WO2020255921A1 - 研磨用組成物 - Google Patents
研磨用組成物 Download PDFInfo
- Publication number
- WO2020255921A1 WO2020255921A1 PCT/JP2020/023398 JP2020023398W WO2020255921A1 WO 2020255921 A1 WO2020255921 A1 WO 2020255921A1 JP 2020023398 W JP2020023398 W JP 2020023398W WO 2020255921 A1 WO2020255921 A1 WO 2020255921A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polishing
- polishing composition
- less
- abrasive grains
- polished
- Prior art date
Links
- 238000005498 polishing Methods 0.000 title claims abstract description 455
- 239000000203 mixture Substances 0.000 title claims abstract description 206
- 239000006061 abrasive grain Substances 0.000 claims abstract description 115
- 229920006318 anionic polymer Polymers 0.000 claims abstract description 97
- 239000000463 material Substances 0.000 claims abstract description 35
- 239000007800 oxidant agent Substances 0.000 claims abstract description 35
- 239000002131 composite material Substances 0.000 claims abstract description 31
- 229910044991 metal oxide Inorganic materials 0.000 claims abstract description 31
- 150000004706 metal oxides Chemical class 0.000 claims abstract description 31
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 25
- 238000000034 method Methods 0.000 claims description 62
- 229920001577 copolymer Polymers 0.000 claims description 36
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 claims description 35
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 claims description 27
- 229920001519 homopolymer Polymers 0.000 claims description 13
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 claims description 10
- -1 isoamylene sulfonic acid Chemical compound 0.000 claims description 9
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 claims description 6
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 6
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 claims description 6
- AGBXYHCHUYARJY-UHFFFAOYSA-N 2-phenylethenesulfonic acid Chemical compound OS(=O)(=O)C=CC1=CC=CC=C1 AGBXYHCHUYARJY-UHFFFAOYSA-N 0.000 claims description 3
- UIIIBRHUICCMAI-UHFFFAOYSA-N prop-2-ene-1-sulfonic acid Chemical compound OS(=O)(=O)CC=C UIIIBRHUICCMAI-UHFFFAOYSA-N 0.000 claims description 3
- NLVXSWCKKBEXTG-UHFFFAOYSA-N vinylsulfonic acid Chemical compound OS(=O)(=O)C=C NLVXSWCKKBEXTG-UHFFFAOYSA-N 0.000 claims description 3
- AUZRCMMVHXRSGT-UHFFFAOYSA-N 2-methylpropane-1-sulfonic acid;prop-2-enamide Chemical compound NC(=O)C=C.CC(C)CS(O)(=O)=O AUZRCMMVHXRSGT-UHFFFAOYSA-N 0.000 claims description 2
- 235000019589 hardness Nutrition 0.000 abstract 1
- 239000002245 particle Substances 0.000 description 72
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 65
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 64
- 229920000642 polymer Polymers 0.000 description 50
- 239000000178 monomer Substances 0.000 description 34
- 239000007788 liquid Substances 0.000 description 26
- 239000000377 silicon dioxide Substances 0.000 description 25
- 230000001603 reducing effect Effects 0.000 description 24
- 229910010271 silicon carbide Inorganic materials 0.000 description 23
- 239000002253 acid Substances 0.000 description 21
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 21
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 17
- 230000000052 comparative effect Effects 0.000 description 16
- 150000007513 acids Chemical class 0.000 description 13
- 229910003460 diamond Inorganic materials 0.000 description 13
- 239000010432 diamond Substances 0.000 description 13
- 150000001875 compounds Chemical class 0.000 description 12
- 125000000542 sulfonic acid group Chemical group 0.000 description 12
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 11
- 238000012360 testing method Methods 0.000 description 11
- 239000004065 semiconductor Substances 0.000 description 10
- 230000000694 effects Effects 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 9
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 8
- 150000003839 salts Chemical class 0.000 description 8
- 239000000758 substrate Substances 0.000 description 8
- 150000007514 bases Chemical class 0.000 description 7
- 239000011163 secondary particle Substances 0.000 description 6
- XLPJNCYCZORXHG-UHFFFAOYSA-N 1-morpholin-4-ylprop-2-en-1-one Chemical compound C=CC(=O)N1CCOCC1 XLPJNCYCZORXHG-UHFFFAOYSA-N 0.000 description 5
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 5
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 5
- 238000004140 cleaning Methods 0.000 description 5
- 238000005227 gel permeation chromatography Methods 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 229910017604 nitric acid Inorganic materials 0.000 description 5
- 229910052700 potassium Inorganic materials 0.000 description 5
- 159000000000 sodium salts Chemical class 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- 239000002202 Polyethylene glycol Substances 0.000 description 4
- 229910052581 Si3N4 Inorganic materials 0.000 description 4
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 4
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 4
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 4
- AYJRCSIUFZENHW-UHFFFAOYSA-L barium carbonate Chemical compound [Ba+2].[O-]C([O-])=O AYJRCSIUFZENHW-UHFFFAOYSA-L 0.000 description 4
- 229910000423 chromium oxide Inorganic materials 0.000 description 4
- 239000008119 colloidal silica Substances 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 230000001747 exhibiting effect Effects 0.000 description 4
- NUJOXMJBOLGQSY-UHFFFAOYSA-N manganese dioxide Chemical compound O=[Mn]=O NUJOXMJBOLGQSY-UHFFFAOYSA-N 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 4
- 229920001467 poly(styrenesulfonates) Polymers 0.000 description 4
- 229920001223 polyethylene glycol Polymers 0.000 description 4
- 239000011164 primary particle Substances 0.000 description 4
- 230000001737 promoting effect Effects 0.000 description 4
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- 229920002554 vinyl polymer Polymers 0.000 description 4
- 229910001928 zirconium oxide Inorganic materials 0.000 description 4
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- 229910052580 B4C Inorganic materials 0.000 description 3
- 229910002601 GaN Inorganic materials 0.000 description 3
- JMASRVWKEDWRBT-UHFFFAOYSA-N Gallium nitride Chemical compound [Ga]#N JMASRVWKEDWRBT-UHFFFAOYSA-N 0.000 description 3
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 3
- RWRDLPDLKQPQOW-UHFFFAOYSA-N Pyrrolidine Chemical compound C1CCNC1 RWRDLPDLKQPQOW-UHFFFAOYSA-N 0.000 description 3
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 229920002125 Sokalan® Polymers 0.000 description 3
- INAHAJYZKVIDIZ-UHFFFAOYSA-N boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 description 3
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 3
- 229910000420 cerium oxide Inorganic materials 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 238000007334 copolymerization reaction Methods 0.000 description 3
- 150000003950 cyclic amides Chemical class 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 239000008367 deionised water Substances 0.000 description 3
- 229910021641 deionized water Inorganic materials 0.000 description 3
- 150000002505 iron Chemical class 0.000 description 3
- 239000011572 manganese Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 3
- 238000010979 pH adjustment Methods 0.000 description 3
- 239000004584 polyacrylic acid Substances 0.000 description 3
- 239000012286 potassium permanganate Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 229920005604 random copolymer Polymers 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 229910052708 sodium Inorganic materials 0.000 description 3
- 239000011734 sodium Substances 0.000 description 3
- CMZUMMUJMWNLFH-UHFFFAOYSA-N sodium metavanadate Chemical compound [Na+].[O-][V](=O)=O CMZUMMUJMWNLFH-UHFFFAOYSA-N 0.000 description 3
- 229910052723 transition metal Inorganic materials 0.000 description 3
- LSGOVYNHVSXFFJ-UHFFFAOYSA-N vanadate(3-) Chemical class [O-][V]([O-])([O-])=O LSGOVYNHVSXFFJ-UHFFFAOYSA-N 0.000 description 3
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- ATRRKUHOCOJYRX-UHFFFAOYSA-N Ammonium bicarbonate Chemical compound [NH4+].OC([O-])=O ATRRKUHOCOJYRX-UHFFFAOYSA-N 0.000 description 2
- 235000017060 Arachis glabrata Nutrition 0.000 description 2
- 241001553178 Arachis glabrata Species 0.000 description 2
- 235000010777 Arachis hypogaea Nutrition 0.000 description 2
- 235000018262 Arachis monticola Nutrition 0.000 description 2
- JBRZTFJDHDCESZ-UHFFFAOYSA-N AsGa Chemical compound [As]#[Ga] JBRZTFJDHDCESZ-UHFFFAOYSA-N 0.000 description 2
- BVKZGUZCCUSVTD-UHFFFAOYSA-M Bicarbonate Chemical compound OC([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-M 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- 229910005540 GaP Inorganic materials 0.000 description 2
- 229910001218 Gallium arsenide Inorganic materials 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 2
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 2
- 239000003082 abrasive agent Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 239000001099 ammonium carbonate Substances 0.000 description 2
- 235000011114 ammonium hydroxide Nutrition 0.000 description 2
- 125000000129 anionic group Chemical group 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- 229920001400 block copolymer Polymers 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 150000001844 chromium Chemical class 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- XBDQKXXYIPTUBI-UHFFFAOYSA-N dimethylselenoniopropionate Natural products CCC(O)=O XBDQKXXYIPTUBI-UHFFFAOYSA-N 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- HZXMRANICFIONG-UHFFFAOYSA-N gallium phosphide Chemical compound [Ga]#P HZXMRANICFIONG-UHFFFAOYSA-N 0.000 description 2
- 229920000578 graft copolymer Polymers 0.000 description 2
- AMWRITDGCCNYAT-UHFFFAOYSA-L hydroxy(oxo)manganese;manganese Chemical compound [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 150000003951 lactams Chemical group 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 229910001960 metal nitrate Inorganic materials 0.000 description 2
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 2
- 150000007522 mineralic acids Chemical class 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 125000004433 nitrogen atom Chemical group N* 0.000 description 2
- 150000007524 organic acids Chemical class 0.000 description 2
- 230000033116 oxidation-reduction process Effects 0.000 description 2
- 230000001590 oxidative effect Effects 0.000 description 2
- 239000003002 pH adjusting agent Substances 0.000 description 2
- 235000020232 peanut Nutrition 0.000 description 2
- 230000000737 periodic effect Effects 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 238000007517 polishing process Methods 0.000 description 2
- 229920000172 poly(styrenesulfonic acid) Polymers 0.000 description 2
- 229920001195 polyisoprene Polymers 0.000 description 2
- 229960002796 polystyrene sulfonate Drugs 0.000 description 2
- 239000011970 polystyrene sulfonate Substances 0.000 description 2
- 229940005642 polystyrene sulfonic acid Drugs 0.000 description 2
- 239000011591 potassium Substances 0.000 description 2
- 229960003975 potassium Drugs 0.000 description 2
- BWHMMNNQKKPAPP-UHFFFAOYSA-L potassium carbonate Chemical compound [K+].[K+].[O-]C([O-])=O BWHMMNNQKKPAPP-UHFFFAOYSA-L 0.000 description 2
- KMUONIBRACKNSN-UHFFFAOYSA-N potassium dichromate Chemical compound [K+].[K+].[O-][Cr](=O)(=O)O[Cr]([O-])(=O)=O KMUONIBRACKNSN-UHFFFAOYSA-N 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 125000001453 quaternary ammonium group Chemical group 0.000 description 2
- SQGYOTSLMSWVJD-UHFFFAOYSA-N silver(1+) nitrate Chemical compound [Ag+].[O-]N(=O)=O SQGYOTSLMSWVJD-UHFFFAOYSA-N 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 229910000030 sodium bicarbonate Inorganic materials 0.000 description 2
- 235000017557 sodium bicarbonate Nutrition 0.000 description 2
- 229940006186 sodium polystyrene sulfonate Drugs 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- KDYFGRWQOYBRFD-UHFFFAOYSA-N succinic acid Chemical compound OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 239000013077 target material Substances 0.000 description 2
- WGTYBPLFGIVFAS-UHFFFAOYSA-M tetramethylammonium hydroxide Chemical compound [OH-].C[N+](C)(C)C WGTYBPLFGIVFAS-UHFFFAOYSA-M 0.000 description 2
- 239000004408 titanium dioxide Substances 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- 229920003169 water-soluble polymer Polymers 0.000 description 2
- 239000011787 zinc oxide Substances 0.000 description 2
- BJEPYKJPYRNKOW-REOHCLBHSA-N (S)-malic acid Chemical compound OC(=O)[C@@H](O)CC(O)=O BJEPYKJPYRNKOW-REOHCLBHSA-N 0.000 description 1
- GCKLYBNCRBLMAP-UHFFFAOYSA-N 1-(2h-pyridin-1-yl)prop-2-en-1-one Chemical compound C=CC(=O)N1CC=CC=C1 GCKLYBNCRBLMAP-UHFFFAOYSA-N 0.000 description 1
- QLOKJRIVRGCVIM-UHFFFAOYSA-N 1-[(4-methylsulfanylphenyl)methyl]piperazine Chemical compound C1=CC(SC)=CC=C1CN1CCNCC1 QLOKJRIVRGCVIM-UHFFFAOYSA-N 0.000 description 1
- PBGPBHYPCGDFEZ-UHFFFAOYSA-N 1-ethenylpiperidin-2-one Chemical compound C=CN1CCCCC1=O PBGPBHYPCGDFEZ-UHFFFAOYSA-N 0.000 description 1
- RESPXSHDJQUNTN-UHFFFAOYSA-N 1-piperidin-1-ylprop-2-en-1-one Chemical compound C=CC(=O)N1CCCCC1 RESPXSHDJQUNTN-UHFFFAOYSA-N 0.000 description 1
- LYGXUCWNFYFFBS-UHFFFAOYSA-N 1-thiomorpholin-4-ylprop-2-en-1-one Chemical compound C=CC(=O)N1CCSCC1 LYGXUCWNFYFFBS-UHFFFAOYSA-N 0.000 description 1
- AKVUWTYSNLGBJY-UHFFFAOYSA-N 2-methyl-1-morpholin-4-ylprop-2-en-1-one Chemical compound CC(=C)C(=O)N1CCOCC1 AKVUWTYSNLGBJY-UHFFFAOYSA-N 0.000 description 1
- RASDUGQQSMMINZ-UHFFFAOYSA-N 2-methyl-1-piperidin-1-ylprop-2-en-1-one Chemical compound CC(=C)C(=O)N1CCCCC1 RASDUGQQSMMINZ-UHFFFAOYSA-N 0.000 description 1
- WUPHOULIZUERAE-UHFFFAOYSA-N 3-(oxolan-2-yl)propanoic acid Chemical compound OC(=O)CCC1CCCO1 WUPHOULIZUERAE-UHFFFAOYSA-N 0.000 description 1
- JYLNVJYYQQXNEK-UHFFFAOYSA-N 3-amino-2-(4-chlorophenyl)-1-propanesulfonic acid Chemical compound OS(=O)(=O)CC(CN)C1=CC=C(Cl)C=C1 JYLNVJYYQQXNEK-UHFFFAOYSA-N 0.000 description 1
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 description 1
- ZMALNMQOXQXZRO-UHFFFAOYSA-N 4-ethenylmorpholin-3-one Chemical compound C=CN1CCOCC1=O ZMALNMQOXQXZRO-UHFFFAOYSA-N 0.000 description 1
- HDYTUPZMASQMOH-UHFFFAOYSA-N 4-ethenylmorpholine-3,5-dione Chemical compound C=CN1C(=O)COCC1=O HDYTUPZMASQMOH-UHFFFAOYSA-N 0.000 description 1
- MARUHZGHZWCEQU-UHFFFAOYSA-N 5-phenyl-2h-tetrazole Chemical compound C1=CC=CC=C1C1=NNN=N1 MARUHZGHZWCEQU-UHFFFAOYSA-N 0.000 description 1
- 229910000013 Ammonium bicarbonate Inorganic materials 0.000 description 1
- 238000004438 BET method Methods 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- FEWJPZIEWOKRBE-JCYAYHJZSA-N Dextrotartaric acid Chemical compound OC(=O)[C@H](O)[C@@H](O)C(O)=O FEWJPZIEWOKRBE-JCYAYHJZSA-N 0.000 description 1
- QXNVGIXVLWOKEQ-UHFFFAOYSA-N Disodium Chemical compound [Na][Na] QXNVGIXVLWOKEQ-UHFFFAOYSA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 229910000530 Gallium indium arsenide Inorganic materials 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- GPXJNWSHGFTCBW-UHFFFAOYSA-N Indium phosphide Chemical compound [In]#P GPXJNWSHGFTCBW-UHFFFAOYSA-N 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 229920002845 Poly(methacrylic acid) Polymers 0.000 description 1
