume is represented by the volume of the rectangular parallelepiped 111 represented by the product of the square represented by the square number of the modeling resolution 111A and the average thickness 111B of one layer portion 101'of the powder material layer.
- the center of gravity of the square represented by the square number of the modeling resolution 111A and the center position where the droplet 102A is applied overlap.
- the curing liquid 102B applied to the powder material layer wets and spreads in the gaps between the particles of the three-dimensional modeling powder material 101.
- the number of moles of the hydroxyl groups N [OH] contained in the powder material for three-dimensional modeling per unit volume at the time of modeling is the amount of the powder material for three-dimensional modeling contained in the region represented by the unit volume.
- the amount of the hydroxyl group contained in the powder material for three-dimensional modeling is calculated based on the formula expressed below.
- N [OH] ⁇ (amount of powder material for three-dimensional modeling contained in the region represented by unit volume [g]) ⁇ (resin coating amount [mass%]) / 100 ⁇ ⁇ (hydroxyl value of resin [mg / gKOH]) / (molar mass of KOH 56.1 [g / mol])
- the "amount [g] of the powder material for three-dimensional modeling contained in the region represented by the unit volume” and the "resin coating amount [mass%]” were calculated as follows.
- the "hydroxyl value [mg / gKOH” of the resin was measured according to "JIS K 1557-1 Part 1: How to obtain the hydroxyl value”.
- -Amount of powder material for three-dimensional modeling contained in the region represented by unit volume [g] Volume occupancy of powder material for three-dimensional modeling (specified as 50%) x (unit volume) x (powder true density (core) True density of material composition))
- -Resin coating amount [mass%] weight reduction rate of powder material for three-dimensional modeling by TG-DTA
- the "weight reduction rate of powder material for three-dimensional modeling by TG-DTA” is measured under the following conditions. The weight loss rate is calculated using the difference between the weight of the three-dimensional modeling powder material after holding at 550 ° C. for 3 hours and the weight at the start of measurement. The measurement is performed three times, and the average value of the obtained weight loss rate is defined as the resin coating amount [mass%].
- the number of moles of isocyanate groups N [NCO] contained in the curing liquid given per unit volume at the time of modeling is calculated as follows.
- the volume of the droplets per drop can be used when the curing liquid is applied as droplets.
- the isocyanate group content A (mass%) in the cured solution is determined according to JIS K 1603 (Part 1: How to determine the isocyanate group content).
- the mass B (g) of the curing liquid given per unit volume at the time of modeling is determined. calculate.
- N [OH] and the N [NCO] but the following equation, by satisfying 0.1 ⁇ N [NCO] / N [OH], and be immersed in the solution to hold the shape of the three-dimensional object The effect can be improved. Further, when the N [OH] and the N [NCO] satisfy the following equation, N [NCO] / N [OH] ⁇ 1, the sintering inhibition due to the residual resin can be suppressed.
- the resin is thermally decomposed when the resin alone is heated at 450 ° C. so that the resin does not remain in the three-dimensional model and cause sintering inhibition during sintering. It is preferable that the material is used.
- Examples of the resin include polyols and polyvinyl alcohols.
- Examples of the polyol include polyacrylic polyol (glass transition temperature: 80 ° C.), polyester polyol (glass transition temperature: 133 ° C.), polybutadiene polyol (glass transition temperature: -17 ° C.), and ethyl cellulose (glass transition temperature: 145 ° C.). ), Nitrocellulose (glass transition temperature: 50 ° C.), polyether polyol, phenolic polyol and the like.
- polyvinyl alcohol examples include polyvinyl acetal (glass transition temperature: 107 ° C.), polyvinyl butyral (glass transition temperature: 67 ° C.), and vinyl acetate copolymer (vinyl chloride-vinyl acetate, ethylene-vinyl acetate, etc.).
- examples include saponified products.
- polyacrylic polyol or polyvinyl butyral is preferable from the viewpoint of suppressing sintering inhibition due to residual resin. These may be used alone or in combination of two or more.
- the glass transition temperature of the resin refers to the glass transition temperature of the cured product of the homopolymer of the resin, and the glass transition temperature (Tg) is the value if there is a catalog value of the manufacturer of the resin. It is a value measured as follows by the differential scanning calorimetry (DSC) method when it is adopted and does not exist.
- DSC differential scanning calorimetry
- the polymerization of the polymerizable monomer can be carried out by a general solution polymerization method.
- a and B are purged with nitrogen, sealed in a test tube, and shaken in a warm bath at 60 ° C. for 6 hours to synthesize a polymer.
- the polymer is then reprecipitated in a solvent in which the polymerizable monomer is soluble and the polymer is insoluble (eg, methanol, petroleum ether, etc.) and filtered to remove the polymer.
- the obtained polymer is DSC-measured.
- a DSC120U manufactured by Seiko Instruments Inc. is used, and the measurement temperature is 30 ° C. to 300 ° C., and the temperature rise rate is 2.5 ° C. per minute.
- the weight average molecular weight is preferably constant or less.
- the weight average molecular weight is preferably 150,000 or less, more preferably 100,000 or less, further preferably 2,000 or more and 100,000 or less, and weight average, from the viewpoint of suppressing sintering inhibition due to the residual resin. It is preferably a solid at room temperature with a molecular weight of 150,000 or less.
- the hydroxyl value is constant or higher. The hydroxyl value is preferably 30 mgKOH / g or more, more preferably 100 mgKOH / g or more, from the viewpoint of suppressing sintering inhibition due to the residual resin.
- the resin may be a commercially available product.
- the commercially available product include polyacrylic polyol (manufactured by Toei Chemical Co., Ltd .: acetal TZ # 9515, etc.), polyester polyol (manufactured by DIC, polylite OD-X-668, etc., ADEKA, manufactured by ADEKA New Ace YG-108, etc.).
- Polybutadiene polyol manufactured by Nippon Soda: GQ-1000, etc.
- Polyvinyl butyral manufactured by Kuraray: Mobital B20H, etc.
- Polyvinyl acetal manufactured by Sekisui Chemical Co., Ltd .: Eslek BM-2, KS-1, etc.
- Ethyl cellulose Nikkei Seisha Co., Ltd .: ETHOCEL
- the average thickness of the base material coated with the resin is preferably 5 nm or more and 1,000 nm or less, more preferably 5 nm or more and 500 nm or less, further preferably 50 nm or more and 300 nm or less, and particularly preferably 100 nm or more and 200 nm or less.
- the coating thickness can be made smaller than that of the conventional one, and both strength and accuracy can be achieved even with a thin film.
- the average thickness as the coating thickness is 5 nm or more, the strength of the cured product (three-dimensional model) by the three-dimensional modeling powder material (layer) formed by applying the curing liquid to the three-dimensional modeling powder material is high.
- the dimensional accuracy of the cured product (three-dimensional model, pre-sintering precursor) formed by the three-dimensional modeling powder material (layer) formed by applying the curing liquid to the three-dimensional modeling powder material is high. improves.
- the average thickness is determined, for example, by embedding the powder material for three-dimensional modeling in acrylic resin or the like and then performing etching or the like to expose the surface of the base material, and then scanning tunneling microscope STM, atomic force microscope AFM. , It can be obtained by measuring the thickness of any 10 points and calculating the average value thereof using a scanning electron microscope SEM or the like.
- the ratio of the resin to the surface area of the base material is not particularly limited as long as it covers the surface area of the base material to such an extent that the effects of the present invention can be exhibited. However, for example, 15% or more is preferable, 50% or more is more preferable, and 80% or more is particularly preferable.
- the surface coverage is 15% or more, the strength of the cured product (three-dimensional model) formed by applying the curing liquid to the three-dimensional modeling powder material (layer) is sufficient. It is obtained, and there is no problem such as shape loss during at least any of the subsequent treatments such as sintering and handling, and it is for three-dimensional modeling formed by applying the curing liquid to the powder material for three-dimensional modeling.
