WO2019097994A1 - 酸性ガス分離膜シート及びその製造方法 - Google Patents
酸性ガス分離膜シート及びその製造方法 Download PDFInfo
- Publication number
- WO2019097994A1 WO2019097994A1 PCT/JP2018/040089 JP2018040089W WO2019097994A1 WO 2019097994 A1 WO2019097994 A1 WO 2019097994A1 JP 2018040089 W JP2018040089 W JP 2018040089W WO 2019097994 A1 WO2019097994 A1 WO 2019097994A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- separation membrane
- gas separation
- layer
- hydrophilic resin
- membrane sheet
- Prior art date
Links
- 239000012528 membrane Substances 0.000 title claims abstract description 257
- 238000000926 separation method Methods 0.000 title claims abstract description 251
- 230000002378 acidificating effect Effects 0.000 title claims abstract description 81
- 238000004519 manufacturing process Methods 0.000 title claims description 49
- 239000011342 resin composition Substances 0.000 claims abstract description 188
- 239000010410 layer Substances 0.000 claims description 356
- 239000007788 liquid Substances 0.000 claims description 186
- 239000002253 acid Substances 0.000 claims description 144
- 238000000034 method Methods 0.000 claims description 61
- 229920005989 resin Polymers 0.000 claims description 50
- 239000011347 resin Substances 0.000 claims description 50
- 238000001035 drying Methods 0.000 claims description 48
- 230000008569 process Effects 0.000 claims description 43
- 230000005856 abnormality Effects 0.000 claims description 37
- 238000003384 imaging method Methods 0.000 claims description 32
- -1 polyethylene Polymers 0.000 claims description 29
- 239000011247 coating layer Substances 0.000 claims description 21
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 21
- 239000012466 permeate Substances 0.000 claims description 16
- 238000010030 laminating Methods 0.000 claims description 15
- 239000000126 substance Substances 0.000 claims description 11
- 239000004734 Polyphenylene sulfide Substances 0.000 claims description 9
- 239000004743 Polypropylene Substances 0.000 claims description 9
- 230000007613 environmental effect Effects 0.000 claims description 9
- 229920000069 polyphenylene sulfide Polymers 0.000 claims description 9
- 229920001155 polypropylene Polymers 0.000 claims description 9
- 238000007599 discharging Methods 0.000 claims description 7
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 claims description 4
- 239000004696 Poly ether ether ketone Substances 0.000 claims description 4
- 239000004697 Polyetherimide Substances 0.000 claims description 4
- 239000004698 Polyethylene Substances 0.000 claims description 4
- 239000011737 fluorine Substances 0.000 claims description 4
- 229910052731 fluorine Inorganic materials 0.000 claims description 4
- 229920002492 poly(sulfone) Polymers 0.000 claims description 4
- 229920002530 polyetherether ketone Polymers 0.000 claims description 4
- 229920001601 polyetherimide Polymers 0.000 claims description 4
- 229920000573 polyethylene Polymers 0.000 claims description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 4
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 4
- 239000004642 Polyimide Substances 0.000 claims description 3
- 239000004793 Polystyrene Substances 0.000 claims description 3
- 229920001721 polyimide Polymers 0.000 claims description 3
- 239000004695 Polyether sulfone Substances 0.000 claims description 2
- 229920006393 polyether sulfone Polymers 0.000 claims description 2
- 229920002223 polystyrene Polymers 0.000 claims description 2
- 239000007789 gas Substances 0.000 description 329
- 238000003756 stirring Methods 0.000 description 45
- 238000000576 coating method Methods 0.000 description 30
- 239000011248 coating agent Substances 0.000 description 28
- 239000002994 raw material Substances 0.000 description 24
- 239000000463 material Substances 0.000 description 20
- 238000005259 measurement Methods 0.000 description 20
- 238000001514 detection method Methods 0.000 description 19
- 238000007689 inspection Methods 0.000 description 19
- 238000001914 filtration Methods 0.000 description 18
- 239000012298 atmosphere Substances 0.000 description 15
- 238000002360 preparation method Methods 0.000 description 13
- 238000006243 chemical reaction Methods 0.000 description 12
- 238000004804 winding Methods 0.000 description 12
- 239000000853 adhesive Substances 0.000 description 11
- 239000000356 contaminant Substances 0.000 description 11
- 238000012360 testing method Methods 0.000 description 11
- 230000001070 adhesive effect Effects 0.000 description 10
- 238000004132 cross linking Methods 0.000 description 10
- 229920000642 polymer Polymers 0.000 description 10
- 239000004094 surface-active agent Substances 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 9
- 239000003431 cross linking reagent Substances 0.000 description 8
- 238000007872 degassing Methods 0.000 description 8
- 238000003475 lamination Methods 0.000 description 8
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- 239000000178 monomer Substances 0.000 description 7
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 6
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 6
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 6
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 6
- 230000002209 hydrophobic effect Effects 0.000 description 6
- MWUXSHHQAYIFBG-UHFFFAOYSA-N nitrogen oxide Inorganic materials O=[N] MWUXSHHQAYIFBG-UHFFFAOYSA-N 0.000 description 6
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 6
- 239000004810 polytetrafluoroethylene Substances 0.000 description 6
- 239000011148 porous material Substances 0.000 description 6
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 6
- 229920002125 Sokalan® Polymers 0.000 description 5
- 238000009792 diffusion process Methods 0.000 description 5
- 230000035699 permeability Effects 0.000 description 5
- 239000004584 polyacrylic acid Substances 0.000 description 5
- 238000007789 sealing Methods 0.000 description 5
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 4
- 230000002159 abnormal effect Effects 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 239000007809 chemical reaction catalyst Substances 0.000 description 4
- 238000006703 hydration reaction Methods 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 230000037303 wrinkles Effects 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 3
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 229910052783 alkali metal Inorganic materials 0.000 description 3
- 229910002092 carbon dioxide Inorganic materials 0.000 description 3
- 239000001569 carbon dioxide Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 230000001747 exhibiting effect Effects 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 230000002441 reversible effect Effects 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- MYRTYDVEIRVNKP-UHFFFAOYSA-N 1,2-Divinylbenzene Chemical compound C=CC1=CC=CC=C1C=C MYRTYDVEIRVNKP-UHFFFAOYSA-N 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- 239000002033 PVDF binder Substances 0.000 description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 2
- 229920002845 Poly(methacrylic acid) Polymers 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 2
- JJWKPURADFRFRB-UHFFFAOYSA-N carbonyl sulfide Chemical compound O=C=S JJWKPURADFRFRB-UHFFFAOYSA-N 0.000 description 2
- 238000009833 condensation Methods 0.000 description 2
- 230000005494 condensation Effects 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 230000008014 freezing Effects 0.000 description 2
- 238000007710 freezing Methods 0.000 description 2
- 239000001257 hydrogen Substances 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 2
- 238000005286 illumination Methods 0.000 description 2
- 238000005342 ion exchange Methods 0.000 description 2
- 229920003145 methacrylic acid copolymer Polymers 0.000 description 2
- 229940117841 methacrylic acid copolymer Drugs 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 229920002620 polyvinyl fluoride Polymers 0.000 description 2
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- XTQHKBHJIVJGKJ-UHFFFAOYSA-N sulfur monoxide Chemical class S=O XTQHKBHJIVJGKJ-UHFFFAOYSA-N 0.000 description 2
- 229910052723 transition metal Chemical class 0.000 description 2
- 150000003624 transition metals Chemical class 0.000 description 2
- 230000007723 transport mechanism Effects 0.000 description 2
- TYMYJUHDFROXOO-UHFFFAOYSA-N 1,3-bis(prop-2-enoxy)-2,2-bis(prop-2-enoxymethyl)propane Chemical compound C=CCOCC(COCC=C)(COCC=C)COCC=C TYMYJUHDFROXOO-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- MFGOFGRYDNHJTA-UHFFFAOYSA-N 2-amino-1-(2-fluorophenyl)ethanol Chemical compound NCC(O)C1=CC=CC=C1F MFGOFGRYDNHJTA-UHFFFAOYSA-N 0.000 description 1
- MUZDXNQOSGWMJJ-UHFFFAOYSA-N 2-methylprop-2-enoic acid;prop-2-enoic acid Chemical compound OC(=O)C=C.CC(=C)C(O)=O MUZDXNQOSGWMJJ-UHFFFAOYSA-N 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- NOWKCMXCCJGMRR-UHFFFAOYSA-N Aziridine Chemical compound C1CN1 NOWKCMXCCJGMRR-UHFFFAOYSA-N 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical compound S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 1
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 229920012266 Poly(ether sulfone) PES Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 238000007754 air knife coating Methods 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 150000001299 aldehydes Chemical class 0.000 description 1
- 229910000288 alkali metal carbonate Inorganic materials 0.000 description 1
- 150000008041 alkali metal carbonates Chemical class 0.000 description 1
- 150000008044 alkali metal hydroxides Chemical class 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 150000005215 alkyl ethers Chemical class 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- FFBHFFJDDLITSX-UHFFFAOYSA-N benzyl N-[2-hydroxy-4-(3-oxomorpholin-4-yl)phenyl]carbamate Chemical compound OC1=C(NC(=O)OCC2=CC=CC=C2)C=CC(=C1)N1CCOCC1=O FFBHFFJDDLITSX-UHFFFAOYSA-N 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- FJDQFPXHSGXQBY-UHFFFAOYSA-L caesium carbonate Chemical compound [Cs+].[Cs+].[O-]C([O-])=O FJDQFPXHSGXQBY-UHFFFAOYSA-L 0.000 description 1
- 229910000024 caesium carbonate Inorganic materials 0.000 description 1
- HUCVOHYBFXVBRW-UHFFFAOYSA-M caesium hydroxide Inorganic materials [OH-].[Cs+] HUCVOHYBFXVBRW-UHFFFAOYSA-M 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 229910052800 carbon group element Inorganic materials 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910052798 chalcogen Inorganic materials 0.000 description 1
- 150000001860 citric acid derivatives Chemical class 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000007607 die coating method Methods 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical compound C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 1
- 238000003618 dip coating Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- TXKMVPPZCYKFAC-UHFFFAOYSA-N disulfur monoxide Inorganic materials O=S=S TXKMVPPZCYKFAC-UHFFFAOYSA-N 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 150000002334 glycols Chemical class 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 239000012510 hollow fiber Substances 0.000 description 1
- 239000011796 hollow space material Substances 0.000 description 1
- 150000002431 hydrogen Chemical class 0.000 description 1
- IXCSERBJSXMMFS-UHFFFAOYSA-N hydrogen chloride Substances Cl.Cl IXCSERBJSXMMFS-UHFFFAOYSA-N 0.000 description 1
- 229910000041 hydrogen chloride Inorganic materials 0.000 description 1
- 230000003301 hydrolyzing effect Effects 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000007641 inkjet printing Methods 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 238000007759 kiss coating Methods 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- ZIUHHBKFKCYYJD-UHFFFAOYSA-N n,n'-methylenebisacrylamide Chemical compound C=CC(=O)NCNC(=O)C=C ZIUHHBKFKCYYJD-UHFFFAOYSA-N 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 239000012454 non-polar solvent Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229910052696 pnictogen Inorganic materials 0.000 description 1
- 239000002798 polar solvent Substances 0.000 description 1
- 229920002800 poly crotonic acid Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920002503 polyoxyethylene-polyoxypropylene Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000003586 protic polar solvent Substances 0.000 description 1
- 238000000746 purification Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 229940082569 selenite Drugs 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000004528 spin coating Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 230000005654 stationary process Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 229910052815 sulfur oxide Inorganic materials 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/22—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by diffusion
- B01D53/228—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by diffusion characterised by specific membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/10—Spiral-wound membrane modules
- B01D63/107—Specific properties of the central tube or the permeate channel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D67/00—Processes specially adapted for manufacturing semi-permeable membranes for separation processes or apparatus
- B01D67/0081—After-treatment of organic or inorganic membranes
- B01D67/0095—Drying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/02—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor characterised by their properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/1213—Laminated layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/1214—Chemically bonded layers, e.g. cross-linking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/14—Dynamic membranes
- B01D69/141—Heterogeneous membranes, e.g. containing dispersed material; Mixed matrix membranes
- B01D69/142—Heterogeneous membranes, e.g. containing dispersed material; Mixed matrix membranes with "carriers"
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/30—Polyalkenyl halides
- B01D71/32—Polyalkenyl halides containing fluorine atoms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/30—Polyalkenyl halides
- B01D71/32—Polyalkenyl halides containing fluorine atoms
- B01D71/36—Polytetrafluoroethene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/40—Polymers of unsaturated acids or derivatives thereof, e.g. salts, amides, imides, nitriles, anhydrides, esters
- B01D71/401—Polymers based on the polymerisation of acrylic acid, e.g. polyacrylate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/40—Polymers of unsaturated acids or derivatives thereof, e.g. salts, amides, imides, nitriles, anhydrides, esters
- B01D71/404—Polymers based on the polymerisation of crotonic acid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/322—Layered products comprising a layer of synthetic resin comprising polyolefins comprising halogenated polyolefins, e.g. PTFE
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/20—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of continuous webs only
- B32B37/203—One or more of the layers being plastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/16—Drying; Softening; Cleaning
- B32B38/164—Drying
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/0427—Coating with only one layer of a composition containing a polymer binder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/22—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by diffusion
- B01D2053/221—Devices
- B01D2053/223—Devices with hollow tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2256/00—Main component in the product gas stream after treatment
- B01D2256/24—Hydrocarbons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2257/00—Components to be removed
- B01D2257/50—Carbon oxides
- B01D2257/504—Carbon dioxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2323/00—Details relating to membrane preparation
- B01D2323/50—Control of the membrane preparation process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/36—Hydrophilic membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/38—Hydrophobic membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/50—Membrane in gel form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/16—Drying; Softening; Cleaning
- B32B38/164—Drying
- B32B2038/166—Removing moisture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/02—Cellular or porous
- B32B2305/026—Porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/728—Hydrophilic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/73—Hydrophobic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/60—In a particular environment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2327/00—Polyvinylhalogenides
- B32B2327/12—Polyvinylhalogenides containing fluorine
- B32B2327/18—PTFE, i.e. polytetrafluoroethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2333/00—Polymers of unsaturated acids or derivatives thereof
- B32B2333/04—Polymers of esters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2327/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers
- C08J2327/02—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment
- C08J2327/12—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C08J2327/18—Homopolymers or copolymers of tetrafluoroethylene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2333/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers
- C08J2333/02—Homopolymers or copolymers of acids; Metal or ammonium salts thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02C—CAPTURE, STORAGE, SEQUESTRATION OR DISPOSAL OF GREENHOUSE GASES [GHG]
- Y02C20/00—Capture or disposal of greenhouse gases
- Y02C20/40—Capture or disposal of greenhouse gases of CO2
Definitions
- the present invention relates to an acidic gas separation membrane sheet and a method for producing the same.
- An object of the present invention is to provide an acidic gas separation membrane sheet having excellent separation performance and a method for producing the same.
- the present invention provides an acidic gas separation membrane sheet shown below, a method for producing the same, and the like.
- An acidic gas separation membrane sheet that selectively permeates an acidic gas, wherein A first porous layer, a hydrophilic resin composition layer, and a second porous layer in this order, The second peel strength between the second porous layer and the hydrophilic resin composition layer is smaller than the first peel strength between the first porous layer and the hydrophilic resin composition layer, The acidic gas separation membrane sheet whose average value of said 2nd peeling strength is the range of 5 N / m or more and 500 N / m or less.
- the second porous layer is one selected from the group consisting of polyethylene, polypropylene, polystyrene, polyethylene terephthalate, fluorine-containing resin, polyether sulfone, polyphenylene sulfide, polysulfone, polyimide, polyether imide and polyether ether ketone
- a method for producing an acidic gas separation membrane sheet according to any one of [1] to [5], which Preparing a hydrophilic resin composition liquid for forming the hydrophilic resin composition layer; Applying the hydrophilic resin composition liquid on the first porous layer to form a liquid layer; Drying the liquid layer to form a coating layer on the first porous layer; Laminating the second porous layer on the coating layer to form a laminate;
- the step of confirming the abnormality is Imaging the liquid layer; And detecting the abnormality contained in at least one of the surface of the liquid layer and the inside of the liquid layer using the image obtained in the imaging step. Production method.
- the method further includes the step of providing a mark on at least one of the first porous layer and the second porous layer so that the region including the liquid layer in which the abnormality is detected can be recognized.
- a method for producing an acid gas separation membrane element including an acid gas separation membrane sheet The method for producing an acid gas separation membrane element, wherein the acid gas separation membrane sheet is an acid gas separation membrane sheet produced by the method for producing an acid gas separation membrane sheet according to [16].
- the acid gas separation membrane sheet of the present invention has excellent separation performance, by using the acid gas separation membrane sheet of the present invention, an acid gas separation membrane element and a separation membrane module having good separation performance can be produced. .
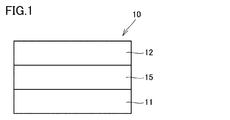
- FIG. 1 is a cross-sectional view showing an example of the acidic gas separation membrane sheet of the present invention.
- the acid gas separation membrane sheet 10 is, as shown in FIG.
- An acid gas separation membrane sheet 10 which selectively permeates an acid gas, wherein The first porous layer 11, the hydrophilic resin composition layer 15, and the second porous layer 12 in this order,
- the second peel strength between the second porous layer 12 and the hydrophilic resin composition layer 15 is smaller than the first peel strength between the first porous layer 11 and the hydrophilic resin composition layer 15,
- the average value of the second peel strengths is in the range of 5 N / m to 500 N / m.
- the average value of the second peel strength between the second porous layer 12 and the hydrophilic resin composition layer 15 is 5 N / m or more, preferably 10 N / m or more, and 25 N / m or more. Is more preferable, and usually 500 N / m or less.
- the second peel strength is in the above range, as described later, since the hydrophilic resin composition layer 15 and the second porous layer 12 are bonded with sufficient adhesive strength, the acid gas separation membrane sheet 10 is Even when wound into a roll or processed into a spiral type gas separation membrane element, it can have good separation performance in the gas membrane separation process.
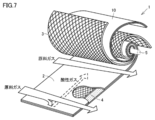
- the average value of the second peel strength is a value calculated from the time-lapse data of the peel strength obtained by the peel tester. Specifically, the average value of the second peel strength is determined by measuring a 25 mm ⁇ 100 mm sample for measurement, which has been cut out of the acid gas separation membrane sheet 10, for at least 2 hours under an environment of temperature 25 ° C. and humidity 50% RH. After placing, it was attached to the peeling tester, and the time-lapse data of peeling strength measured under the condition of peeling angle 180 degree and peeling speed 300 mm / min, average peeling strength value between 5 seconds after measurement start and 15 seconds after the measurement start Value.
- the ratio (standard deviation / average value) of the standard deviation of the second peel strength between the second porous layer 12 and the hydrophilic resin composition layer 15 in the acidic gas separation membrane sheet 10 to the average value of the second peel strength is Preferably, it is less than 0.5.
- the ratio (standard deviation / average value) of the second peel strength is preferably less than 0.5, more preferably 0.2 or less, still more preferably 0.1 or less, and usually 0 Greater than.
- the smaller the ratio (standard deviation / average value) of the second peel strength indicates that the hydrophilic resin composition layer 15 and the second porous layer 12 adhere with uniform adhesive strength over the entire surface.
- an adhesion failure portion exists between the hydrophilic resin composition layer 15 and the second porous layer 12, and the hydrophilic resin composition layer It shows that the adhesive strength between the second porous layer 12 and the second porous layer 12 is not uniform.
- the ratio of the standard deviation of the second peel strength to the average value of the second peel strength is a measurement sample of size 25 mm ⁇ 100 mm cut out from the acid gas separation membrane sheet 10 at a temperature of 25 ° C. And after leaving it for 2 hours or more in the environment of humidity 50% RH, it attaches to the peeling tester and it measures 5 seconds after the measurement start about the time-lapse data of peeling strength measured under the conditions of peeling angle 180 degree and peeling speed 300mm / min.
- the acidic gas separation membrane sheet 10 may be processed into a so-called spiral shape and used for a gas separation membrane element.
- the acid gas separation membrane sheet 10 may be wound into a roll during the manufacturing process, and the acid gas separation membrane sheet 10 wound into the roll may be unwound to form a flat sheet other than the spiral type described above. It may be processed into a membrane type, pleated type, plate-and-frame type gas separation membrane element or the like.
- the acid gas separation membrane sheet 10 of the present embodiment has good separation performance in the gas membrane separation process even when the acid gas separation membrane sheet is wound into a roll or processed into a spiral type gas separation membrane element be able to.
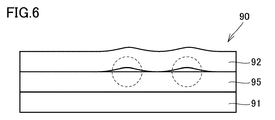
- the acid gas separation membrane sheet 90 having a second peel strength of less than 5 N / m and the above-mentioned ratio (standard deviation / average value) of the second peel strength of 0.5 or more is used for the gas membrane separation process. At that time, an acid gas separation membrane sheet having poor separation performance may be present.
- the cause is (I) In the acid gas separation membrane sheet 90 having poor separation performance, wrinkles are generated in the second porous layer 92, (Ii) In this case, when the second porous layer 92 and the hydrophilic resin composition layer 95 are not adhered with sufficient adhesive strength, and the second porous layer 92 is laminated, the hydrophilic resin composition layer The hydrophilic resin composition layer 95 and the second porous layer 92 do not adhere uniformly over the entire surface due to air bubble marks formed on the surface of the surface 95 or pores remaining inside, and a portion surrounded by a broken line in FIG.
- the adhesion failure is caused by the friction load between the sheets and the like caused by winding when it is wound into a roll or processed into a spiral type gas separation membrane element In the portion, a slip is generated between the hydrophilic resin composition layer 95 and the second porous layer 92, and wrinkles are easily generated in the second porous layer 92;
- V It is considered that depressions and holes are generated in the hydrophilic resin composition layer 95 due to the wrinkles generated in the above (iii) and (iv), and as a result, good separation performance can not be obtained in the gas membrane separation process.
- the average value of the second peel strength is less than 5 N / m, and adhesion failure is caused. It is considered that the above ratio (standard deviation / average value) of the second peel strength is 0.5 or more because it has a portion.
- the average value of the second peeling strength is 5 N / m or more, and the above ratio (standard deviation / average value) of the second peeling strength is less than 0.5. Therefore, it is thought that the hydrophilic resin composition layer 15 and the second porous layer 12 adhere uniformly over the entire surface, and the occurrence of the adhesion failure portion is suppressed.
- the acid gas separation membrane sheet 10 is provided in a gas separation membrane element described later for separating an acid gas from a source gas, and is an acid which selectively transmits the acid gas to separate the acid gas contained in the source gas. It has gas selective permeability.
- the acid gas refers to carbon dioxide (CO 2 ), hydrogen sulfide (H 2 S), carbonyl sulfide, sulfur oxides (SO x ), nitrogen oxides (NO x ), hydrogen halides such as hydrogen chloride, and the like.
- the source gas means a gas supplied to the gas separation membrane element, and the source gas contains at least an acid gas.
- the dissolution and diffusion mechanism is a mechanism that separates the acid gas using the difference in the solubility of the gas component contained in the source gas to the film material and the difference in the diffusion coefficient of the gas component contained in the source gas in the film. It is.
- the facilitated transport mechanism the acid gas contained in the raw material gas and the substance reversibly reacting with the acid gas contained in the film material (hereinafter sometimes referred to as "acid gas carrier") are produced by reaction. It is a mechanism that forms a substance to promote the permeation of acid gas.
- the acid gas is CO 2
- the acid gas carrier CO 2 carrier
- cesium carbonate Cs 2 CO 3
- the symbol “ ⁇ ” in the reaction formula (1) indicates that this reaction is a reversible reaction.
- the hydrophilic resin composition layer 15 has gas selective permeability that allows the acid gas to selectively pass through the acid gas separation membrane sheet 10.