- 229920005830 Polyurethane Foam Polymers 0.000 description 1
- 239000004349 Polyvinylpyrrolidone-vinyl acetate copolymer Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 229910000577 Silicon-germanium Inorganic materials 0.000 description 1
- FEWJPZIEWOKRBE-UHFFFAOYSA-N Tartaric acid Natural products [H+].[H+].[O-]C(=O)C(O)C(O)C([O-])=O FEWJPZIEWOKRBE-UHFFFAOYSA-N 0.000 description 1
- KXNLCSXBJCPWGL-UHFFFAOYSA-N [Ga].[As].[In] Chemical compound [Ga].[As].[In] KXNLCSXBJCPWGL-UHFFFAOYSA-N 0.000 description 1
- 235000011054 acetic acid Nutrition 0.000 description 1
- 229920006397 acrylic thermoplastic Polymers 0.000 description 1
- 150000007933 aliphatic carboxylic acids Chemical class 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000008044 alkali metal hydroxides Chemical class 0.000 description 1
- 125000005210 alkyl ammonium group Chemical group 0.000 description 1
- BJEPYKJPYRNKOW-UHFFFAOYSA-N alpha-hydroxysuccinic acid Natural products OC(=O)C(O)CC(O)=O BJEPYKJPYRNKOW-UHFFFAOYSA-N 0.000 description 1
- AUCDRFABNLOFRE-UHFFFAOYSA-N alumane;indium Chemical compound [AlH3].[In] AUCDRFABNLOFRE-UHFFFAOYSA-N 0.000 description 1
- FTWRSWRBSVXQPI-UHFFFAOYSA-N alumanylidynearsane;gallanylidynearsane Chemical compound [As]#[Al].[As]#[Ga] FTWRSWRBSVXQPI-UHFFFAOYSA-N 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 235000012538 ammonium bicarbonate Nutrition 0.000 description 1
- 235000012501 ammonium carbonate Nutrition 0.000 description 1
- APUPEJJSWDHEBO-UHFFFAOYSA-P ammonium molybdate Chemical compound [NH4+].[NH4+].[O-][Mo]([O-])(=O)=O APUPEJJSWDHEBO-UHFFFAOYSA-P 0.000 description 1
- 239000011609 ammonium molybdate Substances 0.000 description 1
- 235000018660 ammonium molybdate Nutrition 0.000 description 1
- 229940010552 ammonium molybdate Drugs 0.000 description 1
- 150000003863 ammonium salts Chemical class 0.000 description 1
- 239000003429 antifungal agent Substances 0.000 description 1
- 229940121375 antifungal agent Drugs 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- 229910001593 boehmite Inorganic materials 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 229910052980 cadmium sulfide Inorganic materials 0.000 description 1
- QWUZMTJBRUASOW-UHFFFAOYSA-N cadmium tellanylidenezinc Chemical compound [Zn].[Cd].[Te] QWUZMTJBRUASOW-UHFFFAOYSA-N 0.000 description 1
- ZTXUIQYSNNFFDU-UHFFFAOYSA-L cadmium(2+);tellurate Chemical compound [Cd+2].[O-][Te]([O-])(=O)=O ZTXUIQYSNNFFDU-UHFFFAOYSA-L 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-N carbonic acid Chemical compound OC(O)=O BVKZGUZCCUSVTD-UHFFFAOYSA-N 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 229920006317 cationic polymer Polymers 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000002738 chelating agent Substances 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Chemical class O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 1
- 235000015165 citric acid Nutrition 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 239000011246 composite particle Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 239000012153 distilled water Substances 0.000 description 1
- 238000002296 dynamic light scattering Methods 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 235000019253 formic acid Nutrition 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 230000000855 fungicidal effect Effects 0.000 description 1
- 239000000417 fungicide Substances 0.000 description 1
- GNPVGFCGXDBREM-UHFFFAOYSA-N germanium atom Chemical compound [Ge] GNPVGFCGXDBREM-UHFFFAOYSA-N 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- FAHBNUUHRFUEAI-UHFFFAOYSA-M hydroxidooxidoaluminium Chemical compound O[Al]=O FAHBNUUHRFUEAI-UHFFFAOYSA-M 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000010954 inorganic particle Substances 0.000 description 1
- 238000005342 ion exchange Methods 0.000 description 1
- SURQXAFEQWPFPV-UHFFFAOYSA-L iron(2+) sulfate heptahydrate Chemical compound O.O.O.O.O.O.O.[Fe+2].[O-]S([O-])(=O)=O SURQXAFEQWPFPV-UHFFFAOYSA-L 0.000 description 1
- MVFCKEFYUDZOCX-UHFFFAOYSA-N iron(2+);dinitrate Chemical compound [Fe+2].[O-][N+]([O-])=O.[O-][N+]([O-])=O MVFCKEFYUDZOCX-UHFFFAOYSA-N 0.000 description 1
- RUTXIHLAWFEWGM-UHFFFAOYSA-H iron(3+) sulfate Chemical compound [Fe+3].[Fe+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O RUTXIHLAWFEWGM-UHFFFAOYSA-H 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 229910000360 iron(III) sulfate Inorganic materials 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 239000001630 malic acid Substances 0.000 description 1
- 235000011090 malic acid Nutrition 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 229910052752 metalloid Inorganic materials 0.000 description 1
- 150000002738 metalloids Chemical class 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 150000002751 molybdenum Chemical class 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 150000002843 nonmetals Chemical class 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 235000005985 organic acids Nutrition 0.000 description 1
- 239000011146 organic particle Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 235000006408 oxalic acid Nutrition 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- 235000021317 phosphate Nutrition 0.000 description 1
- 150000003009 phosphonic acids Chemical class 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920001495 poly(sodium acrylate) polymer Polymers 0.000 description 1
- 239000011496 polyurethane foam Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 235000019448 polyvinylpyrrolidone-vinyl acetate copolymer Nutrition 0.000 description 1
- 239000011736 potassium bicarbonate Substances 0.000 description 1
- 235000015497 potassium bicarbonate Nutrition 0.000 description 1
- 229910000028 potassium bicarbonate Inorganic materials 0.000 description 1
- 229910000027 potassium carbonate Inorganic materials 0.000 description 1
- 235000011181 potassium carbonates Nutrition 0.000 description 1
- TYJJADVDDVDEDZ-UHFFFAOYSA-M potassium hydrogencarbonate Chemical compound [K+].OC([O-])=O TYJJADVDDVDEDZ-UHFFFAOYSA-M 0.000 description 1
- 229940086066 potassium hydrogencarbonate Drugs 0.000 description 1
- BQFYGYJPBUKISI-UHFFFAOYSA-N potassium;oxido(dioxo)vanadium Chemical compound [K+].[O-][V](=O)=O BQFYGYJPBUKISI-UHFFFAOYSA-N 0.000 description 1
- 239000003755 preservative agent Substances 0.000 description 1
- 230000002335 preservative effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- KCXFHTAICRTXLI-UHFFFAOYSA-N propane-1-sulfonic acid Chemical compound CCCS(O)(=O)=O KCXFHTAICRTXLI-UHFFFAOYSA-N 0.000 description 1
- 235000019260 propionic acid Nutrition 0.000 description 1
- IUVKMZGDUIUOCP-BTNSXGMBSA-N quinbolone Chemical compound O([C@H]1CC[C@H]2[C@H]3[C@@H]([C@]4(C=CC(=O)C=C4CC3)C)CC[C@@]21C)C1=CCCC1 IUVKMZGDUIUOCP-BTNSXGMBSA-N 0.000 description 1
- 230000001846 repelling effect Effects 0.000 description 1
- 150000003303 ruthenium Chemical class 0.000 description 1
- SBIBMFFZSBJNJF-UHFFFAOYSA-N selenium;zinc Chemical compound [Se]=[Zn] SBIBMFFZSBJNJF-UHFFFAOYSA-N 0.000 description 1
- 229910001961 silver nitrate Inorganic materials 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- 235000017550 sodium carbonate Nutrition 0.000 description 1
- NNMHYFLPFNGQFZ-UHFFFAOYSA-M sodium polyacrylate Chemical compound [Na+].[O-]C(=O)C=C NNMHYFLPFNGQFZ-UHFFFAOYSA-M 0.000 description 1
- XMVONEAAOPAGAO-UHFFFAOYSA-N sodium tungstate Chemical compound [Na+].[Na+].[O-][W]([O-])(=O)=O XMVONEAAOPAGAO-UHFFFAOYSA-N 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 239000001384 succinic acid Substances 0.000 description 1
- 150000008054 sulfonate salts Chemical class 0.000 description 1
- 150000003457 sulfones Chemical class 0.000 description 1
- 150000003460 sulfonic acids Chemical class 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000011975 tartaric acid Substances 0.000 description 1
- 235000002906 tartaric acid Nutrition 0.000 description 1
- ISXSCDLOGDJUNJ-UHFFFAOYSA-N tert-butyl prop-2-enoate Chemical compound CC(C)(C)OC(=O)C=C ISXSCDLOGDJUNJ-UHFFFAOYSA-N 0.000 description 1
- VDZOOKBUILJEDG-UHFFFAOYSA-M tetrabutylammonium hydroxide Chemical class [OH-].CCCC[N+](CCCC)(CCCC)CCCC VDZOOKBUILJEDG-UHFFFAOYSA-M 0.000 description 1
- LRGJRHZIDJQFCL-UHFFFAOYSA-M tetraethylazanium;hydroxide Chemical class [OH-].CC[N+](CC)(CC)CC LRGJRHZIDJQFCL-UHFFFAOYSA-M 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 150000003657 tungsten Chemical class 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
- 229910021642 ultra pure water Inorganic materials 0.000 description 1
- 239000012498 ultrapure water Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
- 229910000166 zirconium phosphate Inorganic materials 0.000 description 1
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02002—Preparing wafers
- H01L21/02005—Preparing bulk and homogeneous wafers
- H01L21/02008—Multistep processes
- H01L21/0201—Specific process step
- H01L21/02024—Mirror polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09G—POLISHING COMPOSITIONS; SKI WAXES
- C09G1/00—Polishing compositions
- C09G1/02—Polishing compositions containing abrasives or grinding agents
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1409—Abrasive particles per se
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1454—Abrasive powders, suspensions and pastes for polishing
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1454—Abrasive powders, suspensions and pastes for polishing
- C09K3/1463—Aqueous liquid suspensions
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/306—Chemical or electrical treatment, e.g. electrolytic etching
- H01L21/30625—With simultaneous mechanical treatment, e.g. mechanico-chemical polishing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/31—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to form insulating layers thereon, e.g. for masking or by using photolithographic techniques; After treatment of these layers; Selection of materials for these layers
- H01L21/3205—Deposition of non-insulating-, e.g. conductive- or resistive-, layers on insulating layers; After-treatment of these layers
- H01L21/321—After treatment
- H01L21/32115—Planarisation
- H01L21/3212—Planarisation by chemical mechanical polishing [CMP]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/304—Mechanical treatment, e.g. grinding, polishing, cutting
Definitions
- the present invention relates to a polishing composition. More specifically, the present invention relates to a polishing composition used for polishing an object to be polished.
- This application claims priority based on Japanese Patent Application No. 2019-112283 filed on June 17, 2019, the entire contents of which are incorporated herein by reference.
- polishing using a polishing composition has been performed on the surface of materials such as metals, metalloids, non-metals, and oxides thereof.
- a polishing object having a surface made of a compound semiconductor material such as silicon carbide, boron carbide, tungsten carbide, silicon nitride, titanium nitride, and gallium nitride shall be a polishing platen in contact with the surface of the object to be polished. It can be processed by polishing (wrapping) performed by supplying diamond abrasive grains between the object to be polished.
- Patent Documents 1 to 4 are examples of documents that disclose this type of prior art.
- polishing speed when the polishing liquid is supplied to polish the object to be polished is practically sufficiently high.
- polishing an object to be polished made of a high-hardness material such as silicon carbide further improvement in polishing speed is desired from the viewpoint of improving the yield of the polished object.
- the load applied to the polishing object during polishing is increased to increase the processing pressure, or the surface plate rotation of the polishing device is increased at high speed.
- problems such as damage to the object to be polished may occur due to an increase in frictional force. If a polishing liquid that can effectively reduce the friction generated by polishing is provided, problems will be less likely to occur even if the polishing conditions such as high processing pressure and high-speed rotation of the surface plate are made more severe, and polishing will be performed. It is beneficial for further speed improvement.
- the present invention has been made in view of such circumstances, and an object of the present invention is to provide a polishing composition capable of reducing friction with an object to be polished while maintaining a good polishing rate.
- a polishing composition containing water, abrasive grains and a composite metal oxide as an oxidizing agent.
- the polishing composition further contains an anionic polymer.
- abrasive grains for example, alumina abrasive grains, silica abrasive grains, etc.
- composite metal oxide a polishing composition having excellent polishing power can be obtained. Therefore, the polishing speed is likely to be improved according to the configuration containing water, abrasive grains, and composite metal oxide.
- the anionic polymer can reduce friction while maintaining the polishing rate by acting on the surface to be polished and / or the surface of the abrasive grains of the object to be polished. Therefore, according to the polishing composition containing an anionic polymer in addition to water, abrasive grains and composite metal oxide, friction with respect to the object to be polished can be reduced while showing a good polishing rate.
- a polishing composition containing water, alumina abrasive grains and a composite metal oxide as an oxidizing agent is provided.
- the polishing composition further contains an anionic polymer.
- a polishing composition having excellent polishing power can be obtained. Therefore, the polishing speed is likely to be improved according to the configuration containing water, alumina abrasive grains and the composite metal oxide.
- the anionic polymer can reduce friction while maintaining the polishing rate by acting on the surface to be polished and / or the surface of the alumina abrasive grains of the object to be polished. Therefore, according to the polishing composition containing an anionic polymer in addition to water, alumina abrasive grains and the composite metal oxide, friction with the object to be polished can be reduced while showing a good polishing rate.
- the anionic polymer comprises at least one structural unit derived from sulfonic acid, structural unit derived from (meth) acrylic acid or structural unit derived from acrylamide in one molecule. It is a homopolymer or a copolymer. When such an anionic polymer is used, it is easy to realize a polishing composition capable of reducing friction on an object to be polished (typically, a material to be polished) while showing a good polishing rate.
- the anionic polymer is styrene sulfonic acid, isoprene sulfonic acid, vinyl sulfonic acid, allyl sulfonic acid, isoamylene sulfonic acid, 2- (meth) acrylamide-2-methyl.
- a homopolymer or copolymer containing at least one structural unit derived from propanesulfonic acid or metallicylsulfonic acid in one molecule When such an anionic polymer is used, it is easy to realize a polishing composition capable of reducing friction on an object to be polished while exhibiting a good polishing rate.
