WO2019117126A1 - 字消し - Google Patents
字消し Download PDFInfo
- Publication number
- WO2019117126A1 WO2019117126A1 PCT/JP2018/045452 JP2018045452W WO2019117126A1 WO 2019117126 A1 WO2019117126 A1 WO 2019117126A1 JP 2018045452 W JP2018045452 W JP 2018045452W WO 2019117126 A1 WO2019117126 A1 WO 2019117126A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- plasticizer
- base material
- eraser
- porous foam
- resin
- Prior art date
Links
- 239000000463 material Substances 0.000 claims abstract description 87
- 239000006260 foam Substances 0.000 claims abstract description 79
- 229920005989 resin Polymers 0.000 claims abstract description 71
- 239000011347 resin Substances 0.000 claims abstract description 71
- 239000004014 plasticizer Substances 0.000 claims abstract description 65
- 229920001971 elastomer Polymers 0.000 claims abstract description 17
- 239000000806 elastomer Substances 0.000 claims abstract description 16
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 24
- 239000004800 polyvinyl chloride Substances 0.000 claims description 22
- 239000003381 stabilizer Substances 0.000 claims description 21
- 239000000945 filler Substances 0.000 claims description 20
- QZCLKYGREBVARF-UHFFFAOYSA-N Acetyl tributyl citrate Chemical compound CCCCOC(=O)CC(C(=O)OCCCC)(OC(C)=O)CC(=O)OCCCC QZCLKYGREBVARF-UHFFFAOYSA-N 0.000 claims description 15
- SAOKZLXYCUGLFA-UHFFFAOYSA-N bis(2-ethylhexyl) adipate Chemical compound CCCCC(CC)COC(=O)CCCCC(=O)OCC(CC)CCCC SAOKZLXYCUGLFA-UHFFFAOYSA-N 0.000 claims description 12
- 229920000877 Melamine resin Polymers 0.000 claims description 10
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 claims description 8
- 239000011159 matrix material Substances 0.000 claims description 4
- 238000002156 mixing Methods 0.000 description 12
- 239000002245 particle Substances 0.000 description 11
- 239000011800 void material Substances 0.000 description 11
- 230000000052 comparative effect Effects 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 10
- 238000010438 heat treatment Methods 0.000 description 9
- 238000000034 method Methods 0.000 description 8
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 7
- -1 phthalate ester Chemical class 0.000 description 7
- 238000003825 pressing Methods 0.000 description 6
- 238000005299 abrasion Methods 0.000 description 5
- 230000008030 elimination Effects 0.000 description 5
- 238000003379 elimination reaction Methods 0.000 description 5
- 239000000835 fiber Substances 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 238000005470 impregnation Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 239000011148 porous material Substances 0.000 description 4
- 229920005992 thermoplastic resin Polymers 0.000 description 4
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 3
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 3
- BJQHLKABXJIVAM-UHFFFAOYSA-N bis(2-ethylhexyl) phthalate Chemical compound CCCCC(CC)COC(=O)C1=CC=CC=C1C(=O)OCC(CC)CCCC BJQHLKABXJIVAM-UHFFFAOYSA-N 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- GPZYYYGYCRFPBU-UHFFFAOYSA-N 6-Hydroxyflavone Chemical compound C=1C(=O)C2=CC(O)=CC=C2OC=1C1=CC=CC=C1 GPZYYYGYCRFPBU-UHFFFAOYSA-N 0.000 description 2
- 239000005711 Benzoic acid Substances 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 2
- 244000043261 Hevea brasiliensis Species 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- 239000004640 Melamine resin Substances 0.000 description 2
- PGTXKIZLOWULDJ-UHFFFAOYSA-N [Mg].[Zn] Chemical compound [Mg].[Zn] PGTXKIZLOWULDJ-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 239000001361 adipic acid Substances 0.000 description 2
- 235000011037 adipic acid Nutrition 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 235000010233 benzoic acid Nutrition 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Natural products OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- HBGGXOJOCNVPFY-UHFFFAOYSA-N diisononyl phthalate Chemical compound CC(C)CCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCC(C)C HBGGXOJOCNVPFY-UHFFFAOYSA-N 0.000 description 2
- QQVHEQUEHCEAKS-UHFFFAOYSA-N diundecyl benzene-1,2-dicarboxylate Chemical compound CCCCCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCCCCC QQVHEQUEHCEAKS-UHFFFAOYSA-N 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229920003052 natural elastomer Polymers 0.000 description 2
- 229920001194 natural rubber Polymers 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 239000000344 soap Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- NIYZIKWNKMOAFD-UHFFFAOYSA-N 6-octan-3-yloxy-6-oxohexanoic acid Chemical compound CCCCCC(CC)OC(=O)CCCCC(O)=O NIYZIKWNKMOAFD-UHFFFAOYSA-N 0.000 description 1
- WWXUGNUFCNYMFK-UHFFFAOYSA-N Acetyl citrate Chemical compound CC(=O)OC(=O)CC(O)(C(O)=O)CC(O)=O WWXUGNUFCNYMFK-UHFFFAOYSA-N 0.000 description 1
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 229920005832 Basotect® Polymers 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- 229920000459 Nitrile rubber Polymers 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- IHBCFWWEZXPPLG-UHFFFAOYSA-N [Ca].[Zn] Chemical compound [Ca].[Zn] IHBCFWWEZXPPLG-UHFFFAOYSA-N 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- WNLRTRBMVRJNCN-UHFFFAOYSA-L adipate(2-) Chemical compound [O-]C(=O)CCCCC([O-])=O WNLRTRBMVRJNCN-UHFFFAOYSA-L 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- ARCGXLSVLAOJQL-UHFFFAOYSA-N anhydrous trimellitic acid Natural products OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 1
- SHLNMHIRQGRGOL-UHFFFAOYSA-N barium zinc Chemical compound [Zn].[Ba] SHLNMHIRQGRGOL-UHFFFAOYSA-N 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- HGAZMNJKRQFZKS-UHFFFAOYSA-N chloroethene;ethenyl acetate Chemical compound ClC=C.CC(=O)OC=C HGAZMNJKRQFZKS-UHFFFAOYSA-N 0.000 description 1
- YACLQRRMGMJLJV-UHFFFAOYSA-N chloroprene Chemical compound ClC(=C)C=C YACLQRRMGMJLJV-UHFFFAOYSA-N 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 239000006103 coloring component Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 150000002334 glycols Chemical class 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000003094 microcapsule Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 150000002825 nitriles Chemical class 0.000 description 1
- 239000012860 organic pigment Substances 0.000 description 1
- 239000002304 perfume Substances 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 229920006124 polyolefin elastomer Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B43—WRITING OR DRAWING IMPLEMENTS; BUREAU ACCESSORIES
- B43L—ARTICLES FOR WRITING OR DRAWING UPON; WRITING OR DRAWING AIDS; ACCESSORIES FOR WRITING OR DRAWING
- B43L19/00—Erasers, rubbers, or erasing devices; Holders therefor
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/36—After-treatment
- C08J9/40—Impregnation
- C08J9/42—Impregnation with macromolecular compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B43—WRITING OR DRAWING IMPLEMENTS; BUREAU ACCESSORIES
- B43L—ARTICLES FOR WRITING OR DRAWING UPON; WRITING OR DRAWING AIDS; ACCESSORIES FOR WRITING OR DRAWING
- B43L19/00—Erasers, rubbers, or erasing devices; Holders therefor
- B43L19/0025—Eraser or rubber material, e.g. comprising hard particles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0014—Use of organic additives
- C08J9/0023—Use of organic additives containing oxygen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/36—After-treatment
- C08J9/40—Impregnation
- C08J9/405—Impregnation with polymerisable compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/013—Fillers, pigments or reinforcing additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/014—Stabilisers against oxidation, heat, light or ozone
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/10—Metal compounds
- C08K3/105—Compounds containing metals of Groups 1 to 3 or of Groups 11 to 13 of the Periodic Table
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/32—Phosphorus-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0016—Plasticisers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/09—Carboxylic acids; Metal salts thereof; Anhydrides thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/10—Esters; Ether-esters
- C08K5/101—Esters; Ether-esters of monocarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/10—Esters; Ether-esters
- C08K5/11—Esters; Ether-esters of acyclic polycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L27/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers
- C08L27/02—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L27/04—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment containing chlorine atoms
- C08L27/06—Homopolymers or copolymers of vinyl chloride
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L61/00—Compositions of condensation polymers of aldehydes or ketones; Compositions of derivatives of such polymers
- C08L61/20—Condensation polymers of aldehydes or ketones with only compounds containing hydrogen attached to nitrogen
- C08L61/26—Condensation polymers of aldehydes or ketones with only compounds containing hydrogen attached to nitrogen of aldehydes with heterocyclic compounds
- C08L61/28—Condensation polymers of aldehydes or ketones with only compounds containing hydrogen attached to nitrogen of aldehydes with heterocyclic compounds with melamine
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2361/00—Characterised by the use of condensation polymers of aldehydes or ketones; Derivatives of such polymers
- C08J2361/20—Condensation polymers of aldehydes or ketones with only compounds containing hydrogen attached to nitrogen
- C08J2361/26—Condensation polymers of aldehydes or ketones with only compounds containing hydrogen attached to nitrogen of aldehydes with heterocyclic compounds
- C08J2361/28—Condensation polymers of aldehydes or ketones with only compounds containing hydrogen attached to nitrogen of aldehydes with heterocyclic compounds with melamine
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2427/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers
- C08J2427/02—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment
- C08J2427/04—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment containing chlorine atoms
- C08J2427/06—Homopolymers or copolymers of vinyl chloride
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
- C08K2003/265—Calcium, strontium or barium carbonate
Definitions
- the present invention relates to eraser.
- This application claims the priority based on Japanese Patent Application No. 2017-238081 filed on Dec. 12, 2017, and incorporates all the contents described in the aforementioned Japanese application.