- the hydrophilic resin composition layer 15 is a gel-like layer, and contains at least a hydrophilic resin and a substance that reversibly reacts with an acid gas (acid gas carrier).
- the hydrophilic resin composition layer 15 may contain an additive other than the hydrophilic resin and the acidic gas carrier, as necessary.
- the thickness of the hydrophilic resin composition layer 15 may be appropriately selected depending on the separation performance required for the acidic gas separation membrane sheet 10, but generally, it is preferably in the range of 0.1 ⁇ m to 600 ⁇ m, and 0.5 ⁇ m to 400 ⁇ m. Is more preferably in the range of 1 ⁇ m to 200 ⁇ m.
- the acidic gas separation membrane sheet 10 have a gel-like hydrophilic resin composition layer containing a hydrophilic resin having a hydrophilic group such as a hydroxyl group or an ion exchange group. It is more preferable to include a crosslinkable hydrophilic resin which exhibits high water retentivity by having a network structure by cross-linking of molecular chains of the hydrophilic resin. Since a pressure difference is applied to the acid gas separation membrane sheet 10 as a driving force for the acid gas to permeate through the acid gas separation membrane sheet 10, the pressure resistance is also required from the acid gas separation membrane sheet 10. It is preferable to use a hydrophilic resin containing a crosslinkable hydrophilic resin.
- the polymer forming the hydrophilic resin preferably has, for example, a structural unit derived from an acrylic acid alkyl ester, a methacrylic acid alkyl ester, a vinyl ester of a fatty acid, or a derivative thereof.
- Examples of such a polymer exhibiting hydrophilicity include polymers formed by polymerizing monomers such as acrylic acid, itaconic acid, crotonic acid, methacrylic acid and vinyl acetate, and specifically, ion exchange groups A polyacrylic acid-based resin having a carboxyl group, a polyitaconic acid-based resin, a polycrotonic acid-based resin, a polymethacrylic acid-based resin, a polyvinyl alcohol-based resin having a hydroxyl group, etc.
- Examples include polymer based resins, acrylic acid-methacrylic acid copolymer based resins, acrylic acid-methyl methacrylate copolymer based resins, and methacrylic acid-methyl methacrylate copolymer based resins.
- a polyacrylic acid resin which is a polymer of acrylic acid
- a polymethacrylic acid resin which is a polymer of methacrylic acid
- a polyvinyl alcohol resin which is obtained by hydrolyzing a polymer of vinyl acetate, methyl acrylate and vinyl acetate
- Acrylate-vinyl alcohol copolymer based resin obtained by saponifying a copolymer of acrylic acid, acrylic acid-methacrylic acid copolymer based resin which is a copolymer of acrylic acid and methacrylic acid
- polyacrylic acid, acrylic acid salt -Vinyl alcohol copolymer resin is more preferable.
- the crosslinkable hydrophilic resin may be prepared by reacting a polymer exhibiting hydrophilicity with a crosslinking agent, or a copolymer of a monomer serving as a raw material of the polymer exhibiting hydrophilicity and a crosslinkable monomer It may be prepared by The crosslinking agent or the crosslinking monomer is not particularly limited, and a conventionally known crosslinking agent or crosslinking monomer can be used.
- crosslinking agent for example, epoxy crosslinking agent, polyvalent glycidyl ether, polyhydric alcohol, polyvalent isocyanate, polyvalent aziridine, haloepoxy compound, polyvalent aldehyde, polyvalent amine, organic metal type crosslinking agent, metal type crosslinking agent, etc.
- cross-linking agents known in the art.
- examples of the crosslinking monomer include conventionally known crosslinking monomers such as divinylbenzene, N, N'-methylenebisacrylamide, trimethylolpropane triallyl ether, pentaerythritol tetraallyl ether and the like.
- crosslinking method for example, methods such as thermal crosslinking, ultraviolet crosslinking, electron beam crosslinking, radiation crosslinking, photocrosslinking, methods described in JP-A 2003-268009, JP-A 7-88171, etc. Conventionally known techniques can be used.
- a substance (acidic gas carrier) that reversibly reacts with an acidic gas is present in the hydrophilic resin composition layer 15 containing a hydrophilic resin, and is an acidic gas dissolved in water present in the hydrophilic resin composition layer 15
- the acid gas is selectively permeated by reacting reversibly with the acid.
- the hydrophilic resin composition layer 15 contains, as an acid gas carrier, at least one compound that reversibly reacts with the acid gas.
- the acidic gas carrier when the acidic gas is carbon dioxide, alkali metal carbonates, alkali metal bicarbonates, alkanolamines (for example, described in Japanese Patent No.
- alkali metal hydroxides For example, when the acid gas is a sulfur oxide, etc., as described in WO 2016/024523 etc., sulfur-containing compounds, citrates of alkali metals, and transition metal complexes (for example, JP 2879057 etc.)
- the acid gas is nitrogen oxide, alkali metal nitrites, transition metal complexes (for example, described in Japanese Patent No. 2879057) and the like can be mentioned.
- the hydrophilic resin composition layer 15 may contain, for example, an acid gas hydration reaction catalyst, a surfactant described later, and the like as an additive.
- the acid gas hydration reaction catalyst can improve the reaction rate of the acid gas and the acid gas carrier.
- an oxo acid compound is preferably contained, and an oxo acid compound of at least one element selected from the group consisting of Group 14 elements, Group 15 elements, and Group 16 elements It is more preferable to include at least one selected from the group consisting of a tellurite compound, a selenite compound, an arsenous acid compound, and an orthosilicate compound.
- the first porous layer 11 may be a layer to which the hydrophilic resin composition liquid for forming the hydrophilic resin composition layer 15 is applied, as described later.
- the first porous layer 11 is a gas component which selectively permeates the raw material gas supplied to the hydrophilic resin composition layer 15, particularly the hydrophilic resin composition layer 15 contained in the raw material gas, in the acidic gas separation membrane sheet 10. It has a high gas permeability porosity so as not to be a diffusion resistance of
- the first porous layer 11 may have a single layer structure or a laminated structure of two or more layers. It is preferable that the 1st porous layer 11 has the heat resistance according to the process conditions in which application of the acidic gas separation membrane sheet 10 is assumed.
- heat resistance means that the shape of the first porous layer 11 or the like before storage is maintained even after the member such as the first porous layer 11 is stored under the temperature condition of the process condition or more for 2 hours. It means that melting does not produce a visually identifiable curl.
- the second porous layer 12 may be a layer laminated on the exposed surface of the hydrophilic resin composition layer 15 formed on the first porous layer 11 as described later.
- the second porous layer 12 is a gas component which selectively permeates the raw material gas supplied to the hydrophilic resin composition layer 15, particularly the hydrophilic resin composition layer 15 contained in the raw material gas, in the acidic gas separation membrane sheet 10. It has a high gas permeability porosity so as not to be a diffusion resistance of
- the second porous layer 12 may have a single layer structure or a laminated structure of two or more layers. It is preferable that the 2nd porous layer 12 has the heat resistance according to the process conditions in the plant in which application of the acidic gas separation membrane sheet 10 is assumed.
- the first porous layer 11 may be hydrophobic, and the contact angle of water at a temperature of 25 ° C. may be 90 ° or more, 95 ° or more, or 100 ° or more. .
- the second porous layer 12 is preferably hydrophobic. Specifically, the contact angle of water at a temperature of 25 ° C. is preferably 90 degrees or more, more preferably 95 degrees or more, and still more preferably 100 degrees or more.
- the contact angle of water can be measured with a contact angle meter (for example, Kyowa Interface Science Co., Ltd .; trade name: “DropMaster 500”).
- the first porous layer 11 may be a layer to which a hydrophilic resin composition liquid for forming the hydrophilic resin composition layer 15 is applied as described later. In this case, a state in which a part of the resulting hydrophilic resin composition layer 15 has entered the pores of the first porous layer 11 is included.
- the second porous layer 12 may be a layer laminated on the coating layer as described later. In this case, the degree of penetration of the hydrophilic resin composition layer 15 into the pores of the second porous layer 12 is smaller than that of the first porous layer 11.
- the first porous layer 11 is a layer to which the hydrophilic resin composition liquid is applied and the second porous layer 12 is a layer to be laminated on the coating layer
- the second peel strength between the second porous layer 12 and the hydrophilic resin composition layer 15 is smaller than the first peel strength between the first porous layer 11 and the hydrophilic resin composition layer 15.
- the magnitude relationship between the first peel strength and the second peel strength can be confirmed by the measurement of the second peel strength described above. Specifically, when the second porous layer 12 of the acidic gas separation membrane sheet 10 is peeled off under a predetermined condition using a peeling tester, the hydrophilic resin composition layer 15 is present on the surface on the first porous layer 11 side. When the second peel strength is smaller than the first peel strength and the hydrophilic resin composition layer 15 is present on the surface on the second porous layer 12 side, the second peel strength is greater than the first peel strength it can.
- first porous layer 11 and the second porous layer 12 preferably contains a resin material.
- resin materials contained in the first porous layer 11 and the second porous layer 12 include polyolefin resins such as polyethylene (PE) and polypropylene (PP); polytetrafluoroethylene (PTFE), polyvinyl fluoride (PVF), Fluorine-containing resins such as polyvinylidene fluoride (PVDF); polyester resins such as polystyrene (PS), polyethylene terephthalate (PET) and polyethylene naphthalate; polyether sulfone (PES), polyphenylene sulfide (PPS), polysulfone (PSF), polyimide Examples thereof include resin materials such as (PI), polyetherimide (PEI), polyetheretherketone (PEEK), high molecular weight polyester, heat resistant polyamide, aramid, polycarbonate and the like.
- polypropylene (PP) or a fluorine-containing resin is preferable, and polypropylene (PP) or polytetrafluoroethylene (PTFE) is more preferable.
- the resin material forming the first porous layer 11 and the resin material forming the second porous layer 12 may be the same material or different materials.
- the thickness of the first porous layer 11 and the thickness of the second porous layer 12 are not particularly limited, but in view of mechanical strength, in general, the range of 10 ⁇ m to 3000 ⁇ m is preferable, the range of 10 ⁇ m to 500 ⁇ m is more preferable, and 15 ⁇ m to A range of 150 ⁇ m is more preferred.
- the thickness of the first porous layer 11 and the thickness of the second porous layer 12 may be the same as or different from each other.
- the porosity of the first porous layer 11 and the porosity of the second porous layer 12 are preferably in the range of 5% to 99%, and more preferably in the range of 30% to 90%.
- the porosity of the first porous layer 11 and the porosity of the second porous layer 12 may be the same as or different from each other.
- the acidic gas separation membrane sheet 10 is a hydrophilic resin composition of the first porous layer 11 and the second porous layer 12 for the purpose of additionally imparting strength to the first porous layer 11 and the second porous layer 12.
- a porous body may be further laminated on the side not in contact with the layer 15.
- an inorganic material such as metal, glass, ceramics, etc., a non-woven fabric or a woven fabric containing both of these materials is suitably used.
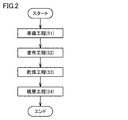
- FIG. 2 is a flow chart showing an example of the method for producing an acid gas separation membrane sheet of the present invention.
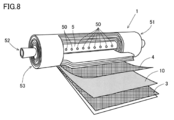
- FIG. 3 is a schematic view of a production apparatus for producing the acidic gas separation membrane sheet 10. The method for producing the acid gas separation membrane sheet 10 is, as shown in FIG.
- Preparing a hydrophilic resin composition liquid for forming the hydrophilic resin composition layer 15 (hereinafter referred to as "preparation step (S1)”); A step of applying a hydrophilic resin composition liquid on the first porous layer 11 to form a liquid layer (hereinafter referred to as “coating step (S2)”); Drying the liquid layer to form a coating layer on the first porous layer 11 (hereinafter referred to as “drying step (S3)”); And forming a laminate 18 by laminating the second porous layer 12 on the coating layer (hereinafter referred to as “lamination step (S4)”),
- the hydrophilic resin composition liquid contains a hydrophilic resin and a medium.
- the hydrophilic resin composition liquid may further contain a substance that reversibly reacts with the acid gas.
- the method for producing the acid gas separation membrane sheet 10 preferably further includes a step of drying the coated layer in the laminate 18 (hereinafter referred to as “additional drying step") subsequent to the laminating step (S4), Between the coating step (S2) and the drying step (S3), a step of confirming the abnormality of the liquid layer (hereinafter, referred to as “inspection step”) may be included.
- the process may include a process of removing a region including the liquid layer in which an abnormality is detected in the inspection process (hereinafter, referred to as “removal process”).
- the acidic gas separation membrane sheet 10 is unrolled from the first porous layer wound body 11 a in which the first porous layer 11 is wound in a roll, and the second porous layer 12 is formed into a roll.
- it is manufactured in a system.
- the preparation step (S1) is a step of preparing a hydrophilic resin composition liquid for forming the hydrophilic resin composition layer 15.
- the hydrophilic resin composition liquid may contain a hydrophilic resin and a medium, and may contain a substance reversibly reacting with an acidic gas (acidic gas carrier).
- the preparation step (S1) for example, the raw materials (hydrophilic resin, medium, etc.) for obtaining the hydrophilic resin composition liquid are mixed at a temperature at which the raw material composition does not change, for example, normal temperature (usually 20 ° C.)
- a hydrophilic resin composition liquid can be prepared.
- the hydrophilic resin composition liquid is a coating liquid for applying on the first porous layer 11 to form the hydrophilic resin composition layer 15.
- the hydrophilic resin composition liquid obtained in the preparation step (S1) can be stored in the raw material tank 31, as shown in FIG.
- the raw material tank 31 shown in FIG. 3 may be omitted, and the raw material may be charged into the stirring tank 32 and mixed to prepare the hydrophilic resin composition liquid.
- hydrophilic resin and the acidic gas carrier those described above can be used.
- the medium for example, water or a protic polar solvent such as alcohol such as methanol, ethanol, 1-propanol, 2-propanol; nonpolar solvent such as toluene, xylene, hexane or the like; acetone, methyl ethyl ketone, methyl isobutyl ketone etc Aprotic polar solvents such as ketone, N-methylpyrrolidone, N, N-dimethylacetamide, N, N-dimethylformamide and the like.
- the medium one type may be used alone, or two or more types may be used in combination as long as they are compatible with each other.
- a medium containing at least one selected from the group consisting of water or alcohols such as methanol, ethanol, 1-propanol, 2-propanol and the like is preferable, and a medium containing water is more preferable.
- a surfactant may be added to the hydrophilic resin composition liquid as necessary.
- the hydrophilic resin composition liquid is applied to the first porous layer 11 by adding a surfactant to the hydrophilic resin composition liquid, or the second porous layer 12 is laminated on the hydrophilic resin composition layer 15
- the surfactant is distributed unevenly at the interface between the hydrophilic resin composition layer 15 and the first porous layer 11 and the second porous layer 12, and the hydrophilic resin composition layer 15 and the first porous layer 11 and the second porous layer 12
- the wettability with the porous layer 12 can be improved to improve the unevenness of the film thickness and the like.
- the surfactant is not particularly limited, but, for example, polyoxyethylene polyoxypropylene glycols, polyoxyethylene alkylphenyl ethers, polyoxyethylene alkyl ethers, fluorosurfactant, silicone surfactant and the like Conventionally known surfactants can be used. One surfactant may be used alone, or two or more surfactants may be used in combination.
- the hydrophilic resin composition liquid may contain the above-described acid gas hydration reaction catalyst.
- the application step (S2) is a step of applying the hydrophilic resin composition liquid prepared in the preparation step (S1) on the first porous layer 11 to form a liquid layer on the first porous layer 11.
- the standing step (S2b) of the defoaming step described later is performed under a reduced pressure atmosphere, it is preferable to perform the coating step (S2) after releasing the pressure reduction.
- the standing step (S2b) is performed under a heated atmosphere, or in the case where the temperature control step described later is included, adjustment to an appropriate viscosity when applying the hydrophilic resin composition liquid or In order to suppress the generation of air bubbles due to the gas dissolved in the hydrophilic resin composition liquid, it is preferable to perform the coating step (S2) after adjusting the temperature of the hydrophilic resin composition liquid.
- the coating step (S2) is preferably performed at a temperature of 15 to 30 ° C. under atmospheric pressure.
- the hydrophilic resin composition liquid delivered from the defoaming tank 34 is supplied to the coating liquid tank 37 provided with the slot die 38.
- the hydrophilic resin composition liquid is continuously applied from the slot die 38 onto the first porous layer 11 continuously unwound from the first porous layer wound body 11 a in which the first porous layer 11 is wound into a roll. Apply to form a liquid layer.
- the first porous layer winding body 11a is preferably obtained by winding the first porous layer 11 having a length of 10 m or more, and the unit length of the acid gas separation membrane sheet necessary for manufacturing one gas separation membrane element More preferably, it is an integral multiple of
- FIG. 3 shows a method of applying the hydrophilic resin composition liquid using the slot die 38
- the method of applying the hydrophilic resin composition liquid to the first porous layer 11 is not limited to this.
- the coating method include spin coating, bar coating, die coating, blade coating, air knife coating, gravure coating, roll coating coating, spray coating, dip coating, comma roll method, kiss coating method, screen printing, inkjet printing and the like. be able to.
- the coating amount of the hydrophilic resin composition liquid is preferably in the range of 1 g / m 2 to 1000 g / m 2 , and in the range of 5 g / m 2 to 750 g / m 2 , in terms of the coated amount (solid content per unit area).
- Control of the coating amount is controlled by the application speed of the hydrophilic resin composition liquid (for example, the transport speed of the first porous layer 11), the concentration of the hydrophilic resin composition liquid, the discharge amount of the hydrophilic resin composition liquid, etc. be able to.
- the application of the hydrophilic resin composition liquid to the first porous layer 11 may be in the form of stripes or dots.
- the temperature of the hydrophilic resin composition liquid to be applied in the application step (S2) may be suitably determined in accordance with the composition and concentration, but if the temperature is too high, the hydrophilic resin applied to the first porous layer 11 It is preferable that the temperature is 15 ° C. or higher, because the medium may evaporate a large amount from the liquid layer of the composition liquid and the composition or concentration may change, or evaporation marks may remain in the hydrophilic resin composition layer 15. And the temperature range lower 5 degreeC or more than the boiling point of the medium currently used is preferable.
- the temperature of the hydrophilic resin composition liquid in the coating step (S2) is preferably in the range of 15 ° C. to 95 ° C., and usually in the temperature range of 15 ° C. to 30 ° C. .
- the drying step (S3) is a step of drying the liquid layer to form a coating layer on the first porous layer 11.
- the first porous layer 11 on which the liquid layer is formed by applying the hydrophilic resin composition liquid is transported to the drying furnace 39 shown in FIG. The medium is removed to form a coated layer.
- the method of removing the medium is not particularly limited, but a method of evaporating and removing the medium by ventilating heated air or the like and drying the liquid layer is preferable.
- the inside of the drying furnace 39 is adjusted to a predetermined temperature and a predetermined humidity, and the first porous layer 11 having the liquid layer formed therein is carried into the drying furnace 39, and the liquid on the first porous layer 11 is The medium may be evaporated away from the layer.
- the drying step (S3) it is preferable to select the drying conditions so that the medium content of the coating layer is suitable when the second porous layer 12 is stacked in the stacking step (S4) described later.
- the drying conditions in the drying oven 39 may be determined according to the medium content of the coating layer in the laminating step (S4), but the drying temperature in the drying oven 39 is the medium contained in the hydrophilic resin composition liquid It is preferable to determine in consideration of the type of the first porous layer 11. In general, the temperature is preferably higher than the freezing point of the medium and lower than the melting point of the material forming the first porous layer 11, and in general, the range of 60 ° C. to 200 ° C. is preferable. In addition, the drying step may be performed by dividing the inside of the drying oven 39 and setting each section to a different temperature. In this case, the temperature of the compartment of the inlet and outlet part is preferably lower than the temperature of the compartment of the central part.
- the coating step (S2) and the drying step (S3) may be repeated twice or more to form a hydrophilic resin composition layer having two or more coating layers.
- the hydrophilic resin composition layer is composed of two or more coated layers, it is possible to suppress the generation of pinholes caused by unevenness or the like of the hydrophilic resin composition layer 15.
- coating conditions and drying conditions such as composition of a hydrophilic resin composition liquid and a coating amount, may mutually differ in each coating layer, and may be the same.
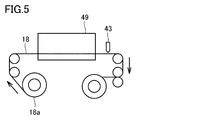
- the laminating step (S4) is a step of laminating the second porous layer 12 on the coating layer formed on the first porous layer 11 in the drying step (S3) to form a laminate 18.
- the second porous layer 12 is laminated on the opposite side to the first porous layer 11 of the coating layer.
- the laminating step (S4) for example, as shown in FIG. 3, the second porous layer 12 is continuously unwound from the second porous layer wound body 12a in which the second porous layer 12 is wound into a roll, A laminate 18 is formed by laminating on the exposed surface of the coating layer formed on the porous layer 11.
- the second porous layer winding body 12 a is preferably obtained by winding the second porous layer 12 having a length of 10 m or more, and the unit length of the acid gas separation membrane sheet necessary for manufacturing one gas separation membrane element More preferably, it is an integral multiple of
- the laminating step (S4) it is preferable to laminate the second porous layer 12 on the coated layer in the range of environmental humidity of 40% RH to 85% RH.
- the environmental humidity is more preferably 45% RH or more, further preferably 50% RH or more, and usually 85% RH or less.
- a step of winding the laminate 18 in a roll may be performed to form a laminate wound body 18a.
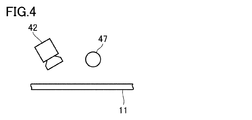
- the inspection step is a step performed between the coating step (S2) and the drying step (S3).
- the inspection step In the inspection step, abnormalities such as foreign matter, air bubbles, air bubble marks and the like present on at least one of the liquid layer surface and the inside of the liquid layer of the hydrophilic resin composition liquid applied on the first porous layer 11 are confirmed.
- the inspection step may or may not be provided. However, by providing the inspection step, it becomes easy to grasp the region inferior to the separation performance in the laminate wound body 18a, so when the gas separation membrane element is manufactured using the acid gas separation membrane sheet 10, the separation performance Acid gas separation membrane sheet 10 can be efficiently extracted.
- a step of imaging the liquid layer formed by applying the hydrophilic resin composition liquid from the slot die 38 onto the first porous layer 11 (hereinafter referred to as “imaging step”
- the step of detecting an abnormality included in at least one of the liquid layer surface and the inside of the liquid layer using the image obtained in the imaging step (hereinafter referred to as the “abnormal detection step”), and the first porous layer.
- at least one of the second porous layers preferably include a step of applying a mark for making it possible to recognize an area including a liquid layer in which an abnormality has been detected (hereinafter referred to as a “marking step”).
- FIG. 4 is a schematic view for explaining an imaging method in the imaging step.
- the liquid layer on the first porous layer 11 is imaged using an imaging device 42 such as a camera.
- the imaging process is preferably performed using a light source 47 that emits visible light and / or infrared light in addition to the imaging device 42.
- the light source 47 is preferably linear illumination arranged in a direction perpendicular to the transport direction of the first porous layer 11.
- the visible light and / or the infrared light emitted from the light source 47 is applied to the liquid layer on the first porous layer 11.
- the imaging device 42 performs imaging at a position where a specular reflection image of visible light and / or infrared light emitted from a light source is not incident, and reflected light or scattering caused by an abnormality present on the surface of the liquid layer and / or inside the liquid layer. It is preferred to detect light.
- the imaging device 42 performs imaging from one direction, a plurality of imaging devices may be provided to image the liquid layer on the first porous layer 11 from a plurality of directions.
- each pixel is divided into an abnormal portion and a normal portion based on whether the density value of each pixel is equal to or greater than a preset threshold value or smaller than the threshold value. It can be carried out by analysis using a binary binarization processing method.
