WO2020262680A1 - プレスブレーキ - Google Patents
プレスブレーキ Download PDFInfo
- Publication number
- WO2020262680A1 WO2020262680A1 PCT/JP2020/025398 JP2020025398W WO2020262680A1 WO 2020262680 A1 WO2020262680 A1 WO 2020262680A1 JP 2020025398 W JP2020025398 W JP 2020025398W WO 2020262680 A1 WO2020262680 A1 WO 2020262680A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- amount
- bending
- work
- bending amount
- punch
- Prior art date
Links
- 238000005452 bending Methods 0.000 claims abstract description 280
- 230000007246 mechanism Effects 0.000 claims abstract description 65
- 238000000034 method Methods 0.000 claims abstract description 53
- 230000008569 process Effects 0.000 claims description 35
- 238000012545 processing Methods 0.000 claims description 20
- 238000003825 pressing Methods 0.000 claims description 13
- 230000032258 transport Effects 0.000 abstract description 22
- 238000005259 measurement Methods 0.000 abstract description 14
- 230000007723 transport mechanism Effects 0.000 abstract description 6
- 238000012937 correction Methods 0.000 description 32
- 238000003754 machining Methods 0.000 description 12
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 230000036544 posture Effects 0.000 description 4
- 238000012546 transfer Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/004—Bending sheet metal along straight lines, e.g. to form simple curves with program control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/006—Bending sheet metal along straight lines, e.g. to form simple curves combined with measuring of bends
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/01—Bending sheet metal along straight lines, e.g. to form simple curves between rams and anvils or abutments
- B21D5/015—Bending sheet metal along straight lines, e.g. to form simple curves between rams and anvils or abutments for making tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/02—Bending sheet metal along straight lines, e.g. to form simple curves on press brakes without making use of clamping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/02—Bending sheet metal along straight lines, e.g. to form simple curves on press brakes without making use of clamping means
- B21D5/0272—Deflection compensating means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/007—Means for maintaining the press table, the press platen or the press ram against tilting or deflection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/14—Control arrangements for mechanically-driven presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/26—Programme control arrangements
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4097—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by using design data to control NC machines, e.g. CAD/CAM
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/26—Measuring arrangements characterised by the use of optical techniques for measuring angles or tapers; for testing the alignment of axes
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36203—Bending of workpiece, also for long slender workpiece
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45143—Press-brake, bending machine
Definitions
- the present invention relates to a press brake that bends a workpiece.
- a press brake which is a bending device
- the relationship between the stroke value and the obtained angle depends on the Young's modulus and the plate thickness of the material of the work, but the Young's modulus varies from the nominal value of the material, and the plate thickness has a nominal value. There is an error from. Therefore, it is difficult to obtain an accurate stroke value unless it is processed once.
- Patent Document 1 does not consider this point, and therefore, the stroke value and the angle obtained by changing the amount of springback itself due to the variation in Young's modulus from the nominal value of the material and the error from the nominal value of the plate thickness. It is difficult to adequately ensure the dimensional accuracy of the entire large product, in particular, without considering the change in the relationship itself.
- the present invention aims to improve the bending accuracy in multi-stage bending.
- the press brake according to one embodiment of the present invention is a press brake that bends a work with a die and a punch, and is arranged with a die that supports the back surface of the work and the die that faces the die.
- a punch that moves relatively vertically and presses the surface of the work, and a crowning mechanism that changes the crowning amount, which is the amount at which the central portion of the die projects upward with respect to both ends in the longitudinal direction of the die.
- a bending amount measuring device for measuring a central bending amount which is a bending amount of the central portion in the width direction of the work and an edge bending amount which is a bending amount of the end portion in the width direction of the work, and a control device are provided.
- the control device acquires the central bending amount and the edge bending amount of the work bent by the die and the punch from the bending amount measuring device, and the shortage of the central bending amount with respect to the target bending amount. And, the crowning amount is corrected according to the difference between the edge bending amount and the shortage with respect to the target bending amount, and the crowning mechanism is driven.
- the press brake having the above configuration, not only the deflection of the die is corrected, but also the Young's modulus variation from the nominal value of the material and the error from the nominal value of the plate thickness depending on the bending amount of the end of the work. Since the crowning amount (and the tilt amount if necessary) is corrected in consideration of the change in the amount of springback, the processing accuracy is improved in the entire processing after the end, regardless of the above error, and as a result, the product as a whole. Dimensional accuracy can be increased.
- the bending accuracy in multi-step bending can be improved.
- FIG. 1A is a front view of the press brake according to the embodiment, and FIG. 1B is a cross-sectional view of the press brake cut along the line IB-IB of FIG. 1A.
- FIG. 2 is a block diagram showing a functional configuration of the press brake.
- FIG. 3 is a graph for explaining the contents stored in the database.
- FIG. 4 is a flowchart showing the control contents executed by the control device.
- FIG. 5 is a schematic diagram illustrating that the correction value to be acquired differs depending on the necessity of bending twice.
- FIG. 6 is a flowchart showing different control contents executed by the control device.
- FIG. 7 is a graph showing the position of the work in the width direction on the horizontal axis and the bending amount after the bending step on the vertical axis. It is a graph for demonstrating the method of acquiring the correction value of the stroke amount and the crowning amount with respect to the insufficient amount of bending amount.
- FIG. 1A is a front view of the press brake 1 according to the embodiment
- FIG. 1B is a cross-sectional view of the press brake 1 cut along the line IB-IB of FIG. 1A
- FIG. 2 is a block diagram showing a functional configuration of the press brake 1 according to the embodiment.
- the press brake 1 shown in FIGS. 1 and 2 is compatible with multi-step bending on a plate-shaped long and wide work 90, and by combining a plurality of such works 90 with multi-step bending.
- a relatively large-diameter cylindrical body such as a skin for an aircraft fuselage can be molded.
- the press brake 1 includes a transport mechanism (conveyor) 2, a die 3, a punch 4, a crowning mechanism (crowning device) 5, a punch support 6, a punch drive mechanism (punch drive) 7, a bending amount measuring instrument 8, and a control.
- the device 9 is provided.
- the transport mechanism 2 intermittently transports the work 90 in the transport direction (work longitudinal direction).
- the specific configuration of the transport mechanism 2 is not particularly limited, and may be configured by a conveyor, a robot having a hand at the tip of the robot arm, or the like.
- the die 3 has a groove portion 13 having a U-shaped or V-shaped cross section in the lateral direction. If necessary, urethane or the like may be arranged between the work 90 and the work 90, or a plate on which the work 90 bottoms out may be arranged.
- the "conveying direction” and the “die longitudinal direction” of the work 90 are both in the horizontal plane and orthogonal to each other.
- the longitudinal direction of the work 90 coincides with the transport direction (see FIG. 1B) and the width direction thereof coincides with the die longitudinal direction at least in the vicinity of the portion supported by the die 3. (See FIG. 1A), it is placed on the press brake 1.
- the punch 4 is positioned so as to face the die 3 in a direction orthogonal to both the transport direction and the die longitudinal direction.
- the facing direction is the "vertical direction", and the punch 4 is arranged above the die 3.
- the above-mentioned groove portion 13 of the die 3 has a groove shape that opens upward as shown in FIG. 1B, and extends in the longitudinal direction of the die at the upper portion of the die 3.
- the cross-sectional shape of the groove portion 13, the transport direction dimension of the opening portion, the depth dimension, and the like can be appropriately selected.
- the punch 4 is supported by the lower part of the punch support portion 6 arranged above the die 3 and faces the die 3 in the vertical direction.
- the punch drive mechanism 7 moves the punch support portion 6 and the punch 4 supported by the punch support portion 6 in the vertical direction relative to the die 3.
- the punch drive mechanism 7 includes a first drive mechanism (first drive device) 7a and a second drive mechanism (second drive device) 7b that are separated from each other in the longitudinal direction of the die.
- the first drive mechanism 7a and the second drive mechanism 7b can be composed of hydraulic cylinders in which rods are arranged in the vertical direction.
- the first drive mechanism 7a and the second drive mechanism 7b are composed of separate hydraulic cylinders, and the stroke amount (rod extension amount) can be adjusted independently of each other.
- the punch support portion 6 and the punch 4 can be translated in the vertical direction while maintaining the posture. Further, by expanding and contracting the first drive mechanism 7a and the second drive mechanism 7b with different stroke amounts, the postures (tilt amount, tilt angle) of the punch support portion 6 and the punch 4 can be arbitrarily changed, and the stroke amount can be changed. Not only can the punches be stroked while being kept parallel in the range, but they can also be tilted to any angle.
- the first drive mechanism 7a and the second drive mechanism 7b are both punch drive mechanisms and tilt mechanisms. is there.
- the die 3 is supported by a crowning mechanism 5, and when the crowning mechanism 5 is driven, the central portion in the longitudinal direction of the die protrudes upward with respect to both ends in the longitudinal direction of the die (hereinafter, "crowning amount CR"). ") Is variable.
- the crowning mechanism 5 is a mechanism for changing the crowning amount CR.
- the configuration is not particularly limited, but in the present embodiment, a known wedge-type crowning mechanism is adopted as an example (see FIG. 1A).