- the dimensional accuracy of the cured product (three-dimensional model) made of powder material (layer) is improved.
- the surface coverage is determined by, for example, observing a photograph of the powder material for three-dimensional modeling, and for any ten particles of the powder material for three-dimensional modeling shown in the two-dimensional photograph, the entire surface of the powder material particles.
- the ratio (%) of the area of the resin-coated portion to the area may be measured, the average value thereof may be calculated and used as the surface coverage ratio, or the resin-coated portion may be SEM.
- -Measurement can be performed by performing element mapping by energy dispersive X-ray spectroscopy such as EDS.
- the other components are not particularly limited and may be appropriately selected depending on the intended purpose. Examples thereof include a fluidizing agent, a filler, a leveling agent, a sintering aid, and polymer resin particles.
- the fluidizing agent is preferable in that a layer made of the powder material for three-dimensional modeling can be easily and efficiently formed.
- the filler is a material that is mainly effective for adhering to the surface of the three-dimensional modeling powder and filling the voids between the powder materials. As an effect, for example, the fluidity of the three-dimensional modeling powder can be improved, the number of contacts between the three-dimensional modeling powder materials can be increased, and the voids can be reduced, so that the strength of the three-dimensional modeling object and its dimensional accuracy can be improved.
- the leveling agent is mainly an effective material for controlling the wettability of the surface of the modeling powder.
- the sintering aid is an effective material for increasing the sintering efficiency when sintering the obtained modeled object.
- the strength of the modeled object can be improved, the sintering temperature can be lowered, and the sintering time can be shortened.
- the method for producing the powder material for three-dimensional modeling is not particularly limited and may be appropriately selected depending on the intended purpose.
- a method of coating the resin on the base material according to a known coating method is preferable.
- the coating method of the resin on the surface of the base material is not particularly limited and may be appropriately adopted from known coating methods.
- Such coating methods include, for example, a rolling flow coating method and a spray.
- Preferable examples thereof include a dry method, a stirring and mixing addition method, a dipping method, and a kneader coating method. Further, these coating methods can be carried out by using various known commercially available coating devices, granulating devices and the like.
- the volume average particle diameter of the three-dimensional modeling powder material is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 3 ⁇ m or more and 250 ⁇ m or less, more preferably 3 ⁇ m or more and 200 ⁇ m or less, and 5 ⁇ m or more and 150 ⁇ m or less. Is more preferable, and 10 ⁇ m or more and 85 ⁇ m or less is particularly preferable.
- the volume average particle diameter is 3 ⁇ m or more, the fluidity of the powder material is improved, the powder material layer is easily formed, and the smoothness of the surface of the laminated layer is improved. And handleability are improved, and dimensional accuracy tends to be improved.
- the volume average particle size is 3 ⁇ m or more and 250 ⁇ m or less in order to achieve both dimensional accuracy and strength.
- the particle size distribution of the three-dimensional modeling powder material is not particularly limited and may be appropriately selected depending on the intended purpose.
- the angle of repose when the angle of repose is measured, it is preferably 60 ° or less, more preferably 50 ° or less, still more preferably 40 ° or less.
- the angle of repose is 60 ° or less, the three-dimensional modeling powder material can be efficiently and stably arranged at a desired place on the support.
- the angle of repose can be measured using, for example, a powder property measuring device (Powder tester PT-N type, manufactured by Hosokawa Micron Co., Ltd.) or the like.
- the powder material for three-dimensional modeling can be suitably used for simple and efficient production of various molded products and structures, and the three-dimensional modeling kit of the present invention described later, the method for producing a three-dimensional model of the present invention, and the like. And, it can be particularly suitably used for the apparatus for producing a three-dimensional model of the present invention.
- a structure having a complicated three-dimensional shape can be manufactured easily, efficiently and with high dimensional accuracy.
- the structure thus obtained is a cured product (three-dimensional model) having sufficient hardness, and the excess powder material for three-dimensional modeling is removed by holding it by hand, putting it in and out of a mold, or performing an air blow treatment.
- the cured product may be used as it is, or may be further subjected to a sintering treatment as a cured product for sintering to obtain a molded product (sintered product of a three-dimensional molded product). Then, when the sintering treatment is performed, unnecessary voids and the like are not generated in the molded product after sintering, and a molded product having a beautiful appearance can be easily obtained.
- the method for forming the powder material layer by arranging the powder material for three-dimensional modeling on a support (on the modeling stage) is not particularly limited and may be appropriately selected depending on the intended purpose. For example, a thin layer can be used. Examples of the method of arranging the method include a method using a known counter rotation mechanism (counter roller) used in the selective laser sintering method described in Japanese Patent No. 3607300, and a brush, roller, and blade of the powder material for three-dimensional modeling.
- a method of expanding into a thin layer using a member such as the above, a method of pressing the surface of the powder material for three-dimensional modeling with a pressing member to expand into a thin layer, a method of using a known powder lamination molding apparatus, and the like are preferably mentioned. ..
- the counter rotation mechanism (counter roller), at least one of the brushes and blades, the pressing member, and the like are used to place the powder material for three-dimensional modeling on the support in a thin layer.
- the setting can be performed as follows. That is, the support arranged so as to be able to move up and down while sliding on the inner wall of the outer frame in the outer frame (sometimes referred to as “mold”, “hollow cylinder”, “cylindrical structure”, etc.).
- the powder material for three-dimensional modeling is placed on the body by using the counter rotation mechanism (counter roller), the brush, the roller or blade, the pressing member, and the like.
- the support is arranged at a position slightly lower than the upper end opening of the outer frame, that is, the three-dimensional modeling.
- the powder material for three-dimensional modeling is placed on the support so as to be positioned below by the thickness of the powder material layer for three-dimensional modeling. As described above, the powder material for three-dimensional modeling can be placed on the support in a thin layer.
- the layer is cured (the cured product forming step).
- the powder material for three-dimensional modeling is placed on the thin layer in the same manner as described above, and the powder material (layer) for three-dimensional modeling placed on the thin layer is placed.
- the curing liquid is allowed to act, curing occurs.
- the curing at this time is not only in the powder material (layer) for three-dimensional modeling placed on the thin layer, but also between the cured product of the thin layer obtained by previously curing, which exists under the powder material (layer) for three-dimensional modeling. But it happens.
- a cured product (three-dimensional model) having a thickness equivalent to about two layers of the powder material (layer) for three-dimensional modeling placed on the thin layer can be obtained.
- the powder laminating modeling apparatus generally includes a recorder for laminating the three-dimensional modeling powder material, a movable supply tank for supplying the three-dimensional modeling powder material onto the support, and the three-dimensional modeling powder. It is provided with a movable molding tank for placing the material on a thin layer and laminating it.
- the surface of the supply tank can always be slightly raised above the surface of the molding tank by raising the supply tank, lowering the molding tank, or both.
- the three-dimensional modeling powder material can be arranged in a thin layer from the supply tank side using the recorder, and the thin layer three-dimensional modeling powder material can be laminated by repeatedly moving the recorder.
- the thickness of the powder material layer for three-dimensional modeling is not particularly limited and may be appropriately selected depending on the intended purpose.
- the average thickness per layer is preferably 30 ⁇ m or more and 500 ⁇ m or less, and 60 ⁇ m or more and 300 ⁇ m or less. More preferred.
- the strength of the cured product (three-dimensional model) by the three-dimensional modeling powder material (layer) formed by applying the curing liquid to the three-dimensional modeling powder material is sufficient. Problems such as shape loss do not occur at least during the subsequent processing such as sintering and handling.
- the average thickness is 500 ⁇ m or less, the dimensional accuracy of the cured product (three-dimensional model) by the three-dimensional modeling powder material (layer) formed by applying the curing liquid to the three-dimensional modeling powder material is improved.
- the average thickness is not particularly limited and can be measured according to a known method.
- the cured product forming step is a step of applying a curing liquid containing a curing agent capable of forming a covalent bond with the reactive functional group to the powder material layer to form a cured product.
