WO2019021919A1 - 窒化アルミニウム焼結体およびその製造方法 - Google Patents
窒化アルミニウム焼結体およびその製造方法 Download PDFInfo
- Publication number
- WO2019021919A1 WO2019021919A1 PCT/JP2018/027008 JP2018027008W WO2019021919A1 WO 2019021919 A1 WO2019021919 A1 WO 2019021919A1 JP 2018027008 W JP2018027008 W JP 2018027008W WO 2019021919 A1 WO2019021919 A1 WO 2019021919A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- aluminum nitride
- sintered body
- aln
- crystal grains
- nitride sintered
- Prior art date
Links
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 title claims abstract description 93
- 238000004519 manufacturing process Methods 0.000 title claims description 25
- 239000013078 crystal Substances 0.000 claims abstract description 153
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 40
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 19
- 229910052761 rare earth metal Inorganic materials 0.000 claims abstract description 19
- 125000004432 carbon atom Chemical group C* 0.000 claims abstract 3
- 238000005245 sintering Methods 0.000 claims description 50
- 238000002156 mixing Methods 0.000 claims description 44
- 238000000034 method Methods 0.000 claims description 42
- 239000011230 binding agent Substances 0.000 claims description 38
- 239000000843 powder Substances 0.000 claims description 38
- 239000000243 solution Substances 0.000 claims description 30
- 239000002994 raw material Substances 0.000 claims description 19
- 238000005238 degreasing Methods 0.000 claims description 18
- 239000003960 organic solvent Substances 0.000 claims description 17
- 229910052727 yttrium Inorganic materials 0.000 claims description 17
- 239000011268 mixed slurry Substances 0.000 claims description 15
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 claims description 15
- 230000008569 process Effects 0.000 claims description 14
- 239000002002 slurry Substances 0.000 claims description 14
- 238000001914 filtration Methods 0.000 claims description 13
- 239000007789 gas Substances 0.000 claims description 11
- 238000010438 heat treatment Methods 0.000 claims description 9
- 229910052747 lanthanoid Inorganic materials 0.000 claims description 9
- 150000002602 lanthanoids Chemical class 0.000 claims description 9
- 150000001875 compounds Chemical class 0.000 claims description 8
- 229910001873 dinitrogen Inorganic materials 0.000 claims description 8
- 239000011261 inert gas Substances 0.000 claims description 8
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 7
- 230000001590 oxidative effect Effects 0.000 claims description 7
- 239000011259 mixed solution Substances 0.000 claims description 6
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 claims description 4
- 229910001882 dioxygen Inorganic materials 0.000 claims description 4
- 239000002131 composite material Substances 0.000 abstract description 6
- 239000002245 particle Substances 0.000 description 43
- 238000013001 point bending Methods 0.000 description 33
- 150000001721 carbon Chemical group 0.000 description 24
- 239000012071 phase Substances 0.000 description 21
- 238000001878 scanning electron micrograph Methods 0.000 description 20
- 238000005259 measurement Methods 0.000 description 16
- LRHPLDYGYMQRHN-UHFFFAOYSA-N N-Butanol Chemical compound CCCCO LRHPLDYGYMQRHN-UHFFFAOYSA-N 0.000 description 15
- 239000012535 impurity Substances 0.000 description 14
- 239000000463 material Substances 0.000 description 14
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 13
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 13
- 229910052760 oxygen Inorganic materials 0.000 description 13
- 239000001301 oxygen Substances 0.000 description 13
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 11
- 238000002360 preparation method Methods 0.000 description 10
- 239000000203 mixture Substances 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- 238000002441 X-ray diffraction Methods 0.000 description 7
- 229910052782 aluminium Inorganic materials 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 6
- DOIRQSBPFJWKBE-UHFFFAOYSA-N dibutyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCCCC DOIRQSBPFJWKBE-UHFFFAOYSA-N 0.000 description 6
- 238000002149 energy-dispersive X-ray emission spectroscopy Methods 0.000 description 6
- 239000002223 garnet Substances 0.000 description 6
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 5
- 239000000919 ceramic Substances 0.000 description 5
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 5
- SIWVEOZUMHYXCS-UHFFFAOYSA-N oxo(oxoyttriooxy)yttrium Chemical compound O=[Y]O[Y]=O SIWVEOZUMHYXCS-UHFFFAOYSA-N 0.000 description 5
- 238000011085 pressure filtration Methods 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 125000004430 oxygen atom Chemical group O* 0.000 description 4
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 4
- 229910052582 BN Inorganic materials 0.000 description 3
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 239000002270 dispersing agent Substances 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 238000007606 doctor blade method Methods 0.000 description 3
- 230000017525 heat dissipation Effects 0.000 description 3
- 230000014759 maintenance of location Effects 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- 239000004014 plasticizer Substances 0.000 description 3
- -1 polyoxyethylene lauryl ether Polymers 0.000 description 3
- 229920000259 polyoxyethylene lauryl ether Polymers 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 239000011800 void material Substances 0.000 description 3
- GOJCZVPJCKEBQV-UHFFFAOYSA-N Butyl phthalyl butylglycolate Chemical compound CCCCOC(=O)COC(=O)C1=CC=CC=C1C(=O)OCCCC GOJCZVPJCKEBQV-UHFFFAOYSA-N 0.000 description 2
- 229910052691 Erbium Inorganic materials 0.000 description 2
- 229910052689 Holmium Inorganic materials 0.000 description 2
- 229910052765 Lutetium Inorganic materials 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- 229910052775 Thulium Inorganic materials 0.000 description 2
- 229910052769 Ytterbium Inorganic materials 0.000 description 2
- 125000004429 atom Chemical group 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 229910018516 Al—O Inorganic materials 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- 229910052692 Dysprosium Inorganic materials 0.000 description 1
- 239000001856 Ethyl cellulose Substances 0.000 description 1
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 1
- 229910052693 Europium Inorganic materials 0.000 description 1
- 229910052688 Gadolinium Inorganic materials 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- 229910052772 Samarium Inorganic materials 0.000 description 1
- 229910052771 Terbium Inorganic materials 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000008186 active pharmaceutical agent Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000007605 air drying Methods 0.000 description 1
- 229910003481 amorphous carbon Inorganic materials 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 229920001249 ethyl cellulose Polymers 0.000 description 1
- 235000019325 ethyl cellulose Nutrition 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229910000953 kanthal Inorganic materials 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- YQCIWBXEVYWRCW-UHFFFAOYSA-N methane;sulfane Chemical compound C.S YQCIWBXEVYWRCW-UHFFFAOYSA-N 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 238000000634 powder X-ray diffraction Methods 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- WGPCGCOKHWGKJJ-UHFFFAOYSA-N sulfanylidenezinc Chemical group [Zn]=S WGPCGCOKHWGKJJ-UHFFFAOYSA-N 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 229910052723 transition metal Inorganic materials 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 239000012808 vapor phase Substances 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 229910052984 zinc sulfide Inorganic materials 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/581—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on aluminium nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
- C04B35/117—Composites
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/50—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on rare-earth compounds
- C04B35/505—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on rare-earth compounds based on yttrium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62625—Wet mixtures
- C04B35/6264—Mixing media, e.g. organic solvents
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62645—Thermal treatment of powders or mixtures thereof other than sintering
- C04B35/62675—Thermal treatment of powders or mixtures thereof other than sintering characterised by the treatment temperature
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62645—Thermal treatment of powders or mixtures thereof other than sintering
- C04B35/6268—Thermal treatment of powders or mixtures thereof other than sintering characterised by the applied pressure or type of atmosphere, e.g. in vacuum, hydrogen or a specific oxygen pressure
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62685—Treating the starting powders individually or as mixtures characterised by the order of addition of constituents or additives
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/6303—Inorganic additives
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63404—Polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/6342—Polyvinylacetals, e.g. polyvinylbutyral [PVB]
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/638—Removal thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/48—Manufacture or treatment of parts, e.g. containers, prior to assembly of the devices, using processes not provided for in a single one of the subgroups H01L21/06 - H01L21/326
- H01L21/4803—Insulating or insulated parts, e.g. mountings, containers, diamond heatsinks
- H01L21/4807—Ceramic parts
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/12—Mountings, e.g. non-detachable insulating substrates
- H01L23/14—Mountings, e.g. non-detachable insulating substrates characterised by the material or its electrical properties
- H01L23/15—Ceramic or glass substrates
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
- H01L23/373—Cooling facilitated by selection of materials for the device or materials for thermal expansion adaptation, e.g. carbon
- H01L23/3731—Ceramic materials or glass
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3865—Aluminium nitrides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/40—Metallic constituents or additives not added as binding phase
- C04B2235/402—Aluminium
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/549—Particle size related information the particle size being expressed by crystallite size or primary particle size
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6025—Tape casting, e.g. with a doctor blade
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6583—Oxygen containing atmosphere, e.g. with changing oxygen pressures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
- C04B2235/721—Carbon content
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/782—Grain size distributions
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/786—Micrometer sized grains, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
- C04B2235/85—Intergranular or grain boundary phases
Definitions
- the present invention relates to an aluminum nitride sintered body and a method of manufacturing the same.
- a circuit board excellent in heat dissipation and mechanical strength is required. If the heat dissipation is good, the heat generated by the circuit can be efficiently released to suppress the overheating of the semiconductor element. If the mechanical strength is excellent, the circuit board can withstand thermal stress due to the difference in thermal expansion coefficient with the metal circuit layer.
- a ceramic insulating substrate using a sintered body of aluminum nitride (hereinafter sometimes referred to as AlN) having high electrical insulation and high thermal conductivity has attracted attention as a circuit substrate meeting such requirements. .
- Non-patent Document 1 Since AlN is a substance having strong covalent bonding and being difficult to sinter, addition of a sintering aid such as yttrium oxide (Y 2 O 3 ) is necessary to obtain a dense AlN sintered body. Yttrium as a sintering aid reacts with impurity oxygen solid-solved on the surface and inside of the AlN crystal grains during sintering to form a Y-Al-O-based liquid phase, and the impurity oxygen becomes a grain boundary And promote the densification of crystals (Non-patent Document 1).
- Yttrium oxide Y 2 O 3
- Non-Patent Document 2 when impurity oxygen is solid-solved in the AlN crystal grains in the obtained AlN sintered body, lattice defects occur in the AlN crystal grains, which become phonon scattering centers, and the thermal conductivity drops dramatically.
- lattice defects in AlN crystal grains may lead to a decrease in mechanical strength and an increase in dielectric loss, and the reduction of impurity oxygen in AlN crystal grains is an important technical issue.
- Non-Patent Document 3 there is also a method of removing impurity oxygen from an AlN sintered body by sintering at a high temperature for a long time in a reducing atmosphere, but this method Since this time is long, there is a concern that productivity may be reduced.
- Non-patent Document 4 The mechanical strength of the ceramics depends on the grain size, and the mechanical strength decreases with the increase of the grain size.
- Non-patent Document 4 In the above-described method of sintering at high temperature for a long time, the crystal grains in the AlN sintered body inevitably become coarse and the strength is reduced, so AlN sintering satisfying both high thermal conductivity and high mechanical strength The preparation of the body was difficult.
- Patent Document 1 discloses that by adding aluminum nitride obtained by vapor phase chemical synthesis, an aluminum nitride sintered body having high heat conductivity and high strength can be obtained. It is done. Further, Patent Document 2 discloses that an aluminum nitride sintered body having an excellent Weibull coefficient can be obtained by reducing the content of impurities.
- the aluminum nitride sintered body disclosed in Patent Document 1 has a large particle size distribution in the aluminum nitride sintered body because it is mixed with a plurality of aluminum nitride powders having large particle diameters in addition to high cost. It becomes uneven and the variation in strength in the aluminum nitride sintered body becomes large. Moreover, although the aluminum nitride sintered compact disclosed by patent document 2 is excellent in the Weibull coefficient, that whose intensity
- the present invention has the following configuration.
- An aluminum nitride sintered body containing aluminum nitride crystal grains and complex oxide crystal grains containing a rare earth element and an aluminum element In the aluminum nitride sintered body, 10 to 200 interparticle voids having a longest diameter of 0.2 to 1 ⁇ m are dispersed in a 100 ⁇ m square cross section, and the median diameter of the aluminum nitride crystal grains is 2 ⁇ m or less, and An aluminum nitride sintered body characterized by having a carbon atom content of less than 0.10% by mass.
- the aluminum nitride sintered body according to the above item 1 or 2 wherein the median diameter of the complex oxide crystal grains is 1.5 ⁇ m or less.