- the crowning mechanism 5 has a lower element 5A and an upper element 5B which are divided into upper and lower parts. Then, sawtooth-shaped engaging portions 14a and 14b having sliding surfaces in contact with each other are formed on the upper surface of the lower element 5A and the lower surface of the upper element 5B, respectively. Further, the inclination angles of the sliding surfaces of the engaging portions 14a and 14b are different for each of the engaging portions 14a and 14b.
- the crowning mechanism 5 includes engaging portions 14a and 14b, a lower element 5A and an upper element 5B including the engaging portions 14a and 14b, and a crowning drive portion 15 for moving the lower element 5A or the upper element 5B in the longitudinal direction of the die.
- the crowning drive unit 15 is composed of a servomotor, a screw mechanism, or a hydraulic cylinder. As described above, the crowning drive unit 15 shown in FIG. 1 is an example. In addition to this, for example, a plurality of hydraulic cylinders that support the die 3 from below are arranged along the longitudinal direction of the die 3, and each of them is arranged. The crowning amount CR may be changed by adjusting the extension dimension of the hydraulic cylinder.
- the bending amount measuring instrument 8 has a sensor for measuring the bending amount of the work 90.
- the bending amount measuring instrument 8 measures the bending amount of the work 90, which is the bending amount of the central portion in the width direction of the work 90, and the bending amount of the end portion of the work 90 in the width direction. ..
- the bending amount measuring instrument 8 has, as the end bending amount, the first end bending amount which is the bending amount of one end in the width direction of the work 90 and the second end bending amount which is the bending amount of the other end in the width direction of the work 90. And measure.
- the bending amount measuring instrument 8 may include only one bending amount in the central portion of the work 90 in the width direction as the central bending amount, or may include a plurality of bending amounts.
- the first center bending amount which is the bending amount on one end side in the width direction with respect to the center in the width direction of the work 90, and the bending amount in the width direction slightly with respect to the center in the width direction of the work 90.
- the second central bending amount which is the bending amount on the other end side, is measured.
- the bending amount measuring instrument 8 measures the bending amount of the work 90 at a plurality of locations in the width direction of the work 90.
- the bending amount measuring instrument 8 includes one sensor and a scanning mechanism (scanning device) that scans the sensor in the longitudinal direction of the die. Then, by scanning a single sensor, the bending amount at a plurality of locations is appropriately measured.
- the bending amount measuring instrument may measure the bending amount at each of a plurality of locations using a plurality of sensors.
- the "bending amount” measured by the bending amount measuring device 8 is a measured value relating to the contour in the longitudinal direction of the work, for example, the radius of curvature of the work 90 and the distance between two points separated in the longitudinal direction (circumferential direction) of the work 90.
- Any index that can quantitatively evaluate the degree of bending given to the work 90 such as the chord length of the work, the arrow height corresponding to the arc between the two points, and the bending angle of the work 90, may be used, in particular. Not limited.
- the sensors constituting the bending amount measuring instrument 8 are arranged on the downstream side in the transport direction with reference to the die 3.
- the sensors may be arranged not only on the downstream side but also on the upstream side in the transport direction, and in the present embodiment, the sensors are arranged on both the downstream side and the upstream side in the transport direction (see FIG. 1B).
- the sensor on the upstream side considers the posture of the work 90 for correction of the sensor on the downstream side, measures the initial bending amount of the work 90, or works in the opposite direction from the downstream side to the upstream side. It is appropriately used when transporting the 90.
- the control device 9 controls the transport mechanism 2, the punch drive mechanism 7, and the crowning mechanism 5.
- the control device 9 has a stroke amount of the punch drive mechanism 7, that is, a pushing amount of the punch 4 with respect to the die 3 or the work 90, and a tilt according to the bending amount measured by the bending amount measuring instrument 8. Correct the amount. Further, the control device 9 corrects the displacement amount of the crowning drive unit 15 of the crowning mechanism 5, that is, the crowning amount CR according to the bending amount measured by the bending amount measuring device 8.
- the stroke amount and tilt amount of the punch drive mechanism 7, that is, the pushing amount of the punch 3, are corrected according to the bending amount as described above, and for example, the end bending amount (the bending amount of the widthwise end portion of the work 90) is particularly adjusted. ) Can be corrected.
- the bending amount measurement position to be referred to at the time of correction may be any on the work 90, and is, for example, the end portion (particularly, the downstream end portion) of the work 90 in the transport direction. Further, the relationship between the pushing amount and the bending amount differs depending on the plate thickness. Therefore, the storage unit 9a stores a database that defines the correspondence relationship between the pushing amount and the bending amount for each plate thickness.
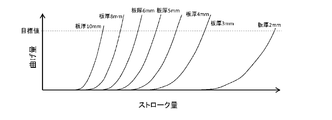
- FIG. 3 is a graph for explaining the contents of the database.
- the larger the pushing amount the larger the bending amount can be obtained.
- the smaller the plate thickness the larger the pushing amount is required due to the difference in springback characteristics due to the difference in plate thickness.
- the above-mentioned tendency must be taken into consideration, but other than that, it is different.
- the plate thickness portions are adjacent to each other, they are affected by the rigidity of the mating portions, so a more complicated study is required to determine the optimum pushing amount. Furthermore, all of the above-mentioned tendencies and degrees of influence differ depending on the Young's modulus of the work.
- the relationship between the bending amount (bending angle) and the pushing amount (stroke amount) having such a tendency is stored in a database for various plate thicknesses and stored in the storage unit 9a. More specifically, a calculation formula or a table for obtaining the bending amount from the pushing amount is prepared in advance for each situation such as Young's modulus, plate thickness, surrounding environment at the time of processing, and work condition. These may be obtained by a test or by a simulation.
- the crowning amount CR is set to a different value according to the pressing load applied to the work 90, but in addition, it is corrected according to the difference between the central bending amount and the average bending amount at both ends.
- the relationship between the crowning amount and the bending amount also differs depending on the plate thickness. Therefore, in the storage unit 9a, as in FIG. 3, a database that defines the correspondence relationship between the bending amount and the crowning amount for each plate thickness is stored.
- FIG. 4 is a flowchart showing a multi-step bending process of the work 90 by the press brake 1 including a process of correcting a stroke amount, a crowning amount, and a tilt amount executed by the control device 9.
- This process includes a bending step (S100), a determination step (S200), a correction step (S300), and a multi-step bending step (S400), which are performed after the work 90 is conveyed to a suitable place.
- the operation of the press brake 1 will be described below.
- the work 90 to be processed is first conveyed to the initial position (S1). Typically, the work 90 is conveyed so that the downstream end in the conveying direction is located directly below the punch 4.
- the stroke amount, tilt amount, and crowning amount of the die 3 of the punch 4 are set to predetermined initial values (S2). For example, as an example of the initial value of the stroke amount (first initial value example), a value that is expected to realize the target bending amount from the cross-sectional dimension of the pressed portion of the work 90 may be used. Further, this stroke amount is set as a pushing amount that prevents the back surface of the work 90 from hitting the groove portion 13 of the die 3.
- the fact that the back surface of the work 90 does not bottom out on the groove 13 of the die 3 means that the back surface of the work 90 does not directly bottom out on the groove 13, for example, on at least a part of the groove 13. It also includes a mode in which urethane or the like is embedded and the back surface of the work 90 is bottom-mounted on the buried portion, and a mode in which the bottom-supporting die is mechanically or elastically deformed.
- the stroke amount (second initial value example)
- the stroke amount that is expected to be about 90% (85% or more and 95% or less, etc.) of the target bending amount may be set as the initial value.
- the bending step (S100) is executed.
- this bending step (S100) the pressing process on the work 90 and the transporting of the work 90 (S3) are alternately repeated until the pressing portion reaches the measurement range by the bending measuring instrument 8 (S4). That is, pressing by the punch 4, conveying the work 90, stopping the conveying, pressing by the punch 4, and so on, the pressing process and the conveying are repeated.
- the bending amount of the work 90 given in the first bending step (S100) is set from the target bending amount finally required for the product. By setting it to be slightly smaller, excessive bending can be prevented. That is, the work 90 is bent to the extent that it is not sufficiently bent compared to the target value.
- the process may be performed only so that the pressed portion on the work 90 reaches the measurement range without processing.
- the determination step (S200) is executed.
- the bending amount applied to the work 90 in the bending step (S100) described above is measured (S5), and then whether or not the measured bending amount matches the target value (target). It is determined whether or not the value is included in the predetermined allowable range set for the value (S6). In this embodiment, the bending amount at four places is measured.
- the bending amount of the first end which is the bending amount of one end in the longitudinal direction of the die
- the bending amount of the second end which is the bending amount of the other end in the longitudinal direction of the die
- the bending amount near one end of the central portion in the longitudinal direction of the die There are four types: the first central bending amount and the second central bending amount, which is the bending amount near the other end of the central portion in the longitudinal direction of the die.
- a shortage amount (difference value) with respect to the target bending amount is also calculated for each of the measured bending amounts.
- the target bending amount is single because it is assumed that a uniform bending amount is given to the work regardless of the plate thickness, the width direction position, or the longitudinal direction position.