- the cured product forming means is a means for forming a cured product by applying a curing liquid containing a curing agent capable of forming a covalent bond with the reactive functional group to the powder material layer.
- the "cured product" obtained by applying a curing liquid containing a curing agent capable of forming a covalent bond with the reactive functional group to the powder material layer is a "green body", a "sintered precursor", and the like. Sometimes referred to as a "three-dimensional model".
- the curing liquid contains a curing agent capable of forming a covalent bond with the reactive functional group, preferably contains a first organic solvent, and further contains other components if necessary.
- the curing agent is capable of forming a covalent bond with the reactive functional group.
- the curing agent can form a crosslinked structure by forming a covalent bond with the reactive functional group of the resin, further increase the strength of the obtained three-dimensional model, and improve the solvent resistance.
- "hardener” is synonymous with "crosslinking agent”.
- the curing agent is an aliphatic compound (aliphatic isocyanate) having two or more isocyanate groups at the molecular ends.
- the aliphatic compound (aliphatic isocyanate) is a compound in which an aliphatic hydrocarbon is directly linked to an isocyanate group.
- the aliphatic hydrocarbon directly linked to the isocyanate group is preferably a linear aliphatic hydrocarbon, the alicyclic aliphatic hydrocarbon is preferable, and the linear aliphatic hydrocarbon is more preferable. preferable.
- the aliphatic hydrocarbon directly linked to the isocyanate group is a linear aliphatic hydrocarbon, storage stability can be improved.
- Examples of the aliphatic compound having two or more isocyanate groups at the molecular terminal include diisocyanate and polyisocyanate.
- Examples of the aliphatic compound having two isocyanate groups at the molecular ends include at least one of the following formulas (1) and (2).
- R 1 represents an aliphatic hydrocarbon group and represents R 2 is at least one of a urethane bond, an amide bond, an ester bond, and an ether bond.
- R 3 is at least one of the following formulas (1-1) to (1-6) which may have a substituent (however, formulas (1-1) to (1-6).
- Y 1 represents an alkyl group
- Y 2 to Y 7 independently represent an alkylene group
- R 1 represents an aliphatic hydrocarbon group and represents R 2 is at least one of a urethane bond, an amide bond, an ester bond, and an ether bond
- R 4 represents an alkylene group which may have a substituent.
- R 1 is a linear aliphatic compound.
- the aliphatic compound having two isocyanate groups at the molecular ends is at least one of the formulas (1) and (2), and in the formulas (1) and (2), the R 1 represents an alkylene group having 1 or more and 6 or less carbon atoms, R 2 represents a urethane bond, and R 3 may have a substituent in the formulas (1-2) and (1).
- the aliphatic compound having two or more isocyanate groups at the molecular terminals is at least one of the formulas (1) and (2), and in the formulas (1) and (2), the R 1 Represents an alkylene group having 6 carbon atoms, R 2 represents a urethane bond, and R 3 represents at least one of the formulas (1-2) and (1-3) (where Y). 1 represents a methyl group, Y 2 to Y 4 represent an alkylene group having 6 carbon atoms), and R 4 represents an alkylene group having 2 carbon atoms, which is more preferable.
- diisocyanate examples include adducts of an aliphatic isocyanate such as hexamethylene diisocyanate (HMDI) and pentamethylene diisocyanate (PDI) and a diol compound.
- examples of the polyisocyanate include an adduct form and an allophanate form of the diisocyanate with triol.
- the isocyanate may be a commercially available product, and the commercially available products include Takenate D110N, D120N, D140N, D160N, D170N, D165N, D127N, D178NL, D103H, D204EA-1, and Stavio D370N, D376N, manufactured by Asahi Kasei Corporation. Duranate D101, D201, A201H and the like. These may be used alone or in combination of two or more.
- the content of the curing agent with respect to the total amount of the curing liquid is not particularly limited and can be appropriately selected depending on the purpose.
- the content of the curing agent is preferably 1.0% by mass or more, more preferably 5.0% by mass or more, and further preferably 5.0% by mass or more and 50% by mass or less.
- the content of the curing agent with respect to the total amount of the curing liquid is 1.0% by mass or more and 50% by mass or less, it is possible to prevent the strength of the obtained three-dimensional model from being insufficient, and the viscosity of the curing liquid is increased or It is possible to prevent gelation and prevent deterioration of liquid storage stability and viscosity stability.
- the content of the curing agent with respect to 3 parts by mass of the resin in the powder material for three-dimensional modeling is preferably 1.0% by mass or more and 50% by mass or less with respect to the total amount of the curing liquid.
- the first organic solvent is a liquid component for making the cured liquid in a liquid state at room temperature.
- the first organic solvent preferably has a saturated vapor pressure of 2,000 Pa or less at 25 ° C., and more preferably insoluble or slightly soluble in water.
- being insoluble or slightly soluble in water means that the solubility in water is 80 g / L or less. Since the saturated vapor pressure of the first organic solvent is 2,000 Pa or less at 25 ° C., it is possible to suppress the nozzle from drying when the device is not operating (standby), and the discharge stability is improved. be able to.
- the first organic solvent preferably can dissolve the resin contained in the three-dimensional modeling powder material in an amount of 1% by mass or more at 25 ° C., and more preferably 5% by mass or more. Since the first organic solvent can dissolve the resin contained in the powder material for three-dimensional modeling in an amount of 1% by mass or more at 25 ° C., the strength of the three-dimensional model before sintering can be improved.
- Examples of the first organic solvent include n-octane (boiling point: 125.6 ° C., saturated vapor pressure: 1.86 kPa (25 ° C.)) and m-xylene (boiling point: 139 ° C., saturated vapor pressure: 0. Fatal or aromatic hydrocarbons such as 8 kPa (20 ° C.)), solvent naphtha (boiling point: 150 ° C.
- saturated vapor pressure 0.1 kPa to 1.4 kPa (20 ° C.)); diisobutylketone (boiling point: 168 ° C.) ° C., saturated vapor pressure: 0.23 kPa (20 ° C.)), 3-heptanone (boiling point: 146 ° C.
- the resin contained in the three-dimensional modeling powder material can be dissolved by 1% by mass or more at 25 ° C.
- the resin contained in the three-dimensional modeling powder material can be dissolved by 1% by mass or more at 25 ° C.
- it can be appropriately selected according to the purpose. These may be used alone or in combination of two or more.
- the content of the first organic solvent with respect to the total amount of the curing liquid is preferably 30% by mass or more and 90% by mass or less, and more preferably 50% by mass or more and 80% by mass or less.
- the solubility of the resin can be improved and the strength of the three-dimensional model can be improved.
- the other components are not particularly limited and may be appropriately selected depending on the intended purpose.
- antidrying agents viscosity regulators, surfactants, penetrants, defoamers, pH regulators, preservatives.
- Antifungal agents colorants, preservatives, stabilizers and the like.
- the method for preparing the curing liquid is not particularly limited and may be appropriately selected depending on the intended purpose. Examples thereof include a method of mixing and stirring the above materials.
- the method for imparting a curing liquid containing a curing agent capable of forming a covalent bond with the reactive functional group to the powder material layer is not particularly limited and may be appropriately selected depending on the intended purpose.
- Examples include a dispenser method, a spray method, and an inkjet method.
- a known device can be suitably used as the cured product forming means.
- the dispenser method is excellent in quantification of droplets, but the coating area is narrow, and the spray method can easily form fine ejected substances, has a wide coating area, and is excellent in coating property.
- the quantification of droplets is poor, and the powder material for three-dimensional modeling is scattered by the spray flow.
- the above-mentioned inkjet method is particularly preferable.
- the inkjet method has the advantages of better quantification of droplets than the spray method, a wider coating area than the dispenser method, and is preferable in that a complicated three-dimensional shape can be formed accurately and efficiently. ..
- the cured product forming means has a nozzle capable of applying the cured liquid to the powder material layer by the inkjet method.
- a nozzle an inkjet head in a known inkjet printer can be preferably used.