- the rare earth element is one or more elements selected from the group consisting of yttrium and lanthanide rare earth elements.
- a method for producing an aluminum nitride sintered body according to any one of the preceding items 1 to 4 A primary mixing step of mixing a raw material powder containing aluminum nitride powder and a sintering aid with an organic solvent to obtain a raw material slurry, filtering a mixed liquid obtained by mixing the raw material slurry and the binder solution Obtaining the secondary mixing step, forming the mixed slurry to obtain an aluminum nitride molded body, heating the aluminum nitride molded body to less than 600 ° C.
- a method of producing an aluminum nitride sintered body comprising a sintering step of sintering the aluminum nitride degreased body to obtain an aluminum nitride sintered body.
- the sintering aid contains a compound having one or two or more elements selected from the group consisting of yttrium and lanthanide rare earth elements. Production method.
- the aluminum nitride sintered body of the present invention is higher than the conventional aluminum nitride sintered body by suppressing the growth of aluminum nitride crystal grains and having interparticle voids uniformly dispersed among the aluminum nitride crystal grains.
- the strength and the variation in strength in the aluminum nitride sintered body are small.
- FIG. 1 is a scanning electron microscope (SEM) image of 10,000 times the fracture surface of the aluminum nitride sintered body produced in Example 1.
- SEM scanning electron microscope
- black portions are interparticle voids.
- the portions that appear relatively dark are aluminum nitride grains, and the portions that appear relatively bright are complex oxide grains.
- FIG. 2 is a 1,000 times SEM image of the fractured surface of the aluminum nitride sintered body produced in Example 1.
- FIG. 3 is a 1,000 times SEM image of the fractured surface of the aluminum nitride sintered body produced in Comparative Example 1.
- the aluminum nitride sintered body of the present invention contains aluminum nitride (hereinafter also referred to as AlN) crystal grains and complex oxide crystal grains containing a rare earth element and an aluminum element, and the median diameter of the aluminum nitride crystal grains is 2 ⁇ m or less
- AlN aluminum nitride
- 10 to 200 voids having a longest diameter of 0.2 to 1 ⁇ m are dispersed in a region of 100 ⁇ m in cross section, and the carbon atom content is less than 0.10 mass% It is characterized by being.
- the AlN sintered body is a polycrystalline body containing AlN crystal grains as the main component, contains complex oxide crystal grains as a secondary component, and the interparticle voids are uniformly dispersed in the AlN sintered body without being adjacent to each other. Exists.
- AlN grain In the present specification, the size of AlN crystal grains is defined by the median diameter.
- the median diameter is a value corresponding to 50% of the cumulative particle size distribution on a number basis.
- the median diameter of the AlN crystal grains contained in the AlN sintered body of the present invention is 2 ⁇ m or less. The smaller the median diameter of the AlN crystal grains, the higher the strength of the AlN sintered body, preferably 1.7 ⁇ m or less, and more preferably 1.5 ⁇ m or less. If the median diameter of the AlN crystal grains is within these ranges, the resulting sintered body becomes sufficiently high in mechanical strength.
- the median diameter of the AlN crystal grains contained in the AlN sintered body according to the present invention is observed at a magnification of 1000 times or more by a scanning electron microscope (SEM) of the fractured surface of the AlN sintered body, and at least in any 100 ⁇ m square region
- SEM scanning electron microscope
- the grain sizes of 500 AlN crystal grains are measured and determined. Since the AlN crystal grains are not perfectly spherical, the longest diameter is taken as the grain size of the AlN crystal grains. In the present specification, the longest diameter of a crystal grain means the length of the longest diagonal of the polygon that constitutes the contour of the crystal grain determined as follows.
- the outline of the AlN crystal grain is observed as a convex polygon in the field plane.
- the longest diagonal of the plurality of diagonals of the convex polygon has the longest diameter of the crystal grain.
- the AlN crystal grain which can not be measured the length of the longest diagonal of the polygon which overlaps with other AlN crystal grain etc. and which constitutes the outline of a crystal grain although it is observed as AlN crystal grain in the view of a SEM image. Is not included in the particle size measurement targets.
- the AlN crystal grains and the complex oxide crystal grains are observed in the SEM image of the fractured surface of the AlN sintered body, the grains that appear relatively dark are the AlN crystal grains, and the relatively The particles that appear bright are complex oxide crystal grains described later.
- the distinction between AlN crystal grains and complex oxide crystal grains can also be confirmed from differences in the elements contained in the crystal grains using an energy dispersive X-ray spectroscopy (EDS) analyzer attached to the SEM apparatus. This method may be hereinafter referred to as SEM-EDS analysis.
- EDS energy dispersive X-ray spectroscopy
- the complex oxide crystal grains contained in the AlN sintered body of the present invention are crystal grains of a complex oxide containing a rare earth element (hereinafter also referred to as RE) and an aluminum element.
- the AlN sintered body of the present invention contains complex oxide crystal grains as a minor component.
- a crystal phase of the complex oxide As a crystal phase of the complex oxide, a crystal phase of monoclinic system (RE 4 Al 2 O 9 ), orthorhombic perovskite structure (REAlO 3 ) or cubic garnet structure (RE 3 Al 5 O 12 ) Wherein RE represents one or more elements selected from the group consisting of yttrium and lanthanide rare earth elements.
- the complex oxide crystal grains preferably contain at least one or two or more crystal phases of RE 4 Al 2 O 9 , REAlO 3 and RE 3 Al 5 O 12 , and REAlO 3 and RE 3 Al 5 It is preferred to include two crystalline phases of O 12 . But not including those consisting of RE 3 Al 5 O 12 single crystal phase.
- the AlN sintered body contains crystal grains other than the AlN crystal grains and the complex oxide crystal grains containing a rare earth element and an aluminum element, it is highly likely to lower the thermal conductivity of the AlN sintered body.
- the crystal grains contained in the sintered body are preferably composed of only AlN crystal grains and complex oxide crystal grains containing a rare earth element and an aluminum element.
- the crystal phase of the complex oxide can be identified by X-ray diffraction.
- rare earth elements include Y, La, Ce, Pr, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb and Lu, among which the smaller the ion radius, the easier it is to enhance the thermal conductivity. Among them, Y, Lu, Yb, Tm, Er and Ho are preferable.
- YAP YAlO 3
- YAG Y 3 Al 5 O 12
- the peak height I YAG and the diffraction peak height I YAP ratio of diffraction angle 2 ⁇ 34.3 ° derived from the plane index (121) of YAlO 3
- the ratio I YAG / I YAP when expressed as I YAG / I YAP Is preferably 0.1 to 10, more preferably 0.1 to 7, and still more preferably 0.2 to 0.5.
- I YAG / I YAP is in this range, the crystal phase of the complex oxide is present in the form of grains,
- X-ray diffraction measurement apparatus for example, PANALYTIC MPD manufactured by Spectris Inc. can be used.
- measurement conditions for example, X-ray output (Cu-K ⁇ ): 45 kV, 40 mA, scan axis: ⁇ / 2 ⁇ , measurement range (2 ⁇ ): 10 ° to 90 °.
- the size of the complex oxide crystal grains contained in the AlN sintered body of the present invention is defined as the number-based median diameter, as in the case of the above-mentioned AlN crystal grains.
- the complex oxide crystal grains are larger than the AlN crystal grains, the complex oxide crystal grains themselves become the starting point of the fracture, and therefore the median diameter of the complex oxide crystal grains is smaller than the median size of the AlN crystal grains. Is preferred.
- the median diameter of the complex oxide crystal grains is preferably 1.5 ⁇ m or less, more preferably 1.0 ⁇ m or less.
- the median diameter of the complex oxide crystal grains is at least 200 grains of complex oxide crystal grains in an arbitrary 100 ⁇ m square area when the fracture surface of the AlN sintered body is observed at a magnification of 1000 times or more with a scanning electron microscope The diameter can be measured and determined. Since the complex oxide crystal grains are not completely spherical, the longest diameter is taken as the grain size of the complex oxide crystal grains, as in the case of the aforementioned AlN crystal grains. As described above, for example, in the SEM image shown in FIG. 1, the particles that appear relatively bright are complex oxide crystal grains.
- inter-particle space In the AlN sintered body of the present invention, inter-particle voids are dispersed, and when the fractured surface of the AlN sintered body is observed by a scanning electron microscope, the visual field region of 100 ⁇ m square of the AlN sintered body is most There are 10 to 200, preferably 20 to 170, and more preferably 50 to 130 interparticle voids having a major axis of 0.2 to 1 ⁇ m.
- the interparticle voids appear basically black in the SEM image and are not observed brightly even if the contrast is changed.
- the dispersion of the interparticle voids means that the interparticle voids having a longest diameter of 0.2 to 1 ⁇ m are not continuous to form an interparticle void having a longest diameter exceeding 1 ⁇ m. Further, from another viewpoint, the interparticle voids having a longest diameter of 0.2 to 1 ⁇ m are each isolated and surrounded by AlN crystal grains or complex oxide crystal grains and separated from each other. In the AlN sintered body of the present invention, the interparticle voids are dispersed in the above-described manner, so the mechanical strength is high and the variation in strength in the AlN sintered body is small.
- the size of the interparticle voids is obtained by observing the fractured surface of the AlN sintered body with a scanning electron microscope at a magnification of 1000 and measuring the longest diameter. If the interparticle space is close to a sphere, the diameter is the diameter, if it is close to a convex polygon, the length of the longest diagonal line is otherwise irregular, then the perimeter of the interparticle space is half the length of the interparticle space and Do.
- the number of interparticle voids is an arithmetic mean of the measurement values of at least two SEM image fields in any 100 ⁇ m square field of view.
- the portion where the bottom is observed in the space is defined as the dropout portion, and the portion where the bottom is not observed in the space is determined as an interparticle void .
- voids having a longest diameter of less than 0.2 ⁇ m are not counted as interparticle voids in the present specification. Even if voids having a longest diameter smaller than 0.2 ⁇ m are further finely dispersed in the AlN sintered body, it is considered that no problem will occur if mechanical strength is obtained as shown in the examples.
- the interparticle space whose longest diameter exceeds 10 ⁇ m does not exist Furthermore, it is more preferable that there is no large interparticle space whose longest diameter exceeds 1 ⁇ m.
- the carbon atom content of the AlN sintered body of the present invention is less than 0.10 mass%, preferably not more than 0.09 mass%. When the carbon atom content contained in the AlN sintered body is in this range, the mechanical strength of the AlN sintered body can be increased.
- the carbon atom content contained in the AlN sintered body is determined by the method described in the examples.
- the mechanical strength of the AlN sintered body is obtained by measurement according to the normal temperature three-point bending strength measurement method (JIS-R-1601: 2008) of JIS standard. Specifically, it is carried out as described in the examples, but 3-point bending strength is measured under predetermined conditions for 100 test pieces prepared from 10 sheets of sheet-like AlN sintered body, and the arithmetic mean is determined.
- the arithmetic mean value of the three-point bending strength determined by the above method is preferably 600 MPa or more, and more preferably 650 MPa or more.
- the variation in strength in the AlN sintered body can be represented by a Weibull coefficient, and the variation in strength in the AlN sintered body becomes smaller as the Weibull coefficient is larger.
- the Weibull coefficient of the AlN sintered body is said to be about 10 ("Ceramics material technology assembly” issued by the Industrial Technology Center, April, 1979).
- the Weibull coefficient is required to be greater than 10 in order to reduce the probability of defective products due to lack of mechanical strength.
- the Weibull coefficient in the present specification is determined according to the later-described equation described in the examples, using 100 measured values of the above-described normal temperature three-point bending strength.
- the Weibull coefficient of the AlN sintered body of the present invention is preferably more than 10, and more preferably 15 or more.
- the AlN sintered body of the present invention particles having a three-point bending strength of more than 600 MPa and having a longest diameter of 0.2 to 1 ⁇ m in the AlN sintered body, because the median diameter of the AlN crystal grains is 2 ⁇ m or less
- the interspaces are uniformly dispersed in an area of 100 ⁇ m in cross section in a range of 10 to 200, and the carbon atom content is less than 0.10% by mass, and the Weibull coefficient is greater than 10.
- the method for producing an aluminum nitride sintered body according to the present invention comprises a primary mixing step of mixing a raw material powder containing an aluminum nitride powder and a sintering aid with an organic solvent to obtain a raw material slurry, mixing the raw material slurry and a binder solution.
- the mixed solution obtained by filtration is filtered to obtain a mixed slurry, the mixed slurry is formed to form an aluminum nitride molded body, and the aluminum nitride molded body is heated to less than 600 ° C. in an oxidizing atmosphere.