- the marking process provides a mark for making it possible to recognize an area including the liquid layer in which an abnormality is detected in the abnormality detection process.
- the mark provided in the marking step can be provided, for example, in at least one of the first porous layer and the second porous layer in the region including the liquid layer in which the abnormality is detected, and is laminated in the laminating step (S4) It is preferable to provide on the 2 porous layer 12.
- a mark When a mark is given to the first porous layer 11 in the marking step, for example, it may be carried out following the abnormality detection step, or between the drying step (S3), the drying step (S3) and the laminating step (S4). You may carry out and you may provide to the 1st porous layer of the laminated body 18 obtained at the lamination
- the mark can be applied, for example, by applying an ink to the first porous layer 11 and / or the second porous layer 12 from a marking head 43 as shown in FIG.
- a mark is provided using the marking head 43, for example, in the abnormality detection step, information on the position of the area including the liquid layer in which the abnormality is detected is acquired, and the abnormality is detected based on this information.
- the first porous layer and / or the second porous layer of the area including the liquid layer in which an abnormality is detected is provided with a mark by calculating the timing when the area including the liquid layer passes through the position of the marking head 43. can do.
- the removing step the region including the liquid layer in which the abnormality is detected is removed from the laminate 18 based on the mark applied in the marking step.
- the removing step has a step of, for example, unrolling the laminated body 18 once wound into a roll, and winding the laminated body 18 from which the region including the liquid layer in which abnormality is detected is removed into a roll. Good.
- the removing step may be performed, for example, when the laminated body 18 wound in a roll shape is unwound in the production of the gas separation membrane element using the laminated body 18.
- the acidic gas separation membrane sheet 10 having no abnormality in the production of the gas separation membrane element is obtained by removing the area including the liquid layer in which the defect is detected by cutting or the like based on the mark applied in the marking step. Since it can be used, an acidic gas separation membrane element excellent in separation performance can be efficiently produced.
- the method for producing the acid gas separation membrane sheet 10 may have other steps other than the above-described steps.
- a process of adjusting the hydrophilic resin composition liquid to a predetermined temperature hereinafter referred to as "temperature control process”
- hydrophilicity A step of removing air bubbles contained in the resin composition liquid hereinafter referred to as "defoaming step”
- a step of detecting contaminants such as air bubbles and foreign matter mixed in the hydrophilic resin composition liquid hereinafter referred to as "liquid inspection And the like.
- a lamination process it is a process performed in order to further remove the medium in the application layer formed at the drying process (S3) (henceforth "the additional drying process”). Etc. can be mentioned.
- the defoaming step is performed between the preparation step (S1) and the application step (S2) in order to remove air bubbles contained in the hydrophilic resin composition liquid prepared in the preparation step (S1).
- the degassing step may or may not be provided in the method for producing the acid gas separation membrane sheet 10
- the defoaming step is performed to apply the coating step (S 2).
- Air bubbles may be mixed in the liquid layer, and the occurrence of abnormalities such as air bubble marks and pores in the hydrophilic resin composition layer 15 of the acid gas separation membrane sheet 10 can be suppressed.
- the viscosity of the hydrophilic resin composition liquid at a temperature of 25 ° C. and a shear rate of 0.1 s ⁇ 1 can be measured by a rheometer (for example, TA Instruments Ltd .; trade name: “AR2000 ex”).
- the defoaming step is a step of applying shear to the hydrophilic resin composition liquid (hereinafter referred to as "shear application step") and a step of standing the hydrophilic resin composition liquid (hereinafter referred to as “static step”). And can be included.
- the shear application step (S2a) and the standing step (S2b) are preferably repeated once or twice or more. Moreover, it is preferable that a degassing process performs a stationary process (S2b) at the end. Thereby, the defoaming of the hydrophilic resin composition liquid can be sufficiently performed.
- the shear application step (S2a) is not particularly limited as long as it is a step of applying shear to the hydrophilic resin composition liquid, but a stirring step of stirring the hydrophilic resin composition liquid, passing the hydrophilic resin composition liquid through a filter A filtration process etc. can be mentioned, It is preferable that it is at least one among a stirring process and a filtration process. In the shear application step, it is more preferable to perform both the stirring step and the filtration step. In this case, it is preferable to perform the stirring step first and then the filtration step.
- the stirring step is performed by first stirring the hydrophilic resin composition liquid in the stirring tank 32. Thereafter, the hydrophilic resin composition liquid stirred in the stirring tank 32 can be passed through the filter 33 to perform the filtration step.
- the viscosity of the hydrophilic resin composition liquid is lowered by stirring the hydrophilic resin composition liquid in the stirring tank 32 and applying shear, thereby separating air bubbles from the hydrophilic resin composition liquid.
- a stirring apparatus which can be used in the stirring step, for example, in addition to the rotary wing type stirrer shown in FIG. 3, a milder, a pressure type homogenizer, a high speed rotary shear type homogenizer, a planetary type stirrer, a centrifuge etc. be able to.
- the shape of the rotary wing As the shape of the rotary wing, a large wing or an anchor wing that adequately agitate the air-liquid interface and generate a flow that does not prevent the air bubbles from rising is suitable.
- the stirring conditions in the stirring step are not particularly limited, but it is preferable to carry out stirring so that the shear rate is 5 to 700 s -1 and it is preferable not to break the hydrophilic resin contained in the hydrophilic resin composition liquid by shearing. .
- the hydrophilic resin composition liquid is passed through the filter 33 to shear the hydrophilic resin composition liquid as in the stirring step to lower the viscosity of the hydrophilic resin composition liquid, thereby making the hydrophilic resin composition hydrophilic.
- the separation of the air bubbles from the resin composition liquid can be promoted to separate and remove the air bubbles.
- filter 33 which can be used at a filtration process, a membrane filter, a depth filter, a hollow fiber membrane etc. can be mentioned.
- the filtration conditions in the filtration step are not particularly limited, but it is preferable to carry out filtration so that the shear rate is 5 to 700 s -1.
- examples of a method of feeding the hydrophilic resin composition liquid to the filter 33 include pressure feeding by pressurizing the stirring tank 32, discharge by a pump, and the like.
- a pump a rotary pump is preferable and, for example, a gear pump, a rotary pump, a mono pump etc. can be mentioned.
- the standing step (S2b) is not particularly limited as long as the hydrophilic resin composition liquid can be left standing to remove air bubbles.
- a step of allowing the hydrophilic resin composition liquid stirred in the stirring step to stand on the stirring tank 32 (hereinafter referred to as “stationary step 1”
- a step of settling the hydrophilic resin composition liquid that has passed through the filter 33 in the filtration step performed subsequent to the standing step-1 in the degassing tank 34 hereinafter referred to as “the standing step-2 Can be included.
- the standing step (S2b) is preferably performed in at least one of a reduced pressure atmosphere and a heated atmosphere, and more preferably performed in a reduced pressure atmosphere, from the viewpoint of the efficiency of bubble removal.
- the pressure in the reduced pressure atmosphere is preferably 1.01 or more times the vapor pressure of the medium contained in the hydrophilic resin composition liquid, more preferably 1.05 or more times, and usually 2 times or less. By setting it as the above-mentioned pressure range, it can control that a hydrophilic resin composition liquid boils at the time of pressure reduction.
- the temperature in the heating atmosphere is not particularly limited as long as the temperature is equal to or higher than the temperature of the hydrophilic resin composition liquid in the shear application step and the medium contained in the hydrophilic resin composition liquid does not boil.
- the temperature of the heating atmosphere is preferably 25 ° C. or more, preferably 30 ° C. or more, and preferably less than 90 ° C., and more preferably 85 ° C. or less.
- the atmosphere heated so that the temperature at the time of being heated by the heat regulation process mentioned later also in a still-standing process (S2b) is contained in a heating atmosphere.
- the standing step (S2b) is performed under a reduced pressure atmosphere, for example, as shown in FIG. 3, the pressure in the stirring tank 32 and the defoaming tank 34 is reduced by using a pressure reducing pump, a vacuum pump, etc. It is possible to carry out the standing step under a reduced pressure atmosphere. Thereby, the air bubbles contained in the hydrophilic resin composition liquid can be efficiently removed.
- the hydrophilic resin composition liquid stored in the stirring tank 32 and the defoaming tank 34 may be heated using a heating device. As a result, the viscosity of the hydrophilic resin composition liquid is reduced, so that the air bubbles can be easily removed.
- both of the stationary step-1 and the stationary step-2 are performed in a reduced pressure atmosphere or a heated atmosphere. It may be performed in different atmospheres.
- the stationary step 1 may be omitted and the filtration step may be performed following the stirring step, it is preferable not to omit the stationary step 2.
- the temperature adjustment step is performed to adjust the hydrophilic resin composition liquid to a predetermined temperature before the shear application step (S2a). Thereby, the efficiency of degassing of the hydrophilic resin composition liquid in the shear application step (S2a) or the standing step (S2b) can be improved.
- the predetermined temperature is not particularly limited as long as the medium contained in the hydrophilic resin composition liquid does not boil, but is preferably higher than the temperature of the hydrophilic resin composition liquid in the application step (S2).
- the temperature is preferably less than 90 ° C., more preferably 85 ° C. or less, still more preferably 80 ° C. or less, and usually 25 ° C. or more.
- the temperature adjustment step can be performed, for example, by the stirring tank 32 shown in FIG.
- the hydrophilic resin composition liquid is preferably maintained at the predetermined temperature adjusted in the temperature adjustment step. Therefore, in order to keep the temperature of the temperature-controlled hydrophilic resin composition liquid as constant as possible, the hydrophilic resin from the stirring tank 32, the filter 33, the defoaming tank 34, and the stirring tank 32 to the defoaming tank 34 is used.
- the piping for feeding the composition liquid preferably includes a heat medium circulation jacket, a heat insulating material, and the like.
- the liquid inspection step is a step of detecting contaminants such as air bubbles and foreign substances mixed in the hydrophilic resin composition liquid.
- the liquid inspection step is preferably performed between the preparation step (S1) and the application step (S2), or between the defoaming step and the application step (S2) if there is a degassing step.
- the liquid inspection step can be performed, for example, on the hydrophilic resin composition liquid flowing in the pipe 35 shown in FIG. 3 and is sent out from the defoaming tank 34 by a pump or the like to flow in the pipe 35.
- a step of imaging a hydrophilic resin composition liquid (hereinafter referred to as “liquid imaging step") and a step of detecting a contaminant mixed in the hydrophilic resin composition liquid (hereinafter referred to as “contaminant detection step” And the like) are preferably included. Furthermore, as shown in FIG. 3, in the liquid inspection step, based on the detection result of the contaminant in the contaminant detection step, the application liquid tank 37 of the hydrophilic resin composition liquid flowing in the piping 35 is obtained. It is preferable to include a step of controlling the supply (hereinafter referred to as a “supply control step”).
- the hydrophilic resin composition liquid flowing in the pipe 35 is imaged using the liquid imaging device 41.
- the contaminant can be detected by analyzing the image obtained in the imaging step using image analysis software or the like.
- the supply control step the supply of the hydrophilic resin composition liquid to the coating step (S2) is controlled according to the detection result of the contamination in the contamination detection step. Specifically, by switching the valve 36 provided in the pipe, the hydrophilic resin composition liquid having the detected amount of contaminants in the contaminant detection step equal to or less than the threshold value is supplied to the application step (S2) and detected.
- the hydrophilic resin composition liquid whose amount exceeds the threshold value is preferably controlled so as not to be supplied to the coating step (S2).
- the hydrophilic resin composition liquid not supplied to the coating step (S2) may be recovered, for example, in a recovery tank (not shown), and may be supplied to the stirring tank 32 shown in FIG. Alternatively, it may be supplied directly to the stirring tank 32.
- the hydrophilic resin composition liquid supplied to the stirring tank 32 can be used to form the hydrophilic resin composition layer 15 by performing a degassing step or the like.
- the application step (S2) can be performed using the hydrophilic resin composition liquid containing few contaminants such as air bubbles and foreign matter, so the acid gas separation membrane sheet 10 is high. It becomes easy to manufacture with a yield.
- the laminated body 18 can be continuously unwound from the laminated body wound body 18a and conveyed to the additional drying furnace 49 to further remove the medium from the coated layer.
- the additional drying oven 49 the same one as the above-mentioned drying oven 39 can be used, and the drying temperature at the time of performing additional drying is determined by the medium contained in the hydrophilic resin composition liquid and the first porous layer 11 and the first It may be determined appropriately depending on the type of the second porous layer 12. In general, the temperature is preferably higher than the freezing point of the medium and lower than the melting point of the material forming the first porous layer 11 and the second porous layer 12, and in general, the range of 60 ° C. to 200 ° C. is preferable.
- the laminate 18 carried out of the additional drying furnace 49 can be rolled up again in the form of a roll.
- the acidic gas separation membrane sheet 10 can be used for known gas separation membrane elements, such as a spiral type, a flat membrane type, a pleat type, and a plate and frame type.
- FIG. 7 is a schematic perspective view showing a spiral-shaped gas separation membrane element developed and provided with a partially cut portion.
- FIG. 8 is a schematic perspective view showing the gas separation membrane element 1 with a partially developed portion.
- the spiral type gas separation membrane element 1 is A supply side flow passage member 3 through which a raw material gas containing an acid gas flows; An acid gas separation membrane sheet 10 which selectively separates and transmits acid gas contained in the source gas flowing through the supply side flow passage member 3; A permeation side flow passage member 4 through which a permeation gas containing the acid gas which has permeated the acid gas separation membrane sheet 10 flows; A sealing portion for preventing mixing of the source gas and the permeation gas; And a central pipe 5 for collecting the permeating gas flowing through the permeating side flow path member 4; A laminated body for elements in which at least one or more of the supply side flow passage member 3, the gas separation membrane 2 and the permeation side flow passage member 4 are laminated can be provided with a wound body wound around the central pipe 5 .
- the wound body may have an arbitrary shape such as a cylindrical shape or a rectangular cylindrical shape.
- the gas separation membrane element 1 may further include a fixing member (not shown) such as an outer peripheral tape or a telescope prevention plate in order to prevent unwinding and winding collapse of the wound body.
- a fixing member such as an outer peripheral tape or a telescope prevention plate in order to prevent unwinding and winding collapse of the wound body.
- an outer wrap (reinforcing layer) may be provided at the outermost periphery of the wound body.
- the supply side flow passage member 3 and the permeation side flow passage member 4 promote turbulent flow (surface renewal of the film surface) of the raw material gas and the permeated gas having permeated through the acid gas separation membrane sheet 10 to transmit the permeated gas in the raw material gas. It is preferable to have the function of increasing the membrane permeation rate of the above and the function of minimizing the pressure loss of the supplied source gas and the permeation gas that has permeated the acid gas separation membrane sheet 10 as much as possible.
- the supply side flow passage member 3 and the permeation side flow passage member 4 have a function as a spacer for forming a flow path of the source gas and the permeation gas, and a function to generate turbulent flow in the source gas and the permeation gas.
- the shape of the unit cell of the mesh is preferably selected from, for example, the shape of a square, a rectangle, a rhombus, a parallelogram, or the like according to the purpose because the gas flow path changes depending on the shape of the mesh.
- the material of the supply side flow passage member 3 and the permeation side flow passage member 4 is not particularly limited, but a material having heat resistance that can withstand the operating temperature conditions of the gas separation apparatus in which the gas separation membrane element 1 is provided is preferable.
- the sealing portion is provided to prevent mixing of the source gas and the permeation gas, and is formed, for example, by the permeation of the sealing material into the permeation side flow passage member 4 and the acid gas separation membrane sheet 10 and curing.
- the sealing portion is generally at the center among the ends located at both ends in a direction parallel to the axis of the central tube 5 of the wound body, and the ends located at both ends in the direction orthogonal to the axis of the central tube 5. It can be provided at the end of the long side of the distance between the tube 5 and the end so as to form a so-called envelope.
- the sealing part can use the material generally used as an adhesive agent, for example, an epoxy resin etc. can be used.
- the central pipe 5 is a conduit for collecting the permeated gas that has permeated the acid gas separation membrane sheet 10 and discharging the permeated gas from the gas separation membrane element 1.
- the central pipe 5 is preferably a material having heat resistance that can withstand the operating temperature conditions of the gas separation device in which the gas separation membrane element 1 is provided, and having mechanical strength that can withstand the winding of the element laminate.
- the central pipe 5 has, on its outer peripheral surface, a plurality of holes 30 communicating the flow passage space of the permeation gas formed by the permeation side flow channel member 4 and the hollow space inside the central pipe 5. doing.
- the gas separation membrane element 1 can be used for a gas separation membrane module, and the gas separation membrane module has one or more gas separation membrane elements 1.
- the gas separation membrane module comprises a source gas supply port (portion communicating with the supply side end 51 shown in FIG. 8) for supplying the source gas to the acid gas separation membrane sheet, and a permeation gas that has permeated the acid gas separation membrane sheet.
- a permeate gas outlet for discharging (part communicating with the outlet 52 shown in FIG. 8), and a non-permeate gas outlet for discharging the source gas which did not permeate the acid gas separation membrane sheet (shown in FIG. 8) (A portion communicating with the discharge end 53).
- the above raw material gas supply port, non-permeate gas discharge port and permeate gas discharge port may be provided in the main body of the gas separation membrane element, and may be referred to as a container (hereinafter referred to as "housing") for containing the gas separation membrane element ) May be provided.
- the housing can form a space for sealing the source gas flowing in the separation membrane module, and for example, a cylindrical member such as stainless steel, and a closing member for closing both axial ends of the cylindrical member. May be included.
- the housing may have any cylindrical shape such as a cylindrical shape or a rectangular cylindrical shape, but the gas separation membrane element 1 is preferably cylindrical since it is generally cylindrical. Further, inside the housing, mixing of the raw material gas supplied to the supply side end 51 and the non-permeated gas which has not permeated the acid gas separation membrane sheet 10 provided in the gas separation membrane element 1 is prevented.
- a partition can be provided.
- the raw material gases supplied to the respective gas separation membrane elements 1 may be supplied in parallel or may be supplied in series.
- supplying the raw material gas in parallel means distributing at least the raw material gas and introducing it into a plurality of gas separation membrane elements, and supplying the raw material gas in series means at least from the gas separation membrane element 1 of the former stage It refers to introducing the discharged permeating gas and / or non-permeating gas into the gas separation membrane element 1 in the latter stage.
- the average value of the second peeling strength and the ratio of the standard deviation of the second peeling strength to the average value are the peeling tester (manufactured by AIKO ENGINEERING CO., LTD .; trade name: embossed carrier tape peeling
- the time-lapse data of peel strength was measured using a tester "MODEL-2165P", and the obtained time-lapse data was obtained from the average value and standard deviation of the peel strength between 5 seconds after start of measurement and 15 seconds after measurement.
- temporal data of a specific peeling strength is as follows.
- Supply side flow passage member PPS net 1 layer (50 ⁇ 50 mesh) (manufactured by Daio Kasei Co., Ltd .; trade name: 50-150 PPS)
- Permeate side channel member Three layers of PPS net (50 ⁇ 50 mesh / 60 ⁇ 40 mesh / 50 ⁇ 50 mesh) (manufactured by Daio Kasei Co., Ltd .; trade names: 50-150 PPS and 60 (40) -150 PPS)
- Central tube A total of 20 holes of 3 mm in diameter made of stainless steel with an outer diameter of 1 inch are formed on the outer wall of the central tube.
- the holes are formed in two rows in a direction parallel to the axis of the central tube, and 25.4 mm in size so as to provide uniform spacing over a range of directions parallel to the axis of the central tube on which the laminate is wound. At the pitch, 10 holes are formed per row. Two rows are provided at opposing positions across the axis of the central tube.
- the acid gas separation membrane sheet obtained in each Example and each Comparative Example is cut into a quadrilateral shape except for a region including a liquid layer in which an abnormality is detected based on a mark applied in a marking step described later,
- the two porous layers were turned inside and folded in two, and the above-mentioned supply side flow path member was sandwiched to obtain a membrane leaf.
- One end of the first-layer permeation-side flow path member is fixed to the central pipe, and the membrane leaf (first-layer membrane leaf) obtained above is separated from the central pipe on the transmission-side flow path member and laminated. did.
- the second-layer permeation side flow path member is laminated on the first-layer membrane leaf, and both ends in the direction parallel to the axis of the central tube of the first-layer membrane leaf, and the first-layer membrane
- An epoxy-based adhesive (the end of the leaf located at both ends in the direction orthogonal to the axis of the central pipe of the leaf) on the second-layer permeation side flow path member corresponding to the end remote from the central pipe Alemco Products, Inc .; trade name: 2310) was applied.
- the second layer of membrane leaf was laminated in the same manner as described above, and the third layer of permeation side flow path member was further laminated to obtain a membrane leaf laminate.
- the membrane leaf of the second layer was laminated to be separated from the central pipe more than the permeation side flow path member of the second layer.
- the gas separation membrane is separated so that the supply side end 51 side of the gas separation membrane element 1 and the discharge port 52 side of the central pipe are separated by the acid gas separation membrane sheet 10 of the gas separation membrane element 1.
- the element 1 was fixed in a stainless steel housing 55 in a test apparatus N.
- the outlet 52 side of the central pipe was led out of the housing 55, and the other side was closed.
- the supply side end 51 and the discharge side end 53 of the gas separation membrane element 1 were opened into the housing 55. That is, the gas supplied to the housing 55 was made to flow into the interior of the gas separation membrane element 1 from the supply side end 51 and the discharge side end 53 of the gas separation membrane element 1 on the supply side.
- a cylinder for supplying nitrogen (N 2 ) gas into the housing 55 was attached via a valve, and a pressure gauge 56 for measuring the pressure in the housing 55 was attached. Then, N 2 gas at room temperature (20 ° C.) is supplied into the housing 55, and a pressure of 1500 kPaG (G indicates a gauge pressure) is applied to the supply side end 51 side of the gas separation membrane element 1. . The pressure was confirmed by a pressure gauge 56. On the other hand, the pressure on the outlet 52 side of the central pipe was adjusted to the atmospheric pressure.
- Example 1 161.38 parts by mass of water as a medium, 4 parts by mass of cross-linked polyacrylic acid (manufactured by Sumitomo Seika Chemicals Co., Ltd .; trade name: Akpek "HV-501") as a hydrophilic resin, and non-cross-linked polyacrylic acid (Sumitomo A purification solution was prepared in which 0.8 parts by mass of Akapuna “AP-40F (40% Na saponified)” and 0.8 parts by mass were added to the raw material tank 31 and the hydrophilic resin was dispersed in water. .
- the hydrophilic resin composition liquid obtained in the preparation step is transferred from the raw material tank 31 to the stirring tank 32 equipped with a rotary wing type stirrer, and the hydrophilic resin composition is contained in the stirring tank 32.
- the solution was heated to a temperature of 30 ⁇ 1 ° C. (temperature control step). Thereafter, in the stirring tank 32, the temperature was maintained at 30 ⁇ 1 ° C. and stirring was performed for 4 hours (stirring step).
- the details and stirring conditions of the stirring tank 32 are as follows.
- a hydrophobic porous PTFE membrane manufactured by Sumitomo Electric Fine Polymer Co., Ltd .; trade name: Poreflon “HP-010-50”
- the hydrophilic resin composition liquid obtained above was applied onto one surface of the layer 11 at a temperature of 20 to 25 ° C. to form a liquid layer.
- Imaging device (Nagase Sangyo Co., Ltd .; trade name: line sensor camera “XCM6040SAT2V1-F-N”, light source (manufactured by Hayashi Clock Co., Ltd .; trade name: narrow line LED illumination (white) 1200 mm long))
- the liquid layer formed in the application step was imaged using the imaging step (imaging step).