- the shortage of the first end bending amount with respect to the target bending amount first end shortage amount
- the shortage of the second end bending amount with respect to the target bending amount second end shortage amount
- the shortage of the amount with respect to the target bending amount (first central shortage amount) and the shortage of the second central bending amount with respect to the target bending amount (second central shortage amount) are calculated.
- the work 90 is pressed with a stroke amount smaller than the stroke amount expected to achieve the target bending amount. Therefore, in this case, in the determination step (S200), the measured value of the bending amount does not fall within the permissible range, and it is determined to be rejected (S6: NO).
- the correction step (S300) is executed.
- one of the two types of processing is selected and executed according to the degree of failure. Specifically, if the degree of failure is relatively light, that is, if the bending amount is such that the pressed portion where the bending amount was measured this time does not need to be re-bent, the first option is A correction value for one-sided bending is acquired in order to process the subsequent portion of the work 90 without bending twice (S8).
- step S6 the degree of failure is relatively heavy, that is, if the pressing portion where the bending amount was measured this time needs to be bent again (bent twice).
- the second option is In order to perform the double bending, the correction value for both bendings (S9) and the transfer to the initial position of the double bending (S10) are performed, and the process from step S3 described above is performed again. The case where it is determined to pass in step S6 will be described later.
- the correction value (S8) for one-sided bending is determined in the correction step (S300) based on the insufficient amount.
- the correction value (S9) for both bendings is acquired.
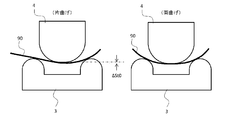
- the difference between the correction value for one-sided bending and the correction value for both-side bending will be described with reference to FIG.
- the left view of FIG. 5 shows a state in which only the downstream side in the transport direction has been processed when viewed from the pressed portion of the punch 4 in the work 90, and the bending process in this state is referred to as “single bending” for convenience. ..
- the processing mode is "one-sided bending”.
- the right figure in FIG. 5 shows a state in which both the downstream side and the upstream side in the transport direction have been processed when viewed from the pressing portion of the punch 4 in the work 90, and the bending process in this state is performed. For convenience, it is referred to as “double bending".
- the machining mode is "double bending".
- the correction value is obtained by referring to different databases corresponding to each, or by offsetting and referring to the same database ( S8, S9).
- control device 9 refers to the database of the storage unit 9a and corrects the stroke amount, crowning amount, and tilt amount according to the measured insufficient bending amount, that is, the first drive mechanism 7a and The difference correction amount of the measured value with respect to the target value of the second drive mechanism 7b is acquired, and the stroke amount, the crowning amount, and the tilt amount are corrected based on this.
- the initial value of the first drive mechanism 7a is corrected according to the amount of the first end shortage
- the initial value of the second drive mechanism 7b is corrected according to the amount of the second end shortage.
- the initial value of the crowning amount is corrected according to the difference between the edge shortage amount and the central shortage amount. If the central shortage is larger than the edge shortage, the initial value of the crowning amount is reduced and corrected. When the central shortage is smaller than the edge shortage, the initial value of the crowning amount is increased and corrected. The larger the difference, the larger the correction amount of the initial value of the crowning amount.
- the bending amount is measured at two points in the center and two points at the ends, but the central shortage amount (or the representative value of the central shortage amount) and the end shortage amount (or the representative value of the end shortage amount) are measured. ) Is not particularly limited.
- the control device 9 derives the average value, the maximum value, or the minimum value of the first central shortage amount and the second central shortage amount as the central shortage amount which is the bending shortage amount of the central portion in the mold direction.
- the control device 9 derives the average value, the maximum value, or the minimum value of the first end shortage amount and the second end shortage amount as the end shortage amount which is the bending shortage amount of the end portion in the mold direction.
- step S7 if it is determined in step S7 that bending twice is necessary (S7: NO), a correction value for both bendings is acquired (S9), and the work 90 is moved to the initial position of bending twice. Transport (S10). That is, the first machining target portion (first row) of the portion to be bent twice in the work 90 is conveyed so as to be located directly below the punch 4. Then, by performing the processing of step S3 and subsequent steps again, the bending is executed twice. As a result, the target bending amount can be more reliably applied to the work 90, and high machining accuracy can be obtained in the partial bending machining.
- step (S100) even after the second bending (second bending step (S100)) is executed, the bending amount is measured again (determination step (S200)), and the pass / fail judgment (S6) is made for the measured value. Is to be done. Therefore, depending on the pass / fail result of the pressed portion after bending twice, if necessary, the processing of step 9 and subsequent steps may be performed again to perform the bending process (S100). On the other hand, if it is expected that sufficient machining accuracy can be ensured by executing the second bending process (S100), the determination step (S200) is omitted after the second bending process (S100), and the next step is performed. You may move to the step.
- step S100 the measured bending amount matches the target value (pass) in step S6 of the determination step (S200). If so (S6: YES), the multi-step bending step (S400) is executed. That is, it is determined whether or not the machining has been completed up to the end of the machining range of the work 90, that is, the final row (S11: NO and S13), and if not (S13: NO), the next machining start position is It is conveyed so as to be located directly below the punch 4 (S14), and the processes after step S3 are performed again. If the processing has been completed up to the final row (S13: YES), the multi-stage bending processing is completed.
- step S6 when it is determined that the bending amount measured in step S6 does not match the target value (failure) (S6: NO) and it is determined that bending is unnecessary twice because the degree is light (S7: YES). ), The correction value for one-sided bending is acquired based on the database (S8).
- the operation shown in FIG. 4 is basically necessary by measuring the bending amount after machining for all the machined parts of the work 90, performing a pass / fail judgment as to whether or not the target value is met, and based on the judgment result. It is to bend twice according to the situation. However, only a part of the work 90 (typically, the downstream end in the transport direction) is subjected to a pass / fail judgment with respect to the measured bending amount after processing, and the remaining bending processing is performed with the correction value obtained from the result. You may do it. That is, as shown in the multi-step bending step (S401) of FIG. 6, when it is determined in step S13 that the processing has not been completed up to the final row of the work 90 (S13: NO), the work 90 is conveyed (S14) and processed. (S15) may be repeated until the processing of the final row is completed.
- the place where the pass / fail judgment is performed is not limited to one place on the work 90, and the pass / fail judgment may be performed at a plurality of places, and the correction value may be acquired each time to correct the stroke amount or the like. For example, if there is a portion where the plate thickness of the work 90 changes along the transport direction, correction is made based on the result of the pass / fail judgment not only at the downstream end portion of the work 90 in the transport direction but also in the vicinity of this change portion. You may go. Alternatively, when the target bending amount of the work 90 changes, a pass / fail judgment based on the changed target bending amount may be additionally performed.
- the bending step (S100) may be performed once on the entire work 90, and then twice on the required portion.
- the determination step (S200) is performed for each location, and the correction value corresponding to the determination portion is acquired according to the determination result.
- the result may be stored in the storage unit 9a.
- FIG. 7 is a graph showing the position of the work 90 in the width direction on the horizontal axis and the bending amount (contour, bending angle) at the time of measurement (S5) on the vertical axis. Note that FIG. 7 illustrates three points of the bending amount of the work 90 at one end, the center, and the other end in the width direction.
- FIG. 8 is a graph for explaining a method of acquiring correction values of the stroke amount and the crowning amount with respect to the insufficient bending amount.
- the insufficient amount of bending increases uniformly in the order of the other end, the center, and one end, and the target bending amount at the other end. Is consistent with.
- the entire posture of the punch support portion 6 is tilted so that one end thereof is closer to the die 3. That is, in this case, the stroke amount of the first drive mechanism 7a on one end side of the punch drive mechanism 7 may be corrected so as to increase, and it is not necessary to correct the crowning amount.
- the graph G1 shown in FIG. 8A shows the relationship between the stroke amount and the bending amount with respect to a predetermined plate thickness, and can be selected from the graphs for each plate thickness shown in FIG.
- the plate thickness reaches the target bending amount R1 by the stroke amount St1 adopted when the previous bending process (S100) is performed. You can choose one.
- FIG. 8A shows that as a result of driving the first drive mechanism 7a with the stroke amount St1, the bending amount R2 less than the target bending amount R1 is achieved at one end of the work 90.
- the stroke amount is shown on the graph G1 until the stroke amount and the bending amount overlap with the points (St1, R2).
- the graph G2 is obtained by shifting the graph G2 in the positive direction of the graph G2.
- the difference value ⁇ St of the stroke amount St2 which is the target bending amount R1, and the above-mentioned stroke amount St1 is acquired.
- the difference value ⁇ St thus obtained can be used as a correction value for the stroke amount of the first drive mechanism 7a.
- the central portion of the die 11 is increased as the crowning amount by the amount corresponding to ⁇ St shown in FIG. 8B. That is, in this case, the correction may be made so as to increase the crowning mechanism 5 (crowning drive unit 15), and it is not necessary to correct the stroke amount of the punch drive mechanism 7.
- the same method as described with reference to FIGS. 8A and 8B described above can be adopted.
- the stroke amount including the crowning amount and the tilt will be described.
- the measured bending amount does not reach the target bending amount at any of one end, the center, and the other end, and further, the other end.