- the anionic polymer is a homopolymer or copolymer containing at least one structural unit derived from acrylic acid or methacrylic acid in one molecule.
- the anionic polymer is used, it is easy to realize a polishing composition capable of reducing friction on an object to be polished while exhibiting a good polishing rate.
- the anionic polymer is a copolymer comprising a sulfonic acid-derived structural unit, a (meth) acrylic acid-derived structural unit and an acrylamide-derived structural unit.
- a polishing composition capable of reducing friction on an object to be polished while exhibiting a good polishing rate.
- the polishing composition according to a preferred embodiment disclosed herein contains permanganate as the composite metal oxide. According to such a configuration, the polishing speed is likely to be improved.
- the polishing composition according to a preferred embodiment disclosed herein has a pH of 2.5 or more and 9.0 or less.
- a polishing composition having a pH in the above range the friction reducing effect of the anionic polymer tends to be preferably exhibited.
- the polishing composition is used to polish a material having a Vickers hardness of 1500 Hv or higher.
- the application effect of the present invention can be more preferably exhibited in a polishing composition in which the material to be polished is a high hardness material.
- the material having a Vickers hardness of 1500 Hv or higher is a non-oxide (ie, a compound that is not an oxide).
- the polishing promoting effect of the oxidizing agent contained in the polishing composition disclosed herein is likely to be suitably exhibited.
- a method for polishing an object to be polished includes a step of polishing an object to be polished using any of the polishing compositions disclosed herein. According to this polishing method, even when polishing an object to be polished made of a high-hardness material, it is possible to realize a high polishing rate while suppressing the occurrence of defects such as damage to the object to be polished. ..
- the abrasive grains can be any of inorganic particles, organic particles and organic-inorganic composite particles.
- oxide particles such as silica particles, alumina particles, cerium oxide particles, chromium oxide particles, titanium dioxide particles, zirconium oxide particles, magnesium oxide particles, manganese dioxide particles, zinc oxide particles, iron oxide particles; silicon nitride particles, nitrided particles.
- Abrasive particles substantially composed of any of nitride particles such as boron particles; carbide particles such as silicon carbide particles and boron carbide particles; diamond particles; carbonates such as calcium carbonate and barium carbonate; and the like can be mentioned.
- nitride particles such as boron particles
- carbide particles such as silicon carbide particles and boron carbide particles
- diamond particles carbonates such as calcium carbonate and barium carbonate; and the like
- One type of abrasive grain may be used alone, or two or more types may be used in combination.
- oxide particles such as silica particles, alumina particles, cerium oxide particles, chromium oxide particles, zirconium oxide particles, manganese dioxide particles, and iron oxide particles are preferable because they can form a good surface.
- silica particles, alumina particles, zirconium oxide particles, chromium oxide particles and iron oxide particles are more preferable, and silica particles and alumina particles are particularly preferable.
- silica particles or alumina particles are used as the abrasive grains, the effect of reducing friction on the object to be polished can be suitably exhibited by applying the technique disclosed herein.
- the polishing composition comprises alumina particles (alumina abrasive grains) as abrasive grains.
- alumina particles it is possible to appropriately select and use from various known alumina particles. Examples of such known alumina particles include ⁇ -alumina and intermediate alumina.
- intermediate alumina is a general term for alumina particles other than ⁇ -alumina, and specific examples thereof include ⁇ -alumina, ⁇ -alumina, ⁇ -alumina, ⁇ -alumina, ⁇ -alumina, and ⁇ -alumina. Will be done.
- alumina called fumed alumina may be used based on the classification according to the production method.
- alumina called colloidal alumina or alumina sol for example, alumina hydrate such as boehmite
- colloidal alumina or alumina sol for example, alumina hydrate such as boehmite
- ⁇ -alumina it is preferable to contain ⁇ -alumina.
- the alumina abrasive grains in the technique disclosed herein may include one type of such alumina particles alone or in combination of two or more types.
- the ratio of the alumina particles to the total abrasive grains used is high.
- the proportion of alumina particles in the entire abrasive grains is preferably 70% by weight or more, more preferably 90% by weight or more, still more preferably 95% by weight or more, and may be substantially 100% by weight.
- the particle size of the alumina abrasive grains is not particularly limited, and can be selected so as to exhibit a desired polishing effect.
- the BET diameter of the alumina abrasive grains is preferably 0.05 ⁇ m or more, more preferably 0.1 ⁇ m or more, still more preferably 0.2 ⁇ m or more, and particularly preferably 0.3 ⁇ m or more.
- the upper limit of the BET diameter of the alumina abrasive grains is not particularly limited, but it is appropriate to make it approximately 10 ⁇ m or less.
- the BET diameter of the alumina abrasive grains is preferably 5 ⁇ m or less, more preferably 3 ⁇ m or less, still more preferably 1 ⁇ m or less, for example 0.8 ⁇ m or less.
- the range of the BET diameter of the alumina abrasive grains may be 0.2 ⁇ m or more and 1.0 ⁇ m or less, or 0.3 ⁇ m or more and 0.8 ⁇ m or less.
- the BET diameter of the abrasive grains can typically be the average primary particle diameter of the abrasive grains.
- the BET diameter is measured by the method described in Examples described later.
- the content of the alumina abrasive grains in the polishing composition (when a plurality of types of alumina particles are contained, the total content thereof) is usually 1 weight from the viewpoint of polishing efficiency. It is appropriate to set it to% or more. From the viewpoint of improving the polishing speed, the content of alumina abrasive grains in the polishing composition is preferably 3% by weight or more, more preferably 4% by weight or more, and may be 5% by weight or more.
- the content of alumina abrasive grains in the polishing composition is usually preferably 50% by weight or less, preferably 20% by weight or less, more preferably 20% by weight or less. It may be 15% by weight or less, 10% by weight or less, or 8% by weight or less.
- the polishing composition disclosed herein is an abrasive grain made of a material other than the above alumina (hereinafter, also referred to as non-alumina abrasive grain) as long as the effect of the present invention is not impaired. May be further contained.
- non-alumina abrasive grains include oxide particles such as silica particles, cerium oxide particles, chromium oxide particles, titanium dioxide particles, zirconium oxide particles, magnesium oxide particles, manganese oxide particles, zinc oxide particles, and iron oxide particles.
- Nitride particles such as silicon nitride particles and boron nitride particles; Carbide particles such as silicon carbide particles and boron carbide particles; Diamond particles; Abrasive particles substantially composed of any of carbonates such as calcium carbonate and barium carbonate. Grains are mentioned.
- the content of the non-alumina abrasive grains is preferably, for example, 30% by weight or less, preferably 20% by weight or less, and more preferably 10% by weight, based on the total weight of the abrasive grains contained in the polishing composition. % Or less.
- the polishing composition comprises silica particles (silica abrasive grains) as abrasive grains.
- the silica abrasive grains can be appropriately selected and used from various known silica particles. Examples of such known silica particles include colloidal silica and dry silica. Of these, the use of colloidal silica is preferred. According to silica abrasive grains containing colloidal silica, good surface accuracy can be suitably achieved.
- the shape (outer shape) of the silica abrasive grains may be spherical or non-spherical.
- specific examples of non-spherical silica abrasive grains include a peanut shape (that is, a peanut shell shape), a cocoon shape, a konpeito shape, a rugby ball shape, and the like.
- the silica abrasive grains may be in the form of primary particles or in the form of secondary particles in which a plurality of primary particles are associated. Further, silica abrasive grains in the form of primary particles and silica abrasive grains in the form of secondary particles may be mixed. In a preferred embodiment, at least some silica abrasive grains are included in the polishing composition in the form of secondary particles.
- the silica abrasive grains those having a BET diameter larger than 5 nm can be preferably adopted.
- the BET diameter of the silica abrasive grains is preferably 15 nm or more, more preferably 20 nm or more, still more preferably 25 nm or more, and particularly preferably 30 nm or more.
- the upper limit of the BET diameter of the silica abrasive grains is not particularly limited, but it is appropriately set to about 120 nm or less, preferably 100 nm or less, and more preferably 85 nm or less.
- silica abrasive grains having a BET diameter of 12 nm or more and 80 nm or less are preferable, and silica abrasive grains having a BET diameter of 15 nm or more and 75 nm or less are preferable.
- the BET diameter is measured by the method described in Examples described later.
- the average secondary particle diameter of the silica abrasive grains (hereinafter, may be simply referred to as “D2”) is not particularly limited, but is preferably 20 nm or more, more preferably 50 nm or more, still more preferably, from the viewpoint of polishing efficiency and the like. Is 70 nm or more. Further, from the viewpoint of obtaining a higher quality surface, the average secondary particle diameter D2 of the silica abrasive grains is preferably 500 nm or less, preferably 300 nm or less, more preferably 200 nm or less, still more preferably 130 nm or less, particularly. It is preferably 110 nm or less (for example, 100 nm or less).
- the average secondary particle diameter of the abrasive grains is, for example, the volume average particle diameter (volume-based) by a dynamic light scattering method using the model "UPA-UT151” manufactured by Nikkiso Co., Ltd. It can be measured as the arithmetic mean diameter; Mv).
- the content of the silica abrasive grains in the polishing composition (when a plurality of types of silica particles are contained, the total content thereof) is usually 5 weights from the viewpoint of polishing efficiency. It is appropriate to set it to% or more. From the viewpoint of improving the polishing rate, the content of silica abrasive grains in the polishing composition is preferably 10% by weight or more, more preferably 15% by weight or more, further preferably 20% by weight or more, and may be 25% by weight or more.
- the content of silica abrasive grains in the polishing composition is usually preferably 60% by weight or less, preferably 50% by weight or less, more preferably 50% by weight or less. It may be 40% by weight or less, more preferably 35% by weight or less, 32% by weight or less, or 30% by weight or less.
- the polishing composition disclosed herein may be substantially free of diamond particles as abrasive grains. Due to its high hardness, diamond particles can be a limiting factor for improving smoothness. Further, since diamond particles are generally expensive, they cannot be said to be advantageous materials in terms of cost performance, and from a practical point of view, the dependence on high-priced materials such as diamond particles may be low.
- the fact that the abrasive grains do not substantially contain diamond particles means that the ratio of diamond particles to the total abrasive grains is 1% by weight or less, more preferably 0.5% by weight or less, typically 0.1% by weight. % Or less, including the case where the ratio of diamond particles is 0% by weight. In such an aspect, the application effect of the present invention can be suitably exhibited.
- the polishing composition disclosed herein comprises an anionic polymer.
- the anionic polymer acts on the surface of the object to be polished and / or the surface of the abrasive grains to reduce friction due to direct contact between the abrasive grains and the object to be polished while maintaining a good polishing rate. It can function as a friction reducing agent.
- the anionic polymer refers to a polymer having a repeating structural unit having an anionic group.
- the anionic group refers to a functional group that exhibits anionicity in at least a part of the pH range.
- the anionic polymer may be a homopolymer having the same repeating structural unit constituting the anionic polymer, or a different copolymer (copolymer).
- the anionic polymer disclosed herein is preferably a water-soluble polymer.
- anionic polymer examples include carboxylic acid-based polymers such as polyacrylic acid and sulfonic acid-based polymers such as polystyrene sulfonic acid. According to such an anionic polymer, a suitable friction reducing effect can be exhibited while maintaining a good polishing rate. Such anionic polymers may be used alone or in combination of two or more.
- the anionic polymer is a homopolymer or copolymer containing at least one structural unit derived from sulfonic acid, structural unit derived from (meth) acrylic acid or structural unit derived from acrylamide in one molecule. is there. According to such an anionic polymer, a suitable friction reducing effect can be exhibited while maintaining a good polishing rate.
- (meth) acrylic acid as used herein is a concept that includes one or both of acrylic acid and methacrylic acid. Such anionic polymers may be used alone or in combination of two or more.
- a sulfonic acid polymer is used as the anionic polymer.
- the sulfonic acid-based polymer is a weight containing a structural unit X derived from a monomer (monomer) having at least one sulfonic acid group in one molecule as a monomer unit constituting the sulfonic acid-based polymer. It means coalescence.
- Examples of the monomer having a sulfonic acid group include styrene sulfonic acid, isoprene sulfonic acid, vinyl sulfonic acid, allyl sulfonic acid, isoamylene sulfonic acid, 2- (meth) acrylamide-2-methylpropane sulfonic acid, and metallic sulfone.
- Examples include acids.
- the sulfonic acid-based polymer preferably contains one or more structural units X derived from the sulfonic acid group-containing monomer. Further, it may contain a component unit derived from a monomer other than the sulfonic acid group-containing monomer.
- a preferred example of the sulfonic acid-based polymer disclosed herein is a sulfonic acid-based polymer A composed of only the structural unit X substantially derived from the sulfonic acid group-containing monomer.
- the ratio (molar ratio) of the number of moles of the structural unit X to the number of moles of all the structural units contained in the molecular structure of the polymer is 99 mol% or more (for example, 99 mol%). It is preferably 9 mol% or more, typically 99.9 to 100 mol%).
- sulfonic acid-based polymer A two or more kinds of homopolymers consisting of only one kind of the sulfonic acid group-containing monomer disclosed herein and two or more kinds of the sulfonic acid group-containing monomer Examples thereof include copolymers composed of.
- homopolymers include polystyrene sulfonic acid, polyisoprene sulfonic acid, polyvinyl sulfonic acid, polyallyl sulfonic acid, polyisoprene sulfonic acid and the like.
- the weight average molecular weight (Mw) of the sulfonic acid-based polymer may be, for example, 500 or more, 1000 or more, or 2000 or more. From the viewpoint of improving the friction reducing effect, in some embodiments, the Mw of the sulfonic acid polymer is preferably 3000 or more, more preferably 5000 or more, 7000 or more, 9000 or more, or 11000 or more. It may be 20,000 or more, or 30,000 or more.
- the upper limit of the Mw of the acid-based polymer is not particularly limited, for example, it may be at 0.99 ⁇ 10 4 or less, may be a 100 ⁇ 10 4 or less, may be a 50 ⁇ 10 4 or less, may be a 30 ⁇ 10 4 or less, It may be 20 ⁇ 10 4 or less, 10 ⁇ 10 4 or less, or 7 ⁇ 10 4 or less.
- Mw of the sulfonic acid copolymer a weight average molecular weight (aqueous, polyethylene glycol equivalent) determined by gel permeation chromatography (GPC) can be adopted.
- Copolymers can be mentioned.
- Such (meth) acrylic acid / sulfonic acid copolymer may contain one or more structural units X derived from the above-mentioned sulfonic acid group-containing monomer. Further, it may contain a component derived from a monomer other than the sulfonic acid group-containing monomer and the (meth) acrylic acid monomer.
- Examples of the above (meth) acrylic acid / sulfonic acid copolymer include (meth) acrylic acid / isoprene sulfonic acid copolymer, (meth) acrylic acid / 2-acrylamide-2-methylpropanesulfonic acid copolymer, and the like. Examples thereof include (meth) acrylic acid / isoprene sulfonic acid / 2-acrylamide-2-methylpropanesulfonic acid copolymer.
- the (meth) acrylic acid / sulfonic acid copolymer may contain a component derived from an acrylamide monomer in addition to the sulfonic acid group-containing monomer and the (meth) acrylic acid monomer. ..
- Examples of the (meth) acrylic acid / sulfonic acid copolymer include (meth) acrylic acid / 2-acrylamide-2-methylpropanesulfonic acid copolymer.
- the molecular weight of the (meth) acrylic acid / sulfonic acid copolymer may be, for example, 500 or more, 1000 or more, or 2000 or more. From the viewpoint of improving the friction reducing effect, in some embodiments, the Mw of the (meth) acrylic acid / sulfonic acid copolymer is preferably 3000 or more, more preferably 5000 or more, 7000 or more, and 9000 or more. It may be.