- the obtained image is binarized and analyzed using an image analysis device (manufactured by Nagase Sangyo Co., Ltd .; trade name: SCANTEC "8000”) to detect abnormalities on the surface of the liquid layer and the inside of the liquid layer.
- image analysis device manufactured by Nagase Sangyo Co., Ltd .; trade name: SCANTEC "8000
- the first porous layer 11 to which the hydrophilic resin composition liquid was applied was transported to a drying furnace 39 and dried at a temperature of about 120 ° C. for about 20 minutes to form a coating layer.
- the second porous layer 12 unwound from the second porous layer wound body 12 a is stacked in a room in which the environmental humidity is adjusted to a range of 60% RH to 65% RH, and the laminate 13 is obtained.
- the laminate 18 was formed into a roll and wound up.
- the same hydrophobic PTFE porous membrane as that used for the first porous layer 11 was used.
- the contact angle of water in the 2nd porous layer 12 was measured using an above-mentioned method, it was 125 degrees in temperature 25 ° C.
- the laminate 18 wound up in a roll was unwound and conveyed to the additional drying furnace 49 and dried at a temperature of about 120 ° C. for about 20 minutes. Subsequently, a mark is provided on the second porous layer 12 so that a region including the liquid layer in which the abnormality is detected can be recognized based on the information acquired in the abnormality detection step (marking step), and the laminate 18 is It wound up in the shape of a roll.
- a gas separation membrane element was produced using the obtained laminate 18 according to the above-mentioned production procedure, and an airtight test was conducted.
- a sample for measurement of peel strength in an acid gas separation membrane sheet is collected, and from the measurement results of peel strength in the measurement sample, the average value of the second peel strength and the standard of the second peel strength The ratio of the deviation to the mean (standard deviation / mean) was calculated. The results are shown in Table 1.
- Example 2 An acidic gas separation membrane sheet was obtained in the same manner as in Example 1 except that the environmental humidity in the laminating step was set to a range of 80% RH to 85% RH. The peel strength of the obtained acid gas separation membrane sheet was measured, and the ratio of the average value of the second peel strengths and the standard deviation of the second peel strengths to the average value (standard deviation / average value) was calculated. Moreover, the airtight test was done using the obtained acidic gas separation membrane sheet. The results are shown in Table 1.
- Example 3 An acidic gas separation membrane sheet was obtained in the same manner as in Example 1 except that the environmental humidity in the lamination step was in the range of 40% RH to 45% RH and the inspection step (the abnormality detection step and the marking step) was not performed. The The peel strength of the obtained acid gas separation membrane sheet was measured, and the ratio of the average value of the second peel strengths and the standard deviation of the second peel strengths to the average value (standard deviation / average value) was calculated. Moreover, the airtight test was done using the obtained acidic gas separation membrane sheet. The results are shown in Table 1.
- Comparative Example 1 An acid gas separation membrane sheet was obtained in the same manner as in Example 1, except that defoaming step-1, defoaming step-2, and inspection steps (abnormal detection step and marking step) were not performed.
- the peel strength of the obtained acid gas separation membrane sheet was measured, and the ratio of the average value of the second peel strengths and the standard deviation of the second peel strengths to the average value (standard deviation / average value) was calculated.
- the airtight test was done using the obtained acidic gas separation membrane sheet. The results are shown in Table 1.
- Comparative Example 2 An acidic gas separation membrane sheet was obtained in the same manner as in Example 1 except that the environmental humidity in the lamination step was in the range of 30% RH to 35% RH. The peel strength of the obtained acid gas separation membrane sheet was measured, and the ratio of the average value of the second peel strengths and the standard deviation of the second peel strengths to the average value (standard deviation / average value) was calculated. Moreover, the airtight test was done using the obtained acidic gas separation membrane sheet. The results are shown in Table 1.
- the second peel strength is the first peel because the hydrophilic resin composition layer 15 was present on the surface on the first porous layer 11 side at the time of measurement of the peel strength. It was judged that it was smaller than the strength.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Organic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Analytical Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Materials Engineering (AREA)
- Inorganic Chemistry (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
酸性ガス分離膜シートは酸性ガスを選択的に透過し、第1多孔層と、親水性樹脂組成物層と、第2多孔層とをこの順に含む。第2多孔層と親水性樹脂組成物層との間の第2剥離強度は、第1多孔層と親水性樹脂組成物層との間の第1剥離強度よりも小さい。第2剥離強度の平均値は、5N/m以上500N/m以下の範囲である。
Description
本発明は、酸性ガス分離膜シート及びその製造方法に関する。
水素や尿素等を製造するプラントで合成される合成ガス、天然ガス、排ガス等から二酸化炭素等の酸性ガスを分離するプロセスとして、省エネルギー化を実現することができることから、酸性ガス膜分離プロセスが近年注目されている。
酸性ガス膜分離プロセスでは、ゲル層を有する酸性ガス分離膜シートを用いることが知られており、例えば、特開2009-195900号公報(特許文献1)には、ゲル層を担持した親水性多孔膜を、2枚の疎水性多孔膜で挟持したガス分離膜シートが記載されている。
本発明は、優れた分離性能を有する酸性ガス分離膜シート及びその製造方法を提供することを目的とする。
本発明は、以下に示す酸性ガス分離膜シート及びその製造方法等を提供する。
〔1〕 酸性ガスを選択的に透過する酸性ガス分離膜シートであって、
第1多孔層と、親水性樹脂組成物層と、第2多孔層とをこの順に含み、
前記第2多孔層と前記親水性樹脂組成物層との間の第2剥離強度は、前記第1多孔層と前記親水性樹脂組成物層との間の第1剥離強度よりも小さく、
前記第2剥離強度の平均値は、5N/m以上500N/m以下の範囲である、酸性ガス分離膜シート。
〔1〕 酸性ガスを選択的に透過する酸性ガス分離膜シートであって、
第1多孔層と、親水性樹脂組成物層と、第2多孔層とをこの順に含み、
前記第2多孔層と前記親水性樹脂組成物層との間の第2剥離強度は、前記第1多孔層と前記親水性樹脂組成物層との間の第1剥離強度よりも小さく、
前記第2剥離強度の平均値は、5N/m以上500N/m以下の範囲である、酸性ガス分離膜シート。
〔2〕 さらに、前記第2剥離強度の標準偏差と、前記第2剥離強度の前記平均値との比(標準偏差/平均値)は、0.5未満である、〔1〕に記載の酸性ガス分離膜シート。
〔3〕 前記第2多孔層における水の接触角は、温度25℃において90度以上である、〔1〕又は〔2〕に記載の酸性ガス分離膜シート。
〔4〕 前記第2多孔層は、ポリエチレン、ポリプロピレン、ポリスチレン、ポリエチレンテレフタレート、フッ素含有樹脂、ポリエーテルスルホン、ポリフェニレンサルファイド、ポリスルホン、ポリイミド、ポリエーテルイミド及びポリエーテルエーテルケトンからなる群より選ばれる1種以上の樹脂を含む、〔1〕~〔3〕のいずれかに記載の酸性ガス分離膜シート。
〔5〕 前記親水性樹脂組成物層は、親水性樹脂と、酸性ガスと可逆的に反応する物質と、媒質とを含む、〔1〕~〔4〕のいずれかに記載の酸性ガス分離膜シート。
〔6〕 〔1〕~〔5〕のいずれかに記載の酸性ガス分離膜シートを含む酸性ガス分離膜エレメント。
〔7〕 有孔の中心管と、
前記酸性ガス分離膜シートを含むエレメント用積層体とを含み、
前記エレメント用積層体は、前記中心管に巻回される、〔6〕に記載のガス分離膜エレメント。
前記酸性ガス分離膜シートを含むエレメント用積層体とを含み、
前記エレメント用積層体は、前記中心管に巻回される、〔6〕に記載のガス分離膜エレメント。
〔8〕 〔6〕又は〔7〕に記載のガス分離膜エレメントを、少なくとも1基と、
前記酸性ガス分離膜シートに原料ガスを供給するための原料ガス供給口と、
前記酸性ガス分離膜シートを透過しない原料ガスを排出するための非透過ガス排出口と、
前記酸性ガス分離膜シートを透過した酸性ガスを排出するための透過ガス排出口と、を備える、ガス分離膜モジュール。
前記酸性ガス分離膜シートに原料ガスを供給するための原料ガス供給口と、
前記酸性ガス分離膜シートを透過しない原料ガスを排出するための非透過ガス排出口と、
前記酸性ガス分離膜シートを透過した酸性ガスを排出するための透過ガス排出口と、を備える、ガス分離膜モジュール。
〔9〕 〔1〕~〔5〕のいずれかに記載の酸性ガス分離膜シートの製造方法であって、
前記親水性樹脂組成物層を形成するための親水性樹脂組成物液を準備する工程と、
前記第1多孔層上に前記親水性樹脂組成物液を塗布して液層を形成する工程と、
前記液層を乾燥して、前記第1多孔層上に塗布層を形成する工程と、
前記塗布層上に前記第2多孔層を積層して積層体を形成する工程と、を含み、
前記親水性樹脂組成物液は、親水性樹脂と媒質とを含む、酸性ガス分離膜シートの製造方法。
前記親水性樹脂組成物層を形成するための親水性樹脂組成物液を準備する工程と、
前記第1多孔層上に前記親水性樹脂組成物液を塗布して液層を形成する工程と、
前記液層を乾燥して、前記第1多孔層上に塗布層を形成する工程と、
前記塗布層上に前記第2多孔層を積層して積層体を形成する工程と、を含み、
前記親水性樹脂組成物液は、親水性樹脂と媒質とを含む、酸性ガス分離膜シートの製造方法。
〔10〕 前記親水性樹脂組成物液は、さらに、酸性ガスと可逆的に反応する物質を含む、〔9〕に記載の酸性ガス分離膜シートの製造方法。
〔11〕 さらに、前記積層体を形成する工程に続いて、前記積層体中の前記塗布層を乾燥する工程を含む、〔9〕又は〔10〕に記載の酸性ガス分離膜シートの製造方法。
〔12〕 前記積層体を形成する工程における環境湿度は、40%RH以上85%RH以下の範囲である、〔9〕~〔11〕のいずれかに記載の酸性ガス分離膜シートの製造方法。
〔13〕 さらに、前記液層を形成する工程と前記塗布層を形成する工程との間に、前記液層の異常を確認する工程を含む、〔9〕~〔12〕のいずれかに記載の酸性ガス分離膜シートの製造方法。
〔14〕 前記異常を確認する工程は、
前記液層を撮像する工程と、
前記撮像する工程で得られた画像を用いて、前記液層表面及び前記液層内部の少なくとも一方に含まれる異常を検出する工程と、を含む、〔13〕に記載の酸性ガス分離膜シートの製造方法。
前記液層を撮像する工程と、
前記撮像する工程で得られた画像を用いて、前記液層表面及び前記液層内部の少なくとも一方に含まれる異常を検出する工程と、を含む、〔13〕に記載の酸性ガス分離膜シートの製造方法。
〔15〕 さらに、前記第1多孔層及び第2多孔層の少なくとも一方に、前記異常が検出された前記液層を含む領域を認識可能とするためのマークを付与する工程を含む、〔14〕に記載の酸性ガス分離膜シートの製造方法。
〔16〕 さらに、前記マークを付与する工程で付与された前記マークに基づいて、前記領域を除去する工程を含む、〔15〕に記載の酸性ガス分離膜シートの製造方法。
〔17〕 酸性ガス分離膜シートを含む酸性ガス分離膜エレメントの製造方法であって、
前記酸性ガス分離膜シートは、〔16〕に記載の酸性ガス分離膜シートの製造方法で製造された酸性ガス分離膜シートである、酸性ガス分離膜エレメントの製造方法。
前記酸性ガス分離膜シートは、〔16〕に記載の酸性ガス分離膜シートの製造方法で製造された酸性ガス分離膜シートである、酸性ガス分離膜エレメントの製造方法。
本発明の酸性ガス分離膜シートは優れた分離性能を有するため、本発明の酸性ガス分離膜シートを用いることにより、分離性能が良好な酸性ガス分離膜エレメント及び分離膜モジュールを製造することができる。
以下、図面を参照しながら、本発明の実施形態について説明する。
(酸性ガス分離膜シート)
図1は、本発明の酸性ガス分離膜シートの一例を示す断面図である。酸性ガス分離膜シート10は、図1に示すように、
酸性ガスを選択的に透過する酸性ガス分離膜シート10であって、
第1多孔層11と、親水性樹脂組成物層15と、第2多孔層12とをこの順に含み、
第2多孔層12と親水性樹脂組成物層15との間の第2剥離強度は、第1多孔層11と親水性樹脂組成物層15との間の第1剥離強度よりも小さく、
前記第2剥離強度の平均値は、5N/m以上500N/m以下の範囲である。
(酸性ガス分離膜シート)
図1は、本発明の酸性ガス分離膜シートの一例を示す断面図である。酸性ガス分離膜シート10は、図1に示すように、
酸性ガスを選択的に透過する酸性ガス分離膜シート10であって、
第1多孔層11と、親水性樹脂組成物層15と、第2多孔層12とをこの順に含み、
第2多孔層12と親水性樹脂組成物層15との間の第2剥離強度は、第1多孔層11と親水性樹脂組成物層15との間の第1剥離強度よりも小さく、
前記第2剥離強度の平均値は、5N/m以上500N/m以下の範囲である。
第2多孔層12と親水性樹脂組成物層15との間の第2剥離強度の平均値は、5N/m以上であり、10N/m以上であることが好ましく、25N/m以上であることがより好ましく、通常500N/m以下である。第2剥離強度が上記の範囲にある場合、後述するように、親水性樹脂組成物層15と第2多孔層12とが十分な接着強度で接着しているため、酸性ガス分離膜シート10をロール状に巻取ったり、スパイラル型のガス分離膜エレメントに加工した場合にも、ガス膜分離プロセスにおいて良好な分離性能を有することができる。
第2剥離強度の平均値は、剥離試験機で得られる剥離強度の経時データより算出する値である。具体的には、第2剥離強度の平均値は、酸性ガス分離膜シート10から切り出されたサイズ25mm×100mmの測定用サンプルを、温度25℃かつ湿度50%RHの環境下に2時間以上静置した後、剥離試験機に取り付け、剥離角度180度かつ剥離速度300mm/minの条件で測定した剥離強度の経時データについて、測定開始5秒後から15秒後の間の剥離強度の値を平均した値である。
酸性ガス分離膜シート10における第2多孔層12と親水性樹脂組成物層15との間の第2剥離強度の標準偏差と第2剥離強度の平均値との比(標準偏差/平均値)は、0.5未満であることが好ましい。
第2剥離強度の上記比(標準偏差/平均値)は、0.5未満であることが好ましく、0.2以下であることがより好ましく、0.1以下であることがさらに好ましく、通常0より大きい。第2剥離強度の上記比(標準偏差/平均値)が小さいほど、親水性樹脂組成物層15と第2多孔層12とが全面にわたって均一な接着強度で接着していることを示す。また、第2剥離強度の上記比(標準偏差/平均値)が大きいほど、親水性樹脂組成物層15と第2多孔層12との間に接着不良部分が存在し、親水性樹脂組成物層15と第2多孔層12との接着強度が不均一であることを示す。第2剥離強度の上記比(標準偏差/平均値)が上記の範囲にある場合、後述するように、親水性樹脂組成物層15と第2多孔層12との間の接着不良部分が抑制されているため、酸性ガス分離膜シート10をロール状に巻取ったり、スパイラル型のガス分離膜エレメントに加工した場合にも、ガス膜分離プロセスにおいて良好な分離性能を有することができる。
第2剥離強度の標準偏差と第2剥離強度の平均値との比(標準偏差/平均値)は、酸性ガス分離膜シート10から切り出されたサイズ25mm×100mmの測定用サンプルを、温度25℃かつ湿度50%RHの環境下に2時間以上静置した後、剥離試験機に取り付け、剥離角度180度かつ剥離速度300mm/minの条件で測定した剥離強度の経時データについて、測定開始5秒後から15秒後の間の剥離強度の標準偏差と、上記した平均値との比(標準偏差/平均値)である。
酸性ガス分離膜シート10は、いわゆるスパイラル型に加工されてガス分離膜エレメントに用いられることがある。また、酸性ガス分離膜シート10は、製造工程においてロール状に巻取られることもあり、このロール状に巻取られた酸性ガス分離膜シート10を巻出して、上記したスパイラル型のほか、平膜型、プリーツ型、プレートアンドフレーム型のガス分離膜エレメント等に加工することもある。本実施形態の酸性ガス分離膜シート10は、酸性ガス分離膜シートをロール状に巻取ったり、スパイラル型のガス分離膜エレメントに加工した場合にも、ガス膜分離プロセスにおいて良好な分離性能を有することができる。
これに対し、第2剥離強度が5N/m未満であり、第2剥離強度の上記比(標準偏差/平均値)が0.5以上である酸性ガス分離膜シート90をガス膜分離プロセスに用いた際には、分離性能が良好ではない酸性ガス分離膜シートが存在することがあった。この原因は、
(i)分離性能が良好ではない酸性ガス分離膜シート90では、第2多孔層92に皺が発生していること、
(ii)この皺は、第2多孔層92と親水性樹脂組成物層95とが十分な接着強度で接着していない場合、及び、第2多孔層92が積層される親水性樹脂組成物層95の表面に生じた気泡痕や内部に残る空孔等に起因して、親水性樹脂組成物層95と第2多孔層92とが全体にわたって均一に接着せず、図6の破線で囲む部分のように部分的な接着不良が生じている場合に見られること、
(iii)第2多孔層92と親水性樹脂組成物層95と接着強度が不足している酸性ガス分離膜シート90では、ロール状に巻取られたりスパイラル型のガス分離膜エレメントに加工された場合に生じる巻締めによるシート間の摩擦負荷等により、第2多孔層92に皺が生じやすいこと、
(iv)接着不良部分を有する酸性ガス分離膜シート90では、ロール状に巻取られたりスパイラル型のガス分離膜エレメントに加工された場合に生じる巻締めによるシート間の摩擦負荷等により、接着不良部分において、親水性樹脂組成物層95と第2多孔層92との間にずりが生じて第2多孔層92に皺が発生しやすいこと、
(v)上記(iii)及び(iv)で発生した皺により親水性樹脂組成物層95に凹みや孔が生じ、その結果、ガス膜分離プロセスにおいて良好な分離性能が得られないと考えられる。
(i)分離性能が良好ではない酸性ガス分離膜シート90では、第2多孔層92に皺が発生していること、