- the inkjet head in the above-mentioned inkjet printer for example, an industrial inkjet RICOH MH / GH SERIES manufactured by Ricoh Co., Ltd. is preferably mentioned.
- the inkjet head is preferable in that the amount of the curing liquid that can be dropped at one time is large and the coating area is large, so that the coating speed can be increased.
- the curing liquid is a solid substance such as particles or a high-viscosity material such as a polymer such as a resin. Since it does not contain a large amount of particles, clogging or the like does not occur in at least one of the nozzle and its head, corrosion and the like do not occur, and when it is applied (discharged) to the powder material layer for three-dimensional modeling. Since it can efficiently permeate the resin in the powder material for three-dimensional modeling, it is advantageous in that it is excellent in the production efficiency of the three-dimensional modeled product and that a cured product with good dimensional accuracy can be easily and efficiently obtained in a short time. ..
- the powder material accommodating portion is a member accommodating the powder material for three-dimensional modeling, and the size, shape, material, and the like thereof are not particularly limited and can be appropriately selected according to the purpose, for example, storage. Examples include tanks, bags, cartridges, tanks, etc.
- the curing liquid accommodating portion is a member accommodating the curing liquid, and the size, shape, material, and the like thereof are not particularly limited and may be appropriately selected depending on the intended purpose.
- a storage tank or a bag. Cartridges, tanks, etc.
- Examples of the other steps include a surplus powder removing step, a drying step, a degreasing step, a sintering step, a surface protection treatment step, a coating step, and the like.
- Examples of the other means include a step of removing excess powder, a drying means, a degreasing means, a sintering means, a surface protection treatment means, a coating means, and the like.
- the excess powder removing step is a step of removing the uncured three-dimensional modeling powder material using a removing liquid after the cured product forming step.
- the three-dimensional model is in a state of being embedded in a non-modeled portion (uncured powder material for three-dimensional modeling) to which the curing liquid is not applied.
- excess (uncured) powder material for three-dimensional modeling adheres to the surface and the inside of the structure of the three-dimensional model, which is convenient. Difficult to remove. It is even more difficult when the surface of the three-dimensional model has complicated irregularities or when the inside is like a flow path.
- the strength of the sintered precursor (same as the three-dimensional model) is not high, so if the air blow pressure is high (0.3 MPa or more), the sintered precursor may collapse. is there.
- the pressure of air blow is caused by the resin contained in the curing solution being more dissolved and solidified by the curing agent contained in the curing solution.
- the strength of the sintered precursor is preferably 3 MPa or more, more preferably 5 MPa or more in terms of the three-point bending stress.
- the removing liquid contains a second organic solvent.
- the second organic solvent include ketones such as acetone and ethyl methyl ketone, esters such as ethyl acetate and butyl acetate, ethers such as ethyl methyl ether and diethylene glycol dimethyl ether, triethylene glycol dimethyl ether and THF, and hexane.
- Examples include aliphatic hydrocarbons such as octane and aromatic hydrocarbons such as toluene and xylene.
- the drying step is a step of drying the cured product (three-dimensional model) obtained in the cured product forming step.
- the drying step not only water contained in the cured product but also organic substances may be removed (defatted).
- the drying means include known dryers and constant temperature and humidity chambers.
- the degreasing step is a step of degreasing the cured product (three-dimensional model) formed in the cured product forming step.
- the organic component can be evaporated from the cured product and the progress of sintering can be promoted.
- the degreasing means include known sintering furnaces and electric furnaces.
- the sintering step is a step of sintering a cured product (three-dimensional model) formed in the cured product forming step.
- the cured product can be made into at least one molded product (sintered product of a three-dimensional molded product) of metal and ceramics that has been densified and integrated.
- the sintering means include known sintering furnaces, and the degreasing means and the sintering means may be integrated.
- the surface protection treatment step is a step of forming a protective layer on the cured product (three-dimensional model) formed in the cured product forming step.
- This surface protection treatment step it is possible to impart durability to the surface of the cured product (three-dimensional model) so that the cured product (three-dimensional model) can be used as it is, for example.
- the protective layer include a water resistant layer, a weather resistant layer, a light resistant layer, a heat insulating layer, a glossy layer, and the like.
- the surface protection treatment means include known surface protection treatment devices such as a spray device and a coating device.
- the coating step is a step of painting the cured product (three-dimensional model) formed in the cured product forming step.
- the cured product (three-dimensional model) can be colored in a desired color.
- the coating means include known coating devices, such as a coating device using a spray, a roller, a brush, or the like.
- the mass of the resin contained in the cured product after the sintering step is 5% by mass or less of the mass of the resin contained in the cured product before the sintering step.
- the ratio of the mass of the resin contained in the cured product after the sintering step to the mass of the resin contained in the cured product before the sintering step is the three-dimensional modeled product before sintering.
- the weight of the three-dimensional model after sintering are measured, and the difference is taken as the weight of the resin evaporated in the sintering process, and divided by the weight of the resin contained in the three-dimensional model before sintering. Obtained by.
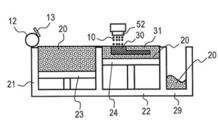
- FIGS. 2A to 2E are schematic explanatory views for explaining the flow of modeling.
- the state in which the first modeling layer (cured product) 30 is formed on the modeling stage of the modeling tank will be described.
- the supply stage 23 of the supply tank is raised and the modeling stage 24 of the modeling tank is lowered, as shown in FIG. 2A.
- the descending distance of the modeling stage 24 is such that the distance (stacking pitch) between the upper surface of the surface (powder surface) of the powder layer in the modeling tank 22 and the lower portion (lower tangential portion) of the flattening roller 12 is ⁇ t1.
- the interval ⁇ t1 is not particularly limited, but is preferably about several tens to 100 ⁇ m.
- the flattening roller 12 is arranged so as to form a gap with respect to the upper end surfaces of the supply tank 21 and the modeling tank 22. Therefore, when the powder 20 is transferred and supplied to the modeling tank 22 to be flattened, the surface (powder surface) of the powder layer is located higher than the upper end surfaces of the supply tank 21 and the modeling tank 22.
- the flattening roller 12 can be reliably prevented from coming into contact with the upper end surfaces of the supply tank 21 and the modeling tank 22, and damage to the flattening roller 12 is reduced.
- the surface of the flattening roller 12 is damaged, streaks are generated on the surface of the powder layer 31 (see FIG. 2D) supplied to the modeling tank 22, and the flatness tends to decrease.
- the powder 20 arranged at a position higher than the upper end surface of the supply tank 21 is moved to the modeling tank 22 side while rotating the flattening roller 12 in the direction of the arrow to move the powder. 20 is transferred and supplied to the modeling tank 22 (powder supply). Further, as shown in FIG.
- the flattening roller 12 is moved in parallel with the stage surface of the modeling stage 24 of the modeling tank 22, and the powder layer 31 having a predetermined thickness ⁇ t1 on the modeling layer 22 of the modeling stage 24. Form (flattening). At this time, the surplus powder 20 not used for forming the powder layer 31 falls into the surplus powder receiving tank 29. After forming the powder layer 31, the flattening roller 12 is moved to the supply tank 21 side and returned (returned) to the initial position (origin position) as shown in FIG. 2D. Here, the flattening roller 12 can move while keeping a constant distance from the upper end surfaces of the modeling tank 22 and the supply tank 21.
- the powder 20 Since the powder 20 can be moved while being kept constant, the powder 20 is conveyed onto the modeling tank 22 by the flattening roller 12, and has a uniform thickness h (stacking pitch) on the modeling tank 22 or on the already formed modeling layer 30.
- the powder layer 31 (corresponding to ⁇ t1) can be formed.
- the thickness h of the powder layer 31 and the stacking pitch ⁇ t1 may be described without distinction, but unless otherwise specified, they have the same thickness and have the same meaning. Further, the thickness h of the powder layer 31 may be actually measured and obtained, and in this case, it is preferable to use an average value of a plurality of locations. After that, as shown in FIG.
