WO2020138060A1 - 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス - Google Patents
蓄電デバイス用外装材、その製造方法、及び蓄電デバイス Download PDFInfo
- Publication number
- WO2020138060A1 WO2020138060A1 PCT/JP2019/050569 JP2019050569W WO2020138060A1 WO 2020138060 A1 WO2020138060 A1 WO 2020138060A1 JP 2019050569 W JP2019050569 W JP 2019050569W WO 2020138060 A1 WO2020138060 A1 WO 2020138060A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- storage device
- electricity storage
- exterior material
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present disclosure relates to an exterior material for an electricity storage device, a method for manufacturing the same, and an electricity storage device.
- an exterior material is an indispensable member for encapsulating power storage device elements such as electrodes and electrolytes.
- metal exterior materials have been widely used as exterior materials for power storage devices.
- an electric storage device exterior material generally, a recess is formed by cold forming, and an electric storage device element such as an electrode or an electrolytic solution is arranged in a space formed by the recess, and a heat-fusible resin is used.
- an electricity storage device in which an electricity storage device element is housed inside the exterior material for an electricity storage device is obtained.
- an electricity storage device such as a lithium-ion secondary battery may be required to be colored black in order to unify the appearance and color of a device such as an electric device to be mounted (see Patent Document 2, for example. reference).
- an identification mark such as product information (for example, letters or numbers indicating a lot number, a bar code or a symbol) is displayed on the surface of the electricity storage device. May be printed.
- product information for example, letters or numbers indicating a lot number, a bar code or a symbol
- an identification mark or the like may be printed on the outer surface in the manufacturing process of the exterior material for an electricity storage device.
- processing and inspection may be performed under a yellow light source such as in a yellow room.
- a yellow light source such as in a yellow room.
- an identification sign or the like is printed on an electricity storage device that has a black appearance or an exterior material for an electricity storage device and processed or inspected under a light source in a yellow room, the identification property of the identification mark deteriorates and product information is displayed. A problem has been found that it may not be read accurately.
- the present disclosure provides an electricity storage device excellent in the identification of the identification mark printed on the surface under the light source in the yellow room, although the electricity storage device exterior material has a black appearance. Its main purpose is to provide exterior materials for automobiles.
- the inventors of the present disclosure have made earnest studies to solve the above problems.
- at least a base material layer, a barrier layer, and a heat-fusible resin layer In the exterior material for an electricity storage device, which has a black appearance is measured from the outer side under predetermined conditions.
- the b * value of the reflected light reflected in the L * a * b * color space is set to a predetermined value or less, it is possible to adjust the black to have a bluish hue that is a complementary color of yellow among black. It has been found that the identification mark printed on the surface can be improved in the yellow room or under the light source of the orange to yellow lamp.
- An exterior material for an electricity storage device which has a black appearance
- the exterior material for an electricity storage device is, in order from the outside, composed of a laminate including at least a base material layer, a barrier layer, and a heat-fusible resin layer, Under the SCI method, the field of view of 10° and the light source F2, the b * value in the L * a * b * color space of the reflected light measured from the outside of the laminate is ⁇ 0.20 or less.
- Exterior material for devices is, in order from the outside, composed of a laminate including at least a base material layer, a barrier layer, and a heat-fusible resin layer, Under the SCI method, the field of view of 10° and the light source F2, the b * value in the L * a * b * color space of the reflected light measured from the outside of the laminate is ⁇ 0.20 or less.
- the identification mark printed on the surface is identified in the yellow room or under the light source of the orange to yellow lamp (Na lamp) even though it is the exterior material for the electricity storage device that exhibits a black appearance. It is possible to provide an exterior material for an electricity storage device having excellent properties. Further, according to the present disclosure, it is also possible to provide a method for manufacturing the exterior material for an electricity storage device, and an electricity storage device using the exterior material for an electricity storage device.
- FIG. 3 is a schematic diagram illustrating an example of a cross-sectional structure of a power storage device exterior material of the present disclosure.
- FIG. 3 is a schematic diagram illustrating an example of a cross-sectional structure of a power storage device exterior material of the present disclosure.
- FIG. 3 is a schematic diagram illustrating an example of a cross-sectional structure of a power storage device exterior material of the present disclosure.
- FIG. 3 is a schematic diagram illustrating an example of a cross-sectional structure of a power storage device exterior material of the present disclosure.
- FIG. 3 is a schematic diagram illustrating an example of a cross-sectional structure of a power storage device exterior material of the present disclosure.
- FIG. 3 is a schematic diagram illustrating an example of a cross-sectional structure of a power storage device exterior material of the present disclosure.
- the exterior material for an electricity storage device of the present disclosure is an exterior material for an electricity storage device that exhibits a black appearance
- the exterior material for an electricity storage device is, in order from the outside, at least a base material layer, a barrier layer, and a heat-fusible resin.
- a b * value in the L * a * b * color space of the reflected light which is measured from the outside under the SCI method, the field of view of 10°, and the light source F2 measurement conditions, is ⁇ 0. It is characterized by being less than or equal to 20.
- the exterior material for an electricity storage device of the present disclosure by being provided with the configuration, the exterior material for an electricity storage device having a black appearance is printed on the surface under the light source in the yellow room. The excellent identification property of the identification mark can be exhibited.
- the exterior material for the electricity storage device of the present disclosure will be described in detail.
- the numerical range indicated by “to” means “greater than or equal to” and “less than or equal to”.
- the expression 2 to 15 mm means 2 mm or more and 15 mm or less.
- the appearance is black means that the exterior material for an electricity storage device is recognized to be black when observed from the outside with the naked eye. .. More specifically, “black” in “the appearance is black” has an L * value of 40 or less, preferably 35 or less in CIE1976 L * a * b * (CIELAB) chromaticity coordinates. The L * value is also in the L * a * b * color space of the reflected light measured from the outside under the SCI method, the visual field of 10°, and the measurement conditions of the light source F2. In addition, in addition to the L * value, the a * value of black is preferably ⁇ 20 to +20, and more preferably ⁇ 10 to +10.
- the exterior material for an electricity storage device of the present disclosure is characterized in that it has a black appearance and further has a b * value of ⁇ 0.20 or less.
- each layer layers located outside the barrier layer such as a base material layer, an adhesive layer, a coloring layer, and a surface coating layer
- the composition such as the type and content of the agent, the composition of the layer located outside the barrier layer, and the aging treatment conditions of the exterior material for the electricity storage device described below
- the appearance of the exterior material for the electricity storage device Is black and the b * value and the like can be adjusted.
- a colorant e.g., black pigments
- additives other than a plurality of types of black as a black mixed colorant adjusting the b * value You may.
- a black additive and a coloring agent are used for one layer, and an additive and a coloring agent other than black (for example, blue) are used for the other layers. Then, the b * value may be adjusted by a plurality of layers.
- the inside of the yellow room means a room in which light with a wavelength of 500 nm or less including ultraviolet rays is cut, and the light is visually recognized as yellow in the room.
- the yellow room is generally provided for performing a photolithography process in which a photosensitive material is handled, for example, in a clean room of a semiconductor factory.
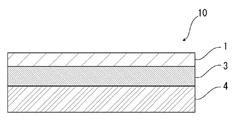
- the exterior material 10 for an energy storage device of the present disclosure is, for example, as shown in FIG. 1, a base material layer 1, a barrier layer 3, and a heat-fusible resin layer 4 in order from the outside. It is comprised from the laminated body provided with.
- the base material layer 1 is the outermost layer side and the heat-fusible resin layer 4 is the innermost layer.
- the peripheral edges are heat-sealed with the heat-fusible resin layers 4 of the power storage device exterior material 10 facing each other.
- the electricity storage device element is housed in the space formed by.
- the heat-fusible resin layer 4 side is the inner side of the barrier layer 3 and the base material layer 1 side is the inner side of the barrier layer 3 with respect to the barrier layer 3. Outside.
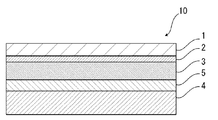
- the exterior material 10 for an electricity storage device has an improved adhesion between the base material layer 1 and the barrier layer 3 (further described below).
- the adhesive layer 2 may be provided as necessary for the purpose of, for example, coloring the exterior material 10 for the electricity storage device.
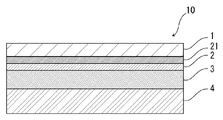
- a coloring layer 21 is provided between the base material layer 1 and the barrier layer 3 for the purpose of coloring the exterior material 10 for an electricity storage device. You may have.
- the adhesive layer 5 may be provided between the barrier layer 3 and the heat-fusible resin layer 4 for the purpose of improving the adhesiveness between these layers. May have.
- a surface coating layer 6 and the like may be provided on the outside of the base material layer 1 (on the side opposite to the heat-fusible resin layer 4 side), if necessary.
- the thickness of the laminate constituting the exterior material 10 for the electricity storage device is not particularly limited, but from the viewpoint of cost reduction, energy density improvement, etc., preferably about 180 ⁇ m or less, about 155 ⁇ m or less, about 120 ⁇ m or less.
- the thickness of the laminated body that constitutes the exterior material 10 for an electricity storage device is preferably about 35 ⁇ m or more, about 45 ⁇ m or more, about 5 ⁇ m or more from the viewpoint of maintaining the function of the exterior material for an electricity storage device that protects the electricity storage device element.
- the thickness is 60 ⁇ m or more.
- the preferable range of the thickness of the laminate constituting the exterior material 10 for an electricity storage device is, for example, about 35 to 180 ⁇ m, about 35 to 155 ⁇ m, about 35 to 120 ⁇ m, about 45 to 180 ⁇ m, about 45 to 155 ⁇ m, 45 to The thickness is about 120 ⁇ m, about 60 to 180 ⁇ m, about 60 to 155 ⁇ m, about 60 to 120 ⁇ m.
- the b * value in the L * a * b * color space of the reflected light measured from the outside under the SCI method, the visual field of 10°, and the measurement conditions of the light source F2 is ⁇ 0. .20 or less.
- the b * value is not particularly limited as long as it is ⁇ 0.20 or less, but from the viewpoint that the distinctiveness is further improved and the appearance is black, it is preferably about -0.50 or less, more preferably about -0.80 or less. From the same viewpoint, the b * value is preferably about ⁇ 5.00 or more, more preferably about ⁇ 4.00 or more, further preferably about ⁇ 2.00 or more, further preferably about ⁇ 1.50. The above is mentioned. Further, the preferable range of the b * value is about ⁇ 5.00 to ⁇ 0.20, ⁇ 5.00 to ⁇ 0.50, ⁇ 5.00 to ⁇ 0.80, ⁇ 4.00 to ⁇ .
- the b * value is particularly preferably about -1.50 to -0.80.
- the exterior material 10 for an electricity storage device of the present disclosure has an a * value in the L * a * b * color space of reflected light, which is measured from the outside under the measurement conditions of the SCI method, the field of view of 10°, and the light source F2. It is preferably +0.20 or less. Thereby, the distinctiveness is further improved, and it is suitably recognized that the appearance is black.
- the a * value is more preferably about +0.10 or less, further preferably +0.04 or less, and further preferably from the viewpoint that the distinctiveness is further improved and that the appearance is suitably recognized as black. It is about +0.02 or less, more preferably about 0.00 or less, and further preferably about -0.01 or less. From the same viewpoint, the a * value is preferably about ⁇ 3.50 or more, more preferably about ⁇ 3.00 or more, further preferably about ⁇ 2.00 or more, and further preferably about ⁇ 0.50. Or more, more preferably about ⁇ 0.30 or more, further preferably about ⁇ 0.15 or more, and further preferably about ⁇ 0.10 or more.
- the preferable range of the a * value is about ⁇ 3.50 to +0.20, ⁇ 3.50 to +0.10, ⁇ 3.50 to +0.04, ⁇ 3.50 to +0.02. , -3.50 to 0.00, -3.50 to -0.01, -3.00 to +0.20, -3.00 to +0.10, -3.00 to +0.04 , -3.00 to +0.02, -3.00 to 0.00, -3.00 to -0.01, -2.00 to +0.20, -2.00 to +0.