(ii)この皺は、第2多孔層92と親水性樹脂組成物層95とが十分な接着強度で接着していない場合、及び、第2多孔層92が積層される親水性樹脂組成物層95の表面に生じた気泡痕や内部に残る空孔等に起因して、親水性樹脂組成物層95と第2多孔層92とが全体にわたって均一に接着せず、図6の破線で囲む部分のように部分的な接着不良が生じている場合に見られること、
(iii)第2多孔層92と親水性樹脂組成物層95と接着強度が不足している酸性ガス分離膜シート90では、ロール状に巻取られたりスパイラル型のガス分離膜エレメントに加工された場合に生じる巻締めによるシート間の摩擦負荷等により、第2多孔層92に皺が生じやすいこと、
(iv)接着不良部分を有する酸性ガス分離膜シート90では、ロール状に巻取られたりスパイラル型のガス分離膜エレメントに加工された場合に生じる巻締めによるシート間の摩擦負荷等により、接着不良部分において、親水性樹脂組成物層95と第2多孔層92との間にずりが生じて第2多孔層92に皺が発生しやすいこと、
(v)上記(iii)及び(iv)で発生した皺により親水性樹脂組成物層95に凹みや孔が生じ、その結果、ガス膜分離プロセスにおいて良好な分離性能が得られないと考えられる。
そのため、酸性ガス分離膜シート90は、第2多孔層92と親水性樹脂組成物層95との接着強度が不足しているため、第2剥離強度の平均値が5N/m未満となり、接着不良部分を有するため、第2剥離強度の上記比(標準偏差/平均値)が0.5以上になると考えられる。
一方、図1に示す酸性ガス分離膜シート10は、第2剥離強度の平均値が5N/m以上であり、第2剥離強度の上記比(標準偏差/平均値)が0.5未満であるため、親水性樹脂組成物層15と第2多孔層12とが全面にわたって均一に接着しており、接着不良部分の発生が抑制されていると考えられる。
以下、酸性ガス分離膜シート10について詳述する。
酸性ガス分離膜シート10は、原料ガスから酸性ガスを分離するための後述するガス分離膜エレメントに設けられ、原料ガスに含まれる酸性ガスを分離するために、酸性ガスを選択的に透過する酸性ガス選択透過性を有する。酸性ガスとは、二酸化炭素(CO2)、硫化水素(H2S)、硫化カルボニル、硫黄酸化物(SOx)、窒素酸化物(NOx)、塩化水素等のハロゲン化水素等をいう。また、原料ガスとは、ガス分離膜エレメントに供給されるガスをいい、原料ガスは少なくとも酸性ガスを含む。
酸性ガス分離膜シート10は、原料ガスから酸性ガスを分離するための後述するガス分離膜エレメントに設けられ、原料ガスに含まれる酸性ガスを分離するために、酸性ガスを選択的に透過する酸性ガス選択透過性を有する。酸性ガスとは、二酸化炭素(CO2)、硫化水素(H2S)、硫化カルボニル、硫黄酸化物(SOx)、窒素酸化物(NOx)、塩化水素等のハロゲン化水素等をいう。また、原料ガスとは、ガス分離膜エレメントに供給されるガスをいい、原料ガスは少なくとも酸性ガスを含む。
酸性ガス分離膜シート10では、溶解拡散機構と促進輸送機構とにより、酸性ガスの高い選択透過性を実現することができる。溶解拡散機構とは、原料ガスに含まれるガス成分の膜材への溶解度の差と、原料ガスに含まれるガス成分の膜中の拡散係数の差とを利用して、酸性ガスを分離する機構である。また、促進輸送機構とは、原料ガスに含まれる酸性ガスと、膜材中に含まれる酸性ガスと可逆的に反応する物質(以下、「酸性ガスキャリア」ということがある。)とが反応生成物を形成して酸性ガスの透過を促進する機構である。
下記反応式(1)は、酸性ガスがCO2であり、酸性ガスキャリア(CO2キャリア)として炭酸セシウム(Cs2CO3)を使用した場合における、CO2とCO2キャリアとの反応を示している。なお、反応式(1)中の記号「⇔」は、この反応が可逆反応であることを示している。
CO2+Cs2CO3+H2O⇔2CsHCO3 (1)
上記反応式(1)に示すように、CO2とCO2キャリアとの可逆反応には水分が必要である。すなわち、酸性ガスがCO2である酸性ガス分離膜シート10では、上記反応式(1)に示すように、膜材中の水分によって酸性ガスの透過量が変化し、膜材中の水分が高いほど酸性ガスの透過量が多くなる。
上記反応式(1)に示すように、CO2とCO2キャリアとの可逆反応には水分が必要である。すなわち、酸性ガスがCO2である酸性ガス分離膜シート10では、上記反応式(1)に示すように、膜材中の水分によって酸性ガスの透過量が変化し、膜材中の水分が高いほど酸性ガスの透過量が多くなる。
(親水性樹脂組成物層)
親水性樹脂組成物層15は、酸性ガス分離膜シート10において酸性ガスを選択的に透過させるガス選択透過性を有する。親水性樹脂組成物層15はゲル状の層であって、少なくとも親水性樹脂と、酸性ガスと可逆的に反応する物質(酸性ガスキャリア)とを含む。親水性樹脂組成物層15は、必要に応じて親水性樹脂及び酸性ガスキャリア以外の添加剤を含んでいてもよい。親水性樹脂組成物層15の厚みは、酸性ガス分離膜シート10に必要な分離性能によって適宜選択すればよいが、通常、0.1μm~600μmの範囲であることが好ましく、0.5μm~400μmの範囲であることがより好ましく、1μm~200μmの範囲であることが特に好ましい。
親水性樹脂組成物層15は、酸性ガス分離膜シート10において酸性ガスを選択的に透過させるガス選択透過性を有する。親水性樹脂組成物層15はゲル状の層であって、少なくとも親水性樹脂と、酸性ガスと可逆的に反応する物質(酸性ガスキャリア)とを含む。親水性樹脂組成物層15は、必要に応じて親水性樹脂及び酸性ガスキャリア以外の添加剤を含んでいてもよい。親水性樹脂組成物層15の厚みは、酸性ガス分離膜シート10に必要な分離性能によって適宜選択すればよいが、通常、0.1μm~600μmの範囲であることが好ましく、0.5μm~400μmの範囲であることがより好ましく、1μm~200μmの範囲であることが特に好ましい。
上記反応式(1)に示すように、酸性ガス分離膜シート10では、酸性ガスと酸性ガスキャリアとの可逆反応には水分が必要となる。そのため、酸性ガス分離膜シート10は、水酸基やイオン交換基等の親水性基を有する親水性樹脂を含むゲル状の親水性樹脂組成物層を有することが好ましい。親水性樹脂の分子鎖同士が架橋により網目構造を有することで高い保水性を示す架橋型親水性樹脂を含むことがより好ましい。酸性ガス分離膜シート10には、酸性ガスが酸性ガス分離膜シート10を透過するための推進力として圧力差が印加されるため、酸性ガス分離膜シート10に要求される耐圧強度の観点からも、架橋型親水性樹脂を含む親水性樹脂を用いることが好ましい。
親水性樹脂を形成する重合体は、例えば、アクリル酸アルキルエステル、メタクリル酸アルキルエステル、脂肪酸のビニルエステル、又はそれらの誘導体に由来する構造単位を有していることが好ましい。このような親水性を示す重合体としては、アクリル酸、イタコン酸、クロトン酸、メタクリル酸、酢酸ビニル等の単量体を重合してなる重合体が挙げられ、具体的には、イオン交換基としてカルボキシル基を有するポリアクリル酸系樹脂、ポリイタコン酸系樹脂、ポリクロトン酸系樹脂、ポリメタクリル酸系樹脂等、水酸基を有するポリビニルアルコール系樹脂等、それらの共重合体であるアクリル酸-ビニルアルコール共重合体系樹脂、アクリル酸-メタクリル酸共重合体系樹脂、アクリル酸-メタクリル酸メチル共重合体系樹脂、メタクリル酸-メタクリル酸メチル共重合体系樹脂等が挙げられる。この中でも、アクリル酸の重合体であるポリアクリル酸系樹脂、メタクリル酸の重合体であるポリメタクリル酸系樹脂、酢酸ビニルの重合体を加水分解したポリビニルアルコール系樹脂、アクリル酸メチルと酢酸ビニルとの共重合体を鹸化したアクリル酸塩-ビニルアルコール共重合体系樹脂、アクリル酸とメタクリル酸との共重合体であるアクリル酸-メタクリル酸共重合体系樹脂がより好ましく、ポリアクリル酸、アクリル酸塩-ビニルアルコール共重合体系樹脂がさらに好ましい。
架橋型親水性樹脂は、親水性を示す重合体を架橋剤と反応させて調製してもよいし、親水性を示す重合体の原料となる単量体と架橋性単量体とを共重合させて調製してもよい。架橋剤又は架橋性単量体としては特に限定されず、従来公知の架橋剤又は架橋性単量体を使用することができる。
架橋剤としては、例えば、エポキシ架橋剤、多価グリシジルエーテル、多価アルコール、多価イソシアネート、多価アジリジン、ハロエポキシ化合物、多価アルデヒド、多価アミン、有機金属系架橋剤、金属系架橋剤等の、従来公知の架橋剤が挙げられる。架橋性単量体としては、例えば、ジビニルベンゼン、N,N’-メチレンビスアクリルアミド、トリメチロールプロパントリアリルエーテル、ペンタエリスリトールテトラアリルエーテル等の、従来公知の架橋性単量体が挙げられる。架橋方法としては、例えば、熱架橋、紫外線架橋、電子線架橋、放射線架橋、光架橋等の方法や、特開2003-268009号公報、特開平7-88171号公報に記載されている方法等、従来公知の手法を使用することができる。
酸性ガスと可逆的に反応する物質(酸性ガスキャリア)は、親水性樹脂を含む親水性樹脂組成物層15内に存在し、親水性樹脂組成物層15内に存在する水に溶解した酸性ガスと可逆的に反応することにより、酸性ガスを選択的に透過させる。親水性樹脂組成物層15内には、酸性ガスキャリアとして、酸性ガスと可逆的に反応する化合物が少なくとも一つ含まれている。酸性ガスキャリアの具体例としては、酸性ガスが二酸化炭素の場合、アルカリ金属炭酸塩やアルカリ金属重炭酸塩、アルカノールアミン(例えば、特許第2086581号公報等に記載)、及びアルカリ金属水酸化物(例えば、国際公開公報2016/024523号等に記載)等が、酸性ガスが硫黄酸化物の場合、硫黄含有化合物や、アルカリ金属のクエン酸塩、及び遷移金属錯体(例えば、特許第2879057号公報等に記載)等が、酸性ガスが窒素酸化物の場合、アルカリ金属亜硝酸塩や、遷移金属錯体(例えば、特許第2879057号公報等に記載)等が、それぞれ挙げられる。
親水性樹脂組成物層15には、親水性樹脂、酸性ガスキャリアのほかに、例えば酸性ガスの水和反応触媒や後述する界面活性剤等が添加剤として含まれていてもよい。酸性ガスの水和反応触媒は、酸性ガスと酸性ガスキャリアとの反応速度を向上させることができる。酸性ガスの水和反応触媒としては、オキソ酸化合物を含むことが好ましく、14族元素、15族元素、及び16族元素からなる群より選択される少なくとも1つの元素のオキソ酸化合物を含むことがより好ましく、亜テルル酸化合物、亜セレン酸化合物、亜ヒ酸化合物、及びオルトケイ酸化合物からなる群より選択される少なくとも1つを含むことがさらに好ましい。
(第1多孔層及び第2多孔層)
第1多孔層11は、後述するように、親水性樹脂組成物層15を形成するための親水性樹脂組成物液が塗布される層であり得る。第1多孔層11は、酸性ガス分離膜シート10において、親水性樹脂組成物層15に供給された原料ガス、特に原料ガスに含まれる親水性樹脂組成物層15を選択的に透過するガス成分の拡散抵抗とならないように、ガス透過性の高い多孔性を有する。第1多孔層11は、1層構造でもよく2層以上の積層構造であってもよい。第1多孔層11は、酸性ガス分離膜シート10の適用が想定されるプロセス条件に応じた耐熱性を有することが好ましい。本明細書において「耐熱性」とは、第1多孔層11等の部材をプロセス条件以上の温度条件下に2時間保存した後においてもこの部材の保存前の形態が維持され、熱収縮或いは熱溶融による、目視で確認し得るカールが生じないことを意味する。
第1多孔層11は、後述するように、親水性樹脂組成物層15を形成するための親水性樹脂組成物液が塗布される層であり得る。第1多孔層11は、酸性ガス分離膜シート10において、親水性樹脂組成物層15に供給された原料ガス、特に原料ガスに含まれる親水性樹脂組成物層15を選択的に透過するガス成分の拡散抵抗とならないように、ガス透過性の高い多孔性を有する。第1多孔層11は、1層構造でもよく2層以上の積層構造であってもよい。第1多孔層11は、酸性ガス分離膜シート10の適用が想定されるプロセス条件に応じた耐熱性を有することが好ましい。本明細書において「耐熱性」とは、第1多孔層11等の部材をプロセス条件以上の温度条件下に2時間保存した後においてもこの部材の保存前の形態が維持され、熱収縮或いは熱溶融による、目視で確認し得るカールが生じないことを意味する。
第2多孔層12は、後述するように、第1多孔層11上に形成された親水性樹脂組成物層15の露出面上に積層される層であり得る。第2多孔層12は、酸性ガス分離膜シート10において、親水性樹脂組成物層15に供給された原料ガス、特に原料ガスに含まれる親水性樹脂組成物層15を選択的に透過するガス成分の拡散抵抗とならないように、ガス透過性の高い多孔性を有する。第2多孔層12は、1層構造でもよく2層以上の積層構造であってもよい。第2多孔層12は、酸性ガス分離膜シート10の適用が想定されるプラントでのプロセス条件に応じた耐熱性を有することが好ましい。
第1多孔層11は、疎水性であってもよく、温度25℃における水の接触角が90度以上であってもよく、95度以上であってもよく、100度以上であってもよい。また、第2多孔層12は、疎水性であることが好ましい。具体的には、第2多孔層12は、温度25℃における水の接触角が90度以上であることが好ましく、95度以上であることがより好ましく、100度以上であることがさらに好ましい。水分を含む原料ガスが酸性ガス分離膜シート10に供給される場合、酸性ガス分離膜シート10が結露することがあり、結露によって生じた水は、親水性樹脂組成物層15にダメージを与える可能性がある。しかし、第1多孔層11及び第2多孔層12が疎水性であることにより、結露によって生じた水が親水性樹脂組成物層15に浸透し、親水性樹脂組成物層15にダメージを与えることを抑制することができる。水の接触角は、接触角計(例えば、協和界面科学(株)製;商品名:「DropMaster500」)で測定することができる。
第1多孔層11は、後述するように親水性樹脂組成物層15を形成するための親水性樹脂組成物液が塗布される層であり得る。この場合、得られる親水性樹脂組成物層15の一部が第1多孔層11の孔に浸入した状態を含む。これに対し、第2多孔層12は、後述するように塗布層上に積層される層であり得る。この場合、第1多孔層11に比べると、第2多孔層12の孔への親水性樹脂組成物層15の浸入の程度は小さい。このように、第1多孔層11が親水性樹脂組成物液が塗布される層であり、第2多孔層12が塗布層上に積層される層である場合、酸性ガス分離膜シート10における、第2多孔層12と親水性樹脂組成物層15との間の第2剥離強度は、第1多孔層11と親水性樹脂組成物層15との間の第1剥離強度よりも小さくなる。
第1剥離強度と第2剥離強度との大小関係は、上記した第2剥離強度の測定にて確認することができる。具体的には、剥離試験機を用いて所定条件で酸性ガス分離膜シート10の第2多孔層12を剥離した際、親水性樹脂組成物層15が第1多孔層11側の表面に存在する時、第2剥離強度は第1剥離強度よりも小さく、親水性樹脂組成物層15が第2多孔層12側の表面に存在する時、第2剥離強度は第1剥離強度より大きいということができる。
第1多孔層11及び第2多孔層12は、それぞれ樹脂材料を含むことが好ましい。第1多孔層11及び第2多孔層12に含まれる樹脂材料は、例えば、ポリエチレン(PE)、ポリプロピレン(PP)等のポリオレフィン系樹脂;ポリテトラフルオロエチレン(PTFE)、ポリフッ化ビニル(PVF)、ポリフッ化ビニリデン(PVDF)等の含フッ素樹脂;ポリスチレン(PS)、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート等のポリエステル樹脂;ポリエーテルスルホン(PES)、ポリフェニレンサルファイド(PPS)、ポリスルホン(PSF)、ポリイミド(PI)、ポリエーテルイミド(PEI)、ポリエーテルエーテルケトン(PEEK)、高分子量ポリエステル、耐熱性ポリアミド、アラミド、ポリカーボネート等の樹脂材料等が挙げられる。これらの中でも、撥水性及び耐熱性の点から、ポリプロピレン(PP)又は含フッ素樹脂であることが好ましく、ポリプロピレン(PP)又はポリテトラフルオロエチレン(PTFE)であることがより好ましい。第1多孔層11をなす樹脂材料と、第2多孔層12をなす樹脂材料とは、それぞれ同じ材料であってもよく、異なる材料であってもよい。
第1多孔層11の厚み及び第2多孔層12の厚みは特に限定されないが、機械的強度の観点からは、通常、10μm~3000μmの範囲が好ましく、10μm~500μmの範囲がより好ましく、15μm~150μmの範囲がさらに好ましい。第1多孔層11の厚みと第2多孔層12の厚みとは、互いに同じであってもよく、互いに異なっていてもよい。また、第1多孔層11の空孔率及び第2多孔層12の空孔率は、5%~99%の範囲が好ましく、30%~90%の範囲がより好ましい。第1多孔層11の空孔率と第2多孔層12の空孔率とは、互いに同じであってもよく、互いに異なっていてもよい。
酸性ガス分離膜シート10は、第1多孔層11や第2多孔層12に強度を付加的に付与すること等を目的として、第1多孔層11及び第2多孔層12の親水性樹脂組成物層15と接しない面にさらに多孔体を積層してもよい。多孔体としては、第1多孔層11及び第2多孔層12で例示した樹脂材料のほか、金属、ガラス、セラミックス等の無機材料、これら両方の材料を含む不織布又は織布等を好適に用いることができる。
(酸性ガス分離膜シートの製造方法)
以下、酸性ガス分離膜シート10の製造方法の一例について図面を参照しながら説明する。図2は、本発明の酸性ガス分離膜シートの製造方法の一例を示すフローチャートである。図3は、酸性ガス分離膜シート10を製造するための製造装置の概略図である。酸性ガス分離膜シート10の製造方法は、図2に示すように、
親水性樹脂組成物層15を形成するための親水性樹脂組成物液を準備する工程(以下、「準備工程(S1)」という。)と、
第1多孔層11上に親水性樹脂組成物液を塗布して液層を形成する工程(以下、「塗布工程(S2)」という。)と、
液層を乾燥して、第1多孔層11上に塗布層を形成する工程(以下、「乾燥工程(S3)」という。)と、
塗布層上に第2多孔層12を積層して積層体18を形成する工程(以下、「積層工程(S4)」という。)と、を含み、
親水性樹脂組成物液は、親水性樹脂と媒質とを含む。親水性樹脂組成物液は、さらに酸性ガスと可逆的に反応する物質を含んでいてもよい。
以下、酸性ガス分離膜シート10の製造方法の一例について図面を参照しながら説明する。図2は、本発明の酸性ガス分離膜シートの製造方法の一例を示すフローチャートである。図3は、酸性ガス分離膜シート10を製造するための製造装置の概略図である。酸性ガス分離膜シート10の製造方法は、図2に示すように、
親水性樹脂組成物層15を形成するための親水性樹脂組成物液を準備する工程(以下、「準備工程(S1)」という。)と、
第1多孔層11上に親水性樹脂組成物液を塗布して液層を形成する工程(以下、「塗布工程(S2)」という。)と、
液層を乾燥して、第1多孔層11上に塗布層を形成する工程(以下、「乾燥工程(S3)」という。)と、
塗布層上に第2多孔層12を積層して積層体18を形成する工程(以下、「積層工程(S4)」という。)と、を含み、
親水性樹脂組成物液は、親水性樹脂と媒質とを含む。親水性樹脂組成物液は、さらに酸性ガスと可逆的に反応する物質を含んでいてもよい。
酸性ガス分離膜シート10の製造方法は、さらに、積層工程(S4)に続いて、積層体18中の塗布層を乾燥する工程(以下、「追乾燥工程」という。)を含むことが好ましく、塗布工程(S2)と乾燥工程(S3)との間に、液層の異常を確認する工程(以下、「検査工程」という。)を含んでいてもよい。また、検査工程で異常が検出された液層を含む領域を除去する工程(以下、「除去工程」という。)を含んでいてもよい。
酸性ガス分離膜シート10は、図3に示すように、第1多孔層11をロール状に巻取った第1多孔層巻回体11aから巻出し、また、第2多孔層12をロール状に巻取った第2多孔層巻回体12aから巻出して、これらを連続的に搬送しながら積層体18を得、この積層体18をロール状に巻取る、いわゆるロールトゥロール(Roll to Roll)方式で製造されることが好ましい。
(準備工程(S1))
準備工程(S1)は、親水性樹脂組成物層15を形成するための親水性樹脂組成物液を準備する工程である。親水性樹脂組成物液は、親水性樹脂と媒質とを含み、酸性ガスと可逆的に反応する物質(酸性ガスキャリア)を含んでいてもよい。準備工程(S1)では、例えば、親水性樹脂組成物液を得るための原料(親水性樹脂、媒質等)を、原料組成が変化しない温度、例えば、常温(通常20℃)で混合することによって親水性樹脂組成物液を準備することができる。親水性樹脂組成物液は、第1多孔層11上に塗布して親水性樹脂組成物層15を形成するための塗布液である。準備工程(S1)で得られた親水性樹脂組成物液は、図3に示すように、原料タンク31に貯留しておくことができる。また、図3に示す原料タンク31を省略し、撹拌タンク32に原料を仕込み混合して、親水性樹脂組成物液を準備してもよい。
準備工程(S1)は、親水性樹脂組成物層15を形成するための親水性樹脂組成物液を準備する工程である。親水性樹脂組成物液は、親水性樹脂と媒質とを含み、酸性ガスと可逆的に反応する物質(酸性ガスキャリア)を含んでいてもよい。準備工程(S1)では、例えば、親水性樹脂組成物液を得るための原料(親水性樹脂、媒質等)を、原料組成が変化しない温度、例えば、常温(通常20℃)で混合することによって親水性樹脂組成物液を準備することができる。親水性樹脂組成物液は、第1多孔層11上に塗布して親水性樹脂組成物層15を形成するための塗布液である。準備工程(S1)で得られた親水性樹脂組成物液は、図3に示すように、原料タンク31に貯留しておくことができる。また、図3に示す原料タンク31を省略し、撹拌タンク32に原料を仕込み混合して、親水性樹脂組成物液を準備してもよい。
親水性樹脂及び酸性ガスキャリアとしては、上記したものを用いることができる。媒質としては、例えば、水、又はメタノール、エタノール、1-プロパノール、2-プロパノール等のアルコール等のプロトン性極性溶媒;トルエン、キシレン、ヘキサン等の無極性溶媒;アセトン、メチルエチルケトン、メチルイソブチルケトン等のケトン、N-メチルピロリドン、N,N-ジメチルアセトアミド、N,N-ジメチルホルムアミド等の非プロトン性極性溶媒;等が挙げられる。媒質は、1種類を単独で用いてもよく、相溶する範囲で2種類以上を併用してもよい。これらの中でも、水、又はメタノール、エタノール、1-プロパノール、2-プロパノール等のアルコールからなる群から選択される少なくとも1つが含まれる媒質が好ましく、水が含まれる媒質がより好ましい。
親水性樹脂組成物液には、必要に応じて界面活性剤を添加してもよい。界面活性剤を親水性樹脂組成物液に添加することにより、親水性樹脂組成物液を第1多孔層11に塗布したときや、親水性樹脂組成物層15上に第2多孔層12を積層したときに、親水性樹脂組成物層15と第1多孔層11及び第2多孔層12との界面に界面活性剤が偏在し、親水性樹脂組成物層15と第1多孔層11及び第2多孔層12との濡れ性が向上して膜厚のムラ等を改善することができる。界面活性剤としては、特に限定されないが、例えば、ポリオキシエチレンポリオキシプロピレングリコール類、ポリオキシエチレンアルキルフェニルエーテル類、ポリオキシエチレンアルキルエーテル類、フッ素系界面活性剤、シリコーン系界面活性剤等の従来公知の界面活性剤を使用することができる。界面活性剤は、1種類を単独で用いてもよく、2種類以上を併用してもよい。親水性樹脂組成物液は上記した酸性ガスの水和反応触媒を含んでいてもよい。
(塗布工程(S2))
塗布工程(S2)は、準備工程(S1)により準備された親水性樹脂組成物液を第1多孔層11上に塗布して、第1多孔層11上に液層を形成する工程である。後述する脱泡工程の静置工程(S2b)が減圧雰囲気下で行われている場合には減圧を解除してから、塗布工程(S2)を行うことが好ましい。また、静置工程(S2b)が加温雰囲気下で行われている場合や、後述する温調工程を含む場合には、親水性樹脂組成物液を塗布する際の適切な粘度に調整したり、親水性樹脂組成物液に溶存しているガスによる気泡発生を抑制するために、親水性樹脂組成物液の温度を調整してから、塗布工程(S2)を行うことが好ましい。塗布工程(S2)は、大気圧下、温度15~30℃で行うことが好ましい。
塗布工程(S2)は、準備工程(S1)により準備された親水性樹脂組成物液を第1多孔層11上に塗布して、第1多孔層11上に液層を形成する工程である。後述する脱泡工程の静置工程(S2b)が減圧雰囲気下で行われている場合には減圧を解除してから、塗布工程(S2)を行うことが好ましい。また、静置工程(S2b)が加温雰囲気下で行われている場合や、後述する温調工程を含む場合には、親水性樹脂組成物液を塗布する際の適切な粘度に調整したり、親水性樹脂組成物液に溶存しているガスによる気泡発生を抑制するために、親水性樹脂組成物液の温度を調整してから、塗布工程(S2)を行うことが好ましい。塗布工程(S2)は、大気圧下、温度15~30℃で行うことが好ましい。