- Eraser is generally called eraser and widely used.
- a general eraser is manufactured by heat-molding after blending a plasticizer, a filler, and a colorant and the like as needed into a base resin such as a vinyl chloride resin and mixing it uniformly.
- Patent Literature 1 discloses an example of such erasure.
- the character be erasable, that is, the ability to erase characters be high.
- the eraser has a certain degree of elastic modulus and that it is easy to put in a firm and easy to erase. That is, it is desirable to have both a high elastic modulus and a high erasability.
- An object of the present invention is to provide an eraser having both a high elastic modulus and a high erasability.
- the eraser according to the present invention includes a base material containing at least one of a resin component and an elastomer component, and a plasticizer, and a resinous porous foam impregnated with the base material.
- the SP value of the plasticizer is 8.3 or more and 10 or less.
- the base material is impregnated in the resin porous foam.
- the SP value of the plasticizer is 8.3 or more and 10 or less, the compatibility with the resin component and the elastomer is good, and a relatively high elastic modulus is maintained while exhibiting a necessary function as an eraser. be able to.
- the SP value of the plasticizer is 8.5 or more and 9.8 or less.
- the porous foam is preferably a melamine foam.
- Melamine foam is liable to disintegrate by friction, has adequate tensile strength, and has high affinity with the base material. Therefore, it is particularly suitable as a material for obtaining erasure that combines high shape retention and high erasability.
- the plasticizer preferably contains ATBC and / or DOA.
- ATBC and DOA are both systems that do not contain phthalic acid in their molecular backbone. Therefore, it is preferable from the viewpoint of safety against erasure.
- the base material may be composed of a polyvinyl chloride resin as a resin component, a plasticizer, a filler and a stabilizer, and the plasticizer may be composed only of ATBC.
- polyvinyl chloride resin as a resin component
- plasticizer a filler and a stabilizer
- the plasticizer may be composed only of ATBC.
- polyvinyl chloride having high versatility can be adopted as a resin component, and a plasticizer can be used as a single material to manufacture eraser more inexpensively and in consideration of safety.
- the base material may be composed of a polyvinyl chloride resin as a resin component, a plasticizer, a filler and a stabilizer, and the plasticizer may be composed only of DOA.
- polyvinyl chloride having high versatility can be adopted as a resin component, and a plastic eraser can be manufactured as a single material, at low cost and in consideration of safety.
- the content ratio of at least one of the resin component and the elastomer component is 25.0% by mass or more and 45.0% by mass or less, and the content ratio of the plasticizer is 35.0% by mass or more You may comprise so that it may be less than 55.0 mass%. By doing this, it is possible to manufacture an eraser that has both a high modulus of elasticity and a high erasability more reliably.
- the tensile elastic modulus of the porous foam is preferably 0.03 MPa or more and 0.8 MPa or less, and more preferably 0.05 MPa or more and 0.4 MPa or less.
- the density of the porous foam is preferably 3.5 kg / m 3 or more and 12.0 kg / m 3 or less.
- the base material is impregnated in the resin porous foam.
- the SP value of the plasticizer is 8.3 or more and 10 or less
- the base material can be appropriately disposed in the void portion provided in the porous foam, and a relatively high elastic modulus can be maintained.
- such erasure can realize a high erasability because a part of the porous foam and the base material are properly separated when erasing.
- such erasures combine both high modulus and high erasability.
- FIG. 1 It is a perspective view showing the appearance of eraser concerning one embodiment of this invention. It is an expanded sectional view which shows a part of the erasure
- FIG. 1 is a perspective view showing the appearance of an eraser according to an embodiment of the present invention.
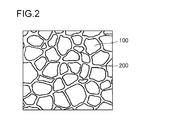
- FIG. 2 is an enlarged sectional view showing a part of the erase shown in FIG.
- the configuration of the eraser according to the embodiment of the present invention will be described with reference to FIG. 1 and FIG. 2 as appropriate.
- a part of the eraser 10 is exposed for erasing, and the other part is covered by a cover 20 made of, for example, a paper for preventing stains.
- a cover 20 made of, for example, a paper for preventing stains.
- the eraser 10 has a structure in which the void portion of the porous foam 200 is impregnated with the base material 100.
- the eraser 10 includes a base material 100 containing at least one of a resin component and an elastomer component, and a plasticizer.
- thermoplastic resin thermosetting resin, ultraviolet curable resin, electron beam curable resin, multi-component curable resin such as two-component curable resin, catalyst curing And various resins such as cellulose esters.
- thermoplastic resins are preferred.
- Such a resin may be used in the form of being dissolved in a solvent, or in the form of being dispersed in a solvent or in the form of being emulsified.
- vinyl chloride resins such as polyvinyl chloride, vinyl chloride-vinyl acetate resin, vinyl chloride-ethylene-vinyl acetate resin, and vinyl acetate resins such as ethylene-vinyl acetate resin Can be mentioned.
- vinyl chloride resins in particular polyvinyl chloride, are preferable in that they are easy to be mixed with the plasticizer and are preferable in order to obtain erasure with high erasability.
- examples of the elastomer component include polyisoprene (natural rubber), styrene type, butadiene type, isoprene type, ethylene-propylene type, nitrile type, chloroprene type, urethane type, acrylic type, polyester type and olefin type elastomers.
- resin components and elastomer components may be used alone, or two or more of them may be used in combination as needed.
- the above-mentioned plasticizer can be suitably selected according to the thermoplastic resin etc. to be used. Then, as the plasticizer, one having an SP (solubility parameter) value (solubility parameter) of 8.3 or more and 10 or less is selected. When the SP value is less than 8.3 or the SP value is more than 10, the compatibility with the resin component and the component constituting the elastomer generally becomes poor, and the necessary function as the eraser 10 is expressed. It is because it becomes difficult.
- the SP value of the plasticizer is 8.5 or more and 9.8 or less.
- plasticizer for example, bis (2-ethylhexyl) phthalate (DOP) (SP value: 8.9) as a phthalate ester plasticizer, diisononyl phthalate (DINP) (SP value: 8.9) ), Diundecyl phthalate (DUP) (SP value: 8.6), Di-2-ethylhexyl adipate (DOA) (SP value: 8.5) as an adipate plasticizer, diisononyl adipate (DINA) (SP) Value: 8.5), trimellitic acid ester plasticizer (SP value: 9.0), adipic acid polyester plasticizer (SP value: 9.0 to 9.4), phthalic acid polyester plasticizer (SP) Value: 9.3), tributyl acetyl citrate (ATBC) (SP value: 9.0) as a citric acid ester plasticizer, and benzoic acid glycol as a benzoic acid ester plasticizer Ruesuteru (SP value: 9.
- the base material 100 contains polyvinyl chloride (SP value: 9.5)
- an acetyl citrate-based plasticizer such as tributyl acetyl citrate (ATBC) as a plasticizer
- di-2- Adipic acid ester plasticizers such as ethylhexyl adipate (DOA) are preferably used.
- the base material 100 is preferably impregnated in the porous foam 200 in the form of a sol composition containing the vinyl chloride resin, particularly polyvinyl chloride, and a plasticizer. This is because a sol-like composition comprising a vinyl chloride resin and a plasticizer is fluid when it is impregnated and absorbed in the porous foam 200 and is easy to be cured in the void portion of the porous foam 200.
- the proportion of the total of the resin component and the elastomer component in the base material 100 is not particularly limited.
- the base material 100 contains 100% by mass of at least one of the resin component and the elastomer component in an amount of 10% by mass to 80% by mass, preferably 20% by mass to 70% by mass.
- the proportion of the plasticizer is, for example, 10% by mass or more and 80% by mass or less, preferably 20% by mass or more and 70% by mass or less in 100% by mass of the base material 100 (however, resin component, The total proportion of the elastomer component and the plasticizer is 100% by weight or less.
- the content ratio of at least one of the resin component and the elastomer component is 25.0% by mass or more and 45.0% by mass or less, and the content ratio of the plasticizer is 35.0% by mass or more and 55.0% Preferably, it is configured to be less than mass%. In this way, both a high elastic modulus and a high erasability can be realized for the eraser 10 obtained more reliably.
- the base material 100 may further contain a filler such as calcium carbonate, magnesium carbonate, magnesium oxide, silica, talc, clay, diatomaceous earth, quartz powder, alumina, alumina silicate, mica and the like.
- a filler such as calcium carbonate, magnesium carbonate, magnesium oxide, silica, talc, clay, diatomaceous earth, quartz powder, alumina, alumina silicate, mica and the like.
- the content ratio of the filler is, for example, 0% by mass or more and 70% by mass or less, preferably 5% by mass or more and 40% by mass or less in 100% by mass of the base material.
- the above-mentioned base material 100 further includes other additives such as abrasives, metal soaps, barium-zinc stabilizers, calcium-zinc stabilizers, magnesium-zinc stabilizers, coloring agents, perfumes, surfactants, glycols, etc. It may contain an agent.
- abrasives such as metal soaps, barium-zinc stabilizers, calcium-zinc stabilizers, magnesium-zinc stabilizers, coloring agents, perfumes, surfactants, glycols, etc. It may contain an agent.
- coloring agent well-known pigments, such as an organic pigment, an inorganic pigment, a fluorescent pigment, and well-known dye etc. can be used.
- the base material 100 is a color change that includes a color-changing pigment component (pressure-sensitive color-changing pigment component) that is composed of pressure-sensitive microcapsules that are crushed by abrasion force, and a thermosensitive coloring component that changes color due to abrasion. It may also contain an organic dye component (thermochromic dye component).
- a color-changing pigment component pressure-sensitive color-changing pigment component
- thermosensitive coloring component that changes color due to abrasion. It may also contain an organic dye component (thermochromic dye component).