- Examples thereof include about 10 to +0.04, about ⁇ 0.10 to +0.02, about ⁇ 0.10 to 0.00, and about ⁇ 0.10 to ⁇ 0.01.
- the a * value is preferably about ⁇ 0.30 to ⁇ 0.01, and about ⁇ 0.10 to ⁇ 0.01.
- the exterior material 10 for an electricity storage device of the present disclosure has an L * value in the L * a * b * color space of reflected light, which is measured from the outside, under the SCI method, the field of view of 10°, and the measurement conditions of the light source F2. It is preferably 35.0 or less. Thereby, the distinctiveness is further improved, and it is suitably recognized that the appearance is black.
- the L * value is more preferably about 33.0 or less, more preferably about 30.0 or less, and further preferably from the viewpoint that the distinctiveness is further improved and that the appearance is preferably black. Is about 28.0 or less. From the same viewpoint, the L * value is preferably about 25.0 or more, more preferably about 26.0 or more.
- the preferable range of the L * value is about 25.0 to 35.0, about 25.0 to 33.0, about 25.0 to 30.0, about 25.0 to 28.0, and about 26.0. ⁇ 35.0, 26.0 to 33.0, 26.0 to 30.0, 26.0 to 28.0.
- the L * value is particularly about 25.0 to 30.0, about 26.0 to 30.0, further about 26.0 to 29.0, and further about 26.0 to 28.0. Is preferred.
- the values of L * value, a * value and b * value are values measured by the following method.
- the observation condition of the spectrocolorimeter for example, CM-700d manufactured by Konica Minolta
- a white calibration cap for example, CM-A177: manufactured by Konica Minolta
- the observation light source is F2.
- CSI mode JIS Z8722-2009
- the L * , a * , and b * of the outer (base material layer side) surface are measured at room temperature and normal humidity.
- each sample is measured at three points, and the average value is used as the measured value. Further, it is also possible to obtain the exterior material for the electricity storage device from the electricity storage device and measure the L * value, the a * value, and the b * value from the outside of the laminate constituting the exterior material for the electricity storage device.
- the exterior material for an electricity storage device is measured from an electricity storage device.
- the identification mark to be printed includes, for example, letters or numbers displaying a lot number, a bar code or a symbol.
- the color of the ink used for printing the identification mark is preferably white, because the exterior material for an electricity storage device of the present disclosure having a black appearance is excellent in identification.
- each layer forming the exterior material for a power storage device [base material layer 1]
- the base material layer 1 is a layer provided for the purpose of exerting a function as a base material of the exterior material for an electricity storage device.
- the base material layer 1 is located on the outer layer side of the exterior material for an electricity storage device.
- the material forming the base material layer 1 is not particularly limited as long as it has a function as a base material, that is, at least an insulating property.
- the base material layer 1 can be formed by using, for example, a resin, and the resin may contain an additive described below.
- the above L * value, a * value and b * value can be adjusted by blending an additive or a colorant described later in the base material layer.
- the base material layer 1 may be, for example, a resin film made of resin, or may be formed by applying resin.
- the resin film may be an unstretched film or a stretched film.
- the stretched film include a uniaxially stretched film and a biaxially stretched film, and a biaxially stretched film is preferable.
- the stretching method for forming the biaxially stretched film include a sequential biaxial stretching method, an inflation method and a simultaneous biaxial stretching method.
- the method for applying the resin include a roll coating method, a gravure coating method and an extrusion coating method.
- Examples of the resin forming the base material layer 1 include resins such as polyester, polyamide, polyolefin, epoxy resin, acrylic resin, fluororesin, polyurethane, silicon resin, and phenol resin, and modified products of these resins.
- the resin forming the base material layer 1 may be a copolymer of these resins or a modified product of the copolymer. Further, it may be a mixture of these resins.
- the resin forming the base material layer 1 is preferably polyester or polyamide.
- polyester examples include polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyethylene isophthalate, and copolyester.
- copolyester examples include a copolyester having ethylene terephthalate as a main repeating unit.
- a copolymer polyester (hereinafter abbreviated to polyethylene (terephthalate/isophthalate)) in which ethylene terephthalate is a main repeating unit and is polymerized with ethylene isophthalate, polyethylene (terephthalate/adipate), polyethylene (terephthalate/ Sodium sulfoisophthalate), polyethylene (terephthalate/sodium isophthalate), polyethylene (terephthalate/phenyl-dicarboxylate), polyethylene (terephthalate/decanedicarboxylate), and the like.
- These polyesters may be used alone or in combination of two or more.
- polyamides include aliphatic polyamides such as nylon 6, nylon 66, nylon 610, nylon 12, nylon 46, and copolymers of nylon 6 and nylon 66; terephthalic acid and/or isophthalic acid.
- Hexamethylenediamine-isophthalic acid-terephthalic acid copolyamides such as nylon 6I, nylon 6T, nylon 6IT, nylon 6I6T (I represents isophthalic acid, T represents terephthalic acid) containing a constitutional unit derived therefrom, polyamide MXD6 (polymeta Polyamides containing aromatics such as silylene adipamide; alicyclic polyamides such as polyamide PACM6 (polybis(4-aminocyclohexyl)methane adipamide); further lactam components and isocyanate components such as 4,4′-diphenylmethane-diisocyanate Examples thereof include copolymerized polyamides, polyesteramide copolymers and polyetheresteramide copo
- the base material layer 1 preferably contains at least one of a polyester film, a polyamide film, and a polyolefin film, and preferably contains at least one of a stretched polyester film, a stretched polyamide film, and a stretched polyolefin film, It is more preferable to include at least one of a stretched polyethylene terephthalate film, a stretched polybutylene terephthalate film, a stretched nylon film, and a stretched polypropylene film.
- the base material layer 1 may be a single layer or may be composed of two or more layers.
- the base material layer 1 may be a laminate in which a resin film is laminated with an adhesive or the like, or a resin is coextruded into two or more layers. It may be a laminate of the above resin films. Further, the resin film laminate obtained by coextruding the resin into two or more layers may be the unstretched base material layer 1 or may be uniaxially or biaxially stretched to form the base material layer 1.
- the laminate of two or more resin films in the base material layer 1 include a laminate of a polyester film and a nylon film, a laminate of two or more nylon films, a laminate of two or more polyester films. And the like, and preferably a laminate of a stretched nylon film and a stretched polyester film, a laminate of two or more stretched nylon films, and a laminate of two or more stretched polyester films.
- the base material layer 1 is a laminate of two resin films, a laminate of a polyester resin film and a polyester resin film, a laminate of a polyamide resin film and a polyamide resin film, or a laminate of a polyester resin film and a polyamide resin film.
- a laminated body is preferable, and a laminated body of a polyethylene terephthalate film and a polyethylene terephthalate film, a laminated body of a nylon film and a nylon film, or a laminated body of a polyethylene terephthalate film and a nylon film is more preferable.
- the polyester resin is unlikely to discolor when an electrolytic solution adheres to the surface, when the base material layer 1 is a laminate of two or more resin films, the polyester resin film is It is preferably located in the outermost layer.
- the two or more resin films may be laminated via an adhesive.
- preferable adhesives include the same adhesives as those exemplified for the adhesive layer 2 described later.
- the method for laminating the two or more resin films is not particularly limited, and known methods can be employed, and examples thereof include a dry laminating method, a sandwich laminating method, an extrusion laminating method, a thermal laminating method, and the like. A laminating method can be mentioned.
- a polyurethane adhesive it is preferable to use a polyurethane adhesive as the adhesive. At this time, the thickness of the adhesive is, for example, about 2 to 5 ⁇ m.
- an anchor coat layer may be formed on the resin film and laminated.
- the anchor coat layer may be the same as the adhesive exemplified in the adhesive layer 2 described later.
- the thickness of the anchor coat layer is, for example, about 0.01 to 1.0 ⁇ m.
- additives such as a lubricant, a flame retardant, an antiblocking agent, an antioxidant, a light stabilizer, a tackifier, and an antistatic agent are present on at least one of the surface and the inside of the base material layer 1. Good.
- the additive only one kind may be used, or two or more kinds may be mixed and used.
- a lubricant is present on the surface of the base material layer 1 from the viewpoint of enhancing the moldability of the exterior material for an electricity storage device.
- the lubricant is not particularly limited, but preferably an amide lubricant is used.
- Specific examples of the amide-based lubricant include saturated fatty acid amide, unsaturated fatty acid amide, substituted amide, methylolamide, saturated fatty acid bisamide, unsaturated fatty acid bisamide, fatty acid ester amide, aromatic bisamide, and the like.
- Specific examples of the saturated fatty acid amide include lauric acid amide, palmitic acid amide, stearic acid amide, behenic acid amide, and hydroxystearic acid amide.
- unsaturated fatty acid amides include oleic acid amide and erucic acid amide.
- substituted amide include N-oleylpalmitic acid amide, N-stearyl stearic acid amide, N-stearyl oleic acid amide, N-oleyl stearic acid amide, and N-stearyl erucic acid amide.
- methylolamide include methylolstearic acid amide.
- saturated fatty acid bisamide examples include methylenebisstearic acid amide, ethylenebiscapric acid amide, ethylenebislauric acid amide, ethylenebisstearic acid amide, ethylenebishydroxystearic acid amide, ethylenebisbehenic acid amide, and hexamethylenebisstearic acid amide.
- saturated fatty acid bisamide examples include acid amide, hexamethylene bisbehenic acid amide, hexamethylene hydroxystearic acid amide, N,N′-distearyl adipic acid amide and N,N′-distearyl sebacic acid amide.
- the unsaturated fatty acid bisamide include ethylenebisoleic acid amide, ethylenebiserucic acid amide, hexamethylenebisoleic acid amide, N,N′-dioleyl adipate amide, N,N′-dioleyl sebacic acid amide. And so on.
- Specific examples of the fatty acid ester amide include stearoamide ethyl stearate.
- specific examples of the aromatic bisamide include m-xylylenebisstearic acid amide, m-xylylenebishydroxystearic acid amide, N,N'-distearylisophthalic acid amide and the like.
- the lubricant may be used alone or in combination of two or more.
- a lubricant When a lubricant is present on the surface of the base material layer 1, its amount is not particularly limited, but is preferably about 3 mg/m 2 or more, more preferably about 4 to 15 mg/m 2 , and further preferably 5 to 14 mg. /M 2 can be mentioned.
- the lubricant present on the surface of the base material layer 1 may be one in which the lubricant contained in the resin forming the base material layer 1 is exuded, or the one coated with the lubricant on the surface of the base material layer 1. May be.
- the thickness of the base material layer 1 is not particularly limited as long as it exerts a function as a base material, but is, for example, about 3 to 50 ⁇ m, preferably about 10 to 35 ⁇ m.
- the thickness of the resin film forming each layer is preferably about 2 to 25 ⁇ m.
- the base material layer located outside the adhesive layer is preferably transparent or translucent.
- the adhesive layer 2 is a layer provided between the base material layer 1 and the barrier layer 3, if necessary, for the purpose of enhancing the adhesiveness between the base material layer 1 and the barrier layer 3.
- the adhesive layer 2 may be colored black. By coloring the adhesive layer 2 in black, it is possible to make the exterior material of the electricity storage device having a black appearance and to set the b * value to ⁇ 0.20 or less. However, if the adhesive layer 2 is colored black, the b * value does not become ⁇ 0.20 or less.
- the composition such as the type and content of the colorant contained in the adhesive layer 2, the base layer 1, and the surface coating layer 6 and the color layer 21 provided as necessary, which are located outside the barrier layer 3,
- the appearance of the exterior material for the electricity storage device is black, and the b * value is set to ⁇ 0.20 or less. You can The same applies to the setting of the L * value and the a * value.
- the adhesive layer 2 is formed of an adhesive that can bond the base material layer 1 and the barrier layer 3 together.
- the adhesive used for forming the adhesive layer 2 is not limited, but may be any of a chemical reaction type, a solvent volatilization type, a heat melting type, a heat pressure type and the like. Further, it may be a two-component curing type adhesive (two-component adhesive), a one-component curing type adhesive (one-component adhesive), or a resin that does not undergo a curing reaction.
- the adhesive layer 2 may be a single layer or a multilayer.
- the adhesive component contained in the adhesive include polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyethylene isophthalate, polyesters such as copolyester; polyether; polyurethane; epoxy resin; Phenolic resin; nylon 6, nylon 66, nylon 12, polyamide such as copolyamide; polyolefin resin such as polyolefin, cyclic polyolefin, acid-modified polyolefin, acid-modified cyclic polyolefin; polyvinyl acetate; cellulose; (meth)acrylic resin; Polyimide; polycarbonate; amino resins such as urea resin and melamine resin; rubber such as chloroprene rubber, nitrile rubber and styrene-butadiene rubber; silicone resin and the like.
- adhesive components may be used alone or in combination of two or more.
- a polyurethane adhesive is preferable.
- the resin serving as the adhesive component may be used in combination with an appropriate curing agent to enhance the adhesive strength.
- the curing agent is appropriately selected from polyisocyanates, polyfunctional epoxy resins, oxazoline group-containing polymers, polyamine resins, acid anhydrides, etc. depending on the functional groups of the adhesive component.
- the polyurethane adhesive includes, for example, a polyurethane adhesive containing a base compound containing a polyol compound and a curing agent containing an isocyanate compound.
- a two-component curing type polyurethane adhesive containing a polyol such as a polyester polyol, a polyether polyol and an acrylic polyol as a main component and an aromatic or aliphatic polyisocyanate as a curing agent is preferable.
- the polyol compound it is preferable to use a polyester polyol having a hydroxyl group at the side chain in addition to the hydroxyl group at the terminal of the repeating unit.
- Examples of the curing agent include aliphatic, alicyclic, aromatic and araliphatic isocyanate compounds.
- Examples of the isocyanate-based compound include hexamethylene diisocyanate (HDI) xylylene diisocyanate (XDI), isophorone diisocyanate (IPDI), hydrogenated XDI (H6XDI), hydrogenated MDI (H12MDI), tolylene diisocyanate (TDI), diphenylmethane diisocyanate ( MDI), naphthalene diisocyanate (NDI) and the like.
- the polyfunctional isocyanate modified body etc. from 1 type or 2 types or more of these diisocyanates are mentioned.
- a multimer for example, trimer
- examples of such a multimer include an adduct body, a biuret body, and a nurate body.
- the aliphatic isocyanate-based compound refers to an isocyanate having an aliphatic group and no aromatic ring
- the alicyclic isocyanate-based compound refers to an isocyanate having an alicyclic hydrocarbon group
- an aromatic isocyanate-based compound Means an isocyanate having an aromatic ring. Since the adhesive layer 2 is formed of the polyurethane adhesive, excellent resistance to the electrolytic solution is imparted to the exterior material for the electricity storage device, and the base layer 1 is prevented from peeling off even when the electrolytic solution adheres to the side surface. ..
- the adhesive layer 2 may contain other components as long as it does not impair the adhesiveness, and may contain a colorant, a thermoplastic elastomer, a tackifier, a filler and the like. Since the adhesive layer 2 contains the coloring agent, the exterior material for the electricity storage device can be colored. Known colorants such as pigments and dyes can be used as the colorant. In addition, as the colorant, only one kind may be used, or two or more kinds may be mixed and used.
- the type of pigment is not particularly limited as long as the b * value is ⁇ 0.20 or less and the adhesiveness of the adhesive layer 2 is not impaired.
- organic pigments include azo-based, phthalocyanine-based, quinacridone-based, anthraquinone-based, dioxazine-based, indigothioindigo-based, perinone-perylene-based, isoindolenin-based, benzimidazolone-based pigments, etc.
- the pigment include carbon black-based, titanium-based, titanium oxide-based, cadmium-based, lead-based, chromium oxide-based, and iron-based pigments, and in addition, mica (mica) fine powder, fish scale foil, and the like.
- the average particle size of the pigment is not particularly limited as long as the above-mentioned b * value is ⁇ 0.20 or less and the adhesiveness of the adhesive layer 2 is not impaired, and is, for example, about 0.05 to 5 ⁇ m, preferably The thickness is about 0.08 to 2 ⁇ m.
- the average particle diameter of the pigment is the median diameter measured by a laser diffraction/scattering type particle diameter distribution measuring device.
- the secondary particle diameter of the pigment is preferably about 0.8 ⁇ m or less, more preferably about 0.6 ⁇ m or less, still more preferably about 0.4 ⁇ m or less.
- the secondary particle size of the pigment is preferably about 0.05 ⁇ m or more, more preferably about 0.1 ⁇ m or more.
- Preferable ranges of the secondary particle diameter of the pigment are about 0.05 to 0.8 ⁇ m, about 0.05 to 0.6 ⁇ m, about 0.05 to 0.4 ⁇ m, about 0.1 to 0.8 ⁇ m, and 0.1.
- the thickness is about 1 to 0.6 ⁇ m and about 0.1 to 0.4 ⁇ m.
- the black colorant is a black colorant, which is an additive such as a pigment or dye that can be colored black.
- the blackening agent include black pigments.
- the black pigment carbon and titanium pigments are preferable.
- the black pigment made of carbon is generally called carbon black. Titanium black is preferable as the titanium-based pigment. Further, carbon black and titanium black may be mixed and used.
- the adhesive layer 2 is made of a black agent.
- a blue colorant is a blue colorant, which is an additive such as a pigment or dye that can be colored blue.
- the blue agent include dyes such as anthraquinone and indigoid, phthalocyanine, ultramarine, ferric ferrocyanide, and pigments such as navy blue.
- the phthalocyanine include copper phthalocyanine and metal-free phthalocyanine, and copper phthalocyanine is preferable. Is. Copper phthalocyanine is known as a blue pigment.
- Cu element is detected when an analysis by a fluorescent X-ray analysis method (XRF) is performed from the outside of the laminate that constitutes the exterior material for the electricity storage device of the present disclosure.
- a fluorescent X-ray analysis method XRF
- XRF fluorescent X-ray analysis
- the content of the colorant in the adhesive layer 2 is not particularly limited as long as the exterior material for an electricity storage device is colored black and the b * value is ⁇ 0.20 or less, and from the viewpoint of appropriate coloring, It is preferably about 0.5% by mass or more, more preferably about 1.0% by mass or more. From the viewpoint of appropriately maintaining the adhesiveness between the base material layer 1 and the barrier layer 3, the content of the colorant in the adhesive layer 2 is preferably about 50.0 mass% or less, more preferably about 30%. It is 0.0 mass% or less, and more preferably 20.0 mass% or less.
- the preferable range of the content of the colorant in the adhesive layer 2 is about 0.5 to 50.0% by mass, about 0.5 to 30.0% by mass, about 0.5 to 20.0% by mass, 1 It is about 0.0 to 50.0% by mass, about 1.0 to 30.0% by mass, and about 1.0 to 20.0% by mass.
- the content of the black colorant in the adhesive layer 2 is such that the exterior material for an electricity storage device is colored black and the b * value is ⁇ 0. It is not particularly limited as long as it is 20 or less, and is preferably about 0.5% by mass or more, more preferably about 1.0% by mass or more from the viewpoint of appropriate coloring. From the viewpoint of appropriately maintaining the adhesiveness between the base material layer 1 and the barrier layer 3, the content of the black agent in the adhesive layer 2 is preferably about 50.0% by mass or less, more preferably about 30%. It is 0.0 mass% or less, and more preferably 20.0 mass% or less.
- the preferable range of the content of the black agent in the adhesive layer 2 is about 0.5 to 50.0% by mass, about 0.5 to 30.0% by mass, about 0.5 to 20.0% by mass. , About 1.0 to 50.0 mass %, about 1.0 to 30.0 mass %, about 1.0 to 20.0 mass %.
- the content of the blue agent in the adhesive layer 2 is not particularly limited as long as the exterior material for the electricity storage device is colored black, and is, for example, 0.5 to 30.
- the amount is about mass%, preferably 1 to 20 mass%.
- the ratio of the black agent and the blue agent in the adhesive layer 2 is 100 parts by mass of the black agent, and the ratio of the blue agent is preferably about 0. 0.1 mass part or more, more preferably about 1 mass part or more, still more preferably about 10 mass part or more.
- the ratio of the blue colorant is preferably about 150 parts by mass or less, more preferably about 100 parts by mass or less.
- the preferred range of the ratio of the blue agent is about 0.1 to 150 parts by mass, about 0.1 to 100 parts by mass, about 1 to 150 parts by mass, about 1 to 100 parts by mass, about 10 to 150 parts by mass, It is about 10 to 100 parts by mass.
- the adhesive agent layer 2 may contain only a black colorant as a colorant and may not include a blue colorant, for example.
- the thickness of the adhesive layer 2 is not particularly limited as long as the base material layer 1 and the barrier layer 3 can be bonded, but is, for example, about 1 ⁇ m or more, about 2 ⁇ m or more.
- the thickness of the adhesive layer 2 is, for example, about 10 ⁇ m or less and about 5 ⁇ m or less.
- the preferable range of the thickness of the adhesive layer 2 is about 1 to 10 ⁇ m, about 1 to 5 ⁇ m, about 2 to 10 ⁇ m, and about 2 to 5 ⁇ m.
- the colored layer 21 is a layer provided between the base material layer 1 and the barrier layer 3 as needed.
- the coloring layer 21 may be provided on at least one of the base material layer 1 and the adhesive layer 2 and the adhesive layer 2 and the barrier layer 3. Further, the colored layer 21 may be provided outside the base material layer 1.
- the exterior material for an electricity storage device can be suitably colored black.
- the colored layer 21 is colored black to provide an exterior material for an electricity storage device having a black appearance, and the b * value is set to ⁇ 0.20 or less. It can be set appropriately. However, as in the case where the adhesive layer 2 is colored black, if the colored layer 21 is colored black, the b * value does not become ⁇ 0.20 or less.
- the composition such as the type and content of the coloring agent contained in the coloring layer 21, the base layer 1, and the surface coating layer 6 and the adhesive layer 2, which are provided as necessary, are positioned outside the barrier layer 3.
- the appearance of the exterior material for the electricity storage device is black, and the b * value is set to ⁇ 0.20 or less. You can The same applies to the setting of the L * value and the a * value.
- the colored layer 21 can be formed, for example, by applying an ink containing a colorant to the surface of the base material layer 1 or the surface of the barrier layer 3.
- a colorant such as pigments and dyes can be used as the colorant.
- the colorant only one kind may be used, or two or more kinds may be mixed and used.
- coloring agent contained in the coloring layer 21 are the same as those exemplified in the section of [Adhesive layer 2].
- the content of the colorant in the colored layer 21 is not particularly limited as long as the exterior material for an electricity storage device is colored black and the b * value is ⁇ 0.20 or less, and is preferably colored from the viewpoint of appropriate coloring. It is about 0.5% by mass or more, more preferably about 1.0% by mass or more. From the viewpoint of appropriately forming the colored layer 21, the content of the colorant in the colored layer 21 is preferably about 50.0 mass% or less, more preferably about 30.0 mass% or less, and further preferably 20. It is 0 mass% or less. The preferable range of the content of the colorant in the colored layer 21 is about 0.5 to 50.0% by mass, about 0.5 to 30.0% by mass, about 0.5 to 20.0% by mass, and 1. It may be about 0 to 50.0% by mass, 1.0 to 30.0% by mass, or 1.0 to 20.0% by mass.
- the content of the black agent in the colored layer 21 is particularly large when the outer packaging material for an electricity storage device is colored black and the b * value is ⁇ 0.20 or less. It is not limited and is preferably about 0.5% by mass or more, more preferably about 1.0% by mass or more, from the viewpoint of appropriate coloring. From the viewpoint of appropriately forming the colored layer 21, the content of the blackening agent in the colored layer 21 is preferably about 50.0 mass% or less, more preferably about 30.0 mass% or less, and further preferably 20. It is 0 mass% or less.
- the preferable range of the content of the black colorant in the colored layer 21 is about 0.5 to 50.0% by mass, about 0.5 to 30.0% by mass, about 0.5 to 20.0% by mass, and 1. It may be about 0 to 50.0% by mass, 1.0 to 30.0% by mass, or 1.0 to 20.0% by mass.
- the content of the blue agent in the colored layer 21 is not particularly limited as long as the exterior material for the electricity storage device is colored black, and is, for example, 0.5 to 30% by mass. The amount is preferably about 1 to 20% by mass.
- the ratio of the black agent and the blue agent in the colored layer 21 is preferably about 0.1 with the black agent being 100 parts by mass.
- the amount is at least mass, more preferably at least about 1 part by mass, further preferably at least about 10 parts by mass.
- the ratio of the blue colorant is preferably about 150 parts by mass or less, more preferably about 100 parts by mass or less.
- the preferred range of the blue colorant is about 0.1 to 150 parts by mass, about 0.1 to 100 parts by mass, about 1 to 150 parts by mass, about 1 to 100 parts by mass, about 10 to 150 parts by mass, about 10 to 100 parts by mass. It is about part by mass.
- the barrier layer 3 is a layer that suppresses at least moisture from entering.
- the barrier layer 3 examples include a metal foil having a barrier property, a vapor deposition film, a resin layer, and the like.
- the vapor deposition film may be a metal vapor deposition film, an inorganic oxide vapor deposition film, a carbon-containing inorganic oxide vapor deposition film, or the like
- the resin layer may be polyvinylidene chloride, polymers containing tetrachloroethylene (CTFE) as a main component or tetra- Examples thereof include polymers containing fluoroethylene (TFE) as a main component, polymers having a fluoroalkyl group, and fluorine-containing resins such as polymers having a fluoroalkyl unit as a main component, and ethylene vinyl alcohol copolymers.
- CTFE tetrachloroethylene
- barrier layer 3 a resin film provided with at least one of the vapor deposition film and the resin layer may be used.
- a plurality of barrier layers 3 may be provided.
- the barrier layer 3 preferably includes a layer made of a metal material. Specific examples of the metal material forming the barrier layer 3 include aluminum alloys, stainless steels, titanium steels, and steel plates. When used as metal foils, at least one of aluminum alloy foils and stainless steel foils is included. It is preferable.
- the aluminum alloy foil is, from the viewpoint of improving the formability of the exterior material for an electricity storage device, more preferably a soft aluminum alloy foil composed of, for example, an annealed aluminum alloy, and the viewpoint of further improving the formability. Therefore, the aluminum alloy foil containing iron is preferable.
- the content of iron is preferably 0.1 to 9.0 mass %, and more preferably 0.5 to 2.0 mass %. When the content of iron is 0.1% by mass or more, it is possible to obtain the outer casing material for an electricity storage device having more excellent moldability. When the iron content is 9.0 mass% or less, a more flexible outer packaging material for an electricity storage device can be obtained.
- the soft aluminum alloy foil for example, an aluminum alloy having a composition specified by JIS H4160:1994 A8021H-O, JIS H4160:1994 A8079H-O, JIS H4000:2014 A8021P-O, or JIS H4000:2014 A8079P-O.
- Foil can be mentioned. If necessary, silicon, magnesium, copper, manganese, etc. may be added.
- the softening can be performed by annealing treatment or the like.
- examples of the stainless steel foil include austenite-based, ferrite-based, austenite-ferrite-based, martensite-based, and precipitation hardening-based stainless steel foils. Further, from the viewpoint of providing an exterior material for an electricity storage device having excellent moldability, the stainless steel foil is preferably made of austenitic stainless steel.
- SUS304, SUS301, SUS316L and the like are specific examples of the austenitic stainless steel forming the stainless steel foil, and among these, SUS304 is particularly preferable.
- the thickness of the barrier layer 3 may at least exhibit a function as a barrier layer that suppresses the infiltration of moisture, and is, for example, about 9 to 200 ⁇ m.
- the thickness of the barrier layer 3 is preferably about 85 ⁇ m or less, more preferably about 50 ⁇ m or less, further preferably about 40 ⁇ m or less, and particularly preferably about 35 ⁇ m or less.
- the thickness of the barrier layer 3 is preferably about 10 ⁇ m or more, more preferably about 20 ⁇ m or more, and even more preferably about 25 ⁇ m or more.
- the preferred range of the thickness is about 10-85 ⁇ m, about 10-50 ⁇ m, about 10-40 ⁇ m, about 10-35 ⁇ m, about 20-85 ⁇ m, about 20-50 ⁇ m, about 20-40 ⁇ m, about 20-35 ⁇ m, about 25- Examples include about 85 ⁇ m, about 25 to 50 ⁇ m, about 25 to 40 ⁇ m, and about 25 to 35 ⁇ m.
- the barrier layer 3 is made of an aluminum alloy foil, the above range is particularly preferable.
- the thickness of the stainless steel foil is preferably about 60 ⁇ m or less, more preferably about 50 ⁇ m or less, further preferably about 40 ⁇ m or less, and further preferably about The thickness is 30 ⁇ m or less, particularly preferably about 25 ⁇ m or less.
- the thickness of the stainless steel foil is preferably about 10 ⁇ m or more, more preferably about 15 ⁇ m or more.
- the preferred thickness range of the stainless steel foil is about 10 to 60 ⁇ m, about 10 to 50 ⁇ m, about 10 to 40 ⁇ m, about 10 to 30 ⁇ m, about 10 to 25 ⁇ m, about 15 to 60 ⁇ m, about 15 to 50 ⁇ m, The thickness is about 15 to 40 ⁇ m, about 15 to 30 ⁇ m, about 15 to 25 ⁇ m.
- the barrier layer 3 when the barrier layer 3 is a metal foil, it is preferable to provide a corrosion-resistant film on at least the surface opposite to the base material layer in order to prevent dissolution and corrosion.
- the barrier layer 3 may have a corrosion resistant film on both sides.
- the corrosion-resistant coating means, for example, hydrothermal conversion treatment such as boehmite treatment, chemical conversion treatment, anodic oxidation treatment, plating treatment with nickel or chromium, and corrosion prevention treatment for coating a coating agent on the surface of the barrier layer.
- a barrier layer having corrosion resistance As the treatment for forming the corrosion resistant film, one type may be performed, or two or more types may be combined. Further, not only one layer but also multiple layers can be formed.
- the hydrothermal conversion treatment and the anodic oxidation treatment are treatments for dissolving the metal foil surface with a treatment agent to form a metal compound having excellent corrosion resistance. Note that these processes may be included in the definition of the chemical conversion process.
- the barrier layer 3 has a corrosion resistant film, the barrier layer 3 includes the corrosion resistant film.
- the corrosion-resistant coating is used to prevent delamination between the barrier layer (for example, aluminum alloy foil) and the base material layer during the formation of the exterior material for the electricity storage device, and by hydrogen fluoride generated by the reaction between the electrolyte and water. , Dissolution and corrosion of the surface of the barrier layer, especially when the barrier layer is an aluminum alloy foil, prevents the aluminum oxide present on the surface of the barrier layer from being dissolved and corroded, and the adhesiveness (wettability) of the surface of the barrier layer And the effect of preventing delamination between the base material layer and the barrier layer during heat sealing and preventing delamination between the base material layer and the barrier layer during molding.
- the barrier layer for example, aluminum alloy foil
- the corrosion-resistant coating is used to prevent delamination between the barrier layer (for example, aluminum alloy foil) and the base material layer during the formation of the exterior material for the electricity storage device, and by hydrogen fluoride generated by the reaction between the electrolyte and water.
- Various types of corrosion-resistant films formed by chemical conversion treatment are known, and are mainly at least one of phosphates, chromates, fluorides, triazine thiol compounds, and rare earth oxides. And a corrosion-resistant film containing Examples of the chemical conversion treatment using a phosphate or chromate include chromate chromate treatment, chromate phosphoric acid treatment, phosphoric acid-chromate treatment, chromate treatment, and the like.
- Examples of the compound include chromium nitrate, chromium fluoride, chromium sulfate, chromium acetate, chromium oxalate, chromium biphosphate, acetyl acetate chromate, chromium chloride, potassium chromium sulfate, and the like.
- Examples of the phosphorus compound used for these treatments include sodium phosphate, potassium phosphate, ammonium phosphate, polyphosphoric acid and the like.
- Examples of the chromate treatment include etching chromate treatment, electrolytic chromate treatment, and coating chromate treatment, and coating chromate treatment is preferable.
- the surface of the barrier layer (for example, aluminum alloy foil) on the inner layer side is first subjected to a well-known method such as an alkali dipping method, an electrolytic cleaning method, an acid cleaning method, an electrolytic acid cleaning method, and an acid activation method.
- a degreasing treatment is performed by a treatment method, and then a phosphate metal such as Cr (chromium) phosphate, Ti (titanium) phosphate, Zr (zirconium) phosphate, Zn (zinc) phosphate, etc. is applied to the degreased surface.
- a treatment liquid such as water, alcohol solvents, hydrocarbon solvents, ketone solvents, ester solvents, ether solvents can be used, and water is preferable.
- Examples of the resin component used at this time include polymers such as phenolic resins and acrylic resins, and aminated phenolic polymers having repeating units represented by the following general formulas (1) to (4) are used. Examples include the chromate treatment used. In the aminated phenol polymer, the repeating units represented by the following general formulas (1) to (4) may be contained alone or in any combination of two or more. Good.
- the acrylic resin should be polyacrylic acid, acrylic acid methacrylic acid ester copolymer, acrylic acid maleic acid copolymer, acrylic acid styrene copolymer, or derivatives of these sodium salts, ammonium salts, amine salts, etc. Is preferred.
- polyacrylic acid means a polymer of acrylic acid.
- the acrylic resin is also preferably a copolymer of acrylic acid and a dicarboxylic acid or a dicarboxylic acid anhydride, an ammonium salt of the copolymer of acrylic acid and a dicarboxylic acid or a dicarboxylic acid anhydride, a sodium salt, Alternatively, it is also preferably an amine salt. Only one type of acrylic resin may be used, or two or more types may be mixed and used.
- X represents a hydrogen atom, a hydroxy group, an alkyl group, a hydroxyalkyl group, an allyl group or a benzyl group.
- R 1 and R 2 are the same or different and each represents a hydroxy group, an alkyl group, or a hydroxyalkyl group.
- examples of the alkyl group represented by X, R 1 and R 2 include a methyl group, an ethyl group, an n-propyl group, an isopropyl group, an n-butyl group, an isobutyl group, Examples thereof include linear or branched alkyl groups having 1 to 4 carbon atoms such as tert-butyl group.
- examples of the hydroxyalkyl group represented by X, R 1 and R 2 include, for example, hydroxymethyl group, 1-hydroxyethyl group, 2-hydroxyethyl group, 1-hydroxypropyl group, 2-hydroxypropyl group and 3-hydroxygroup.
- An alkyl group is mentioned.
- the alkyl group and the hydroxyalkyl group represented by X, R 1 and R 2 may be the same or different.
- X is preferably a hydrogen atom, a hydroxy group or a hydroxyalkyl group.
- the number average molecular weight of the aminated phenol polymer having the repeating units represented by the general formulas (1) to (4) is, for example, preferably about 500 to 1,000,000, and more preferably about 1,000 to 20,000. More preferable.
- the aminated phenol polymer is produced by, for example, polycondensing a phenol compound or a naphthol compound with formaldehyde to produce a polymer having a repeating unit represented by the general formula (1) or (3), and then formaldehyde. And an amine (R 1 R 2 NH) to introduce a functional group (—CH 2 NR 1 R 2 ) into the polymer obtained above.
- the aminated phenol polymer is used alone or in combination of two or more.
- the corrosion resistant film is formed by a coating type corrosion prevention treatment in which a coating agent containing at least one selected from the group consisting of rare earth element oxide sols, anionic polymers and cationic polymers is applied.
- a thin film is used.
- the coating agent may further contain phosphoric acid or phosphate, and a cross-linking agent that cross-links the polymer.
- fine particles of rare earth element oxide for example, particles having an average particle diameter of 100 nm or less
- the rare earth element oxide include cerium oxide, yttrium oxide, neodymium oxide, and lanthanum oxide, and cerium oxide is preferable from the viewpoint of further improving the adhesion.
- the rare earth element oxides contained in the corrosion resistant film may be used alone or in combination of two or more.
- various solvents such as water, alcohol solvents, hydrocarbon solvents, ketone solvents, ester solvents, ether solvents can be used, and water is preferable.
- the cationic polymer include polyethyleneimine, an ionic polymer complex composed of a polymer having polyethyleneimine and a carboxylic acid, a primary amine-grafted acrylic resin obtained by graft-polymerizing a primary amine on an acrylic main skeleton, polyallylamine or a derivative thereof. , Aminated phenol and the like are preferable.
- the anionic polymer is preferably poly(meth)acrylic acid or a salt thereof, or a copolymer containing (meth)acrylic acid or a salt thereof as a main component.
- the crosslinking agent is preferably at least one selected from the group consisting of a compound having a functional group of any one of an isocyanate group, a glycidyl group, a carboxyl group and an oxazoline group, and a silane coupling agent.
- the phosphoric acid or phosphate is preferably condensed phosphoric acid or condensed phosphate.
- a dispersion of metal oxides such as aluminum oxide, titanium oxide, cerium oxide, and tin oxide or fine particles of barium sulfate in phosphoric acid is applied to the surface of the barrier layer.
- metal oxides such as aluminum oxide, titanium oxide, cerium oxide, and tin oxide or fine particles of barium sulfate in phosphoric acid
- examples include those formed by performing a baking treatment at a temperature of not less than °C.
- the corrosion-resistant film may have a laminated structure in which at least one of a cationic polymer and an anionic polymer is further laminated, if necessary.
- a cationic polymer and an anionic polymer include those mentioned above.
- composition of the corrosion resistant film can be performed using, for example, time-of-flight secondary ion mass spectrometry.
- the amount of the corrosion resistant film formed on the surface of the barrier layer 3 in the chemical conversion treatment is not particularly limited, but for example, in the case of performing the coating type chromate treatment, a chromic acid compound per 1 m 2 of the surface of the barrier layer 3 is used.
- a chromic acid compound per 1 m 2 of the surface of the barrier layer 3 is used.
- the phosphorus compound is about 0.5 to 50 mg, preferably about 1.0 to 40 mg in terms of phosphorus, and aminated phenol polymer.
- the thickness of the corrosion-resistant coating is not particularly limited, but from the viewpoint of the cohesive strength of the coating and the adhesion with the barrier layer and the heat-fusible resin layer, it is preferably about 1 nm to 20 ⁇ m, more preferably 1 nm to 100 nm. Degree, and more preferably about 1 nm to 50 nm.
- the thickness of the corrosion resistant film can be measured by observation with a transmission electron microscope, or a combination of observation with a transmission electron microscope and energy dispersive X-ray spectroscopy or electron beam energy loss spectroscopy.
- At least one secondary ion consisting of Ce, P, and O for example, Ce 2 PO 4 + , CePO 4 ⁇ , etc. Species
- a peak derived from a secondary ion composed of Cr, P, and O for example, at least one of CrPO 2 + , CrPO 4 ⁇
- the chemical conversion treatment is carried out by applying a solution containing a compound used for forming a corrosion-resistant film to the surface of the barrier layer by a bar coating method, a roll coating method, a gravure coating method, an immersion method, or the like, and then applying the temperature of the barrier layer. Is carried out by heating so that the temperature becomes about 70 to 200°C.
- the barrier layer may be subjected to a degreasing treatment by an alkali dipping method, an electrolytic cleaning method, an acid cleaning method, an electrolytic acid cleaning method, or the like before the barrier layer is subjected to the chemical conversion treatment.
- an acid degreasing agent in which a fluorine-containing compound is dissolved in an inorganic acid for degreasing treatment, it is possible to form not only the degreasing effect of the metal foil but also a passive metal fluoride. In such cases, only degreasing treatment may be performed.
- the heat-fusible resin layer 4 corresponds to the innermost layer, and the heat-fusible resin layers are heat-fused to each other during assembly of the electricity storage device to seal the electricity storage device element. It is a layer (sealant layer) that exerts.
- the resin constituting the heat-fusible resin layer 4 is not particularly limited as long as it can be heat-fused, but a resin containing a polyolefin skeleton such as polyolefin or acid-modified polyolefin is preferable.
- the fact that the resin constituting the heat-fusible resin layer 4 contains a polyolefin skeleton can be analyzed by, for example, infrared spectroscopy, gas chromatography mass spectrometry, or the like. Further, when the resin forming the heat-fusible resin layer 4 is analyzed by infrared spectroscopy, it is preferable that a peak derived from maleic anhydride is detected.
- a peak derived from maleic acid is detected in the vicinity of the wave number of 1760 cm -1 and near the wave number 1780 cm -1.
- the heat-fusible resin layer 4 is a layer composed of a maleic anhydride-modified polyolefin
- a peak derived from maleic anhydride is detected when measured by infrared spectroscopy.
- the degree of acid modification is low, the peak may be too small to be detected. In that case, it can be analyzed by nuclear magnetic resonance spectroscopy.
- polystyrene resin examples include polyethylene such as low-density polyethylene, medium-density polyethylene, high-density polyethylene, and linear low-density polyethylene; ethylene- ⁇ olefin copolymers; homopolypropylene, polypropylene block copolymers (for example, propylene and Examples thereof include ethylene block copolymers) and polypropylene random copolymers (for example, random copolymers of propylene and ethylene); propylene- ⁇ -olefin copolymers; ethylene-butene-propylene terpolymers. Of these, polypropylene is preferred.
- the polyolefin resin is a copolymer, it may be a block copolymer or a random copolymer. These polyolefin resins may be used alone or in combination of two or more.
- the polyolefin may be a cyclic polyolefin.
- the cyclic polyolefin is a copolymer of an olefin and a cyclic monomer, and examples of the olefin which is a constituent monomer of the cyclic polyolefin include ethylene, propylene, 4-methyl-1-pentene, styrene, butadiene, isoprene and the like.
- Acid-modified polyolefin is a polymer modified by block or graft polymerization of polyolefin with an acid component.
- the acid-modified polyolefin the above polyolefin, a copolymer obtained by copolymerizing the above polyolefin with a polar molecule such as acrylic acid or methacrylic acid, or a polymer such as a crosslinked polyolefin can be used.
- the acid component used for the acid modification include carboxylic acids such as maleic acid, acrylic acid, itaconic acid, crotonic acid, maleic anhydride, and itaconic anhydride, or anhydrides thereof.
- the acid-modified polyolefin may be an acid-modified cyclic polyolefin.
- the acid-modified cyclic polyolefin is a polymer obtained by copolymerizing part of the monomers constituting the cyclic polyolefin in place of the acid component, or by block-polymerizing or graft-polymerizing the acid component with respect to the cyclic polyolefin. is there.
- the acid-modified cyclic polyolefin is the same as described above.
- the acid component used for the acid modification is the same as the acid component used for the modification of the polyolefin.
- Preferred acid-modified polyolefins include polyolefins modified with carboxylic acids or their anhydrides, polypropylene modified with carboxylic acids or their anhydrides, maleic anhydride-modified polyolefins, maleic anhydride-modified polypropylenes.
- the heat-fusible resin layer 4 may be formed of one type of resin alone, or may be formed of a blend polymer in which two or more types of resins are combined. Furthermore, the heat-fusible resin layer 4 may be formed of only one layer, but may be formed of two or more layers of the same or different resin.
- the heat-fusible resin layer 4 may contain a lubricant and the like, if necessary.
- a lubricant When the heat-fusible resin layer 4 contains a lubricant, the formability of the exterior material for an electricity storage device can be improved.
- the lubricant is not particularly limited, and a known lubricant can be used.
- the lubricant may be used alone or in combination of two or more.
- the lubricant is not particularly limited, but an amide lubricant is preferable. Specific examples of the lubricant include those exemplified for the base material layer 1. The lubricant may be used alone or in combination of two or more.
- the amount of the lubricant is not particularly limited, but from the viewpoint of enhancing the moldability of the exterior material for an electricity storage device, it is preferably about 10 to 50 mg/m 2. And more preferably about 15 to 40 mg/m 2 .
- the lubricant present on the surface of the heat-fusible resin layer 4 may be one in which the lubricant contained in the resin constituting the heat-fusible resin layer 4 is exuded, or the lubricant of the heat-fusible resin layer 4
- the surface may be coated with a lubricant.
- the thickness of the heat-fusible resin layer 4 is not particularly limited as long as the heat-fusible resin layers have a function of heat-sealing each other and sealing the electricity storage device element, but for example, about 100 ⁇ m or less, preferably The thickness is about 85 ⁇ m or less, more preferably about 15 to 85 ⁇ m. Note that, for example, when the thickness of the adhesive layer 5 described later is 10 ⁇ m or more, the thickness of the heat-fusible resin layer 4 is preferably about 85 ⁇ m or less, more preferably about 15 to 45 ⁇ m.
- the thickness of the heat-fusible resin layer 4 is preferably about 20 ⁇ m or more, more preferably 35 to 85 ⁇ m. The degree can be mentioned.
- the adhesive layer 5 is provided between the barrier layer 3 (or the corrosion resistant film (such as an acid resistant film)) and the heat-fusible resin layer 4 in order to firmly bond them. It is a layer provided as necessary.
- the adhesive layer 5 is formed of a resin that can bond the barrier layer 3 and the heat-fusible resin layer 4 together.
- the resin used for forming the adhesive layer 5 for example, the same resins as those exemplified for the adhesive layer 2 can be used.
- the resin used for forming the adhesive layer 5 preferably contains a polyolefin skeleton, and examples thereof include the polyolefins and the acid-modified polyolefins described above as examples of the heat-fusible resin layer 4.
- the fact that the resin constituting the adhesive layer 5 contains a polyolefin skeleton can be analyzed by, for example, infrared spectroscopy, gas chromatography mass spectrometry, etc., and the analysis method is not particularly limited.
- a peak derived from maleic anhydride is detected.
- a peak derived from maleic acid is detected in the vicinity of the wave number of 1760 cm -1 and near the wave number 1780 cm -1.
- the peak may be too small to be detected. In that case, it can be analyzed by nuclear magnetic resonance spectroscopy.
- the adhesive layer 5 preferably contains an acid-modified polyolefin.
- an acid-modified polyolefin a polyolefin modified with a carboxylic acid or an anhydride thereof, a polypropylene modified with a carboxylic acid or an anhydride thereof, a maleic anhydride modified polyolefin, and a maleic anhydride modified polypropylene are particularly preferable.
- the adhesive layer 5 is a resin composition containing an acid-modified polyolefin and a curing agent. It is more preferable that the cured product is.
- the acid-modified polyolefin those mentioned above can be preferably exemplified.
- the adhesive layer 5 is a cured product of a resin composition containing an acid-modified polyolefin and at least one selected from the group consisting of a compound having an isocyanate group, a compound having an oxazoline group, and a compound having an epoxy group. It is preferable that the cured product of the resin composition contains an acid-modified polyolefin and at least one selected from the group consisting of a compound having an isocyanate group and a compound having an epoxy group.
- the adhesive layer 5 preferably contains at least one selected from the group consisting of polyurethane, polyester, and epoxy resin, and more preferably contains polyurethane and epoxy resin. As the polyester, for example, an amide ester resin is preferable.
- the amide ester resin is generally produced by the reaction of a carboxyl group and an oxazoline group.
- the adhesive layer 5 is more preferably a cured product of a resin composition containing at least one of these resins and the acid-modified polyolefin.
- unreacted compounds such as a compound having an isocyanate group, a compound having an oxazoline group, and a curing agent such as an epoxy resin remain in the adhesive layer 5, the presence of the unreacted substance is determined by, for example, infrared spectroscopy, It can be confirmed by a method selected from Raman spectroscopy, time-of-flight secondary ion mass spectrometry (TOF-SIMS), and the like.
- the adhesive layer 5 is at least selected from the group consisting of an oxygen atom, a heterocycle, a C ⁇ N bond, and a C—O—C bond. It is preferably a cured product of a resin composition containing one type of curing agent.
- the curing agent having a heterocycle include a curing agent having an oxazoline group and a curing agent having an epoxy group.
- examples of the curing agent having a C—O—C bond include a curing agent having an oxazoline group, a curing agent having an epoxy group, and polyurethane.
- the fact that the adhesive layer 5 is a cured product of a resin composition containing these curing agents means, for example, gas chromatograph mass spectrometry (GCMS), infrared spectroscopy (IR), time-of-flight secondary ion mass spectrometry (TOF). -SIMS), X-ray photoelectron spectroscopy (XPS) and the like.
- GCMS gas chromatograph mass spectrometry
- IR infrared spectroscopy
- TOF time-of-flight secondary ion mass spectrometry
- -SIMS X-ray photoelectron spectroscopy
- the compound having an isocyanate group is not particularly limited, but from the viewpoint of effectively enhancing the adhesiveness between the barrier layer 3 and the adhesive layer 5, a polyfunctional isocyanate compound is preferable.
- the polyfunctional isocyanate compound is not particularly limited as long as it is a compound having two or more isocyanate groups.
- Specific examples of the polyfunctional isocyanate-based curing agent include pentane diisocyanate (PDI), isophorone diisocyanate (IPDI), hexamethylene diisocyanate (HDI), tolylene diisocyanate (TDI), diphenylmethane diisocyanate (MDI), and polymerization or nurate thereof. And the like, and mixtures thereof and copolymers with other polymers. Moreover, an adduct body, a burette body, an isocyanurate body, etc. are mentioned.
- the content of the compound having an isocyanate group in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and preferably 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. It is more preferable to be in the range. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced.
- the compound having an oxazoline group is not particularly limited as long as it is a compound having an oxazoline skeleton.
- Specific examples of the compound having an oxazoline group include those having a polystyrene main chain and those having an acrylic main chain. Examples of commercially available products include Epocros series manufactured by Nippon Shokubai Co., Ltd.
- the ratio of the compound having an oxazoline group in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and in the range of 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. Is more preferable. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced.
- Examples of compounds having an epoxy group include epoxy resins.
- the epoxy resin is not particularly limited as long as it is a resin that can form a crosslinked structure by an epoxy group existing in the molecule, and a known epoxy resin can be used.
- the weight average molecular weight of the epoxy resin is preferably about 50 to 2000, more preferably about 100 to 1000, and further preferably about 200 to 800.
- the weight average molecular weight of the epoxy resin is a value measured by gel permeation chromatography (GPC), which is measured under the condition that polystyrene is used as a standard sample.
- the epoxy resin examples include a glycidyl ether derivative of trimethylolpropane, bisphenol A diglycidyl ether, modified bisphenol A diglycidyl ether, novolac glycidyl ether, glycerin polyglycidyl ether, and polyglycerin polyglycidyl ether.
- the epoxy resins may be used alone or in combination of two or more.
- the proportion of the epoxy resin in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and in the range of 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. Is more preferable. Thereby, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively enhanced.
- the polyurethane is not particularly limited, and known polyurethane can be used.
- the adhesive layer 5 may be, for example, a cured product of two-component curing type polyurethane.
- the proportion of polyurethane in the adhesive layer 5 is preferably in the range of 0.1 to 50% by mass, and more preferably in the range of 0.5 to 40% by mass in the resin composition constituting the adhesive layer 5. More preferable. As a result, the adhesiveness between the barrier layer 3 and the adhesive layer 5 can be effectively increased in an atmosphere in which a component that induces corrosion of the barrier layer, such as an electrolytic solution, exists.
- the adhesive layer 5 is a cured product of a resin composition containing at least one selected from the group consisting of a compound having an isocyanate group, a compound having an oxazoline group, and an epoxy resin, and the acid-modified polyolefin.
- the acid-modified polyolefin functions as a main agent, and the compound having an isocyanate group, the compound having an oxazoline group, and the compound having an epoxy group each function as a curing agent.
- the thickness of the adhesive layer 5 is preferably about 50 ⁇ m or less, about 40 ⁇ m or less, about 30 ⁇ m or less, about 20 ⁇ m or less, about 5 ⁇ m or less.
- the thickness of the adhesive layer 5 is preferably about 0.1 ⁇ m or more and about 0.5 ⁇ m or more.
- the thickness range is preferably about 0.1 to 50 ⁇ m, about 0.1 to 40 ⁇ m, about 0.1 to 30 ⁇ m, about 0.1 to 20 ⁇ m, about 0.1 to 5 ⁇ m, about 0.5 to Examples include about 50 ⁇ m, about 0.5 to 40 ⁇ m, about 0.5 to 30 ⁇ m, about 0.5 to 20 ⁇ m, about 0.5 to 5 ⁇ m.
- the adhesive exemplified in the adhesive layer 2 or a cured product of an acid-modified polyolefin and a curing agent it is preferably about 1 to 10 ⁇ m, more preferably about 1 to 5 ⁇ m.
- the resin exemplified in the heat-fusible resin layer 4 it is preferably about 2 to 50 ⁇ m, more preferably about 10 to 40 ⁇ m.
- the adhesive layer 5 is a cured product of the adhesive exemplified in the adhesive layer 2 or a resin composition containing an acid-modified polyolefin and a curing agent, for example, the resin composition is applied and cured by heating or the like. As a result, the adhesive layer 5 can be formed.
- the heat-fusible resin layer 4 and the adhesive layer 5 can be formed by extrusion molding, for example.
- the exterior material for an electricity storage device of the present disclosure is, if necessary, on the base material layer 1 (base material layer 1 for the purpose of at least one of improvement in designability, electrolytic solution resistance, scratch resistance, moldability, etc.).
- the surface coating layer 6 may be provided on the side opposite to the barrier layer 3).
- the surface coating layer 6 is a layer located on the outermost layer side of the exterior material for an electricity storage device when the electricity storage device is assembled using the exterior material for an electricity storage device.
- the identification mark printed on the surface is excellent in the identification property under the light source in the yellow room. The effect is demonstrated.
- the exterior material for an electricity storage device may be slightly blue and color unevenness may be visually recognized
- the surface coating layer 6 is provided as the outermost layer of the exterior material for an electricity storage device of the present disclosure
- the surface coating is performed. Since the layer has an effect of diffusing light and suppressing gloss, there is an advantage that occurrence of color unevenness is suppressed and appearance uniformity is enhanced.
- the outermost layer of the exterior material for an electricity storage device of the present disclosure does not have the surface coating layer 6, the surface of the exterior material for an electricity storage device is high in gloss and scratches are easily noticeable, but the surface coating layer 6 is provided. In this case, since the surface coating layer has an effect of diffusing light and suppressing gloss, there is also an advantage that scratches are less noticeable.
- the surface coating layer 6 is colored black to provide an exterior material for an electricity storage device having a black appearance, and the b * value is ⁇ 0.20 or less. Can be set appropriately. However, as in the case where the adhesive layer 2 and the colored layer 21 are colored black, the b * value does not become ⁇ 0.20 or less if the surface coating layer 6 is colored black.
- the composition such as the type and content of the coloring agent contained in the surface coating layer 6, the base layer 1, and the adhesive layer 2 and the coloring layer 21, which are provided as necessary, are located outside the barrier layer 3
- the appearance of the exterior material for the electricity storage device is black, and the b * value is set to ⁇ 0.20 or less. You can The same applies to the setting of the L * value and the a * value.
- the surface coating layer 6 can be formed of a resin such as polyvinylidene chloride, polyester, polyurethane, acrylic resin, or epoxy resin.
- the resin forming the surface coating layer 6 is a curable resin
- the resin may be either a one-component curing type or a two-component curing type, but is preferably a two-component curing type.
- the two-component curing type resin include two-component curing type polyurethane, two-component curing type polyester, and two-component curing type epoxy resin. Of these, two-component curing type polyurethane is preferable.
- the two-component curing type polyurethane includes, for example, a polyurethane containing a base compound containing a polyol compound and a curing agent containing an isocyanate compound.
- a polyurethane containing a base compound containing a polyol compound and a curing agent containing an isocyanate compound.
- Preferred is a two-component curing type polyurethane having a polyol such as a polyester polyol, a polyether polyol and an acrylic polyol as a main component and an aromatic or aliphatic polyisocyanate as a curing agent.
- the polyol compound it is preferable to use a polyester polyol having a hydroxyl group at the side chain in addition to the hydroxyl group at the terminal of the repeating unit.
- Examples of the curing agent include aliphatic, alicyclic, aromatic and araliphatic isocyanate compounds.
- Examples of the isocyanate-based compound include hexamethylene diisocyanate (HDI) xylylene diisocyanate (XDI), isophorone diisocyanate (IPDI), hydrogenated XDI (H6XDI), hydrogenated MDI (H12MDI), tolylene diisocyanate (TDI), diphenylmethane diisocyanate ( MDI), naphthalene diisocyanate (NDI) and the like.
- the polyfunctional isocyanate modified body etc. from 1 type or 2 types or more of these diisocyanates are mentioned.
- a multimer for example, trimer
- examples of such a multimer include an adduct body, a biuret body, and a nurate body. Since the surface coating layer 6 is made of polyurethane, excellent electrolytic solution resistance is imparted to the exterior material for an electricity storage device.
- the surface coating layer 6 is provided on at least one of the surface and the inside of the surface coating layer 6 depending on the surface coating layer 6 and the functionality to be provided on the surface, and if necessary, the above-mentioned lubricant and colorant.
- An anti-blocking agent, a matting agent, a flame retardant, an antioxidant, a tackifier, and an antistatic agent may be added.
- the additive include fine particles having an average particle diameter of about 0.5 nm to 5 ⁇ m.
- the average particle diameter of the additive is a median diameter measured by a laser diffraction/scattering type particle diameter distribution measuring device.
- the additive may be an inorganic substance or an organic substance.
- the shape of the additive is not particularly limited, and examples thereof include spherical shape, fibrous shape, plate shape, amorphous shape, and scale shape.
- the additive include talc, silica, graphite, kaolin, montmorillonite, mica, hydrotalcite, silica gel, zeolite, aluminum hydroxide, magnesium hydroxide, zinc oxide, magnesium oxide, aluminum oxide, neodymium oxide, antimony oxide.
- Titanium oxide, cerium oxide, calcium sulfate, barium sulfate, calcium carbonate, calcium silicate, lithium carbonate, calcium benzoate, calcium oxalate, magnesium stearate, alumina, carbon black, carbon nanotubes, high melting point nylon, acrylate resin examples include crosslinked acrylic, crosslinked styrene, crosslinked polyethylene, benzoguanamine, gold, aluminum, copper and nickel.
- the additives may be used alone or in combination of two or more.
- calcium carbonate is preferably used from the viewpoint of improving the distinguishability. Since calcium carbonate is bluish, the b * value can be suitably set to ⁇ 0.20 or less by using it as an additive for the surface coating layer.
- silica and calcium carbonate mixed as an additive By using silica as an additive for the surface coating layer, the reflected light can be easily diffused, and the outer appearance of the electricity storage device can be made more bluish, and the b * value is -0.20. The following can be suitably set.
- silica, barium sulfate, and titanium oxide are preferable from the viewpoints of dispersion stability and cost. Further, the additive may be subjected to various surface treatments such as insulation treatment and high dispersibility treatment on the surface.
- the surface coating layer 6 contains a coloring agent
- known coloring agents such as pigments and dyes can be used.
- the colorant only one kind may be used, or two or more kinds may be mixed and used. Specific examples of the colorant contained in the surface coating layer 6 are the same as those exemplified in the section of [Adhesive layer 2].
- the preferable content of the colorant contained in the surface coating layer 6 is also the same as the content described in the section of [Adhesive layer 2].
- the content of the black agent in the surface coating layer 6 is not particularly limited as long as the exterior material for an electricity storage device is colored black, and is, for example, 5 to 60% by mass.
- the amount is preferably about 10 to 40% by mass.
- the content of the blue agent in the surface coating layer 6 is not particularly limited as long as the exterior material for an electricity storage device is colored black, and is, for example, 0.5 to 30.
- the amount is about mass%, preferably 1 to 20 mass%.
- the ratio of the black agent and the blue agent in the surface coating layer 6 is preferably 100 parts by mass of the black agent, and the ratio of the blue agent is preferably. It is about 0.1 part by mass or more, more preferably about 1 part by mass or more, still more preferably about 10 parts by mass or more.
- the ratio of the blue colorant is preferably about 150 parts by mass or less, more preferably about 100 parts by mass or less.
- the preferred range of the blue colorant is about 0.1 to 150 parts by mass, about 0.1 to 100 parts by mass, about 1 to 150 parts by mass, about 1 to 100 parts by mass, about 10 to 150 parts by mass, It is about 10 to 100 parts by mass.
- the method of forming the surface coating layer 6 is not particularly limited, and examples thereof include a method of applying a resin forming the surface coating layer 6.
- a resin mixed with the additive may be applied.
- the thickness of the surface coating layer 6 is not particularly limited as long as it exhibits the above-mentioned functions as the surface coating layer 6, and is, for example, about 0.5 to 10 ⁇ m, preferably about 1 to 5 ⁇ m.
- the surface coating layer located outside the adhesive layer is preferably transparent or translucent.
- the preparation method of the production method for an electricity storage device exterior material of the outer package for a power storage device as long as the laminate exterior material for a power storage device of the present disclosure a laminate of layers included in the obtained, not particularly limited, at least, the substrate
- the method includes a step of laminating the layer 1, the barrier layer 3, and the heat-fusible resin layer 4 in this order.
- a method for manufacturing an exterior material for an electricity storage device according to the present disclosure is a method for producing an exterior material for an electricity storage device having a black appearance, and at least a base material layer and a barrier layer in order from the outside.
- the method includes a step of obtaining a laminated body in which a heat-fusible resin layer is laminated, and L * of reflected light measured from the outside of the laminated body under the measurement conditions of SCI method, field of view of 10° and light source F2 .
- the b * value in the a * b * color space is ⁇ 0.20 or less.
- laminated body A a laminated body in which the base material layer 1, the adhesive layer 2, and the barrier layer 3 are laminated in order (hereinafter, also referred to as “laminated body A”) is formed.
- the laminate A is formed by applying the adhesive used for forming the adhesive layer 2 on the base material layer 1 or the barrier layer 3 whose surface has been subjected to chemical conversion treatment, as required by the gravure coating method, It can be performed by a dry laminating method in which the barrier layer 3 or the base material layer 1 is laminated and the adhesive layer 2 is cured after coating and drying by a coating method such as a roll coating method.
- the heat-fusible resin layer 4 is laminated on the barrier layer 3 of the laminate A.
- the heat-fusible resin layer 4 is directly laminated on the barrier layer 3
- the heat-fusible resin layer 4 is laminated on the barrier layer 3 of the laminate A by a method such as a thermal laminating method or an extrusion laminating method. do it.
- the adhesive layer 5 is provided between the barrier layer 3 and the heat-fusible resin layer 4, for example, (1) the adhesive layer 5 and the heat-fusible resin layer are provided on the barrier layer 3 of the laminate A.
- Method of laminating by extruding 4 (coextrusion laminating method, tandem laminating method), (2) Separately, a laminated body in which the adhesive layer 5 and the heat-fusible resin layer 4 are laminated is formed, and the laminated body A By a thermal lamination method, or by forming a laminated body in which the adhesive layer 5 is laminated on the barrier layer 3 of the laminated body A, and by using the thermal fusion bonding resin layer 4 and the thermal lamination method.
- Method of Laminating (3) While pouring the melted adhesive layer 5 between the barrier layer 3 of the laminate A and the heat-fusible resin layer 4 which is formed into a sheet in advance, the adhesive layer 5 is interposed.
- the laminate A and the heat-fusible resin layer 4 are laminated together (sandwich laminating method), (4) the barrier layer 3 of the laminate A is solution-coated with an adhesive for forming the adhesive layer 5, Examples thereof include a method of drying, a method of further baking, and a method of laminating the heat-fusible resin layer 4 formed in advance into a sheet on the adhesive layer 5.
- the surface coating layer 6 When the surface coating layer 6 is provided, the surface coating layer 6 is laminated on the surface of the base material layer 1 opposite to the barrier layer 3.
- the surface coating layer 6 can be formed, for example, by applying the above-mentioned resin forming the surface coating layer 6 to the surface of the base material layer 1.
- the order of the step of laminating the barrier layer 3 on the surface of the base material layer 1 and the step of laminating the surface coating layer 6 on the surface of the base material layer 1 is not particularly limited.
- the barrier layer 3 may be formed on the surface of the base material layer 1 opposite to the surface coating layer 6.
- each layer constituting the laminate may be subjected to surface activation treatment such as corona treatment, blast treatment, oxidation treatment, or ozone treatment, if necessary, to improve processability. ..
- surface activation treatment such as corona treatment, blast treatment, oxidation treatment, or ozone treatment, if necessary, to improve processability.
- the printability of the ink on the surface of the base material layer 1 can be improved by performing corona treatment on the surface of the base material layer 1 opposite to the barrier layer 3.
- the exterior material for an electricity storage device is subjected to an aging treatment after laminating each layer.
- the L * value, the a * value, and the b * value of the exterior material for a power storage device which has a black appearance, can be changed by changing the aging treatment condition of the exterior material for a power storage device. Therefore, it is preferable to select the aging condition for the purpose of adjusting the L * value, the a * value, and the b * value.
- adjustment items for the aging treatment conditions include a temperature rising rate, a heating temperature, a heating time, the presence or absence of pretreatment, and the temperature thereof.
- the main factors that change the L * value, the a * value, and the b * value depending on the aging treatment condition are that the degree of aggregation of the colorant contained in the exterior material for the electricity storage device changes depending on the aging treatment condition.
- the exterior material for an electric storage device is used for a package for hermetically containing an electric storage device element such as a positive electrode, a negative electrode, and an electrolyte. That is, a power storage device can be obtained by accommodating a power storage device element including at least a positive electrode, a negative electrode, and an electrolyte in a package formed of the power storage device exterior material of the present disclosure.
- an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte is used in a state in which a metal terminal connected to each of the positive electrode and the negative electrode is projected to the outside in the exterior material for an electricity storage device of the present disclosure.
- a flange portion a region where the heat-fusible resin layers contact each other
- heat-seal the heat-fusible resin layers of the flange portion to hermetically seal them.
- the heat-fusible resin portion of the electricity storage device exterior material of the present disclosure is inside (a surface that contacts the electricity storage device element). ), and a package is formed.
- the exterior material for an electricity storage device can be suitably used for an electricity storage device such as a battery (including a capacitor and a capacitor). Further, the exterior material for an electricity storage device of the present disclosure may be used for either a primary battery or a secondary battery, but is preferably a secondary battery.
- the type of secondary battery to which the exterior material for an electricity storage device of the present disclosure is applied is not particularly limited, and examples thereof include a lithium-ion battery, a lithium-ion polymer battery, an all-solid-state battery, a lead storage battery, a nickel-hydrogen storage battery, and a nickel-metal hydride storage battery.
- lithium ion batteries and lithium ion polymer batteries can be cited as suitable targets to which the exterior material for an electricity storage device of the present disclosure is applied.
- Examples 1-7, 14, 15 and Comparative Example 1 A stretched nylon (ONy) film (thickness: 15 ⁇ m) was prepared as a base material layer.
- An aluminum foil (JIS H4160:1994 A8021H-O (thickness 35 ⁇ m)) was prepared as a barrier layer.
- the barrier layer and the base material layer are laminated by a dry lamination method using an adhesive (two-component urethane adhesive containing a colorant) described below, and then the base material layer is subjected to aging treatment.
- a laminate of /adhesive layer/barrier layer was produced. Both sides of the aluminum foil are subjected to chemical conversion treatment.
- the chemical conversion treatment of the aluminum foil is performed by roll-coating the both surfaces of the aluminum foil with a treatment liquid consisting of a phenol resin, a chromium fluoride compound, and phosphoric acid so that the coating amount of chromium is 10 mg/m 2 (dry mass). It was carried out by coating and baking.
- maleic anhydride-modified polypropylene as an adhesive layer (thickness 20 ⁇ m) and random polypropylene as a heat-fusible resin layer (thickness 20 ⁇ m) were formed on the barrier layer of each laminate obtained above.
- a resin composition containing silica particles (resin is a polyurethane resin formed from a mixture of a polyol compound and an isocyanate compound) is applied to the surface of the base material layer of the obtained laminate so as to have a thickness of 3 ⁇ m.
- the surface coating layer (3 ⁇ m)/base material layer (thickness 15 ⁇ m)/adhesive layer (3 ⁇ m)/barrier layer (35 ⁇ m)/adhesion are formed in order from the outside.
- a layered product (total thickness 96 ⁇ m) in which the layer (20 ⁇ m)/heat-fusible resin layer (20 ⁇ m) was layered was obtained.
- Example 8 In Example 1, except that the surface coating layer was not formed, in the same manner as in Example 1, base material layer (thickness 15 ⁇ m)/adhesive layer (3 ⁇ m)/barrier layer (35 ⁇ m)/adhesive layer ( 20 ⁇ m)/heat-fusible resin layer (20 ⁇ m) was obtained to obtain a laminate (total thickness 93 ⁇ m).
- Example 9 In Example 3, except that the surface coating layer was not formed, in the same manner as in Example 3, the base material layer (thickness 15 ⁇ m)/adhesive layer (3 ⁇ m)/barrier layer (35 ⁇ m)/adhesive layer ( 20 ⁇ m)/heat-fusible resin layer (20 ⁇ m) was obtained to obtain a laminate (total thickness 93 ⁇ m).
- Example 10 In Example 4, except that the surface coating layer was not formed, in the same manner as in Example 4, base material layer (thickness 15 ⁇ m)/adhesive layer (3 ⁇ m)/barrier layer (35 ⁇ m)/adhesive layer ( 20 ⁇ m)/heat-fusible resin layer (20 ⁇ m) was obtained to obtain a laminate (total thickness 93 ⁇ m).
- Example 11 In Example 5, except that the surface coating layer was not formed, in the same manner as in Example 5, base material layer (thickness 15 ⁇ m)/adhesive layer (3 ⁇ m)/barrier layer (35 ⁇ m)/adhesive layer ( 20 ⁇ m)/heat-fusible resin layer (20 ⁇ m) was obtained to obtain a laminate (total thickness 93 ⁇ m).
- Example 12 In Example 2, except that the surface coating layer was not formed, in the same manner as in Example 2, the base material layer (thickness 15 ⁇ m)/adhesive layer (3 ⁇ m)/barrier layer (35 ⁇ m)/adhesive layer ( 20 ⁇ m)/heat-fusible resin layer (20 ⁇ m) was obtained to obtain a laminate (total thickness 93 ⁇ m).
- Example 13 the surface coating layer was not formed, and as the adhesive used for forming the adhesive layer, instead of the adhesive A, the adhesives B and C4 to C8 shown in Table 1 were used. Except for the above, in the same manner as in Example 1, the base material layer (thickness 15 ⁇ m)/adhesive layer (3 ⁇ m)/barrier layer (35 ⁇ m)/adhesive layer (20 ⁇ m)/heat-fusible resin layer (20 ⁇ m) A laminated body (total thickness 93 ⁇ m) was obtained.
- Adhesive A Two-component urethane adhesive (mixture of polyol compound and aromatic isocyanate compound) containing carbon black (secondary particle diameter 0.2 ⁇ m) as a blackening agent
- Adhesive B A two-component urethane adhesive (polyol compound and aromatic isocyanate-based compound) containing carbon black (secondary particle diameter 0.2 ⁇ m) having a primary particle diameter larger than that of carbon black contained in the adhesive A as a black agent.
- Adhesive C3 As the black colorant, the same carbon black as the carbon black contained in the adhesive A was used.
- the black colorant the same carbon black as the carbon black contained in the adhesive A was used.
- the black colorant the same carbon black as the carbon black contained in the adhesive A was used.
- the black colorant the same carbon black as the carbon black contained in the adhesive A was used.
- As the black colorant the same carbon black as the carbon black contained in the adhesive A was used.
- ⁇ Aging treatment conditions The aging treatment conditions used for adjusting the color observed from the outside of the exterior material for the electricity storage device manufactured in each of the examples and comparative examples are as follows.
- [Condition A] Let stand for 12 hours in an 80°C environment.
- [Condition B] First, as step 1, it is left standing for 3 hours at room temperature (about 25° C.).
- step 2 it is left standing in a 55° C. environment for 3 hours.
- step 3 it is left standing in an environment of 80° C. for 12 hours.
- [Condition C] Let stand for 3 days in an environment of 60°C to 100°C.
- the exterior materials for electricity storage devices of Examples 1 to 20 have L * a of reflected light measured from the outside under the measurement conditions of the SCI method, the field of view of 10°, and the light source F2. Since the b * value in the * b * color space is -0.20 or less, the identification mark printed on the surface in the yellow room, despite being an exterior material for an electricity storage device that exhibits a black appearance. It can be seen that the distinctiveness of is excellent. In addition, the exterior materials for electricity storage devices of Examples 1 to 20 were excellent not only in the yellow room but also in the room under a general fluorescent lamp, with excellent identification of the identification mark printed on the surface. Further, it was possible to recognize that the exterior materials for electricity storage devices of Examples 1 to 20 had a black appearance in a room under a general fluorescent lamp without any problem.
- the exterior material for an electricity storage device is, in order from the outside, composed of a laminate including at least a base material layer, a barrier layer, and a heat-fusible resin layer, Under the SCI method, the field of view of 10° and the light source F2, the b * value in the L * a * b * color space of the reflected light measured from the outside of the laminate is ⁇ 0.20 or less. Exterior material for devices.
- Item 1 wherein the a * value of the reflected light in the L * a * b * color space measured from the outside of the laminate is +0.2 or less under the SCI method, the visual field of 10°, and the measurement conditions of the light source F2.
- An adhesive layer is provided between the base layer and the barrier layer, Item 3.
- Item 4. Between the base layer and the barrier layer, a colored layer is provided, Item 4.
- Item 5. Item 5.
- Item 6. The exterior material for an electricity storage device according to any one of Items 1 to 5, wherein Cu element is detected by performing an analysis by a fluorescent X-ray analysis method from the outside of the laminate.
- a method of manufacturing an exterior material for an electricity storage device which has a black appearance, From the outside in order, at least, a base material layer, a barrier layer, and a step of obtaining a laminate in which a heat-fusible resin layer is laminated, Under the SCI method, the field of view of 10° and the light source F2, the b * value in the L * a * b * color space of the reflected light measured from the outside of the laminate is ⁇ 0.20 or less.
- Manufacturing method of exterior materials for devices Item 8. 7.
- An electricity storage device wherein an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte is housed in a package formed of the exterior material for an electricity storage device according to any one of Items 1 to 6.
Landscapes
- Sealing Battery Cases Or Jackets (AREA)
- Laminated Bodies (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020563296A JP7435471B2 (ja) | 2018-12-28 | 2019-12-24 | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
| CN201980086804.9A CN113226753B (zh) | 2018-12-28 | 2019-12-24 | 蓄电装置用外包装材料、其制造方法和蓄电装置 |
| JP2023185766A JP7715180B2 (ja) | 2018-12-28 | 2023-10-30 | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
| JP2025119430A JP2025148532A (ja) | 2018-12-28 | 2025-07-16 | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-247807 | 2018-12-28 | ||
| JP2018247807 | 2018-12-28 | ||
| JP2019-134659 | 2019-07-22 | ||
| JP2019134659 | 2019-07-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020138060A1 true WO2020138060A1 (ja) | 2020-07-02 |
Family
ID=71127028
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/050569 Ceased WO2020138060A1 (ja) | 2018-12-28 | 2019-12-24 | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
Country Status (3)
| Country | Link |
|---|---|
| JP (3) | JP7435471B2 (https=) |
| CN (1) | CN113226753B (https=) |
| WO (1) | WO2020138060A1 (https=) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024214753A1 (ja) * | 2023-04-10 | 2024-10-17 | 大日本印刷株式会社 | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
| WO2024214754A1 (ja) * | 2023-04-10 | 2024-10-17 | 大日本印刷株式会社 | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
| WO2024242142A1 (ja) * | 2023-05-23 | 2024-11-28 | Toppanホールディングス株式会社 | 蓄電装置用外装材及び蓄電装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS548063B1 (https=) * | 1969-09-20 | 1979-04-12 | ||
| JP2013191581A (ja) * | 2011-12-28 | 2013-09-26 | Dainippon Printing Co Ltd | 電気化学セル用包装材料 |
| JP2016171091A (ja) * | 2016-06-29 | 2016-09-23 | ソニー株式会社 | 外装材および電池 |
| JP2018002898A (ja) * | 2016-07-04 | 2018-01-11 | 日東電工株式会社 | 粘着シート |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004093220A1 (ja) * | 2003-04-16 | 2004-10-28 | Toyo Kohan Co. Ltd. | 電池ケース用表面処理鋼板及び電池ケース |
| JP2010126717A (ja) * | 2008-12-01 | 2010-06-10 | Shin Etsu Polymer Co Ltd | 被覆用フィルム、粘着フィルムおよび積層フィルム |
| US9208421B2 (en) * | 2010-03-26 | 2015-12-08 | A.T Communications Co., Ltd. | Apparatuses and methods generating a two-dimensional code with a logo |
| JP5408063B2 (ja) * | 2010-07-16 | 2014-02-05 | コニカミノルタ株式会社 | キャリブレーション方法、プログラム及びキャリブレーションシステム |
| KR20140099447A (ko) * | 2011-11-07 | 2014-08-12 | 도판 인사츠 가부시키가이샤 | 축전 디바이스용 외장재 |
| CN107017358A (zh) * | 2011-11-11 | 2017-08-04 | 大日本印刷株式会社 | 电化学电池用包装材料 |
| JP5293845B2 (ja) * | 2011-11-11 | 2013-09-18 | 大日本印刷株式会社 | 電気化学セル用包装材料 |
| JP6378533B2 (ja) * | 2013-06-01 | 2018-08-22 | 日東電工株式会社 | 熱伝導性粘着シート |
| WO2016052394A1 (ja) * | 2014-09-30 | 2016-04-07 | 大日本印刷株式会社 | 電池用包装材料 |
| JP6823263B2 (ja) * | 2017-03-17 | 2021-02-03 | 東レKpフィルム株式会社 | 絶縁被覆用フィルム |
| WO2018194176A1 (ja) * | 2017-04-20 | 2018-10-25 | 大日本印刷株式会社 | 電池用包装材料、その製造方法、及び電池 |
| CN108322719A (zh) * | 2018-02-12 | 2018-07-24 | 京东方科技集团股份有限公司 | 抬头显示系统及抬头显示方法、行驶装置 |
-
2019
- 2019-12-24 CN CN201980086804.9A patent/CN113226753B/zh active Active
- 2019-12-24 WO PCT/JP2019/050569 patent/WO2020138060A1/ja not_active Ceased
- 2019-12-24 JP JP2020563296A patent/JP7435471B2/ja active Active
-
2023
- 2023-10-30 JP JP2023185766A patent/JP7715180B2/ja active Active
-
2025
- 2025-07-16 JP JP2025119430A patent/JP2025148532A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS548063B1 (https=) * | 1969-09-20 | 1979-04-12 | ||
| JP2013191581A (ja) * | 2011-12-28 | 2013-09-26 | Dainippon Printing Co Ltd | 電気化学セル用包装材料 |
| JP2016171091A (ja) * | 2016-06-29 | 2016-09-23 | ソニー株式会社 | 外装材および電池 |
| JP2018002898A (ja) * | 2016-07-04 | 2018-01-11 | 日東電工株式会社 | 粘着シート |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024214753A1 (ja) * | 2023-04-10 | 2024-10-17 | 大日本印刷株式会社 | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
| WO2024214754A1 (ja) * | 2023-04-10 | 2024-10-17 | 大日本印刷株式会社 | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
| WO2024242142A1 (ja) * | 2023-05-23 | 2024-11-28 | Toppanホールディングス株式会社 | 蓄電装置用外装材及び蓄電装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7715180B2 (ja) | 2025-07-30 |
| JP7435471B2 (ja) | 2024-02-21 |
| CN113226753B (zh) | 2023-05-30 |
| CN113226753A (zh) | 2021-08-06 |
| JP2025148532A (ja) | 2025-10-07 |
| JP2024020255A (ja) | 2024-02-14 |
| JPWO2020138060A1 (ja) | 2021-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10529958B2 (en) | Battery packaging material | |
| US20260048568A1 (en) | Casing material for power storage device, production method therefor, and power storage device | |
| JP7715180B2 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| JP7205547B2 (ja) | アルミニウム合金箔、蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| US12334568B2 (en) | Casing material for power storage device, production method therefor, and power storage device | |
| JP7234867B2 (ja) | 電池用包装材料、電池、これらの製造方法、及びポリエステルフィルム | |
| US20250273409A1 (en) | Exterior material for electrical storage device, method for manufacturing same, and electrical storage device | |
| WO2020085464A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| US12573691B2 (en) | Outer packaging for electrical storage devices, method for manufacturing said outer packaging, and electrical storage device | |
| WO2020075731A1 (ja) | 電池用弁体、その製造方法及び電池 | |
| JP2023012724A (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| JP6760550B1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| JP7447797B2 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| WO2022138868A1 (ja) | 蓄電デバイス用外装材、その製造方法、樹脂組成物、弾性粒子、及び蓄電デバイス | |
| US12542317B2 (en) | Exterior material for power storage device, method for manufacturing same, and power storage device | |
| US20250260097A1 (en) | Outer package material for power storage devices, method for producing it, appearance inspection method, and power storage device | |
| JP2023163177A (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| WO2022210750A1 (ja) | 蓄電デバイス用外装材、蓄電デバイス、及びこれらの製造方法 | |
| WO2023113037A1 (ja) | 蓄電デバイス用外装材の成形工程における品質管理方法、検査方法、蓄電デバイス用外装材、及び蓄電デバイスの製造方法 | |
| WO2021215538A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19906479 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020563296 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19906479 Country of ref document: EP Kind code of ref document: A1 |