- the shortage amount of the portion is larger than that of one end portion, and the change in the shortage amount is not uniform as in the case of FIG. 7A. That is, in the example of FIG. 7C, the stroke amount is insufficient in the entire width direction, and the tilt amount and crowning amount need to be corrected.
- the stroke amount (including the tilt amount) of the first drive mechanism 7a and the second drive mechanism 7b corresponding to the insufficient portion and the crowning amount of the die 3 may be corrected, respectively. ..
- Each correction value of the stroke amount and the crowning amount may be obtained by the same method as described with reference to FIGS. 8A and 8B based on the respective shortage amounts.
- the bending amount measuring instrument 8 is arranged on the downstream side in the transport direction with reference to the die 3, but the present invention is not limited to this.
- the bending amount measuring instrument 8 may be arranged inside the die immediately below the pressing process.
- the pressing process and the work transfer were performed in the first bending process S100 (S3), but the bending amount measuring instrument 8 is arranged inside the die to measure the bending amount during the pressing process. Therefore, it is not necessary to transport the work for measurement.
- the functions of the elements disclosed herein include general purpose processors, dedicated processors, integrated circuits, ASICs (Application Specific Integrated Circuits), conventional circuits, and / or them, configured or programmed to perform the disclosed functions. It can be performed using a circuit or processing circuit that includes a combination of.
- a processor is considered a processing circuit or circuit because it contains transistors and other circuits.
- a circuit, unit, or means is hardware that performs the listed functions or is programmed to perform the listed functions.
- the hardware may be the hardware disclosed herein, or it may be other known hardware that is programmed or configured to perform the listed functions.
- the circuit, means, or unit is a combination of hardware and software, and the software is used to configure the hardware and / or processor.
- the present invention can be applied to a press brake that bends a workpiece.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
パーシャルベンディング方式での曲げ加工精度の向上を図れるプレスブレーキを提供する。プレスブレーキは、ワークを間欠的に搬送する搬送機構、ダイ、パンチ、クラウニング機構、曲げ量計測器、および、制御装置を備え、制御装置は、ワークの搬送方向の端部をパンチで押圧して曲げ量計測器による計測範囲に入るまで搬送機構によって搬送し、曲げ量計測器によって計測された中央曲げ量と端曲げ量との差分に応じてクラウニング量を補正するように、クラウニング機構を駆動する。
Description
本発明は、ワークに曲げ加工を施すプレスブレーキに関する。
プレスブレーキでワークに多段曲げ加工を行う場合、例えば特許文献1に開示されているように、いわゆるパーシャルベンディング方式(典型的エアーベンディング方式)を用いることが知られている。このパーシャルベンディング方式とは、パンチでワークを押圧する際、ワークをダイの溝に底当てさせずに、ワークの裏面が溝内で浮いた状態としてワークを曲げる方式である。従って、パンチの押込み量を調整することで、ワークに対して任意の曲率を付与することができる。その他の方式として、ボトミング方式やコイニング方式があるが、いずれもパンチによる押込みによってワークがダイの溝に底当てされる。
ところで、折り曲げ加工装置であるプレスブレーキでは、予めパンチのストローク値を決め、そのストローク値で加工することが一般的である。ここで、そのストローク値と得られる角度との関係はワークの材料のヤング率及び板厚などに依存するが、ヤング率には材料の公称値からのバラつきが存在し、板厚にはノミナル値からの誤差が存在する。従って、一度加工してみないと正確なストローク値を得ることが難しい。
また加工中のワークの角度を常にモニタリングして、フィードバックしながら指定の角度でストロークを止める方法もある。しかし、多段曲げ加工では、1回1回の曲げ角度が小さいことから、加工中の角度測定の誤差がストロークに与える影響が大きいという問題もある。特許文献1ではこの点について考慮がなく、そのため、材料の公称値からのヤング率のバラつきや板厚のノミナル値からの誤差によって、スプリングバックする量そのものが変化することでストローク値と得られる角度の関係そのものが変わることを考慮できずに、特に大型の製品全体の寸法精度を好適に確保することが難しい。
そこで本発明は、多段曲げ加工における曲げ加工精度の向上を目的としている。
本発明の一形態に係るプレスブレーキは、ダイ及びパンチによってワークに対して曲げ加工を行うプレスブレーキであって、前記ワークの裏面を支持するダイと、前記ダイに対向して配置され、前記ダイに対して相対的に上下方向に移動し前記ワークの表面を押圧するパンチと、ダイ長手方向において前記ダイの中央部が両端部に対して上方に突出する量であるクラウニング量を変更するクラウニング機構と、前記ワークの幅方向中央部の曲げ量である中央曲げ量と、前記ワークの幅方向端部の曲げ量である端曲げ量とを計測する曲げ量計測器と、制御装置と、を備え、前記制御装置は、前記ダイ及び前記パンチによって曲げ加工が施されたワークの前記中央曲げ量と前記端曲げ量を前記曲げ量計測器から取得し、前記中央曲げ量の目標曲げ量に対する不足分と、前記端曲げ量の目標曲げ量に対する不足分との差分に応じて、クラウニング量を補正して、前記クラウニング機構を駆動させる。
前記構成のプレスブレーキによれば、ダイの撓みを補正するだけでなく、ワークの端部の曲げ量に応じて、材料の公称値からのヤング率のバラつきや、板厚のノミナル値からの誤差による、スプリングバックする量の変化を考慮したクラウニング量(必要に応じてチルト量も)を補正するので、端部以降の加工全体において、上記誤差に寄らず加工精度が高くなり、ひいては製品全体としての寸法精度を高くすることができる。
本発明によれば、多段曲げ加工における曲げ加工精度を向上できる。
以下、図面を参照しながら実施形態について説明する。
図1Aは実施形態に係るプレスブレーキ1の正面図であり、図1Bは図1AのIB-IB線に沿って切断して示すプレスブレーキ1の断面図である。図2は実施形態に係るプレスブレーキ1の機能的な構成を示すブロック図である。
図1および図2に示すプレスブレーキ1は、板状の長尺かつ幅広のワーク90への多段曲げ加工に対応しており、このようなワーク90に多段曲げを施したものを複数組み合わせることで、例えば航空機胴体部分のスキンなどの比較的大径の円筒体を成形できる。
プレスブレーキ1は、搬送機構(搬送装置)2、ダイ3、パンチ4、クラウニング機構(クラウニング装置)5、パンチ支持部6、パンチ駆動機構(パンチ駆動装置)7、曲げ量計測器8、および制御装置9を備える。
搬送機構2は、ワーク90を間欠的に搬送方向(ワーク長手方向)へ搬送する。この搬送機構2の具体的構成は特に限定されず、コンベアや、ロボットアームの先端にハンドを有するロボットなどによって構成してもよい。ダイ3は、その短手方向の断面がU字又はV字などの形状の溝部13を有する。なお、必要に応じてワーク90との間にウレタン等を配してもよく、または、ワーク90が底付きするようなプレートを配してもよい。
図1A,Bに示すプレスブレーキ1では、ワーク90の「搬送方向」と「ダイ長手方向」とは共に水平面内にあり、かつ、互いに直交している。また、本実施の形態において、ワーク90は、少なくともダイ3により支持される箇所付近にて、その長手方向が搬送方向と一致し(図1B参照)、かつ、その幅方向がダイ長手方向と一致するようにして(図1A参照)、プレスブレーキ1に載置される。更に、パンチ4は、ダイ3に対して、搬送方向及びダイ長手方向のいずれにも直交する方向において対向して位置している。本実施の形態では、この対向方向は「上下方向」となっており、パンチ4はダイ3の上方に配置されている。
従って、ダイ3が有する上述の溝部13は、図1Bに示すように上方に向かって開口する溝形状であり、ダイ3の上部にてダイ長手方向へ延在している。なお、溝部13の断面形状、開口部分の搬送方向寸法、及び深さ寸法などは、適宜選択することができる。
パンチ4は、ダイ3の上方に配置されたパンチ支持部6の下部にて支持されており、ダイ3と上下方向に対向している。パンチ駆動機構7は、パンチ支持部6およびこれに支持されたパンチ4を、ダイ3に対して相対的に上下方向に移動させる。パンチ駆動機構7は、ダイ長手方向において互いに離れた第1駆動機構(第1駆動装置)7aおよび第2駆動機構(第2駆動装置)7bを含んでいる。第1駆動機構7aおよび第2駆動機構7bは、一例として、ロッドを上下方向に向けて配置された液圧シリンダで構成することができる。この場合、第1駆動機構7aおよび第2駆動機構7bは、別個の液圧シリンダで構成され、互いに独立してストローク量(ロッド伸長量)を調整できる。
従って、第1駆動機構7aおよび第2駆動機構7bを同一ストローク量だけ伸縮させることにより、パンチ支持部6およびパンチ4を、姿勢を維持したまま上下方向へ平行移動させることができる。また、第1駆動機構7aおよび第2駆動機構7bのストローク量を異ならせて伸縮させることにより、パンチ支持部6およびパンチ4の姿勢(チルト量,チルト角)を任意に変更でき、ストローク量の範囲でパンチ部を平行に維持したままストロークさせるだけでなく、任意の角度に傾斜(チルト)させることができ、第1駆動機構7aおよび第2駆動機構7bはパンチ駆動機構であるとともにチルト機構でもある。
ダイ3は、クラウニング機構5により支持されており、クラウニング機構5が駆動することで、ダイ長手方向の中央部がダイ長手方向の両端部に対して上方に突出する量(以下、「クラウニング量CR」)が可変となっている。
クラウニング機構5は、このクラウニング量CRを変更する機構である。その構成は、特に限定されないが、本実施の形態では一例として、公知の楔方式のクラウニング機構を採用している(図1A参照)。この場合、クラウニング機構5が、上下に分けられた下部要素5Aと上部要素5Bとを有している。そして、下部要素5Aの上面および上部要素5Bの下面のそれぞれに、互いに接する摺動面を有する鋸歯状の係合部14a,14bが形成されている。また、係合部14a,14bの各摺動面は、係合部14a,14bごとに傾斜角度が異なる。
このような下部要素5Aおよび上部要素5Bを、互いの相対位置がダイ長手方向にズレるように変位させると、係合部14a,14bにおける楔作用及び摺動面の傾斜角度の相違により、上部要素5Bを下部要素5Aに対して部分的に上下方向に変位させることができ、これによりクラウニング量CRを変えることができる。クラウニング機構5には、係合部14a,14bおよびこれを備える下部要素5Aおよび上部要素5Bのほか、下部要素5Aまたは上部要素5Bをダイ長手方向に移動させるクラウニング駆動部15も含まれる。クラウニング駆動部15は、一例として、サーボモータとねじ機構、あるいは液圧シリンダで構成される。なお、上述したように図1に示したクラウニング駆動部15は一例であり、この他にも例えば、ダイ3を下方から支持する複数の油圧シリンダをダイ3の長手方向に沿って配置し、各油圧シリンダの伸長寸法を調整することで、クラウニング量CRを変更する構成としてもよい。
曲げ量計測器8は、ワーク90の曲げ量を計測するセンサを有している。曲げ量計測器8は、ワーク90の曲げ量として、ワーク90の幅方向中央部の曲げ量である中央曲げ量と、ワーク90の幅方向端部の曲げ量である端曲げ量とを計測する。曲げ量計測器8は、この端曲げ量として、ワーク90の幅方向一端部の曲げ量である第1端曲げ量と、ワーク90の幅方向他端部の曲げ量である第2端曲げ量とを計測する。なお、曲げ量計測器8は、中央曲げ量として、ワーク90の幅方向中央部における1個所のみの曲げ量であってもよいし、複数個所の曲げ量を含んでいてもよい。本実施の形態では後者の例として、ワーク90の幅方向中央に対して僅かに幅方向一端側の曲げ量である第1中央曲げ量と、ワーク90の幅方向中央に対して僅かに幅方向他端側の曲げ量である第2中央曲げ量とを計測する。
このように、曲げ量計測器8は、ワーク90の幅方向の複数個所で、ワーク90の曲げ量を計測する。曲げ量計測器8は、一つのセンサと、センサをダイ長手方向に走査する走査機構(走査装置)とで構成される。そして単一のセンサが走査されることで適宜複数個所の曲げ量を計測される。なお、曲げ量計測器は、複数のセンサを用いて複数箇所それぞれの曲げ量を計測してもよい。
曲げ量計測器8で計測される「曲げ量」は、ワークの長手方向のコンターに関する測定値であり、例えばワーク90の曲率半径、ワーク90の長手方向(円周方向)に離れた2点間の弦長、同2点間円弧に対応する矢高、ワーク90の曲げ角度のように、ワーク90に付与される曲げの程度を定量評価可能な指標であればどのようなものでもよく、特には限定されない。
一例として、曲げ量計測器8を構成するセンサは、ダイ3を基準にして、搬送方向下流側に配置される。下流側に加えて搬送方向上流側にも配置されていてもよく、本実施の形態では搬送方向の下流側および上流側のいずれにもセンサを配置している(図1B参照)。この場合、上流側のセンサは、下流側のセンサの補正用としてワーク90の姿勢を考慮するとき、ワーク90の初期の曲がり量を計測するとき、あるいは、逆向きに下流側から上流側にワーク90を搬送するときなどに、適宜使われる。
制御装置9は、搬送機構2、パンチ駆動機構7およびクラウニング機構5を制御する。本実施形態では特に、制御装置9は、曲げ量計測器8で計測される曲げ量に応じて、パンチ駆動機構7のストローク量、すなわち、パンチ4のダイ3またはワーク90に対する押込み量、ならびにチルト量を補正する。また、制御装置9は、曲げ量計測器8で計測される曲げ量に応じて、クラウニング機構5のクラウニング駆動部15の変位量、すなわち、クラウニング量CRを補正する。
パンチ駆動機構7のストローク量ならびにチルト量、すなわち、パンチ3の押込み量は、上述したように曲げ量に応じて補正されるが、例えば特に端曲げ量(ワーク90の幅方向端部の曲げ量)に応じて補正することができる。なお、補正に際して参照すべき曲げ量の計測位置はワーク90上の何れであってもよいが、例えば、ワーク90の搬送方向の端部(特に、下流側端部)である。また、押込み量と曲げ量との関係は板厚に応じて異なっている。そこで、記憶部9aには、板厚ごとに押込み量に対する曲げ量の対応関係を規定したデータベースが格納されている。
図3は、データベースの内容を説明するためのグラフである。図3に示すように、ある板厚のワークに曲げ加工を施すにあたっては、押し込み量が大きければ大きいほど、大きな曲げ量が得られる。一方、板厚が異なるワークに曲げ加工を施すにあたっては、板厚の違いによるスプリングバック特性の相違に起因して、板厚が小さければ小さいほど、大きな押込み量を必要とする。さらに、部分的に板厚が異なるワーク(板厚が一様でないワーク)に一様の曲げ量を付与するよう曲げ加工を施すにあたっては、上述の傾向を考慮しなければならないが、その他、異なる板厚部分が隣り合うところでは互いに相手側部分の剛性の影響を受けるため、最適な押し込み量を決定するにはさらに複雑な検討が必要となる。さらに、上述した傾向や影響の度合いはいずれも、ワークのヤング率により異なる。このような傾向を有する、曲げ量(曲げ角度)と押込み量(ストローク量)との関係が様々の板厚についてデータベース化され、記憶部9aに記憶されている。より具体的には、ヤング率、板厚、および、加工時の周囲の環境やワークのコンディションなどの状況ごとに、押込み量から曲げ量を求める演算式もしくはテーブルが予め準備される。これらは、試験により求めてもよいし、シミュレーションにより求めてもよい。
また、クラウニング量CRは、ワーク90へ付与する押圧荷重に応じて異なる値に定められるが、それに加え、中央曲げ量と両端の曲げ量平均値との差分に応じて補正される。そして、クラウニング量と曲げ量との関係についても、板厚に応じて異なっている。そこで記憶部9aには、図3と同様にして、板厚ごとにクラウニング量に対する曲げ量の対応関係を規定したデータベースが格納されている。
図4は、制御装置9により実行されるストローク量、クラウニング量、およびチルト量を補正する処理を含む、プレスブレーキ1によるワーク90の多段曲げ加工を示すフローチャートである。この処理は、ワーク90を適所に搬送した後に行われる、曲げ工程(S100)、判定工程(S200)、補正工程(S300)、および、多段曲げ工程(S400)を備える。以下、プレスブレーキ1の動作について説明する。
図4に示すように、ワーク90の多段曲げ加工では、はじめに、加工対象のワーク90を初期位置に搬送する(S1)。典型的には、ワーク90の搬送方向の下流側端部がパンチ4の直下に位置するように搬送する。また、これと合わせて、あるいはこれと前後して、パンチ4のストローク量、チルト量、及び、ダイ3のクラウニング量を、所定の初期値に設定する(S2)。例えば、ストローク量の初期値の例(第1初期値例)としては、ワーク90の押圧箇所の断面寸法から目標の曲げ量を実現し得ると予想される値を用いればよい。また、このストローク量は、ワーク90の裏面をダイ3の溝部13に底当てさせない押込み量として設定される。ここで、ワーク90の裏面がダイ3の溝部13に底当てしないとは、ワーク90の裏面が溝部13に直接的に底当てしない態様を意味しており、例えば、溝部13の少なくとも一部にウレタン等を埋設してこの埋設部分にワーク90の裏面が底当てする態様や、底当てダイがメカニカルあるいは弾性的に変形するような態様も含まれる。
なお、ワーク90の搬送方向の端部に対する曲げ加工においては、想定よりもヤング率が大きかったり板厚が厚かったりした場合には過剰な曲げとなってしまう。そこで、これを見越して、ストローク量の初期値の例(第2初期値例)としては、目標の曲げ量を実現し得ると予想される値よりもわずかに小さい値に設定しておいてもよい。たとえば、目標の曲げ量の90%前後(85%以上95%以下、など)の曲げ量になると予想されるようなストローク量を初期値に設定してもよい。
次に、曲げ工程(S100)が実行される。この曲げ工程(S100)では、ワーク90に対する押圧加工及びワーク90の搬送(S3)が、押圧個所が曲げ計測器8による計測範囲に到達するまで(S4)、交互に繰り返し行われる。即ち、パンチ4による押圧、ワーク90の搬送、搬送の停止、そしてパンチ4による押圧、というように、押圧加工及び搬送が繰り返される。なお、上述の第2初期値例のように、ストローク量の初期値として、最初の曲げ工程(S100)で付与されるワーク90の曲げ量を、最終的に製品に求められる目標の曲げ量よりもわずかに小さくなるように設定することで、過剰な曲げを防止できる。すなわち、ワーク90は、目標値に比べて曲げ足りない程度に曲げ加工されることになる。
なお、最初の曲げ工程(S100)では、ワーク90上の押圧個所が計測範囲に到達するまで加工及び搬送(S3)を繰り返すことは必須ではない。例えば、ワーク90に対する加工及び搬送(S3)を所定回数だけ繰り返した後は、加工はせずに、ワーク90上の押圧個所が計測範囲に到達するよう搬送のみを行うようにしてもよい。
このようにしてワーク90の押圧個所が計測範囲に到達すると、判定工程(S200)が実行される。この判定工程(S200)では、上述した曲げ工程(S100)でワーク90に付与された曲げ量を計測し(S5)、続いて、計測された曲げ量が目標値に合致するか否か(目標値に対して設定される所定の許容範囲に含まれるか否か)の合否を判定する(S6)。本実施形態では、4か所の曲げ量が計測される。具体的には、ダイ長手方向一端部の曲げ量である第1端曲げ量、ダイ長手方向他端部の曲げ量である第2端曲げ量、ダイ長手方向中央部一端寄りの曲げ量である第1中央曲げ量、ダイ長手方向中央部他端寄りの曲げ量である第2中央曲げ量の4つである。
曲げ量の計測(S5)では、更に、計測された曲げ量それぞれについて、目標曲げ量に対する不足量(差分値)も算出される。本実施形態では、一例として、ワーク90から円筒体の少なくとも一部を成形することを想定している。換言すると、板厚、幅方向位置、あるいは長手方向位置によらず、ワークに一様の曲げ量を付与することを想定しているので、目標曲げ量は単一である。そして本実施形態では、第1端曲げ量の目標曲げ量に対する不足分(第1端不足量)、第2端曲げ量の目標曲げ量に対する不足分(第2端不足量)、第1中央曲げ量の目標曲げ量に対する不足分(第1中央不足量)、第2中央曲げ量の目標曲げ量に対する不足分(第2中央不足量)が算出される。
本実施の形態では、上述したように最初の曲げ工程(S100)において、目標曲げ量を実現し得ると予想されるストローク量より小さいストローク量によりワーク90を押圧する。従って、この場合、判定工程(S200)では曲げ量の計測値は許容範囲に入らず、不合格と判定される(S6:NO)。
不合格と判定された場合は、補正工程(S300)が実行される。補正工程(S300)では、不合格の程度に応じて2通りの処理のうち何れかを選択して実行する。具体的には、不合格の程度が比較的軽い場合、すなわち、今回曲げ量を計測した押圧個所をもう一度曲げなおしする必要はないという程度の曲げ量であった場合は、第1の選択肢として、2度曲げをせずワーク90の後続箇所の加工をすべく、片曲げ用の補正値を取得する(S8)。一方、不合格の程度が比較的重い場合、すなわち、今回曲げ量を計測した押圧個所をもう一度曲げなおし(2度曲げ)する必要がある程度の曲げ量であった場合は、第2の選択肢として、2度曲げをすべく、両曲げ用の補正値の取得(S9)、及び、2度曲げの初期位置への搬送(S10)を行い、再び上述のステップS3からの処理を行う。なお、ステップS6にて合格と判定された場合については後述する。
このように、判定工程(S200)のステップS6にて曲げ量に不足あり(不合格)と判定されると、その不足量に基づき、補正工程(S300)にて片曲げ用の補正値(S8)又は両曲げ用の補正値(S9)が取得される。ここで、片曲げ用の補正値及び両曲げ用の補正値の違いについて、図5を参照して説明する。
図5のうち左図は、ワーク90におけるパンチ4の押圧個所から見て、搬送方向下流側のみが加工済みになっている状態であり、この状態での曲げ加工を便宜上「片曲げ」と称する。ワーク90の未加工箇所を、搬送方向に沿って順次加工する場合、その加工態様は「片曲げ」となる。一方、図5のうち右図は、ワーク90におけるパンチ4の押圧個所から見て、搬送方向下流側及び上流側のいずれもが加工済みになっている状態であり、この状態での曲げ加工を便宜上「両曲げ」と称する。ワーク90において既に一度加工された箇所を2度曲げする場合、その加工態様は「両曲げ」となる。
このような片曲げと両曲げとでは、曲げ加工後に計測された曲げ量が同じでも、加工時のパンチ4のストローク量は図5中のΔSt0に示す分だけの差分がある。従って、次に行う加工が片曲げであるか両曲げであるかに応じて、それぞれに対応する異なるデータベースを参照するか、あるいは同じデータベースをオフセットして参照することで、補正値を取得する(S8,S9)。いずれにせよ、制御装置9は、記憶部9aのデータベースを参照して、計測された曲げ量の不足量に応じてストローク量、クラウニング量、及びチルト量の補正量、すなわち第1駆動機構7a及び第2駆動機構7bの目標値に対する計測値の差分補正量を取得し、これに基づいてストローク量、クラウニング量、及びチルト量の補正を行う。
一例として、第1端不足量に応じて第1駆動機構7aの初期値が補正され、第2端不足量に応じて第2駆動機構7bの初期値が補正される。また、端不足量と中央不足量との差に応じて、クラウニング量の初期値が補正される。中央不足量が端不足量に対して大きい場合にはクラウニング量の初期値が減少補正される。中央不足量が端不足量に対して小さい場合にはクラウニング量の初期値が増加補正される。差分が大きいほどクラウニング量の初期値の補正量が大きくなる。
なお、本実施形態では、中央2点、端2点で曲げ量を計測しているが、中央不足量(又は、中央不足量の代表値)および端不足量(又は、端不足量の代表値)の導出方法は特に限定されない。一例として、制御装置9は、第1中央不足量と第2中央不足量の平均値、最大値あるいは最小値を、金型方向中央部の曲げ不足量である中央不足量として導出する。制御装置9は、第1端不足量と第2端不足量の平均値、最大値あるいは最小値を、金型方向端部の曲げ不足量である端不足量として導出する。
図4のフローチャートに戻り、ステップS7で2度曲げが必要(S7:NO)と判断された場合は、両曲げ用の補正値を取得し(S9)、2度曲げの初期位置へワーク90を搬送する(S10)。すなわち、ワーク90において2度曲げを施す部分のうち最初の加工対象箇所(1列目)がパンチ4の直下に位置するように搬送する。そして、再びステップS3以降の処理をすることで、2度曲げが実行される。これにより、ワーク90に対して目標曲げ量をより確実に付与でき、パーシャルベンディング加工において高い加工精度が得られる。
なお、図4のフローチャートでは、2度曲げ(2度目の曲げ工程(S100))を実行した後も、再び曲げ量を計測し(判定工程(S200))、その計測値について合否判定(S6)を行うこととしている。従って、2度曲げを行った後の押圧個所の合否の結果に応じて、必要であればもう一度ステップ9以降の処理を行って曲げ加工(S100)を実施してもよい。一方、2度目の曲げ加工(S100)を実行することで十分な加工精度を確保できると見込まれる場合は、2度目の曲げ加工(S100)の後では判定工程(S200)を省略し、次のステップへ移行してもよい。
次に、1度の曲げ加工(S100)の結果(つまり、2度曲げすることなく)、判定工程(S200)のステップS6において、計測された曲げ量が目標値に合致する(合格)と判定された場合(S6:YES)、多段曲げ工程(S400)を実行する。すなわち、ワーク90の加工範囲の最後、つまり最終列まで加工が済んだか否かを判断し(S11:NO,且つ,S13)、済んでいない場合は(S13:NO)、次の加工開始位置がパンチ4の直下に位置するよう搬送し(S14)、再びステップS3以降の処理を行う。最終列まで加工が済んでいる場合は(S13:YES)、多段曲げ加工を終了する。
一方、2度曲げした後の計測結果で合格と判定された場合は(S6:YES)、パンチ4の補正値として両曲げ用が設定されている状態であるので、片曲げ用の補正値を取得し直す(S11:YES,且つ,S12)。その後は上述と同様に、多段曲げ工程(S400)として、ステップS13以降の処理を実行し、ワーク90の最終列まで加工が済めば多段曲げ加工を終了する。
また、ステップS6で計測された曲げ量が目標値に合致しない(不合格)と判定され(S6:NO)、かつ、程度が軽いために2度曲げ不要と判定された場合は(S7:YES)、データベースに基づいて片曲げ用の補正値を取得する(S8)。その後は上述と同様に、多段曲げ工程(S400)として、ステップS13以降の処理を実行し、ワーク90の最終列まで加工が済めば多段曲げ加工を終了する。
ところで、図4に示した動作は、基本的にワーク90の全ての加工箇所について加工後の曲げ量を計測し、目標値に合致するか否かの合否判定を行うと共に、判定結果に基づき必要に応じて2度曲げを行うというものである。しかし、ワーク90の一部(典型的には、搬送方向の下流側端部)についてのみ、加工後の計測曲げ量に対する合否判定を行い、その結果から得た補正値で、残りの曲げ加工を行うこととしてもよい。すなわち、図6の多段曲げ工程(S401)に示すように、ステップS13においてワーク90の最終列まで加工が済んでいないと判断した場合は(S13:NO)、ワーク90の搬送(S14)と加工(S15)とを最終列の加工が済むまで繰り返すこととしてもよい。
また、合否判定を行う箇所はワーク90上の一つの個所に限られず、複数個所において合否判定を行い、その都度補正値を取得してストローク量等の補正を行うこととしてもよい。例えば、ワーク90の板厚が搬送方向に沿って変化する部分がある場合には、ワーク90の搬送方向の下流側端部の他、この変化部分付近においても、合否判定の結果に基づき補正を行ってもよい。あるいは、ワーク90の目標曲げ量が変化する場合は、変化後の目標曲げ量を基準とする合否判定を追加的に行うこととしてもよい。
更に、ワーク90の全体に対して一度曲げ工程(S100)を行い、その後に必要個所に対して2度曲げを行うようにしてもよい。この場合、ワーク90の全体に曲げ工程(S100)を行っている間に、個所ごとに判定工程(S200)を行い、判定結果に応じて判定箇所に対応する補正値を取得しておき、その結果を記憶部9aに記憶しておけばよい。
次に、図7及び図8を参照して、チルトを含むストローク量及びクラウニング量の補正について、より具体的に説明する。図7は、ワーク90の幅方向の位置を横軸に表し、計測時(S5)における曲げ量(コンター,曲げ角度)を縦軸に表したグラフである。なお、図7では、ワーク90の曲げ量に関して、幅方向の一端部、中央、他端部の3点を図示している。図8は、曲げ量の不足量に対してストローク量及びクラウニング量の補正値を取得する方法を説明するためのグラフである。
図7Aに示す例では、目標曲げ量と計測曲げ量とを比べると、他端部、中央、一端部の順に、曲げ量の不足量が一律に増加しており、他端部では目標曲げ量に一致している。このような場合は、パンチ支持部6を、その一端部がよりダイ3へ近づくように全体の姿勢を傾斜(チルト)させる。つまりこの場合は、パンチ駆動機構7のうち一端部側にある第1駆動機構7aのストローク量を増加させるように補正すればよく、クラウニング量を補正する必要はない。
次に、クラウニング量の補正の具体例について説明する。図8Aに示すグラフG1は、所定の板厚に関するストローク量と曲げ量との関係を示しており、図3に示した各板厚についてのグラフの中から選択することができる。グラフの選択においては、例えば、ストローク量の補正対象である第1駆動機構7aについて、先の曲げ加工(S100)を行ったときに採用されたストローク量St1により、目標曲げ量R1に達する板厚のものを選択することができる。
図8Aでは、第1駆動機構7aをストローク量St1で駆動した結果、ワーク90の一端部では目標曲げ量R1未満の曲げ量R2が達成されていることを示している。このように、計測曲げ量R2が目標曲げ量R1に対して不足する場合、図8Bに示すように、グラフG1を、ストローク量及び曲げ量が(St1,R2)の点と重なるまで、ストローク量の正方向へ凡そ平行にシフトさせてグラフG2とする。そして、このグラフG2上において目標曲げ量R1となるストローク量St2と、上述のストローク量St1との差分値ΔStを取得する。このようにして求めた差分値ΔStを、第1駆動機構7aのストローク量の補正値とすることができる。
図7Bに示す例では、目標曲げ量と計測曲げ量とを比べると、一端部および他端部については計測曲げ量が目標曲げ量に到達しているが、中央については不足が生じている。このような場合は、図8Bに示すΔStに相当する量を、クラウニング量としてダイ11中央部を増加させる。つまりこの場合は、クラウニング機構5(クラウニング駆動部15)を増加させるように補正すればよく、パンチ駆動機構7のストローク量を補正する必要はない。なお、クラウニング量の補正値の求め方は、一例として、上述した図8A,8Bにより説明したのと同様の方法を採用することができる。
次に、クラウニング量及びチルトを含むストローク量の補正の具体例について説明する。図7Cに示す例では、目標曲げ量と計測曲げ量とを比べると、一端部、中央、及び他端部の何れにおいても計測曲げ量が目標曲げ量に到達しておらず、さらに、他端部は一端部よりも不足量が大きく、かつ、図7Aの場合のようには不足量の変化が一律ではない。つまり、図7Cの例は、幅方向の全体においてストローク量が不足しており、かつ、チルト量及びクラウニング量の補正も必要な状態である。従って、このような場合は、不足が生じている部分に対応する第1駆動機構7a及び第2駆動機構7bのストローク量(チルト量を含む)とダイ3のクラウニング量とをそれぞれ補正すればよい。ストローク量およびクラウニング量の各補正値は、それぞれの不足量に基づいて図8A,8Bにより説明したのと同様の方法によって求めればよい。
本実施の形態において、曲げ量計測器8はダイ3を基準にして搬送方向下流側に配置されたがこれに限られない。曲げ量計測器8は、押圧加工が行われる直下であるダイ内部に配置されてもよい。例えば図4のフローチャートでは、最初の曲げ加工S100において押圧加工及びワークの搬送が行われたが(S3)、ダイ内部に曲げ量計測器8が配置されることにより、押圧加工時に曲げ量を計測することができるので、計測のためにワークを搬送する必要がない。
本明細書で開示する要素の機能は、開示された機能を実行するよう構成またはプログラムされた汎用プロセッサ、専用プロセッサ、集積回路、ASIC(Application Specific Integrated Circuits)、従来の回路、および/または、それらの組み合わせ、を含む回路または処理回路を使用して実行できる。プロセッサは、トランジスタやその他の回路を含むため、処理回路または回路と見なされる。本開示において、回路、ユニット、または手段は、列挙された機能を実行するハードウェアであるか、または、列挙された機能を実行するようにプログラムされたハードウェアである。ハードウェアは、本明細書に開示されているハードウェアであってもよいし、あるいは、列挙された機能を実行するようにプログラムまたは構成されているその他の既知のハードウェアであってもよい。ハードウェアが回路の一種と考えられるプロセッサである場合、回路、手段、またはユニットはハードウェアとソフトウェアの組み合わせであり、ソフトウェアはハードウェアおよび/またはプロセッサの構成に使用される。
これまで実施形態について説明したが、上記構成は一例であり、本発明の範囲内で適宜変更、削除および/または追加することができる。
本発明は、ワークに曲げ加工を施すプレスブレーキに適用することができる。
1 プレスブレーキ
2 搬送機構
3 ダイ
4 パンチ
5 クラウニング機構
6 パンチ支持部
7 パンチ駆動機構
8 曲げ量計測器
9 制御装置
2 搬送機構
3 ダイ
4 パンチ
5 クラウニング機構
6 パンチ支持部
7 パンチ駆動機構
8 曲げ量計測器
9 制御装置
Claims (7)
- ダイ及びパンチによってワークに対して曲げ加工を行うプレスブレーキであって、
前記ワークの裏面を支持するダイと、
前記ダイに対向して配置され、前記ダイに対して相対的に上下方向に移動し前記ワークの表面を押圧するパンチと、
ダイ長手方向において前記ダイの中央部が両端部に対して上方に突出する量であるクラウニング量を変更するクラウニング機構と、
前記ワークの幅方向中央部の曲げ量である中央曲げ量と、前記ワークの幅方向端部の曲げ量である端曲げ量とを計測する曲げ量計測器と、
制御装置と、を備え、
前記制御装置は、
前記ダイ及び前記パンチによって曲げ加工が施されたワークの前記中央曲げ量と前記端曲げ量を前記曲げ量計測器から取得し、
前記中央曲げ量の目標曲げ量に対する不足分と、前記端曲げ量の目標曲げ量に対する不足分との差分に応じて、クラウニング量を補正して、前記クラウニング機構を駆動させる、プレスブレーキ。 - 前記ダイの全体又は前記パンチの全体の傾斜角度に関するチルト量を変更するチルト機構を更に備え、
前記制御装置は、
前記ダイ及び前記パンチによって曲げ加工が施されたワークの両端それぞれの端曲げ量を前記曲げ量計測器から取得し、
前記各端曲げ量の目標曲げ量に対する不足分の差分に応じて、チルト量を補正して前記チルト機構を駆動させる、請求項1に記載のプレスブレーキ。 - 前記制御装置は、
前記ダイ及び前記パンチによって曲げ加工が施されたワークの端曲げ量を前記曲げ量計測器から取得し、
前記端曲げ量の目標曲げ量に対する不足分に応じて、前記パンチによるワークに対する押込み量を補正して前記パンチを駆動させる、請求項1又は2に記載のプレスブレーキ。 - ダイ長手方向の一端部のパンチを上下方向に駆動させる第1駆動機構と、ダイ長手方向の他端部のパンチを上下方向に駆動させる第2駆動機構とを含むパンチ駆動機構を更に備え、
前記制御装置は、
前記ダイ及び前記パンチによって曲げ加工が施されたワークの幅方向一端部の曲げ量である第1端曲げ量と、前記ワークの幅方向他端部の曲げ量である第2端曲げ量とを前記曲げ量計測器から取得し、
前記第1端曲げ量の目標曲げ量に対する不足分に応じて前記第1駆動機構の動作量を決定し、
前記第2端曲げ量の目標曲げ量に対する不足分に応じて前記第2駆動機構の動作量を決定する、請求項1~3の何れかに記載のプレスブレーキ。
- ダイと、前記ダイに対向して配置され、前記ダイに対して相対的に上下方向に移動し前記ワークの表面を押圧するパンチと、ダイ長手方向において前記ダイの中央部が両端部に対して上方に突出する量であるクラウニング量を変更するクラウニング機構と、を備えたプレスブレーキの制御方法であって、
ワークをパンチで押圧して曲げ加工を行う工程と、
押圧された前記ワークを搬送する工程と、
押圧された前記ワークについて、前記パンチによる、ワークの幅方向中央部の曲げ量である中央曲げ量及び前記ワークの幅方向端部の曲げ量である端曲げ量を取得する工程と、
前記中央曲げ量の目標曲げ量に対する不足分と、前記端曲げ量の目標曲げ量に対する不足分との差分に応じて、クラウニング量を補正する工程と、
曲げ加工位置まで前記ワークを再搬送し、補正された前記クラウニング量に基づいてクラウニング機構を駆動させるとともに、前記ワークをパンチで押圧して再曲げ加工を行う工程と、
を備える、プレスブレーキの制御方法。 - 前記ダイの全体又は前記パンチの全体の傾斜角度に関するチルト量を変更するチルト機構を更に備えるプレスブレーキの制御方法であって、
さらに、前記ワークの両端部の各前記端曲げ量の目標曲げ量に対する不足分に応じて、チルト量を補正する工程を備え、
前記再曲げ加工工程は、
さらに、補正された前記チルト量に基づいてチルト機構を駆動させるとともに、前記ワークの両端部の各前記端曲げ量の目標曲げ量に対する不足分に応じて、前記ワークをパンチで押圧して再曲げ加工を行う、請求項5に記載のプレスブレーキの制御方法。 - 前記再曲げ加工工程は、
さらに、前記端曲げ量の目標曲げ量に対する不足分に応じて、前記パンチによるワークに対する押込み量を補正して前記パンチを駆動させる、請求項5に記載のプレスブレーキの制御方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021528287A JP7228041B2 (ja) | 2019-06-28 | 2020-06-26 | プレスブレーキ |