- the eraser 10 includes a porous foam 200 into which the base material 100 is impregnated. It is preferable that the porous foam 200 has a skeletal structure which can be impregnated with the above-mentioned base material 100 and the frame of the porous foam 200 is separated and detached along with the wear of the base material 100 due to the frictional force against the paper.
- the material of the porous foam 200 is thermosetting resin such as melamine resin, epoxy resin, urethane resin, urea resin, phenol resin, styrene resin such as polystyrene, ester resin such as polyester, poly
- thermosetting resin such as melamine resin, epoxy resin, urethane resin, urea resin, phenol resin, styrene resin such as polystyrene, ester resin such as polyester, poly
- resins and elastomers such as acrylic resins such as acrylic esters, olefin resins such as polyethylene, and thermoplastic resins such as vinyl chloride resins such as polyvinyl chloride.
- natural high molecular weight porous materials such as sponge can also be used.
- various rubber components such as natural rubber, styrene-butadiene rubber, nitrile-butadiene rubber, natural fibers such as cotton, silk and hemp, cellulose fibers, ester fibers, acrylic fibers, amide fibers and the like are synthesized. It may contain various fibers such as fibers.
- the porous foam 200 is formed of a melamine resin from the viewpoint of high affinity to the base material 100, the structure being easily divided by the frictional force against the surface of the paper, and imparting an appropriate tensile modulus of elasticity.
- a melamine foam is a melamine foam.
- the eraser 10 of the present invention is manufactured in such a manner that the base material 100 penetrates into the void portion of the porous foam 200 and the base material 100 enters into the void portion.
- the manufacturing method is not particularly limited, the following methods may be mentioned as an example.
- the base material 100 is prepared.
- a vinyl chloride resin as the resin component
- granular ones are used.
- a sheet-like porous foam 200 is prepared.
- the porous foam 200 is impregnated with the matrix 100, whereby the voids of the porous foam 200 are filled with the matrix 100.
- the uncured base material is charged so that the voids of the porous foam 200 are sufficiently filled, and the base material 100 is absorbed into the voids and impregnated.
- the base material 100 may be impregnated in the void portion by immersing the porous foam 200 in a plate-like mold filled with the uncured base material 100.
- the porous foam 200 is compressed by a press so that the uncured base material 100 is spread over the entire voids of the porous foam 200. It is also good. Further, in order to prevent the pores 10 from being included in the eraser 10, that is, to eliminate the void portion into which the base material 100 does not enter, it is possible to carry out impregnation under reduced pressure degassing. Further, in order to uniformly and increase the amount of impregnation of the base material 100, the uncured base material 100 may be further poured from above the porous foam 200 impregnated with the uncured base material 100 for impregnation. .
- the base material 100 is cured in a state in which the pores of the porous foam 200 are impregnated with the uncured base material 100. Curing is preferably performed by heating in order to enhance productivity. It is preferable that the heating be performed by a heat press, since the heating can be uniformly performed to the center of the porous foam 200.
- the hot pressing is performed by sandwiching and pressing the porous foam 200 impregnated with the base material 100 by two pressing plates having a size larger than that of the porous foam 200.
- the heat press may be configured to have both a press for causing the base material 100 to extend over the entire void portion of the porous foam 200 and a press for promoting curing by heating.
- the pressure at the time of pressing is suitably set as needed.
- the pressing pressure at the time of pressing the eraser sheet can be set to 5 kgf / cm 2 (49 N / cm 2 ) or more and 150 kgf / cm 2 (1470 N / cm 2 ) or less.
- Curing by heating is preferably performed at a temperature of 100 ° C. or more and 160 ° C. or less for a heating time of 5 minutes or more and 50 minutes or less.
- it is suitable for manufacturing the eraser 10 having both a high elastic modulus and a high erasability, which is performed at 105 ° C. or more and 140 ° C. or less for 5 minutes or more and 20 minutes or less.
- heating is preferably performed under pressure by a press.
- the base material 100 is, for example, in the sol state of 100 to 20,000 mPa / s (preferably 800 to 7,000 mPa ⁇ s) under the measurement conditions of temperature 20 ° C., B-type viscometer, rotation speed 6 rpm. It is desirable to use a base material 100, in particular a sol composition of polyvinyl chloride resin, as the uncured base material 100. This is because the base material 100 having a viscosity within this range has suitable fluidity for impregnating and absorbing the uncured base material 100 in the porous foam 200 at normal temperature. Moreover, it is because it is easy to be filled with a void part and to be hardened in the filled state. In addition, even if it is the uncured base material 100 of high viscosity exceeding 20,000 mPa * s, it is also possible to make it impregnate by the viscosity fall by heating, pressure reduction, etc.
- the eraser 10 is manufactured by cutting the sheet-like eraser substrate obtained by curing as described above into a predetermined size as required.
- the eraser 10 has a structure in which the base material 100 is impregnated with the porous foam 200.
- the base material 100 is impregnated with the porous foam 200 so that the base material 100 is filled in the void portion of the porous foam 200. Further, in the state of the erase 10, the base material 100 is cured by heating and fixed in the void portion of the porous foam 200.
- the eraser 10 is configured such that the base material 100 is worn away from the eraser 10 due to abrasion during erasing, and the skeletal structure of the porous foam 200 is separated and separated along with the abrasion of the base material 100. Is preferred.
- Example 1 (Preparation of eraser) An eraser according to Example 1 was prepared using a base material having the following composition and the porous foam shown below. The particle diameter to be described later was measured by the method according to JIS K 5600-2-5; 1999, and the third one was measured by a 100 ⁇ m glide gauge.
- Plasticizer 48.0 parts by mass of ATBC (tributyl acetyl citrate)
- Filler Heavy calcium carbonate (trade name "Lighton A-4", manufactured by Bihoku Powder Chemical Industry Co., Ltd.) 20 .5 parts by weight
- Stabilizers (4-1) Magnesium-zinc stabilizer (Mg / Zn complex metal soap) (trade name "EMBILIZER R-23L", manufactured by Tokyo Fine Chemical Co., Ltd.) 0.4 parts by mass (4-2) organophosphorus stabilizer (Phosphorous acid ester) (trade name "EMBILIZER TC-110S", manufactured by Tokyo Fine Chemical Co., Ltd.) 0.1 parts by mass
- Example 2 The material of the filler, the stabilizer and the porous foam to be used are all the same as in Example 1, and as a resin, polyvinyl chloride (trade name “ZEST P22”, manufactured by Shin-ichiichi PVC Co., Ltd.) (particle diameter: 55 ⁇ m, DOA was used as a plasticizer using the polymerization degree of 1060, the K value of 67.1, and the viscosity of 3000 (mPa ⁇ s). And, the blending ratio is as shown in Table 1. In addition, the temperature of the heat press was set to 135 ° C., and in the same manner as in Example 1, the erase according to Example 2 was obtained.
- polyvinyl chloride trade name “ZEST P22”, manufactured by Shin-ichiichi PVC Co., Ltd.
- Example 3 With regard to polyvinyl chloride used as the resin component, the compounding ratio was as shown in Table 2 in the same procedure as in Example 1 except that the one having a particle diameter of 45 ⁇ m was used, and the erasure according to Example 3 was obtained .
- Example 4 With regard to polyvinyl chloride used as a resin component, the compounding ratio was as shown in Table 2 in the same procedure as in Example 1 except that the particle diameter was 63 ⁇ m, and the erase according to Example 4 was obtained. .
- Example 5 The materials of the resin, the plasticizer, the filler, the stabilizer, and the porous foam to be used were all the same as in Example 1.
- the amount of the plasticizer was 34.0 parts by weight, and the blending ratios of the other materials were as shown in Table 2.
- the erasure according to Example 5 was obtained by the same preparation method as in Example 1 except for the above.
- Example 6 The materials of the resin, the plasticizer, the filler, the stabilizer, and the porous foam to be used were all the same as in Example 1.
- the amount of the plasticizer was 40.0 parts by weight, and the blending ratios of the other materials were as shown in Table 2. In the same manner as in Example 1 except for the above, the erasure according to Example 6 was obtained.
- Example 7 The materials of the resin, the plasticizer, the filler, the stabilizer, and the porous foam to be used were all the same as in Example 1.
- the amount of the plasticizer was 46.0 parts by weight, and the blending ratio of the other materials was as shown in Table 2.
- the erasure according to Example 7 was obtained in the same manner as in Example 1 except for the above.
- Example 8 The materials of the resin, the plasticizer, the filler, the stabilizer, and the porous foam to be used were all the same as in Example 1.
- the amount of the plasticizer was 50.0 parts by weight, and the blending ratios of the other materials were as shown in Table 2.
- the erasure according to Example 8 was obtained by the same preparation method as in Example 1 except for the above.
- Example 9 The materials of the resin, the plasticizer, the filler, the stabilizer, and the porous foam to be used were all the same as in Example 2.
- the amount of the plasticizer was 40.0 parts by weight, and the blending ratio of the other materials was as shown in Table 3. In the same manner as in Example 1 except for the above, the erasure according to Example 9 was obtained.
- Example 10 The materials of the resin, the plasticizer, the filler, the stabilizer, and the porous foam to be used were all the same as in Example 2.
- the amount of plasticizer was 48.0 parts by weight, and the blending ratio of the other materials was as shown in Table 3. In the same manner as in Example 1 except for the above, the erase according to Example 10 was obtained.
- Example 11 The materials of the plasticizer, filler, stabilizer and porous foam used were all the same as in Example 2.
- Polyvinyl chloride (trade name “ZEST P21”, manufactured by Shin-ichidai Shibi Co., Ltd.) (average particle diameter: 55 ⁇ m, degree of polymerization 1550, K value 75.1, viscosity 5300 (mPa ⁇ s)) as a resin
- Table 3 shows the blending ratios of the raw materials. In the same manner as in Example 1 except for the above, the erasure according to Example 11 was obtained.