- droplets 10 of the curing liquid are discharged from the head 52 of the liquid discharge unit 50, and the modeling layer 30 having a desired shape is laminated on the next powder layer 31. (molding).
- the modeling layer 30 for example, the droplets 10 of the curing liquid discharged from the head 52 react with the powder 20, so that the powders 20 are covalently bonded to each other via the curing agent contained in the curing liquid. Form and form a cured product.
- the powder layer forming step and the discharging step described above are repeated to form a new molding layer 30.
- the new modeling layer 30 and the underlying modeling layer 30 are integrated to form a part of the modeled object (also referred to as a three-dimensional shaped object, a three-dimensional modeled object, or the like).
- the powder layer forming step and the discharging step are repeated to complete the molding of the modeled object.
- a three-dimensional model having a complicated three-dimensional (three-dimensional (3D)) shape can be produced by the powder material for the three-dimensional model of the present invention or the three-dimensional model of the present invention.
- the kit it is easy and efficient, and it can be manufactured with high dimensional accuracy without losing its shape before sintering or the like.
- the three-dimensional model obtained in this way and its sintered body have sufficient strength, excellent dimensional accuracy, and can reproduce fine irregularities, curved surfaces, etc., so that they have excellent aesthetic appearance, are of high quality, and are used for various purposes. Can be suitably used for.
- the curing liquid for three-dimensional modeling of the present invention contains a curing agent, and the curing agent contains an aliphatic compound having two or more isocyanate groups at the molecular ends, and further contains other components as necessary.
- the curing liquid for three-dimensional modeling of the present invention is the same as the curing liquid described in the method and apparatus for manufacturing the three-dimensional model of the present invention.
- the three-dimensional modeling curing liquid of the present invention is a three-dimensional modeling curing liquid used together with a three-dimensional modeling powder material containing a base material and a resin having a reactive functional group, and the curing agent is the reactive functional group. It is preferable that a covalent bond can be formed with the group.
- the three-dimensional modeling curing liquid of the present invention can be suitably used for producing various molded products and structures by using it together with a three-dimensional modeling powder material containing a base material and a resin having a reactive functional group. It can be particularly preferably used for the method for producing a three-dimensional object of the present invention, the apparatus for producing a three-dimensional object of the present invention, and the three-dimensional object obtained by the present invention. Further, the curing liquid for three-dimensional modeling of the present invention is excellent in discharge stability. Further, since the curing liquid for three-dimensional modeling of the present invention has a small amount of residual solvent when dried, it is used together with the powder material for three-dimensional modeling to produce a three-dimensional model (combustion precursor). It is possible to prevent the powder material for three-dimensional modeling other than the portion from being cured, and therefore, it is possible to improve the removability of the excess powder material by air blowing.
- the three-dimensional modeling kit of the present invention comprises a three-dimensional modeling powder material containing a base material and a resin having a reactive functional group, and a curing liquid containing a curing agent capable of forming a covalent bond with the reactive functional group.
- the curing agent contains an aliphatic compound having two or more isocyanate groups at the molecular ends, and further contains other components as necessary.
- the three-dimensional modeling kit of the present invention contains the three-dimensional modeling powder material used in the method and apparatus for producing the three-dimensional model of the present invention, the curing liquid, and other components as necessary. ..
- the curing agent may be contained in a solid form instead of in the curing liquid, and is a kit prepared by mixing with a solvent at the time of use to prepare the curing liquid. It doesn't matter if you do.
- the powder material for three-dimensional modeling and the curing liquid in the three-dimensional modeling kit of the present invention are the same as those described in the method for producing a three-dimensional model and the apparatus for producing a three-dimensional model of the present invention.
- the three-dimensional modeling kit of the present invention can be suitably used for producing various molded products and structures, and the above-mentioned method for producing a three-dimensional model of the present invention, the apparatus for producing a three-dimensional model of the present invention, and the present invention. It can be particularly preferably used for the three-dimensional model obtained by the invention.
- the cured liquid is allowed to act on the three-dimensional modeling powder material, and if necessary, it is simply dried to easily produce a structure having a complicated three-dimensional shape. It can be manufactured efficiently and with high dimensional accuracy.
- the structure thus obtained is a cured product (three-dimensional model) having sufficient hardness, and can be held by hand, put in and taken out of the mold, and the excess powder material for three-dimensional modeling is removed by air blowing. However, it does not lose its shape and is excellent in handleability and handleability.
- the cured product may be used as it is, or may be further subjected to a sintering treatment as a cured product for sintering to obtain a molded product (sintered product of a three-dimensional molded product). Then, when the sintering treatment is performed, unnecessary voids and the like are not generated in the molded product after sintering, and a molded product having a beautiful appearance can be easily obtained.
- the three-dimensional molded product obtained in the present invention uses the cured product obtained by applying the curing liquid (the curing liquid for three-dimensional molding) to the powder material for three-dimensional molding, and the three-dimensional molding kit of the present invention.
- the three-dimensional model is obtained only by applying the curing liquid to the powder material for three-dimensional modeling, but has sufficient strength.
- the base material is densely present (at a high filling rate), and the resin is present in a very small amount around the base materials. Therefore, the molded product (baked) is subsequently sintered or the like.
- the amount of volatilization (solvent degreasing) of organic components can be reduced, so unnecessary voids (solvent degreasing marks) Etc. do not exist, and a molded product (sintered body) with a beautiful appearance can be obtained.
- the strength of the three-dimensional model is such that it does not lose its shape even if the surface is rubbed, and an air blow process is performed from a distance of 5 cm using an air gun having a nozzle diameter of 2 mm and an air pressure of 0.3 MPa. Even if it does, cracks and the like do not occur.
- the viscosity of a 5% by mass (w / w%) solution of the acrylic polyol at 25 ° C. was measured using a viscometer (Rotary viscometer manufactured by Brookfield, DV-E VISCOMETER HADVE115 type) and found to be 5.0 mPa. -S to 6.0 mPa ⁇ s.
- ⁇ Coating thickness (average thickness>
- the surface of the three-dimensional modeling powder material 1 was polished with emery paper, and then the surface was lightly polished with a cloth soaked in water to dissolve the coating resin to prepare an observation sample. ..
- the boundary portion between the base material portion and the coating resin exposed on the surface was observed with a field emission scanning electron microscope (FE-SEM), and the boundary portion was measured as the coating thickness. The average value of 10 measurement points was obtained and used as the coating thickness (average thickness).
- ⁇ Surface coverage> Using a field emission scanning electron microscope (FE-SEM), take a reflected electron image (ESB) under the following conditions with a visual field setting in which about 10 powder materials 1 for three-dimensional modeling fit within the screen, and use ImageJ software. Binarization was performed by image processing. The black part was the coating part and the white part was the base material part, and the ratio was determined by the area of the black part / (area of the black part + area of the white part) ⁇ 100 in one particle. 10 particles were measured, and the average value was taken as the surface coverage (%).
- FE-SEM field emission scanning electron microscope
- the volume average particle size of the obtained powder material 1 for three-dimensional modeling was measured using a commercially available particle size measuring device (Microtrac HRA manufactured by Nikkiso Co., Ltd.) and found to be 35 ⁇ m.
- Example 1 Using the obtained powder material 1 for three-dimensional modeling and the curing liquid 1, the three-dimensional model 1 was manufactured as follows by a shape printing pattern of a size (length 70 mm ⁇ width 12 mm).
- the powder material 1 for three-dimensional modeling is transferred from the supply-side powder storage tank to the modeling-side powder storage tank using a known powder laminating modeling device as shown in FIGS. 2A to 2E, and is placed on the support.
- a thin layer was formed from the three-dimensional modeling powder material 1 having an average thickness of 100 ⁇ m.
- the curing liquid 1 is applied (discharged) from a nozzle of a known inkjet ejection head to the surface of the formed thin layer of the three-dimensional modeling powder material 1, and the acrylic polyol is contained in the curing liquid 1. It was dissolved in diethyl succinate, and the acrylic polyol was crosslinked by the action of the curing agent (aliphatic polyisocyanate) contained in the curing solution 1.