- a degreasing step for obtaining an aluminum nitride degreased body and a sintering step for sintering the aluminum nitride degreased body to obtain an aluminum nitride sintered body.
- a degreasing step for obtaining an aluminum nitride degreased body and a sintering step for sintering the aluminum nitride degreased body to obtain an aluminum nitride sintered body.
- a raw material powder containing AlN powder and a sintering aid and an organic solvent are mixed to obtain a raw material slurry.
- the size of the AlN powder used is preferably 2 ⁇ m or less, more preferably 1 ⁇ m or less, as represented by the median diameter measured on the SEM image, as in the case of the above-mentioned AlN crystal grains.
- the oxygen atom content of the AlN powder is preferably 0.5 to 3% by mass, from the viewpoint of making the oxygen atom content contained in the AlN degreased body obtained in the degreasing step described later into a suitable range, and 1 to 2 mass%. % Is preferred.
- the sintering aid preferably contains a compound having one or more elements selected from the group consisting of yttrium and lanthanide rare earth elements. Specifically, an oxide of one or two or more elements selected from the group consisting of yttrium and lanthanide rare earth elements can be used as the compound, preferably yttrium oxide (Y 2 O 3 ). For yttrium oxide, commercially available particles having a particle diameter of about 1 ⁇ m can be used, which is preferable.
- the sintering aid may further contain a compound having an aluminum element from the viewpoint of adjusting the oxygen atom content contained in the AlN degreased body in the AlN degreased body described later.
- an oxide of an aluminum element may be added to the sintering aid as a compound having an aluminum element, and aluminum oxide (Al 2 O 3 ) having a commercially available particle size of about 1 ⁇ m should be used. Is preferable.
- a precursor can be used which forms an oxide of one or more elements selected from the group consisting of an aluminum element, yttrium and a lanthanide rare earth element by heating.
- the addition amount of the sintering aid is preferably 0.01 to 15% by mass with respect to the total of the AlN powder and the sintering aid. When the addition amount of the sintering aid is in this range, the AlN sintered body is effectively densified in the sintering step described later.
- the addition amount of the sintering aid is more preferably 0.1 to 15% by mass, and still more preferably 0.5 to 10% by mass. When the addition amount of the sintering aid is within this range, the impurity oxygen in the AlN crystal particles is efficiently removed and the complex oxide crystal grains become an appropriate amount, and the heat conduction of the obtained AlN sintered body The rate is high.
- the amount of aluminum oxide relative to the amount of the oxide of one or more elements selected from the group consisting of yttrium and lanthanide rare earth elements is the complex oxide described above. It can be calculated and mixed so that the ratio of the amount of REAlO 3 and RE 3 Al 5 O 12 contained in the crystal phase in the crystal grain is obtained.
- the ratio of the amount of REAlO 3 and RE 3 Al 5 O 12 contained in the crystal phase in the crystal grain is obtained.
- the AlN powder to be used contains impurity oxygen, and oxygen is mixed in from the air in the mixing step and the like at the time of production. Therefore, the experiment is repeated according to the oxygen atomic weight trapped by the complex oxide crystal grains. adjust.
- organic solvent examples include methanol, 1-butanol, 2-butanone, methyl ethyl ketone (MEK), xylene and the like, and 1-butanol and 2-butanone are preferable, and 1-butanol and 2-butanone are used by mixing Is more preferred.
- polyethylene glycol-based nonionic dispersants such as polyoxyethylene lauryl ether, and plasticizers such as dibutyl phthalate and butyl phthalyl butyl glycolate may be further added.
- the mixing in the primary mixing step can be performed using a ball mill, a vibration mill, an attritor, or the like.
- the material of the mixing container is preferably resin or high purity alumina
- the material of the pulverized balls is preferably high purity alumina.
- high-purity alumina having a purity of 99.9% by mass or more is suitable for the grinding balls.
- the AlN powder is finely ground.
- the average particle diameter of the AlN powder particles be ground in the primary mixing step with the particle diameter of the AlN powder particles contained in the AlN degreased body obtained in the degreasing step described later as a target value.
- the particle size of the AlN powder particles contained in the AlN degreased body can be confirmed by the median diameter measured from the SEM image.
- the raw material slurry obtained in the primary mixing step and the separately prepared binder solution are mixed to obtain a mixed solution, and the mixed solution is filtered to obtain a mixed slurry.
- the binder solution is obtained by dissolving the binder component in an organic solvent.
- organic compounds such as polyvinyl butyral, paraffin wax, ethyl cellulose, acrylic resin and the like are preferable, and polyvinyl butyral is more preferable. It is preferable to use the organic solvent of the same kind as what was used for preparation of the above-mentioned raw material slurry as an organic solvent used for preparation of a binder solution. When a plurality of organic solvents are mixed and used, the mixing ratio can be appropriately changed in accordance with the characteristics of the solute.
- the mixing amount of the binder solution to the raw material slurry is preferably such that the binder solution is added in an amount of 3 to 15 parts by mass with respect to a total of 100 parts by mass of AlN powder and sintering aid contained in the raw material slurry. It is more preferable to mix so as to be added 3 to 10 parts by mass.
- polyethylene glycol-based nonionic dispersants such as polyoxyethylene lauryl ether and plasticizers such as dibutyl phthalate and butyl phthalyl butyl glycolate may be further added.
- the mixing in the secondary mixing step can be performed using the same method as the method used in the above-mentioned primary mixing step.
- filtration when the mixed solution is filtered to obtain a mixed slurry, methods such as natural filtration, pressure filtration, reduced pressure filtration and the like can be used, and the time is taken not to cause the components in the mixed liquid to settle and become uneven. It is preferable to carry out pressure filtration from the viewpoint of In the case of pressure filtration, compressed air can also be used as the pressurized gas, but from the viewpoint of suppressing unnecessary oxidation of the AlN powder in the mixed liquid, pressurizing with an inert gas such as nitrogen gas Is preferred.
- the pressure to be applied is appropriately adjusted in accordance with the amount and viscosity of the liquid mixture and the characteristics of the pressure filtration apparatus used.
- the filter medium is selected according to the particle size of the powder contained in the mixture to be filtered, and is selected, for example, by the particle size of the filter medium.
- the retention particle diameter of the filter medium is preferably 0.8 to 4 ⁇ m, more preferably 0.8 to 2 ⁇ m, and still more preferably 0.8 to 1 ⁇ m.
- a type of filter medium for example, cellulose filter paper can be used. By filtering using such a filter medium, it is possible to remove any insoluble lumps generated during the primary mixing step and the secondary mixing step.
- a commercially available vacuum pump can be used to degas the mixed slurry.
- the method for producing an aluminum nitride sintered body of the present invention may further include a binder solution preparing step of dissolving a binder component in an organic solvent to obtain a binder solution before the secondary mixing step.
- the binder solution is preferably filtered.
- the method of filtering the solution obtained by dissolving the binder component in the organic solvent can be carried out by the same method as the method of filtering the mixture in the above-mentioned secondary mixing step.
- the retention particle diameter of the filtration material used in the binder solution preparation step is preferably equal to or more than twice the retention particle diameter of the filtration material used in the secondary mixing step.
- the mixed slurry obtained in the secondary mixing step is formed into a sheet, and if necessary, the solvent is removed by air drying or the like to obtain an AlN compact.
- the thickness of the sheet-like AlN compact is preferably 0.5 to 2 mm.
- a forming means a method using a dry press, a rubber press, an extrusion method, an injection method, a doctor blade method and the like can be mentioned.
- the preparation of the AlN sintered substrate is usually formed by a doctor blade method.
- the mixed slurry can be dried and granulated and molded by a die molding method.
- the obtained AlN molded body can be cut into an appropriate size and shape as needed.
- the AlN compact is heated to less than 600 ° C. in an oxidizing gas atmosphere to obtain an AlN degreased body.
- the binder component contained in the AlN compact is decomposed.
- the oxidizing gas it is preferable to use a mixed gas in which oxygen gas is mixed.
- the content of oxygen gas contained in the mixed gas is preferably 5 to 25% by volume, more preferably 5 to 20% by volume, and, for example, air can be preferably used.
- Degreasing is preferably performed by heating to a temperature at which the binder component decomposes and less than 600 ° C., and is preferably performed by heating to 400 ° C. to less than 600 ° C.
- the degreasing for 0.1 to 24 hours, preferably 1 hour to It is more preferable to carry out for 8 hours.
- the degreasing at less than 600 ° C., the oxidation of AlN crystal grains in the AlN compact can be suppressed.
- a degreasing furnace for degreasing a commercially available one can be used, and it is preferable to have a wax trap mechanism for trapping removed components derived from the binder component removed from the AlN compact.
- the size of the AlN powder particles contained in the AlN degreased body can be obtained from the 100 ⁇ m square region by observing the surface of the AlN degreased body with a 1000 ⁇ magnification SEM image, as in the determination of the longest diameter of the AlN crystal grains described above.
- the median diameter obtained by measuring the longest diameter of at least 500 arbitrary AlN powder particles can be obtained.
- the AlN powder particles contained in the AlN degreased body are different in elemental composition from particles such as aluminum oxide powder added as a sintering aid, so they can be distinguished in the SEM image, and if necessary, the elemental composition using the above-mentioned SEM-EDS analysis You can also check from.
- the average particle diameter of the AlN powder contained in the AlN degreased body is preferably 0.8 ⁇ m or less, more preferably 0.5 ⁇ m or less, and still more preferably 0.4 ⁇ m or less.
- the carbon atom content contained in the AlN degreased body is preferably 0.10 mass% or less, more preferably 0.09 mass% or less.
- the carbon atom content contained in the AlN degreased body is in this range, the impurity oxygen contained in the AlN powder can be sufficiently removed, and the dispersion mode of the interparticle voids in the aluminum nitride sintered body obtained after the sintering step is described above. It can be in the range of The carbon atom content contained in the AlN degreased body can be determined by the method described in the examples.
- the AlN degreased body is sintered to obtain an AlN sintered body.
- Sintering is preferably performed by heating for 24 hours or less in an inert gas atmosphere at 1400 ° C. or more and 1800 ° C. or less, and may be performed at 1400 to 1800 ° C. for 20 minutes to 24 hours in an atmosphere of inert gas atmosphere. More preferable.
- the sintering temperature is more preferably 1500 to 1800 ° C., further preferably 1650 to 1800 ° C.
- the sintering time is adjusted in accordance with the sintering temperature, preferably 20 minutes to 18 hours, more preferably 30 minutes to 12 hours, and still more preferably 30 minutes to 6 hours.
- Nitrogen gas can be preferably used as the inert gas.
- the carbon atom content of the AlN sintered body becomes less than 0.10 mass%, preferably not more than 0.09 mass%.
- the carbon atom content contained in the AlN sintered body is determined by the method described in the examples.
- the median diameter of aluminum nitride crystal grains in the obtained AlN sintered body is 2 ⁇ m or less, preferably 1.7 ⁇ m or less, and more preferably 1.5 ⁇ m or less.
- the AlN sintered body has high mechanical strength because the AlN crystal grains are not coarsened.
- the interparticle voids having a longest diameter of 0.2 to 1 ⁇ m dispersed and present in the obtained AlN sintered body are 100 ⁇ m square of the cross section of the AlN sintered body.
- the number of regions is 10 to 200, preferably 20 to 170, more preferably 50 to 130.
- the AlN sintered body has high mechanical strength when the number of interparticle voids of the predetermined size is in the above range.
- Measurement of carbon atom content determination of median diameter of crystal grains, measurement of the number of voids between particles, measurement of the number of carbon-containing substances, identification method of crystal phase, measurement of normal temperature three-point bending strength, and Weibull coefficient The method of determination was as described below.
- a fractured surface of the AlN sintered body is prepared, and the cross section is observed at a magnification of 1000 with a scanning electron microscope (SEM) JSM-7500FA (manufactured by JEOL Ltd., acceleration voltage 5.0 kV), and the longest diameter of the AlN crystal grain was measured to determine the grain size of AlN crystal grains.
- the grain size of 500 AlN crystal grains was measured in an arbitrary 100 ⁇ m square area, and the number-based median size of the AlN crystal grains was determined.
- the fractured surface of the AlN sintered body was observed at a magnification of 1000 with a scanning electron microscope (SEM), and the longest diameter of the complex oxide crystal grains was measured to determine the particle size of the complex oxide crystal grains.
- the particle diameter of 200 complex oxide crystal grains was measured in an arbitrary 100 ⁇ m square region, and the number-based median diameter of complex oxide crystal grains was determined.
- the fracture surface of the AlN sintered body is observed at a magnification of 1000 with a scanning electron microscope (SEM), and the longest diameter in the in-plane direction of the SEM image of the interparticle space is measured.
- the longest diameter is 0.2 to 1 ⁇ m
- the number of interparticle voids having a size of 1 and the number of interparticle voids having a longest diameter of more than 1 ⁇ m were obtained.
- the number of interparticle voids was measured for an arbitrary 100 ⁇ m square SEM image 2 field of view, and was taken as an arithmetically averaged value. Rounded off if necessary to be an integer.
- the fracture surface of the AlN sintered body is observed at a magnification of 1000 with a scanning electron microscope (SEM), the carbon-containing substance is specified by SEM-EDS analysis, and the longest diameter in the in-plane direction of the SEM image is measured.
- the number of carbon-containing materials having a longest diameter of more than 1 ⁇ m was obtained.
- the number of carbon-containing substances was measured for an arbitrary 100 ⁇ m square SEM image 2 field of view, and was taken as an arithmetically averaged value. In addition, the average value calculated
- the X-ray diffraction measurement of the AlN sintered body was performed using a powder X-ray diffraction measurement apparatus PANalytical MPD (manufactured by Spectris Co., Ltd.).
- test pieces of 40 mm ⁇ 4 mm ⁇ 0.635 mm in thickness were prepared from 10 sheets of sintered AlN sheets, and the obtained test pieces were measured according to JIS standard temperature three-point bending strength (JIS-R-1601).
- JIS-R-1601 JIS standard temperature three-point bending strength
- the three-point bending strength was measured at room temperature (20 to 25.degree. C.) under the conditions of an external supporting point distance of 30 mm and a crosshead speed of 0.5 mm / min according to the method described in:
- the arithmetic mean value of the obtained three-point bending strength of 100 points was calculated.
- Weibull coefficient It can be described in the Weibull statistical display based on the weakest link model as a probability distribution which describes the strength of a ceramic material statistically.
- the Weibull coefficient was calculated as follows from the three-point bending strength of 100 test pieces obtained by the above-mentioned three-point bending strength measurement.
- Example 1 (Primary mixing process) AlN powder (made by Toyo Aluminum Co., Ltd., model number: JC (particle size D 50 : 1.2 ⁇ m, oxygen atom content 0.9 mass%, median diameter 0.9 ⁇ m, Fe atom content: 15 mass ppm, Si atom content Yttrium oxide (Y 2 O 3 ) powder (Shin-Etsu Chemical Co., Ltd.
- Binder solution preparation process A solution is obtained by mixing 5 parts by mass of polyvinyl butyral as a binder component, 5 parts by mass of dibutyl phthalate as a plasticizer, and 8 parts by mass of 1-butanol and 7 parts by mass of 2-butanone as an organic solvent (2).
- a multipurpose disk filter holder in which filter paper with a holding particle diameter of 1 ⁇ m (Advantec Toyo Co., Ltd., model number: No. 5C) is set-nitrogen gas 0 using a Advantech Toyo corporation, model number: KST-142-UH
- the mixture was filtered under a pressure of 0.3 MPa to obtain a binder solution.
- the amount of polyvinyl butyral added is 5 parts by mass with respect to the total of 100 parts by mass of AlN powder, Y 2 O 3 powder and Al 2 O 3 powder in the raw material slurry in the raw material slurry obtained in the primary mixing step.
- the amount of binder solution was added and mixed in a nylon ball mill pot for 24 hours using high purity alumina balls of 5 mm in diameter.
- Multi-purpose disc filter holder (Advantec Toyo Co., Ltd., model number: KST-142-UH) in which the obtained mixed solution is set with filter paper (Advantec Toyo Co., Ltd., No. 5C) having a holding particle diameter of 1 ⁇ m
- the mixture was filtered under a nitrogen gas pressure of 0.3 MPa to obtain a mixed slurry. Further, the mixed slurry was defoamed by drawing with a vacuum pump while stirring.
- the mixed slurry was sheet-formed by a doctor blade method, air-dried for 8 hours to remove the solvent, and a sheet of 1 mm thick made of an AlN compact was obtained. Furthermore, this sheet was punched into a square shape of 70 mm ⁇ 70 mm in size.
- the AlN degreased body obtained in the degreasing step is placed in a vessel made of boron nitride and sintered for 1 hour at 1780 ° C. in an atmosphere of nitrogen gas flow using an internal thermal sintering furnace having a graphitic heating element.
- An AlN sintered body was obtained.
- the carbon atom content of the obtained AlN sintered body was 0.07% by mass.
- the carbon atom content of the AlN sintered body is shown in Table 2.
- gap whose longest diameter is larger than 1 micrometer, and the carbon containing thing whose largest diameter is larger than 1 micrometer were not observed.
- the median diameter of each crystal grain, the number of interparticle voids, and the number of carbon-containing materials are shown together in Table 2.
- Three-point bending strength was measured at room temperature (20 to 25 ° C.) under the conditions of a distance of 30 mm and a crosshead speed of 0.5 mm / min.
- the arithmetic mean value of the three-point bending strength of 100 test pieces was 653 MPa, and the Weibull coefficient calculated by the above-mentioned method was 15 from the three-point bending strength of 100 points.
- the average value of 3-point bending strength and the Weibull coefficient are shown together in Table 2.
- Examples 2 to 4 An AlN sintered body was produced in the same manner as in Example 1 except that the production conditions for the AlN sintered body were changed as described in Table 1. Carbon atom content of AlN degreased body and sintered body of AlN, median diameter of AlN crystal grains and complex oxide crystal grains, number of interparticle voids having longest diameter of 0.2 to 1 ⁇ m and more than 1 ⁇ m, and longest diameter of 1 ⁇ m The number of super carbon-containing materials was determined in the same manner as in Example 1. The obtained results are shown together in Table 2. In any of the examples, the interparticle voids were uniformly dispersed, and the interparticle voids having a longest diameter exceeding 1 ⁇ m were not observed.
- the crystal phase in the AlN sintered body was also identified in the same manner as in Example 1.
- the crystal phase of the complex oxide of yttrium and aluminum contained in the complex oxide crystal grains has an orthorhombic perovskite structure (YAlO 3 ) and a cubic garnet structure (Y 3 Al 5 O 12 ). That was confirmed.
- I YAG / I YAP determined in the same manner as Example 1 is shown in Table 2.
- the normal temperature three-point bending strength of the AlN sintered body was also measured in the same manner as in Example 1, and the average value of the three-point bending strength and the Weibull coefficient were determined. Further, Table 2 also shows the average value of the three-point bending strength and the Weibull coefficient obtained in the same manner as in Example 1.
- Comparative Examples 1-2 An AlN sintered body was produced in the same manner as in Example 1 except that the production conditions for the AlN sintered body were changed as described in Table 1. Carbon atom content of AlN degreased body and sintered body of AlN, median diameter of AlN crystal grains and complex oxide crystal grains, number of interparticle voids having longest diameter of 0.2 to 1 ⁇ m and more than 1 ⁇ m, and longest diameter of 1 ⁇ m The number of super carbon-containing materials was determined in the same manner as in Example 1. The obtained results are shown together in Table 2. In any of the examples, the interparticle voids were uniformly dispersed, and the interparticle voids having a longest diameter exceeding 1 ⁇ m were not observed.
- the crystal phase in the AlN sintered body was also identified in the same manner as in Example 1.
- the crystal phase of the complex oxide of yttrium and aluminum contained in the complex oxide crystal grains has an orthorhombic perovskite structure (YAlO 3 ) and a cubic garnet structure (Y 3 Al 5 O 12 ). That was confirmed.
- I YAG / I YAP determined in the same manner as Example 1 is shown in Table 2.
- the normal temperature three-point bending strength of the AlN sintered body was also measured in the same manner as in Example 1, and the average value of the three-point bending strength and the Weibull coefficient were determined. Further, Table 2 also shows the average value of the three-point bending strength and the Weibull coefficient obtained in the same manner as in Example 1.
- Comparative example 3 In the degreasing step, an AlN sintered body was produced in the same manner as in Example 1 except that the atmosphere was changed from an air stream to a nitrogen gas stream. Carbon atom content of AlN degreased body and sintered body of AlN, median diameter of AlN crystal grains and complex oxide crystal grains, number of interparticle voids having longest diameter of 0.2 to 1 ⁇ m and more than 1 ⁇ m, and longest diameter of 1 ⁇ m The number of super carbon-containing materials was determined in the same manner as in Example 1. The obtained results are shown together in Table 2.
- the crystal phase of the composite oxide of yttrium and aluminum contained in the composite oxide crystal grains has an orthorhombic perovskite structure (YAlO 3 ) and a cubic garnet structure (Y 3 Al 5 O 12 ).
- I YAG / I YAP determined in the same manner as Example 1 is shown in Table 2.
- the normal temperature three-point bending strength of the AlN sintered body was also measured in the same manner as in Example 1, and the average value of the three-point bending strength and the Weibull coefficient were determined. Further, Table 2 also shows the average value of the three-point bending strength and the Weibull coefficient obtained in the same manner as in Example 1.
- Comparative example 4 The same as Example 2 except that the solution obtained by dissolving the binder component in the organic solvent (2) in the binder solution preparation step was not filtered, and that the mixed slurry was not filtered in the secondary mixing step. Then, an AlN sintered body was produced. Carbon atom content of AlN degreased body and sintered body of AlN, median diameter of AlN crystal grains and complex oxide crystal grains, number of interparticle voids having longest diameter of 0.2 to 1 ⁇ m and more than 1 ⁇ m, and longest diameter of 1 ⁇ m The number of super carbon-containing materials was determined in the same manner as in Example 1. The obtained results are shown together in Table 2.
- the interparticle voids are uniformly dispersed, as the interparticle voids having a longest diameter exceeding 1 ⁇ m, there are an average of two irregular interparticle voids having a longest diameter of 10 ⁇ m or more in observation of the SEM image 2 field of view.
- the crystal phase in the AlN sintered body was also identified in the same manner as in Example 1.
- the crystal phase of the composite oxide of yttrium and aluminum contained in the composite oxide crystal grains has an orthorhombic perovskite structure (YAlO 3 ) and a cubic garnet structure (Y 3 Al 5 O 12 ).
- I YAG / I YAP determined in the same manner as Example 1 is shown in Table 2.
- the normal temperature three-point bending strength of the AlN sintered body was also measured in the same manner as in Example 1, and the average value of the three-point bending strength and the Weibull coefficient were determined. Further, Table 2 also shows the average value of the three-point bending strength and the Weibull coefficient obtained in the same manner as in Example 1.
- Thermal conductivity of the AlN sintered body prepared in Example 2 was measured using an advance Riko Co., Ltd. measurement device (model: TC-1200RH) under the conditions of an excitation voltage of 2.0 kV of an Nd glass laser (laser flash method (2 It was 150 W / (m ⁇ K) when measured and determined by the dimensional method.
- the aluminum nitride sintered body of the present invention has high heat dissipation, high strength (for example, normal temperature three-point bending strength of 600 MPa or more), and small variation in strength in the aluminum nitride sintered body (for example, Weibull coefficient of 10 or more) Because of the above reasons, it can be suitably used for circuit boards requiring high reliability, for example, circuit boards for power modules.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Computer Hardware Design (AREA)
- General Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Composite Materials (AREA)
- Ceramic Products (AREA)
Abstract
Description
前記窒化アルミニウム結晶粒のメジアン径が2μm以下であり、前記窒化アルミニウム焼結体中に、最長径が0.2~1μmの粒子間空隙が断面100μm四方の領域に10~200個分散し、ならびに炭素原子含有量が0.10質量%未満であることを特徴とする窒化アルミニウム焼結体。
[2]前記複合酸化物結晶粒のメジアン径が前記窒化アルミニウム結晶粒のメジアン径よりも小さいことを特徴とする前項1に記載の窒化アルミニウム焼結体。
[3]前記複合酸化物結晶粒のメジアン径が1.5μm以下であることを特徴とする前項1または2に記載の窒化アルミニウム焼結体。
[4]前記希土類元素が、イットリウムおよびランタニド系希土類元素からなる群より選ばれる一種または二種以上の元素であることを特徴とする前項1~3のいずれかに記載の窒化アルミニウム焼結体。
[5]前項1~4のいずれかに記載の窒化アルミニウム焼結体の製造方法であって、
窒化アルミニウム粉末および焼結助剤を含む原料粉末と有機溶剤とを混合して原料スラリーを得る一次混合工程、前記原料スラリーとバインダー溶液とを混合して得た混合液を濾過して混合スラリーを得る二次混合工程、前記混合スラリーを成形して窒化アルミニウム成形体を得る成形工程、前記窒化アルミニウム成形体を酸化性ガス雰囲気下600℃未満に加熱して窒化アルミニウム脱脂体を得る脱脂工程、および
前記窒化アルミニウム脱脂体を焼結して窒化アルミニウム焼結体を得る焼結工程を含むことを特徴とする窒化アルミニウム焼結体の製造方法。
[6]前記焼結助剤が、イットリウムおよびランタニド系希土類元素からなる群より選ばれる一種または二種以上の元素を有する化合物を含むことを特徴とする前項5に記載の窒化アルミニウム焼結体の製造方法。
[7]前記焼結助剤が、さらにアルミニウム元素を有する化合物を含むことを特徴とする前項6に記載の窒化アルミニウム焼結体の製造方法。
[8]バインダー成分を有機溶剤に溶解して得た溶液を濾過して前記バインダー溶液を得るバインダー溶液調製工程を、前記二次混合工程前にさらに含むことを特徴とする前項5~7のいずれかに記載の窒化アルミニウム焼結体の製造方法。
[9]前記脱脂工程において用いる前記酸化性ガスが、酸素ガスを含む混合ガスであることを特徴とする前項5~8のいずれかに記載の窒化アルミニウム焼結体の製造方法。
[10]前記窒化アルミニウム脱脂体の炭素原子含有量が、0.10質量%以下であることを特徴とする前項5~9のいずれかに記載の窒化アルミニウム焼結体の製造方法。
[11]前記焼結工程が、1400℃以上1800℃以下の不活性ガス雰囲気下、24時間以下加熱することを特徴とする前項5~10のいずれかに記載の窒化アルミニウム焼結体の製造方法。
[12]前記焼結工程において用いる前記不活性ガスが、窒素ガスであることを特徴とする前項11に記載の窒化アルミニウム焼結体の製造方法。
本発明の窒化アルミニウム焼結体は、窒化アルミニウム(以下、AlNとも記す。)結晶粒と希土類元素およびアルミニウム元素を含む複合酸化物結晶粒とを含み、前記窒化アルミニウム結晶粒のメジアン径が2μm以下であり、前記窒化アルミニウム焼結体中に、最長径が0.2~1μmの粒子間空隙が断面100μm四方の領域に10~200個分散し、ならびに炭素原子含有量が0.10質量%未満であることを特徴とする。AlN焼結体は、AlN結晶粒を主成分とする多結晶体であり、副成分として複合酸化物結晶粒を含み、粒子間空隙はAlN焼結体中に隣接することなく均一に分散して存在する。
本明細書においてAlN結晶粒の大きさは、メジアン径で定義する。メジアン径とは、個数基準の粒度累積分布の累積50%に相当する値である。本発明のAlN焼結体が含むAlN結晶粒のメジアン径は、2μm以下である。AlN結晶粒のメジアン径は小さいほどAlN焼結体の強度が高く、好ましくは1.7μm以下であり、さらに好ましくは1.5μm以下である。AlN結晶粒のメジアン径がこれらの範囲内であると機械的強度が十分高いAlN焼結体となる。
本発明のAlN焼結体が含むAlN結晶粒のメジアン径は、AlN焼結体の破断面を走査型電子顕微鏡(SEM)により1000倍以上の倍率で観察し、任意の100μm四方の領域において少なくとも500個のAlN結晶粒の粒径を計測して求める。AlN結晶粒は完全な球形ではないので、最長径をAlN結晶粒の粒径とする。本明細書においては、結晶粒の最長径とは、以下のようにして求められる結晶粒の輪郭を構成する多角形が有する最長の対角線の長さを意味する。
本発明のAlN焼結体が含む複合酸化物結晶粒は、希土類元素(以下、REとも記す。)およびアルミニウム元素を含む複合酸化物の結晶粒である。本発明のAlN焼結体は、副成分として複合酸化物結晶粒を含む。
本発明のAlN焼結体が含む複合酸化物結晶粒の大きさは、前述のAlN結晶粒の場合と同様に、個数基準のメジアン径で定義する。AlN焼結体中の複合酸化物結晶粒のメジアン径は、小さいほどAlN焼結体の機械的強度が高くなる。また、AlN結晶粒よりも複合酸化物結晶粒が大きい場合は、複合酸化物結晶粒自体が破壊の起点となることから、複合酸化物結晶粒のメジアン径はAlN結晶粒のメジアン径より小さいことが好ましい。複合酸化物結晶粒のメジアン径は好ましくは1.5μm以下であり、より好ましくは1.0μm以下である。
本発明のAlN焼結体中には粒子間空隙が分散しており、AlN焼結体の破断面を走査型電子顕微鏡により観察したとき、AlN焼結体の断面100μm四方の視野領域に、最長径が0.2~1μmの粒子間空隙が10~200個、好ましくは20~170個、より好ましくは50~130個分散して存在する。粒子間空隙は、SEM像において基本的に黒くみえ、コントラストを変えても明るく観測されることはない。粒子間空隙が分散しているとは、最長径が0.2~1μmの粒子間空隙が連なって1μmを超える最長径を有する粒子間空隙とはならないことをいう。また、別の見方では、最長径が0.2~1μmの粒子間空隙は、それぞれがAlN結晶粒または複合酸化物結晶粒に囲まれて孤立しており、互いに隔てられている。本発明のAlN焼結体中に、上記の態様で粒子間空隙が分散していることにより、機械的強度が高くAlN焼結体内の強度ばらつきが小さい。
本発明のAlN焼結体の炭素原子含有量は0.10質量%未満であり、好ましくは0.09質量%以下である。AlN焼結体が含む炭素原子含有量がこの範囲であると、AlN焼結体の機械的強度を高くすることができる。AlN焼結体が含む炭素原子含有量は、実施例に記載する方法で求める。
AlN焼結体の機械的強度は、JIS規格の常温3点曲げ強度測定方法(JIS-R-1601:2008)に従って測定して得る。具体的には実施例に記載するとおりに行うが、シート状のAlN焼結体10枚から作製した試験片100点について所定の条件で3点曲げ強度を測定して、その算術平均を求める。
なお、本発明のAlN焼結体は、上記の方法で求めた3点曲げ強度の算術平均値が、600MPa以上であることが好ましく、650MPa以上であることがより好しい。
AlN焼結体内の強度のばらつきは、ワイブル係数で表すことができ、ワイブル係数が大きいほどAlN焼結体内の強度のばらつきは小さくなる。一般にAlN焼結体のワイブル係数は10程度といわれている(「セラミックス材料技術集成」1979年4月株式会社産業技術センター発行)。機械的強度の不足による不良品の発生確率を低く抑えるためには、ワイブル係数は10より大きいことが求められる。
なお、本発明のAlN焼結体は、ワイブル係数が、10超であることが好ましく、15以上であることがより好しい。
本発明の窒化アルミニウム焼結体の製造方法は、窒化アルミニウム粉末および焼結助剤を含む原料粉末と有機溶剤とを混合して原料スラリーを得る一次混合工程、前記原料スラリーとバインダー溶液とを混合して得た混合液を濾過して混合スラリーを得る二次混合工程、前記混合スラリーを成形して窒化アルミニウム成形体を得る成形工程、前記窒化アルミニウム成形体を酸化性雰囲気下600℃未満に加熱して窒化アルミニウム脱脂体を得る脱脂工程、および前記窒化アルミニウム脱脂体を焼結して窒化アルミニウム焼結体を得る焼結工程とを含む。各工程について、以下詳細に説明する。
一次混合工程では、AlN粉末および焼結助剤を含む原料粉末と有機溶剤とを混合して原料スラリーを得る。
また、一次混合工程では、ポリオキシエチレンラウリルエーテル等のポリエチレングリコール系のノニオン系分散剤や、ジブチルフタレート、ブチルフタリルブチルグリコレート等の可塑剤をさらに添加してもよい。
二次混合工程では、一次混合工程で得た原料スラリーと、別に調製したバインダー溶液とを混合して混合液とし、混合液を濾過して混合スラリーを得る。バインダー溶液は、バインダー成分を有機溶剤に溶解して得る。
バインダー溶液の調製に用いる有機溶剤には、前述の原料スラリーの作製に用いたものと同種の有機溶剤を用いることが好ましい。複数種の有機溶剤を混合して用いる場合には、混合比率を溶質の特性に合わせて適宜変更することができる。
バインダー溶液の原料スラリーに対する混合量は、原料スラリーが含むAlN粉末と焼結助剤の合計100質量部に対して、バインダーが3~15質量部添加されるようバインダー溶液を混合することが好ましく、3~10質量部添加されるよう混合することがより好ましい。
二次混合工程の混合は、前述の一次混合工程で用いる方法と同じ方法を用いることができる。
濾材は、濾過する混合液が含む粉末の粒子径に合わせて選択され、例えば濾材の保持粒子径で選択する。濾材の保持粒子径は、0.8~4μmが好ましく、0.8~2μmがより好ましく、0.8~1μmが更に好ましい。濾材の種類としては、例えばセルロース性のろ紙を用いることができる。このような濾材を用いて濾過することにより、一次混合工程および二次混合工程中に生じた不溶の塊がある場合にこれを除くことができる。
本発明の窒化アルミニウム焼結体の製造方法においては、バインダー成分を有機溶剤に溶解してバインダー溶液を得るバインダー溶液調製工程を、二次混合工程前にさらに含んでもよい。バインダー溶液は濾過されたものが好ましい。バインダー成分を有機溶剤に溶解して得た溶液を濾過する方法は、前述の二次混合工程において混合液を濾過する方法と同じ方法で行うことができる。バインダー成分を有機溶剤に溶解して得た溶液を濾過してバインダー溶液を得ることにより、塊になって不溶なバインダー成分がある場合にこれを取り除くことができる。バインダー溶液調製工程において用いる濾過材の保持粒子径は、二次混合工程において用いる濾過材の保持粒子径の同一以上2倍以下であることが好ましい。
成形工程では、二次混合工程で得られた混合スラリーをシート状に成形し、必要なら風乾等により溶媒を除去して、AlN成形体を得る。シート状のAlN成形体の厚さは0.5~2mmが好ましい。成形手段として、乾式プレス機、ラバープレス機を用いる方法や、押出法、射出法、ドクターブレード法等の方法を挙げることができる。AlN焼結基板の作製は、通常ドクターブレード法で成形される。また、混合スラリーを乾燥造粒して、金型成形法で成形することもできる。なお、得られたAlN成形体は、必要に応じて適切な大きさと形状にカットすることができる。
脱脂工程では、AlN成形体を酸化性ガス雰囲気下600℃未満に加熱してAlN脱脂体を得る。脱脂を行うことによりAlN成形体が含むバインダー成分を分解する。酸化性ガスとしては、酸素ガスが混合された混合ガスを用いることが好ましい。前記混合ガスが含有する酸素ガス含有量は、5~25体積%が好ましく、5~20体積%がより好ましく、また例えば空気を好ましく用いることができる。また、脱脂は、バインダー成分が分解する温度以上600℃未満に加熱して行い、400℃以上600℃未満に加熱して行うことが好ましく、0.1~24時間行うことが好ましく、1時間~8時間行うことがより好ましい。脱脂を600℃未満で行うことにより、AlN成形体中のAlN結晶粒の酸化を抑えることができる。
脱脂する脱脂炉としては、市販のものを用いることができ、AlN成形体から除去されたバインダー成分由来の除去成分をトラップするワックストラップ機構を備えていることが好ましい。
以上の条件で脱脂工程を行うことによりAlN脱脂体が含む炭素原子含有量は、好ましくは0.10質量%以下となり、より好ましくは0.09質量%以下となる。AlN脱脂体が含む炭素原子含有量がこの範囲であると、AlN粉末が含む不純物酸素を十分に除去できるとともに、焼結工程後に得られる窒化アルミニウム焼結体中の粒子間空隙の分散態様を前述の範囲とすることができる。AlN脱脂体が含む炭素原子含有量は、実施例に記載する方法で求めることができる。
焼結工程では、AlN脱脂体を焼結してAlN焼結体を得る。焼結は、1400℃以上1800℃以下の不活性ガス雰囲気下で、24時間以下加熱して行うことが好ましく、大気圧不活性ガス雰囲気下、1400~1800℃で20分間~24時間行うことがより好ましい。焼結温度は、1500~1800℃がより好ましく、1650~1800℃がさらに好ましい。焼結時間は焼結温度に合わせて調節されるが、20分間~18時間行うことがより好ましく、30分間~12時間行うことがさらに好ましく、30分間~6時間がより更に好ましい。不活性ガスとしては、窒素ガスを好ましく用いることができる。
これらの範囲の条件でAlN脱脂体を焼結することにより、AlN焼結体の炭素原子含有量は0.10質量%未満となり、好ましくは0.09質量%以下となる。AlN焼結体が含む炭素原子含有量は、実施例に記載する方法で求める。
AlN脱脂体またはAlN焼結体を適量を乳鉢を用いて粉砕し、セラミックスルツボに0.2g秤量し、助燃剤として金属タングステン粉末を同質量加え、炭素硫黄分析装置EMIA-920V(株式会社堀場製作所製)を用いて赤外線吸収法で測定し、試料2点の測定値の算術平均値を求めた。
AlN焼結体の破断面を作製し、走査型電子顕微鏡(SEM)JSM-7500FA(日本電子株式会社製、加速電圧5.0kV)により1000倍の倍率で断面観察し、AlN結晶粒の最長径を計測してAlN結晶粒の粒径とした。任意の100μm四方の領域において500個のAlN結晶粒の粒径を計測して、AlN結晶粒の個数基準のメジアン径を求めた。
AlN焼結体の破断面を走査型電子顕微鏡(SEM)により1000倍の倍率で観察し、複合酸化物結晶粒の最長径を計測して複合酸化物結晶粒の粒径とした。任意の100μm四方の領域において200個の複合酸化物結晶粒の粒径を計測して、複合酸化物結晶粒の個数基準のメジアン径を求めた。
AlN焼結体の破断面を走査型電子顕微鏡(SEM)により1000倍の倍率で観察し、粒子間空隙のSEM像の面内方向での最長径を計測し、最長径が0.2~1μmの大きさの粒子間空隙及び最長径が1μm超の大きさの粒子間空隙の個数をそれぞれ得た。粒子間空隙の数は、任意の100μm四方のSEM像2視野について計測し、算術平均した値とした。整数になるよう必要な場合には四捨五入した。
AlN焼結体の破断面を走査型電子顕微鏡(SEM)により1000倍の倍率で観察し、SEM-EDS分析により炭素含有物を特定し、SEM像の面内方向での最長径を計測し、最長径が1μm超の大きさの炭素含有物の個数を得た。炭素含有物の数は、任意の100μm四方のSEM像2視野について計測し、算術平均した値とした。なお、求めた平均値は、整数になるよう必要な場合には四捨五入した。
粉末X線回折測定装置パナリティカルMPD(スペクトリス株式会社製)を用いて、AlN焼結体のX線回折測定を行った。測定条件としては、Cu-Kα線(出力45kV、40mA)を用いて、走査軸 :θ/2θ、測定範囲(2θ):10° ~90° 、測定モード:FT、読込幅 :0.02°、サンプリング時間:0.70秒、DS、SS、RS:0.5°、0.5°、0.15mmの条件で行い、得られたX線回折図形においてAlN結晶粒および複合酸化物結晶粒の結晶相を同定した。
AlN焼結体シート10枚から、40mm×4mm×厚さ0.635mmの試験片を100本作製し、得られた試験片について、JIS規格の常温3点曲げ強度測定方法(JIS-R-1601:2008)に準じて、外部支点間距離30mm、クロスヘッド速度0.5mm/minの条件で室温(20~25℃)で3点曲げ強度を測定した。得られた3点曲げ強度100点の算術平均値を算出した。
セラミックス材料の強度を統計的に記述する確率分布として、最弱リンクモデルに基づくワイブル統計表示で記述することができる。
前述の3点曲げ強度測定によって得た試験片100個の3点曲げ強度から以下のようにしてワイブル係数を算出した。
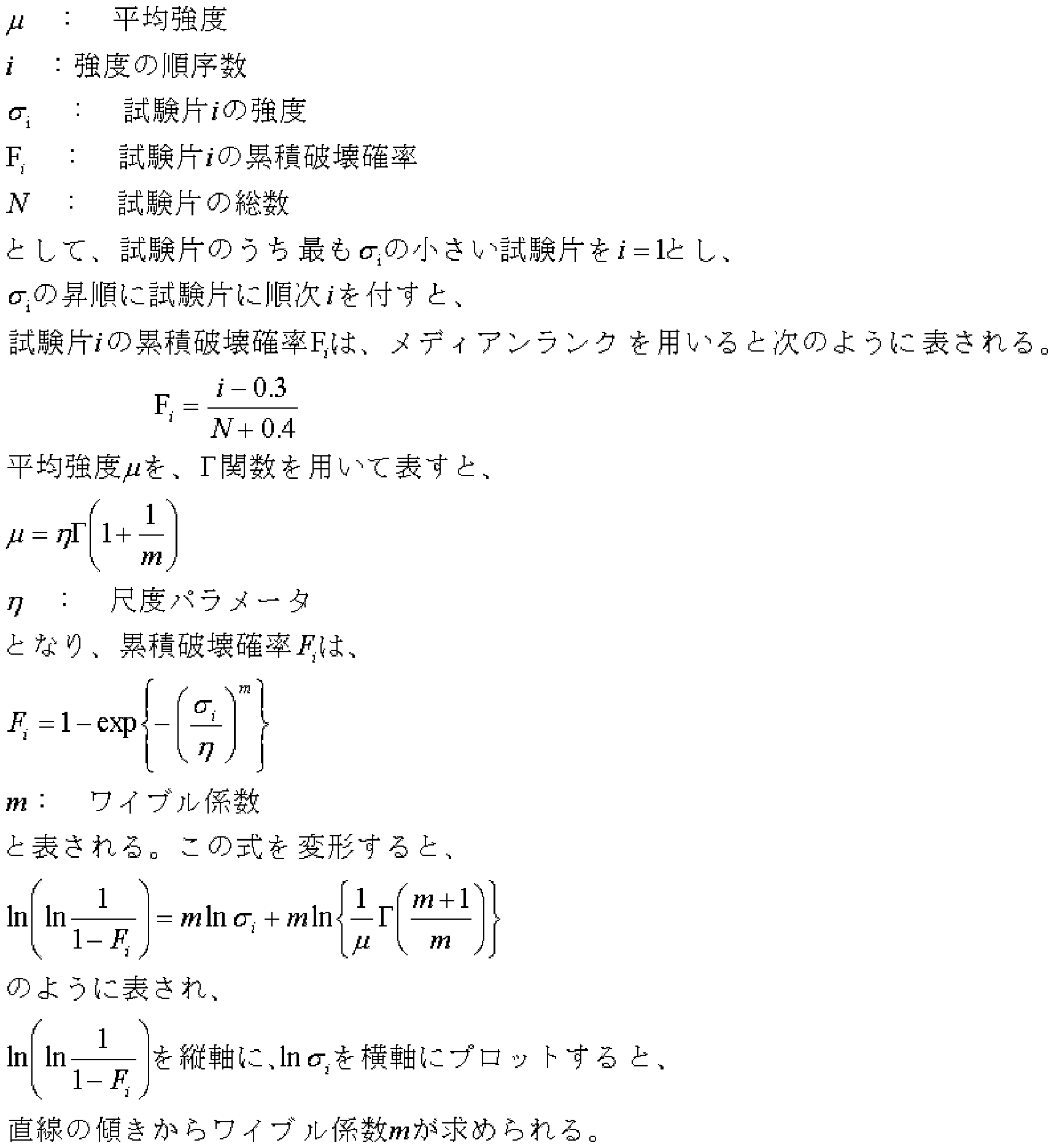
(一次混合工程)
AlN粉末(東洋アルミニウム株式会社製、型番:JC(粒度D50:1.2μm、酸素原子含有量0.9質量%、メジアン径0.9μm、Fe原子含有量:15質量ppm、Si原子含有量:40質量ppm)92.7質量部に焼結助剤として酸化イットリウム(Y2O3)粉末(信越化学工業株式会社製、型番:RU-P(平均粒径1μm))6質量部、酸化アルミニウム(Al2O3)粉末(住友化学株式会社製、型番:AKP-50(中心粒径(MT3300:0.20μm)))1.3質量部と、分散剤としてポリオキシエチレンラウリルエーテル3質量部と、有機溶剤(1)として1-ブタノール30質量部および2-ブタノン24質量部を加え、直径5mmの高純度アルミナボールを用いてナイロン製ボールミルポットで24時間の粉砕混合を行い、原料スラリーを得た。
バインダー成分としてポリビニルブチラール5質量部、可塑剤としてジブチルフタレート5質量部、ならびに有機溶剤(2)として1-ブタノール8質量部および2-ブタノン7質量部を混合して溶液を得て、この溶液を保持粒子径1μmの濾紙(アドバンテック東洋株式会社製、型番:No.5C)をセットした多用途型ディスクフィルターホルダ―(アドバンテック東洋株式会社製、型番:KST-142-UH)を用いて窒素ガス0.3MPaの加圧条件で濾過してバインダー溶液を得た。
一次混合工程で得た原料スラリーに、該原料スラリー中のAlN粉末、Y2O3粉末およびAl2O3粉末との合計100質量部に対して、ポリビニルブチラールが5質量部の添加量となる量のバインダー溶液を加え、直径5mmの高純度アルミナボールを用いてナイロン製ボールミルポットで24時間混合した。得られた混合液を保持粒子径1μmの濾紙(アドバンテック東洋株式会社製、No.5C)をセットした多用途型ディスクフィルターホルダ―(アドバンテック東洋株式会社製、型番:KST-142-UH)を用いて窒素ガス0.3MPaの加圧条件で濾過して混合スラリーを得た。さらに、混合スラリーを撹拌しながら真空ポンプで引いて脱泡処理した。
混合スラリーをドクターブレード法によりシート成形し、8時間風乾して溶媒を除去して、AlN成形体からなる厚さ1mmのシートを得た。さらに、このシートを70mm×70mmの大きさの正方形の形状に打ち抜いた。
成形工程で得たAlN成形体からなる正方形の形状のシートに、付着防止用の敷粉として窒化ホウ素微粉末(昭和電工株式会社製、型番:UHP-1K)を塗布した。このシートを10枚積み重ねて窒化ホウ素製容器に収納し、大気圧空気気流中500℃の条件に2時間保持して脱脂した。脱脂炉としては、ワックストラップ機構を具備したステンレス製炉心管と、カンタル線を用いた発熱体を有する外熱式の管状炉を使用した。得られたAlN脱脂体の炭素原子含有量は0.09質量%であった。AlN脱脂体の炭素原子含有量を表2に示す。
脱脂工程で得たAlN脱脂体を窒化ホウ素製容器に入れ、黒鉛性の発熱体を有する内熱式焼結炉を用いて、大気圧窒素ガス気流下1780℃の条件で1時間焼結してAlN焼結体を得た。得られたAlN焼結体の炭素原子含有量は0.07質量%であった。AlN焼結体の炭素原子含有量を表2に示す。
得られたAlN焼結体のX線回折測定を行った。AlN結晶粒として、六方晶系のウルツ鉱構造と立方晶系の閃亜鉛鉱構造を有することが確認された。複合酸化物結晶粒が含むイットリウムとアルミニウムの複合酸化物の結晶相として、斜方晶系ペロブスカイト構造(YAlO3)および立方晶系ガーネット構造(Y3Al5O12)を有することが確認された。回折ピーク高さから求めたIYAG/IYAPは、0.32であった。IYAG/IYAPを表2に示す。
破断して得たAlN焼結体の破断面を走査型電子顕微鏡(SEM)(JSM-7500FA(日本電子株式会社製)、加速電圧5.0kV)を用いて1000倍の倍率で断面観察した。最長径を計測した500個のAlN結晶粒のメジアン径は1.7μmであり、最長径を計測した200個の複合酸化物結晶粒のメジアン径は1.1μmであった。最長径が0.2μm~1μmの粒子間空隙は、100μm四方の視野を観察し、2視野の観察の平均値として24個均一に分散して存在していた。なお、最長径が1μmより大きい粒子間空隙及び最長径が1μmより大きいの炭素含有物は観測されなかった。各結晶粒のメジアン径、粒子間空隙の個数及び炭素含有物の個数を表2に併せて示す。
作製したAlN焼結体シート10枚から、40mm×4mmの大きさの矩形状にダイヤモンドカッターを用いて切出した。さらに表面粗さRa0.5μm以下に表面を研磨加工して、40mm×4mm×厚さ0.635mmの大きさの試験片100本を作製した。JIS規格の常温3点曲げ強度(JIS-R-1601:2008)に従って、精密万能試験機(株式会社島津製作所製、型番:AG-X)および市販の3点曲げ試験冶具を用いて、外部支点間距離30mm、クロスヘッド速度0.5mm/minの条件で室温(20~25℃)にて3点曲げ強度を測定した。試験片100点の3点曲げ強度の算術平均値は653MPaであり、100点の3点曲げ強度から前述の方法で算出したワイブル係数は15であった。3点曲げ強度の平均値、ワイブル係数を表2に併せて示す。
AlN焼結体の作製条件を表1記載のとおりに変更した以外は実施例1と同様にしてAlN焼結体を作製した。
AlN脱脂体およびAlN焼結体の炭素原子含有量、AlN結晶粒および複合酸化物結晶粒のメジアン径、最長径が0.2~1μm及び1μm超の粒子間空隙の個数、並びに最長径が1μm超の炭素含有物の個数を実施例1と同様にして求めた。得られた結果を表2に併せて示す。いずれの例においても、粒子間空隙が均一に分散しているとともに最長径が1μmを超える粒子間空隙は観測されなかった。
AlN焼結体中の結晶相についても実施例1と同様にして同定を行った。いずれの例においても、複合酸化物結晶粒が含むイットリウムとアルミニウムの複合酸化物の結晶相は斜方晶系ペロブスカイト構造(YAlO3)および立方晶系ガーネット構造(Y3Al5O12)を有することが確認された。実施例1と同様にして求めたIYAG/IYAPを表2に示す。
また、AlN焼結体の常温3点曲げ強度についても実施例1と同様にして測定し、3点曲げ強度の平均値及びワイブル係数を求めた。また、実施例1と同様にして求めた3点曲げ強度の平均値及びワイブル係数を表2に併せて示す。
AlN焼結体の作製条件を表1記載のとおりに変更した以外は実施例1と同様にしてAlN焼結体を作製した。
AlN脱脂体およびAlN焼結体の炭素原子含有量、AlN結晶粒および複合酸化物結晶粒のメジアン径、最長径が0.2~1μm及び1μm超の粒子間空隙の個数、並びに最長径が1μm超の炭素含有物の個数を実施例1と同様にして求めた。得られた結果を表2に併せて示す。いずれの例においても、粒子間空隙が均一に分散しているとともに最長径が1μmを超える粒子間空隙は観測されなかった。
AlN焼結体中の結晶相についても実施例1と同様にして同定を行った。いずれの例においても、複合酸化物結晶粒が含むイットリウムとアルミニウムの複合酸化物の結晶相は斜方晶系ペロブスカイト構造(YAlO3)および立方晶系ガーネット構造(Y3Al5O12)を有することが確認された。実施例1と同様にして求めたIYAG/IYAPを表2に示す。
また、AlN焼結体の常温3点曲げ強度についても実施例1と同様にして測定し、3点曲げ強度の平均値及びワイブル係数を求めた。また、実施例1と同様にして求めた3点曲げ強度の平均値及びワイブル係数を表2に併せて示す。
脱脂工程において、雰囲気を、空気気流中から窒素ガス気流中としたこと以外は実施例1と同様にしてAlN焼結体を作製した。
AlN脱脂体およびAlN焼結体の炭素原子含有量、AlN結晶粒および複合酸化物結晶粒のメジアン径、最長径が0.2~1μm及び1μm超の粒子間空隙の個数、並びに最長径が1μm超の炭素含有物の個数を実施例1と同様にして求めた。得られた結果を表2に併せて示す。AlN焼結体の破断面のSEM観察において、粒子間空隙が均一に32個分散して存在しているとともに、最長径が1μmを超える粒子間空隙は観測されなかった。また、最長径が1μmを超える炭素含有物として、最長径が10μmの不定形の炭素含有物がSEM像2視野の観察において平均2個存在した。なお、炭素含有物が炭素原子を含有することは、SEM-EDS分析により確認した。
AlN焼結体中の結晶相についても実施例1と同様にして同定を行った。比較例3では、複合酸化物結晶粒が含むイットリウムとアルミニウムの複合酸化物の結晶相は斜方晶系ペロブスカイト構造(YAlO3)および立方晶系ガーネット構造(Y3Al5O12)を有することが確認された。実施例1と同様にして求めたIYAG/IYAPを表2に示す。
また、AlN焼結体の常温3点曲げ強度についても実施例1と同様にして測定し、3点曲げ強度の平均値及びワイブル係数を求めた。また、実施例1と同様にして求めた3点曲げ強度の平均値及びワイブル係数を表2に併せて示す。
バインダー溶液調製工程においてバインダー成分を有機溶剤(2)に溶解して得た溶液を濾過しなかったこと、および二次混合工程において混合スラリーの濾過を行わなかったこと以外は、実施例2と同様にしてAlN焼結体を作製した。
AlN脱脂体およびAlN焼結体の炭素原子含有量、AlN結晶粒および複合酸化物結晶粒のメジアン径、最長径が0.2~1μm及び1μm超の粒子間空隙の個数、並びに最長径が1μm超の炭素含有物の個数を実施例1と同様にして求めた。得られた結果を表2に併せて示す。粒子間空隙が均一に分散しているが、最長径が1μmを超える粒子間空隙として、最長径が10μm以上の不定形の粒子間空隙がSEM像2視野の観察において平均2個存在した。
AlN焼結体中の結晶相についても実施例1と同様にして同定を行った。比較例4では、複合酸化物結晶粒が含むイットリウムとアルミニウムの複合酸化物の結晶相は斜方晶系ペロブスカイト構造(YAlO3)および立方晶系ガーネット構造(Y3Al5O12)を有することが確認された。実施例1と同様にして求めたIYAG/IYAPを表2に示す。
また、AlN焼結体の常温3点曲げ強度についても実施例1と同様にして測定し、3点曲げ強度の平均値及びワイブル係数を求めた。また、実施例1と同様にして求めた3点曲げ強度の平均値及びワイブル係数を表2に併せて示す。
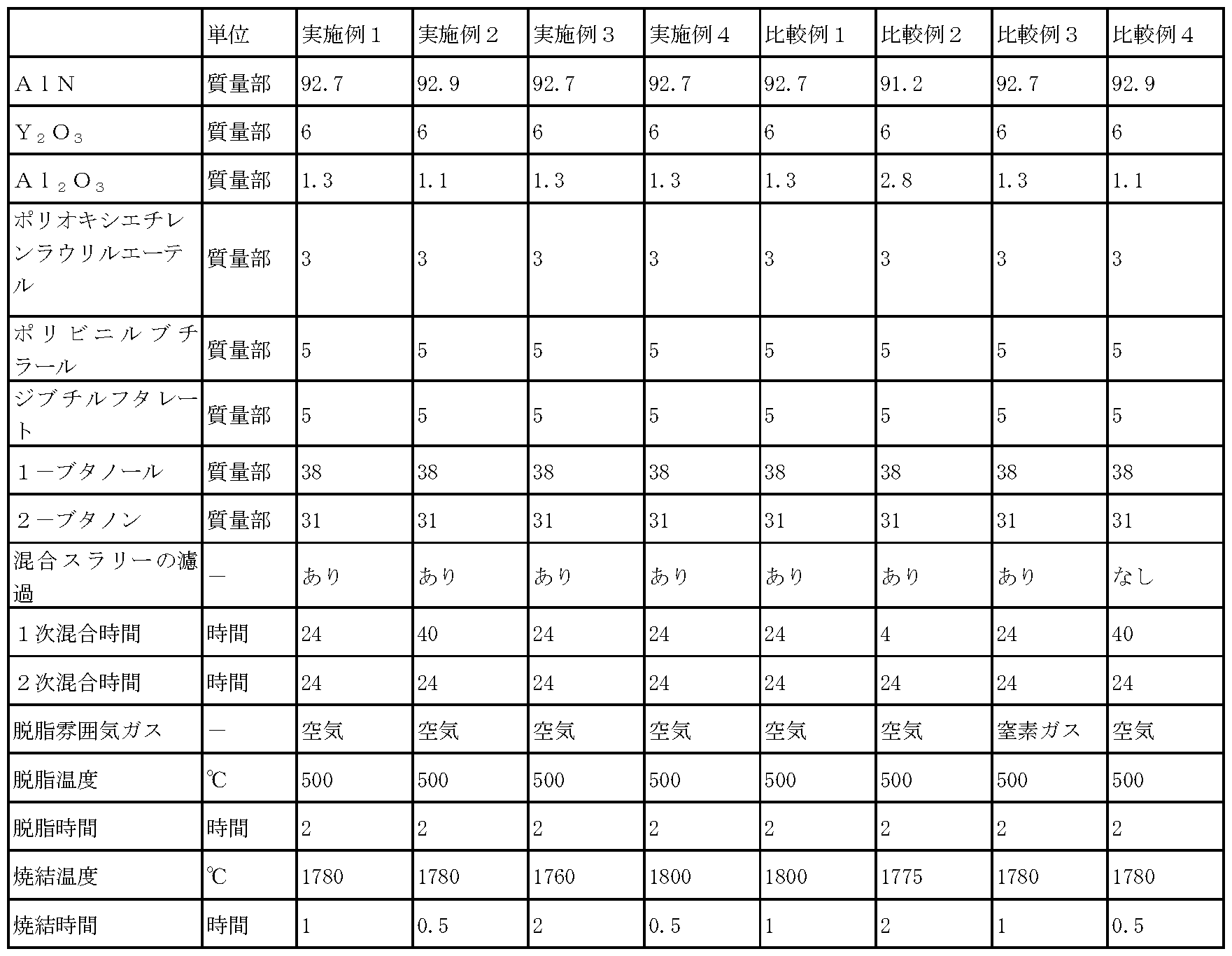
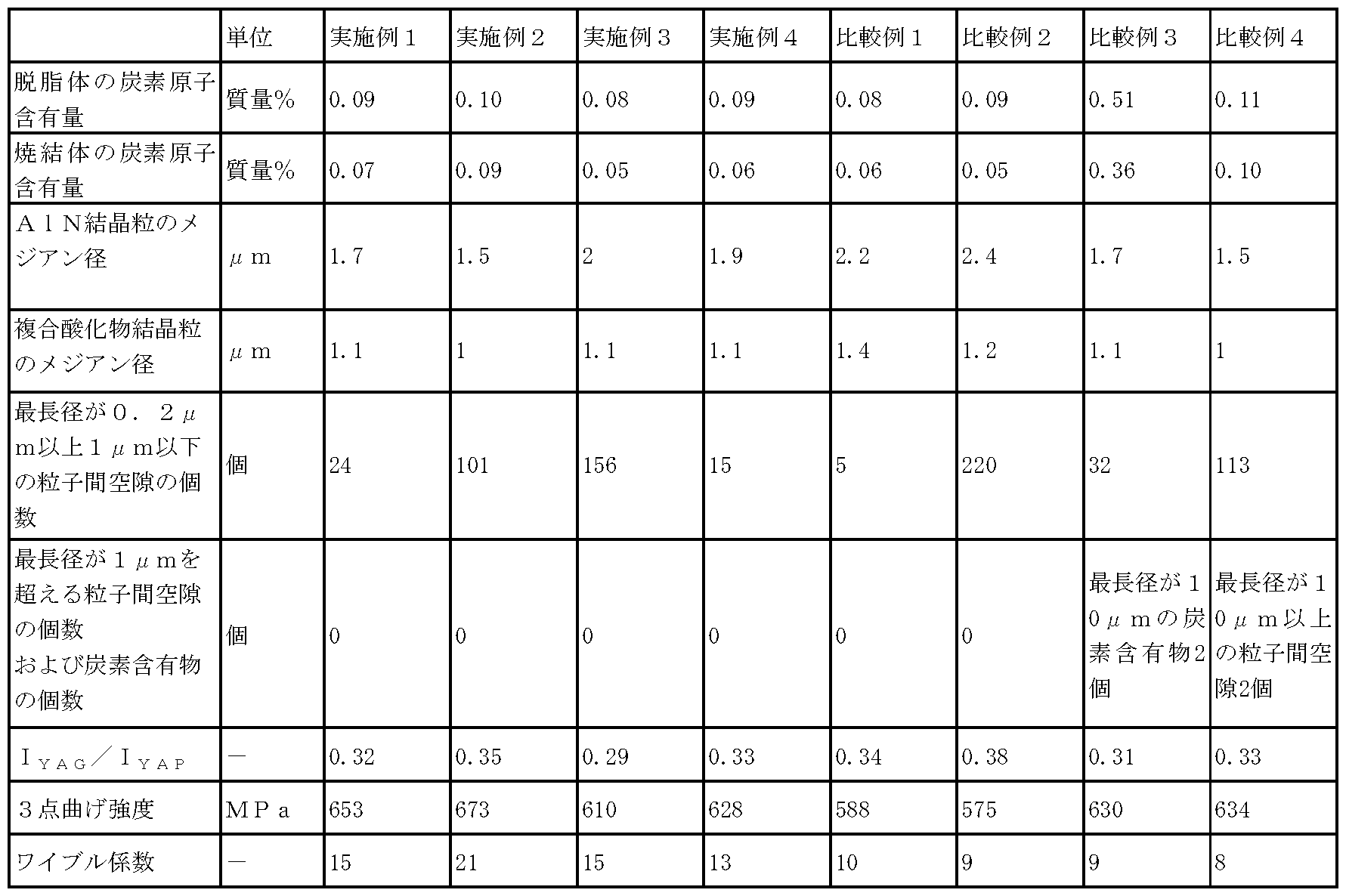
実施例2で作製したAlN焼結体の熱伝導率をアドバンス理工株式会社製の測定装置(型式:TC-1200RH)を用いてNdガラスレーザーの励起電圧2.0kVの条件でレーザーフラッシュ法(二次元法)により測定して求めたところ、150W/(m・K)であった。
Claims (12)
- 窒化アルミニウム結晶粒と希土類元素およびアルミニウム元素を含む複合酸化物結晶粒とを含む窒化アルミニウム焼結体であって、
前記窒化アルミニウム結晶粒のメジアン径が2μm以下であり、
前記窒化アルミニウム焼結体中に、最長径が0.2~1μmの粒子間空隙が断面100μm四方の領域に10~200個分散し、
ならびに炭素原子含有量が0.10質量%未満であることを特徴とする窒化アルミニウム焼結体。 - 前記複合酸化物結晶粒のメジアン径が前記窒化アルミニウム結晶粒のメジアン径よりも小さいことを特徴とする請求項1に記載の窒化アルミニウム焼結体。
- 前記複合酸化物結晶粒のメジアン径が1.5μm以下であることを特徴とする請求項1または2に記載の窒化アルミニウム焼結体。
- 前記希土類元素が、イットリウムおよびランタニド系希土類元素からなる群より選ばれる一種または二種以上の元素であることを特徴とする請求項1~3のいずれかに記載の窒化アルミニウム焼結体。
- 請求項1~4のいずれかに記載の窒化アルミニウム焼結体の製造方法であって、
窒化アルミニウム粉末および焼結助剤を含む原料粉末と有機溶剤とを混合して原料スラリーを得る一次混合工程、
前記原料スラリーとバインダー溶液とを混合して得た混合液を濾過して混合スラリーを得る二次混合工程、
前記混合スラリーを成形して窒化アルミニウム成形体を得る成形工程、
前記窒化アルミニウム成形体を酸化性ガス雰囲気下600℃未満に加熱して窒化アルミニウム脱脂体を得る脱脂工程、および
前記窒化アルミニウム脱脂体を焼結して窒化アルミニウム焼結体を得る焼結工程を含むことを特徴とする窒化アルミニウム焼結体の製造方法。 - 前記焼結助剤が、イットリウムおよびランタニド系希土類元素からなる群より選ばれる一種または二種以上の元素を有する化合物を含むことを特徴とする請求項5に記載の窒化アルミニウム焼結体の製造方法。
- 前記焼結助剤が、さらにアルミニウム元素を有する化合物を含むことを特徴とする請求項6に記載の窒化アルミニウム焼結体の製造方法。
- バインダー成分を有機溶剤に溶解して得た溶液を濾過して前記バインダー溶液を得るバインダー溶液調製工程を、前記二次混合工程前にさらに含むことを特徴とする請求項5~7のいずれかに記載の窒化アルミニウム焼結体の製造方法。
- 前記脱脂工程において用いる前記酸化性ガスが、酸素ガスを含む混合ガスであることを特徴とする請求項5~8のいずれかに記載の窒化アルミニウム焼結体の製造方法。
- 前記窒化アルミニウム脱脂体の炭素原子含有量が、0.10質量%以下であることを特徴とする請求項5~9のいずれかに記載の窒化アルミニウム焼結体の製造方法。
- 前記焼結工程が、1400℃以上1800℃以下の不活性ガス雰囲気下、24時間以下加熱することを特徴とする請求項5~10のいずれかに記載の窒化アルミニウム焼結体の製造方法。
- 前記焼結工程において用いる前記不活性ガスが、窒素ガスであることを特徴とする請求項11に記載の窒化アルミニウム焼結体の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201880043911.9A CN110809568A (zh) | 2017-07-24 | 2018-07-19 | 氮化铝烧结体及其制造方法 |
| US16/631,046 US10787392B2 (en) | 2017-07-24 | 2018-07-19 | Aluminum nitride sintered compact and method for producing same |
| KR1020197037951A KR102141812B1 (ko) | 2017-07-24 | 2018-07-19 | 질화알루미늄 소결체 및 그 제조 방법 |
| JP2019532542A JP6721793B2 (ja) | 2017-07-24 | 2018-07-19 | 窒化アルミニウム焼結体およびその製造方法 |
| EP18839306.0A EP3659991A4 (en) | 2017-07-24 | 2018-07-19 | COMPACT SINTERED PIECE OF ALUMINUM NITRIDE AND ITS PRODUCTION PROCESS |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-142978 | 2017-07-24 | ||
| JP2017142978 | 2017-07-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019021919A1 true WO2019021919A1 (ja) | 2019-01-31 |
Family
ID=65040814
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/027008 WO2019021919A1 (ja) | 2017-07-24 | 2018-07-19 | 窒化アルミニウム焼結体およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10787392B2 (ja) |
| EP (1) | EP3659991A4 (ja) |
| JP (1) | JP6721793B2 (ja) |
| KR (1) | KR102141812B1 (ja) |
| CN (1) | CN110809568A (ja) |
| TW (1) | TW201908269A (ja) |
| WO (1) | WO2019021919A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01103961A (ja) | 1987-10-16 | 1989-04-21 | Tokuyama Soda Co Ltd | 窒化アルミニウム焼結体およびその製造方法 |
| JPH0345562A (ja) * | 1989-07-14 | 1991-02-27 | Kawasaki Steel Corp | 窒化アルミニウム焼結体の製造方法 |
| JPH05238830A (ja) * | 1992-02-21 | 1993-09-17 | Toshiba Corp | 窒化アルミニウム焼結体およびその製造方法 |
| JPH06191953A (ja) * | 1992-12-28 | 1994-07-12 | Kyocera Corp | 窒化アルミニウム質焼結体 |
| JP2002249379A (ja) * | 2000-12-21 | 2002-09-06 | Ngk Insulators Ltd | 窒化アルミニウム焼結体及び半導体製造装置用部材 |
| JP2007008813A (ja) | 1998-05-06 | 2007-01-18 | Sumitomo Electric Ind Ltd | 窒化アルミニウム焼結体とその製造方法及び半導体基板 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4812144B2 (ja) * | 1998-07-22 | 2011-11-09 | 住友電気工業株式会社 | 窒化アルミニウム焼結体及びその製造方法 |
| TWI243158B (en) * | 2000-12-21 | 2005-11-11 | Ngk Insulators Ltd | Aluminum nitride sintered bodies |
| US7319080B2 (en) | 2002-09-20 | 2008-01-15 | Tokuyama Corporation | Aluminum nitride sintered compact |
| JP4615873B2 (ja) * | 2003-12-16 | 2011-01-19 | 株式会社トクヤマ | 窒化アルミニウム焼結体及びその製造方法 |
| CN101198566A (zh) * | 2005-06-15 | 2008-06-11 | 德山株式会社 | 氮化铝烧结体、浆料、生坯及脱脂体 |
-
2018
- 2018-07-19 JP JP2019532542A patent/JP6721793B2/ja not_active Expired - Fee Related
- 2018-07-19 US US16/631,046 patent/US10787392B2/en active Active
- 2018-07-19 EP EP18839306.0A patent/EP3659991A4/en not_active Withdrawn
- 2018-07-19 KR KR1020197037951A patent/KR102141812B1/ko active IP Right Grant
- 2018-07-19 CN CN201880043911.9A patent/CN110809568A/zh active Pending
- 2018-07-19 WO PCT/JP2018/027008 patent/WO2019021919A1/ja unknown
- 2018-07-20 TW TW107125086A patent/TW201908269A/zh unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01103961A (ja) | 1987-10-16 | 1989-04-21 | Tokuyama Soda Co Ltd | 窒化アルミニウム焼結体およびその製造方法 |
| JPH0345562A (ja) * | 1989-07-14 | 1991-02-27 | Kawasaki Steel Corp | 窒化アルミニウム焼結体の製造方法 |
| JPH05238830A (ja) * | 1992-02-21 | 1993-09-17 | Toshiba Corp | 窒化アルミニウム焼結体およびその製造方法 |
| JPH06191953A (ja) * | 1992-12-28 | 1994-07-12 | Kyocera Corp | 窒化アルミニウム質焼結体 |
| JP2007008813A (ja) | 1998-05-06 | 2007-01-18 | Sumitomo Electric Ind Ltd | 窒化アルミニウム焼結体とその製造方法及び半導体基板 |
| JP2002249379A (ja) * | 2000-12-21 | 2002-09-06 | Ngk Insulators Ltd | 窒化アルミニウム焼結体及び半導体製造装置用部材 |
Non-Patent Citations (6)
| Title |
|---|
| "Introduction to Ceramic Materials and Technologies", April 1979, SANGYO GIJUTSU CENTER K.K. |
| G.A. SLACKR.A. TANZILLIR.O. POHLJ.W. VANDERSANDE, J. PHYS. CHEM. SOLIDS, vol. 48, 1987, pages 641 - 647 |
| H.P. KIRCHNERR.M. GRUVER, J. AM. CERAM. SOC., vol. 53, 1970, pages 232 - 236 |
| OKAMOTO MASAHIDEARAKAWA HIDEOOOHASHI MASABUMIOGIHARA SATORU, JOURNAL OF THE CERAMIC SOCIETY OF JAPAN, vol. 97, 1989, pages 1478 - 1485 |
| See also references of EP3659991A4 * |
| SHINOZAKI KAZUOTSUGE AKIHIKO, CERAMICS JAPAN, vol. 21, 1986, pages 1130 - 1135 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10787392B2 (en) | 2020-09-29 |
| CN110809568A (zh) | 2020-02-18 |
| TW201908269A (zh) | 2019-03-01 |
| KR102141812B1 (ko) | 2020-08-07 |
| JPWO2019021919A1 (ja) | 2019-11-14 |
| EP3659991A4 (en) | 2020-10-21 |
| US20200148598A1 (en) | 2020-05-14 |
| EP3659991A1 (en) | 2020-06-03 |
| KR20200010469A (ko) | 2020-01-30 |
| JP6721793B2 (ja) | 2020-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6822362B2 (ja) | 窒化珪素基板の製造方法、及び窒化珪素基板 | |
| JP5444384B2 (ja) | 高熱伝導性窒化アルミニウム焼結体 | |
| JP7062229B2 (ja) | 板状の窒化ケイ素質焼結体およびその製造方法 | |
| JP7062230B2 (ja) | 板状の窒化ケイ素質焼結体およびその製造方法 | |
| US11059753B2 (en) | Oriented ALN sintered body and method for producing the same | |
| US11014855B2 (en) | Transparent AlN sintered body and method for producing the same | |
| JP7201103B2 (ja) | 板状の窒化ケイ素質焼結体およびその製造方法 | |
| JP6721793B2 (ja) | 窒化アルミニウム焼結体およびその製造方法 | |
| JP2021172556A (ja) | 窒化アルミニウム焼結体及びその製造方法 | |
| JP4564257B2 (ja) | 高熱伝導性窒化アルミニウム焼結体 | |
| JP7339979B2 (ja) | 窒化ケイ素焼結体の製造方法 | |
| JP7278326B2 (ja) | 窒化ケイ素焼結体の製造方法 | |
| JP7339980B2 (ja) | 窒化ケイ素焼結体の製造方法 | |
| JP7278325B2 (ja) | 窒化ケイ素焼結体 | |
| WO2024084631A1 (ja) | 窒化ケイ素焼結体 | |
| JP2021178756A (ja) | 窒化アルミニウム焼結体およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18839306 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019532542 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20197037951 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018839306 Country of ref document: EP Effective date: 20200224 |