塗布工程(S2)では、例えば図3に示すように、脱泡タンク34から送出された親水性樹脂組成物液をスロットダイ38を備えた塗布液タンク37に供給する。塗布液タンク37の底部に、親水性樹脂組成物液の出入り口を設けることにより、塗布液タンク37内のガスが、スロットダイ38に供給される親水性樹脂組成物液内に混入することを回避することができる。第1多孔層11をロール状に巻取った第1多孔層巻回体11aから連続的に巻出された第1多孔層11上に、スロットダイ38から親水性樹脂組成物液を連続的に塗布して液層を形成する。第1多孔層巻回体11aは、長さ10m以上の第1多孔層11を巻取ったものであることが好ましく、1つのガス分離膜エレメントの製造に必要な酸性ガス分離膜シートの単位長さの整数倍以上であることがより好ましい。
図3では、スロットダイ38を用いて親水性樹脂組成物液を塗布する方法を示しているが、親水性樹脂組成物液を第1多孔層11に塗布する方法は、これに限定されない。塗布方法としては、例えばスピンコート法、バー塗布、ダイコート塗布、ブレード塗布、エアナイフ塗布、グラビアコート、ロールコーティング塗布、スプレー塗布、ディップ塗布、コンマロール法、キスコート法、スクリーン印刷、インクジェット印刷等を挙げることができる。親水性樹脂組成物液の塗布量は、目付け量(単位面積当たりの固形分量)が1g/m2~1000g/m2の範囲であることが好ましく、5g/m2~750g/m2の範囲であることがより好ましく、10g/m2~500g/m2の範囲であることがさらに好ましい。目付け量の調節は、親水性樹脂組成物液の塗布速度(例えば、第1多孔層11の搬送速度)や親水性樹脂組成物液の濃度、親水性樹脂組成物液の吐出量等で制御することができる。また、親水性樹脂組成物液の第1多孔層11への塗布は、ストライプ状やドット状になるようにしてもよい。
塗布工程(S2)で塗布される親水性樹脂組成物液の温度は、組成や濃度に応じて適宜決定すればよいが、温度が高すぎると、第1多孔層11に塗布された親水性樹脂組成物液の液層から媒質が多量に蒸発して組成や濃度が変化したり、親水性樹脂組成物層15に蒸発痕が残ったりするおそれがあるため、15℃以上であることが好ましく、かつ、使用している媒質の沸点よりも5℃以上低い温度範囲が好ましい。例えば、媒質として水を用いた場合には、塗布工程(S2)における親水性樹脂組成物液の温度は、15℃~95℃の温度範囲が好ましく、通常15℃~30℃の温度範囲である。
(乾燥工程(S3))
乾燥工程(S3)は、液層を乾燥して、第1多孔層11上に塗布層を形成する工程である。塗布工程(S2)で、親水性樹脂組成物液を塗布して液層が形成された第1多孔層11を図3に示す乾燥炉39に搬送し、第1多孔層11上の液層から媒質を除去して塗布層を形成する。
乾燥工程(S3)は、液層を乾燥して、第1多孔層11上に塗布層を形成する工程である。塗布工程(S2)で、親水性樹脂組成物液を塗布して液層が形成された第1多孔層11を図3に示す乾燥炉39に搬送し、第1多孔層11上の液層から媒質を除去して塗布層を形成する。
媒質を除去する方法は特に限定されないが、加熱された空気等を通風させることによって媒質を蒸発除去させ、液層を乾燥させる方法が好ましい。具体的には、例えば、乾燥炉39内を所定温度及び所定湿度に調節し、乾燥炉39内に、液層が形成された第1多孔層11を搬入し、第1多孔層11上の液層から媒質を蒸発除去すればよい。乾燥工程(S3)では、後述する積層工程(S4)において第2多孔層12を積層する際に好適な塗布層の媒質含有率となるように乾燥条件を選定することが好ましい。
乾燥炉39での乾燥条件は、積層工程(S4)における塗布層の媒質含有率に応じて決定すればよいが、乾燥炉39での乾燥温度は、親水性樹脂組成物液に含まれる媒質と第1多孔層11の種類とを考慮して決定することが好ましい。通常、媒質の凝固点よりも高く、かつ、第1多孔層11をなす材料の融点よりも低い温度とすることが好ましく、一般に60℃~200℃の範囲が好適である。また、乾燥炉39内を区画分けし、それぞれの区画を異なる温度に設定して乾燥工程を行ってもよい。この場合、出入口部分の区画の温度は中央部分の区画の温度よりも低いことが好ましい。
酸性ガス分離膜シート10の製造方法では、塗布工程(S2)及び乾燥工程(S3)を2回以上繰り返して、2層以上の塗布層を有する親水性樹脂組成物層を形成してもよい。親水性樹脂組成物層が2層以上の塗布層からなることにより、親水性樹脂組成物層15のムラ等に起因するピンホールの発生を抑制することができる。2層以上の塗布層として形成する場合、親水性樹脂組成物液の組成や塗布量等の塗工条件及び乾燥条件は、各塗布層において互いに異なっていてもよく、同一であってもよい。
(積層工程(S4))
積層工程(S4)は、乾燥工程(S3)において第1多孔層11上に形成された塗布層に、第2多孔層12を積層して積層体18を形成する工程である。第2多孔層12は、塗布層の第1多孔層11とは反対側に積層される。積層工程(S4)では、例えば図3に示すように、第2多孔層12をロール状に巻取った第2多孔層巻回体12aから連続的に第2多孔層12を巻出し、第1多孔層11上に形成された塗布層の露出面上に積層して積層体18を形成する。第2多孔層巻回体12aは、長さ10m以上の第2多孔層12を巻取ったものであることが好ましく、1つのガス分離膜エレメントの製造に必要な酸性ガス分離膜シートの単位長さの整数倍以上であることがより好ましい。
積層工程(S4)は、乾燥工程(S3)において第1多孔層11上に形成された塗布層に、第2多孔層12を積層して積層体18を形成する工程である。第2多孔層12は、塗布層の第1多孔層11とは反対側に積層される。積層工程(S4)では、例えば図3に示すように、第2多孔層12をロール状に巻取った第2多孔層巻回体12aから連続的に第2多孔層12を巻出し、第1多孔層11上に形成された塗布層の露出面上に積層して積層体18を形成する。第2多孔層巻回体12aは、長さ10m以上の第2多孔層12を巻取ったものであることが好ましく、1つのガス分離膜エレメントの製造に必要な酸性ガス分離膜シートの単位長さの整数倍以上であることがより好ましい。
積層工程(S4)では、環境湿度が40%RH以上85%RH以下の範囲で、塗布層上に第2多孔層12を積層することが好ましい。環境湿度は、45%RH以上であることがより好ましく、50%RH以上であることがさらに好ましく、通常85%RH以下である。環境湿度が40%RH以上であることにより、塗布層上に第2多孔層12を積層したときに、塗布層と第2多孔層12とを良好に接合し、接着不良部分を生じにくくすることができる。これにより、酸性ガス分離膜シート10において、親水性樹脂組成物層15と第2多孔層12とを十分な接着強度で接着し、接着不良部分が発生することを抑制することができる。
積層工程(S4)に続いて、この積層体18をロール状に巻取る工程を行い、積層体巻回体18aを形成してもよい。
(検査工程)
検査工程は、塗布工程(S2)と乾燥工程(S3)との間に行う工程である。検査工程では、第1多孔層11上に塗布された親水性樹脂組成物液の液層表面及び液層内部の少なくとも一方に存在する異物、気泡及び気泡痕等の異常を確認する。酸性ガス分離膜シート10の製造方法において、検査工程は設けても設けなくてもよい。しかし、検査工程を設けることによって、積層体巻回体18a中の分離性能に劣る領域を把握しやすくなるため、酸性ガス分離膜シート10を用いてガス分離膜エレメントを製造する際に、分離性能に優れた酸性ガス分離膜シート10を効率的に抽出しやすくなる。
検査工程は、塗布工程(S2)と乾燥工程(S3)との間に行う工程である。検査工程では、第1多孔層11上に塗布された親水性樹脂組成物液の液層表面及び液層内部の少なくとも一方に存在する異物、気泡及び気泡痕等の異常を確認する。酸性ガス分離膜シート10の製造方法において、検査工程は設けても設けなくてもよい。しかし、検査工程を設けることによって、積層体巻回体18a中の分離性能に劣る領域を把握しやすくなるため、酸性ガス分離膜シート10を用いてガス分離膜エレメントを製造する際に、分離性能に優れた酸性ガス分離膜シート10を効率的に抽出しやすくなる。
検査工程では、例えば図3に示すように、スロットダイ38から第1多孔層11上に親水性樹脂組成物液を塗布して形成された液層を撮像する工程(以下、「撮像工程」という。)と、撮像工程で得られた画像を用いて、液層表面及び液層内部の少なくとも一方に含まれる異常を検出する工程(以下、「異常検出工程」という。)と、第1多孔層及び第2多孔層の少なくとも一方に、異常が検出された液層を含む領域を認識可能とするためのマークを付与する工程(以下、「マーキング工程」という。)とを含むことが好ましい。
図4は、撮像工程での撮像方法を説明するための概略図である。撮像工程では、カメラ等の撮像装置42を用いて、第1多孔層11上の液層を撮像する。撮像工程は、例えば図4に示すように、撮像装置42に加えて、可視光及び/又は赤外光を照射する光源47を用いて行うことが好ましい。光源47は、第1多孔層11の搬送方向に直交する方向に配列したライン状照明であることが好ましい。
撮像工程では、図4に模式的に示すように、光源47から照射された可視光及び/又は赤外光を、第1多孔層11上の液層に照射する。撮像装置42は、光源から照射された可視光及び/又は赤外光の正反射像が入射しない位置において撮像を行い、液層表面及び/又は液層内部に存在する異常によって生じる反射光又は散乱光を検出することが好ましい。なお、上記では、撮像装置42は一方向から撮像を行っているが、複数の撮像装置を設けて、複数方向から第1多孔層11上の液層を撮像するようにしてもよい。
異常検出工程では、撮像装置42によって撮像された画像を用いて、液層表面及び液層内部のうち少なくとも一方に存在する異常を検出する。異常の検出は、撮像装置42によって撮像された画像を、例えば、各画素の濃度値があらかじめ設定した閾値以上であるか、閾値より小さいかに基づいて、各画素を異常部と正常部とに二分する2値化処理法を用いて解析することによって行うことができる。
マーキング工程は、異常検出工程において異常が検出された液層を含む領域を認識可能とするためのマークを付与する。マーキング工程では、異常検出工程で検出された異常部の検出量が閾値を超えた領域に対してマークを付与することが好ましい。マーキング工程で付与されるマークは、例えば、異常が検出された液層を含む領域の第1多孔層及び第2多孔層の少なくとも一方に設けることができ、積層工程(S4)において積層される第2多孔層12上に設けることが好ましい。
マーキング工程において第1多孔層11にマークを付与する場合、例えば、異常検出工程に続いて行ってもよく、乾燥工程(S3)や、乾燥工程(S3)と積層工程(S4)との間に行ってもよく、積層工程(S4)で得た積層体18の第1多孔層に付与してもよい。また、図5に示すように、マーキング工程において第2多孔層12にマークを付与する場合、積層工程に供給するために巻き出された第2多孔層12に付与してもよく、積層工程(S4)で得た積層体18の第2多孔層に付与してもよい。マークは、例えば、図5に示すようなマーキング用ヘッド43から、第1多孔層11及び/又は第2多孔層12にインクを塗布することによって付与することができる。また、マーキング用ヘッド43を用いてマークを付与する場合、例えば異常検出工程において、異常が検出された液層を含む領域の位置に関する情報を取得しておき、この情報に基づいて、異常が検出された液層を含む領域がマーキング用ヘッド43の位置を通過するタイミングを算出することにより、異常が検出された液層を含む領域の第1多孔層及び/又は第2多孔層にマークを付与することができる。
(除去工程)
除去工程は、上記積層体18から、マーキング工程で付与されたマークに基づいて、異常が検出された液層を含む領域を除去する。除去工程は、例えば、一旦ロール状に巻取られた積層体18を巻出し、異常が検出された液層を含む領域を除去した積層体18をロール状に巻取る工程を有していてもよい。また、除去工程は、例えば、積層体18を用いたガス分離膜エレメントの製造において、ロール状に巻取られた積層体18を巻出す際に行ってもよい。この場合、マーキング工程で付与されたマークに基づいて、欠陥が検出された液層を含む領域を切断等により除去することで、ガス分離膜エレメントの製造に異常のない酸性ガス分離膜シート10を用いることができるため、分離性能に優れた酸性ガス分離膜エレメントを効率的に作製することができる。
除去工程は、上記積層体18から、マーキング工程で付与されたマークに基づいて、異常が検出された液層を含む領域を除去する。除去工程は、例えば、一旦ロール状に巻取られた積層体18を巻出し、異常が検出された液層を含む領域を除去した積層体18をロール状に巻取る工程を有していてもよい。また、除去工程は、例えば、積層体18を用いたガス分離膜エレメントの製造において、ロール状に巻取られた積層体18を巻出す際に行ってもよい。この場合、マーキング工程で付与されたマークに基づいて、欠陥が検出された液層を含む領域を切断等により除去することで、ガス分離膜エレメントの製造に異常のない酸性ガス分離膜シート10を用いることができるため、分離性能に優れた酸性ガス分離膜エレメントを効率的に作製することができる。
(その他の工程)
酸性ガス分離膜シート10の製造方法では、上記した工程以外のその他の工程を有していてもよい。準備工程(S1)と塗布工程(S2)との間に設けられるその他の工程としては、親水性樹脂組成物液を所定温度に調整する工程(以下、「温調工程」という。)、親水性樹脂組成物液に含まれる気泡を除去する工程(以下、「脱泡工程」という。)、親水性樹脂組成物液に混入した気泡や異物等の混入物を検出する工程(以下、「液検査工程」という。)等を挙げることができる。また、積層工程(S4)に続いて設けられるその他の工程としては、乾燥工程(S3)で形成された塗布層中の媒質をさらに除去するために行う工程(以下、「追乾燥工程」という。)等を挙げることができる。
酸性ガス分離膜シート10の製造方法では、上記した工程以外のその他の工程を有していてもよい。準備工程(S1)と塗布工程(S2)との間に設けられるその他の工程としては、親水性樹脂組成物液を所定温度に調整する工程(以下、「温調工程」という。)、親水性樹脂組成物液に含まれる気泡を除去する工程(以下、「脱泡工程」という。)、親水性樹脂組成物液に混入した気泡や異物等の混入物を検出する工程(以下、「液検査工程」という。)等を挙げることができる。また、積層工程(S4)に続いて設けられるその他の工程としては、乾燥工程(S3)で形成された塗布層中の媒質をさらに除去するために行う工程(以下、「追乾燥工程」という。)等を挙げることができる。
(脱泡工程)
脱泡工程は、準備工程(S1)と塗布工程(S2)との間に、準備工程(S1)で準備した親水性樹脂組成物液に含まれる気泡を除去するために行われる。酸性ガス分離膜シート10の製造方法では、脱泡工程は設けられても設けられなくてもよいが、親水性樹脂組成物液が比較的高い粘度を有する場合に設けられることが好ましい。特に、親水性樹脂組成物液の、温度25℃、せん断速度0.1s-1における粘度が100Pa・s以上である場合に、脱泡工程を行うことにより、塗布工程(S2)で塗布された液層に気泡が混入し、酸性ガス分離膜シート10の親水性樹脂組成物層15に気泡痕や空孔等の異常が生じることを抑制することができる。親水性樹脂組成物液の温度25℃、せん断速度0.1s-1における粘度は、レオメータ(例えば、TAインスツルメント(株)製;商品名:「AR2000ex」)によって測定することができる。これにより、親水性樹脂組成物液の粘度が比較的高い場合であっても、親水性樹脂組成物層15に気泡痕や空孔等の異常が生じ、親水性樹脂組成物層15と第2多孔層12との間に接着不良部分が生じることを抑制し、第2剥離強度の標準偏差と第2剥離強度の平均値との比(標準偏差/平均値)を小さくすることができる。
脱泡工程は、準備工程(S1)と塗布工程(S2)との間に、準備工程(S1)で準備した親水性樹脂組成物液に含まれる気泡を除去するために行われる。酸性ガス分離膜シート10の製造方法では、脱泡工程は設けられても設けられなくてもよいが、親水性樹脂組成物液が比較的高い粘度を有する場合に設けられることが好ましい。特に、親水性樹脂組成物液の、温度25℃、せん断速度0.1s-1における粘度が100Pa・s以上である場合に、脱泡工程を行うことにより、塗布工程(S2)で塗布された液層に気泡が混入し、酸性ガス分離膜シート10の親水性樹脂組成物層15に気泡痕や空孔等の異常が生じることを抑制することができる。親水性樹脂組成物液の温度25℃、せん断速度0.1s-1における粘度は、レオメータ(例えば、TAインスツルメント(株)製;商品名:「AR2000ex」)によって測定することができる。これにより、親水性樹脂組成物液の粘度が比較的高い場合であっても、親水性樹脂組成物層15に気泡痕や空孔等の異常が生じ、親水性樹脂組成物層15と第2多孔層12との間に接着不良部分が生じることを抑制し、第2剥離強度の標準偏差と第2剥離強度の平均値との比(標準偏差/平均値)を小さくすることができる。
脱泡工程は、親水性樹脂組成物液にせん断を与える工程(以下、「せん断印加工程」という。)と、親水性樹脂組成物液を静置する工程(以下、「静置工程」という。)と、を含むことができる。せん断印加工程(S2a)と静置工程(S2b)とは、1回又は2回以上繰り返すことが好ましい。また、脱泡工程は、静置工程(S2b)を最後に行うことが好ましい。これにより、親水性樹脂組成物液の脱泡を十分に行うことができる。
せん断印加工程(S2a)は、親水性樹脂組成物液にせん断を印加する工程であれば特に限定されないが、親水性樹脂組成物液を撹拌する撹拌工程、親水性樹脂組成物液をフィルターに通す濾過工程等を挙げることができ、撹拌工程、及び、濾過工程のうち少なくとも一方であることが好ましい。せん断印加工程では、撹拌工程と濾過工程との両方を行うことがより好ましく、この場合、先に撹拌工程を行い、その後、濾過工程を行うことが好ましい。
せん断印加工程(S2a)では、例えば図3に示すように、まず、撹拌タンク32内で親水性樹脂組成物液を撹拌することによって撹拌工程を行う。その後、撹拌タンク32で撹拌された親水性樹脂組成物液をフィルター33に通すことによって濾過工程を行うことができる。
撹拌工程では、撹拌タンク32内で親水性樹脂組成物液を撹拌してせん断を印加することにより、親水性樹脂組成物液の粘度を下げ、これにより親水性樹脂組成物液からの気泡の分離を促進して気泡を除去することができる。撹拌工程で用いることができる撹拌装置としては、例えば、図3に示す回転翼型の撹拌機のほか、マイルダー、圧力式ホモジナイザー、高速回転せん断型ホモジナイザー、遊星式撹拌機、遠心分離機等を挙げることができる。回転翼の形状としては、気液界面部を十分に撹拌し、気泡の浮上を妨げない流動を生じさせる大型翼やアンカー翼が適している。撹拌工程における撹拌条件は特に限定されないが、せん断速度が5~700s-1となるように撹拌を行うことが好ましく、せん断によって親水性樹脂組成物液に含まれる親水性樹脂を破壊しないことが好ましい。
濾過工程では、フィルター33に親水性樹脂組成物液を通すことにより、撹拌工程と同様に、親水性樹脂組成物液にせん断を与えて親水性樹脂組成物液の粘度を下げ、これにより親水性樹脂組成物液からの気泡の分離を促進して気泡を分離除去することができる。濾過工程で用いることができるフィルター33としては、メンブレンフィルター、デプスフィルター、中空糸膜等を挙げることができる。濾過工程における濾過条件は特に限定されないが、せん断速度が5~700s-1となるように濾過を行うことが好ましく、濾過工程時の圧力損失に応じて、フィルターの目開き及び濾過面積と流量とを調整することが好ましい。また、濾過工程において、親水性樹脂組成物液をフィルター33に送液する方法としては、撹拌タンク32を加圧することによる圧送やポンプによる吐出等が挙げられる。ポンプとしては、回転ポンプが好ましく、例えば、ギアポンプ、ロータリーポンプ、モーノポンプ等を挙げることができる。
静置工程(S2b)は、親水性樹脂組成物液を静置して気泡を除去することができれば特に限定されない。例えば静置工程(S2b)は、図3に示すように、撹拌工程で撹拌された親水性樹脂組成物液を撹拌タンク32にて静置する工程(以下、「静置工程-1」ということがある。)と、静置工程-1に続いて行われる濾過工程においてフィルター33を通った親水性樹脂組成物液を脱泡タンク34にて静置する工程(以下、「静置工程-2」ということがある。)とを含むことができる。静置工程(S2b)は、気泡除去の効率の点から、減圧雰囲気下及び加温雰囲気下の少なくとも一方の雰囲気下で行うことが好ましく、減圧雰囲気下で行うことがより好ましい。
減圧雰囲気における圧力は、親水性樹脂組成物液に含まれる媒質の蒸気圧の1.01倍以上であることが好ましく、1.05倍以上であることがより好ましく、通常2倍以下である。上記の圧力の範囲とすることにより、減圧時に親水性樹脂組成物液が沸騰することを抑制することができる。
加温雰囲気における温度は、せん断印加工程における親水性樹脂組成物液の温度以上であって、親水性樹脂組成物液に含まれる媒質が沸騰しない温度であれば特に限定されない。加温雰囲気の温度は、25℃以上であることが好ましく、30℃以上であることが好ましく、また、90℃未満であることが好ましく、85℃以下であることがより好ましい。なお、加温雰囲気には、後述する温調工程で加温された場合の温度を、静置工程(S2b)においても維持するように加温された雰囲気も含まれる。
静置工程(S2b)を減圧雰囲気下で行う場合には、例えば図3に示すように、撹拌タンク32及び脱泡タンク34を、減圧ポンプや真空ポンプ等を用いて減圧することにより、所定圧力に減圧した雰囲気下で静置工程を行うことができる。これにより、親水性樹脂組成物液に含まれる気泡を効率的に除去することができる。
また、静置工程(S2b)を加温雰囲気下で行う場合には、撹拌タンク32や脱泡タンク34に設けられた熱媒流通ジャケット、抵抗発熱装置、誘導加熱装置、マイクロ波照射装置等の加温装置を用いて、撹拌タンク32及び脱泡タンク34に貯留されている親水性樹脂組成物液を加温すればよい。これにより、親水性樹脂組成物液の粘度が低下するため気泡を除去しやすくなる。
上記したように、静置工程(S2b)が静置工程-1と静置工程-2とを含む場合、静置工程-1及び静置工程-2は、ともに減圧雰囲気又は加温雰囲気で行われてもよく、互いに異なる雰囲気で行われてもよい。また、静置工程-1を省略して、撹拌工程に続いて濾過工程を行ってもよいが、静置工程-2は省略しないことが好ましい。
(温調工程)
温調工程は、せん断印加工程(S2a)の前に親水性樹脂組成物液を所定温度に調整するために行われる。これにより、せん断印加工程(S2a)や静置工程(S2b)における親水性樹脂組成物液の脱泡の効率を向上させることができる。上記所定温度は、親水性樹脂組成物液に含まれる媒質が沸騰しない温度であれば特に限定されないが、上記の塗布工程(S2)における親水性樹脂組成物液の温度よりも高いことが好ましく、例えば、90℃未満であることが好ましく、85℃以下であることがより好ましく、80℃以下であることがさらに好ましく、通常25℃以上である。温調工程は、例えば、図3に示す撹拌タンク32で行うことができる。
温調工程は、せん断印加工程(S2a)の前に親水性樹脂組成物液を所定温度に調整するために行われる。これにより、せん断印加工程(S2a)や静置工程(S2b)における親水性樹脂組成物液の脱泡の効率を向上させることができる。上記所定温度は、親水性樹脂組成物液に含まれる媒質が沸騰しない温度であれば特に限定されないが、上記の塗布工程(S2)における親水性樹脂組成物液の温度よりも高いことが好ましく、例えば、90℃未満であることが好ましく、85℃以下であることがより好ましく、80℃以下であることがさらに好ましく、通常25℃以上である。温調工程は、例えば、図3に示す撹拌タンク32で行うことができる。
せん断印加工程(S2a)及び静置工程(S2b)を行う間、親水性樹脂組成物液を温調工程で調整された所定温度に維持することが好ましい。そのため、温調された親水性樹脂組成物液の温度を可能な限り一定に保つために、撹拌タンク32、フィルター33、脱泡タンク34、及び、撹拌タンク32から脱泡タンク34に親水性樹脂組成物液を送液するための配管は、熱媒流通ジャケットや断熱材等を備えることが好ましい。
(液検査工程)
液検査工程は、親水性樹脂組成物液に混入した気泡や異物等の混入物を検出する工程である。液検査工程は、準備工程(S1)と塗布工程(S2)との間、又は、脱泡工程を有する場合は脱泡工程と塗布工程(S2)との間に、行うことが好ましい。液検査工程は、例えば図3に示す配管35内を流通している親水性樹脂組成物液に対して行うことができ、ポンプ等によって脱泡タンク34から送出されて配管35内を流通している親水性樹脂組成物液を撮像する工程(以下、「液撮像工程」という。)と、親水性樹脂組成物液に混入している混入物を検出する工程(以下、「混入物検出工程」という。)とを含むことが好ましい。さらに、液検査工程は、図3に示すように、混入物検出工程での混入物の検出結果に基づいて、配管35内を流通している親水性樹脂組成物液の塗布液タンク37への供給を制御する工程(以下、「供給制御工程」という。)を含むことが好ましい。