- the curing agent aliphatic polyisocyanate
- the number of moles of the hydroxyl group N [OH] contained in the three-dimensional modeling powder material 1 per unit volume at the time of modeling is the amount of the three-dimensional modeling powder material contained in the region represented by the unit volume. Using the amount of the hydroxyl group contained in the powder material for three-dimensional modeling, it was calculated as follows.
- N [OH] ⁇ (amount of powder material for three-dimensional modeling contained in the region represented by unit volume [g]) ⁇ (resin coating amount [mass%]) / 100 ⁇ ⁇ (hydroxyl value of resin [mg / gKOH]) / (molar mass of KOH 56.1 [g / mol])
- the "amount [g] of the powder material for three-dimensional modeling contained in the region represented by the unit volume” and the "resin coating amount [mass%]” were calculated as follows.
- the "hydroxyl value of the resin [mg / gKOH]” was measured according to "JIS K 1557-1 Part 1: How to obtain the hydroxyl value”.
- -Amount of powder material for three-dimensional modeling contained in the region represented by unit volume [g] Volume occupancy of powder material for three-dimensional modeling (specified as 50%) x (unit volume) x (powder true density (core) True density of material composition))
- -Resin coating amount [mass%] weight reduction rate of powder material for three-dimensional modeling by TG-DTA
- the "weight reduction rate of powder material for three-dimensional modeling by TG-DTA” was measured under the following conditions. The weight reduction rate was calculated using the difference between the weight of the powder material for three-dimensional modeling after holding at 550 ° C. for 3 hours and the weight at the start of measurement. The measurement was performed three times, and the average value of the obtained weight loss rate was defined as the resin coating amount [mass%].
- the number of moles of isocyanate groups N [NCO] contained in the curing liquid given per unit volume at the time of modeling was calculated as follows.
- the volume of one of the droplets was used when the curing liquid was applied as droplets.
- the isocyanate group content A (mass%) in the cured solution is determined according to JIS K 1603.
- the mass B (g) of the curing liquid given per unit volume at the time of modeling is determined. calculate.
- the isocyanate group content A (mass%), the mass B (g) of the curing solution, and the molecular weight (44) of the isocyanate groups, the isocyanate groups contained in the curing solution given per unit volume at the time of modeling.
- the number of moles N [NCO] was obtained.
- the conditions for the curing liquid 1 are as follows. -Droplet volume: 35 pL -Specific gravity (density) of curing liquid 1: 1.04 g / mL
- ⁇ Shape retention (after immersion in removal liquid)> In the step 3) above, instead of removing the excess powder material for three-dimensional modeling by air blowing from the three-dimensional model after drying, the three-dimensional model after drying is removed at 20 ° C. (triethylene glycol dimethyl ether). ) For 60 minutes, the shape of the three-dimensional model was evaluated according to the following criteria.
- the three-dimensional model can retain its shape and has a strength of 75% or more of the strength before being immersed in the removal liquid (triethylene glycol dimethyl ether).
- ⁇ The three-dimensional model can retain its shape and the removal liquid Less than 75% of the strength before immersion in (triethylene glycol dimethyl ether) Has a strength of 50% or more
- ⁇ A state in which the three-dimensional model can retain its shape, but is easily bent and warped by an external force such as its own weight.
- X A state in which the three-dimensional model collapses without maintaining its shape when immersed in a removal solution (triethylene glycol dimethyl ether).
- ⁇ Resin residual rate (%)> The three-dimensional model obtained in 3) above is subjected to a degreasing step by raising the temperature to 450 ° C. for 1 hour in a vacuum atmosphere using a degreasing furnace and then maintaining the temperature at 450 ° C. for 9 hours, and then 0
- the sintering step was carried out by raising the temperature to 520 ° C. over 2 hours and holding for 0.5 hours. As a result, a densified three-dimensional model (sintered body) having a relative density of 90% or more was obtained.
- the weight of the three-dimensional model before sintering and the weight of the three-dimensional model after sintering were measured, and the difference was evaporated in the sintering step.
- the resin weight was taken and divided by the weight of the resin contained in the three-dimensional model before sintering, and evaluated according to the following criteria.
- ⁇ The resin residual ratio contained in the sintered body is 2% or less when the resin residual ratio before sintering is 100%.
- ⁇ The resin residual ratio contained in the sintered body is 100% before sintering. A state in which it is greater than 2% and 5% or less ⁇ : A state in which the resin residual ratio contained in the sintered body is greater than 5% and 10% or less when 100% is taken before sintering ⁇ : Sintered body A state in which the resin residual ratio contained therein is greater than 10% and 30% or less when 100% is taken before sintering.
- the viscosity increase rate was calculated using the measured viscosity A of the cured solution before leaving and the viscosity B of the cured solution before leaving.
- the viscosity increase rate was calculated using the following formula ([Viscosity B after standing] / [Viscosity A before standing] -1) ⁇ 100 (%).
- the calculated viscosity increase rate was evaluated based on the following evaluation criteria.
- Viscosity increase rate is less than 3%
- Viscosity increase rate is 3% or more and less than 5%
- Viscosity increase rate is 5% or more
- Measurement of NCO group content >> The NCO (isocyanate) group content (mass%) in the cured solution before and after leaving was measured according to JIS K 1603, and the rate of change in the NCO group content was determined by the following formula, (1- [after leaving] / [leaving]. Previous]) ⁇ 100 (%), calculated using. The calculated rate of change in NCO group content was evaluated based on the following evaluation criteria.
- [Evaluation criteria] ⁇ : Change rate of NCO group content is less than 10%
- Change rate of NCO group content is 10% or more
- Example 1 (Examples 2-31 and Comparative Examples 1-8)
- Example 1 As shown in Table 1, three-dimensional shaped objects 2 to 39 were manufactured in the same manner as in Example 1 except that the compositions of the powder material for three-dimensional modeling and the curing liquid were changed. A similar evaluation was performed. The results are shown in Tables 1 and 2. The surface coverage and the specific gravity of the cured liquid in Examples 2 to 31 and Comparative Examples 1 to 8 were the same as those in Example 1.
- Vinyl chloride-vinyl acetate-polyvinyl alcohol (PVA) copolymer resin manufactured by Nisshin Chemical Industry Co., Ltd., Molecular weight: 46,000 -Polyvinyl alcohol: Made by Japan Vam & Poval Co., Ltd.-Hardener- -Polyisocyanate (aliphatic [1]): manufactured by Mitsui Chemicals, Inc., D160N -Polyisocyanate (aliphatic [2]): manufactured by Asahi Kasei Corporation, AE700-100 -Diisocyanate (aliphatic [1]): manufactured by Asahi Kasei Corporation, D101 -Diisocyanate (aliphatic [2]): manufactured by Asahi Kasei Corporation, D201 -Polyisocyanate (aromatic): Mitsui Chemicals, Inc., D110N -Polyisocyanate (alicyclic): manufactured by Mitsui Chemicals, Inc.,
- the powder material layer includes a cured product forming step of applying a curing liquid containing a curing agent capable of forming a covalent bond with the reactive functional group to form a cured product.
- ⁇ 2> The method for producing a three-dimensional model according to ⁇ 1>, wherein the resin is at least one of a polyol and a polyvinyl alcohol.
- the reactive functional group is a hydroxyl group.
- N [OH] be the number of moles of the hydroxyl group contained in the powder material for three-dimensional modeling per unit volume at the time of modeling.
- N [NCO] the number of moles of isocyanate groups contained in the curing liquid given per unit volume at the time of modeling.
- ⁇ 4> The method for producing a three-dimensional model according to any one of ⁇ 1> to ⁇ 3>, wherein the content of the curing agent with respect to the total amount of the curing liquid is 5.0% by mass or more.