- Example 12 The materials of the resin, the filler, the stabilizer, and the porous foam used were all the same as in Example 1.
- the plasticizer was two types of ATBC and DOA, the amount of ATBC was 23.0 parts by mass, the amount of DOA was 23.0 parts by mass, and the blending ratios of the other materials were as shown in Table 3.
- the erase according to Example 12 was obtained.
- Comparative example 1 The resin, the plasticizer, the filler, and the stabilizer used were all the same as in Example 1, and the eraser according to Comparative Example 1 was obtained by the same preparation method as in Example 1 except that the porous foam was not used.
- the eraser was cut into a plate having a thickness of 5 mm, and the tip end portion in contact with colored paper was finished into a circular arc having a radius of 6 mm to obtain a test piece.
- colored paper was prepared using HB of a pencil specified in JIS S 6006 and high-quality paper having a basis weight of 90 g / m 2 or more and a whiteness of 75% or more.
- a test piece was brought into contact with the colored paper perpendicularly and at right angles to the coloring line. In this state, a weight is placed on the test piece so that the sum of the weight of the weight and the holder is 0.5 kg, and 150 ⁇ 10 cm / min.
- the colored part was worn back and forth four times at a speed of
- the erasure rate was calculated by the following equation, and the average value was determined three times.
- Erasing rate (%) (1-(density of worn portion) / (density of colored portion)) ⁇ 100
- Comparative Example 1 and Comparative Example 2 are examples of erasures that do not fall within the scope of the present invention. Specifically, Comparative Example 1 and Comparative Example 2 correspond to Example 1 and Example 2, respectively, and are examples in which no porous foam is included in the eraser configuration.
- the tensile modulus of elasticity of Examples 1, 2, 4, 5, 6, 7, 7, 9 and 11 is 0.
- the tensile modulus of elasticity of .80 MPa or more, and further Example 1, Example 2, Example 4, Example 5, Example 6, Example 9, Example 9 and Example 11 is 0.83 MPa or more, and is a so-called high strength.
- a tensile elasticity modulus is 0.60 Mpa or more, and it has sufficient intensity
- the erasure rate is also high, and the erasures of Example 1, Example 2, Example 3, Example 4, Example 6, Example 7, Example 7, Example 8, Example 10, Example 10, Example 11 and Example 12 are eliminated.
- the character rate is over 90%.
- the erasability rate is 80% or more, which is sufficiently high.
- Comparative Example 1 and Comparative Example 2 although the erasability rate exceeds 90% respectively, since the porous foam is not included, each has a low tensile modulus, 0.60 MPa or less, specifically Is 0.55 MPa or less.
- Example 1 what changed the particle diameter of the polyvinyl chloride about Example 1, Example 3, and Example 4 is used. They all have a good rating.
- the particle size of polyvinyl chloride is too large, for example, larger than 100 ⁇ m, the resulting eraser gel hardness tends to be low. Moreover, it is soft as a characteristic of the erasure
- the particle size of polyvinyl chloride is too small, for example, smaller than 20 ⁇ m, the resulting gel hardness as an erase tends to be high.
- the particle diameter of polyvinyl chloride is set to 20 ⁇ m or more and 100 ⁇ m or less, it becomes easy to manufacture the above-mentioned eraser in a preferable form.
- the particle diameter of polyvinyl chloride is set to 45 ⁇ m or more and 63 ⁇ m or less as shown in Example 1, Example 3, and Example 4, the above-described eraser can be manufactured more reliably in a preferable form.
- the porous foam to be used when the porous foam is very soft and coarse, that is, the gap formed in the porous foam is large, it is difficult to sufficiently obtain the effect of the impregnation utilizing the capillary phenomenon at the time of production. Therefore, the resin component melted inside the porous foam tends to be difficult to be impregnated. Moreover, there is no so-called stiffness as a characteristic of the erasure
- the porous foam is very hard and high in density, that is, the gaps formed in the porous foam are small, it tends to be difficult to impregnate the resin component melted inside the porous foam at the time of production.
- the amount of abrasion of the eraser at the time of use decreases, and a new surface is difficult to appear, and the erasability tends to be inferior. Therefore, by setting the density of the porous foam to, for example, 3.5 kg / m 3 or more and 12.0 kg / m 3 or less, it becomes easy to obtain a preferable form during production and use.
- the eraser according to the present invention is used particularly effectively when high elastic modulus and high erasability are required.
- 10 erasers, 20 covers, 100 base materials, 200 porous foams.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Emergency Medicine (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
字消し(10)は、樹脂成分およびエラストマー成分のうちの少なくともいずれか一方と、可塑剤と、を含有する母材(100)と、母材(100)が含浸される樹脂性の多孔質フォーム(200)と、を含み、可塑剤のSP値は、8.3以上10以下である。
Description
この発明は、字消しに関するものである。本出願は、2017年12月12日出願の日本出願第2017-238081号に基づく優先権を主張し、前記日本出願に記載された全ての記載内容を援用するものである。
字消しは、一般的に消しゴムと呼ばれ広く使用されている。一般的な字消しは、塩化ビニル樹脂などの基材樹脂に可塑剤と、充填剤と、必要に応じて着色料等を配合して均一に混合した後、加熱成形して製造される。このような字消しの一例が特許文献1に開示されている。
字消しについては、消字性、すなわち、文字を消すことができる能力が高い方が好ましい。また、字消しについては、ある程度の弾性率を有し、しっかり力が入って消しやすいことも求められる。すなわち、高い弾性率、および高い消字率の双方を兼ね備えることが望ましい。
この発明の目的は、高い弾性率、および高い消字率の双方を兼ね備えた字消しを提供することである。
この発明に係る字消しは、樹脂成分およびエラストマー成分のうちの少なくともいずれか一方と、可塑剤と、を含有する母材と、母材が含浸される樹脂性の多孔質フォームと、を含む。可塑剤のSP値は、8.3以上10以下である。
このような字消しによると、樹脂製の多孔質フォームに母材が含浸される構成である。ここで、可塑剤のSP値が8.3以上10以下であるため、樹脂成分およびエラストマーとの相溶性が良く、字消しとしての必要な機能を発現しつつ、比較的高い弾性率を維持することができる。したがって、このような字消しは、高い弾性率、および高い消字率の双方を兼ね備える。なお、好ましくは、可塑剤のSP値は、8.5以上9.8以下である。
上記字消しにおいて、多孔質フォームは、メラミンフォームであることが好ましい。メラミンフォームは摩擦により崩壊しやすく、適度な引張強度を有し、かつ母材との親和性も高い。したがって、高い保形性と高い消字性とを兼ね備えた字消しを得るための材料として特に好適である。
上記可塑剤は、ATBC、およびDOAのうち少なくともいずれか一方を含むことが好ましい。ATBCおよびDOAは共に、分子骨格中にフタル酸を含まない系である。したがって、字消しの対安全性の観点から好適である。
上記字消しにおいて、母材は、樹脂成分としてのポリ塩化ビニル樹脂と可塑剤と充填剤と安定剤とからなり、可塑剤は、ATBCのみからなるよう構成してもよい。こうすることにより、樹脂成分として汎用性の高いポリ塩化ビニルを採用し、可塑剤を単独の材料として、より安価にかつ対安全性を考慮した字消しを製造することができる。
また、上記字消しにおいて、母材は、樹脂成分としてのポリ塩化ビニル樹脂と可塑剤と充填剤と安定剤とからなり、可塑剤は、DOAのみからなるよう構成してもよい。こうすることによっても、樹脂成分として汎用性の高いポリ塩化ビニルを採用し、可塑剤を単独の材料として、さらに安価にかつ対安全性を考慮した字消しを製造することができる。
上記字消しにおいて、樹脂成分およびエラストマー成分のうちの少なくともいずれか一方の含有比率は、25.0質量%以上45.0質量%以下であり、可塑剤の含有比率は、35.0質量%以上55.0質量%未満であるよう構成してもよい。こうすることにより、より確実に高い弾性率、および高い消字率の双方を兼ね備える字消しを製造することができる。
上記字消しにおいて、多孔質フォームの引張弾性率は、0.03MPa以上0.8MPa以下であるのが好ましく、0.05MPa以上0.4MPa以下であるのがより好ましい。多孔質フォームの引張弾性率を上記範囲内とすることにより、字消しの屈曲性および保形性を適切に保つことができる。
上記字消しにおいて、多孔質フォームの密度は、3.5kg/m3以上12.0kg/m3以下であるのが好ましい。多孔質フォームの密度を上記範囲内とすることにより、製造時および使用時において好ましい形態とすることが容易になる。
このような構成の字消しによると、樹脂製の多孔質フォームに母材が含浸される構成である。ここで、可塑剤のSP値が8.3以上10以下であるため、多孔質フォームに設けられる空隙部に適切に母材を配置させることができ、比較的高い弾性率を維持することができる。また、このような字消しは、消字時において多孔質フォームの一部および母材が適切に離脱するため、高い消字率を実現することができる。したがって、このような字消しは、高い弾性率、および高い消字率の双方を兼ね備える。
以下、この発明の実施の形態を説明する。図1は、この発明の一実施形態に係る字消しの外観を示す斜視図である。図2は、図1に示す字消しの一部を示す拡大断面図である。以下、図1、および図2を適宜参照してこの発明の一実施形態に係る字消しの構成について説明する。
字消し10は、その一部が消字のために露出され、それ以外の部分は汚れ防止のための、例えば紙製のカバー20によって覆われている。消字により字消し10のうちの露出している部分が減ってきた際には、カバー20の一部を破り捨て、新たに消字する部分を露出させる。字消し10は、多孔質フォーム200の空隙部に母材100が含浸された構造を有する。
[母材]
字消し10は、樹脂成分およびエラストマー成分のうちの少なくともいずれか一方と、可塑剤とを含有する母材100を含む。
字消し10は、樹脂成分およびエラストマー成分のうちの少なくともいずれか一方と、可塑剤とを含有する母材100を含む。
特に限定されないが、上記樹脂成分を構成する樹脂としては、熱可塑性樹脂、熱硬化性樹脂、紫外線硬化性樹脂、電子線硬化性樹脂、二液硬化性樹脂等の多液硬化性樹脂、触媒硬化性樹脂、繊維素エステル等の種々の樹脂が挙げられる。なかでも熱可塑性樹脂が好適である。このような樹脂は、溶媒に溶解させた形態や、溶媒に分散させた形態又はエマルジョン化させた形態で用いることもできる。
より好ましい上記樹脂の具体例としては、ポリ塩化ビニル、塩化ビニル-酢酸ビニル系樹脂、塩化ビニル-エチレン-酢酸ビニル系樹脂などの塩化ビニル系樹脂、エチレン-酢酸ビニル樹脂等の酢酸ビニル系樹脂等が挙げられる。なかでも塩化ビニル系樹脂、特にポリ塩化ビニルが可塑剤との混和が容易であり、かつ高い消字性を備えた字消しを得るために好適である点で好ましい。
また、上記エラストマー成分としては、ポリイソプレン(天然ゴム)、スチレン系、ブタジエン系、イソプレン系、エチレン-プロピレン系、ニトリル系、クロロプレン系、ウレタン系、アクリル系、ポリエステル系、オレフィン系のエラストマーが挙げられる。
これらの樹脂成分およびエラストマー成分は単独で用いてもよく、必要に応じてこれらのうち2種類以上を組み合わせて用いてもよい。
上記可塑剤は、使用する熱可塑性樹脂等に応じて適宜選定することができる。そして、可塑剤については、SP(Solubility Parameter)値(溶解度パラメータ)が8.3以上10以下のものが選択される。SP値が8.3よりも小さい、またはSP値が10よりも大きいと、樹脂成分、およびエラストマーを構成する成分との相溶性が一般的に悪くなり、字消し10として必要な機能を発現しにくくなるためである。なお、好ましくは、可塑剤のSP値は、8.5以上9.8以下である。
このような可塑剤としては、例えば、フタル酸エステル系可塑剤としてフタル酸ビス(2-エチルヘキシル)(DOP)(SP値:8.9)、フタル酸ジイソノニル(DINP)(SP値:8.9)、フタル酸ジウンデシル(DUP)(SP値:8.6)、アジピン酸エステル系可塑剤としてジ-2-エチルヘキシルアジペート(DOA)(SP値:8.5)、アジピン酸ジイソノニル(DINA)(SP値:8.5)、トリメリット酸エステル系可塑剤(SP値:9.0)、アジピン酸ポリエステル系可塑剤(SP値:9.0~9.4)、フタル酸ポリエステル系可塑剤(SP値:9.3)、クエン酸エステル系可塑剤としてアセチルクエン酸トリブチル(ATBC)(SP値:9.0)、安息香酸エステル系可塑剤として安息香酸グリコールエステル(SP値:9.9)、テレフタル酸エステル系可塑剤としてテレフタル酸ビス(2-エチルヘキシル)(SP値:8.9)が挙げられる。なお、これら可塑剤については単独で用いてもよく、必要に応じてこれらのうち2種類以上を組み合わせて用いてもよい。
ここで、例えば、母材100がポリ塩化ビニル(SP値:9.5)を含む場合、可塑剤として、アセチルクエン酸トリブチル(ATBC)等のアセチルクエン酸エステル系可塑剤、およびジ-2-エチルヘキシルアジペート(DOA)等のアジピン酸エステル系可塑剤が好適に用いられる。
上記母材100は、上記塩化ビニル系樹脂、特にポリ塩化ビニルと、可塑剤とを含むゾル状組成物の状態で多孔質フォーム200に含浸させることが好ましい。これは、塩化ビニル系樹脂と可塑剤とによるゾル状組成物が、多孔質フォーム200に含浸、吸収させる上で流動性があり、かつ多孔質フォーム200の空隙部において硬化し易いためである。
上記字消し10において、母材100中の樹脂成分およびエラストマー成分の合計の割合については、特に制限されない。例えば、100質量%の母材100中に樹脂成分およびエラストマー成分のうちの少なくともいずれか一方を10質量%以上80質量%以下、好ましくは20質量%以上70質量%以下含む。
上記字消し10において、可塑剤の割合は、例えば、100質量%の母材100中、10質量%以上80質量%以下、好ましくは20質量%以上70質量%以下である(但し、樹脂成分、エラストマー成分、および可塑剤の合計の割合は、100質量%以下である。)。
なお、樹脂成分およびエラストマー成分のうちの少なくともいずれか一方の含有比率は、25.0質量%以上45.0質量%以下であり、可塑剤の含有比率は、35.0質量%以上55.0質量%未満であるよう構成することが好ましい。こうすることにより、より確実に得られた字消し10について、高い弾性率、および高い消字率の双方を実現することができる。
上記母材100は、さらに炭酸カルシウム、炭酸マグネシウム、酸化マグネシウム、シリカ、タルク、クレー、珪藻土、石英粉、アルミナ、アルミナシルケート、マイカ等の充填剤を含んでもよい。充填剤の含有の割合は、例えば、母材100質量%中0質量%以上70質量%以下、好ましくは5質量%以上40質量%以下である。
上記母材100は、さらに研磨剤、金属石鹸、バリウム-亜鉛系安定剤、カルシウム-亜鉛系安定剤、マグネシウム-亜鉛系安定剤、着色剤、香料、界面活性剤、グリコール類等の他の添加剤を含んでもよい。上記着色剤としては、有機顔料、無機顔料、蛍光顔料等の公知の顔料や、公知の染料等を用いることができる。
また、上記母材100は、擦過力によって潰れる感圧性マイクロカプセルで構成されている変色性色素成分(感圧変色性色素成分)や、擦過熱によって変色する感熱性着色成分が含有されている変色性色素成分(感熱変色性色素成分)を含んでもよい。
[多孔質フォーム]
本実施の形態に係る字消し10は、母材100が含浸される多孔質フォーム200を含む。多孔質フォーム200としては、上記母材100を含浸可能で、紙面に対する摩擦力により多孔質フォーム200の骨格が母材100の摩耗とともに分離され離脱する骨格組織を有するものが好ましい。
本実施の形態に係る字消し10は、母材100が含浸される多孔質フォーム200を含む。多孔質フォーム200としては、上記母材100を含浸可能で、紙面に対する摩擦力により多孔質フォーム200の骨格が母材100の摩耗とともに分離され離脱する骨格組織を有するものが好ましい。
多孔質フォーム200の材質としては、メラミン系樹脂、エポキシ系樹脂、ウレタン系樹脂、尿素系樹脂、フェノール系樹脂等の熱硬化性樹脂、ポリスチレン等のスチレン系樹脂、ポリエステル等のエステル系樹脂、ポリアクリル酸エステル等のアクリル系樹脂、ポリエチレン等のオレフィン系樹脂、ポリ塩化ビニル等の塩化ビニル系樹脂等の熱可塑性樹脂といった各種の樹脂やエラストマーから構成されるものが挙げられる。また、海綿等の天然高分子多孔体等も用いることができる。さらに、天然ゴム、スチレン-ブタジエンゴム、ニトリル-ブタジエンゴム等の各種のゴム成分や、木綿、絹、麻等の天然繊維、セルロース系繊維、エステル系繊維、アクリル系繊維、アミド系繊維等の合成繊維といった各種の繊維を含んでもよい。
これらのうち、母材100との親和性が高く、紙面に対する摩擦力により組織が容易に分断され、かつ適度な引張弾性率を付与する観点から、上記多孔質フォーム200が、メラミン樹脂から形成されるメラミンフォームであるのが好ましい。
[字消し10の製造方法]
本願発明の字消し10は、多孔質フォーム200の空隙部に母材100が浸透し、その空隙部に母材100が入り込むようにして製造される。製造方法は特に限定されないが、一例としては以下のような方法が挙げられる。
本願発明の字消し10は、多孔質フォーム200の空隙部に母材100が浸透し、その空隙部に母材100が入り込むようにして製造される。製造方法は特に限定されないが、一例としては以下のような方法が挙げられる。
まず、上記樹脂成分およびエラストマー成分のうちの少なくともいずれか一方、可塑剤、および必要に応じて添加される充填剤や他の添加剤等の母材100の成分を十分に撹拌し混合することにより母材100を調製する。ここで、樹脂成分として、例えば塩化ビニル樹脂を用いる場合、例えば、粒状のものが用いられる。それとは別に、シート状の多孔質フォーム200を準備する。
次に母材100を多孔質フォーム200に含浸させることにより、多孔質フォーム200の空隙部に母材100が充填される。例えば、多孔質フォーム200を静置した状態で、多孔質フォーム200の空隙部が十分に充填される量の未硬化の母材を投入するようにして、空隙部に母材100を吸収させ含浸させてもよい。また、未硬化の母材100が充填されたプレート状の型枠内に多孔質フォーム200を浸漬することにより、空隙部に母材100を含浸させてもよい。多孔質フォーム200の空隙部全体に未硬化の母材100が行き亘るよう、多孔質フォーム200の空隙部に未硬化の母材100を含浸させた状態でプレスによって多孔質フォーム200を圧縮してもよい。また、字消し10に気孔が含まれないように、すなわち、母材100が入り込まない空隙部がなくなるように、減圧脱気しながら含浸させるようにしてもよい。また、母材100の含浸量を均一かつ増大させるために、未硬化の母材100が含浸された多孔質フォーム200の上からさらに未硬化の母材100を注いで含浸させるようにしてもよい。
多孔質フォーム200の空隙に未硬化の母材100を含浸した状態で母材100を硬化させる。生産性を高めるために、硬化は加熱によって行うのが好ましい。多孔質フォーム200の中心部まで加熱を均一に行えることから、加熱は熱プレスにより行うのが好ましい。熱プレスは、多孔質フォーム200よりも大きい寸法の二枚のプレス盤により母材100が含浸された多孔質フォーム200を挟んでプレスすることにより行う。また、熱プレスは、多孔質フォーム200の空隙部全体に母材100が行き亘るようにするためのプレスと、加熱による硬化を促進するためのプレスとを兼ね備える構成としてもよい。なお、プレス時の圧力は必要に応じて適宜設定される。例えば字消しのシートをプレスする際のプレス圧は5kgf/cm2(49N/cm2)以上150kgf/cm2(1470N/cm2)以下に設定することができる。
上記加熱による硬化は、100℃以上160℃以下の温度で、5分以上50分以下の加熱時間で行うのが好適である。特に、105℃以上140℃以下で5分以上20分以下の範囲で行うのが、高い弾性率と高い消字率とを兼ね備えた字消し10を製造するのに好適である。また、加熱は、プレスによる加圧下で行うのが好ましい。
なお、上記母材100としては、例えば、温度20℃、B型粘度計、回転数6rpmの測定条件で、100~20,000mPa/s(好ましくは800~7,000mPa・s)のゾル状態の母材100、特にポリ塩化ビニル樹脂のゾル状組成物を未硬化の母材100としても用いることが望ましい。これはこの範囲内の粘度の母材100であれば、常温において、多孔質フォーム200に未硬化の母材100を含浸、吸収させる上で好適な流動性を有しているからである。また空隙部に充填されやすく、充填された状態で硬化させやすいためである。なお、20,000mPa・sを超える高粘度の未硬化の母材100であっても、加熱による粘度低下や、減圧等によって含浸させることも可能である。
上記のように硬化されて得られたシート状の字消し基材を必要に応じて所定の大きさに切断することにより字消し10が製造される。
[字消し]
字消し10は、上記母材100が多孔質フォーム200に含浸された構造を有する。字消し10は、母材100が多孔質フォーム200の空隙部内に充填されるように、母材100が多孔質フォーム200に含浸されている。また、字消し10の状態においては、母材100は加熱により硬化され、多孔質フォーム200の空隙部内に固定されている。
字消し10は、上記母材100が多孔質フォーム200に含浸された構造を有する。字消し10は、母材100が多孔質フォーム200の空隙部内に充填されるように、母材100が多孔質フォーム200に含浸されている。また、字消し10の状態においては、母材100は加熱により硬化され、多孔質フォーム200の空隙部内に固定されている。
字消し10は、消字時の擦過により母材100が摩耗し字消し10から離脱するとともに、多孔質フォーム200の骨格組織が母材100の摩耗とともに分断され離脱するように構成されているものが好ましい。
以下において、実施例を参照して本発明をより具体的に説明する。本発明の範囲は、これら実施例の記載によって限定して解釈されるものではない。
(実施例1)
(字消しの調製)
下記組成を有する母材と、下記に示す多孔質フォームとを用いて実施例1に係る字消しを調製した。なお、後述する粒子径の測定については、JIS K5600-2-5;1999に準拠した方法で行い、100μmグライドゲージで三本目を測定した。
(字消しの調製)
下記組成を有する母材と、下記に示す多孔質フォームとを用いて実施例1に係る字消しを調製した。なお、後述する粒子径の測定については、JIS K5600-2-5;1999に準拠した方法で行い、100μmグライドゲージで三本目を測定した。
[母材]
(1)樹脂:ポリ塩化ビニル(商品名「ZEST P21」、新第一塩ビ株式会社製)(粒子径:55μm、重合度1550、K値75.1、粘度5300(mPa・s))31.0質量部
(2)可塑剤:ATBC(アセチルクエン酸トリブチル)48.0質量部
(3)充填剤:重質炭酸カルシウム(商品名「ライトン A-4」、備北粉化工業株式会社製)20.5重量部
(4)安定剤:
(4-1)マグネシウム-亜鉛系安定剤(Mg/Zn複合金属石鹸)(商品名「EMBILIZER R-23L」、東京ファインケミカル株式会社製)0.4質量部
(4-2)有機リン系安定剤(亜リン酸エステル)(商品名「EMBILIZER TC-110S」、東京ファインケミカル株式会社製)0.1質量部
(1)樹脂:ポリ塩化ビニル(商品名「ZEST P21」、新第一塩ビ株式会社製)(粒子径:55μm、重合度1550、K値75.1、粘度5300(mPa・s))31.0質量部
(2)可塑剤:ATBC(アセチルクエン酸トリブチル)48.0質量部
(3)充填剤:重質炭酸カルシウム(商品名「ライトン A-4」、備北粉化工業株式会社製)20.5重量部
(4)安定剤:
(4-1)マグネシウム-亜鉛系安定剤(Mg/Zn複合金属石鹸)(商品名「EMBILIZER R-23L」、東京ファインケミカル株式会社製)0.4質量部
(4-2)有機リン系安定剤(亜リン酸エステル)(商品名「EMBILIZER TC-110S」、東京ファインケミカル株式会社製)0.1質量部
[多孔質フォーム]
メラミンフォーム(商品名「バソテクト(Basotect)(登録商標)」(メラミンフォームの引張弾性率:0.22MPa、密度:9.0kg/m3)、BASF社製)
メラミンフォーム(商品名「バソテクト(Basotect)(登録商標)」(メラミンフォームの引張弾性率:0.22MPa、密度:9.0kg/m3)、BASF社製)
母材を構成する各成分を撹拌容器に投入し、均一になるまで撹拌することにより母材を調製した。所定の大きさ(60mm×23mm×10mm)にカットしたシート状のメラミンフォーム0.15質量部に対して、母材を20質量部含浸させた。メラミンフォームが母材を含浸した状態で、温度を120℃としてプレス圧10kgf/cm2(=98N/cm2)で10分間熱プレスし、母材を硬化させることにより字消しを調製した。
(実施例2)
用いる充填剤、安定剤、多孔質フォームの材質は、全て実施例1と同じとし、樹脂として、ポリ塩化ビニル(商品名「ZEST P22」、新第一塩ビ株式会社製)(粒子径:55μm、重合度1060、K値67.1、粘度3000(mPa・s))を用い、可塑剤としてDOAを用いた。そして、配合比率を表1に示す通りとした。また、熱プレスの温度を135℃とし、その他は実施例1と同様の調製方法で、実施例2に係る字消しを得た。
用いる充填剤、安定剤、多孔質フォームの材質は、全て実施例1と同じとし、樹脂として、ポリ塩化ビニル(商品名「ZEST P22」、新第一塩ビ株式会社製)(粒子径:55μm、重合度1060、K値67.1、粘度3000(mPa・s))を用い、可塑剤としてDOAを用いた。そして、配合比率を表1に示す通りとした。また、熱プレスの温度を135℃とし、その他は実施例1と同様の調製方法で、実施例2に係る字消しを得た。
(実施例3)
樹脂成分として用いるポリ塩化ビニルについて、粒子径が45μmであるものを用いた以外は実施例1と同様の手順にて配合比率を表2に示す通りとし、実施例3に係る字消しを得た。
樹脂成分として用いるポリ塩化ビニルについて、粒子径が45μmであるものを用いた以外は実施例1と同様の手順にて配合比率を表2に示す通りとし、実施例3に係る字消しを得た。
(実施例4)
樹脂成分として用いるポリ塩化ビニルについて、粒子径が63μmであるものを用いた以外は実施例1と同様の手順にて配合比率を表2に示す通りとし、実施例4に係る字消しを得た。
樹脂成分として用いるポリ塩化ビニルについて、粒子径が63μmであるものを用いた以外は実施例1と同様の手順にて配合比率を表2に示す通りとし、実施例4に係る字消しを得た。
(実施例5)
用いる樹脂、可塑剤、充填剤、安定剤、多孔質フォームの材質は、全て実施例1と同じとした。可塑剤の量を34.0重量部とし、他の素材の配合比率を表2に示す通りとした。その他は実施例1と同様の調製方法で、実施例5に係る字消しを得た。
用いる樹脂、可塑剤、充填剤、安定剤、多孔質フォームの材質は、全て実施例1と同じとした。可塑剤の量を34.0重量部とし、他の素材の配合比率を表2に示す通りとした。その他は実施例1と同様の調製方法で、実施例5に係る字消しを得た。
(実施例6)
用いる樹脂、可塑剤、充填剤、安定剤、多孔質フォームの材質は、全て実施例1と同じとした。可塑剤の量を40.0重量部とし、他の素材の配合比率を表2に示す通りとした。その他は実施例1と同様の調製方法で、実施例6に係る字消しを得た。
用いる樹脂、可塑剤、充填剤、安定剤、多孔質フォームの材質は、全て実施例1と同じとした。可塑剤の量を40.0重量部とし、他の素材の配合比率を表2に示す通りとした。その他は実施例1と同様の調製方法で、実施例6に係る字消しを得た。
(実施例7)
用いる樹脂、可塑剤、充填剤、安定剤、多孔質フォームの材質は、全て実施例1と同じとした。可塑剤の量を46.0重量部とし、他の素材の配合比率を表2に示す通りとした。その他は実施例1と同様の調製方法で、実施例7に係る字消しを得た。
用いる樹脂、可塑剤、充填剤、安定剤、多孔質フォームの材質は、全て実施例1と同じとした。可塑剤の量を46.0重量部とし、他の素材の配合比率を表2に示す通りとした。その他は実施例1と同様の調製方法で、実施例7に係る字消しを得た。
(実施例8)
用いる樹脂、可塑剤、充填剤、安定剤、多孔質フォームの材質は、全て実施例1と同じとした。可塑剤の量を50.0重量部とし、他の素材の配合比率を表2に示す通りとした。その他は実施例1と同様の調製方法で、実施例8に係る字消しを得た。
用いる樹脂、可塑剤、充填剤、安定剤、多孔質フォームの材質は、全て実施例1と同じとした。可塑剤の量を50.0重量部とし、他の素材の配合比率を表2に示す通りとした。その他は実施例1と同様の調製方法で、実施例8に係る字消しを得た。