液検査工程は、親水性樹脂組成物液に混入した気泡や異物等の混入物を検出する工程である。液検査工程は、準備工程(S1)と塗布工程(S2)との間、又は、脱泡工程を有する場合は脱泡工程と塗布工程(S2)との間に、行うことが好ましい。液検査工程は、例えば図3に示す配管35内を流通している親水性樹脂組成物液に対して行うことができ、ポンプ等によって脱泡タンク34から送出されて配管35内を流通している親水性樹脂組成物液を撮像する工程(以下、「液撮像工程」という。)と、親水性樹脂組成物液に混入している混入物を検出する工程(以下、「混入物検出工程」という。)とを含むことが好ましい。さらに、液検査工程は、図3に示すように、混入物検出工程での混入物の検出結果に基づいて、配管35内を流通している親水性樹脂組成物液の塗布液タンク37への供給を制御する工程(以下、「供給制御工程」という。)を含むことが好ましい。
液撮像工程では、液撮影装置41を用いて、配管35内を流通している親水性樹脂組成物液を撮像する。混入物検出工程では、撮像工程で得られた画像を画像解析ソフト等を用いて解析することにより、混入物を検出することができる。供給制御工程では、混入物検出工程での混入物の検出結果に応じて、塗布工程(S2)への親水性樹脂組成物液の供給を制御する。具体的には、配管に設けられた弁36を切替えることによって、混入物検出工程での混入物の検出量が閾値以下である親水性樹脂組成物液を塗布工程(S2)に供給し、検出量が閾値を超えた親水性樹脂組成物液は、塗布工程(S2)に供給されないように制御することが好ましい。塗布工程(S2)に供給されなかった親水性樹脂組成物液は、例えば回収タンク(図示せず)に回収されて、図3に示す撹拌タンク32に供給されてもよく、回収タンクを経ることなく直接撹拌タンク32に供給されてもよい。撹拌タンク32に供給された親水性樹脂組成物液は、脱泡工程を行う等により、親水性樹脂組成物層15を形成するために用いることができる。このように、液検査工程を行うことにより、気泡や異物等の混入物が少ない親水性樹脂組成物液を用いて塗布工程(S2)を行うことができるため、酸性ガス分離膜シート10を高い歩留まりで製造しやすくなる。
(追乾燥工程)
追乾燥工程は、例えば図5に示すように、積層体巻回体18aから積層体18を連続的に巻出し、追乾燥炉49に搬送して塗布層からさらに媒質を除去することができる。追乾燥炉49としては、上記した乾燥炉39と同様のものを用いることができ、追乾燥を行う際の乾燥温度は、親水性樹脂組成物液に含まれる媒質と第1多孔層11及び第2多孔層12の種類とに応じて適宜決定すればよい。通常、媒質の凝固点よりも高く、かつ、第1多孔層11及び第2多孔層12をなす材料の融点よりも低い温度とすることが好ましく、一般に60℃~200℃の範囲が好適である。追乾燥炉49から搬出された積層体18は、再びロール状に巻取ることができる。
追乾燥工程は、例えば図5に示すように、積層体巻回体18aから積層体18を連続的に巻出し、追乾燥炉49に搬送して塗布層からさらに媒質を除去することができる。追乾燥炉49としては、上記した乾燥炉39と同様のものを用いることができ、追乾燥を行う際の乾燥温度は、親水性樹脂組成物液に含まれる媒質と第1多孔層11及び第2多孔層12の種類とに応じて適宜決定すればよい。通常、媒質の凝固点よりも高く、かつ、第1多孔層11及び第2多孔層12をなす材料の融点よりも低い温度とすることが好ましく、一般に60℃~200℃の範囲が好適である。追乾燥炉49から搬出された積層体18は、再びロール状に巻取ることができる。
上記では、積層工程(S4)に続いて、積層体18をロール状に巻取る巻取り工程を設ける場合を例に挙げて説明したが、積層体18を巻取る工程を行うことなく追乾燥炉に搬送して、追乾燥を行うようにしてもよい。
(ガス分離膜エレメント)
酸性ガス分離膜シート10は、スパイラル型、平膜型、プリーツ型、プレートアンドフレーム型等の公知のガス分離膜エレメントに用いることができる。
酸性ガス分離膜シート10は、スパイラル型、平膜型、プリーツ型、プレートアンドフレーム型等の公知のガス分離膜エレメントに用いることができる。
ガス分離膜エレメントとして、スパイラル型ガス分離膜エレメントを用いる場合を例に挙げて説明する。図7は、スパイラル型のガス分離膜エレメントを展開して示す、一部切欠き部分を設けた概略の斜視図である。また、図8は、ガス分離膜エレメント1を示す、一部展開部分を設けた概略の斜視図である。
スパイラル型のガス分離膜エレメント1は、
酸性ガスを含む原料ガスが流れる供給側流路部材3と、
供給側流路部材3を流れる原料ガスに含まれる酸性ガスを選択的に分離して透過させる酸性ガス分離膜シート10と、
酸性ガス分離膜シート10を透過した酸性ガスを含む透過ガスが流れる透過側流路部材4と、
原料ガスと透過ガスとの混合を防止するための封止部と、
透過側流路部材4を流れる透過ガスを収集する中心管5と、を有し、
供給側流路部材3と、ガス分離膜2と、透過側流路部材4とをそれぞれ少なくとも1以上積層したエレメント用積層体が、中心管5に巻回された巻回体を備えることができる。巻回体は、円筒状、角筒状等の任意の形状であってもよい。
酸性ガスを含む原料ガスが流れる供給側流路部材3と、
供給側流路部材3を流れる原料ガスに含まれる酸性ガスを選択的に分離して透過させる酸性ガス分離膜シート10と、
酸性ガス分離膜シート10を透過した酸性ガスを含む透過ガスが流れる透過側流路部材4と、
原料ガスと透過ガスとの混合を防止するための封止部と、
透過側流路部材4を流れる透過ガスを収集する中心管5と、を有し、
供給側流路部材3と、ガス分離膜2と、透過側流路部材4とをそれぞれ少なくとも1以上積層したエレメント用積層体が、中心管5に巻回された巻回体を備えることができる。巻回体は、円筒状、角筒状等の任意の形状であってもよい。
ガス分離膜エレメント1は、さらに、巻回体の巻戻しや巻崩れを防止するために、外周テープやテレスコープ防止板等の固定部材(図示せず)を備えていてもよく、ガス分離膜エレメント1にかかる内圧及び外圧による負荷に対する強度を確保するために、巻回体の最外周にアウターラップ(補強層)を有していてもよい。
供給側流路部材3及び透過側流路部材4は、原料ガス及び酸性ガス分離膜シート10を透過した透過ガスの乱流(膜面の表面更新)を促進して、原料ガス中の透過ガスの膜透過速度を増加させる機能と、供給される原料ガス及び酸性ガス分離膜シート10を透過した透過ガスの圧力損失をできるだけ小さくする機能とを有していることが好ましい。供給側流路部材3及び透過側流路部材4は、原料ガス及び透過ガスの流路を形成するスペーサとしての機能と、原料ガス及び透過ガスに乱流を生じさせる機能とを備えていることが好ましいことから、網目状(ネット状、メッシュ状等)のものが好適に用いられる。網目の単位格子の形状は、網目の形状によりガスの流路が変わることから、目的に応じて、例えば、正方形、長方形、菱形、平行四辺形等の形状から選択されることが好ましい。供給側流路部材3及び透過側流路部材4の材質としては、特に限定されないが、ガス分離膜エレメント1が設けられるガス分離装置の運転温度条件に耐え得る耐熱性を有する材料が好ましい。
封止部は、原料ガスと透過ガスとの混合を防止するために設けられ、例えば透過側流路部材4及び酸性ガス分離膜シート10に封止材料が浸透して硬化することにより形成することができる。封止部は、通常、巻回体の中心管5の軸に平行な方向の両端に位置する端部、及び、中心管5の軸に直交する方向の両端に位置する端部のうち、中心管5と端部との距離が長い側の端部に設けられて、いわゆるエンベロープ状をなすことができる。封止部は、一般に接着剤として用いられる材料を用いることができ、例えば、エポキシ系樹脂等を用いることができる。
中心管5は、酸性ガス分離膜シート10を透過した透過ガスを収集して、ガス分離膜エレメント1から排出するための導管である。中心管5は、ガス分離膜エレメント1が設けられるガス分離装置の使用温度条件に耐え得る耐熱性を有し、エレメント用積層体の巻き付けに耐え得る機械的強度を有する材料であることが好ましい。中心管5は、図8に示すように、その外周面に透過側流路部材4で形成される透過ガスの流路空間と中心管5内部の中空空間とを連通させる複数の孔30を有している。
ガス分離膜エレメント1はガス分離膜モジュールに用いることができ、ガス分離膜モジュールは、ガス分離膜エレメント1を1基以上有する。ガス分離膜モジュールは、酸性ガス分離膜シートに原料ガスを供給するための原料ガス供給口(図8に示す供給側端部51と連通する部分)、酸性ガス分離膜シートを透過した透過ガスを排出するための透過ガス排出口(図8に示す排出口52と連通する部分)、及び酸性ガス分離膜シートを透過しなかった原料ガスを排出するための非透過ガス排出口(図8に示す排出側端部53と連通する部分)を備えている。上記の原料ガス供給口、非透過ガス排出口及び透過ガス排出口は、ガス分離膜エレメントの本体に設けられてもよく、ガス分離膜エレメントを収納する容器(以下、「ハウジング」ということがある。)に設けられてもよい。
ハウジングは、分離膜モジュール内を流通する原料ガスを封入するための空間を形成することができ、例えばステンレス等の筒状部材と、この筒状部材の軸方向両端を閉塞するための閉塞部材とを有していてもよい。ハウジングは、円筒状、角筒状等の任意の筒状形状であってもよいが、ガス分離膜エレメント1は通常、円筒状であることから、円筒状であることが好ましい。また、ハウジングの内部には、供給側端部51に供給される原料ガスと、ガス分離膜エレメント1に備えられた酸性ガス分離膜シート10を透過しなかった非透過ガスとの混合を防止するための仕切りを設けることができる。
ハウジング内に2以上のガス分離膜エレメント1を配置する場合、各ガス分離膜エレメント1に供給される原料ガスは、並列に供給されてもよく、直列に供給されてもよい。ここで、原料ガスを並列に供給するとは、少なくとも原料ガスを分配して複数のガス分離膜エレメントに導入することをいい、原料ガスを直列に供給するとは、少なくとも前段のガス分離膜エレメント1から排出された透過ガス及び/又は非透過ガスを、後段のガス分離膜エレメント1に導入することをいう。
以下、実施例及び比較例を示して本発明をさらに具体的に説明するが、本発明はこれらの例によって限定されるものではない。
[接触角の測定]
実施例及び比較例で用いた第2多孔層における水の接触角は、接触角計(協和界面科学(株)製;商品名:「DropMaster500」)を用いて、25℃の条件下で測定した。
実施例及び比較例で用いた第2多孔層における水の接触角は、接触角計(協和界面科学(株)製;商品名:「DropMaster500」)を用いて、25℃の条件下で測定した。
[粘度の測定]
実施例及び比較例で用いた親水性樹脂組成物液の温度25℃、せん断速度0.1s-1における粘度は、レオメータ(TAインスツルメント(株)製;商品名:「AR2000ex」)により測定した。
実施例及び比較例で用いた親水性樹脂組成物液の温度25℃、せん断速度0.1s-1における粘度は、レオメータ(TAインスツルメント(株)製;商品名:「AR2000ex」)により測定した。
[第2剥離強度の平均値、及び、第2剥離強度の標準偏差と平均値の比の算出方法]
第2剥離強度の平均値、及び、第2剥離強度の標準偏差と平均値との比(標準偏差/平均値)は、剥離試験機(アイコーエンジニアリング(株)製;商品名:エンボスキャリアテープ剥離試験器「MODEL-2165P」)を用いて剥離強度の経時データを測定し、得られた経時データの測定開始5秒後から15秒後の間の剥離強度の平均値及び標準偏差から求めた。具体的な剥離強度の経時データの測定方法は、以下の通りである。
1)酸性ガス分離膜シート10から、サイズ25mm×100mmの測定用サンプルを切り出す、
2)測定用サンプルを温度25℃かつ湿度50%RHの環境下に2時間静置する、
3)測定用サンプルの酸性ガス分離膜シート10の第1多孔層11が露出した面に樹脂製の平板を両面テープで貼り付ける、
4)酸性ガス分離膜シート10の端部の第2多孔層12を少し剥がして掴み代を作る、
5)剥離試験機の試料固定用クリップに測定用サンプルを固定する、
6)剥離試験機の先端クリップに測定用サンプルの掴み代を固定する、
7)剥離角度180度かつ剥離速度300mm/minの条件下で剥離強度の経時データを測定する。
なお、剥離強度の測定時に親水性樹脂組成物層15が第1多孔層11側の表面に存在する場合には、第2剥離強度は第1剥離強度よりも小さいと判断した。
第2剥離強度の平均値、及び、第2剥離強度の標準偏差と平均値との比(標準偏差/平均値)は、剥離試験機(アイコーエンジニアリング(株)製;商品名:エンボスキャリアテープ剥離試験器「MODEL-2165P」)を用いて剥離強度の経時データを測定し、得られた経時データの測定開始5秒後から15秒後の間の剥離強度の平均値及び標準偏差から求めた。具体的な剥離強度の経時データの測定方法は、以下の通りである。
1)酸性ガス分離膜シート10から、サイズ25mm×100mmの測定用サンプルを切り出す、
2)測定用サンプルを温度25℃かつ湿度50%RHの環境下に2時間静置する、
3)測定用サンプルの酸性ガス分離膜シート10の第1多孔層11が露出した面に樹脂製の平板を両面テープで貼り付ける、
4)酸性ガス分離膜シート10の端部の第2多孔層12を少し剥がして掴み代を作る、
5)剥離試験機の試料固定用クリップに測定用サンプルを固定する、
6)剥離試験機の先端クリップに測定用サンプルの掴み代を固定する、
7)剥離角度180度かつ剥離速度300mm/minの条件下で剥離強度の経時データを測定する。
なお、剥離強度の測定時に親水性樹脂組成物層15が第1多孔層11側の表面に存在する場合には、第2剥離強度は第1剥離強度よりも小さいと判断した。
[気密試験]
(ガス分離膜エレメントの作製)
各実施例及び各比較例で得られた酸性ガス分離膜シートを用いて次のようにガス分離膜エレメントを作製した。ガス分離膜エレメントの作製に用いた材料は以下のとおりである。
(ガス分離膜エレメントの作製)
各実施例及び各比較例で得られた酸性ガス分離膜シートを用いて次のようにガス分離膜エレメントを作製した。ガス分離膜エレメントの作製に用いた材料は以下のとおりである。
実施例1~4及び比較例1、2において、ガス分離膜エレメントの作製に用いた部材の詳細は以下のとおりである。
・供給側流路部材:
PPS製ネット1層(50×50mesh)(ダイオ化成(株)製;商品名:50-150PPS)
・透過側流路部材:
PPS製ネット3層(50×50mesh/60×40mesh/50×50mesh)(ダイオ化成(株)製;商品名:50-150PPS及び60(40)-150PPS)
・中心管:
外径1インチのステンレス製、直径3mmの孔が中心管の外壁に合計20個形成されたもの。孔は、中心管の軸に平行な方向に2列形成されており、積層体が巻回される中心管の軸に平行な方向の範囲に亘って均一な間隔となるように25.4mmのピッチで、1列あたり10個の孔が形成されている。2つの列は、中心管の軸を挟んで対向する位置に設けられている。
・供給側流路部材:
PPS製ネット1層(50×50mesh)(ダイオ化成(株)製;商品名:50-150PPS)
・透過側流路部材:
PPS製ネット3層(50×50mesh/60×40mesh/50×50mesh)(ダイオ化成(株)製;商品名:50-150PPS及び60(40)-150PPS)
・中心管:
外径1インチのステンレス製、直径3mmの孔が中心管の外壁に合計20個形成されたもの。孔は、中心管の軸に平行な方向に2列形成されており、積層体が巻回される中心管の軸に平行な方向の範囲に亘って均一な間隔となるように25.4mmのピッチで、1列あたり10個の孔が形成されている。2つの列は、中心管の軸を挟んで対向する位置に設けられている。
各実施例及び各比較例で得られた酸性ガス分離膜シートを、後述のマーキング工程で付与されたマークに基づいて異常が検出された液層を含む領域を除いて四辺形状に切断し、第2多孔層側を内側にして二つ折りにして、上記の供給側流路部材を挟み込み、膜リーフを得た。中心管に1層目の透過側流路部材の一端を固定し、この透過側流路部材上に、上記にて得た膜リーフ(1層目の膜リーフ)を中心管から離間させて積層した。
続いて、1層目の膜リーフ上に2層目の透過側流路部材を積層し、1層目の膜リーフの中心管の軸に平行な方向の両端部、及び、1層目の膜リーフの中心管の軸に対して直交する方向の両端に位置する端部のうち中心管から遠い側の端部に相当する2層目の透過側流路部材上の位置にエポキシ系接着剤(アレムコ・プロダクツ社製;商品名:2310)を塗布した。その後、上記と同様の手順で2層目の膜リーフを積層し、さらに3層目の透過側流路部材を積層して膜リーフ積層体を得た。2層目の膜リーフは、2層目の透過側流路部材よりも中心管から離間するように積層した。
得られた膜リーフ積層体の最上段の3層目の透過側流路部材上に上記と同様の手順で接着剤を塗布した後、膜リーフ積層体を中心管に巻付けてスパイラル体とし、その外周に耐熱テープを巻付けてからスパイラル体の両端部を切断し、この切断面にテレスコープ防止板を取付け、さらに繊維強化樹脂でアウターラップ(補強層)を形成して、ガス分離膜エレメントを得た。
(気密試験)
図9に示すように、ガス分離膜エレメント1における供給側端部51側と中心管の排出口52側とがガス分離膜エレメント1の酸性ガス分離膜シート10で隔てられるように、ガス分離膜エレメント1を、試験装置Nにおけるステンレス製のハウジング55内に固定した。中心管の排出口52側はハウジング55の外部に導出し、他方側は閉栓した。ガス分離膜エレメント1における供給側端部51及び排出側端部53は、ハウジング55内に開放した。すなわち、ハウジング55に供給したガスを、ガス分離膜エレメント1における供給側の供給側端部51と排出側端部53とから、ガス分離膜エレメント1の内部に流入させた。
図9に示すように、ガス分離膜エレメント1における供給側端部51側と中心管の排出口52側とがガス分離膜エレメント1の酸性ガス分離膜シート10で隔てられるように、ガス分離膜エレメント1を、試験装置Nにおけるステンレス製のハウジング55内に固定した。中心管の排出口52側はハウジング55の外部に導出し、他方側は閉栓した。ガス分離膜エレメント1における供給側端部51及び排出側端部53は、ハウジング55内に開放した。すなわち、ハウジング55に供給したガスを、ガス分離膜エレメント1における供給側の供給側端部51と排出側端部53とから、ガス分離膜エレメント1の内部に流入させた。
また、ハウジング55内に窒素(N2)ガスを供給するボンベを、バルブを介して取り付けるとともに、ハウジング55内の圧力を測定する圧力計56を取り付けた。そして、ハウジング55内に、室温(20℃)のN2ガスを供給して、ガス分離膜エレメント1の供給側端部51側に、1500kPaG(Gはゲージ圧を示す。)の圧力を加えた。当該圧力は圧力計56で確認した。一方、中心管の排出口52側の圧力は大気圧に調節した。
この状態を保ちながら、圧力計56でハウジング55内の圧力の時間変化を測定することにより、ガス分離膜エレメント1の気密試験を行い、ガス分離膜エレメント1のN2ガス透過性能評価を行った。具体的には、測定した圧力の時間変化に基づいて、N2のパーミアンス(mol/(m2・s・kPa))を算出し、当該パーミアンスが1×10-9mol/(m2・s・kPa)未満であるものを最良と判断し、1×10-9mol/(m2・s・kPa)以上5×10-9mol/(m2・s・kPa)未満であるものを良好と判断し、5×10-9mol/(m2・s・kPa)以上であるものを不良と判断した。
〔実施例1〕
(準備工程)
媒質としての水161.38質量部と、親水性樹脂としての架橋ポリアクリル酸(住友精化(株)製;商品名:アクペック「HV-501」)4質量部及び非架橋ポリアクリル酸(住友精化(株)製;商品名:アクパーナ「AP-40F(40%Na鹸化)」)0.8質量部とを原料タンク31に仕込み、親水性樹脂を水に分散させた分散液を得た。この分散液に、50%水酸化セシウム水溶液38.09質量部を添加し混合した後、添加剤として10%界面活性剤(AGCセイミケミカル(株)製;商品名:サーフロン「S-242」)水溶液1.2質量部を加えて混合して、親水性樹脂組成物液を得た。得られた親水性樹脂組成物液の粘度を測定した。その結果を表1に示す。
(準備工程)
媒質としての水161.38質量部と、親水性樹脂としての架橋ポリアクリル酸(住友精化(株)製;商品名:アクペック「HV-501」)4質量部及び非架橋ポリアクリル酸(住友精化(株)製;商品名:アクパーナ「AP-40F(40%Na鹸化)」)0.8質量部とを原料タンク31に仕込み、親水性樹脂を水に分散させた分散液を得た。この分散液に、50%水酸化セシウム水溶液38.09質量部を添加し混合した後、添加剤として10%界面活性剤(AGCセイミケミカル(株)製;商品名:サーフロン「S-242」)水溶液1.2質量部を加えて混合して、親水性樹脂組成物液を得た。得られた親水性樹脂組成物液の粘度を測定した。その結果を表1に示す。
(脱泡工程-1)
図3に示すように、準備工程で得られた親水性樹脂組成物液を原料タンク31から回転翼型の撹拌機を備えた撹拌タンク32に移送し、撹拌タンク32内で親水性樹脂組成物液を温度30±1℃となるように加温した(温調工程)。その後、撹拌タンク32内において、温度を30±1℃に維持して4時間撹拌した(撹拌工程)。撹拌タンク32の詳細及び撹拌条件は以下のとおりである。
・撹拌タンクの容量:1m3
・撹拌タンクの径:1.0m
・回転翼の翼径:0.8m
・回転翼の翼形状:アンカー翼
・翼回転数:20rpm
・せん断速度:8s-1
続いて、撹拌を停止した後、撹拌タンク32を4.6kPaA(Aは絶対圧を示す。)に減圧し、温度を30±1℃に維持して18時間静置した(静置工程-1)。
図3に示すように、準備工程で得られた親水性樹脂組成物液を原料タンク31から回転翼型の撹拌機を備えた撹拌タンク32に移送し、撹拌タンク32内で親水性樹脂組成物液を温度30±1℃となるように加温した(温調工程)。その後、撹拌タンク32内において、温度を30±1℃に維持して4時間撹拌した(撹拌工程)。撹拌タンク32の詳細及び撹拌条件は以下のとおりである。
・撹拌タンクの容量:1m3
・撹拌タンクの径:1.0m
・回転翼の翼径:0.8m
・回転翼の翼形状:アンカー翼
・翼回転数:20rpm
・せん断速度:8s-1
続いて、撹拌を停止した後、撹拌タンク32を4.6kPaA(Aは絶対圧を示す。)に減圧し、温度を30±1℃に維持して18時間静置した(静置工程-1)。
(脱泡工程-2)
静置工程-1の後、温度を30±1℃に維持しながら撹拌タンク32を大気圧に復圧し、図3に示すように、撹拌タンク32から親水性樹脂組成物液を送出してフィルター33に通し(濾過工程)、脱泡タンク34に導入した。フィルターの詳細及び濾過条件は以下のとおりである。
・フィルター:PP製デプスフィルター(目開き:50μm)((株)ロキテクノ製;商品名:スロープピュア フィルターカートリッジ「SHP-500」)
・流量:0.12m3/h
・濾過面積:0.18m2
・せん断速度:30s-1
続いて、親水性樹脂組成物液が導入された脱泡タンク34を4.6kPaA(Aは絶対圧を示す。)に減圧し、温度を30±1℃に維持して20時間静置した(静置工程-2)。
静置工程-1の後、温度を30±1℃に維持しながら撹拌タンク32を大気圧に復圧し、図3に示すように、撹拌タンク32から親水性樹脂組成物液を送出してフィルター33に通し(濾過工程)、脱泡タンク34に導入した。フィルターの詳細及び濾過条件は以下のとおりである。
・フィルター:PP製デプスフィルター(目開き:50μm)((株)ロキテクノ製;商品名:スロープピュア フィルターカートリッジ「SHP-500」)
・流量:0.12m3/h
・濾過面積:0.18m2
・せん断速度:30s-1
続いて、親水性樹脂組成物液が導入された脱泡タンク34を4.6kPaA(Aは絶対圧を示す。)に減圧し、温度を30±1℃に維持して20時間静置した(静置工程-2)。
(塗布工程)
第1多孔層11として疎水性PTFE多孔膜(住友電工ファインポリマー社製;商品名:ポアフロン「HP-010-50」)を用い、第1多孔層巻回体11aから巻出された第1多孔層11の一方の面上に、上記で得られた親水性樹脂組成物液を温度20~25℃で塗布して液層を形成した。
第1多孔層11として疎水性PTFE多孔膜(住友電工ファインポリマー社製;商品名:ポアフロン「HP-010-50」)を用い、第1多孔層巻回体11aから巻出された第1多孔層11の一方の面上に、上記で得られた親水性樹脂組成物液を温度20~25℃で塗布して液層を形成した。
(検査工程)
撮像装置(長瀬産業(株)製;商品名:ラインセンサカメラ「XCM6040SAT2V1-F-N」、光源(林時計(株)製;商品名:幅狭ラインLED照明(白)1200ミリ長))を用いて、塗布工程で形成した液層を撮像した(撮像工程)。得られた画像を、画像解析装置(長瀬産業(株)製;商品名:SCANTEC「8000」)を用いて2値化処理して解析し、液層表面及び液層内部の異常の検出を行い(異常検出工程)、検出した異常の位置の情報を取得した。
撮像装置(長瀬産業(株)製;商品名:ラインセンサカメラ「XCM6040SAT2V1-F-N」、光源(林時計(株)製;商品名:幅狭ラインLED照明(白)1200ミリ長))を用いて、塗布工程で形成した液層を撮像した(撮像工程)。得られた画像を、画像解析装置(長瀬産業(株)製;商品名:SCANTEC「8000」)を用いて2値化処理して解析し、液層表面及び液層内部の異常の検出を行い(異常検出工程)、検出した異常の位置の情報を取得した。