- ⁇ 5> The method for producing a three-dimensional model according to any one of ⁇ 1> to ⁇ 4>, wherein the weight average molecular weight of the resin is 100,000 or less.
- ⁇ 6> The method for producing a three-dimensional model according to any one of ⁇ 1> to ⁇ 5>, wherein the hydroxyl value of the resin is 30 mgKOH / g or more.
- Y 1 represents an alkyl group
- Y 2 to Y 7 independently represent an alkylene group
- R 1 represents an aliphatic hydrocarbon group and represents R 2 is at least one of a urethane bond, an amide bond, an ester bond, and an ether bond
- R 4 represents an alkylene group which may have a substituent.
- the aliphatic compound having two or more isocyanate groups at the molecular terminal is at least one of the formula (1) and the formula (2).
- the R 1 represents an alkylene group having 1 or more carbon atoms and 6 or less carbon atoms.
- the R 2 represents a urethane bond.
- the R 3 represents at least one of the above formula (1-2) and the formula (1-3) which may have a substituent (where Y 1 is an alkyl group having 1 or more and 4 or less carbon atoms. Y 2 to Y 4 independently represent an alkylene group having 1 to 6 carbon atoms), The R 4 represents an alkylene group having 1 to 4 carbon atoms which may have a substituent.
- the aliphatic compound having two or more isocyanate groups at the molecular terminal is at least one of the formula (1) and the formula (2).
- the R 1 represents an alkylene group having 6 carbon atoms.
- the R 2 represents a urethane bond.
- R 3 represents at least one of the formulas (1-2) and (1-3) (where Y 1 represents a methyl group and Y 2 to Y 4 represent an alkylene group having 6 carbon atoms). R 4 represents an alkylene group having 2 carbon atoms.
- the curing liquid contains a first organic solvent having a saturated vapor pressure of 2,000 Pa or less at 25 ° C. and capable of dissolving the resin in an amount of 1% by weight or more at 25 ° C. ⁇ 1>.
- ⁇ 11> The method for producing a three-dimensional model according to any one of ⁇ 1> to ⁇ 10>, wherein the base material is coated with the resin.
- a surplus powder removing step of removing the uncured three-dimensional modeling powder material adhering to the formed cured product with a removing liquid is included.
- the removing liquid contains a second organic solvent, and the second organic solvent is capable of dissolving the resin and does not dissolve the cured resin product formed by reacting with the curing agent.
- ⁇ 14> The method for producing a three-dimensional model according to any one of ⁇ 12> to ⁇ 13>, which further comprises a sintering step of performing a sintering process on the cured product after the excess powder removing step. .. ⁇ 15>
- the mass of the resin contained in the cured product after the sintering step is 5% by mass or less of the mass of the resin contained in the cured product before the sintering step. This is the method for manufacturing a three-dimensional model described.
- a powder material for three-dimensional modeling containing a base material and a resin having a reactive functional group It contains the reactive functional group and a curing liquid containing a curing agent capable of forming a covalent bond.
- the curing agent is a three-dimensional modeling kit characterized in that it contains an aliphatic compound having two or more isocyanate groups at the molecular ends.
- the reactive functional group is a hydroxyl group and Let N [OH] be the number of moles of the hydroxyl group contained in the powder material for three-dimensional modeling per unit volume at the time of modeling.
- ⁇ 21> The three-dimensional modeling kit according to any one of ⁇ 16> to ⁇ 20>, wherein the resin has a hydroxyl value of 30 mgKOH / g or more.
- ⁇ 22> The above-mentioned ⁇ 16> to ⁇ 21>, wherein the aliphatic compound having two or more isocyanate groups at the molecular terminal is at least one of the following formulas (1) and (2). It is a kit for three-dimensional modeling.
- R 1 represents an aliphatic hydrocarbon group and represents R 2 is at least one of a urethane bond, an amide bond, an ester bond, and an ether bond.
- R 3 is at least one of the following formulas (1-1) to (1-6) which may have a substituent (however, formulas (1-1) to (1-6). 6) Among them, Y 1 represents an alkyl group, and Y 2 to Y 7 independently represent an alkylene group), In equation (2), R 1 represents an aliphatic hydrocarbon group and represents R 2 is at least one of a urethane bond, an amide bond, an ester bond, and an ether bond. R 4 represents an alkylene group which may have a substituent.
- ⁇ 23> Contains a curing agent, The curing agent is a curing liquid for three-dimensional modeling, which comprises an aliphatic compound having two or more isocyanate groups at the molecular ends.
- the method for manufacturing a three-dimensional model according to any one of ⁇ 1> to ⁇ 15>, the three-dimensional model kit according to any one of ⁇ 16> to ⁇ 22>, and the three-dimensional model according to ⁇ 23> According to the curing liquid for use, the conventional object of the present invention can be achieved.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Ceramic Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Structural Engineering (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Civil Engineering (AREA)
- General Chemical & Material Sciences (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202080047791.7A CN114096395A (zh) | 2019-07-04 | 2020-07-06 | 增材制造物体的制造方法和制造设备、用于增材制造的固化用液体和用于增材制造的套组 |
| JP2021529212A JPWO2021002479A1 (https=) | 2019-07-04 | 2020-07-06 | |
| EP20834403.6A EP3995229B1 (en) | 2019-07-04 | 2020-07-06 | Method and apparatus for producing additively manufactured article, curing solution for additive manufacturing, and kit for additive manufacturing |
| US17/645,784 US20220112329A1 (en) | 2019-07-04 | 2021-12-23 | Three-dimensional object producing method and apparatus, and curing liquid and kit for three-dimensional object formation |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019125603 | 2019-07-04 | ||
| JP2019-125603 | 2019-07-04 | ||
| JP2019179716 | 2019-09-30 | ||
| JP2019-179716 | 2019-09-30 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/645,784 Continuation US20220112329A1 (en) | 2019-07-04 | 2021-12-23 | Three-dimensional object producing method and apparatus, and curing liquid and kit for three-dimensional object formation |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021002479A1 true WO2021002479A1 (ja) | 2021-01-07 |
Family
ID=74101360
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/026493 Ceased WO2021002479A1 (ja) | 2019-07-04 | 2020-07-06 | 立体造形物の製造方法及び製造装置、並びに、立体造形用硬化液、及び立体造形用キット |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220112329A1 (https=) |
| EP (1) | EP3995229B1 (https=) |
| JP (1) | JPWO2021002479A1 (https=) |
| CN (1) | CN114096395A (https=) |
| WO (1) | WO2021002479A1 (https=) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021193339A1 (https=) * | 2020-03-23 | 2021-09-30 | ||
| EP4049845A1 (en) * | 2021-02-27 | 2022-08-31 | Funai Electric Co., Ltd. | Fluidic ejection cartridge and method for fabricating sintered metal cartridge |
| US12570845B2 (en) | 2021-03-05 | 2026-03-10 | Ricoh Company, Ltd. | Object forming liquid and object producing method |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023133924A (ja) | 2022-03-14 | 2023-09-27 | 株式会社リコー | 余剰粉体除去用洗浄液、立体造形物の製造方法、及び造形液と洗浄液のセット |
| EP4491399A1 (en) * | 2023-07-11 | 2025-01-15 | Ricoh Company, Ltd. | Method for producing three-dimensional fabricated object, fabrication apparatus, and fabrication system |
| JP2025044010A (ja) * | 2023-09-19 | 2025-04-01 | 株式会社リコー | 立体造形物の製造方法及び立体造形物製造用造形液 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5920498B2 (ja) | 1979-11-15 | 1984-05-14 | マツダ株式会社 | パツシブシ−トベルト装置 |
| JPS607300B2 (ja) | 1979-03-28 | 1985-02-23 | 日本電信電話株式会社 | 日本語デ−タの圧縮方式 |
| JP2000328106A (ja) | 1999-05-21 | 2000-11-28 | Matsushita Electric Works Ltd | 立体造形物製造法 |
| JP2003048253A (ja) | 2001-08-07 | 2003-02-18 | Konica Corp | 立体造形方法及びそれに用いる装置 |
| JP2004330743A (ja) | 2003-05-12 | 2004-11-25 | Fuji Photo Film Co Ltd | 三次元造形物の製造方法 |
| JP2005297325A (ja) | 2004-04-09 | 2005-10-27 | Sony Corp | 立体造形方法及び立体造形物 |
| JP2006200030A (ja) | 2005-01-24 | 2006-08-03 | Aisan Ind Co Ltd | 立体造形物の製造方法及び製造装置 |
| JP2018059072A (ja) * | 2016-09-28 | 2018-04-12 | 旭化成株式会社 | 塗料組成物 |
| JP2019084778A (ja) * | 2017-11-09 | 2019-06-06 | 株式会社リコー | 立体造形物の製造方法及び立体造形物の製造装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4126720B2 (ja) * | 2002-10-18 | 2008-07-30 | 日本ポリウレタン工業株式会社 | スラッシュ成形用粉末ポリウレタン樹脂の製造方法 |
| JP5110342B2 (ja) * | 2005-09-06 | 2012-12-26 | 日本ポリウレタン工業株式会社 | 粉末状熱可塑性ポリウレタンウレア樹脂の製造方法 |
| JP5198152B2 (ja) * | 2008-06-02 | 2013-05-15 | 三井化学株式会社 | 自動車内装材の製造方法 |
| JP2015208859A (ja) * | 2014-04-23 | 2015-11-24 | セイコーエプソン株式会社 | 三次元造形物の製造方法および三次元造形物 |
| CN109923143B (zh) * | 2016-11-14 | 2022-04-22 | 科思创德国股份有限公司 | 由前体制造物体的方法和可自由基交联的树脂在增材制造法中的用途 |
| CN108296416B (zh) * | 2017-09-27 | 2020-09-22 | 柳州市柳晶科技股份有限公司 | 一种3d打印覆膜砂的制备方法及制得的覆膜砂 |
| US11427718B2 (en) * | 2017-10-27 | 2022-08-30 | Board Of Regents, The University Of Texas System | Vat resin with additives for thiourethane polymer stereolithography printing |
-
2020
- 2020-07-06 JP JP2021529212A patent/JPWO2021002479A1/ja active Pending
- 2020-07-06 WO PCT/JP2020/026493 patent/WO2021002479A1/ja not_active Ceased
- 2020-07-06 CN CN202080047791.7A patent/CN114096395A/zh not_active Withdrawn
- 2020-07-06 EP EP20834403.6A patent/EP3995229B1/en active Active
-
2021
- 2021-12-23 US US17/645,784 patent/US20220112329A1/en not_active Abandoned
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS607300B2 (ja) | 1979-03-28 | 1985-02-23 | 日本電信電話株式会社 | 日本語デ−タの圧縮方式 |
| JPS5920498B2 (ja) | 1979-11-15 | 1984-05-14 | マツダ株式会社 | パツシブシ−トベルト装置 |
| JP2000328106A (ja) | 1999-05-21 | 2000-11-28 | Matsushita Electric Works Ltd | 立体造形物製造法 |
| JP2003048253A (ja) | 2001-08-07 | 2003-02-18 | Konica Corp | 立体造形方法及びそれに用いる装置 |
| JP2004330743A (ja) | 2003-05-12 | 2004-11-25 | Fuji Photo Film Co Ltd | 三次元造形物の製造方法 |
| JP2005297325A (ja) | 2004-04-09 | 2005-10-27 | Sony Corp | 立体造形方法及び立体造形物 |
| JP2006200030A (ja) | 2005-01-24 | 2006-08-03 | Aisan Ind Co Ltd | 立体造形物の製造方法及び製造装置 |
| JP2018059072A (ja) * | 2016-09-28 | 2018-04-12 | 旭化成株式会社 | 塗料組成物 |
| JP2019084778A (ja) * | 2017-11-09 | 2019-06-06 | 株式会社リコー | 立体造形物の製造方法及び立体造形物の製造装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021193339A1 (https=) * | 2020-03-23 | 2021-09-30 | ||
| JP7318803B2 (ja) | 2020-03-23 | 2023-08-01 | 株式会社リコー | 立体造形用キット、及び立体造形物の製造方法 |
| EP4129631A4 (en) * | 2020-03-23 | 2023-10-04 | Ricoh Company, Ltd. | THREE-DIMENSIONAL MOLDING KIT AND METHOD FOR PRODUCING A THREE-DIMENSIONAL SHAPED ARTICLE |
| EP4049845A1 (en) * | 2021-02-27 | 2022-08-31 | Funai Electric Co., Ltd. | Fluidic ejection cartridge and method for fabricating sintered metal cartridge |
| US12570845B2 (en) | 2021-03-05 | 2026-03-10 | Ricoh Company, Ltd. | Object forming liquid and object producing method |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3995229B1 (en) | 2023-08-30 |
| JPWO2021002479A1 (https=) | 2021-01-07 |
| EP3995229A1 (en) | 2022-05-11 |
| EP3995229A4 (en) | 2022-08-24 |
| CN114096395A (zh) | 2022-02-25 |
| US20220112329A1 (en) | 2022-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021002479A1 (ja) | 立体造形物の製造方法及び製造装置、並びに、立体造形用硬化液、及び立体造形用キット | |
| JP6519274B2 (ja) | 立体造形用粉末材料、立体造形材料セット、立体造形物製造装置、及び立体造形物の製造方法 | |
| CN107008908B (zh) | 立体造型用粉末材料 | |
| US11426929B2 (en) | Powder material for producing three-dimensional object, kit for producing three-dimensional object, and three-dimensional object producing method and apparatus | |
| JP2021146668A (ja) | 造形液、立体造形用キット、及び立体造形物の製造方法 | |
| US20230036748A1 (en) | Three-dimensional forming kit and three-dimensional formed object producing method | |
| EP3311984A1 (en) | Powder material for solid freeform fabrication, material set of solid freeform fabrication, device for manufacturing solid freeform fabrication object, and method of manufacturing solid freeform fabrication object | |
| CN115007849B (zh) | 物体成形用液体和物体制造方法 | |
| JP2021011107A (ja) | 立体造形用粉末材料、及び立体造形用キット、並びに、立体造形物の製造方法及び製造装置 | |
| JP2018080359A (ja) | 立体造形用粉末材料、立体造形材料セット、立体造形物製造装置、及び立体造形物の製造方法 | |
| JP6569269B2 (ja) | 立体造形用粉末材料、立体造形材料セット、立体造形物製造装置、及び立体造形物の製造方法 | |
| JP2021146669A (ja) | 造形液、立体造形用キット、及び立体造形物の製造方法 | |
| US11679550B2 (en) | Method of manufacturing modeled body, method of modeling solidified object, and modeled body | |
| US12179264B2 (en) | Object producing method | |
| JP2022083253A (ja) | 立体造形物の製造方法、立体造形物の焼結体の製造方法、および立体造形物の処理方法。 | |
| JP2025044010A (ja) | 立体造形物の製造方法及び立体造形物製造用造形液 | |
| EP4098384A1 (en) | Layer forming apparatus, method of forming powder layer, and carrier medium | |
| JP2022086249A (ja) | 造形物の製造方法、及び造形物製造用のキット | |
| JP2022103518A (ja) | 造形物の製造方法 | |
| US20230264385A1 (en) | Three-dimensional fabricating powdered material, three-dimensional fabrication kit, and method of producing three-dimensional fabricated object | |
| JP2023133924A (ja) | 余剰粉体除去用洗浄液、立体造形物の製造方法、及び造形液と洗浄液のセット | |
| JP2025114057A (ja) | 立体造形物の製造方法及び製造装置、並びに造形システム | |
| JP2023129241A (ja) | 積層造形方法 | |
| JP2022146902A (ja) | 造形物の製造方法 | |
| JP2024011494A (ja) | 造形液、及び造形物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20834403 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021529212 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020834403 Country of ref document: EP Effective date: 20220204 |