- (Meth) but not limit the Mw of the acrylic acid / sulfonic acid copolymer is not particularly limited, for example, may be at 0.99 ⁇ 10 4 or less, may be a 100 ⁇ 10 4 or less, may be a 50 ⁇ 10 4 or less, 30 ⁇ It may be 10 4 or less, 20 ⁇ 10 4 or less, 10 ⁇ 10 4 or less, 7 ⁇ 10 4 or less, 5 ⁇ 10 4 or less, 3 ⁇ 10 4 or less, 1.5 ⁇ 10 4 may be less.
- the Mw of the (meth) acrylic acid / sulfonic acid copolymer the weight average molecular weight (water-based, polyethylene glycol equivalent) determined by GPC can be adopted.
- the (meth) acrylic acid / sulfonic acid copolymer may be a random copolymer, a block copolymer, or a graft copolymer.
- the ratio (molar ratio) of the number of moles of the structural unit X derived from the sulfonic acid group-containing monomer to the number of moles of all the repeating units constituting the (meth) acrylic acid / sulfonic acid copolymer is not particularly limited.
- the above ratio may be, for example, 5 mol% or more, and may be 10 mol% or more. From the viewpoint of improving the friction reducing effect, in one embodiment, the above ratio may be 20 mol% or more (for example, 25 mol% or more). Further, in one embodiment, the above ratio may be, for example, 95 mol% or less, 90 mol% or less, 80 mol% or less, and further 70 mol% or less (for example, 40 mol% or less). You may.
- a (meth) acrylic acid-based polymer containing a structural unit derived from (meth) acrylic acid is used as the anionic polymer.
- Typical examples of the above (meth) acrylic acid-based polymer include polyacrylic acid and polymethacrylic acid. Of these, polyacrylic acid is preferable.
- the Mw of the (meth) acrylic acid-based polymer may be, for example, 500 or more, 700 or more, 1000 or more, or 1500 or more.
- the upper limit of Mw of the (meth) acrylic acid-based polymer is not particularly limited, but may be, for example, 15 ⁇ 10 4 or less, 10 ⁇ 10 4 or less, 5 ⁇ 10 4 or less, or 1 ⁇ 10 4 or less. However, it may be 7,000 or less, 5,000 or less, or 4,000 or less.
- a weight average molecular weight (water-based, in terms of polyethylene glycol) obtained by GPC can be adopted.
- the anionic polymer may be used in the form of a neutralized salt.
- the neutralized salt include alkali metal salts such as Na and K, ammonium salts and alkylammonium salts.
- the Mw of the anionic polymer may be, for example, 500 or more, 700 or more, 1000 or more, or 1500 or more.
- the upper limit of the Mw of the anionic polymer is not particularly limited, for example, it may be at 0.99 ⁇ 10 4 or less, may be a 100 ⁇ 10 4 or less, may be a 50 ⁇ 10 4 or less, may be a 30 ⁇ 10 4 or less, 20 ⁇ may be 10 4 or less, it may be a 10 ⁇ 10 4 or less, may be 7 ⁇ 10 4 or less.
- a weight average molecular weight water-based, in terms of polyethylene glycol
- the content of the anionic polymer in the polishing composition is not particularly limited. It is appropriate that the content of the anionic polymer is, for example, 0.001 g / L or more (or more than 0.001 g / L).
- the content is preferably 0.005 g / L or more (or more than 0.005 g / L), more preferably 0.01 g / L or more, and further preferably 0, from the viewpoint of effectively exerting the friction reducing effect. It is 0.05 g / L or more.
- the content is preferably 5.0 g / L or less, preferably 2.0 g / L or less, and more preferably 1.0 g / L.
- it may be 0.8 g / L or less, 0.6 g / L or less, or 0.3 g / L or less.
- the content of the (meth) acrylic acid-based polymer in the polishing composition is not particularly limited. It is appropriate that the content of the (meth) acrylic acid-based polymer is, for example, 0.001 g / L or more (or more than 0.001 g / L).
- the content is preferably 0.005 g / L or more (or more than 0.005 g / L), more preferably 0.01 g / L or more, and further preferably 0, from the viewpoint of effectively exerting the friction reducing effect. It is 0.05 g / L or more.
- the content is preferably 5.0 g / L or less, preferably 2.0 g / L or less, and more preferably 1.0 g / L.
- it may be 0.8 g / L or less, 0.6 g / L or less, 0.5 g / L or less, or 0.25 g / L or less.
- the polishing composition disclosed herein may or may not further contain a polymer other than the anionic polymer (non-anionic polymer).
- a polymer other than the anionic polymer non-anionic polymer
- any of nonionic polymer, cationic polymer and amphoteric polymer can be used.
- the non-anionic polymer is preferably a water-soluble polymer.
- non-anionic polymers that can be used in the polishing compositions disclosed herein include polymers containing nitrogen atoms.
- Non-limiting examples of polymers containing nitrogen atoms include polymers containing N-vinyl type monomer units; polymers containing N- (meth) acryloyl type monomer units; and the like.
- Examples of polymers containing N-vinyl type monomer units include polymers containing repeating units derived from monomers having a nitrogen-containing heterocycle (eg, a lactam ring). Examples of such polymers include homopolymers and copolymers of N-vinyllactam-type monomers (for example, copolymers in which the copolymerization ratio of N-vinyllactam-type monomers exceeds 50% by weight).
- N-vinyllactam type monomer that is, a compound having a lactam structure and an N-vinyl group in one molecule
- N-vinylpyrrolidone VP
- N-vinylpiperidone N-vinylmorpholinone
- N. -Vinyl caprolactam VC
- N-vinyl-1,3-oxadin-2-one N-vinyl-3,5-morpholindione and the like can be mentioned.
- polymers containing N-vinyllactam-type monomer units include polyvinylpyrrolidone, polyvinylcaprolactam, random copolymers of VP and VC, one or both of VP and VC and other vinyl monomers (eg, acrylics). Random copolymers with (monomers, vinyl ester-based monomers, etc.), block copolymers containing polymer chains containing one or both of VP and VC, graft copolymers, and the like can be mentioned.
- Specific examples of the polymer containing one of VP and VC include polyvinylpyrrolidone vinyl acetate copolymer and the like.
- polymers containing N- (meth) acryloyl-type monomer units include homopolymers and copolymers of N- (meth) acryloyl-type monomers (for example, the copolymerization ratio of N- (meth) acryloyl-type monomer). Copolymers in excess of 50% by weight) are included.
- N- (meth) acryloyl-type monomers include cyclic amides having an N- (meth) acryloyl group.
- Examples of cyclic amides having an N- (meth) acryloyl group include N-acryloyl morpholine, N-acryloylthiomorpholine, N-acryloylpiperidin, N-acryloylpyridine, N-methacryloylmorpholin, N-methacryloylpiperidin, N-methacryloyl. Examples thereof include pyrrolidine.
- An example of a polymer containing a cyclic amide having an N- (meth) acryloyl group as a monomer unit is an acryloyl morpholine polymer (PACMO).
- acryloylmorpholin-based polymers include homopolymers of N-acryloylmorpholin (ACMO) and copolymers of ACMO (for example, copolymers in which the copolymerization ratio of ACMO exceeds 50% by weight).
- ACMO N-acryloylmorpholin
- the ratio (molar ratio) of the number of moles of ACMO units to the number of moles of all repeating units is usually 50 mol% or more, and 80 mol% or more (for example, 90 mol% or more, or 95 mols). % Or more) is appropriate.
- All repeating units of the non-anionic polymer may consist substantially of ACMO units.
- non-anionic polymer examples include polyvinyl acetate and the like. Further, specific examples of the non-anionic polymer include polyaluminum chloride, ferric sulfate and the like.
- the non-anionic polymer can be used alone or in combination of two or more.
- the content of the non-anionic polymer (in the embodiment containing the plurality of non-anionic polymers, the total content thereof) is not particularly limited. From the viewpoint of maintaining a good polishing rate, the ratio (W Y / W X ) of the content of non-anionic polymer YY [% by weight] to the content of anionic polymer W X [% by weight] is less than 1. It is preferably 0.5 or less, more preferably 0.2 or less, and particularly preferably 0.1 or less.
- the polishing composition can be preferably carried out in a manner substantially free of non-anionic polymers.
- substantially free of the non-anionic polymer means that the non-anionic polymer is not contained at least intentionally, and the content of the non-anionic polymer in the polishing composition is typically 0. It means that it is 0.001% by weight or less, preferably 0.0001% by weight or less, and includes that the content of the non-anionic polymer is 0% by weight.
- the polishing composition disclosed herein comprises an oxidizing agent.
- the oxidant can exert an effect of improving the polishing rate in polishing an object to be polished (for example, silicon carbide).
- the polishing composition disclosed herein comprises a composite metal oxide as an oxidizing agent.
- the composite metal oxide include metal nitrates, iron acids, permanganic acids, chromium acids, vanadic acids, ruthenium acids, molybdenum acids, rhenic acids, and tungsten acids. Of these, iron acids, permanganates, and chromium acids are more preferable, and permanganates (for example, permanganate) are even more preferable.
- the composite metal oxide include metal nitrates such as iron nitrate and silver nitrate; iron acids such as potassium ironate; permanganates such as sodium permanganate and potassium permanganate; potassium chromate and potassium dichromate. Chromic acids such as potassium; vanadic acids such as sodium vanadate and potassium vanadate; ruthenic acids such as salts of permanganate; molybdic acids such as ammonium molybdate and disodium molybdenate; renic acids such as salts of perrenic acid Examples include tungonic acids such as disodium tungstate.
- the composite metal oxide may be used alone or in combination of two or more.
- a composite having a monovalent or divalent metal element (excluding the transition metal element) and a fourth period transition metal element in the periodic table as the composite metal oxide is used.
- the monovalent or divalent metal element include Na, K, Mg and Ca. Of these, Na and K are more preferable.
- Preferable examples of the fourth period transition metal element in the periodic table include Fe, Mn, Cr, V, and Ti. Of these, Fe, Mn, and Cr are more preferable, and Mn is even more preferable.
- the composite metal oxide can effectively lower the hardness and weaken the surface of a high-hardness material such as silicon carbide. As a result, the effect of improving the polishing speed can be more preferably exhibited.
- the composite metal oxide is a salt (for example, permanganate)
- the composite metal oxide may be present in an ionic state in the polishing composition.
- the polishing composition disclosed herein may further contain an oxidizing agent other than the above-mentioned composite metal oxide.
- the oxidizing agent other than the composite metal oxide include peroxides such as hydrogen peroxide.
- the technique disclosed herein can be preferably carried out in a mode in which a composite metal oxide (for example, vanadic acids) and an oxidizing agent other than the composite metal oxide (for example, hydrogen peroxide) are used in combination as an oxidizing agent.
- the ratio (C2 / C1) of the hydrogen peroxide content C2 to the vanadate content C1 is not particularly limited and is by weight. It is appropriate that it is 0.5 or more and 5 or less, preferably 1 or more and 4 or less, and more preferably 1.5 or more and 3 or less.
- the polishing composition disclosed here does not have to contain an oxidizing agent other than the above-mentioned composite metal oxide.
- the technique disclosed herein can also be preferably carried out in a mode in which an oxidizing agent other than the composite metal oxide (for example, hydrogen peroxide) is substantially not contained as the oxidizing agent.
- the content of the oxidizing agent (for example, permanganate) in the polishing composition is 0.005 mol / L or more.
- the content of the oxidizing agent (for example, permanganate) is preferably 0.008 mol / L or more, more preferably 0.01 mol / L or more, and may be 0.03 mol / L or more. , 0.05 mol / L or more, 0.06 mol / L or more, or 0.07 mol / L or more.
- the content of the oxidizing agent (for example, permanganate) in the polishing composition is 0.5 mol / L or less, and 0.3 mol / L. It is preferably L or less, more preferably 0.2 mol / L or less, 0.1 mol / L or less, or 0.09 mol / L or less.
- the content of the oxidizing agent (for example, vanadates) in the polishing composition is usually preferably 0.005 mol / L or more.
- the content of the oxidizing agent (for example, vanadic acids) is preferably 0.01 mol / L or more, more preferably 0.05 mol / L or more, and may be 0.08 mol / L or more, 0. .1 mol / L or more, 0.15 mol / L or more, 0.18 mol / L or more.
- the content of an oxidizing agent (for example, vanadic acids) in the polishing composition is usually preferably 1.0 mol / L or less, and 0.8 mol / L or less. It is preferably 0.5 mol / L or less, and may be 0.3 mol / L or less, or 0.2 mol / L or less.
- the content of an oxidizing agent (for example, hydrogen peroxide) other than the composite metal oxide in the polishing composition is usually preferably 0.05 mol / L or more.
- the content of an oxidizing agent (for example, hydrogen peroxide) other than the composite metal oxide is preferably 0.1 mol / L or more, more preferably 0.2 mol / L or more, and 0.25 mol. It may be / L or more, 0.3 mol / L or more, 0.35 mol / L or more, or 0.4 mol / L or more.
- the content of an oxidizing agent (for example, hydrogen peroxide) other than the composite metal oxide in the polishing composition is 5.0 mol / L or less. It is preferably 2 mol / L or less, more preferably 1 mol / L or less, 0.7 mol / L or less, or 0.5 mol / L or less.
- the polishing composition disclosed herein comprises water.
- water ion-exchanged water (deionized water), pure water, ultrapure water, distilled water and the like can be preferably used.
- the polishing composition disclosed herein may further contain an organic solvent (lower alcohol, lower ketone, etc.) that can be uniformly mixed with water, if necessary.
- an organic solvent lower alcohol, lower ketone, etc.
- 90% by volume or more of the solvent contained in the polishing composition is water, 95% by volume or more is preferably water, and 99 to 100% by volume is water. preferable.
- the polishing composition may contain an acid, if necessary, for the purpose of adjusting pH, promoting polishing, and the like.
- an inorganic acid or an organic acid can be used.
- inorganic acids include sulfuric acid, nitric acid, hydrochloric acid, carbonic acid and the like.
- organic acids include aliphatic carboxylic acids such as formic acid, acetic acid and propionic acid, aromatic carboxylic acids such as benzoic acid and phthalic acid, citric acid, oxalic acid, tartaric acid, malic acid, maleic acid, fumaric acid and succinic acid.
- acids, organic sulfonic acids, and organic phosphonic acids include acids, organic sulfonic acids, and organic phosphonic acids.
- the amount used is not particularly limited, and the amount used can be adjusted according to the purpose of use (for example, pH adjustment).
- the composition may be substantially acid-free.
- the polishing composition may contain a basic compound, if necessary, for the purpose of adjusting the pH, promoting polishing, and the like.
- the basic compound refers to a compound having a function of raising the pH of the composition by being added to the polishing composition.
- Examples of basic compounds are alkali metal hydroxides such as potassium hydroxide and sodium hydroxide; carbonates such as ammonium hydrogencarbonate, ammonium carbonate, potassium hydrogencarbonate, potassium carbonate, sodium hydrogencarbonate, sodium carbonate and hydrogen carbonate.
- the basic compound one kind may be used alone or two or more kinds may be used in combination.
- the amount used is not particularly limited, and the amount used can be adjusted according to the purpose of use (for example, pH adjustment).
- the composition may be substantially free of basic compounds.
- the polishing composition disclosed herein is a chelating agent, a thickener, a dispersant, a surface protectant, a wetting agent, a surfactant, a rust preventive, a preservative, and an antifungal agent, as long as the effects of the present invention are not impaired.
- a known additive that can be used in a polishing composition such as a fungicide (for example, a polishing composition used for polishing a high-hardness material such as silicon carbide) may be further contained.
- the content of the additive may be appropriately set according to the purpose of the addition and does not characterize the present invention, and thus detailed description thereof will be omitted.
- the redox potential of the polishing composition disclosed herein (hereinafter, also referred to as ORP: Oxidation-Reduction Potential) is not particularly limited. From the viewpoint of polishing efficiency and the like, the ORP of the polishing composition is preferably 400 mV or more, preferably 600 mV or more, and more preferably 650 mV or more (for example, 750 mV or more, or 800 mV or more).
- the upper limit of the ORP of the polishing composition is not particularly limited, but from the viewpoint of easily obtaining a higher quality surface, it is preferably 1500 mV or less, more preferably 1300 mV or less, still more preferably 1200 mV or less (for example, 1000 mV or less, or 950 mV or less).
- the ORP of the polishing composition can be adjusted by appropriately selecting the types of abrasive grains and oxidizing agents and the ratio of the contents of abrasive grains and oxidizing agents. Further, as a method for adjusting the ORP of the polishing composition, a method such as changing the pH of the composition can also be adopted. The above-mentioned method for controlling ORP can be used alone or in combination. The ORP of the polishing composition is measured by the method described in Examples below.
- the addition of an anionic polymer exerts a friction reducing effect.
- a friction reducing effect can be more remarkable when an anionic polymer is further added to the composition C 0 containing abrasive grains showing a predetermined zeta potential ⁇ 0 .
- Absolute value of the zeta potential ⁇ 0 of the abrasive grains in the composition C 0 typically the composition having the same composition as the polishing composition except that it does not contain the anionic polymer) before the addition of the anionic polymer.
- the friction reducing effect by using the anionic polymer disclosed herein is preferably exhibited.
- the zeta potential ⁇ 0 of the abrasive grains in the composition C 0 is measured by the method described in Examples described later.
- the reason why the friction reducing effect is improved when the anionic polymer is added to the composition C 0 containing the abrasive grains showing the zeta potential ⁇ 0 in a predetermined range is not particularly limited, but is not interpreted.
- it can be considered as follows. That is, in the composition C 0 in which the absolute value of the zeta potential ⁇ 0 of the abrasive grains is relatively large, it is considered that the abrasive grains are well dispersed by electrically repelling each other.
- the composition C 0 in which the absolute value of the zeta potential ⁇ 0 of the abrasive grains is relatively small the dispersibility of the abrasive grains tends to decrease.
- the anionic polymer acts on the surface of the abrasive grains and the like to suppress the direct contact between the abrasive grains and the object to be polished.
- Such friction reduction effect by the anionic polymer addition the dispersion of the abrasive grains may be more effectively exhibited in prone compositions C 0 decreases. Therefore, when the anionic polymer is added to the composition C 0 in which the absolute value of the zeta potential ⁇ 0 of the abrasive grains is not more than a predetermined value, the friction reducing effect is particularly likely to be improved.
- the zeta potential ⁇ A of the abrasive grains in the polishing composition disclosed herein is not particularly limited.
- the absolute value of the zeta potential ⁇ A of the abrasive grains in the polishing composition is usually 5 mV or more, preferably 10 mV or more, more preferably 13 mV or more, for example, 20 mV or more.
- the larger the absolute value of the zeta potential ⁇ A the stronger the electrical repulsion between the abrasive grains, which tends to improve the dispersion stability of the abrasive grains in the polishing composition.
- the upper limit of the absolute value of the zeta potential ⁇ A is not particularly limited, but is usually 175 mV or less, preferably 100 mV or less, more preferably 80 mV or less, still more preferably 70 mV or less (for example, 60 mV or less, or 50 mV or less). is there.
- the zeta potential ⁇ A of the abrasive grains in the polishing composition is measured by the method described in Examples described later.
- the pH of the polishing composition is usually about 2 to 12. When the pH is in the above range, a practical polishing rate is likely to be achieved in polishing the object to be polished.
- the pH may be 2.5 or higher, 3.0 or higher, 4.0 or higher, 5.0 or higher, or 5.5 or higher.
- the upper limit of the pH is not particularly limited, but in some embodiments, the pH may be 12.0 or less, 10.0 or less, 9.0 or less (for example, less than 9.0), or 8.0. It may be less than or equal to (for example, less than 8.0), less than 7.0, or less than or equal to 6.8.
- the pH of the polishing composition can affect the zeta potential ⁇ A of the particles in the polishing composition.
- the pH of the polishing composition is preferably 3.0 or more, more preferably 4.0, from the viewpoint of adjusting the zeta potential ⁇ A that can more effectively exert the friction reducing effect. Above, more preferably 5.0 or more (for example, 5.5 or more).
- the pH of the polishing composition is preferably 8.0 or less, more preferably 7.0 or less. More preferably, it is 6.8 or less.
- the pH of the polishing composition is 4.0 or more and less than 8.0. Within such a pH range, the friction reducing effect of the anionic polymer tends to be preferably exhibited. From this point of view, the pH of the polishing composition is more preferably 5.0 or more and 7.0 or less, still more preferably 5.5 or more and 6.8 or less.
- the electrical conductivity of the polishing composition disclosed herein is not particularly limited.
- the electrical conductivity of the polishing composition is usually 5 mS / cm or more, preferably 7 mS / cm or more, and more preferably 8 mS / cm or more (for example, 8.5 mS / cm or more, or 8). .6 mS / cm or more).
- the upper limit of the electric conductivity of the polishing composition is also not particularly limited, but is usually preferably 40 mS / cm or less, preferably 30 mS / cm or less, and more preferably 15 mS / cm or less.
- polishing composition exhibiting an electric conductivity within a predetermined range, the friction reducing effect by using the anionic polymer disclosed herein is preferably exhibited.
- the electric conductivity of a polishing composition means the electric conductivity measured under the condition that the content of abrasive grains in the polishing composition is 6% by weight.
- the electrical conductivity of the polishing composition is measured by the method described in Examples below.
- the method of adjusting the electrical conductivity of the polishing composition is not particularly limited.
- the polishing composition is blended with an appropriate amount of electrolyte (salt, acid, alkali, etc.), the polishing composition is diluted or concentrated.
- the electrical conductivity can be adjusted by a method such as performing an ion exchange treatment.
- a method for adjusting the electric conductivity one type may be used alone, or two or more types may be used in combination.
- the method for preparing the polishing composition disclosed here is not particularly limited.
- the mode in which these components are mixed is not particularly limited, and for example, all the components may be mixed at once, or may be mixed in an appropriately set order.
- the polishing composition according to a preferred embodiment disclosed herein satisfies the following characteristics with respect to the friction coefficient and polishing speed measured in a polishing test performed under predetermined conditions. That is, the polishing liquid in the polishing test conducted by supplying, friction coefficient F A and the polishing is measured by using the polishing composition as the polishing liquid between the polishing object and the polishing pad with a polishing pad rate R a is, except for omission of the anionic polymer as the polishing liquid and the friction coefficient F 0 and a polishing rate R 0 is measured using the comparative composition having the same composition as the polishing composition, the following Relationship: Has F A / F 0 ⁇ 0.9; and R A / R 0 >0.8;.
- the polishing composition satisfying such characteristics the friction with the object to be polished is reduced while maintaining a good polishing rate. Therefore, in polishing using a polishing composition satisfying such characteristics, the degree of freedom in polishing conditions tends to be improved. Therefore, in polishing with such a polishing composition, the polishing rate of the object to be polished can be further improved.
- the polishing test is performed by the method described in Examples described later. That is, as the object to be polished in the polishing test, the one described in Examples described later is used. Further, polishing in the polishing test is performed under the conditions described in Examples described later.
- the coefficient of friction F A and F 0 and the polishing speeds R A and R 0 are measured by the methods described in Examples described later, respectively.
- the pH of the polishing composition is equal to or close to the pH of the comparative composition.
- the difference between the pH of the polishing composition and the pH of the comparative composition is preferably 2.0 or less, more preferably 1.5 or less, still more preferably 1.0 or less (for example, 0.8 or less). ), And may be 0.5 or less, 0.3 or less, or 0.2 or less.
- F A / F 0 is the ratio of the coefficient of friction between the comparative compositions and the polishing composition of the polishing test, from the viewpoint of friction reduction, preferably 0.95 or less, more preferably 0.9 or less Yes, more preferably 0.85 or less (for example, 0.81 or less).
- the lower limit of F A / F 0 is not particularly limited, from the viewpoint of maintaining good polishing rate may be 0.5 or more, may be 0.6 or more, or 0.7 or more.
- RA / R 0 which is the ratio of the polishing rate of the polishing composition to the comparative composition in the above polishing test, is more preferably 0.9 or more, still more preferably 0.95, from the viewpoint of improving the polishing rate.
- the above is particularly preferable, and is 0.98 or more (for example, 1 or more).
- the upper limit of R A / R 0 (polishing rate ratio) is not particularly limited, but from the viewpoint of friction reduction, R A / R 0 is 1.5 or less, and may be 1.3 or less.
- the object to be polished of the polishing composition disclosed herein is not particularly limited.
- the polishing composition disclosed herein can be applied to polishing a substrate having a surface made of a compound semiconductor material, that is, a compound semiconductor substrate.
- the constituent materials of the compound semiconductor substrate are not particularly limited, and are, for example, II-VI group compound semiconductors such as cadmium tellurate, zinc selenium, cadmium sulfide, cadmium telluride mercury, and cadmium zinc telluride; gallium phosphide and gallium arsenide.
- the object to be polished may be composed of a plurality of materials.
- the polishing composition disclosed herein can be applied to the polishing of a substrate having a surface made of a non-oxide (ie, non-oxide) chemical semiconductor material.
- the polishing promoting effect of the oxidizing agent contained in the polishing composition disclosed herein is likely to be suitably exhibited.
- the polishing composition disclosed herein can be preferably used for polishing the surface of an object to be polished having a Vickers hardness of 500 Hv or more, for example.
- the Vickers hardness is preferably 700 Hv or more, for example, 1000 Hv or more, or 1500 Hv or more.
- the Vickers hardness of the material to be polished may be 1800 Hv or more, 2000 Hv or more, or 2200 Hv or more. Materials with high Vickers hardness tend to be brittle and vulnerable to impact, so they are easily damaged depending on the polishing conditions. Therefore, it is more meaningful to apply the polishing composition of the present invention to such a polishing target material.
- the upper limit of the Vickers hardness of the surface of the object to be polished is not particularly limited, and may be, for example, approximately 7,000 Hv or less, 5000 Hv or less, or 3000 Hv or less.
- the Vickers hardness can be measured based on JIS R 1610: 2003.
- the international standard corresponding to the above JIS standard is ISO 14705: 2000.
- Examples of the material having a Vickers hardness of 1500 Hv or more include silicon carbide, silicon nitride, titanium nitride, gallium nitride and the like.
- the object to be polished in the technique disclosed herein may have a single crystal surface of the above material that is mechanically and chemically stable.
- the surface of the object to be polished is preferably composed of either silicon carbide or gallium nitride, and more preferably composed of silicon carbide.
- Silicon carbide is expected as a compound semiconductor substrate material with low power loss and excellent heat resistance, and the practical advantage of improving its surface properties is particularly great.
- the techniques disclosed herein may be particularly preferably applied to the polishing of single crystal surfaces of silicon carbide.
- the polishing composition disclosed herein can be used for polishing an object to be polished, for example, in an embodiment including the following operations. That is, a polishing liquid (slurry) containing any of the polishing compositions disclosed herein is prepared.
- the preparation of the polishing liquid may include preparing the polishing liquid by adding operations such as concentration adjustment (for example, dilution) and pH adjustment to the polishing composition.
- concentration adjustment for example, dilution
- pH adjustment for example, dilution
- the above-mentioned polishing composition may be used as it is as a polishing liquid.
- those agents are mixed, one or more agents are diluted before the mixing, and after the mixing.
- the polishing liquid is then supplied to the object to be polished and polished by a usual method performed by those skilled in the art.
- a usual method performed by those skilled in the art.
- it is a method in which an object to be polished is set in a general polishing device and the polishing liquid is supplied to the surface to be polished of the object to be polished through a polishing pad of the polishing device.
- the polishing pad is pressed against the surface to be polished of the object to be polished, and both are relatively moved (for example, rotationally moved). Polishing of the object to be polished is completed through such a polishing step.
- a polishing method for polishing an object to be polished typically, a material to be polished
- a method for producing a polished object using the polishing method are provided.
- the polishing method is characterized by including a step of polishing an object to be polished using the polishing composition disclosed herein.
- the polishing method according to a preferred embodiment includes a step of performing preliminary polishing (preliminary polishing step) and a step of performing finish polishing (finish polishing step).
- the pre-polishing step is a polishing step that is placed immediately prior to the finishing polishing step.
- the preliminary polishing step may be a one-step polishing step or a plurality of two or more steps of polishing steps.
- the finish polishing step referred to here is a step of performing finish polishing on a polishing object that has been pre-polished, and is the last of the polishing steps performed using a polishing slurry containing abrasive grains ( That is, it refers to the polishing process arranged (on the most downstream side).
- the polishing composition disclosed herein may be used in the pre-polishing step, may be used in the finish polishing step, and may be used in the pre-polishing step. It may be used in both the process and the finish polishing process.
- the polishing step using the polishing composition may be a preliminary polishing step.
- the preliminary polishing step includes a plurality of polishing steps of two or more steps, it is also possible to carry out the polishing step of two or more steps by using any of the polishing compositions disclosed herein. ..
- the polishing composition disclosed herein can be preferably applied to the preliminary polishing of the previous stage (upstream side). For example, it can also be preferably used in the first pre-polishing step, typically the primary polishing step, which has undergone the wrapping step described below.
- the polishing step using the polishing composition is a finishing polishing step. Since the polishing composition disclosed herein can reduce the number of dents and the number of defects on the surface after polishing, the polishing composition used in the finish polishing step of the surface of the object to be polished (finish polishing composition). ) Is suitable.
- Preliminary polishing and finish polishing can be applied to both polishing with a single-sided polishing device and polishing with a double-sided polishing device.
- a single-sided polishing device the object to be polished is attached to a ceramic plate with wax, or the object to be polished is held by a holder called a carrier, and a polishing pad is pressed against one side of the object to be polished while supplying a polishing composition. By moving both of them relatively, one side of the object to be polished is polished. The movement is, for example, a rotational movement.
- a holder called a carrier is used to hold the object to be polished, and while supplying the polishing composition from above, the polishing pad is pressed against the facing surface of the object to be polished, and they are rotated in a relative direction. As a result, both sides of the object to be polished are polished at the same time.
- the polishing pad used in each polishing step disclosed here is not particularly limited.
- any of non-woven fabric type, suede type, rigid polyurethane foam type, those containing abrasive grains, those containing no abrasive grains and the like may be used.
- a suede-type polishing pad that does not contain abrasive grains may be preferably employed.
- Polished materials polished by the methods disclosed herein are typically washed after polishing. This cleaning can be performed using a suitable cleaning solution.
- the cleaning solution to be used is not particularly limited, and known and commonly used cleaning solutions can be appropriately selected and used.
- the polishing method disclosed herein may include any other steps in addition to the preliminary polishing step and the finishing polishing step.
- Examples of such a step include a wrapping step performed before the preliminary polishing step.
- the wrapping step is a step of polishing the polishing target by pressing the surface of the polishing surface plate, for example, a cast iron surface plate, against the polishing target. Therefore, no polishing pad is used in the wrapping process.
- the wrapping step is typically performed by supplying abrasive grains between the polishing surface plate and the object to be polished.
- the abrasive grains are typically diamond abrasive grains.
- the polishing method disclosed herein may include an additional step before the preliminary polishing step or between the preliminary polishing step and the finishing polishing step.
- the additional steps are, for example, a cleaning step and a polishing step.
- the techniques disclosed herein may include a method of producing a polished product that includes a polishing step by any of the polishing methods described above, and the provision of a polished product produced by that method.
- the method for producing the polished product is, for example, a method for producing a silicon carbide substrate. That is, according to the technique disclosed herein, a method for producing a polished object and the method for producing the polished object, which comprises polishing the object to be polished composed of the material to be polished by applying any of the polishing methods disclosed herein. Abrasives produced by the method are provided. According to the above manufacturing method, a polished material having an improved surface quality, for example, a silicon carbide substrate can be efficiently provided.
- the anionic polymers used in the following examples are as follows.
- Polymer A1 Polystyrene sulfonate sodium salt (manufactured by Tosoh Organic Chemical Co., Ltd., trade name "Polynas (registered trademark) PS-1", Mw10000)
- Polymer A2 Sodium polystyrene sulfonate salt (manufactured by Tosoh Organic Chemical Co., Ltd., trade name "Polynas (registered trademark) PS-5", Mw50000)
- Polymer B Sodium polyacrylate (manufactured by Toagosei Co., Ltd., trade name "A-210", Mw3000)
- Polymer C Acrylic acid / 2-acrylamide 2-methylpropanesulfonic acid copolymer sodium salt (Mw10000)
- the Mw of the polymer is a manufacturer's nominal value.
- Example 1 ⁇ Preparation of polishing composition> (Example 1) Alumina abrasive grains, potassium permanganate (KMnO 4 ) as an oxidizing agent, an anionic polymer, and deionized water were mixed to prepare the polishing composition of this example.
- the content of the alumina abrasive grains was 6%
- the content of potassium permanganate was 0.079 mol / L
- the content of the anionic polymer was 0.08 g / L.
- the pH of the polishing composition was adjusted to the values shown in Table 1 using nitric acid and / or potassium hydroxide (KOH).
- alumina abrasive grains As the alumina abrasive grains, ⁇ -alumina abrasive grains having a BET diameter of 0.5 ⁇ m were used. The BET diameter of the abrasive grains was measured using a surface area measuring device (trade name "Flow Sorb II 2300") manufactured by Micromeritex. As the anionic polymer, a polystyrene sulfonate sodium salt (polymer A2) having an Mw of 50,000 was used.
- Example 2 The polishing composition of this example was prepared in the same manner as in Example 1 except that the types of anionic polymers and their contents were as shown in Table 1.
- Example 4 Examples of Examples except that sodium polystyrene sulfonate (polymer A1) having an Mw of 10000 was used as the anionic polymer, and the pH of the polishing composition was adjusted to the values shown in Table 1 using nitric acid and / or KOH.
- the polishing composition according to this example was prepared in the same manner as in 1.
- Example 5 The polishing composition of this example was prepared in the same manner as in Example 4 except that the types of anionic polymers and their contents were as shown in Table 1.
- Example 8 The polishing composition according to this example was prepared in the same manner as in Example 1 except that the pH of the polishing composition was adjusted to the values shown in Table 1 using nitric acid and / or KOH.
- Example 9 The polishing composition of this example was prepared in the same manner as in Example 1 except that the types of anionic polymers and their contents were as shown in Table 2.
- the zeta potential [mV] was measured at a liquid temperature of 20 to 25 ° C. using a high-concentration zeta potential meter (ZetaProbe) manufactured by Colloidal Dynamics. The absolute values of the obtained values are shown in the "Zeta potential absolute value" column of Tables 1 and 2.
- the redox potential ORP [mV] for the standard hydrogen electrode was measured at a liquid temperature of 20 using an oxidation-reduction potential meter (main body model: F-52, electrode model: 9300) manufactured by Horiba Seisakusho Co., Ltd. It was measured under the condition of ⁇ 25 ° C. The measurement results are shown in the "ORP" column of Tables 1 and 2.
- Preliminary polishing of the object to be polished> It contains alumina abrasive grains (6% by weight) with a BET diameter of 0.5 ⁇ m and permanganate (0.105 mol / L) as an oxidizing agent, and a pH adjuster is used so that the pH is 8 or more and 10 or less.
- the added pre-polishing composition was prepared.
- the SiC wafer was pre-polished using the pre-polishing composition until the following surface grade was obtained.
- the conditions for pre-polishing were the same as the polishing conditions for ⁇ polishing the object to be polished> below.
- the pre-polishing was performed so that the surface roughness after the pre-polishing was 0.07 nm or less as measured by an atomic force microscope (model nanoscape V) manufactured by Bruker.
- polishing equipment Fujikoshi Machinery Co., Ltd., model "RDP-500” Polishing pad: "SUBA800XY” manufactured by Nitta Haas Polishing pressure: 29.4 kPa Polishing liquid supply rate: 20 mL / min Surface plate rotation speed: 100 revolutions / minute Head rotation speed: 100 revolutions / minute Polishing time: 1 hour Polishing object: SiC wafer (conduction type: n type, crystal type 4H-SiC, Off angle of main surface (0001) with respect to C axis: 4 °), 2 inches, 1 sheet / batch Polishing solution temperature: 23 ° C
- the obtained value is converted into a relative value in which the value of the comparative example showing the pH in the same range as the pH of the polishing composition used is 100%, and the values are displayed in the "Relative polishing rate" column of Tables 1 and 2. Indicated.
- the polishing composition according to each example was used as it was as a polishing liquid, and the friction coefficient when polishing was performed under the above polishing conditions was measured.
- a template using a backing material made of suede material was used as the wafer holding portion, and the wafer was attached so that the protrusion height was 200 ⁇ m or more.
- the wafer was kept water-filled with respect to the suede material.
- the friction coefficient the value output from the polishing apparatus was adopted as it was.
- the value obtained here is converted into a relative value in which the value of the comparative example showing the pH in the same region as the pH of the polishing composition used is 100%, and the "relative friction coefficient" in Tables 1 and 2 is shown. Shown in the column.
- Example 16 ⁇ Preparation of polishing composition> (Example 16)
- the polishing composition of this example is prepared by mixing silica abrasive grains, hydrogen peroxide (H 2 O 2 ) as an oxidizing agent, sodium metavanadate (NaVO 3 ), an anionic polymer, and deionized water. did.
- the content of silica abrasive grains was 29%
- the content of H 2 O 2 was 0.405 mol / L
- the content of NaVO 3 was 0.196 mol / L
- the content of anionic polymer was 0. It was set to 32 g / L.
- the pH of the polishing composition was adjusted to the values shown in Table 3 using nitric acid and / or potassium hydroxide (KOH).
- silica abrasive grains colloidal silica having a BET diameter of 72 nm was used.
- the BET diameter of the abrasive grains was measured using a surface area measuring device (trade name "Flow Sorb II 2300") manufactured by Micromeritex.
- anionic polymer an acrylic acid / 2-acrylamide 2-methylpropanesulfonic acid copolymer sodium salt (polymer C) having an Mw of 10000 was used.
- Example 17 The polishing composition of this example was prepared in the same manner as in Example 16 except that the content of the anionic polymer was as shown in Table 3.
- Preliminary polishing of the object to be polished> It contains alumina abrasive grains (6% by weight) with a BET diameter of 0.5 ⁇ m and permanganate (0.105 mol / L) as an oxidizing agent, and a pH adjuster is used so that the pH is 8 or more and 10 or less.
- the added pre-polishing composition was prepared.
- the SiC wafer was pre-polished using the pre-polishing composition until the following surface grade was obtained.
- the conditions for pre-polishing were the same as the polishing conditions for ⁇ polishing the object to be polished> below.
- the pre-polishing was performed so that the surface roughness after the pre-polishing was 0.07 nm or less as measured by an atomic force microscope (model nanoscape V) manufactured by Bruker.
- polishing equipment Fujikoshi Machinery Co., Ltd., model "RDP-500” Polishing pad: "SUBA800XY” manufactured by Nitta Haas Polishing pressure: 29.4 kPa Polishing liquid supply rate: 20 mL / min Surface plate rotation speed: 100 revolutions / minute Head rotation speed: 100 revolutions / minute Polishing time: 1 hour Polishing object: SiC wafer (conduction type: n type, crystal type 4H-SiC, Off angle of main surface (0001) with respect to C axis: 4 °), 2 inches, 1 sheet / batch Polishing liquid temperature: 23 ° C
- polishing speed was calculated according to the calculation formulas (1) and (2) in the same manner as in Test Example 1 described above. The obtained value was converted into a relative value in which the value of the comparative example showing the pH in the same region as the pH of the polishing composition used was 100%, and is shown in the column of "relative polishing rate" in Table 3. ..
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- General Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
Description
(砥粒)
砥粒の材質や性状は特に制限されない。例えば、砥粒は無機粒子、有機粒子および有機無機複合粒子のいずれかであり得る。例えば、シリカ粒子、アルミナ粒子、酸化セリウム粒子、酸化クロム粒子、二酸化チタン粒子、酸化ジルコニウム粒子、酸化マグネシウム粒子、二酸化マンガン粒子、酸化亜鉛粒子、酸化鉄粒子等の酸化物粒子;窒化ケイ素粒子、窒化ホウ素粒子等の窒化物粒子;炭化ケイ素粒子、炭化ホウ素粒子等の炭化物粒子;ダイヤモンド粒子;炭酸カルシウムや炭酸バリウム等の炭酸塩;等のいずれかから実質的に構成される砥粒が挙げられる。砥粒は1種を単独で用いてもよく2種以上を組み合わせて用いてもよい。なかでも、シリカ粒子、アルミナ粒子、酸化セリウム粒子、酸化クロム粒子、酸化ジルコニウム粒子、二酸化マンガン粒子、酸化鉄粒子等の酸化物粒子は、良好な表面を形成し得るので好ましい。そのなかでも、シリカ粒子、アルミナ粒子、酸化ジルコニウム粒子、酸化クロム粒子、酸化鉄粒子がより好ましく、シリカ粒子、アルミナ粒子が特に好ましい。砥粒としてシリカ粒子またはアルミナ粒子を用いる態様において、ここに開示される技術を適用して研磨対象物に対する摩擦を低減する効果が好適に発揮され得る。
ここに開示される研磨用組成物は、アニオン性ポリマーを含む。アニオン性ポリマーは、研磨対象物の研磨対象面および/または砥粒の表面に作用することにより、良好な研磨速度を維持しつつ、砥粒と研磨対象物との直接的な接触による摩擦を低減させる摩擦低減剤として機能し得る。
ここに開示される研磨用組成物は、アニオン性ポリマー以外のポリマー(非アニオン性ポリマー)をさらに含んでもよく、含まなくてもよい。非アニオン性ポリマーとしては、ノニオン性ポリマー、カチオン性ポリマー、両性ポリマーのいずれも使用可能である。非アニオン性ポリマーは水溶性のポリマーであることが好ましい。
ここに開示される研磨用組成物は、酸化剤を含む。酸化剤は、研磨対象物(例えば炭化ケイ素)のポリシングにおいて、研磨速度を向上させる効果を発揮し得る。ここに開示される研磨用組成物は、酸化剤として複合金属酸化物を含む。上記複合金属酸化物としては、硝酸金属塩、鉄酸類、過マンガン酸類、クロム酸類、バナジン酸類、ルテニウム酸類、モリブデン酸類、レニウム酸類、タングステン酸類が挙げられる。なかでも、鉄酸類、過マンガン酸類、クロム酸類がより好ましく、過マンガン酸類(例えば、過マンガン酸塩)がさらに好ましい。
ここに開示される研磨用組成物は、水を含む。水としては、イオン交換水(脱イオン水)、純水、超純水、蒸留水等を好ましく用いることができる。ここに開示される研磨用組成物は、必要に応じて、水と均一に混合し得る有機溶剤(低級アルコール、低級ケトン等)をさらに含んでいてもよい。通常は、研磨用組成物に含まれる溶媒の90体積%以上が水であることが適当であり、95体積%以上が水であることが好ましく、99~100体積%が水であることがより好ましい。
研磨用組成物には、pH調整や研磨促進等の目的で、必要に応じて酸を含有させることができる。酸としては、無機酸および有機酸のいずれも使用可能である。無機酸の例としては、硫酸、硝酸、塩酸、炭酸等が挙げられる。有機酸の例としては、ギ酸、酢酸、プロピオン酸等の脂肪族カルボン酸、安息香酸、フタル酸等の芳香族カルボン酸、クエン酸、シュウ酸、酒石酸、リンゴ酸、マレイン酸、フマル酸、コハク酸、有機スルホン酸、有機ホスホン酸等が挙げられる。これらは、一種を単独でまたは二種以上を組み合わせて用いることができる。酸を使用する場合、その使用量は特に限定されず、使用目的(例えばpH調整)に応じた使用量とすることができる。あるいは、ここに開示される研磨用組成物のいくつかの態様では、酸を実質的に含有しない組成であってもよい。
研磨用組成物には、pH調整や研磨促進等の目的で、必要に応じて塩基性化合物を含有させることができる。ここで塩基性化合物とは、研磨用組成物に添加されることによって該組成物のpHを上昇させる機能を有する化合物を指す。塩基性化合物の例としては、水酸化カリウム、水酸化ナトリウム等のアルカリ金属水酸化物;炭酸水素アンモニウム、炭酸アンモニウム、炭酸水素カリウム、炭酸カリウム、炭酸水素ナトリウム、炭酸ナトリウム等の炭酸塩や炭酸水素塩;アンモニア;水酸化テトラメチルアンモニウム、水酸化テトラエチルアンモニウム、水酸化テトラブチルアンモニウム等の水酸化第四級アンモニウム等の水酸化第四級アンモニウム;その他、アミン類、リン酸塩やリン酸水素塩;有機酸塩等が挙げられる。塩基性化合物は、一種を単独でまたは二種以上を組み合わせて用いることができる。塩基性化合物を使用する場合、その使用量は特に限定されず、使用目的(例えばpH調整)に応じた使用量とすることができる。あるいは、ここに開示される研磨用組成物のいくつかの態様では、塩基性化合物を実質的に含有しない組成であってもよい。
ここに開示される研磨用組成物は、本発明の効果を損なわない範囲で、キレート剤、増粘剤、分散剤、表面保護剤、濡れ剤、界面活性剤、防錆剤、防腐剤、防カビ剤等の、研磨用組成物(例えば、炭化ケイ素等の高硬度材料の研磨に用いられる研磨用組成物)に用いられ得る公知の添加剤を、必要に応じてさらに含有してもよい。上記添加剤の含有量は、その添加目的に応じて適宜設定すればよく、本発明を特徴づけるものではないため、詳しい説明は省略する。
ここに開示される研磨用組成物の酸化還元電位(以下、ORP:Oxidation-Reduction Potentialともいう)は特に限定されない。研磨効率等の観点から研磨用組成物のORPは400mV以上であることが適切であり、好ましくは600mV以上であり、より好ましくは650mV以上(例えば750mV以上、あるいは800mV以上)である。研磨用組成物のORPの上限は、特に限定されないが、より高品位の表面を得やすい等の観点から、好ましくは1500mV以下、より好ましくは1300mV以下、さらに好ましくは1200mV以下(例えば1000mV以下、あるいは950mV以下)である。
ここに開示される技術によると、アニオン性ポリマーの添加により摩擦低減効果が発揮される。かかる摩擦低減効果は、所定のゼータ電位ζ0を示す砥粒を含む組成物C0に対してさらにアニオン性ポリマーを添加した場合に、より顕著に発揮され得る。アニオン性ポリマーを添加する前の組成物C0(典型的には、アニオン性ポリマーを含有しないこと以外は研磨用組成物と同じ組成の組成物)中の砥粒のゼータ電位ζ0の絶対値は、110mV以下であることが好ましく、より好ましくは90mV以下、さらに好ましくは70mV以下、特に好ましくは50mV以下であり、例えば40mV以下であってもよく、30mV以下でもよく、25mV以下でもよい。組成物C0中の砥粒のゼータ電位ζ0の絶対値が上述する所定値以下の構成において、ここに開示されるアニオン性ポリマーを使用することによる摩擦低減効果が好ましく発揮される。組成物C0中の砥粒のゼータ電位ζ0は、後述の実施例に記載の方法で測定される。
研磨用組成物のpHは、通常は2~12程度とすることが適当である。pHが上記範囲であると、研磨対象物の研磨において、実用的な研磨速度が達成されやすい。いくつかの態様において、上記pHは、2.5以上でもよく、3.0以上でもよく、4.0以上でもよく、5.0以上でもよく、5.5以上でもよい。pHの上限は特に限定されないが、いくつかの態様において、上記pHは、12.0以下でもよく、10.0以下でもよく、9.0以下(例えば9.0未満)でもよく、8.0以下(例えば8.0未満)でもよく、7.0以下でもよく、6.8以下でもよい。
ここに開示される研磨用組成物の電気伝導度は、特に限定されない。研磨用組成物の電気伝導度は、通常5mS/cm以上であることが適切であり、好ましくは7mS/cm以上であり、さらに好ましくは8mS/cm以上(例えば8.5mS/cm以上、あるいは8.6mS/cm以上)である。研磨用組成物の電気伝導度の上限値も、特に限定されないが、通常は40mS/cm以下であることが適切であり、好ましくは30mS/cm以下であり、より好ましくは15mS/cm以下であり、さらに好ましくは13mS/cm以下であり、特に好ましくは11mS/cm以下(例えば10.5mS/cm以下、あるいは8.8mS/cm以下)である。上述する所定範囲の電気伝導度を示す研磨用組成物において、ここに開示されるアニオン性ポリマーを使用することによる摩擦低減効果が好ましく発揮される。
ここに開示される好ましい一態様に係る研磨用組成物は、所定の条件で行われる研磨試験において測定される摩擦係数および研磨速度について、以下の特性を満足する。すなわち、研磨パッドを用いて該研磨パッドと研磨対象物との間に研磨液を供給して行う研磨試験において、上記研磨液として上記研磨用組成物を用いて測定される摩擦係数FAおよび研磨速度RAが、上記研磨液として上記アニオン性ポリマーを含まないこと以外は上記研磨用組成物と同じ組成の比較組成物を用いて測定される摩擦係数F0および研磨速度R0と、以下の関係:FA/F0≦0.9;およびRA/R0>0.8;を有する。
ここに開示される研磨用組成物の研磨対象物は特に限定されない。例えば、ここに開示される研磨用組成物は、化合物半導体材料により構成された表面を有する基板、すなわち化合物半導体基板の研磨に適用され得る。化合物半導体基板の構成材料は、特に限定されず、例えば、テルル化カドミウム、セレン化亜鉛、硫化カドミウム、テルル化カドミウム水銀、テルル化亜鉛カドミウム等のII-VI族化合物半導体;窒化ガリウム、ヒ化ガリウム、リン化ガリウム、リン化インジウム、ヒ化アルミニウムガリウム、ヒ化ガリウムインジウム、ヒ化窒素インジウムガリウム、リン化アルミニウムガリウムインジウム等のIII-V族化合物半導体;炭化ケイ素、ケイ化ゲルマニウム等のIV-IV族化合物半導体;等であり得る。これらのうち複数の材料により構成された研磨対象物であってもよい。好ましい一態様において、ここに開示される研磨用組成物は、酸化物ではない(即ち、非酸化物の)化学物半導体材料により構成された表面を有する基板の研磨に適用され得る。非酸化物の化学物半導体材料により構成された表面を有する基板の研磨において、ここに開示される研磨用組成物に含有される酸化剤による研磨促進効果が好適に発揮されやすい。
ここに開示される研磨用組成物は、例えば以下の操作を含む態様で、研磨対象物の研磨に使用することができる。
すなわち、ここに開示されるいずれかの研磨用組成物を含む研磨液(スラリー)を用意する。上記研磨液を用意することには、研磨用組成物に、濃度調整(例えば希釈)、pH調整等の操作を加えて研磨液を調製することが含まれ得る。あるいは、上記研磨用組成物をそのまま研磨液として使用してもよい。また、多剤型の研磨用組成物の場合、上記研磨液を用意することには、それらの剤を混合すること、該混合の前に1または複数の剤を希釈すること、該混合の後にその混合物を希釈すること、等が含まれ得る。
次いで、その研磨液を研磨対象物に供給し、当業者によってなされる通常の方法で研磨する。例えば、一般的な研磨装置に研磨対象物をセットし、該研磨装置の研磨パッドを通じて該研磨対象物の研磨対象面に上記研磨液を供給する方法である。典型的には、上記研磨液を連続的に供給しつつ、研磨対象物の研磨対象面に研磨パッドを押しつけて両者を相対的に移動(例えば回転移動)させる。かかるポリシング工程を経て研磨対象物の研磨が完了する。
ここに開示される技術には、上述したいずれかの研磨方法によるポリシング工程を含む研磨物の製造方法および該方法により製造された研磨物の提供が含まれ得る。上記研磨物の製造方法は、例えば炭化ケイ素基板の製造方法である。すなわち、ここに開示される技術によると、研磨対象材料から構成された研磨対象物を、ここに開示されるいずれかの研磨方法を適用して研磨することを含む、研磨物の製造方法および該方法により製造された研磨物が提供される。上記製造方法によると、改善された面質を有する研磨物、例えば炭化ケイ素基板が効率的に提供され得る。
ポリマーA1:ポリスチレンスルホン酸ナトリウム塩(東ソー有機化学株式会社製、商品名「ポリナス(登録商標)PS-1」、Mw10000)
ポリマーA2:ポリスチレンスルホン酸ナトリウム塩(東ソー有機化学株式会社製、商品名「ポリナス(登録商標)PS-5」、Mw50000)
ポリマーB:ポリアクリル酸ナトリウム塩(東亞合成株式会社製、商品名「A-210」、Mw3000)
ポリマーC:アクリル酸/2-アクリルアミド2-メチルプロパンスルホン酸共重合体ナトリウム塩(Mw10000)
なお、上記ポリマーのMwはメーカー公称値である。
<研磨用組成物の作製>
(実施例1)
アルミナ砥粒と、酸化剤としての過マンガン酸カリウム(KMnO4)と、アニオン性ポリマーと、脱イオン水とを混合し、本例の研磨用組成物を調製した。アルミナ砥粒の含有量は6%とし、過マンガン酸カリウムの含有量は0.079モル/Lとし、アニオン性ポリマーの含有量は0.08g/Lとした。研磨用組成物のpHは、硝酸および/または水酸化カリウム(KOH)を用いて表1に示す値となるように調整した。アルミナ砥粒としては、BET径が0.5μmのα-アルミナ砥粒を使用した。砥粒のBET径の測定は、マイクロメリテックス社製の表面積測定装置(商品名「Flow Sorb II 2300」)を用いて行った。アニオン性ポリマーとしては、Mwが50000のポリスチレンスルホン酸ナトリウム塩(ポリマーA2)を用いた。
アニオン性ポリマーの種類とその含有量を表1の通りとした他は実施例1と同様にして本例の研磨用組成物を調製した。
アニオン性ポリマーを使用しないこと以外は実施例1と同様にして本例の研磨用組成物を調製した。
アニオン性ポリマーとして、Mwが10000のポリスチレンスルホン酸ナトリウム(ポリマーA1)を用い、研磨用組成物のpHを硝酸および/またはKOHを用いて表1に示す値となるように調整した他は実施例1と同様にして本例に係る研磨用組成物を調製した。
アニオン性ポリマーの種類とその含有量を表1の通りとした他は実施例4と同様にして本例の研磨用組成物を調製した。
アニオン性ポリマーを使用しないこと以外は実施例4と同様にして本例の研磨用組成物を調製した。
研磨用組成物のpHを硝酸および/またはKOHを用いて表1に示す値となるように調整した他は実施例1と同様にして本例に係る研磨用組成物を調製した。
アニオン性ポリマーを使用しないこと以外は実施例8と同様にして本例の研磨用組成物を調製した。
アニオン性ポリマーの種類とその含有量を表2の通りとしたこと以外は実施例1と同様にして本例の研磨用組成物を調製した。
各例の研磨用組成物について、ゼータ電位[mV]をColloidal Dynamics社製の高濃度ゼータ電位計(ZetaProbe)を用いて液温20~25℃の条件で測定した。得られた値の絶対値を表1および2の「ゼータ電位絶対値」の欄に示した。
各例の研磨用組成物について、標準水素電極に対する酸化還元電位ORP[mV]を株式会社堀場製作所製の酸化還元電位計(本体型式:F-52、電極型式:9300)を用いて液温20~25℃の条件で測定した。測定結果を表1および2の「ORP」の欄に記載した。
各例の研磨用組成物について、電気伝導度[mS/cm]を、堀場製作所製の導電率計(型式「DS-71」、使用電極「3552-10D」)を用いて液温20~25℃の条件で測定した。測定結果を表1および2の「電気伝導度」の欄に記載した。
BET径が0.5μmのアルミナ砥粒(6重量%)と酸化剤としての過マンガン酸(0.105モル/L)とを含有し、pHが8以上10以下となるようにpH調整剤を加えた予備研磨用組成物を準備した。そして予備研磨用組成物を用いて下記表面品位となるまでSiCウェーハに対して予備研磨を行った。予備研磨の条件は、下記<研磨対象物の研磨>のポリシング条件と同様とした。
予備研磨は、予備研磨後の表面品位について、bruker社製の原子間力顕微鏡(型式 nanoscope V)により測定される表面粗さRaが0.07nm以下となるように行った。
上記予備研磨を行った後の研磨対象物の研磨面に対して、各例の研磨用組成物をそのまま研磨液として用いて、下記のポリシング条件で研磨した。
[ポリシング条件]
研磨装置:不二越機械工業株式会社、型式「RDP-500」
研磨パッド:ニッタ・ハース社製「SUBA800XY」
研磨圧力:29.4kPa
研磨液の供給レート:20mL/分
定盤回転数:100回転/分
ヘッド回転数:100回転/分
研磨時間:1時間
研磨対象物:SiCウェーハ(伝導型:n型、結晶型4H-SiC、主面(0001)のC軸に対するオフ角:4°)、2インチ、1枚/バッチ
研磨液の温度:23℃
各例に係る研磨用組成物をそのまま研磨液として使用して、上記のポリシング条件で研磨を実施した。そして、以下の計算式(1)、(2)に従って研磨速度を算出した。
(1)研磨取り代[cm]=研磨前後のSiCウェーハの重量の差[g]/SiCの密度[g/cm3](=3.21g/cm3)/研磨対象面積[cm2](=19.62cm2)
(2)研磨速度[nm/h]=研磨取り代[cm]×107/研磨時間(=1時間)
得られた値を、使用した研磨用組成物のpHと同じ領域のpHを示す比較例の値を100%とする相対値に換算して、表1および2の「相対研磨速度」の欄に示した。
各例に係る研磨用組成物をそのまま研磨液として使用して、上記のポリシング条件で研磨を実施したときの摩擦係数を測定した。摩擦係数の測定に際しては、ウェーハ保持部分としてスウェード素材のバッキング材を用いたテンプレートを使用し、ウェーハの飛び出し高さが200μm以上となるように張り付けた。研磨時において、ウェーハはスウェード素材に対して水張りされた状態に保たれるようにした。摩擦係数は上記研磨装置から出力される値をそのまま採用した。
ここで得られた値を、使用した研磨用組成物のpHと同じ領域のpHを示す比較例の値を100%とする相対値に換算して、表1および2の「相対摩擦係数」の欄に示した。


<研磨用組成物の作製>
(実施例16)
シリカ砥粒と、酸化剤としての過酸化水素(H2O2)およびメタバナジン酸ナトリウム(NaVO3)と、アニオン性ポリマーと、脱イオン水とを混合し、本例の研磨用組成物を調製した。シリカ砥粒の含有量は29%とし、H2O2の含有量は0.405モル/Lとし、NaVO3の含有量は0.196モル/Lとし、アニオン性ポリマーの含有量は0.32g/Lとした。研磨用組成物のpHは、硝酸および/または水酸化カリウム(KOH)を用いて表3に示す値となるように調整した。シリカ砥粒としては、BET径が72nmのコロイダルシリカを使用した。砥粒のBET径の測定は、マイクロメリテックス社製の表面積測定装置(商品名「Flow Sorb II 2300」)を用いて行った。アニオン性ポリマーとしては、Mwが10000のアクリル酸/2-アクリルアミド2-メチルプロパンスルホン酸共重合体ナトリウム塩(ポリマーC)を用いた。
アニオン性ポリマーの含有量を表3の通りとした他は実施例16と同様にして本例の研磨用組成物を調製した。
アニオン性ポリマーを使用しないこと以外は実施例16と同様にして本例の研磨用組成物を調製した。
BET径が0.5μmのアルミナ砥粒(6重量%)と酸化剤としての過マンガン酸(0.105モル/L)とを含有し、pHが8以上10以下となるようにpH調整剤を加えた予備研磨用組成物を準備した。そして予備研磨用組成物を用いて下記表面品位となるまでSiCウェーハに対して予備研磨を行った。予備研磨の条件は、下記<研磨対象物の研磨>のポリシング条件と同様とした。
予備研磨は、予備研磨後の表面品位について、bruker社製の原子間力顕微鏡(型式 nanoscope V)により測定される表面粗さRaが0.07nm以下となるように行った。
上記予備研磨を行った後の研磨対象物の研磨面に対して、各例の研磨用組成物をそのまま研磨液として用いて、下記のポリシング条件で研磨した。
[ポリシング条件]
研磨装置:不二越機械工業株式会社、型式「RDP-500」
研磨パッド:ニッタ・ハース社製「SUBA800XY」
研磨圧力:29.4kPa
研磨液の供給レート:20mL/分
定盤回転数:100回転/分
ヘッド回転数:100回転/分
研磨時間:1時間
研磨対象物:SiCウェーハ(伝導型:n型、結晶型4H-SiC、主面(0001)のC軸に対するオフ角:4°)、2インチ、1枚/バッチ
研磨液の温度:23℃
各例に係る研磨用組成物をそのまま研磨液として使用して、上記のポリシング条件で研磨を実施した。そして、上述する試験例1と同様に、計算式(1)、(2)に従って研磨速度を算出した。得られた値を、使用した研磨用組成物のpHと同じ領域のpHを示す比較例の値を100%とする相対値に換算して、表3の「相対研磨速度」の欄に示した。
各例に係る研磨用組成物をそのまま研磨液として使用して、上記のポリシング条件で研磨を実施したときの摩擦係数を測定した。摩擦係数の測定に際しては、上述する試験例1と同様の方法で行った。得られた値を、使用した研磨用組成物のpHと同じ領域のpHを示す比較例の値を100%とする相対値に換算して、表3の「相対摩擦係数」の欄に示した。
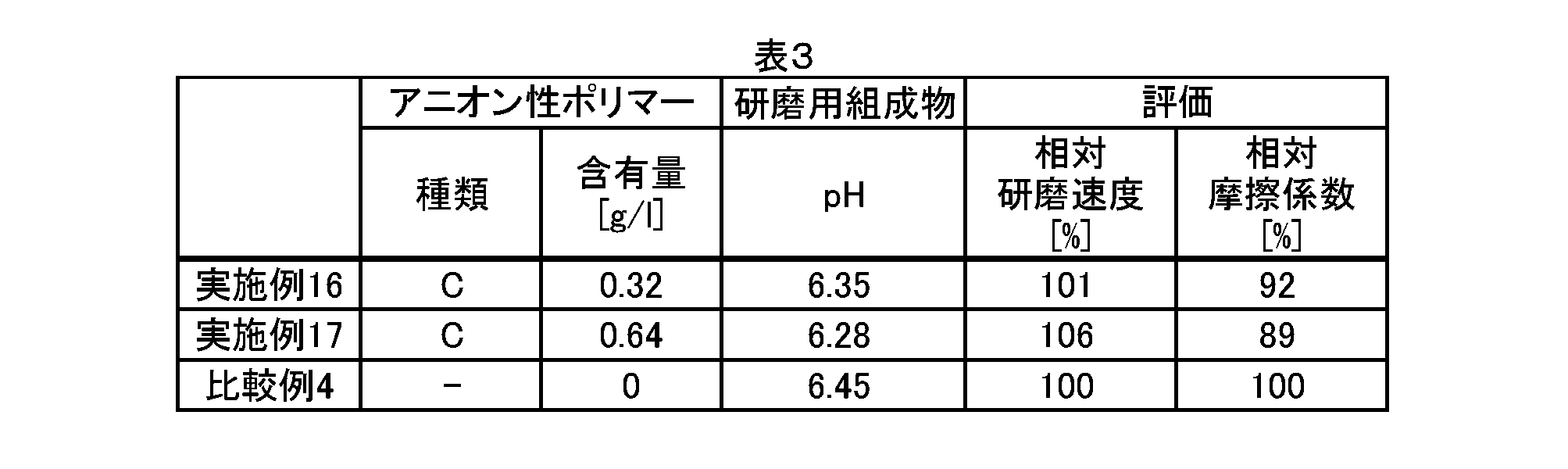
Claims (10)
- 水、砥粒および酸化剤としての複合金属酸化物を含み、
さらにアニオン性ポリマーを含む、研磨用組成物。 - 前記アニオン性ポリマーは、スルホン酸由来の構造単位、(メタ)アクリル酸由来の構造単位またはアクリルアミド由来の構造単位を、一分子中に少なくとも一種類含む単独重合体または共重合体である、請求項1に記載の研磨用組成物。
- 前記アニオン性ポリマーは、スチレンスルホン酸、イソプレンスルホン酸、ビニルスルホン酸、アリルスルホン酸、イソアミレンスルホン酸、2-(メタ)アクリルアミド-2-メチルプロパンスルホン酸またはメタリルスルホン酸に由来する構造単位を、一分子中に少なくとも一種類含む単独重合体または共重合体である、請求項1または2に記載の研磨用組成物。
- 前記アニオン性ポリマーは、アクリル酸またはメタクリル酸に由来する構造単位を、一分子中に少なくとも一種類含む単独重合体または共重合体である、請求項1または2に記載の研磨用組成物。
- 前記アニオン性ポリマーは、スルホン酸由来の構造単位、(メタ)アクリル酸由来の構造単位およびアクリルアミド由来の構造単位を含む共重合体である、請求項1から4のいずれか一項に記載の研磨用組成物。
- 前記複合金属酸化物として、過マンガン酸塩を含む、請求項1から5のいずれか一項に記載の研磨用組成物。
- pHが2.5以上9.0以下である、請求項1から6のいずれか一項に記載の研磨用組成物。
- ビッカース硬度1500Hv以上の材料を研磨するために用いられる、請求項1から7のいずれか一項に記載の研磨用組成物。
- 前記ビッカース硬度1500Hv以上の材料は、非酸化物である、請求項8に記載の研磨用組成物。
- 請求項1から9のいずれか一項に記載の研磨用組成物を用いて研磨対象物を研磨する工程を含む、研磨対象物の研磨方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/619,340 US20220243093A1 (en) | 2019-06-17 | 2020-06-15 | Polishing composition |
| JP2021528216A JPWO2020255921A1 (ja) | 2019-06-17 | 2020-06-15 | |
| KR1020227001127A KR20220024518A (ko) | 2019-06-17 | 2020-06-15 | 연마용 조성물 |
| CN202080044527.8A CN113993968A (zh) | 2019-06-17 | 2020-06-15 | 研磨用组合物 |
| EP20825877.2A EP3985078A4 (en) | 2019-06-17 | 2020-06-15 | POLISHING COMPOSITION |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019112283 | 2019-06-17 | ||
| JP2019-112283 | 2019-06-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020255921A1 true WO2020255921A1 (ja) | 2020-12-24 |
Family
ID=74040202
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/023398 WO2020255921A1 (ja) | 2019-06-17 | 2020-06-15 | 研磨用組成物 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20220243093A1 (ja) |
| EP (1) | EP3985078A4 (ja) |
| JP (1) | JPWO2020255921A1 (ja) |
| KR (1) | KR20220024518A (ja) |
| CN (1) | CN113993968A (ja) |
| TW (1) | TW202108734A (ja) |
| WO (1) | WO2020255921A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024004750A1 (ja) * | 2022-06-27 | 2024-01-04 | 三井金属鉱業株式会社 | 研磨材スラリー及びその研磨方法 |
| WO2024004752A1 (ja) * | 2022-06-27 | 2024-01-04 | 三井金属鉱業株式会社 | SiC基板の製造方法、及びSiC基板研磨用研磨材スラリー |
| WO2024004751A1 (ja) * | 2022-06-27 | 2024-01-04 | 三井金属鉱業株式会社 | 研磨材スラリー及びその研磨方法 |
| WO2024075546A1 (ja) * | 2022-10-07 | 2024-04-11 | Agc株式会社 | 研磨剤、研磨方法及び半導体部品の製造方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023243905A1 (ko) * | 2022-06-17 | 2023-12-21 | 주식회사 케이씨텍 | 실리콘 카바이드 웨이퍼용 연마 슬러리 조성물 |
| CN118085731B (zh) * | 2024-04-26 | 2024-07-19 | 北京青禾晶元半导体科技有限责任公司 | 一种碳化硅晶圆抛光用的抛光液及其制备方法与抛光方法 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000049124A (ja) | 1998-07-23 | 2000-02-18 | Eternal Chemical Co Ltd | 半導体プロセスに使用する化学機械的研磨剤組成物 |
| JP2006086353A (ja) * | 2004-09-16 | 2006-03-30 | Fuji Photo Film Co Ltd | 銅用研磨液及び研磨方法 |
| WO2009031389A1 (ja) * | 2007-09-03 | 2009-03-12 | Jsr Corporation | 化学機械研磨用水系分散体およびその調製方法、化学機械研磨用水系分散体を調製するためのキット、ならびに半導体装置の化学機械研磨方法 |
| JP2009295747A (ja) * | 2008-06-04 | 2009-12-17 | Hitachi Chem Co Ltd | 金属用研磨液 |
| JP2012135863A (ja) | 2010-12-09 | 2012-07-19 | Kao Corp | 研磨液組成物 |
| WO2013035539A1 (ja) * | 2011-09-05 | 2013-03-14 | 旭硝子株式会社 | 研磨剤および研磨方法 |
| WO2016158328A1 (ja) | 2015-04-01 | 2016-10-06 | 三井金属鉱業株式会社 | 研摩材および研摩スラリー |
| JP2017183297A (ja) * | 2014-08-07 | 2017-10-05 | 日立化成株式会社 | タングステン用研磨剤、研磨剤用貯蔵液及び研磨方法 |
| JP2017182858A (ja) * | 2016-03-31 | 2017-10-05 | 株式会社フジミインコーポレーテッド | 研磨用組成物、基板の研磨方法および基板の製造方法 |
| JP2017182849A (ja) * | 2016-03-28 | 2017-10-05 | 株式会社フジミインコーポレーテッド | 研磨用組成物、それを用いた磁気ディスク用基板の研磨方法およびその研磨方法を使用する磁気ディスク用基板の製造方法 |
| WO2017221660A1 (ja) * | 2016-06-22 | 2017-12-28 | 富士フイルム株式会社 | 研磨液、化学的機械的研磨方法 |
| WO2018116521A1 (ja) | 2016-12-22 | 2018-06-28 | 三井金属鉱業株式会社 | 研摩液及び研摩方法 |
| WO2018128849A1 (en) * | 2017-01-05 | 2018-07-12 | Cabot Microelectronics Corporation | Composition and method for polishing silicon carbide |
| JP2019112283A (ja) | 2017-12-26 | 2019-07-11 | 日本電気硝子株式会社 | ガラスフィラーの製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2193400T3 (es) | 1996-10-15 | 2003-11-01 | Rhodia Rare Earths Inc | Oxidos de cerio y zirconio, oxidos mixtos y disoluciones solidas con estabilidad termica mejorada para la catalisis de sistemas de gases de escape y metodos de produccion. |
| JPWO2007116770A1 (ja) * | 2006-04-03 | 2009-08-20 | Jsr株式会社 | 化学機械研磨用水系分散体および化学機械研磨方法、ならびに化学機械研磨用水系分散体を調製するためのキット |
| JP5587620B2 (ja) * | 2010-01-25 | 2014-09-10 | 株式会社フジミインコーポレーテッド | 研磨用組成物及びそれを用いた研磨方法 |
| JP2012255840A (ja) | 2011-06-07 | 2012-12-27 | Japan Display West Co Ltd | 表示装置および電子機器 |
| KR20150099718A (ko) * | 2012-12-25 | 2015-09-01 | 제이에스알 가부시끼가이샤 | 화학 기계 연마용 수계 분산체 및 화학 기계 연마 방법 |
| US10406652B2 (en) * | 2014-03-28 | 2019-09-10 | Fujimi Incorporated | Polishing composition and polishing method using the same |
| JP2015203081A (ja) * | 2014-04-15 | 2015-11-16 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| WO2016072371A1 (ja) * | 2014-11-07 | 2016-05-12 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| EP3437798A4 (en) * | 2016-03-28 | 2019-03-06 | Fujimi Incorporated | POLISHING CUSHIONS AND POLISHING PROCESSES |
| JP6788988B2 (ja) * | 2016-03-31 | 2020-11-25 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| TWI776964B (zh) * | 2017-09-29 | 2022-09-11 | 日商福吉米股份有限公司 | 研磨用組成物 |
-
2020
- 2020-06-15 KR KR1020227001127A patent/KR20220024518A/ko unknown
- 2020-06-15 JP JP2021528216A patent/JPWO2020255921A1/ja active Pending
- 2020-06-15 CN CN202080044527.8A patent/CN113993968A/zh active Pending
- 2020-06-15 WO PCT/JP2020/023398 patent/WO2020255921A1/ja unknown
- 2020-06-15 EP EP20825877.2A patent/EP3985078A4/en active Pending
- 2020-06-15 US US17/619,340 patent/US20220243093A1/en active Pending
- 2020-06-17 TW TW109120395A patent/TW202108734A/zh unknown
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000049124A (ja) | 1998-07-23 | 2000-02-18 | Eternal Chemical Co Ltd | 半導体プロセスに使用する化学機械的研磨剤組成物 |
| JP2006086353A (ja) * | 2004-09-16 | 2006-03-30 | Fuji Photo Film Co Ltd | 銅用研磨液及び研磨方法 |
| WO2009031389A1 (ja) * | 2007-09-03 | 2009-03-12 | Jsr Corporation | 化学機械研磨用水系分散体およびその調製方法、化学機械研磨用水系分散体を調製するためのキット、ならびに半導体装置の化学機械研磨方法 |
| JP2009295747A (ja) * | 2008-06-04 | 2009-12-17 | Hitachi Chem Co Ltd | 金属用研磨液 |
| JP2012135863A (ja) | 2010-12-09 | 2012-07-19 | Kao Corp | 研磨液組成物 |
| WO2013035539A1 (ja) * | 2011-09-05 | 2013-03-14 | 旭硝子株式会社 | 研磨剤および研磨方法 |
| JP2017183297A (ja) * | 2014-08-07 | 2017-10-05 | 日立化成株式会社 | タングステン用研磨剤、研磨剤用貯蔵液及び研磨方法 |
| WO2016158328A1 (ja) | 2015-04-01 | 2016-10-06 | 三井金属鉱業株式会社 | 研摩材および研摩スラリー |
| JP2017182849A (ja) * | 2016-03-28 | 2017-10-05 | 株式会社フジミインコーポレーテッド | 研磨用組成物、それを用いた磁気ディスク用基板の研磨方法およびその研磨方法を使用する磁気ディスク用基板の製造方法 |
| JP2017182858A (ja) * | 2016-03-31 | 2017-10-05 | 株式会社フジミインコーポレーテッド | 研磨用組成物、基板の研磨方法および基板の製造方法 |
| WO2017221660A1 (ja) * | 2016-06-22 | 2017-12-28 | 富士フイルム株式会社 | 研磨液、化学的機械的研磨方法 |
| WO2018116521A1 (ja) | 2016-12-22 | 2018-06-28 | 三井金属鉱業株式会社 | 研摩液及び研摩方法 |
| WO2018128849A1 (en) * | 2017-01-05 | 2018-07-12 | Cabot Microelectronics Corporation | Composition and method for polishing silicon carbide |
| JP2019112283A (ja) | 2017-12-26 | 2019-07-11 | 日本電気硝子株式会社 | ガラスフィラーの製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3985078A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024004750A1 (ja) * | 2022-06-27 | 2024-01-04 | 三井金属鉱業株式会社 | 研磨材スラリー及びその研磨方法 |
| WO2024004752A1 (ja) * | 2022-06-27 | 2024-01-04 | 三井金属鉱業株式会社 | SiC基板の製造方法、及びSiC基板研磨用研磨材スラリー |
| WO2024004751A1 (ja) * | 2022-06-27 | 2024-01-04 | 三井金属鉱業株式会社 | 研磨材スラリー及びその研磨方法 |
| WO2024075546A1 (ja) * | 2022-10-07 | 2024-04-11 | Agc株式会社 | 研磨剤、研磨方法及び半導体部品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3985078A4 (en) | 2023-08-02 |
| KR20220024518A (ko) | 2022-03-03 |
| TW202108734A (zh) | 2021-03-01 |
| US20220243093A1 (en) | 2022-08-04 |
| JPWO2020255921A1 (ja) | 2020-12-24 |
| EP3985078A1 (en) | 2022-04-20 |
| CN113993968A (zh) | 2022-01-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020255921A1 (ja) | 研磨用組成物 | |
| EP3800229B1 (en) | Polishing composition | |
| US11261346B2 (en) | Polishing composition | |
| US20150221520A1 (en) | Composition and method for polishing molybdenum | |
| WO2019138846A1 (ja) | 研磨用組成物 | |
| JP2006519499A (ja) | モジュラーバリヤ除去研磨スラリー | |
| WO2018174008A1 (ja) | 研磨用組成物 | |
| WO2016158328A1 (ja) | 研摩材および研摩スラリー | |
| JP6622991B2 (ja) | 研磨用組成物 | |
| WO2017170061A1 (ja) | 研磨用組成物 | |
| KR20200128390A (ko) | 연마용 조성물 | |
| CN115380097B (zh) | 研磨用组合物 | |
| WO2016072371A1 (ja) | 研磨用組成物 | |
| WO2023054386A1 (ja) | 研磨用組成物 | |
| WO2023054385A1 (ja) | 研磨用組成物 | |
| WO2023189512A1 (ja) | 研磨用組成物 | |
| WO2022168858A1 (ja) | 研磨用組成物 | |
| WO2021200149A1 (ja) | 研磨用組成物および研磨方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20825877 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021528216 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20227001127 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2020825877 Country of ref document: EP Effective date: 20220117 |