(乾燥工程)
検査工程に続いて、親水性樹脂組成物液が塗布された第1多孔層11を乾燥炉39に搬送し、温度約120℃で約20分間乾燥して塗布層を形成した。
検査工程に続いて、親水性樹脂組成物液が塗布された第1多孔層11を乾燥炉39に搬送し、温度約120℃で約20分間乾燥して塗布層を形成した。
(積層工程)
続いて、環境湿度が60%RH~65%RHの範囲に調節された部屋の中で、第2多孔層巻回体12aから巻き出された第2多孔層12を積層して積層体13を形成し、この積層体18をロール状に巻取った。第2多孔層12として、上記第1多孔層11に用いたものと同じ疎水性PTFE多孔膜を用いた。上記した方法を用いて、第2多孔層12における水の接触角を測定したところ、温度25℃において125度であった。
続いて、環境湿度が60%RH~65%RHの範囲に調節された部屋の中で、第2多孔層巻回体12aから巻き出された第2多孔層12を積層して積層体13を形成し、この積層体18をロール状に巻取った。第2多孔層12として、上記第1多孔層11に用いたものと同じ疎水性PTFE多孔膜を用いた。上記した方法を用いて、第2多孔層12における水の接触角を測定したところ、温度25℃において125度であった。
(追乾燥工程)
図5に示すように、ロール状に巻取った積層体18を巻出し、追乾燥炉49に搬送して、温度約120℃で約20分間乾燥した。続いて、異常検出工程で取得した情報に基づいて、異常が検出された液層を含む領域を認識できるように、第2多孔層12上にマークを付与し(マーキング工程)、積層体18をロール状に巻取った。
図5に示すように、ロール状に巻取った積層体18を巻出し、追乾燥炉49に搬送して、温度約120℃で約20分間乾燥した。続いて、異常検出工程で取得した情報に基づいて、異常が検出された液層を含む領域を認識できるように、第2多孔層12上にマークを付与し(マーキング工程)、積層体18をロール状に巻取った。
得られた積層体18を用い、上記した作製手順にしたがってガス分離膜エレメントを作製し、気密試験を行った。ガス分離膜エレメントを作製する際、酸性ガス分離膜シートにおける剥離強度の測定用サンプルを採取し、その測定用サンプルにおける剥離強度の測定結果から第2剥離強度の平均値及び第2剥離強度の標準偏差と平均値の比(標準偏差/平均値)を算出した。その結果を表1に示す。
〔実施例2〕
積層工程の環境湿度を80%RH~85%RHの範囲とした以外は、実施例1と同様の手順で酸性ガス分離膜シートを得た。得られた酸性ガス分離膜シートについて剥離強度を測定し、第2剥離強度の平均値及び第2剥離強度の標準偏差と平均値の比(標準偏差/平均値)を算出した。また、得られた酸性ガス分離膜シートを用いて気密試験を行った。その結果を表1に示す。
積層工程の環境湿度を80%RH~85%RHの範囲とした以外は、実施例1と同様の手順で酸性ガス分離膜シートを得た。得られた酸性ガス分離膜シートについて剥離強度を測定し、第2剥離強度の平均値及び第2剥離強度の標準偏差と平均値の比(標準偏差/平均値)を算出した。また、得られた酸性ガス分離膜シートを用いて気密試験を行った。その結果を表1に示す。
〔実施例3〕
積層工程の環境湿度を40%RH~45%RHの範囲とし、検査工程(異常検出工程及びマーキング工程)を行わなかったこと以外は、実施例1と同様の手順で酸性ガス分離膜シートを得た。得られた酸性ガス分離膜シートについて剥離強度を測定し、第2剥離強度の平均値及び第2剥離強度の標準偏差と平均値の比(標準偏差/平均値)を算出した。また、得られた酸性ガス分離膜シートを用いて気密試験を行った。その結果を表1に示す。
積層工程の環境湿度を40%RH~45%RHの範囲とし、検査工程(異常検出工程及びマーキング工程)を行わなかったこと以外は、実施例1と同様の手順で酸性ガス分離膜シートを得た。得られた酸性ガス分離膜シートについて剥離強度を測定し、第2剥離強度の平均値及び第2剥離強度の標準偏差と平均値の比(標準偏差/平均値)を算出した。また、得られた酸性ガス分離膜シートを用いて気密試験を行った。その結果を表1に示す。
〔比較例1〕
脱泡工程-1、脱泡工程-2及び検査工程(異常検出工程及びマーキング工程)を行わなかったこと以外は、実施例1と同様の手順で酸性ガス分離膜シートを得た。得られた酸性ガス分離膜シートについて剥離強度を測定し、第2剥離強度の平均値及び第2剥離強度の標準偏差と平均値の比(標準偏差/平均値)を算出した。また、得られた酸性ガス分離膜シートを用いて気密試験を行った。その結果を表1に示す。
脱泡工程-1、脱泡工程-2及び検査工程(異常検出工程及びマーキング工程)を行わなかったこと以外は、実施例1と同様の手順で酸性ガス分離膜シートを得た。得られた酸性ガス分離膜シートについて剥離強度を測定し、第2剥離強度の平均値及び第2剥離強度の標準偏差と平均値の比(標準偏差/平均値)を算出した。また、得られた酸性ガス分離膜シートを用いて気密試験を行った。その結果を表1に示す。
〔比較例2〕
積層工程の環境湿度を30%RH~35%RHの範囲とした以外は、実施例1と同様の手順で酸性ガス分離膜シートを得た。得られた酸性ガス分離膜シートについて剥離強度を測定し、第2剥離強度の平均値及び第2剥離強度の標準偏差と平均値の比(標準偏差/平均値)を算出した。また、得られた酸性ガス分離膜シートを用いて気密試験を行った。その結果を表1に示す。
積層工程の環境湿度を30%RH~35%RHの範囲とした以外は、実施例1と同様の手順で酸性ガス分離膜シートを得た。得られた酸性ガス分離膜シートについて剥離強度を測定し、第2剥離強度の平均値及び第2剥離強度の標準偏差と平均値の比(標準偏差/平均値)を算出した。また、得られた酸性ガス分離膜シートを用いて気密試験を行った。その結果を表1に示す。
なお、実施例1~3及び比較例1~2のすべてにおいて、剥離強度の測定時に親水性樹脂組成物層15が第1多孔層11側の表面に存在したため、第2剥離強度は第1剥離強度よりも小さいと判断した。

1 ガス分離膜エレメント、3 供給側流路部材、4 透過側流路部材、5 中心管、10 酸性ガス分離膜シート、11 第1多孔層、11a 第1多孔層巻回体、12 第2多孔層、12a 第2多孔層巻回体、15 親水性樹脂組成物層、18 積層体、 18a 積層体巻回体、31 原料タンク、32 撹拌タンク、33 フィルター、34 脱泡タンク、35 配管、36 弁、37 塗布液タンク、38 スロットダイ、39 乾燥炉、41 液撮像装置、42 撮像装置、43 マーキング用ヘッド、47 光源、49 追乾燥炉、90 酸性ガス分離膜シート、50 孔、51 供給側端部、52 排出口、53 排出側端部、55 ハウジング、56 圧力計、91 第1多孔層、92 第2多孔層、95 親水性樹脂組成物層。
Claims (17)
- 酸性ガスを選択的に透過する酸性ガス分離膜シートであって、
第1多孔層と、親水性樹脂組成物層と、第2多孔層とをこの順に含み、
前記第2多孔層と前記親水性樹脂組成物層との間の第2剥離強度は、前記第1多孔層と前記親水性樹脂組成物層との間の第1剥離強度よりも小さく、
前記第2剥離強度の平均値は、5N/m以上500N/m以下の範囲である、酸性ガス分離膜シート。 - さらに、前記第2剥離強度の標準偏差と、前記第2剥離強度の前記平均値との比(標準偏差/平均値)は、0.5未満である、請求項1に記載の酸性ガス分離膜シート。
- 前記第2多孔層における水の接触角は、温度25℃において90度以上である、請求項1又は2に記載の酸性ガス分離膜シート。
- 前記第2多孔層は、ポリエチレン、ポリプロピレン、ポリスチレン、ポリエチレンテレフタレート、フッ素含有樹脂、ポリエーテルスルホン、ポリフェニレンサルファイド、ポリスルホン、ポリイミド、ポリエーテルイミド及びポリエーテルエーテルケトンからなる群より選ばれる1種以上の樹脂を含む、請求項1~3のいずれか1項に記載の酸性ガス分離膜シート。
- 前記親水性樹脂組成物層は、親水性樹脂と、酸性ガスと可逆的に反応する物質と、媒質とを含む、請求項1~4のいずれか1項に記載の酸性ガス分離膜シート。
- 請求項1~5のいずれか1項に記載の酸性ガス分離膜シートを含む酸性ガス分離膜エレメント。
- 有孔の中心管と、
前記酸性ガス分離膜シートを含むエレメント用積層体とを含み、
前記エレメント用積層体は、前記中心管に巻回される、請求項6に記載の酸性ガス分離膜エレメント。 - 請求項6又は7に記載の酸性ガス分離膜エレメントを少なくとも1基と、
前記酸性ガス分離膜シートに原料ガスを供給するための原料ガス供給口と、
前記酸性ガス分離膜シートを透過しない原料ガスを排出するための非透過ガス排出口と、
前記酸性ガス分離膜シートを透過した酸性ガスを排出するための透過ガス排出口と、を備える、ガス分離膜モジュール。 - 請求項1~5のいずれか1項に記載の酸性ガス分離膜シートの製造方法であって、
前記親水性樹脂組成物層を形成するための親水性樹脂組成物液を準備する工程と、
前記第1多孔層上に前記親水性樹脂組成物液を塗布して液層を形成する工程と、
前記液層を乾燥して、前記第1多孔層上に塗布層を形成する工程と、
前記塗布層上に前記第2多孔層を積層して積層体を形成する工程と、を含み、
前記親水性樹脂組成物液は、親水性樹脂と媒質とを含む、酸性ガス分離膜シートの製造方法。 - 前記親水性樹脂組成物液は、さらに、酸性ガスと可逆的に反応する物質を含む、請求項9に記載の酸性ガス分離膜シートの製造方法。
- さらに、前記積層体を形成する工程に続いて、前記積層体中の前記塗布層を乾燥する工程を含む、請求項9又は10に記載の酸性ガス分離膜シートの製造方法。
- 前記積層体を形成する工程における環境湿度は、40%RH以上85%RH以下の範囲である、請求項9~11のいずれか1項に記載の酸性ガス分離膜シートの製造方法。
- さらに、前記液層を形成する工程と前記塗布層を形成する工程との間に、前記液層の異常を確認する工程を含む、請求項9~12のいずれか1項に記載の酸性ガス分離膜シートの製造方法。
- 前記異常を確認する工程は、
前記液層を撮像する工程と、
前記撮像する工程で得られた画像を用いて、前記液層表面及び前記液層内部の少なくとも一方に含まれる異常を検出する工程と、を含む、請求項13に記載の酸性ガス分離膜シートの製造方法。 - さらに、前記第1多孔層及び第2多孔層の少なくとも一方に、前記異常が検出された前記液層を含む領域を認識可能とするためのマークを付与する工程を含む、請求項14に記載の酸性ガス分離膜シートの製造方法。
- さらに、前記マークを付与する工程で付与された前記マークに基づいて、前記領域を除去する工程を含む、請求項15に記載の酸性ガス分離膜シートの製造方法。
- 酸性ガス分離膜シートを含む酸性ガス分離膜エレメントの製造方法であって、
前記酸性ガス分離膜シートは、請求項16に記載の酸性ガス分離膜シートの製造方法で製造された酸性ガス分離膜シートである、酸性ガス分離膜エレメントの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/609,389 US11642621B2 (en) | 2017-11-15 | 2018-10-29 | Acidic gas separation membrane sheet and manufacturing method therefor |
| CN201880034595.9A CN110662593B (zh) | 2017-11-15 | 2018-10-29 | 酸性气体分离膜片及其制造方法 |
| EP18878204.9A EP3603771A4 (en) | 2017-11-15 | 2018-10-29 | ACID GAS SEPARATION MEMBRANE SHEET AND ITS MANUFACTURING PROCESS |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-220269 | 2017-11-15 | ||
| JP2017220269A JP6648092B2 (ja) | 2017-11-15 | 2017-11-15 | 酸性ガス分離膜シート及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019097994A1 true WO2019097994A1 (ja) | 2019-05-23 |
Family
ID=66539818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/040089 WO2019097994A1 (ja) | 2017-11-15 | 2018-10-29 | 酸性ガス分離膜シート及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11642621B2 (ja) |
| EP (1) | EP3603771A4 (ja) |
| JP (1) | JP6648092B2 (ja) |
| CN (1) | CN110662593B (ja) |
| WO (1) | WO2019097994A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021153062A1 (ja) * | 2020-01-31 | 2021-08-05 | 住友化学株式会社 | ガス分離膜エレメント、ガス分離膜モジュール、及びガス分離装置 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7089356B2 (ja) * | 2017-11-15 | 2022-06-22 | 住友化学株式会社 | 酸性ガス分離膜シートの製造方法及び製造装置 |
| KR102161292B1 (ko) * | 2017-11-24 | 2020-09-29 | 주식회사 엘지화학 | 불소계 수지 다공성 막 및 그 제조방법 |
| JP2021094495A (ja) * | 2019-12-13 | 2021-06-24 | 住友化学株式会社 | 分離膜シート、分離膜エレメント、分離膜モジュール、及び分離装置 |
| KR20230155511A (ko) * | 2021-03-05 | 2023-11-10 | 더블유.엘. 고어 앤드 어소시에이트스, 인코포레이티드 | 보유된 고체를 갖는 중합체 복합 물품 및 형성 방법 |
| JP2024519913A (ja) * | 2021-05-18 | 2024-05-21 | ダブリュ.エル.ゴア アンド アソシエイツ,インコーポレイティド | 選択的バリア層を備えた収着性物品 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0788171A (ja) | 1993-06-18 | 1995-04-04 | Sanyo Chem Ind Ltd | 紙おむつ用吸収剤組成物 |
| JP2879057B2 (ja) | 1995-03-10 | 1999-04-05 | 工業技術院長 | 二酸化炭素分離促進輸送膜 |
| JP2003268009A (ja) | 2002-03-18 | 2003-09-25 | Sumitomo Seika Chem Co Ltd | カルボキシル基含有水溶性重合体の製造方法 |
| JP2009195900A (ja) | 2008-01-24 | 2009-09-03 | Renaissance Energy Research:Kk | 二酸化炭素分離装置 |
| JP2014065025A (ja) * | 2012-06-20 | 2014-04-17 | Fujifilm Corp | 酸性ガス分離モジュール、及び酸性ガス分離システム |
| WO2014157069A1 (ja) * | 2013-03-29 | 2014-10-02 | 株式会社ルネッサンス・エナジー・リサーチ | Co2促進輸送膜、その製造方法及び当該製造方法に用いられる樹脂組成物、並びに、co2分離モジュール、co2分離方法及び装置 |
| JP2015027644A (ja) * | 2013-07-30 | 2015-02-12 | 富士フイルム株式会社 | 促進輸送型分離膜の製造方法および促進輸送型分離膜 |
| JP2015112502A (ja) * | 2013-12-07 | 2015-06-22 | 住友化学株式会社 | 積層体及びガス分離膜並びに積層体の製造方法 |
| WO2016024523A1 (ja) | 2014-08-11 | 2016-02-18 | 住友化学株式会社 | Co2ガス分離膜用組成物、co2ガス分離膜及びその製造方法並びにco2ガス分離膜モジュール |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4913210B2 (ja) | 2007-03-16 | 2012-04-11 | 旭化成ケミカルズ株式会社 | 中空糸多孔膜の欠陥検査方法、欠陥検査装置及び製造方法 |
| CN102068924B (zh) * | 2010-12-22 | 2013-12-18 | 中国科学院长春应用化学研究所 | 一种聚四氟乙烯复合膜及其制备方法 |
| JP5865317B2 (ja) * | 2012-09-28 | 2016-02-17 | 富士フイルム株式会社 | 二酸化炭素分離用複合体、二酸化炭素分離用モジュール、及び二酸化炭素分離用複合体の製造方法 |
| US20140231340A1 (en) * | 2013-02-15 | 2014-08-21 | Pall Corporation | Composite including ptfe membrane |
| JP6161124B2 (ja) * | 2013-03-29 | 2017-07-12 | 富士フイルム株式会社 | 酸性ガス分離複合膜の製造方法及び酸性ガス分離膜モジュール |
| JP6097151B2 (ja) * | 2013-05-27 | 2017-03-15 | 住友化学株式会社 | ガス分離膜の製造方法 |
| JP5990555B2 (ja) | 2013-07-17 | 2016-09-14 | 富士フイルム株式会社 | 酸性ガス分離膜の製造方法および酸性ガス分離膜巻回物 |
| GB201317521D0 (en) * | 2013-10-03 | 2013-11-20 | Fujifilm Mfg Europe Bv | Membranes |
| JP6257301B2 (ja) * | 2013-12-16 | 2018-01-10 | 株式会社Roki | イオン交換器 |
| CN106839269B (zh) * | 2016-12-26 | 2019-08-27 | 奥克斯空调股份有限公司 | 一种空调舒适性控制方法 |
| JP7089356B2 (ja) | 2017-11-15 | 2022-06-22 | 住友化学株式会社 | 酸性ガス分離膜シートの製造方法及び製造装置 |
-
2017
- 2017-11-15 JP JP2017220269A patent/JP6648092B2/ja active Active
-
2018
- 2018-10-29 WO PCT/JP2018/040089 patent/WO2019097994A1/ja unknown
- 2018-10-29 EP EP18878204.9A patent/EP3603771A4/en not_active Withdrawn
- 2018-10-29 CN CN201880034595.9A patent/CN110662593B/zh active Active
- 2018-10-29 US US16/609,389 patent/US11642621B2/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0788171A (ja) | 1993-06-18 | 1995-04-04 | Sanyo Chem Ind Ltd | 紙おむつ用吸収剤組成物 |
| JP2879057B2 (ja) | 1995-03-10 | 1999-04-05 | 工業技術院長 | 二酸化炭素分離促進輸送膜 |
| JP2003268009A (ja) | 2002-03-18 | 2003-09-25 | Sumitomo Seika Chem Co Ltd | カルボキシル基含有水溶性重合体の製造方法 |
| JP2009195900A (ja) | 2008-01-24 | 2009-09-03 | Renaissance Energy Research:Kk | 二酸化炭素分離装置 |
| JP2014065025A (ja) * | 2012-06-20 | 2014-04-17 | Fujifilm Corp | 酸性ガス分離モジュール、及び酸性ガス分離システム |
| WO2014157069A1 (ja) * | 2013-03-29 | 2014-10-02 | 株式会社ルネッサンス・エナジー・リサーチ | Co2促進輸送膜、その製造方法及び当該製造方法に用いられる樹脂組成物、並びに、co2分離モジュール、co2分離方法及び装置 |
| JP2015027644A (ja) * | 2013-07-30 | 2015-02-12 | 富士フイルム株式会社 | 促進輸送型分離膜の製造方法および促進輸送型分離膜 |
| JP2015112502A (ja) * | 2013-12-07 | 2015-06-22 | 住友化学株式会社 | 積層体及びガス分離膜並びに積層体の製造方法 |
| WO2016024523A1 (ja) | 2014-08-11 | 2016-02-18 | 住友化学株式会社 | Co2ガス分離膜用組成物、co2ガス分離膜及びその製造方法並びにco2ガス分離膜モジュール |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021153062A1 (ja) * | 2020-01-31 | 2021-08-05 | 住友化学株式会社 | ガス分離膜エレメント、ガス分離膜モジュール、及びガス分離装置 |
| JP2021121416A (ja) * | 2020-01-31 | 2021-08-26 | 住友化学株式会社 | ガス分離膜エレメント、ガス分離膜モジュール、及びガス分離装置 |
| JP7397697B2 (ja) | 2020-01-31 | 2023-12-13 | 住友化学株式会社 | ガス分離膜エレメント、ガス分離膜モジュール、及びガス分離装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200061530A1 (en) | 2020-02-27 |
| CN110662593A (zh) | 2020-01-07 |
| EP3603771A4 (en) | 2020-10-28 |
| JP2019089033A (ja) | 2019-06-13 |
| EP3603771A1 (en) | 2020-02-05 |
| CN110662593B (zh) | 2022-01-11 |
| US11642621B2 (en) | 2023-05-09 |
| JP6648092B2 (ja) | 2020-02-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019097994A1 (ja) | 酸性ガス分離膜シート及びその製造方法 | |
| EP3711845B1 (en) | Method and apparatus for producing acidic gas separation membrane sheet | |
| TWI698274B (zh) | 螺旋形酸性氣體分離膜元件、酸性氣體分離膜模組,以及酸性氣體分離裝置 | |
| TWI716574B (zh) | 酸性氣體分離膜及使用該分離膜之酸性氣體分離方法,以及酸性氣體分離模組及酸性氣體分離裝置 | |
| JP6602502B2 (ja) | ガス分離膜エレメント、ガス分離膜モジュール、及びガス分離装置 | |
| CN111132752B (zh) | 分离膜片、分离膜元件、分离膜模块和分离膜片的制造方法 | |
| CN110545896A (zh) | 螺旋型气体分离膜元件、气体分离膜模块及气体分离装置 | |
| WO2019009000A1 (ja) | ガス分離膜エレメント、ガス分離膜モジュール、及びガス分離装置 | |
| JP7397697B2 (ja) | ガス分離膜エレメント、ガス分離膜モジュール、及びガス分離装置 | |
| WO2021117362A1 (ja) | ガス分離方法及びガス分離装置 | |
| WO2021117361A1 (ja) | 分離膜シート、分離膜エレメント、分離膜モジュール、及び分離装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18878204 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2018878204 Country of ref document: EP Effective date: 20191031 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |