WO2020066463A1 - 撥液性フィルムまたはシート、およびそれを用いた包装材 - Google Patents
撥液性フィルムまたはシート、およびそれを用いた包装材 Download PDFInfo
- Publication number
- WO2020066463A1 WO2020066463A1 PCT/JP2019/034289 JP2019034289W WO2020066463A1 WO 2020066463 A1 WO2020066463 A1 WO 2020066463A1 JP 2019034289 W JP2019034289 W JP 2019034289W WO 2020066463 A1 WO2020066463 A1 WO 2020066463A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- liquid
- repellent
- hydrophilic
- repellent film
- film
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a general shape other than plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/043—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/082—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising vinyl resins; comprising acrylic resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/088—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/12—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/054—Forming anti-misting or drip-proofing coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/26—All layers being made of paper or paperboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/12—Coating on the layer surface on paper layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
- B32B2264/1021—Silica
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/728—Hydrophilic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/73—Hydrophobic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/75—Printability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2435/00—Closures, end caps, stoppers
- B32B2435/02—Closures, end caps, stoppers for containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/46—Bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/42—Applications of coated or impregnated materials
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2353/00—Characterised by the use of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2453/00—Characterised by the use of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives of such polymers
Definitions
- the present invention relates to a film or sheet exhibiting liquid repellency, and a packaging material using the same, and relates to a material suitable for a lid of a packaging container, a pouch, a cake packaging and the like.
- a variety of functions are required for films and sheets for packaging of daily necessities such as foods, pharmaceuticals, cosmetics, and daily necessities, but in particular, liquids, semi-solids, and gel-like substances with high viscosity adhere to them.
- a film or sheet for packaging material having an inferior adhesion prevention function is used, for example, if the content is food such as cream such as cake, yogurt, pudding, jelly, syrup, or dumpling sauce, the film or sheet for packaging material is used. It is discarded while remaining on the surface, causing a problem of food loss and a problem of inhibiting the promotion of plastic recycling.
- Patent Document 1 describes that a film or sheet for a packaging material having an adhesion preventing function can be obtained by processing a polyolefin resin sheet into a convex shape and applying a lyophobic coating thereon. .
- a contact angle and falling angle of water, salad oil, hand soap and the like meet a certain standard.
- Patent Document 1 requires expensive equipment for forming a convex shape on a sheet, thereby increasing the manufacturing cost.
- the resin must be at least 50 ⁇ m thick to have a convex shape, and cannot be used for applications that use thin sheets.
- the base sheet must have a relatively large convexity of 20 ⁇ m or more. Since the shape is processed, there are various problems such as light scattering and poor transparency.
- An object of the present invention is to provide a liquid-repellent film or sheet exhibiting excellent liquid-repellency, and a packaging material using the same.
- the liquid-repellent film or sheet according to one embodiment of the present invention, A base material layer, Including a thermoplastic resin, an adhesive layer formed on at least one surface of the base material layer, A liquid-repellent layer that includes a resin having a liquid-repellent portion and hydrophilic particles and is formed on the surface of the adhesive layer.
- an adhesive layer made of a resin composition containing a thermoplastic resin is provided on the surface of the base material layer, and a resin having a liquid-repellent portion on the surface of the adhesive layer. Since the liquid repellent layer containing the liquid repellent layer and the hydrophilic particles is provided, the liquid repellent property of the liquid repellent layer is maintained. In particular, on the surface of the adhesive layer, a fine uneven structure is formed by a large number of hydrophilic particles, and the uneven structure is covered by a resin having a liquid repellent portion such as a fluorocopolymer resin. The liquid repellent layer can exhibit excellent liquid repellency.
- liquid repellency refers to a property that exhibits both water repellency and oil repellency.
- the adhesive layer may contain hydrophilic silica particles.
- the hydrophilic particles of the liquid-repellent layer form a concavo-convex structure on the surface of the hydrophilic silica particles of the adhesive layer, resulting in a large concavo-convex structure as a whole, thereby improving the liquid-repellency.
- the minimum particle size of the hydrophilic silica particles in the adhesive layer may be larger than the maximum particle size of the hydrophilic particles in the liquid repellent layer.
- the hydrophilic particles contained in the liquid-repellent layer above the adhesive layer are smaller than the hydrophilic silica particles in the adhesive layer, the uneven structure formed by both of them becomes a rough uneven structure as a whole, and This has the effect of increasing liquid properties.
- the hydrophilic silica particles of the adhesive layer may be porous particles.
- the resin having a liquid-repellent portion may be a copolymer of a liquid-repellent portion and a hydrophilic portion. Further, the copolymer may be a block copolymer. In the case of these configurations, it is possible to provide a liquid-repellent film or sheet particularly suitable for preventing O / W emulsion from adhering. Since the hydrophilic portion of the copolymer resin covering the hydrophilic particles attracts water in the continuous phase of the emulsion, it is easy to prevent the micelles in the emulsion from being broken by contacting the liquid repellent layer.
- the liquid-repellent portion of the copolymer resin exists, it is easy to prevent the liquid-repellent layer from getting wet with the drawn water.
- the hydrophilic particles may be silica fine particles.
- a liquid-repellent film or sheet having better liquid-repellency than other hydrophilic particles can be provided.
- the average primary particle diameter of the hydrophilic particles may be 7 to 40 nm.
- the hydrophilic particles are in an appropriate aggregation state, and the resin having the liquid-repellent portion is stored in the voids in the aggregate, so that the liquid-repellency is further improved.
- the ratio of the content of the hydrophilic particles to the resin having the liquid-repellent portion in the liquid-repellent layer may be 30: 70% by mass to 70: 30% by mass.
- the proportion of the hydrophilic particles is less than 30% by mass, the liquid repellency of the lyophobic layer becomes insufficient because the fine convex shape of the lyophobic layer is reduced.
- the resin having the lipophilic portion cannot cover the hydrophilic particles and partially emerges on the outermost surface, the liquid repellency is poor and the possibility of the hydrophilic particles peeling off increases.
- the contact angle when oleic acid contacts the surface of the liquid repellent layer may be 130 degrees or more. In this case, practical liquid repellency can be obtained.
- a packaging material according to another embodiment of the present invention is obtained using the above liquid-repellent film or sheet.
- a packaging container according to another embodiment of the present invention uses the above liquid-repellent film or sheet as a lid.
- the above liquid-repellent film or sheet may be a pouch film or sheet.
- the liquid repellent film or sheet may be a film or sheet for cake packaging.
- FIG. 2 is a schematic cross-sectional view of the liquid-repellent film according to the first embodiment. It is an outline sectional view of the lyophobic film concerning a second embodiment.
- (A) and (B) are each an example of a structural diagram of a fluorine-based copolymer resin used for the above liquid-repellent film. It is the figure which showed typically the surface of the liquid repellent layer of the said liquid repellent film.
- 4 is an electron micrograph of the sample of Example 1 at a magnification of 1000 times and 20000 times. It is a 1000 times and 20,000 times electron micrograph of the sample of Example 2. It is an electron micrograph of 3500 times, 10000 times, and 50,000 times of the sample of Example 4. 13 is another electron micrograph of the sample of Example 5.
- (A) is an electron micrograph of the sample of Example 5
- (B) to (D) are images showing the distribution of the F element, the Si element, and the C element, respectively.
- FIG. 1 is a schematic sectional view of the liquid-repellent film according to the first embodiment.
- a liquid-repellent film 1 includes a substrate layer 2, an adhesive layer 3 formed on one surface of the substrate layer 2, and a liquid-repellent film formed on the surface of the adhesive layer 3. And a layer 4.
- the base material layer 2 is not particularly limited as long as it constitutes a base material and serves as a support.
- the base material layer 2 has at least one or more layers made of resin-containing film, paper, or metal foil.
- the resin-containing film a resin film selected from at least one selected from a styrene resin, an olefin resin, a polyester resin, a nylon resin, an ethylene vinyl alcohol copolymer, and an acrylic resin is used.
- the lamination method is not particularly limited, and a dry lamination method, a wet lamination method, a heat lamination method, or the like can be used.
- the base material layer 2 may be subjected to an inorganic / metal evaporation treatment or the like.
- the base layer 2 may be printed, and the printing method is not particularly limited, and a known method such as gravure printing, flexographic printing, or screen printing can be used.
- the thickness of the base material layer 2 is not particularly limited, but generally 1 to 200 ⁇ m as a film and about 200 to 10000 ⁇ m as a sheet.
- the adhesive layer 3 is made of a resin composition containing a thermoplastic resin, and is not particularly limited as a thermoplastic resin. Copolymer, ethylene vinyl acetate copolymer, polyacetal, polymethyl methacrylate, methacryl styrene copolymer, cellulose acetate, polyurethane, polycarbonate and the like are used.
- the thickness of the adhesive layer 3 is not particularly limited, but is preferably 0.5 to 1.5 ⁇ m.
- the adhesive layer 3 is formed by applying an adhesive layer coating solution in which a thermoplastic resin is dissolved or dispersed in a solvent to the base material layer 2 and then drying the coating.
- the solvent is not particularly limited as long as it dissolves or disperses the thermoplastic resin to be used.
- the solvent include hydrocarbons such as n-hexane, cyclohexane, toluene, benzene and xylene, acetone, methyl ethyl ketone (MEK) and the like. There are ketones and alcohols.
- the liquid repellent layer 4 is a layer having liquid repellency, and is formed so as to cover the surface of the adhesive layer 3.
- the liquid-repellent layer 4 is formed by applying a liquid-repellent layer coating solution containing hydrophilic particles 5 and a resin 6 having a liquid-repellent portion to the surface of the adhesive layer 3 and drying.
- the hydrophilic particles 5 include hydrophilic oxide fine particles such as titanium oxide, zinc oxide, and aluminum oxide (alumina). Among them, hydrophilic silica fine particles are particularly preferable.
- the ratio of the hydrophilic particles 5 to the resin 6 having a liquid repellent portion is preferably 30: 70% by mass to 70: 30% by mass.
- the liquid repellent layer 4 is inferior in liquid repellency due to a small number of fine convex shapes.
- the resin 6 having the liquid-repellent portion of the liquid-repellent layer 4 cannot cover all the hydrophilic particles 5 and the hydrophilic particles 5 are exposed to the outermost surface.
- the liquid repellency is poor, and the possibility that the hydrophilic particles 5 are peeled off increases.
- the particle size of the hydrophilic particles 5 is preferably an average primary particle size of 7 to 40 nm. By setting the average primary particle diameter in the above range, the hydrophilic particles 5 are in an appropriate agglomerated state, and the resin 6 having the liquid-repellent portion in the voids in the aggregate can be stored. A liquid property can be obtained.
- the thickness of the liquid repellent layer 4 is not particularly limited, but may be 0.1 to 1.5 ⁇ m.
- the liquid repellency is preferably such that the contact angle when contacting with oleic acid is 130 degrees or more. If it is less than 130 degrees, practical liquid repellency cannot be obtained.
- the liquid-repellent layer 4 is formed by applying a liquid-repellent layer coating solution in which a hydrophilic particle 5 and a resin 6 having a liquid-repellent portion are dissolved or dispersed in a solvent onto the adhesive layer 3 and dried.
- the solvent is not particularly limited as long as it dissolves or disperses the hydrophilic particles 5 to be used and the resin 6 having a liquid-repellent portion.
- the solvent is not particularly limited, but water, ethanol, isopropyl alcohol (IPA), n-butyl alcohol Such as alcohols.
- the adhesive layer 3 made of a resin composition containing a thermoplastic resin is provided on the surface of the base layer 2, and the surface of the adhesive layer 3 has a hydrophilic property. Since the liquid repellent layer 4 containing the particles 5 and the resin 6 having the liquid repellent portion is provided, the liquid repellency of the liquid repellent layer 4 is maintained. In particular, on the surface of the adhesive layer 3, a fine uneven structure is formed by a large number of hydrophilic particles 5, and the uneven structure is covered by a resin 6 having a liquid-repellent portion. Can exhibit excellent liquid repellency.
- an adhesive layer 3 is provided on the base material layer 2 of the present embodiment, and a liquid-repellent material is provided thereon.
- expensive equipment is not required for performing the convex processing on the base material layer 2 and the step is not required, so that the cost is reduced.
- the base material is limited to an olefin resin having good processability in order to form the base material with a convex shape, whereas in the liquid-repellent film 1 of the present embodiment, the base material is not processed.
- the base material layer 2 of various types of resin. Further, in the conventional liquid repellent film, if the substrate does not have undulations of at least 20 ⁇ m or more, the convex liquid repellent effect is not exhibited. Since no shape is provided, it is possible to reduce the overall film thickness.
- the substrate is processed to form a convex shape of 20 ⁇ m or more, transparency is deteriorated due to light scattering. Since the transparent film 1 does not have a large convex shape, high transparency is maintained. Further, the very small voids in the liquid-repellent layer 4 also cause high transparency of the liquid-repellent film 1.
- the liquid-repellent film 1 of the present embodiment can improve the transparency and reduce the cost while maintaining good liquid-repellent performance, without providing the base layer 2 with a convex shape. .
- the liquid-repellent film 1 of the present embodiment is suitable for a film or a sheet for a household goods packaging material.
- a packaging material for pouches containing foods, cosmetics, detergents, shampoos, and rinses, or as a packaging material for lids of food containers such as yogurt, pudding, and jelly for example, The liquid film 1 can be used.
- the liquid-repellent film 1 of the present embodiment can also be used as a packaging material for cakes using cream, as a packaging material for foods with viscous sauce such as dumplings.
- FIG. 2 is a schematic sectional view of the liquid-repellent film according to the second embodiment.
- the liquid-repellent film 11 includes a substrate layer 2, an adhesive layer 13 formed on one surface of the substrate layer 2, and a liquid-repellent film formed on the surface of the adhesive layer 13. And a layer 4.
- the adhesive layer 13 is a resin composition containing the same thermoplastic resin 8 as in the first embodiment, but further contains hydrophilic silica particles (also referred to as hydrophilic silica beads) 7.
- the hydrophilic silica particles 7 include crystalline silica and amorphous silica (dry silica, wet silica, silica gel, and the like), but are not particularly limited, and known silica particles can be appropriately used.
- the shape of the hydrophilic silica particles is not particularly limited, and various shapes such as a polyhedron and an irregular shape can be selected. Further, porous hydrophilic silica particles may be used.
- the adhesive layer 13 is formed by applying an adhesive layer coating solution in which the hydrophilic silica particles 7 and the thermoplastic resin 8 are dissolved or dispersed in a solvent to the base material layer 2 and drying.
- the thickness of the adhesive layer 13 is not particularly limited, but is somewhat smaller than the particle size of the hydrophilic silica particles 7 contained therein.
- the hydrophilic silica particles 7 are not all buried in the thermoplastic resin 8, but a part of the hydrophilic silica particles 7 is out of the thermoplastic resin 8.
- the minimum particle diameter of the hydrophilic silica particles 7 is larger than the maximum particle diameter of the hydrophilic particles 5.
- the minimum particle size of the hydrophilic silica particles 7 is, for example, 50 times or more, preferably 150 times or more, the maximum particle size of the hydrophilic particles 5. Since the hydrophilic particles 5 included in the liquid repellent layer 4 on the adhesive layer 13 are smaller than the hydrophilic silica particles 7 of the adhesive layer 13, the hydrophilic particles 5 form an uneven structure on the surface of the hydrophilic silica particles 7. By doing so, an uneven structure with severe undulations is obtained as a whole, and there is an effect that liquid repellency is further improved.
- a disadvantage of not processing the convex shape on the base layer 2 is that the liquid-repellent property is slightly insufficient when only the fine convex shape of the liquid-repellent layer 4 is used. Therefore, in the liquid-repellent film 11 of the present embodiment, the hydrophilic particles 5 are used in place of the conventional hydrophobic oxide fine particles to improve the liquid-repellency, and the adhesive layer 13 has a hydrophilic property.
- the silica particles 7 were put into the liquid-repellent layer 4 to form a large convex / concave structure having a fine convex shape, thereby further improving the liquid-repellent performance. As a result, it is possible to maintain the same lyophobic performance as when a large convex shape is applied to a conventional substrate.
- the resin 6 having the liquid-repellent portion of the liquid-repellent layer 4 can be a copolymer of a liquid-repellent portion and a hydrophilic portion.
- a liquid-repellent film suitable for preventing adhesion of an O / W emulsion such as coffee fresh is suitably obtained.
- FIG. 3 shows the structure of the copolymer resin at the liquid-repellent portion and the hydrophilic portion of the liquid-repellent layer 4.
- FIG. 3A is a schematic structure of a block copolymer of a polymer 61 containing a liquid-repellent portion and a polymer 62 containing a hydrophilic portion.
- a liquid-repellent portion made of a fluororesin (perfluoroalkyl group, polyfluoroalkyl group, perfluoropolyether group, etc.) is preferable, but a liquid-repellent portion other than fluorine is used. Is also good.
- the hydrophilic site a hydroxyl group, a carboxyl group, an amino group, an oxyethylene group, or the like can be used.
- the surface orientation of the copolymer 61 including the liquid-repellent site occurs in an air atmosphere due to the surface free energy.
- the copolymer 62 containing a hydrophilic portion has a high affinity for hydrophilic particles having surface hydrophilicity such as a silanol group (eg, silica fine particles), and is useful for bonding the block copolymer to the hydrophilic particles.
- a liquid repellent portion (61) -hydrophilic portion (62) -liquid repellent portion (61) type triblock copolymer as shown in FIG. 3 (B).
- liquid-repellent portion containing a fluorine resin is represented by the following formula (formula). Listed in 1).
- hydrophilic portion constituting the copolymer resin of the liquid-repellent portion and the hydrophilic portion which can be employed in the liquid-repellent film 11 of the present embodiment is shown in the following formula (Formula 2).
- R in the formula represents hydrogen or, preferably, no more than six alkyl groups.
- n is an integer.
- FIG. 4 schematically shows the surface of the liquid-repellent layer of the liquid-repellent film 11. It is expected that the polymer 61 at the liquid-repellent portion of the liquid-repellent layer 4 is oriented outward, and the polymer 62 at the hydrophilic portion is oriented toward the hydrophilic particles 5 (or the hydrophilic silica particles 7). And since a hydrophilic part draws in water (or steam) which is a continuous phase of coffee fresh, it is easy to prevent that micelle in coffee fresh comes into contact with a liquid repellent layer and is broken.
- the polymer 61 of the liquid-repellent portion exists in the copolymer resin 6, it is easy to prevent the liquid-repellent layer 4 from getting wet with the drawn water.
- the presence of the polymer 61 in the liquid-repellent portion of the copolymer resin 6 prevents the coffee fresh from adhering, and the coffee fresh is removed from the liquid-repellent film. It is considered that the residue hardly remains on No. 11. In particular, even after the liquid-repellent film 11 has been in contact with the coffee fresh for a long time, the function of preventing the adhesion of the coffee fresh is exhibited.
- the copolymer resin 6 of the liquid-repellent film 11 of the present embodiment is composed of only liquid-repellent portions, the micelles have higher affinity for the liquid-repellent portions than water, and the micelles are repelled. The possibility of contact with the liquid layer increases. Then, the micelles are broken, and it is considered that the ability to prevent coffee fresh from adhering is reduced.
- a copolymer of a liquid-repellent portion and a hydrophilic portion in particular, a polymer 61 containing a liquid-repellent portion and a polymer containing a hydrophilic portion are used.
- the hydrophilic portion attracts water, which is the continuous phase of an O / W emulsion such as coffee fresh, to reduce the possibility of micelles contacting the liquid-repellent layer. An effect is produced, and as a result, a liquid-repellent film excellent in the anti-adhesion property to the O / W emulsion is obtained.
- liquid-repellent film 11 of the second embodiment although the description is omitted, the same effects as those described for the liquid-repellent film 1 of the first embodiment can be obtained.
- Example 1 Polyethylene terephthalate (PET, thickness 12 ⁇ m) was used as a substrate. This base material was previously coated with an easy-adhesion coat on the film surface and used as an adhesive layer.
- the lyophobic layer uses commercially available hydrophilic fumed silica fine particles having an average primary particle diameter of 12 nm for the hydrophilic particles, and a fluorinated copolymer resin for the copolymer resin of the lyophobic portion and the hydrophilic portion. Used and solvents were formulated as in Table 1.
- the liquid repellent layer coating liquid A (1) shown in Table 1 was applied on a substrate at a thickness of 0.7 g / m 2 and dried at 100 ° C. for about 2 seconds to prepare a sample.
- Example 2 Polyethylene terephthalate (thickness: 50 ⁇ m) was used as a substrate.
- An adhesive layer coating solution B (1) was prepared according to the formulation in Table 2. Here, a commercially available hydrophilic silica bead having a particle diameter of 3 ⁇ m was used. The coating amount of the adhesive layer was 1.3 g / m 2 .
- Example 2 A sample having a liquid-repellent layer formed on the surface of the adhesive layer was prepared in the same manner as in Example 1 except that the liquid-repellent layer was included.
- Example 3 Polypropylene (PP, thickness 60 ⁇ m) was used as a substrate.
- Adhesive layer coating liquid B (2) was prepared according to the formulation in Table 3. The coating amount of the adhesive layer was 1.2 g / m 2 .
- a sample having a liquid-repellent layer formed on the surface of the adhesive layer was prepared in the same manner as in Example 1 except for the liquid-repellent layer.
- Example 4 Polypropylene (thickness: 20 ⁇ m) was used as a substrate. Using the same adhesive layer coating liquid B (2) as in Example 3, an adhesive layer was formed at a coating amount of 0.8 g / m 2 . Further, a liquid repellent layer coating liquid equivalent to the liquid repellent layer coating liquid A (1) of Example 1 was used to coat the surface of the adhesive layer at a thickness of 0.8 g / m 2 , and the same as in Example 1. A sample was prepared.
- Example 5 Polypropylene (40 ⁇ m thickness) was used as a substrate. Using the same adhesive layer coating liquid B (2) as in Example 3, an adhesive layer was formed at an application amount of 1.1 g / m 2 . Further, a liquid repellent layer coating liquid equivalent to the liquid repellent layer coating liquid A (1) of Example 1 was used to coat the surface of the adhesive layer at a thickness of 0.6 g / m 2 , as in Example 1. A sample was prepared.
- Example 1 A sample was prepared in the same manner as in Example 1, except that the hydrophilic particles of the liquid-repellent layer were changed to commercially available hydrophobic silica fine particles (average primary particle diameter: 12 nm).
- the liquid-repellent layer coating liquid A (2) conformed to the formulation in Table 4. However, the coating amount of the liquid-repellent layer coating liquid A (2) was 0.4 g / m 2 .
- Example 5 Elemental analysis by energy dispersive X-ray analysis (EDX)
- Adhesion amount of coffee fresh The lid of a container of a commercially available coffee fresh ( ⁇ 30 mm cup) was peeled off, a sample whose weight was measured in advance was placed, and the container was inverted and allowed to stand in a state where the coffee fresh was in contact with the sample. One minute later, the sample was peeled off and the weight of the sample was measured. The difference in sample weight before and after contact with coffee fresh was defined as the amount of coffee fresh attached.
- the surface tension at 22 ° C. is 35 to 38 mN / m
- the viscosity is 10 to 50 mPa ⁇ s.
- the surface tension value was measured using a surface tension meter CBVP-Z (manufactured by Kyowa Interface Science Co., Ltd.).
- the viscosity was measured using a B-type viscometer 6 L / R (manufactured by Thermo Fisher Scientific).
- the liquid-repellent film of Example 1 was substantially transparent with a haze value of 13.3%, and the contact angle of water was 154 degrees, and the contact angle of oil was 133 degrees, indicating a sufficient liquid repellency. Is secured.
- the liquid-repellent film of Example 2 has a contact angle of water of 153 degrees and a contact angle of oil of 135 degrees, and the improvement of the liquid-repellency by putting hydrophilic silica beads in the adhesive layer. I have. Although the haze value is slightly worse at 29.9%, the required transparency has been secured.
- Example 3 has the same liquid-repellent property and transparency as Example 2 although the base material is changed to polypropylene.
- the film of Comparative Example 1 contained hydrophobic silica fine particles instead of hydrophilic silica fine particles in the liquid-repellent layer, so that the contact angle of water was 135 degrees and the contact angle of oil was 97 degrees, and the liquid repellency was significantly poor. And cannot be used for liquid repellent applications.
- the liquid-repellent film of Comparative Example 2 has a good contact angle of water of 157 degrees and a contact angle of oil of 140 degrees, but has a haze value of 74.5%, which is poor in transparency and requires transparency. Can not be used for purposes.
- FIG. 7 is a high magnification electron micrograph of the sample of Example 4.
- the adhesive layer is formed such that the surface of the hydrophilic silica beads having a particle diameter of 3 ⁇ m scattered on the surface of the substrate is exposed in a hemispherical shape. Then, the surface of the silica beads is partially covered with hydrophilic silica fine particles having a particle diameter of 12 nm to form a fine uneven structure. Part of the surface of the silica beads is not covered with the hydrophilic silica fine particles.
- FIG. 8 is an electron micrograph of the surface of the sample of Example 5 observed obliquely from above.
- the shape of the hydrophilic silica beads can be seen three-dimensionally.
- the hydrophilic silica beads have a large amount of silica fine particles aggregated at the lower portion, and have a small amount of silica fine particles aggregated at the top.
- By embedding about 30% of the hydrophilic silica beads the adhesion of the hydrophilic silica beads is maintained.
- the particle diameter of the beads is relatively small, scattering of light hardly occurs and high transmittance can be obtained.
- FIG. 9 shows an electron micrograph of the sample of Example 5 and a distribution image of each element.
- FIGS. 9B to 9D show distribution images (EDX) of the F element, the Si element, and the C element in the white frame (portion of the hydrophilic silica beads) in the electron micrograph of FIG. 9A.
- EDX distribution images
- the F element the Si element
- the C element in the white frame (portion of the hydrophilic silica beads) in the electron micrograph of FIG. 9A.
- many target elements are distributed in bright parts.
- the distribution image of the C element in FIG. 9D it can be seen that the distribution of the C element is large around the silica beads. It can be said that the C element represents a thermoplastic resin as a binder, and that the silica beads are strongly fixed by the thermoplastic resin.
- Table 7 shows the amount of coffee fresh attached to each sample.
- the samples of Examples 2, 3 and 5 exhibit the same excellent level of anti-adhesion to O / W emulsions as Comparative Example 2.
- the sample of Example 1 is inferior to Comparative Example 2, but it can be seen that the same level of anti-adhesiveness as Comparative Example 1 is obtained.
- Table 8 shows the measured values of the contact angle of 10 ⁇ L of the coffee fresh with the sample of Example 5.
- Cream adhesion test A commercially available shortcake frozen product was thawed at room temperature, and each sample of Examples 1 to 3 (55 mm ⁇ 70 mm) was stuck on the circumference of the cake and kept refrigerated for 72 hours. And the amount of adhesion. The weight of the sample before and after attaching to the cake circumference was measured, and the difference was defined as the amount of adhesion. Table 9 shows the measurement results.
Abstract
本発明は、優れた撥液性を発揮する撥液性フィルムまたはシート、およびそれを用いた包装材であって、撥液性フィルムまたはシートは、 基材層(2)と、 熱可塑性樹脂を含んで基材層(2)の少なくとも一方の面に形成される接着層(3)と、 撥液性部位を有する樹脂(6)および親水性粒子(5)を含んで接着層(3)の表面に形成される撥液層(4)と、を備える。
Description
本出願は、2018年9月27日付け出願の日本国特許出願2018-182147号の優先権を主張しており、ここに折り込まれるものである。
本発明は、撥液性を発揮するフィルムまたはシート、およびそれを用いた包装材に関し、包装容器の蓋用、パウチ用、ケーキ包装用などに適するものに関する。
食品、医薬品、化粧品、日用品などの生活品包装材用フィルムやシートには様々な機能が求められているが、特に、高い粘性を持った液体や半固体、ゲル状物質等の内容物が付着しにくく、接触部分に内容物が残留しにくいものが強く求められている。付着防止機能が劣っている包装材用フィルムやシートを使用すると、例えば、内容物がケーキなどのクリーム、ヨーグルト、プリン、ゼリー、シロップ、団子のタレといった食品であれば、包装材用フィルムやシートに付着・残留したまま廃棄されてしまい、食品ロスの問題やプラスチックリサイクルの促進を阻害する問題が生じる。また、内容物を取り出す際に、包装用フィルムやシートに付着した内容物で、手、服または周辺にあるものを汚してしまうという問題もある。さらに、内容物が残留した包装材用フィルムやシートを放置すると、腐敗や異臭が発生したり、虫などが集まったり、様々な悪影響を招いてしまう。包装材用フィルムやシートに付着する内容物の量を少しでも減少させることができる技術は、非常に重要である。
例えば特許文献1には、ポリオレフィン系樹脂シートに凸形状を加工し、その上に撥液性コーティングを施すことによって、付着防止機能を有する包装材用フィルムやシートが得られることが記載されている。そして、水やサラダ油、ハンドソープなどの接触角や転落角が一定の基準をクリアするという説明がある。
しかし、特許文献1の発明には、シートに凸形状をつける際に高価な設備を使用するため、製造コストが高くなること、またシートに凸形状をつけるためにシートが加工性の良いオレフィン系の樹脂に限定されること、また凸形状をつけるためには最低でも50μmの厚さが必要であり、薄いシートを使う用途には使用できないこと、基材のシートに20μm以上の比較的大きな凸形状を加工するため、光が散乱しやすく、透明性が劣ることなど、様々な問題がある。
本発明の目的は、優れた撥液性を発揮する撥液性フィルムまたはシート、およびそれを用いた包装材を提供することにある。
本発明の一態様に係る撥液性フィルムまたはシートは、
基材層と、
熱可塑性樹脂を含み、前記基材層の少なくとも一方の面に形成される接着層と、
撥液性部位を有する樹脂、および親水性粒子を含み、前記接着層の表面に形成される撥液層と、を備えている。
基材層と、
熱可塑性樹脂を含み、前記基材層の少なくとも一方の面に形成される接着層と、
撥液性部位を有する樹脂、および親水性粒子を含み、前記接着層の表面に形成される撥液層と、を備えている。
この撥液性フィルムまたはシートによれば、基材層の面上に、熱可塑性樹脂を含有する樹脂組成物からなる接着層が設けられ、その接着層の表面に、撥液性部位を有する樹脂と親水性粒子とを含有する撥液層が設けられているから、撥液層による撥液性が維持される。特に、接着層の表面には、多数の親水性粒子によって細かな凹凸構造が形成されており、フッ素系共重合体樹脂などの撥液性部位を有する樹脂によってその凹凸構造が覆われているので、撥液層が優れた撥液性を発揮することができる。
なお、本書において、撥液性とは、撥水性と撥油性の両方を発揮する特性を指す。
一方、接着層は、親水性シリカ粒子を含有していてもよい。この場合、接着層の親水性シリカ粒子の表面に撥液層の親水性粒子が凹凸構造を形成することで、全体として大きな凹凸構造となり、撥液性を高める。
また、接着層の親水性シリカ粒子の最小粒径は、撥液層の親水性粒子の最大粒径より大きくてもよい。この場合、接着層の上の撥液層に含まれる親水性粒子が、接着層の親水性シリカ粒子より小さいことで、両者が形成する凹凸構造が、全体として起伏の激しい凹凸構造となり、より撥液性を高めるという効果がある。なお、接着層の親水性シリカ粒子が、多孔質性の粒子であってもよい。
撥液層において、撥液性部位を有する樹脂は、撥液性部位および親水性部位の共重合体であってもよい。また、その共重合体は、ブロック共重合体であってもよい。これらの構成の場合、特に、O/W型エマルションの付着防止に適する撥液性フィルムまたはシートを提供することができる。親水性粒子を覆っている共重合体樹脂の親水性部位がエマルションの連続相の水を引き寄せるので、エマルション中のミセルが撥液層に接触して壊れてしまうことを防止しやすい。また、共重合体樹脂の撥液性部位が存在するので、引き寄せられた水で撥液層が濡れることも防止しやすい。加えて、撥液性フィルムまたはシートをO/W型エマルションから剥がす際や、撥液性フィルムまたはシートからO/W型エマルションを取り除く際には、共重合体樹脂の撥液性部位によって、O/W型エマルションの付着が防止されるので、O/W型エマルションが撥液性フィルムまたはシートに残留しにくくなる。特に、撥液性フィルムまたはシートが長時間、O/W型エマルションと接触した状態が続いた後でも、O/W型エマルションの付着防止機能を発揮することができる。
なお、一実施例の撥液性フィルムを用いてケーキクリームの付着試験を実施した際、ケーキクリームに接触していた表面に、結露が生じたことが確認された。
撥液層において、親水性粒子は、シリカ微粒子であってもよい。この場合、他の親水性粒子よりも撥液性に優れた撥液性フィルムまたはシートを提供することができる。
また、親水性粒子の平均一次粒子径は、7~40nmであってもよい。この場合、親水性粒子が適度な凝集状態となり、その凝集体中にある空隙に撥液性部位を有する樹脂が保存されるので、撥液性がより向上する。
撥液層中の親水性粒子と撥液性部位を有する樹脂の含有量の比率は、30:70質量%~70:30質量%であってもよい。この場合、親水性粒子の割合が30質量%未満だと撥液層の微細な凸形状が少なくなるため撥液性が不十分になってしまい、70質量%を超えると撥液層の撥液性部位を有する樹脂が親水性粒子を被覆しきれず一部が最表面に出ることで、撥液性が劣る及び親水性粒子が剥れ落ちる可能性が高くなってしまう。
また、撥液層の表面にオレイン酸が接触した時の接触角は、130度以上であってもよい。この場合、実用的な撥液性が得られる。
本発明の他の一態様に係る包装材は、上記の撥液性フィルムまたはシートを用いて得られる。また、本発明の他の一態様に係る包装容器は、上記の撥液性フィルムまたはシートを蓋材として用いる。上記の撥液性フィルムまたはシートは、パウチ用フィルムまたはシートであってもよい。また、上記の撥液性フィルムまたはシートは、ケーキ包装用フィルムまたはシートであってもよい。
以上のように本発明によれば、優れた撥液性を発揮する撥液性フィルムまたはシート、およびそれを用いた包装材を提供することができる。
以下、図面を参照して、本発明の好適な実施形態について詳細に説明する。
図1は、第一実施形態に係る撥液性フィルムの概略断面図である。図1に示すように、撥液性フィルム1は、基材層2と、この基材層2の一方の面に形成される接着層3と、この接着層3の表面に形成される撥液層4と、を備えている。
図1は、第一実施形態に係る撥液性フィルムの概略断面図である。図1に示すように、撥液性フィルム1は、基材層2と、この基材層2の一方の面に形成される接着層3と、この接着層3の表面に形成される撥液層4と、を備えている。
基材層2は、基材を構成し、支持体となる物であれば特に制限はなく、例えば樹脂を含むフィルム、紙、または金属箔からなる層を少なくとも1層以上有する。樹脂を含むフィルムとしては、スチレン系樹脂、オレフィン系樹脂、ポリエステル系樹脂、ナイロン系樹脂、エチレンビニルアルコール共重合体及びアクリル系樹脂から少なくとも1種選択される樹脂フィルムが用いられる。基材層2が多層である場合、その積層方法は特に限定されず、ドライラミネート法やウエットラミネート法、ヒートラミネート法などを用いることができる。また、基材層2に無機・金属蒸着処理などが施されていてもよい。基材層2には印刷が施されていてもよく、その印刷方式も特に限定されるものではなく、グラビア印刷、フレキソ印刷、スクリーン印刷など公知のものを用いることができる。
基材層2の厚さは特に限定されるものではないが、フィルムとして1~200μm、シートとして200~10000μm程度が一般的に使用される。
接着層3は、熱可塑性樹脂を含む樹脂組成物からなり、熱可塑性樹脂としては特に限定されないが、ポリエステル、ポリオレフィン、ポリスチレン、ナイロン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、アクリロニトリルブタジエンスチレン共重合体、エチレン酢酸ビニル共重合体、ポリアセタール、ポリメチルメタクリレート、メタクリルスチレン共重合体、酢酸セルロース、ポリウレタン、ポリカーボネートなどが用いられる。
接着層3の厚さは、特に限定されないが、0.5~1.5μmが好適である。
接着層3は、熱可塑性樹脂を溶媒に溶かし又は分散させた接着層塗液を、基材層2に塗布し乾燥して形成される。溶媒としては使用する熱可塑性樹脂を溶解し又は分散させるものであればよく、特に限定されないが、n-ヘキサンやシクロヘキサン、トルエン、ベンゼン、キシレンなどの炭化水素類、アセトン、メチルエチルケトン(MEK)などのケトン類、アルコール類などがある。
撥液層4は撥液性を有する層であり、接着層3の表面を覆うように形成されている。撥液層4は親水性粒子5と撥液性部位を有する樹脂6を含有する撥液層塗液を、接着層3の表面に塗布し乾燥して形成される。親水性粒子5としては、酸化チタン、酸化亜鉛、酸化アルミニウム(アルミナ)などの親水性酸化物微粒子があるが、その中でも特に親水性シリカ微粒子が好適である。
親水性粒子5と撥液性部位を有する樹脂6の割合は、30:70質量%~70:30質量%であることが好ましい。親水性粒子5の割合が30質量%未満だと撥液層4の微細な凸形状が少ないため撥液性に劣る。一方、70質量%を超えるような量では、撥液層4の撥液性部位を有する樹脂6が全ての親水性粒子5を被覆することができず親水性粒子5が最表面に出ることで、撥液性が劣る及び親水性粒子5が剥れ落ちる可能性が高くなる。
親水性粒子5の粒径であるが、平均一次粒子径が7~40nmであることが好ましい。平均一次粒子径を上記範囲とすることにより、親水性粒子5が適度な凝集状態となり、その凝集体中にある空隙に撥液性部位を有する樹脂6を保存することができるため、優れた撥液性を得ることができる。
撥液層4の厚さは特に限定されないが、0.1~1.5μmであってもよい。また、撥液性は、オレイン酸と接触した時の接触角が130度以上であることが好ましい。130度未満だと実用的な撥液性が得られない。
撥液層4は、親水性粒子5と撥液性部位を有する樹脂6を溶剤に溶かしまたは分散させた撥液層塗液を、接着層3の上に塗布し乾燥して形成される。溶媒としては、使用する親水性粒子5と撥液性部位を有する樹脂6を溶解し又は分散させるものであればよく、特に限定されないが、水、エタノール、イソプロピルアルコール(IPA)、n-ブチルアルコールなどのアルコール類などがある。
本実施形態の撥液性フィルム1によれば、基材層2の面上に、熱可塑性樹脂を含有する樹脂組成物からなる接着層3が設けられ、その接着層3の表面に、親水性粒子5と撥液性部位を有する樹脂6を含有する撥液層4が設けられているから、撥液層4による撥液性が維持される。特に、接着層3の表面には、多数の親水性粒子5によって細かな凹凸構造が形成されており、撥液性部位を有する樹脂6によってその凹凸構造が覆われているので、撥液層4が優れた撥液性を発揮することができる。
また、従来のオレフィン基材に予め凸形状の加工を施し、その上に撥液性塗料を塗布する方式に対して、本実施形態の基材層2に接着層3を設けその上に撥液層塗料を塗布する方式では、基材層2に凸加工するために高価な設備も必要なく、またその工程もいらないのでコスト削減になる。従来の撥液性フィルムでは、基材に凸形状をつけるために、加工性の良いオレフィン樹脂に基材が限られるのに対し、本実施形態の撥液性フィルム1では、基材加工がないため、様々な樹脂の種類の基材層2を使用することが可能である。また、従来の撥液性フィルムでは、最低でも20μm以上の起伏が基材にないと凸形状の撥液効果は発揮しないが、本実施形態の撥液性フィルム1では、基材層2に凸形状を設けないので、全体のフィルム厚を薄くすることが可能である。
さらに、従来の撥液性フィルムでは、基材を加工して20μm以上の凸形状を設けるために、光の散乱に起因する透明性の劣化が生じてしまうのに対し、本実施形態の撥液性フィルム1では、大きな凸形状は存在しないため、高い透明性が保たれる。また、撥液層4中の空隙が非常に少ないことも、撥液性フィルム1の高い透明性の要因になっている。
以上により本実施形態の撥液性フィルム1は、基材層2に凸形状を施さなくても、良好な撥液性能を維持したまま、透明性の改善とコスト低減を可能にすることができる。
なお、本実施形態の撥液性フィルム1は、生活品包装材用フィルムまたはシートに適している。例えば、食品や化粧品、洗剤やシャンプー、リンスなどが入っているパウチ用の包装材として、または、例えば、ヨーグルトやプリン、ゼリーなどの食品容器の蓋材用の包装材として、本実施形態の撥液性フィルム1を利用できる。また、クリームを使用したケーキ用の包装材として、団子等の粘性のあるタレがかかっている食品用の包装材としても、本実施形態の撥液性フィルム1を利用できる。
図2は、第二実施形態に係る撥液性フィルムの概略断面図である。図2に示すように、撥液性フィルム11は、基材層2と、この基材層2の一方の面に形成される接着層13と、この接着層13の表面に形成される撥液層4と、を備えている。
接着層13は、第一実施形態と同様の熱可塑性樹脂8を含む樹脂組成物であるが、さらに、親水性シリカ粒子(親水性シリカビーズとも呼ぶ。)7を含んでいる。親水性シリカ粒子7には、結晶性シリカ、非晶性シリカ(乾式シリカ、湿式シリカ、シリカゲル等)があるが特に限定されず公知のものを適宜使用できる。親水性シリカ粒子の形状は特に限定されず、多面体や凹凸形など様々な形状を選択できる。また、多孔質性の親水性シリカ粒子を用いてもよい。
接着層13は、親水性シリカ粒子7および熱可塑性樹脂8を溶媒に溶かしまたは分散させた接着層塗液を、基材層2に塗布し乾燥して形成される。
接着層13の厚さは、特に限定されないが、含有する親水性シリカ粒子7の粒径と比べ、幾らか小さくなる。親水性シリカ粒子7が全て熱可塑性樹脂8に埋まっているのではなく、親水性シリカ粒子7の一部が熱可塑性樹脂8から出ている状態になっている。
接着層13の親水性シリカ粒子7と撥液層4の親水性粒子5の各粒径については、親水性シリカ粒子7の最小粒径が、親水性粒子5の最大粒径よりも大きいことが好ましい。親水性シリカ粒子7の最小粒径は、親水性粒子5の最大粒径の例えば50倍以上、好ましくは150倍以上である。接着層13の上の撥液層4に含まれる親水性粒子5が、接着層13の親水性シリカ粒子7より小さいことで、親水性シリカ粒子7の表面に親水性粒子5が凹凸構造を形成することで、全体として起伏の激しい凹凸構造となり、より撥液性を高めるという効果がある。
第一実施形態の撥液性フィルム1では、基材層2に凸形状を加工しないことによるデメリットとして、撥液層4の微小な凸形状だけの場合、撥液性がやや不足する。そこで、本実施形態の撥液性フィルム11では、従来の疎水性酸化物微粒子に代えて、親水性粒子5を使用することで撥液性の改善を図るとともに、さらに、接着層13に親水性シリカ粒子7を入れて、撥液層4の微小な凸形状を有する大きな凹凸構造を形成して、撥液性能をさらに向上させた。その結果、従来の基材に大きな凸形状を施した場合と同等の撥液性能を維持することができる。
第二実施形態の撥液性フィルム11において、撥液層4の撥液性部位を有する樹脂6は、撥液性部位および親水性部位の共重合体とすることができる。この構成の場合、コーヒーフレッシュなどのO/W型エマルションの付着防止に適する撥液性フィルムが好適に得られる。
図3に、撥液層4の撥液性部位および親水性部位の共重合体樹脂の構造を示す。図3(A)は、撥液性部位を含む重合体61と、親水性部位を含む重合体62とのブロック共重合体の概略構造である。撥液性部位としては、フッ素樹脂からなる撥液性部位(パーフルオロアルキル基、ポリフロオロアルキル基、パーフルオロポリエーテル基など)が好適であるが、フッ素以外の撥液性部位を用いてもよい。また、親水性部位としては、ヒドロキシル基、カルボキシル基、アミノ基、オキシエチレン基などを用いることができる。このようなブロック共重合体が、親水性粒子を覆っていると、空気雰囲気下では、その表面自由エネルギーの関係から撥液性部位を含む共重合体61が表面配向する。また、親水性部位を含む共重合体62は、シラノール基などの表面親水性を有する親水性粒子(シリカ微粒子など)との親和性が高く、ブロック共重合体と親水性粒子との結合に役立つ。特に、図3(B)のような、撥液性部位(61)-親水性部位(62)-撥液性部位(61)型のトリブロック共重合体を採用することが好ましい。
ここで、本実施形態の撥液性フィルム11に採用可能な撥液性部位および親水性部位の共重合体樹脂を構成する撥液性部位のうち、フッ素樹脂を含むものの例を次式(式1)に挙げる。

また、本実施形態の撥液性フィルム11に採用可能な撥液性部位および親水性部位の共重合体樹脂を構成する親水性部位の例を次式(式2)に挙げる。
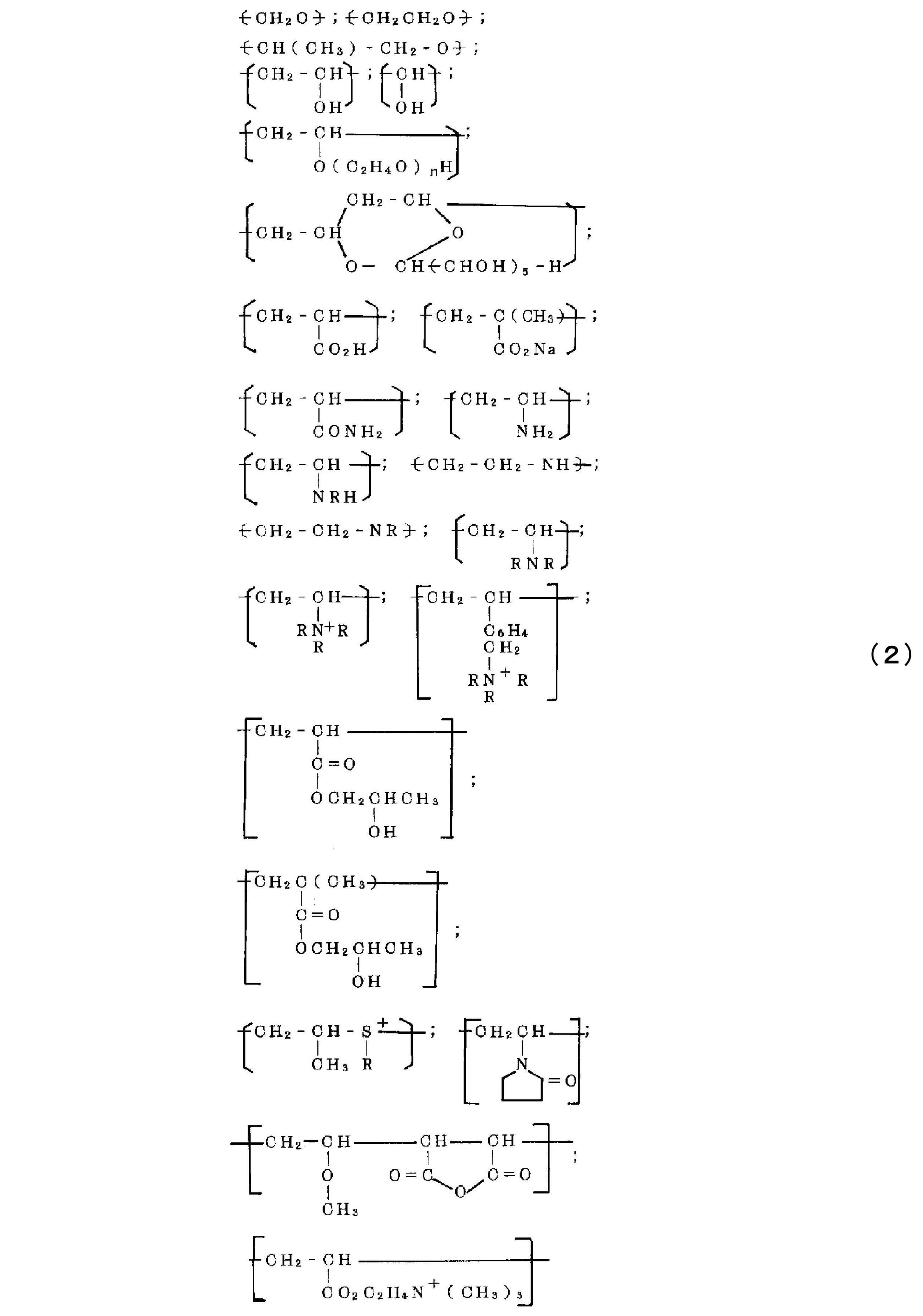
図4を用いて、本実施形態の撥液性フィルム11のコーヒーフレッシュに対する付着防止性を説明する。図4は、撥液性フィルム11の撥液層の表面を模式的に示したものである。撥液層4の撥液性部位の重合体61が外側に配向し、親水性部位の重合体62が親水性粒子5(または親水性シリカ粒子7)側に配向していると予想される。そして、親水性部位がコーヒーフレッシュの連続相である水(または水蒸気)を引き寄せるので、コーヒーフレッシュ中のミセルが撥液層に接触して壊れてしまうことを防止しやすい。また、共重合体樹脂6に撥液性部位の重合体61が存在するので、引き寄せられた水で撥液層4が濡れることも防止しやすい。加えて、撥液性フィルム11からコーヒーフレッシュを取り除く際には、共重合体樹脂6の撥液性部位の重合体61の存在により、コーヒーフレッシュの付着が防止され、コーヒーフレッシュが撥液性フィルム11に残留しにくくなるものと考えられる。特に、撥液性フィルム11が長時間、コーヒーフレッシュと接触した状態が続いた後でも、コーヒーフレッシュの付着防止機能が発揮される。
仮に、本実施形態の撥液性フィルム11の共重合体樹脂6が撥液性部位だけからなるものである場合、撥液性部位に対する親和性が水よりもミセルの方が高く、ミセルが撥液層に接触する可能性が高まる。そうするとミセルが壊れてしまい、コーヒーフレッシュの付着防止性が低下すると考えられる。これに対して、撥液層4の共重合体樹脂6として、撥液性部位および親水性部位の共重合体、特に、撥液性部位を含有する重合体61と親水性部位を含有する重合体62とのブロック共重合体を用いれば、その親水性部位が、コーヒーフレッシュなどのO/W型エマルションの連続相である水を引き寄せて、ミセルが撥液層に接触する可能性を低くする効果が生じ、結果として、O/W型エマルションに対する付着防止性に優れた撥液性フィルムが得られる。
あるいは、撥液性部位および親水性部位のブロック共重合体に見られる「Flip-Flop現象」によって、コーヒーフレッシュと接触した場合に、親水性部位の重合体がコーヒーフレッシュ側に配向することによって、その親水性部位がコーヒーフレッシュの連続相である水を引き寄せているとも、考えられる。
いずれにしても、撥液層の共重合体樹脂6として、撥液性部位および親水性部位の共重合体を用いた結果、O/W型エマルションに対する付着防止性に優れた撥液性フィルムが得られたのである。
その他、第二実施形態の撥液性フィルム11によれば、説明を省くが、第一実施形態の撥液性フィルム1について説明した効果と同様の効果が得られる。
本発明を以下の実施例によりさらに詳細に説明するが、本発明はこれらの例に限定されるものではない。
<実施例1>
基材としてポリエチレンテレフタレート(PET,厚さ12μm)を使用した。この基材には予めフィルム表面に易接着コートが施されており、それを接着層とした。撥液層は、親水性粒子に平均一次粒子径が12nmの市販品の親水性フュームドシリカ微粒子を使用し、撥液性部位および親水性部位の共重合体樹脂にフッ素系共重合体樹脂を使用し、溶媒を表1の通りに配合した。表1の撥液層塗液A(1)を基材上に厚さ0.7g/m2で塗布し、100℃で約2秒間乾燥しサンプルを作製した。
基材としてポリエチレンテレフタレート(PET,厚さ12μm)を使用した。この基材には予めフィルム表面に易接着コートが施されており、それを接着層とした。撥液層は、親水性粒子に平均一次粒子径が12nmの市販品の親水性フュームドシリカ微粒子を使用し、撥液性部位および親水性部位の共重合体樹脂にフッ素系共重合体樹脂を使用し、溶媒を表1の通りに配合した。表1の撥液層塗液A(1)を基材上に厚さ0.7g/m2で塗布し、100℃で約2秒間乾燥しサンプルを作製した。

<実施例2>
基材にポリエチレンテレフタレート(厚さ50μm)を使用した。接着層塗液B(1)を、表2の配合に従って作製した。ここで、粒径3μmの親水性シリカビーズは市販品を用いた。接着層の塗布量は1.3g/m2とした。
基材にポリエチレンテレフタレート(厚さ50μm)を使用した。接着層塗液B(1)を、表2の配合に従って作製した。ここで、粒径3μmの親水性シリカビーズは市販品を用いた。接着層の塗布量は1.3g/m2とした。
撥液層を含むそれ以外については、実施例1と同様として、接着層の表面に撥液層が形成されたサンプルを作製した。

<実施例3>
基材にポリプロピレン(PP,厚さ60μm)を使用した。接着層塗液B(2)を、表3の配合に従って作製した。接着層の塗布量は1.2g/m2とした。
撥液層を含むそれ以外については、実施例1と同様として、接着層の表面に撥液層が形成されたサンプルを作製した。
基材にポリプロピレン(PP,厚さ60μm)を使用した。接着層塗液B(2)を、表3の配合に従って作製した。接着層の塗布量は1.2g/m2とした。
撥液層を含むそれ以外については、実施例1と同様として、接着層の表面に撥液層が形成されたサンプルを作製した。

<実施例4>
基材にポリプロピレン(厚さ20μm)を使用した。実施例3と同じ接着層塗液B(2)を用いて、0.8g/m2の塗布量で接着層を形成した。また、実施例1の撥液層塗液A(1)と同等品の撥液層塗液を用いて、接着層の表面に厚さ0.8g/m2で塗布し、実施例1と同様にサンプルを作製した。
基材にポリプロピレン(厚さ20μm)を使用した。実施例3と同じ接着層塗液B(2)を用いて、0.8g/m2の塗布量で接着層を形成した。また、実施例1の撥液層塗液A(1)と同等品の撥液層塗液を用いて、接着層の表面に厚さ0.8g/m2で塗布し、実施例1と同様にサンプルを作製した。
<実施例5>
基材にポリプロピレン(厚さ40μm)を使用した。実施例3と同じ接着層塗液B(2)を用いて、1.1g/m2の塗布量で接着層を形成した。また、実施例1の撥液層塗液A(1)と同等品の撥液層塗液を用いて、接着層の表面に厚さ0.6g/m2で塗布し、実施例1と同様にサンプルを作製した。
基材にポリプロピレン(厚さ40μm)を使用した。実施例3と同じ接着層塗液B(2)を用いて、1.1g/m2の塗布量で接着層を形成した。また、実施例1の撥液層塗液A(1)と同等品の撥液層塗液を用いて、接着層の表面に厚さ0.6g/m2で塗布し、実施例1と同様にサンプルを作製した。
<比較例1>
撥液層の親水性粒子を市販品の疎水性シリカ微粒子(平均一次粒子径12nm)に変えた以外は、実施例1と同様としてサンプルを作製した。撥液層塗液A(2)は、表4の配合に従った。ただし、撥液層塗液A(2)の塗布量は0.4g/m2とした。
撥液層の親水性粒子を市販品の疎水性シリカ微粒子(平均一次粒子径12nm)に変えた以外は、実施例1と同様としてサンプルを作製した。撥液層塗液A(2)は、表4の配合に従った。ただし、撥液層塗液A(2)の塗布量は0.4g/m2とした。

<比較例2>
基材にポリプロピレン(厚さ500μm)を使用し、基材に高さ89μmの凸形状をつけた。その上に撥液層塗液A(3)を表5の配合で作製した。撥液層塗液A(3)を基材上に厚さ0.7g/m2で塗布し、100℃で約2秒間乾燥しサンプルを作製した。
基材にポリプロピレン(厚さ500μm)を使用し、基材に高さ89μmの凸形状をつけた。その上に撥液層塗液A(3)を表5の配合で作製した。撥液層塗液A(3)を基材上に厚さ0.7g/m2で塗布し、100℃で約2秒間乾燥しサンプルを作製した。

<評価方法>
実施例1~3および比較例1,2のサンプルを下記の方法で試験し、評価した。
(1)水の接触角:撥液性フィルムの上に純水10μLを載せて、接触角計CA-DT(協和界面科学社製)を用いて測定した。
(2)油の接触角:撥液性フィルムの上にオレイン酸10μLを載せて、接触角計CA-DT(協和界面科学社製)を用いて測定した。
(3)透明性 :撥液性フィルムの曇り度(ヘイズ)を、ヘイズ試験機「NDH-5000」(日本電色工業社製)で測定した。また、撥液性フィルムに使用されている基材のみの曇り度(ヘイズ)を同様に測定した。
実施例1~3および比較例1,2のサンプルを下記の方法で試験し、評価した。
(1)水の接触角:撥液性フィルムの上に純水10μLを載せて、接触角計CA-DT(協和界面科学社製)を用いて測定した。
(2)油の接触角:撥液性フィルムの上にオレイン酸10μLを載せて、接触角計CA-DT(協和界面科学社製)を用いて測定した。
(3)透明性 :撥液性フィルムの曇り度(ヘイズ)を、ヘイズ試験機「NDH-5000」(日本電色工業社製)で測定した。また、撥液性フィルムに使用されている基材のみの曇り度(ヘイズ)を同様に測定した。
また、実施例1,2,4および5のサンプルの表面について以下の項目を実施した。
(4)電子顕微鏡観察
(4)電子顕微鏡観察
実施例5については更に以下の項目を実施した。
(5)エネルギー分散型X線分析(EDX)による元素分析
(5)エネルギー分散型X線分析(EDX)による元素分析
さらに、実施例1~3,5および比較例1,2のサンプルについて下記の測定をした。
(6)コーヒーフレッシュの付着量:
市販品のコーヒーフレッシュ(φ30mmカップ)の容器の蓋を剥がして、予め重量を測定したサンプルを載せ、反転してコーヒーフレッシュをサンプルに接触させた状態で静置した。1分後に反転させてサンプルを剥がし、そのサンプルの重量を測定した。コーヒーフレッシュとの接触前後のサンプル重量差をコーヒーフレッシュの付着量とした。使用したコーヒーフレッシュの物性について、22℃下での表面張力値が35~38mN/mであり、粘度が10~50mPa・sである。ここで、表面張力計CBVP-Z(協和界面科学社製)を用いて表面張力値を計測した。また、B型粘度計6L/R(サーモフィッシャーサイエンティフィック社製)を用いて粘度を計測した。
市販品のコーヒーフレッシュ(φ30mmカップ)の容器の蓋を剥がして、予め重量を測定したサンプルを載せ、反転してコーヒーフレッシュをサンプルに接触させた状態で静置した。1分後に反転させてサンプルを剥がし、そのサンプルの重量を測定した。コーヒーフレッシュとの接触前後のサンプル重量差をコーヒーフレッシュの付着量とした。使用したコーヒーフレッシュの物性について、22℃下での表面張力値が35~38mN/mであり、粘度が10~50mPa・sである。ここで、表面張力計CBVP-Z(協和界面科学社製)を用いて表面張力値を計測した。また、B型粘度計6L/R(サーモフィッシャーサイエンティフィック社製)を用いて粘度を計測した。

表6のとおり、実施例1の撥液性フィルムはヘイズ値13.3%とほぼ透明であり、水の接触角は154度、および、油の接触角は133度と十分な撥液性を確保している。
実施例2の撥液性フィルムは、水の接触角が153度、および、油の接触角が135度と、接着層に親水性シリカビーズを入れたことによる撥液性の向上を確保している。ヘイズ値は29.9%とやや悪くなっているものの、必要な透明性も確保している。
実施例3の撥液性フィルムは、基材をポリプロピレンに変えたが実施例2とほぼ同様な撥液性と透明性を確保している。
一方、比較例1のフィルムは、撥液層に親水性シリカ微粒子ではなく疎水性シリカ微粒子を入れたため、水の接触角が135度、油の接触角が97度と撥液性が大幅に悪くなり、撥液用途として使用できない。
比較例2の撥液性フィルムは、水の接触角が157度、油の接触角が140度と良好であるが、ヘイズ値が74.5%と透明性が悪くなり、透明性が必要な用途では使用できない。
図5の実施例1の電子顕微鏡写真(1000倍)から、表面が平滑であることがわかる。また、同図の拡大電子顕微鏡写真(20000倍)からは、多数の親水性シリカ微粒子によって細かい凹凸構造が形成されていることがわかる。
図6の実施例2の電子顕微鏡写真(1000倍)では、接着層に親水性シリカビーズがあるため、表面に親水性シリカビーズによる大きな凸構造が見られる。また、同図の親水性シリカビーズ部分の拡大電子顕微鏡写真(20000倍)では、親水性シリカビーズの表面にも、多数の親水性シリカ微粒子による細かい凹凸構造が見られる。このように実施例2では、大きな凸構造の上に更に小さな凹凸構造が確認でき、全体として起伏の激しい微細凹凸構造が形成されていることがわかる。
図7は、実施例4のサンプルの高倍率の電子顕微鏡写真である。基材表面に散在する粒径3μmの親水性シリカビーズの表面が半球状に露出するように、接着層が形成されている。そして、そのシリカビーズの表面を粒径12nmの親水性シリカ微粒子が部分的に覆って、微細な凹凸構造を形成している。シリカビーズの表面の一部は、親水性シリカ微粒子で覆われていない。
図8は、実施例5のサンプルの表面を斜め上から観察した電子顕微鏡写真である。親水性シリカビーズの形状を立体的に見ることができる。親水性シリカビーズは、下方部にシリカ微粒子の凝集が多く、頂部ほどシリカ微粒子の凝集は少ない。親水性シリカビーズの約30%を埋没させることで親水性シリカビーズの密着性が維持される。本発明では、ビーズの粒子径が比較的小さいことから、光の散乱が生じにくく、高い透過率が得られる。
図9に、実施例5のサンプルの電子顕微鏡写真と各元素の分布画像を示す。図9(A)の電子顕微鏡写真の白枠内(親水性シリカビーズの部分)について、F元素、Si元素およびC元素の分布画像(EDX)を図9(B)~(D)に示す。分布画像では、明るい部分に対象元素が多く分布している。
図9(A)の電子顕微鏡写真によれば、親水性シリカ微粒子がシリカビーズの表面を部分的に覆っていて、シリカビーズの表面の一部は微粒子で覆われていないことが分かる。一方、図9(B)のF元素の分布画像によれば、微粒子が付着していない箇所からもフッ素元素が観測された。本発明の撥液性フィルムの特徴として、親水性シリカビーズの表面においてシリカ微粒子が付着されていないところにもフッ素系樹脂の分布が多いことが挙げられる。このようなフッ素系樹脂の分布が、優れた撥液性の理由であると考えられる。
また、図9(D)のC元素の分布画像によれば、シリカビーズの周囲にC元素の分布が多いことが分かる。C元素はバインダーである熱可塑性樹脂を表すものと言え、シリカビーズが熱可塑性樹脂によって強く固定されていると言える。
表7は、各サンプルにおけるコーヒーフレッシュの付着量を示す。特に、実施例2,3および5のサンプルについては、比較例2と同レベルの非常に優れたO/W型エマルションに対する付着防止性が得られることがわかる。また、実施例1のサンプルについては、比較例2よりは劣るが、比較例1と同レベル以上の付着防止性が得られることがわかる。

なお、実施例5のサンプルに対するコーヒーフレッシュ10μLの接触角の測定値を表8に示す。接着層および撥液層のいずれも塗布しない実施例5の基材のみのポリプロピレンフィルムと比較したところ、基材のみの場合の測定値との違いが明確となり、コーヒーフレッシュに対する良好な撥液性が得られることがわかる。

<クリーム付着試験>
次に、各サンプルを下記の方法で試験し、評価した。
次に、各サンプルを下記の方法で試験し、評価した。
(A)クリーム付着試験:市販品のショートケーキ凍結品を室温で解凍し、実施例1~3の各サンプル(大きさ55mm×70mm)をケーキ円周部に貼り付けて、72時間冷蔵保管し、付着量を測定した。ケーキ円周部への貼り付け前後のサンプルの重量を測定し、その差分を付着量とした。測定結果を表9に示す。
(B)クリーム付着試験:アクリル板にクリーム3gを載せて、実施例4,5の各サンプル(大きさ60mm×60mm)で蓋をし、10分後の付着量を測定した。測定結果を表10に示す。
いずれのクリーム付着試験においても、未処理の基材のみとの比較により、サンプルへのクリームの付着が低減できたことがわかった。特に、接着層にシリカビーズを含めた実施例2~5のサンプルへの付着量は大幅に低減されることがわかった。


1,11・・・撥液性フィルム
2 ・・・基材層
3,13・・・接着層
4 ・・・撥液層
5 ・・・親水性粒子
6 ・・・撥液性部位を有する樹脂
7 ・・・親水性シリカ粒子
8 ・・・熱可塑性樹脂
61 ・・・撥液性部位の重合体
62 ・・・親水性部位の重合体
2 ・・・基材層
3,13・・・接着層
4 ・・・撥液層
5 ・・・親水性粒子
6 ・・・撥液性部位を有する樹脂
7 ・・・親水性シリカ粒子
8 ・・・熱可塑性樹脂
61 ・・・撥液性部位の重合体
62 ・・・親水性部位の重合体
Claims (14)
- 基材層と、
熱可塑性樹脂を含み、前記基材層の少なくとも一方の面に形成される接着層と、
撥液性部位を有する樹脂、および親水性粒子を含み、前記接着層の表面に形成される撥液層と、
を備える撥液性フィルムまたはシート。 - 前記接着層が親水性シリカ粒子を含有する、請求項1に記載の撥液性フィルムまたはシート。
- 前記接着層の前記親水性シリカ粒子の最小粒径が前記撥液層の親水性粒子の最大粒径より大きい、請求項2に記載の撥液性フィルムまたはシート。
- 前記撥液性部位を有する樹脂が撥液性部位および親水性部位の共重合体である、請求項1から3のいずれかに記載の撥液性フィルムまたはシート。
- 前記共重合体がブロック共重合体である、請求項4に記載の撥液性フィルムまたはシート。
- O/W型エマルションの付着防止に適する、請求項5に記載の撥液性フィルムまたはシート。
- 前記親水性粒子がシリカ微粒子である、請求項1から6のいずれかに記載の撥液性フィルムまたはシート。
- 前記親水性粒子の平均一次粒子径が7~40nmである、請求項1から7のいずれかに記載の撥液性フィルムまたはシート。
- 前記撥液層中の前記親水性粒子と前記撥液性部位を有する樹脂の含有量の比率が30:70質量%~70:30質量%である、請求項1から8のいずれかに記載の撥液性フィルムまたはシート。
- 前記撥液層の表面にオレイン酸が接触した時の接触角が130度以上である、請求項1から9のいずれかに記載の撥液性フィルムまたはシート。
- 請求項1から10のいずれかに記載の撥液性フィルムまたはシートを用いて得られる包装材。
- 請求項1から10のいずれかに記載の撥液性フィルムまたはシートを蓋材として用いる包装容器。
- 前記撥液性フィルムまたはシートがパウチ用フィルムまたはシートである、請求項1から10のいずれかに記載の撥液性フィルムまたはシート。
- 前記撥液性フィルムまたはシートがケーキ包装用フィルムまたはシートである、請求項1から10のいずれかに記載の撥液性フィルムまたはシート。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19865583.9A EP3858610A4 (en) | 2018-09-27 | 2019-08-30 | LIQUID REPELLENT FILM OR LIQUID REPELLENT FOIL AND PACKING MATERIAL THEREOF |
| CN201980063314.7A CN112770908B (zh) | 2018-09-27 | 2019-08-30 | 拒液性薄膜或片材、及使用其的包装材料 |
| US17/279,690 US11591148B2 (en) | 2018-09-27 | 2019-08-30 | Liquid repellent film or sheet, and packaging matertal, using same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018182147A JP6522841B6 (ja) | 2018-09-27 | 2018-09-27 | 撥液性フィルムまたはシート、およびそれを用いた包装材 |
| JP2018-182147 | 2018-09-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020066463A1 true WO2020066463A1 (ja) | 2020-04-02 |
Family
ID=66655644
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/034289 WO2020066463A1 (ja) | 2018-09-27 | 2019-08-30 | 撥液性フィルムまたはシート、およびそれを用いた包装材 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11591148B2 (ja) |
| EP (1) | EP3858610A4 (ja) |
| JP (1) | JP6522841B6 (ja) |
| CN (1) | CN112770908B (ja) |
| WO (1) | WO2020066463A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6683983B2 (ja) * | 2018-09-27 | 2020-04-22 | 大和製罐株式会社 | 撥液性の膜 |
| JP7452250B2 (ja) | 2019-06-19 | 2024-03-19 | Toppanホールディングス株式会社 | 撥液性構造体及びその製造方法並びに包装材 |
| JP2021049679A (ja) * | 2019-09-24 | 2021-04-01 | 豊田合成株式会社 | 霜耐性を有する撥水膜及びその製造方法 |
| JP7358968B2 (ja) | 2019-12-19 | 2023-10-11 | 凸版印刷株式会社 | 撥液性構造体及びその製造方法並びに包装材及び剥離シート |
| CN115279822A (zh) * | 2020-03-12 | 2022-11-01 | 凸版印刷株式会社 | 疏液性结构体、疏液性结构体的制造方法、疏液层形成用涂液以及包装材料 |
| WO2021182043A1 (ja) * | 2020-03-12 | 2021-09-16 | 凸版印刷株式会社 | 撥液性構造体、撥液性構造体の製造方法、撥液層形成用塗液及び包装材 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001088247A (ja) * | 1996-05-31 | 2001-04-03 | Toto Ltd | 防汚性部材および防汚性コーティング組成物 |
| JP2005171100A (ja) * | 2003-12-11 | 2005-06-30 | Daikin Ind Ltd | ミクロ相分離構造形成剤 |
| JP2008039377A (ja) * | 2006-07-14 | 2008-02-21 | Central Glass Co Ltd | 撥水部と親水部を有する物品及びその製法 |
| JP2011093315A (ja) * | 2009-09-29 | 2011-05-12 | Toyo Aluminium Kk | 積層体及び包装材料 |
| JP2011140625A (ja) * | 2009-12-10 | 2011-07-21 | Snt Co | 撥油性コーティング物品およびその製造方法 |
| JP2014001294A (ja) * | 2012-06-18 | 2014-01-09 | Hitachi Chemical Co Ltd | 低屈折率樹脂膜及びそれを用いた複合フィルム |
| JP2016166308A (ja) * | 2015-03-10 | 2016-09-15 | 日本航空電子工業株式会社 | 超撥水表面構造 |
| JP2017114106A (ja) * | 2015-12-18 | 2017-06-29 | デクセリアルズ株式会社 | 防曇防汚積層体、物品、及びその製造方法 |
| JP2017160312A (ja) * | 2016-03-09 | 2017-09-14 | 大和製罐株式会社 | 撥水性塗料、それにより被覆された金属板および金属容器、並びに、撥水性塗膜の形成方法 |
| JP2018182147A (ja) | 2017-04-18 | 2018-11-15 | 株式会社オートネットワーク技術研究所 | 金属部材付き基板、回路構成体及び電気接続箱 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI488746B (zh) | 2009-02-13 | 2015-06-21 | Toyo Aluminium Kk | 層積體及容器 |
| WO2014087695A1 (ja) * | 2012-12-07 | 2014-06-12 | 電気化学工業株式会社 | 撥水性を備えた熱可塑性樹脂シート及び成形品 |
| JP6694388B2 (ja) | 2014-09-12 | 2020-05-13 | デンカ株式会社 | 撥液性樹脂シートおよびそれを用いた建材用シート、生活品包装材用シート |
| JP6641284B2 (ja) * | 2014-09-25 | 2020-02-05 | デンカ株式会社 | 撥液性樹脂シート、成形品及び撥液性樹脂シートの製造方法 |
| WO2017104612A1 (ja) * | 2015-12-18 | 2017-06-22 | デクセリアルズ株式会社 | 防曇防汚積層体、物品、及びその製造方法 |
| CN108778733B (zh) * | 2016-03-14 | 2021-05-18 | 电化株式会社 | 拒液性树脂片及使用了该拒液性树脂片的物品 |
| WO2017204258A1 (ja) * | 2016-05-25 | 2017-11-30 | 大日本印刷株式会社 | 蓋材用撥水性積層体、蓋材および容器 |
| JP7150410B2 (ja) * | 2016-05-25 | 2022-10-11 | 大日本印刷株式会社 | 蓋材用撥水性積層体、蓋材および容器 |
| JP7369509B2 (ja) * | 2016-09-30 | 2023-10-26 | 大日本印刷株式会社 | 蓋材用撥水性積層体、蓋材および容器 |
-
2018
- 2018-09-27 JP JP2018182147A patent/JP6522841B6/ja active Active
-
2019
- 2019-08-30 WO PCT/JP2019/034289 patent/WO2020066463A1/ja unknown
- 2019-08-30 US US17/279,690 patent/US11591148B2/en active Active
- 2019-08-30 CN CN201980063314.7A patent/CN112770908B/zh active Active
- 2019-08-30 EP EP19865583.9A patent/EP3858610A4/en active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001088247A (ja) * | 1996-05-31 | 2001-04-03 | Toto Ltd | 防汚性部材および防汚性コーティング組成物 |
| JP2005171100A (ja) * | 2003-12-11 | 2005-06-30 | Daikin Ind Ltd | ミクロ相分離構造形成剤 |
| JP2008039377A (ja) * | 2006-07-14 | 2008-02-21 | Central Glass Co Ltd | 撥水部と親水部を有する物品及びその製法 |
| JP2011093315A (ja) * | 2009-09-29 | 2011-05-12 | Toyo Aluminium Kk | 積層体及び包装材料 |
| JP2011140625A (ja) * | 2009-12-10 | 2011-07-21 | Snt Co | 撥油性コーティング物品およびその製造方法 |
| JP2014001294A (ja) * | 2012-06-18 | 2014-01-09 | Hitachi Chemical Co Ltd | 低屈折率樹脂膜及びそれを用いた複合フィルム |
| JP2016166308A (ja) * | 2015-03-10 | 2016-09-15 | 日本航空電子工業株式会社 | 超撥水表面構造 |
| JP2017114106A (ja) * | 2015-12-18 | 2017-06-29 | デクセリアルズ株式会社 | 防曇防汚積層体、物品、及びその製造方法 |
| JP2017160312A (ja) * | 2016-03-09 | 2017-09-14 | 大和製罐株式会社 | 撥水性塗料、それにより被覆された金属板および金属容器、並びに、撥水性塗膜の形成方法 |
| JP2018182147A (ja) | 2017-04-18 | 2018-11-15 | 株式会社オートネットワーク技術研究所 | 金属部材付き基板、回路構成体及び電気接続箱 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3858610A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112770908A (zh) | 2021-05-07 |
| US20220033156A1 (en) | 2022-02-03 |
| JP6522841B6 (ja) | 2019-07-17 |
| CN112770908B (zh) | 2023-06-09 |
| EP3858610A1 (en) | 2021-08-04 |
| JP6522841B1 (ja) | 2019-05-29 |
| JP2020049823A (ja) | 2020-04-02 |
| EP3858610A4 (en) | 2022-07-20 |
| US11591148B2 (en) | 2023-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020066463A1 (ja) | 撥液性フィルムまたはシート、およびそれを用いた包装材 | |
| JP5994338B2 (ja) | 熱シール性フィルム及び熱シール性フィルムの製造方法 | |
| JP2009241943A (ja) | コート剤及びその乾燥塗膜を表面に有する包装材料 | |
| TW202006110A (zh) | 撥液性結構體及其製造方法以及包裝材料及剝離片 | |
| WO2018003978A1 (ja) | 包装シート及び包装体 | |
| WO2020066464A1 (ja) | 撥液性の膜 | |
| EA032187B1 (ru) | Тара, имеющая жидкую пленку на поверхности | |
| JP6932566B2 (ja) | 包装材料 | |
| JP6485993B2 (ja) | 蓋材とその製造方法 | |
| JP7068650B2 (ja) | 撥水撥油性積層体 | |
| JP7169048B2 (ja) | 滑落膜 | |
| JP6194590B2 (ja) | 蓋材とその製造方法 | |
| JP2019189773A (ja) | 撥液性物品及びその製造方法 | |
| JP5990950B2 (ja) | 蓋材及び蓋材の製造方法 | |
| JP7315428B2 (ja) | 撥液性の膜付き多孔質体、およびそれを用いた物品 | |
| JP7093197B2 (ja) | 納豆用被膜材 | |
| TW202221074A (zh) | 積層薄膜 | |
| JP2023053452A (ja) | 撥液膜およびこれを備えた包装材 | |
| JP7185837B2 (ja) | 撥油性積層体 | |
| JP2023031909A (ja) | 撥液膜の製造方法、撥液膜および包装材 | |
| TW202405255A (zh) | 積層體 | |
| WO2024085157A1 (ja) | 積層体 | |
| KR20240056458A (ko) | 발액막의 제조 방법, 발액막 및 포장재 | |
| JP2017218232A (ja) | 蓋材とその製造方法 | |
| JP2023039269A (ja) | 撥液膜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19865583 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019865583 Country of ref document: EP Effective date: 20210428 |