(実施例9)
用いる樹脂、可塑剤、充填剤、安定剤、多孔質フォームの材質は、全て実施例2と同じとした。可塑剤の量を40.0重量部とし、他の素材の配合比率を表3に示す通りとした。その他は実施例1と同様の調製方法で、実施例9に係る字消しを得た。
用いる樹脂、可塑剤、充填剤、安定剤、多孔質フォームの材質は、全て実施例2と同じとした。可塑剤の量を40.0重量部とし、他の素材の配合比率を表3に示す通りとした。その他は実施例1と同様の調製方法で、実施例9に係る字消しを得た。
(実施例10)
用いる樹脂、可塑剤、充填剤、安定剤、多孔質フォームの材質は、全て実施例2と同じとした。可塑剤の量を48.0重量部とし、他の素材の配合比率を表3に示す通りとした。その他は実施例1と同様の調製方法で、実施例10に係る字消しを得た。
用いる樹脂、可塑剤、充填剤、安定剤、多孔質フォームの材質は、全て実施例2と同じとした。可塑剤の量を48.0重量部とし、他の素材の配合比率を表3に示す通りとした。その他は実施例1と同様の調製方法で、実施例10に係る字消しを得た。
(実施例11)
用いる可塑剤、充填剤、安定剤、多孔質フォームの材質は、全て実施例2と同じとした。樹脂としてポリ塩化ビニル(商品名「ZEST P21」、新第一塩ビ株式会社製)(平均粒子径:55μm、重合度1550、K値75.1、粘度5300(mPa・s))を用い、他の素材の配合比率を表3に示す通りとした。その他は実施例1と同様の調製方法で、実施例11に係る字消しを得た。
用いる可塑剤、充填剤、安定剤、多孔質フォームの材質は、全て実施例2と同じとした。樹脂としてポリ塩化ビニル(商品名「ZEST P21」、新第一塩ビ株式会社製)(平均粒子径:55μm、重合度1550、K値75.1、粘度5300(mPa・s))を用い、他の素材の配合比率を表3に示す通りとした。その他は実施例1と同様の調製方法で、実施例11に係る字消しを得た。
(実施例12)
用いる樹脂、充填剤、安定剤、多孔質フォームの材質は、全て実施例1と同じとした。可塑剤をATBCおよびDOAの2種類とし、ATBCの量を23.0質量部、DOAの量を23.0質量部とし、他の素材の配合比率を表3に示す通りとした。その他は実施例1と同様の調製方法で、実施例12に係る字消しを得た。
用いる樹脂、充填剤、安定剤、多孔質フォームの材質は、全て実施例1と同じとした。可塑剤をATBCおよびDOAの2種類とし、ATBCの量を23.0質量部、DOAの量を23.0質量部とし、他の素材の配合比率を表3に示す通りとした。その他は実施例1と同様の調製方法で、実施例12に係る字消しを得た。
(比較例1)
用いる樹脂、可塑剤、充填剤、安定剤は、全て実施例1と同じとし、多孔質フォームを使用しなかった以外は実施例1と同様の調製方法で、比較例1に係る字消しを得た。
用いる樹脂、可塑剤、充填剤、安定剤は、全て実施例1と同じとし、多孔質フォームを使用しなかった以外は実施例1と同様の調製方法で、比較例1に係る字消しを得た。
(比較例2)
用いる樹脂、可塑剤、充填剤、安定剤は、全て実施例2と同じとし、多孔質フォームを使用しなかった以外は実施例2と同様の調製方法で、比較例2に係る字消しを得た。
用いる樹脂、可塑剤、充填剤、安定剤は、全て実施例2と同じとし、多孔質フォームを使用しなかった以外は実施例2と同様の調製方法で、比較例2に係る字消しを得た。
[物性の測定および特性の評価]
字消しの各物性は、以下のような手順により測定し、特性を評価した。
字消しの各物性は、以下のような手順により測定し、特性を評価した。
[引張弾性率]
標線間距離30mmのダンベル状に字消し10を打ち抜き、引張試験用の試験片を作製した。作成した試験片を用い、JIS K 6251に準拠した方法で引張弾性率(MPa)を測定した。
標線間距離30mmのダンベル状に字消し10を打ち抜き、引張試験用の試験片を作製した。作成した試験片を用い、JIS K 6251に準拠した方法で引張弾性率(MPa)を測定した。
[字消し特性の評価]
次に、一般的な字消しとしての特性を評価した。特性としては、消字率(%)を評価した。評価手順は、以下の通りである。
次に、一般的な字消しとしての特性を評価した。特性としては、消字率(%)を評価した。評価手順は、以下の通りである。
[消字率]
消字率は、JSI S 6050:2002 6.4に準拠した以下の手順に沿って測定した。
消字率は、JSI S 6050:2002 6.4に準拠した以下の手順に沿って測定した。
(1)字消しを厚さ5mmの板状に切り、着色紙と接触する先端部分を半径6mmの円弧に仕上げたものを試験片とした。
(2)画線機を用いて、JIS S 6006に規定する鉛筆のHBと、坪量90g/m2以上、白色度75%以上の上質紙を使用して着色紙を作製した。この着色紙に対して、試験片を垂直に、かつ着色線に対して直角になるように接触させた。この状態で、試験片におもりとホルダの質量の和が0.5kgとなるようにおもりを載せ、150±10cm/min.の速さで着色部を4往復摩消させた。
(3)濃度計によって、着色紙の非着色部分の濃度を0として、着色部および摩消部の濃度をそれぞれ測定した。
(4)消字率は、次の式によって算出し、3回の平均値を求めた。
消字率(%)=(1-(摩消部の濃度)÷(着色部の濃度))×100



(結果)
実施例1、実施例2、実施例3、実施例4、実施例5、実施例6、実施例7、実施例8、実施例9、実施例10、実施例11および実施例12は本願発明の範囲に属する字消しの例である。比較例1、および比較例2は、本願発明の範囲に属さない字消しの例である。具体的には、比較例1、および比較例2は、それぞれ実施例1、および実施例2に対応し、字消しの構成中に多孔質フォームを含まない例である。
実施例1、実施例2、実施例3、実施例4、実施例5、実施例6、実施例7、実施例8、実施例9、実施例10、実施例11および実施例12は本願発明の範囲に属する字消しの例である。比較例1、および比較例2は、本願発明の範囲に属さない字消しの例である。具体的には、比較例1、および比較例2は、それぞれ実施例1、および実施例2に対応し、字消しの構成中に多孔質フォームを含まない例である。
実施例1~実施例12を参照して、実施例1、実施例2、実施例4、実施例5、実施例6、実施例7、実施例9および実施例11の引張弾性率は、0.80MPa以上、さらには実施例1、実施例2、実施例4、実施例5、実施例6、実施例9および実施例11の引張弾性率は0.83MPa以上であり、いわゆる高強度である。そして、実施例3、実施例8、実施例10および実施例12についても、引張弾性率は0.60MPa以上であり、十分な強度を有している。また、消字率についても高く、実施例1、実施例2、実施例3、実施例4、実施例6、実施例7、実施例8、実施例10、実施例11および実施例12の消字率は90%以上である。そして、実施例5および実施例9についても、消字率は80%以上であり、十分に高い。
これに対し、比較例1、および比較例2については、消字率は、それぞれ90%を超えるものの、多孔質フォームを含まないため、それぞれ引張弾性率が低く、0.60MPa以下、具体的には、0.55MPa以下である。
以上より、本願発明に係る字消しによれば、高い弾性率、および高い消字率を実現することができる。
なお、実施例1、実施例3および実施例4について、ポリ塩化ビニルの粒子径を変更したものを用いている。これらは全て良好な評価を得ている。ここで、ポリ塩化ビニルの粒子径が大き過ぎると、例えば100μmよりも大きいと、得られる字消しのゲル硬度は低くなる傾向にある。また、得られる字消しの特性として柔らかく、使用時に大きく崩れる傾向にある。さらに、得られる字消しの表面に粒状の塊が現れて、見た目としても好ましくない傾向にある。一方、ポリ塩化ビニルの粒子径が小さ過ぎると、例えば20μmよりも小さいと、得られる字消しとしてのゲル硬度は高くなる傾向にある。また、得られる字消しの特性として硬くなり、使用時に粉っぽく崩れる傾向にある。また、使用後における消し屑が非常に細かくなり、周囲の環境を汚染する傾向にある。さらに使用後における字消しの表面も汚染される傾向にある。よって、ポリ塩化ビニルの粒子径については、20μm以上100μm以下とすれば、好ましい形態で上記字消しを製造することが容易となる。ポリ塩化ビニルの粒子径を実施例1、実施例3、実施例4に示すように45μm以上63μm以下とすることにより、より確実に好ましい形態で上記字消しを製造することができる。
また、用いる多孔質フォームについて、多孔質フォームが非常に柔らかく密度が粗い、すなわち、多孔質フォームに形成される隙間が大きくなると、製造時において毛細管現象を利用した含浸の効果を十分に得にくい。よって、多孔質フォームの内部に溶融させた樹脂成分が含浸しにくくなる傾向にある。また、得られる字消しの特性としていわゆるコシがなく、曲がりやすい傾向にある。また、使用時に字消しの摩耗が細かく崩れず大きく崩れる傾向にある。さらに、得られた字消しの内部に空隙が生じやすくなる傾向にある。一方、多孔質フォームが非常に硬く密度が高い、すなわち、多孔質フォームに形成される隙間が小さくなると、製造時において多孔質フォームの内部に溶融させた樹脂成分を含浸しにくくなる傾向にある。また、得られた字消しについて、使用時の字消しの摩耗量が少なくなり、新しい面が出にくく、消去性が劣る傾向にある。よって、多孔質フォームの密度を、例えば3.5kg/m3以上12.0kg/m3以下とすることにより、製造時および使用時において好ましい形態とすることが容易になる。
今回開示された実施の形態はすべての点で例示であって、どのような面からも制限的なものではないと理解されるべきである。本発明の範囲は上記した説明ではなく、請求の範囲によって規定され、請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
この発明に係る字消しは、高い弾性率、および高い消字率が要求される場合に、特に有効に利用される。
10 字消し、20 カバー、100 母材、200 多孔質フォーム。
Claims (8)
- 樹脂成分およびエラストマー成分のうちの少なくともいずれか一方と、可塑剤と、を含有する母材と、
前記母材が含浸される樹脂性の多孔質フォームと、を含み、
前記可塑剤のSP値は、8.3以上10以下である、字消し。 - 前記多孔質フォームは、メラミンフォームである、請求項1に記載の字消し。
- 前記可塑剤は、ATBC(アセチルクエン酸トリブチル)およびDOA(ジ-2-エチルヘキシルアジペート)のうち少なくともいずれか一方を含む、請求項1または請求項2に記載の字消し。
- 前記母材は、前記樹脂成分としてのポリ塩化ビニル樹脂と前記可塑剤と充填剤と安定剤とからなり、
前記可塑剤は、前記ATBCのみからなる、請求項1~請求項3のいずれか1項に記載の字消し。 - 前記母材は、前記樹脂成分としてのポリ塩化ビニル樹脂と前記可塑剤と充填剤と安定剤とからなり、
前記可塑剤は、前記DOAのみからなる、請求項1~請求項3のいずれか1項に記載の字消し。 - 前記樹脂成分およびエラストマー成分のうちの少なくともいずれか一方は、25.0質量%以上45.0質量%以下であり、
前記可塑剤の含有比率は、35.0質量%以上55.0質量%未満である、請求項1~請求項5のいずれか1項に記載の字消し。 - 前記多孔質フォームの引張弾性率は、0.05MPa以上0.4MPa以下である、請求項1~請求項6のいずれか1項に記載の字消し。
- 前記多孔質フォームの密度は、3.5kg/m3以上12.0kg/m3以下である、請求項1~請求項7のいずれか1項に記載の字消し。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020207016416A KR20200096925A (ko) | 2017-12-12 | 2018-12-11 | 지우개 |
| DE112018006301.1T DE112018006301T5 (de) | 2017-12-12 | 2018-12-11 | Radiergummi |
| CN201880078784.6A CN111433042A (zh) | 2017-12-12 | 2018-12-11 | 橡皮擦 |
| JP2019523883A JPWO2019117126A1 (ja) | 2017-12-12 | 2018-12-11 | 字消し |
| US16/766,316 US20200369869A1 (en) | 2017-12-12 | 2018-12-11 | Eraser |
| JP2021168391A JP2022009115A (ja) | 2017-12-12 | 2021-10-13 | 字消し |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-238081 | 2017-12-12 | ||
| JP2017238081 | 2017-12-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019117126A1 true WO2019117126A1 (ja) | 2019-06-20 |
Family
ID=66820854
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/045452 WO2019117126A1 (ja) | 2017-12-12 | 2018-12-11 | 字消し |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20200369869A1 (ja) |
| JP (2) | JPWO2019117126A1 (ja) |
| KR (1) | KR20200096925A (ja) |
| CN (1) | CN111433042A (ja) |
| DE (1) | DE112018006301T5 (ja) |
| TW (1) | TW201940581A (ja) |
| WO (1) | WO2019117126A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020262116A1 (ja) * | 2019-06-24 | 2020-12-30 | 株式会社サクラクレパス | 字消し |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3131456A1 (de) * | 1981-08-08 | 1983-02-24 | Fa. J.S. Staedtler, 8500 Nürnberg | Radiergummi mit mischungsbedingter charakteristik und verfahren zu dessen herstellung |
| JPH08258493A (ja) * | 1995-03-20 | 1996-10-08 | Mitsubishi Pencil Co Ltd | 字消し材 |
| JPH0966699A (ja) * | 1995-08-30 | 1997-03-11 | Pentel Kk | 消しゴム |
| JP2001138688A (ja) * | 1999-08-30 | 2001-05-22 | Rabitsuto Kk | 字消し及びその製造方法 |
| JP2006027151A (ja) * | 2004-07-20 | 2006-02-02 | Sakura Color Prod Corp | 消しゴム及びその製造方法。 |
| WO2012128337A1 (ja) * | 2011-03-24 | 2012-09-27 | 株式会社サクラクレパス | プラスチック消しゴム、それを含むプラスチック消しゴム複合体及びその製造方法 |
| JP2014008773A (ja) * | 2012-07-03 | 2014-01-20 | Sakura Color Products Corp | 字消し |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2837159C2 (de) | 1978-08-25 | 1980-03-13 | Fa. J.S. Staedtler, 8500 Nuernberg | Radiergummi und Verfahren zu dessen Herstellung |
| CN1079481A (zh) * | 1992-05-30 | 1993-12-15 | 吴麟书 | 具橡皮擦功用的粘土及其制法 |
| US7316841B1 (en) * | 1999-08-30 | 2008-01-08 | Sakura Color Products Corporation | Eraser |
| JP3753967B2 (ja) * | 2001-09-28 | 2006-03-08 | 株式会社シード | 字消し |
| JP4570174B2 (ja) * | 2008-02-19 | 2010-10-27 | 株式会社トンボ鉛筆 | 字消し |
| JP2010167717A (ja) * | 2009-01-23 | 2010-08-05 | Pentel Corp | 消しゴムの製造方法 |
| CN106398047A (zh) * | 2016-09-28 | 2017-02-15 | 上海兆方文具有限公司 | 一种透明橡皮擦 |
-
2018
- 2018-12-11 DE DE112018006301.1T patent/DE112018006301T5/de not_active Withdrawn
- 2018-12-11 WO PCT/JP2018/045452 patent/WO2019117126A1/ja active Application Filing
- 2018-12-11 KR KR1020207016416A patent/KR20200096925A/ko unknown
- 2018-12-11 JP JP2019523883A patent/JPWO2019117126A1/ja active Pending
- 2018-12-11 CN CN201880078784.6A patent/CN111433042A/zh active Pending
- 2018-12-11 US US16/766,316 patent/US20200369869A1/en not_active Abandoned
- 2018-12-12 TW TW107144686A patent/TW201940581A/zh unknown
-
2021
- 2021-10-13 JP JP2021168391A patent/JP2022009115A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3131456A1 (de) * | 1981-08-08 | 1983-02-24 | Fa. J.S. Staedtler, 8500 Nürnberg | Radiergummi mit mischungsbedingter charakteristik und verfahren zu dessen herstellung |
| JPH08258493A (ja) * | 1995-03-20 | 1996-10-08 | Mitsubishi Pencil Co Ltd | 字消し材 |
| JPH0966699A (ja) * | 1995-08-30 | 1997-03-11 | Pentel Kk | 消しゴム |
| JP2001138688A (ja) * | 1999-08-30 | 2001-05-22 | Rabitsuto Kk | 字消し及びその製造方法 |
| JP2006027151A (ja) * | 2004-07-20 | 2006-02-02 | Sakura Color Prod Corp | 消しゴム及びその製造方法。 |
| WO2012128337A1 (ja) * | 2011-03-24 | 2012-09-27 | 株式会社サクラクレパス | プラスチック消しゴム、それを含むプラスチック消しゴム複合体及びその製造方法 |
| JP2014008773A (ja) * | 2012-07-03 | 2014-01-20 | Sakura Color Products Corp | 字消し |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020262116A1 (ja) * | 2019-06-24 | 2020-12-30 | 株式会社サクラクレパス | 字消し |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111433042A (zh) | 2020-07-17 |
| DE112018006301T5 (de) | 2020-10-15 |
| JPWO2019117126A1 (ja) | 2019-12-19 |
| TW201940581A (zh) | 2019-10-16 |
| US20200369869A1 (en) | 2020-11-26 |
| KR20200096925A (ko) | 2020-08-14 |
| JP2022009115A (ja) | 2022-01-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7341635B2 (en) | Eraser | |
| JP6674181B2 (ja) | 字消し | |
| EP2093074B1 (en) | Eraser | |
| TWI527712B (zh) | 塑膠橡皮擦、含有該塑膠橡皮擦之塑膠橡皮擦複合體及其製造方法 | |
| WO2019117126A1 (ja) | 字消し | |
| JP3835732B2 (ja) | 字消し及びその製造方法 | |
| WO2019117125A1 (ja) | 字消し | |
| WO2020262116A1 (ja) | 字消し | |
| JP4563105B2 (ja) | 消し具 | |
| JP2011251432A (ja) | 消しゴム組成物 | |
| JP7450878B2 (ja) | 字消し | |
| JP2011110894A (ja) | 消しゴム | |
| JP7394447B2 (ja) | 字消し | |
| JP2646217B2 (ja) | 消ゴムおよびその製造方法 | |
| JP2015091649A (ja) | 消しゴムおよびその製造方法 | |
| JP2006027151A (ja) | 消しゴム及びその製造方法。 | |
| JP2572614B2 (ja) | 消ゴムおよびその製造方法 | |
| JP2010228220A (ja) | 油性マーカー用消しゴム、消しゴム付き油性マーカー、あるいは、消しゴム入り油性マーカーセット | |
| JPH0971096A (ja) | 消しゴム | |
| JP4885284B2 (ja) | 字消し | |
| JP2008194914A (ja) | プラスチック字消し |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019523883 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18887949 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 18887949 Country of ref document: EP Kind code of ref document: A1 |