| EP20831598.6A EP3991867B1 (en) | 2019-06-28 | 2020-06-26 | Press brake |
| US17/563,078 US20220118496A1 (en) | 2019-06-28 | 2021-12-28 | Press brake |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019122091 | 2019-06-28 | ||
| JP2019-122091 | 2019-06-28 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/563,078 Continuation US20220118496A1 (en) | 2019-06-28 | 2021-12-28 | Press brake |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020262680A1 true WO2020262680A1 (ja) | 2020-12-30 |
Family
ID=74060396
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/025398 WO2020262680A1 (ja) | 2019-06-28 | 2020-06-26 | プレスブレーキ |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20220118496A1 (ja) |
| EP (1) | EP3991867B1 (ja) |
| JP (1) | JP7228041B2 (ja) |
| WO (1) | WO2020262680A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116625212B (zh) * | 2023-07-24 | 2023-09-19 | 江苏协和电子股份有限公司 | 一种新型pcb板检测设备及检测方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3394141B2 (ja) * | 1996-10-29 | 2003-04-07 | 株式会社小松製作所 | 曲げ角度補正方法およびそれを用いるプレスブレーキ |
| JP2012206136A (ja) * | 2011-03-29 | 2012-10-25 | Amada Co Ltd | プレスブレーキおよびワークの曲げ加工方法 |
| JP2016059935A (ja) | 2014-09-17 | 2016-04-25 | 株式会社アマダホールディングス | プレスブレーキ及び多段曲げ加工方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2510179B2 (ja) * | 1987-01-14 | 1996-06-26 | 株式会社 アマダ | 折曲加工機械 |
| US5062283A (en) * | 1988-07-19 | 1991-11-05 | Yamazaki Mazak Kabushiki Kaisha | Press brake and a workpiece measuring method in the press brake |
| JP3431049B2 (ja) * | 1995-04-27 | 2003-07-28 | 株式会社小松製作所 | 曲げ加工機 |
| US6192732B1 (en) * | 1996-10-03 | 2001-02-27 | Komatsu Ltd. | Bending method and bending apparatus for bending machine |
| FI20125492L (fi) * | 2012-05-07 | 2013-11-08 | Aliko Oy Ltd | Menetelmä työkappaleen mittaamiseksi särmäyksessä, mittauslaite, mittauskelkka sekä särmäyspuristin |
| AT513279B1 (de) * | 2012-11-08 | 2014-03-15 | Trumpf Maschinen Austria Gmbh | Messeinrichtung und Messverfahren zum Messen der Dicke eines plattenförmigen Gegenstands sowie Biegemaschine |
| JP2022515792A (ja) * | 2019-01-15 | 2022-02-22 | デハルデ・ゲーエムベーハー | シート状のワークピースの形状を変化させるための方法および構成 |
| US11565295B2 (en) * | 2019-09-20 | 2023-01-31 | Accurpress America Inc. | Angle measurement system |
-
2020
- 2020-06-26 JP JP2021528287A patent/JP7228041B2/ja active Active
- 2020-06-26 EP EP20831598.6A patent/EP3991867B1/en active Active
- 2020-06-26 WO PCT/JP2020/025398 patent/WO2020262680A1/ja active Application Filing
-
2021
- 2021-12-28 US US17/563,078 patent/US20220118496A1/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3394141B2 (ja) * | 1996-10-29 | 2003-04-07 | 株式会社小松製作所 | 曲げ角度補正方法およびそれを用いるプレスブレーキ |
| JP2012206136A (ja) * | 2011-03-29 | 2012-10-25 | Amada Co Ltd | プレスブレーキおよびワークの曲げ加工方法 |
| JP2016059935A (ja) | 2014-09-17 | 2016-04-25 | 株式会社アマダホールディングス | プレスブレーキ及び多段曲げ加工方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3991867A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3991867A4 (en) | 2023-08-02 |
| EP3991867B1 (en) | 2024-09-11 |
| JPWO2020262680A1 (ja) | 2020-12-30 |
| EP3991867A1 (en) | 2022-05-04 |
| JP7228041B2 (ja) | 2023-02-22 |
| US20220118496A1 (en) | 2022-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100390017B1 (ko) | 프레스브레이크의절곡가공방법및그방법에서사용하는프레스브레이크 | |
| US11565295B2 (en) | Angle measurement system | |
| EP0282493A1 (en) | ADAPTIVE CONTROL SYSTEM FOR HYDRAULIC PRESS BRAKE. | |
| WO2020262680A1 (ja) | プレスブレーキ | |
| WO2006054596A1 (ja) | 曲げ加工方法、曲げ加工方法に使用する金型及び折曲げ加工機 | |
| JP6512191B2 (ja) | 金型の設計方法およびプレス成形品の製造方法 | |
| JP2009509774A (ja) | 長さが調節可能なパンチ及び/又は金型を具備する閉断面のクロスメンバーを製造するための装置と方法 | |
| JP6595163B2 (ja) | プレスブレーキ及び多段曲げ加工方法 | |
| WO2020149380A1 (ja) | プレス成形品の製造方法、及びプレスライン | |
| CN114309261A (zh) | 双曲面金属板材的渐进成形弯曲方法 | |
| KR20200083770A (ko) | 점진 성형 방법 및 점진 성형 장치 | |
| JP6913476B2 (ja) | プレスブレーキ及び曲げ形状補正方法 | |
| JP2013180339A (ja) | プレスブレーキおよびワークの曲げ加工方法 | |
| JP4580779B2 (ja) | 板材折曲げ加工方法及び板材折曲げ加工機 | |
| JP3394141B2 (ja) | 曲げ角度補正方法およびそれを用いるプレスブレーキ | |
| WO2020262678A1 (ja) | プレスブレーキ | |
| JP3666926B2 (ja) | プレスブレーキ | |
| JP3268163B2 (ja) | 板の曲げ加工方法 | |
| KR102412401B1 (ko) | 가변금형, 프레스장치 및 프레스방법 | |
| JP5681528B2 (ja) | 曲げ加工装置 | |
| JP5737657B2 (ja) | プレスブレーキを用いた折曲げ加工方法および折曲げ加工システム | |
| JP7496664B2 (ja) | Uo曲げ成形の素材寸法決定方法 | |
| JP7122065B2 (ja) | プレス成形品の成形方法 | |
| JP2005219113A (ja) | プレス成形方法およびプレス成形装置 | |
| JP2006192498A (ja) | 曲げ加工方法及び折曲げ加工機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20831598 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021528287 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2020831598 Country of ref document: EP |